
Руководство по обработке анодированного алюминия
Анодированный алюминий
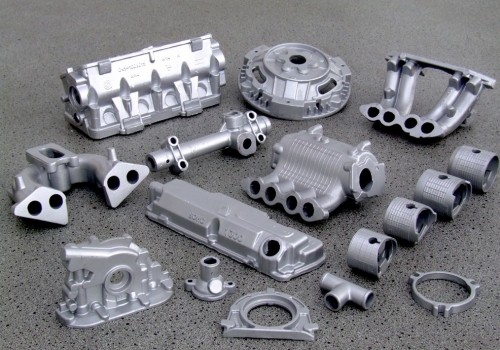
Современные приспособления, изготовленные из металла, очень сильно отличаются от тех, что делались 30-50 лет тому назад. Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Анодированный алюминий давно и прочно занял место стали и чугуна там, где кроме прочности и устойчивости к внешним воздействиям требуются другие главные качества – лёгкость и пластичность. Он значительно легче стали, поэтому с успехом заменил её в десятках тысяч единиц продукции, используемых в самых разных областях – промышленности, медицине, туризме, спорте.
С появлением технологии анодирования к замечательным свойствам алюминия добавились результаты химической модификации – высокая коррозионная стойкость и сопротивляемость к механическим воздействиям.

Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.

Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой H2 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.
Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.

Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Mazda CX-5 Sup/4WD @ Булка с Маком › Бортжурнал › Приводим в порядок анодированный алюминий…
Собственно, колесные диски бывают разными…
Я же решил найти себе гемороя на шею, на руки и заодно на ноги, поэтому обзавелся такими симпатичными 20 дюймовыми тапочками, которые многим сначала показались хромовыми, однако это не так.
Полноценный анодированный «люминь» ))))
Как мы понимаем и знаем из курса химии — данное покрытие весьма капризное и имеет свои тонкости в обслуживании и уходе.
Данные покрытия не любят химию и уж тем более различные составы содержащие всякие разные кислОты…
Не для кого не секрет, что составы, используемые на тех же бесконтактных мойках далеко не самые безвредные, а по сему способствуют образованию матовости и различных окислов и отложений.
Также мой скептицизм подтвердился относительно различных домашних средств (мускулы силиты и т.п.), которые также призваны вроде как обеспечить защиту и хорошую чистку, но по факту содержат в составе ингредиенты, которые моему алюминию не по нраву…
Вспомните свои домашние тазики и кастрюльки со сковородками… Вспомнили? Наверняка у кого-то дома имеется такое алюминиевое чудо, которое со временем, как бы вы к нему не относились с любовью, тускнеет и покрывается непонятными пятнами…
В моем случае — колесики самые любимые и дорогие (во всех смыслах), поэтому уход должен быть соответствующим! Даже если на это уходит около трех часов!
Предложения контор по полировке за 1000 баксов комплект меня как-то не воодушевило, не говоря о том, что некоторые даже не смогли хром отличить…
Решено — сделано своими руками…
1. Для начала диски нужно хорошенько вымыть!
Было использовано соответствующее средство именно для таких дисков от Koch Chemie
(видео как пример. Делал один — свои колеса снимать было некому)
2. После этого использовал полировальную пасту, заранее купленную через всеми известный exist
3. Полируем, протираем и вуаля )))))
В ФОТОГРАФИЯХ!
То что имели ДО:
Анодирование алюминия в домашних условиях
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.

Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа. Вначале наносится бесцветная пленка электролитическим способом, а затем заготовку помещают солевой раствор кислот. В зависимости от кислоты цвет может быть от бледной латуни до насыщенного черного. Черный алюминий широко используется в строительстве и отделке.
Подготовительный процесс
Для получения гладкой поверхности на стадии подготовки необходимо заготовку отполировать. С помощью войлочного или другого полировального круга устраняются царапины, затягиваются большие поры. Отсутствие микронеровностей снижает вероятность появления прогаров. Анодная пленка не способна скрыть внешние дефекты.
Перед анодированием алюминия необходимо определиться с размерами обрабатываемых деталей. Получаемый слой имеет толщину 50 микрон, поэтому на обработанную резьбу невозможно будет накрутить гайку. Если же детали соединяются с помощью посадки, то не стоит забывать, что после анодирования детали шлифовке не подлежат.

Проведение анодирования в домашних условиях
Для проведения процесса необходимы емкости. Емкости для анодирования должны соответствовать размерам деталей, быть чуть больше. В связи с чем обычно пользуются несколькими ваннами. Материал емкостей – алюминий. Но если изделия небольшого размера, то подойдут пластиковые контейнеры. Только на дно и вдоль стенок необходимо уложить алюминиевые листы. Это необходимо, чтобы создать ток равномерной плотности по всему объему.
Электролит нуждается в изоляции от внешнего воздействия тепла. При нагревании его придется менять. Для исключения нагрева емкости снаружи покрываются слоем теплоизоляции. Ее можно обклеить пенопластом до 50 мм толщиной или, поместив в короб, заполнить свободное пространство монтажной пеной.
Раствор серной кислоты получают путем разбавления электролита для автомобильных аккумуляторов дистиллированной водой в пропорциях один к одному. Купив канистру емкостью 5 литров, раствора можно получить 10 литров.
Смешивание, когда в кислоту добавляется вода, сопровождается обильным тепловыделением, и она буквально вскипает разбрызгиваясь. Поэтому в целях безопасности серную кислоту вливают в емкость с водой.
Перед началом анодирования алюминия его подвергают химической подготовке. Химическая подготовка – процесс обезжиривания. В промышленных условиях обработку проводят едким натром или калием. Но в домашних условиях лучше пользоваться хозяйственным мылом. Зубной щеткой и мыльным раствором с поверхности хорошо удаляются загрязнения. После чего сначала заготовки промываются теплой водой, а затем — холодной.
Альтернативой хозяйственному мылу служит стиральный порошок. Растворив его в закрытом пластиковом контейнере и поместив туда обрабатываемые детали, необходимо интенсивно встряхнуть. Затем детали промываются и просушиваются потоком горячего воздуха. Активный кислород, содержащийся в стиральном порошке, защищает обезжиренные изделия, даже если их взять голыми руками.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.

Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.

Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.

Методы цветного анодировния алюминия
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Холодная технология отличается тем, что рост анодированного покрытия со стороны металла протекает с большей скоростью, чем его растворение с внешней стороны.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Закрепление результата
Качество анодирования алюминия зависит от завершающего этапа – закрепления покрытия. Для этого после нанесения покрытия и промывки детали помещают на четверть часа в раствор марганца. После выемки необходимо детали промыть под горячей и холодной водой для удаления из пор остатков раствора.
Перед окрашиванием необходимо закупорить микроскопические поры на пленке. Для чего изделия кипятят в дистиллированной воде в течение 30-40 минут.
Процесс анодирования алюминия
Анодирование алюминия или его анодное окислениерассматривается многими предпринимателями, как одно из самых перспективных направлений обработки алюминия и его сплавов.
Сущность анодирования алюминия
Почему? Что такого особенного в этом незамысловатом с точки зрения химии процессе? А главное в чем его экономическая выгода? Давайте разбираться.
Как известно, алюминий самый распространенный металл на Земле, а кроме того еще и самый востребованный. Химические и физические свойства алюминия позволяют использовать его практически повсеместно: в машиностроении, авиации, космической промышленности, электро- и теплотехнике и пр. Алюминий на открытом воздухе быстро окисляется и образует на поверхности защитную микропленку, которая делает металлоизделия из алюминия химически более инертными. Однако эта естественная защита слишком мала, поэтому алюминий и его всевозможные сплавы не вечны: со временем они легко подвергаются коррозии.
Защитить изделия из алюминия, сделать их более твердыми и долговечными можно двумя способами: окрасить их с помощью порошковых красок или оксидировать, т.е. искусственно создать на его поверхности толстую пленку. Оксидирование в свою очередь подразделяется на два подвида: химическое оксидирование в растворах хрома и собственно анодирование с помощью анодной поляризации изделия в электролите.
Преимущества окрашивания в том, что готовые изделия внешне более эффектны: получаемый цвет ровнее, ярче, возможных оттенков окрашивания больше, легче получить нужную текстуру. Однако анодирование гораздо менее зависимо от качества поставляемых материалов, да и производственные линии устроены проще. Кроме того, спектр цветов и оттенков анодированных металлоизделий становится с каждым годом все больше и больше. Сейчас доступно даже радужное анодирование с созданием на поверхности изделия переливающегося блестящего покрытия.
Технология анодирования алюминия
Производственный процесс анодирования алюминия условно делится на три этапа:
1. Подготовительный — на этом этапе алюминиевое изделие необходимо тщательно механически и электрохимически обработать. От того, как качественно будет проведен этот процесс будет зависеть конечный результат. Механическая обработка подразумевает очищение поверхности, ее шлифовка и обезжиривание. Затем изделие сначала помещают в щелочной раствор, где происходит так называемое «травление», а после — в кислотный, для осветления изделия. Последний шаг — промывка изделия. Промывка проводится в несколько стадий, так как крайне важно удалить остатки кислоты даже в труднодоступных участках изделия.

2. Химическое анодирование алюминия — изделие прошедшее первичную обработку подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосальциловой кислот иногда с добавлением органической кислоты или соли. Серная кислота — самый распространенный электролит, однако он не подходит для сложных изделий с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов.
Вид, концентрация, температура электролита, а также плотность тока напрямую влияют на качество анодирования. Чем выше температура и ниже плотность тока, тем быстрее происходит анодирование, пленка получается мягкая и очень пористая. Соответственно чем ниже температура и выше плотность тока, тем тверже покрытие. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2. Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от требований технической документации.
3.Закрепление — непосредственно после анодирования поверхность изделия выглядит очень пористой. Чем больше пор — тем мягче поверхность. Поэтому, чтобы изделие получилось крепким и долговечным, поры нужно закрыть. Сделать это можно, окунув изделие в почти кипящую пресную воду, обработав под паром, либо поместив в специализированный «холодный» раствор.
Если изделие предполагается окрасить в какой-нибудь цвет, его не «закрепляют», так как краска прекрасно заполнит пустое пространство в порах.
Оборудование для анодирования алюминия делится на 3 вида: основное (ванны для анодирования), обслуживающее (обеспечивает непрерывную работу линии, подает ток в ванны и т.д.) и вспомогательное (на нем осуществляется подготовка алюминиевых изделий, их перемещение по линиям, складирование и пр.).

Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия — это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия — технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:

Первое — адсорбационное окрашивание — происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе — электролитическое — оно же черное анодирование алюминия — это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.

Третий вид — интерференционное окрашивание — то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид — интегральное окрашивание — в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного — электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
Анодированный алюминий, полученный в домашних условиях
Анодирование — это электрохимический метод изменения поверхности металлов. Он защищает от коррозии, улучшает эстетичный вид, противостоит царапинам и является одним из самых долговечных покрытий узлов и деталей. Анодирование может быть выполнено для целого ряда материалов, но больше всего он применим для алюминия. Анодированный алюминий имеет высокие антикоррозионные и износостойкие свойства, поскольку в этом процессе повышается твердость, улучшается смазывающая способность и адгезия, а также цветовое оформление.
Что такое анодирование?
Для того чтобы подготовить алюминий к анодированию, поверхность сначала тщательно очищают и ополаскивают, а затем помещают в ванну с некоторым раствором электролита, таким как серная кислота. Он представляет собой электропроводящий раствор с большим количеством положительных и отрицательных ионов, которыми он будет обмениваться.
Положительный электрический заряд поступает к алюминию — аноду, а отрицательный заряд – к пластинам, размещенным в электролите. Электроток в этой цепи заставляет положительные частицы притягиваться к отрицательным пластинам, а отрицательные частицы движутся к алюминиевой детали.
Электрохимическая реакция вызывает образование пор на поверхности, когда избыток положительных ионов уходит. Эти поры образуют геометрически правильную структуру и начинают разрушаться в субстрат. Al на поверхности соединяется с отрицательно заряженными ионами O2, образуя оксид алюминия. Это называется барьерным слоем, который является защитой от химических реакций в этих местах. При подаче электрического тока создается регулярная структура пористости поверхности.
Чем дольше применяется ток, тем больше проникновение в эти столбцы. Для типичных не жестких покрытий глубина может составлять до 10 мкм. Как только этот уровень достигнут, и если цвет не требуется, процесс останавливается, и поверхность может быть запечатана простым промыванием в воде. В результате будет получена деталь с твердым, натуральным покрытием из Al2O3, способным противостоять химическому воздействию и очень устойчивая к царапинам. Al2O3 оценивается 9 из 10 по шкале твердости по Моосу, что означает второе место после алмаза и делает детали, например, посуду из анодированного алюминия, очень крепкой и долговечной.
 Анодированный алюминий зеркальный и фактурный
Анодированный алюминий зеркальный и фактурный
Показания к анодированию алюминия
Хотя большинство марок Al имеют хороший внешний вид и коррозионную стойкость во многих случаях, иногда требуется дальнейшее повышение этих свойств. Это может быть достигнуто с помощью вышеназванного процесса. Следующие сплавы лучше всего подходят для получения анодированного алюминия:
- 5XXX серия;
- 6XXX серия;
- 7XXX серия.
Покрытие из оксида алюминия может не иметь требуемой степени защиты на некоторых сплавах. Кроме того, они могут иметь слой оксида алюминия после процесса анодирования, который оставляет нежелательный цвет, такой как непривлекательный желтый, коричневый или темно-серый.
Несмотря на то, что существуют некоторые вариации от каждого сплава к сплаву, вот краткий анализ анодирования по типу серии:
- 1XXX – эта серия покрывает чистый Al. Он в этой серии может быть анодирован. Образующийся слой оксида алюминия, который образуется, является прозрачным и несколько блестящим. Поскольку нижележащий чистый Al является относительно мягким, обработанные предметы могут быть легко повреждены и не иметь механических свойств по сравнению с другими сериями Al-сплавов.
- 2XXX – эта серия используется для обозначения Al, легированного медью. Медь в этих сплавах создает очень прочный и твердый Al -сплав. Хотя медь полезна для улучшения механических свойств Al, она, к сожалению, делает эти сплавы плохими кандидатами на анодирование, матовый цвет не дает привлекательности таким изделиям.
- 3XXX – эта серия листового алюминия, легированного марганцем. В то время как анодированный слой обеспечивает достойную защиту Al подложки из марганца, он создает нежелательный коричневый цвет.
- 4XXX – эта серия состоит из Al, легированного кремнием. Анодированный материал 4XXX хорошо защищен слоем оксида алюминия, созданным в процессе анодирования. Тем не менее, важно отметить, что серия 4XXX имеет темно-серый, почти черный цвет, которому не хватает эстетической привлекательности.
- 5XXX – эта серия обозначает Al, который легирован марганцем. При анодировании сплавы 5XXX имеют в результате оксидный слой, который является прочным. Они превосходные кандидаты на анодирование, тем не менее, некоторые легирующие элементы, такие как марганец и кремний, должны находиться в пределах установленного диапазона для нормального протекания процесса анодирования.
- 6XXX – эта серия была создана для Al, легированного магнием и кремнием. Эти сплавы являются отличными кандидатами для процесса, полученный оксидный слой прозрачен и обеспечивает превосходную защиту. Поскольку сплавы 6XXX обладают отличными механическими свойствами и легко анодируются — алюминий анодированный данной серии часто применяется для конструкционных проектов.
- 7XXX – эта серия легированного Al использует цинк в качестве основного легирующего элемента. Очень хорошо подходит для процесса анодирования. Последующий оксидный слой прозрачен и обеспечивает отличную защиту. Если уровень цинка становится чрезмерным, оксидный слой, может стать коричневым.
 Анодированный алюминий “под золото” и “под серебро”
Анодированный алюминий “под золото” и “под серебро”
Методики и технология анодирования
Существует несколько видов анодирования Al, каждый из которых имеет уникальное анодное покрытие:
- Стандартное анодирование, более известное как тип II, основано на военной спецификации MIL-A-8625.
- Жесткое анодирование в твердом покрытии, также известное как тип III, использует процесс, аналогичный типу II, но приводит к получению гораздо более толстого и плотного покрытия, что значительно повышает стойкость к истиранию и коррозии. Твердое анодирование создает очень толстое твердое покрытие, которое проникает в обработанный алюминий — половина защитного оксидного слоя проникает в поверхность, а другая половина накапливается на ней.
- Микрокристаллическое анодирование улучшает другие процессы, создавая покрытие с молекулами, упакованными в регулярно упорядоченный повторяющийся узор, поскольку молекулы располагаются случайным образом. Микрокристаллические анодно-алюминиевые покрытия также обеспечивают более высокую термодинамическую стабильность, чем другие, а также более низкую степень растворимости при воздействии агрессивных химикатов.
Растворы анодирования хорошо известны благодаря образованию пор в покрытии Al. Эти поры поглощают красители, а также сохраняют смазки, если таковые имеются. Кроме того, они обеспечивают участки, через которые металл может легко подвергаться коррозии. Для повышения коррозионной стойкости и удержания красителя обычно применяется уплотнение. Несколько методов уплотнения, которые используются, включают использование теплого и холодного анодирования.
Теплое анодирование
Метод теплого анодирования, включает длительное погружение Al в кипящую горячую воду, которая была деионизирована или находится в форме пара. Этот метод не очень дорогой, так как он снижает износостойкость только на 20 процентов. Оксид превращается в гидратированную форму, и в результате набухание снижает поверхностную пористость.
Альтернативой первому методу является никель фторидный метод, который, хотя и предотвращают коррозию, но делает анодированный Al более мягким. Этот процесс холодной сварки, включающий добавление фторидного никеля к анодированному Al. Ионы фтора попадают в поры, которые служат местом для механизма обмена. Попадая в поры, ионы вызывают сдвиг рН и осаждение ионов никеля. Образующийся гидроксид никеля затем блокирует устье пор, эффективно герметизируя пленку. Далее происходит медленный этап, при котором вода из атмосферы диффундирует в пленку, вызывая блокирование пор, и в конечном итоге получается эффективная герметизирующая пленка.
Для лучшей устойчивости к коррозии и засолению анодные, покрытия обычно герметизируют 5-процентным раствором дихромата калия. Растворы работают при температуре кипения, и погружение происходит примерно на 15 минут. При рН около 5-6 происходит поглощение хромат-ионов, что обеспечивает гидратацию покрытия. Герметики с дихроматным покрытием не так устойчивы к окрашиванию по сравнению с другими методами герметиков.
 Анодированные алюминиевые болты разных цветов
Анодированные алюминиевые болты разных цветов
Холодное анодирование
Комнатная температура или холодное уплотнение дает преимущество перед предыдущими уплотнениями, потому что оно работает при 18-20 С. Хотя это снижает стоимость энергии для уплотнения, оно отличается от высокотемпературных и среднетемпературных уплотнений. Типичные составы химического состава для холодного запечатывания основаны на никель-фторидной основе, которая служит для закупоривания пор при одновременном травлении поверхности анодного покрытия. Это действует как метод очистки для улучшения сцепления и адгезии, уменьшая при этом тенденцию к образованию пыльной структуры. Контроль холодного уплотнения является более сложной задачей, чем уплотнения горячей воды, и иногда требуется промывка горячей водой после уплотнения, чтобы помочь вылечить уплотнение и обеспечить немедленное тестирование качества.
Процессы холодной герметизации совершенствуются, чтобы соответствовать стандарту автомобильной промышленности для герметизации с высокой щелочной стойкостью при pH 13,5, что всегда было проблемой анодированных поверхностей, подверженных воздействию химических жидкостей во время мойки автомобилей.
Применение анодированного алюминия
Анодирование не только увеличивает долговечность Al -листа, но и повышает визуальную привлекательность. Слои оксида, добавленные путем анодирования, улучшают поверхность Al для красителей, клеев и красок. Эта способность обеспечивает превосходный внешний вид изображения с постоянным качеством.
Использование для анодированного алюминия:
- наружный металлический каркас на зданиях;
- посуда из анодированного алюминия премиум-класса;
- материал каркаса для уличной мебели и декоративных элементов;
- защитный корпус для современных компьютерных систем;
- защитный корпус для современной бытовой техники;
- шильдики из анодированного алюминия.
 Технология анодирования алюминия в домашних условиях
Технология анодирования алюминия в домашних условиях
Анодирование алюминия в домашних условиях
Анодирование в домашних условиях может быть полезным для таких проектов, как защита металлических семейных реликвий, старых украшений или если нужно получить посуду из анодированного алюминия.
Алгоритм изготовления посуды из анодированного алюминия в домашних условиях:
- Для начала выбирают небольшие алюминиевые предметы, например, ложки или чашки, которые будут погружаться в небольшое количество кислоты, во время процесса они выполняют роль анода.
- Подбирают пластиковую ванну необходимого объема, чтобы детали были полностью покрыты раствором. Конструкция должна быть твердая и долговечная.
- Приобретают краску для одежды в любом магазине, например, в Москве в отделах химтоваров. Во время процесса анодирования можно покрасить металл практически в любой цвет с помощью стандартного тканевого красителя от желтого до черного. Это процесс, который Apple использует для окраски iPod. Так же можно купить специальный краситель для анодирования, который дает лучшие результаты.
- Приобретают предметы, необходимые для анодирования: обезжириватель,
два свинцовых катода достаточно длинных, рулон алюминиевой проволоки,
дистиллированная вода, пищевая сода, резиновые перчатки. Для анодирования понадобится 5л серной кислоты (аккумуляторной кислоты), щелочи и постоянный источник питания не менее 20 вольт, который должен работать, как постоянный источник питания. - Проводят очистку детали с мылом и водой, а затем обезжиривание.
- Разводят щелочь в воде, чтобы создать чистящий раствор. В небольшой пластиковой ванне смешивают 44 мл щелочи в 3,8 л дистиллированной воды.
Надев резиновые перчатки, помещают предмет в раствор и оставляют на 3 минуты, затем снимают и тщательно промывают теплой водой. - Устанавливают на куске фанеры анодирующую ванну в хорошо проветриваемом помещении. Гараж с открытой дверью или сарай с открытыми дверями и окнами обычно подходит для этого процесса. Температура в помещении должна быть 16 до 22 С.
- Включают источник питания на невоспламеняющемся материале, например, бетон.
- Подключают положительный провод от зарядного устройства к алюминию, а отрицательный к алюминиевому проводу, подключенному к 2 свинцовым катодам.
Устанавливают свинцовый катод на каждой стороне резервуара. Проводят алюминиевую проволоку между катодами и соединяют их вместе на маленькой деревянной доске. Убеждаются, что провод, соединяющий анод, не касается свинцовых катодов. - Делают 1: 1 смесь дистиллированной воды и аккумуляторной кислоты в пластиковой ванне, предварительно надев маску или респиратор. Во время работы должна функционировать приточно–вытяжная вентиляция. Сначала наливают воду, затем очень тонкой струйкой кислоту. Если случайна пролита кислота, место нужно обработать пищевой содой.
- Подключают алюминиевые провода к источнику питания (ИП). Провод, который ведет от анода, должен подключаться к положительной клемме на ИП. Провод, идущий от выводных катодов, должен подключаться к отрицательной клемме ИП
Включают источник питания. Режим анодирования 12 ампер на каждые 0,09 квадратных метров материала, время – 45 минут. Процесс сопровождается выделением пузырьков окисления. Анод также начнет менять цвет, становясь коричневым, затем желтым. - После получения посуды из анодированного алюминия, отключают источник тока, промывают деталь дистиллированной водой и помещают ее в теплую ванну с красителем на 15 минут.
Можно проводить процесс без окрашивания, тогда переходят к кипячению детали в дистиллированной воде в течение 30 минут.
ОЧИСТКА И УХОД ЗА ВАШЕЙ АНОДИРОВАННОЙ АЛЮМИНИЕВОЙ ОТДЕЛКОЙ
Как и для любого готового строительного материала, алюминий требует разумного ухода до и во время монтажа, а также периодической очистки и обслуживания после монтажа. Хотя анодированный алюминий исключительно устойчив к коррозии, обесцвечиванию и износу, его естественная красота может быть испорчена агрессивными химическими веществами, злоупотреблением или пренебрежением. Советуем вам сайт компании Профиль центр, на официальном сайте производителя вы сможете купить Z — образный профиль для плитки и ступеней алюминиевый.
Такие условия обычно влияют только на чистоту поверхности, но не уменьшают срок службы алюминия. Все внешние поверхности собирают различное количество почвы и грязи, в зависимости от географического района, условий окружающей среды, отделки и расположения на здании. Эти факторы и отношение владельца к внешнему виду поверхности определяют тип и частоту требуемой очистки. График очистки алюминия должен быть интегрирован с другими графиками очистки для эффективности и экономии. Например, стекло и алюминиевая ненесущая стена могут быть очищены одновременно.
Очистка может потребоваться чаще в одной географической области, чем в другой, когда внешний вид имеет первостепенное значение. В промышленно развитых районах потребуется более частая уборка, чем в сельской местности. Сезонные осадки могут влиять на частоту стирки, удаляя растворимые в воде отложения и менее прилипшую почву. В туманных прибрежных районах частые циклы конденсации и высыхания могут привести к накоплению солей и грязи в атмосфере, которые могут цепко держаться на поверхности. В климате, где количество осадков невелико, возможность атмосферного мытья поверхности минимальна. Например, Лос-Анджелес с его уникальным сочетанием ограниченного количества осадков, колебаний температуры, смога и конденсации требует, чтобы алюминий очищался чаще, чем в других городских районах с более частыми осадками.
Как во влажном, так и в сухом климате утопленные и защищенные районы обычно становятся более загрязненными из-за отсутствия промывки дождем. Более частые и более длительные периоды конденсации также происходят в защищенных областях, повышая адгезию почвы. Это особенно относится к участкам софитов на свесах, днищам лицевых панелей, закрытых крышках колонн и т.п. Периодическое техническое обслуживание препятствует долгосрочному накоплению почвы, что при определенных условиях может ускорить выветривание финиша.
ОЧИСТКА ЛИНЕТЕК АНОДИРОВАННОГО МАТЕРИАЛА
Процедуры очистки для алюминия должны быть начаты как можно скорее после завершения установки, чтобы удалить строительный грунт и накопившиеся загрязнения окружающей среды и обесцвечивания.
ВЫБОР МОЮЩЕГО РАСТВОРА
Как и окрашенные поверхности, анодированная поверхность должна быть очищена с использованием мягких мыльных растворов, чтобы сохранить свою первоначальную красоту. Можно безопасно использовать продукты, которые безопасны для использования голыми руками, включая большинство коммерческих чистящих средств. Чистящий раствор следует наносить мягкой тканью, губкой или кистью. Избегайте использования сильных кислотных или щелочных чистящих средств.
Работы по уборке должны начинаться наверху здания и продолжаться до уровня земли в непрерывном падении. Используя сильные брызги воды, необходимо промыть участок шириной ступени или подмостей по мере очистки сверху вниз.
Поскольку поверхностные почвы могут быть легкими или тяжелыми, в зависимости от степени тяжести и прочности почвы могут применяться несколько более жестких процедур очистки. Только пробная и самая простая процедура удаления почвы — это та, которая должна использоваться.
ЛЕГКОЕ УДАЛЕНИЕ ПОЧВЫ
Для легких почв самая простая процедура — промыть поверхность водой, используя умеренное давление. Если почва все еще присутствует после высыхания поверхности, следует попробовать очистку щеткой или губкой и одновременное опрыскивание водой. Если почва все еще прилипает, следует использовать мягкое моющее средство с щеткой или губкой. Мытье должно выполняться при равномерном давлении, сначала горизонтально, а затем вертикально. После мытья поверхности необходимо тщательно промыть, опрыскивая чистой водой.
Если необходимо удалить масло, воск, полироль или другие подобные материалы, для очистки рекомендуется использовать MEK или аналогичный растворитель. При использовании растворителей этого типа следует соблюдать особую осторожность, поскольку они могут повредить органические герметики, прокладки и отделочные материалы. Эти растворители никогда не должны использоваться на анодных поверхностях, защищенных прозрачными органическими покрытиями, если органическое покрытие не испортилось и должно быть удалено.
Электрооборудование, свет, освещение
В защите от ржавчины и коррозии нуждается каждый металл, в том числе и алюминий, который очень часто используется обывателями в домашних условиях. Если создать на поверхности алюминия плотную и толстую окисную пленку, этого будет вполне достаточно для торможения дальнейшей коррозии, что получается в процессе проведения анодирования алюминия. Самые механически прочные и стойкие пленки получаются при низкотемпературном тонкослойном анодировании алюминия, чем вы и будете заниматься.
Содержание:
Вопросы безопасности
Провести качественно анодирование в домашних условиях — несложно. Безопаснее и удобнее заниматься данной работой на улице или балконе. В ходе процесса вас ждет несколько опасных для здоровья моментов.
Кислота является очень едкой штукой. Хотя она и находится в сильно разбавленном виде и вызывает при попадании на кожу всего лишь слабый зуд, но если она попадет в глаза — может спровоцировать серьезнейшие травмы! Потому желательно при анодировании стали работать в защитных очках и под рукой всегда иметь ведро с водой или слабым содовым раствором.

Во время процедуры анодирования совершается выделение на аноде кислорода, а на катоде — водорода. После смешивания этих газов они образуют известный гремучий газ, который, в принципе, является тем же динамитом. Поэтому при анодировании в закрытом помещении можно погибнуть от первой искры.
Подготовительные работы
Помните, что детали после анодирования становятся больше по размерам. Толщина защитного анодного слоя обычно составляет 0,05 миллиметров. К примеру, резьбы, что раньше закручивались впритирку, после процесса анодирования вообще перестанут закручиваться, так как болту в гайке в этом случае станет теснее на 0,2 миллиметра. А шлифовать анодированную практически невозможно.
Полезно отполировать изделия до зеркального блеска на полировочном кругу. Таким образом, сильно выиграет эстетика детали и снизится вероятность при анодировании «прогара». К слову сказать, анодный слой не маскирует дефекты поверхности — они будут заметны и на обработанном изделии.
Перед гальваникой алюминий нужно хорошо обезжирить. Не стоит держать металл в горячем едком натрии или калии, как это рекомендуется в заводских технологиях, потому что заметно портится чистота поверхности. Лучше использовать кусок хозяйственного мыла и зубную щетку, ведь вам предстоит работать с мелкими деталями. Сначала промойте изделие в теплой воде, затем в холодной.
Очень эффективно действует стиральный порошок: его нужно растворить в горячей воде в пластиковой емкости. Затем следует высыпать туда изделия и хорошо потрясти посудину. После промывки тщательно высушите детали горячим воздухом. Не переживайте за мелкие следы жира: после обезжиривания изделие в руки брать можно, потому что слой жира с пальцев окисляется кислородом моментально.
Изготовление электролита
Электролитом для анодирования в домашних условиях служит раствор в дистиллированной воде серной кислоты. Можно использовать и обычную воду из крана, но если можете взять дистиллированную – лучше выбрать её, так как в первом случае немного портится равномерность процесса — распределение на поверхности детали плотности тока.
Серную кислоту глупо делать самостоятельно, а вот дистиллированную воду — очень просто! Если на улице нет снега или дождя, то лед в морозильнике найдется всегда. Добыть дистиллированную воду и серную кислоту можно в местном автомагазине запчастей, ведь эти ингредиенты применяются с целью обслуживания аккумуляторов автомобилей.
Однако там продается кислота в разбавленном виде до плотности 1,27 грамм на сантиметр кубический под названием «Электролит для свинцового аккумулятора». Вам нужно этот электролит смешать с дистиллированной водой в пропорции 1:1.

Если вы возьмете стандартную 5-литровую канистру с электролитом и столько же воды, то в результате вы получите 10 литров раствора для анодирования. Этого хватит для мелких деталей, а для крупных стоит удвоить это количество.
Помните, что при смешивании кислоты с водой будет выделяться много тепла. Если налить воду в кислоту, она моментально вскипит, брызгая в лицо! Именно поэтому рекомендуется лить электролит в емкость с водой тонкой струей, постоянно помешивая стеклянной палочкой. И лучше одеть защитные очки! При попадании кислоты на одежду или кожу следует её немедленно смыть струей воды и промыть раствором соды.
Режимы обработки
Температура процесса анодирования металла составляет -10 — +10 градусов Цельсия. Растущий слой ниже -10 вполне хорош, однако не хватит напряжения, которое выдается блоком питания, для поддержания необходимой силы тока. Выше +10 градусов защитная пленка хоть и будет формироваться, но она получится нетвердой и бесцветной.
Однако рекомендуется прекращать процесс анодирования уже при 5 градусах выше нуля. А дело вот в чем, в углу ванны и на поверхности детали наблюдается разная температура, а при анодировании выделяется много энергии в виде тепла.
Но если не обеспечено принудительное перемешивание електролита, нельзя верить термометру! Однако перемешивать электролит стоит постоянно, ложкой, воздухом, насосом, это нужно для выравнивания температуры на поверхности изделия из алюминия. Иначе на детали образуются участки местного перегрева, а затем — пробои и растрав детали.
Анодная плотность тока должна находиться в пределе 1,6 — 4 Ампер на квадратный дециметр. В таких пределах будет нарастать красивый, окрашенный и плотный защитный анодный слой. Лучше всего додерживаться плотности тока от 2 до 2,2 Ампера/дм2. При меньшей силе тока покрытие будет расти медленно нетолстое. При большей силе тока, чем 4 Ампера/дм2 может возникнуть электрический пробой, и изделие будет быстро растравливаться.
Катодная плотность тока должна быть низкой. Чем ниже этот показатель, тем лучше, потому что это обеспечивает равномерный и мягкий режим распределения плотности тока по поверхности обрабатываемой детали, особенно если она большая. Поэтому запомните, что площадь катода из свинца должна быть в два раза больше площади детали (анода).
Процесс анодирования алюминиевого профиля не оговаривает значения напряжения анод-катод. Однако если ваша цепь имеет ненулевое сопротивление, то нужен приличный вольтаж блока питания. Причем желательно, чтобы вы использовали блок питания с несколькими выходными напряжениями. И вот почему.
Защитный слой, который растет на изделии, диэлектрик. По мере его возрастания постоянно растет его электрическое сопротивление. Чтобы поддерживать требуемую плотность тока, на протяжении всего процесса необходимо регулировать несколько раз силу тока при помощи переменного резистора.
Однако напряжения может не хватить, когда анодный слой станет достаточно толстым. В этом случае нужно добавить напряжения. Поэтому блок питания должен обеспечить на выходе хотя бы два напряжения.
Ванна для анодирования
Перед работой необходимо подготовить оборудование для анодирования. Обычно требуется несколько ванн: для обработки маленьких деталей, недлинных и длинных изделий. Они должны быть из алюминия. Подходящим вариантом также является полиэтилен. В качестве маленькой емкости можно использовать пищевой контейнер или длинный цветочный пластиковый горшок.
Дно и стенки пластиковой ванны желательно покрыть листами алюминия. Можно из листа алюминия вырезать выкройку и согнуть импровизированную «емкость». Смысл этого заключается в обеспечении равномерной плотности тока со всех сторон изделия.
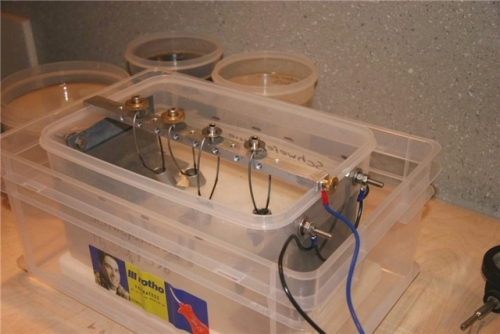
Ванна должна отличаться хорошей теплоизоляцией корпуса, иначе в противном случае электролит будет в ней нагреваться слишком быстро, и его придется чаще менять. Самым простым решением станет оклейка ванны толстым слоем пенопласта – 2-4 сантиметра. Также можете закрепить ванну внутри коробки и промежуток залить строительной пеной.
После этого следует изготовить для ванны свинцовый катод. Его можно сделать из листового свинца, сняв последний с толстых электрокабелей. Напомним, что площадь катода должна в два раза превышать площадь поверхности обрабатываемого изделия. При этом не учитывается поверхность катода, которая прислонена к стенке. В катодной пластине должны присутствовать отверстия для выхода газа.
Вы можете собрать катод из нескольких кусков свинца, если нет одного. Куски рекомендуется паять мощным паяльником, толстым швом вдоль стыков. Постарайтесь, чтобы катод повторял конфигурацию поверхности детали, обращенной к нему. Вывод из ванны контакта выполните полоской того же материала. Хотя также принято использовать и толстый медный провод в изоляции. Место припайки изолируйте силиконовым герметиком.
Процесс анодирования
Итак, в пластиковую ванну вы залили электролит, на выходе имеется блок питания с током. Для регулирования силы тока к цепи при анодировании титана или алюминия подключите проволочный переменный резистор. В емкости находятся 2 предмета: свинцовый катод в виде пластины и анод – обрабатываемое изделие. При подаче на них тока происходит выделение кислорода и начинает расти анодный защитный слой.
При создании качественного электрического контакта между свинцом и деталью вы будете наблюдать микропузырьки кислорода, что медленно поднимаются со всей поверхности изделия. Их диаметр крайне мал, их течение напоминает струйки дыма. Длительность процесса стоит контролировать визуально — по окрасу детали.
Для мелких деталей она составляет 20-30 минут, для больших изделий — час-полтора.
После того, как деталь полностью покроется налетом серо-голубого цвета, её следует достать из ванной, вымыть под струей холодной воды и протереть ваткой, что смочена в крепком марганцовом растворе, для удаления побочных продуктов реакции. Поверхность должна быть блестящей, светло-серой, гладкой.

После процесса анодирования дома некоторые изделия приобретают темно-матовый оттенок, все зависит от режима анодирования. Для окраски анодированных изделий погрузите их в раствор анилинового красителя, что подогрет до 50—60 градусов по Цельсию. Перед работой раствор профильтруйте, потому что мелкие крупинки нерастворившегося красителя способны образовывать на поверхности металла пятна. Интенсивность окраски обычно составляет не больше 15—20 минут.
После того, как деталь приобрела красивый оттенок и твердый, не рыхлый защитный слой, необходимо его зафиксировать. Дело в том, что это покрытие на микроуровне имеет пористую структуру, которая является проницаемой для воздуха и воды. Такой слой металл хорошо защищает от механических повреждений, но слаб против химического.
Существует несколько методов, которые помогают закрыться микропорам. Самый простой – проварить после анодирования детали в кастрюле в воде в течение полчаса. Лучше использовать дистиллированную воду. Также детали можно подержать на паровой бане, также на протяжении получаса.

Вы уже знаете, что существует несколько технологий анодирования алюминия и деталей из него. Они отличаются условиями рабочего процесса, а если быть конкретнее – то температурой електролита, которая является основным фактором, который влияет на качество анодного защитного слоя. В домашних условиях предпочтительнее выбрать вариант холодного анодирования, ведь в этом случае покрытие получается качестве и толще, а деталь приобретает красивый оттенок и блеск.
Способы анодирования алюминия в промышленности и быту
Анодирование алюминия – процесс улучшения стойкости металла к окислению и получения более однородной поверхности. Рассмотрим существующие виды процесса получения анодированного алюминия и способы проведения в домашних условиях.

Алюминий относится к мягким металлам, которые легко поддаются обработке. В этом смысле он очень хорош для изготовления разных изделий, чем во многом объясняется его популярность. Кроме положительных сторон, есть один существенный недостаток металла – он очень быстро поддается окислению. Тонкая пленка на его поверхности серьезно мешает процессу покраски изделия, а неокрашенный металл выглядит малопривлекательным. Решить задачу можно, применяя анодирование алюминия.
Вся проблема естественно образованной оксидной пленки, которая, в принципе, защищает металл от дальнейшего разрушения, в том, что она хрупкая и легко счищается. Анодирование способствует наращиванию прочной оксидной пленки и ее закреплению на алюминии. После этого металл можно красить, лакировать, и эти покрытия будут стойко держаться на поверхности деталей.
Цель анодирования алюминия и его дальнейшее использование
Анодирование алюминиевых профилей и других деталей имеет большой смысл. Важно, что все характеристики металла остаются неизменными, но сама поверхность изделий приобретает дополнительные качества:
- По всей поверхности образуется механически прочный слой оксида, который не позволяет разрушаться металлу под воздействием влаги и кислорода.
- Мелкие повреждения в виде точечных дефектов либо незначительные царапины скрываются под слоем, и металл становится более однородным.
- При нанесении лакокрасочных покрытий последние распределяются более равномерно, хорошо ложатся на алюминий.
- Детали из анодированного алюминия приобретают презентабельный вид, на различных механизмах они смотрятся выигрышно.
- В процессе анодирования можно передать алюминию совершенно иной оттенок, например, посеребрить или позолотить его либо сделать отлив жемчужным блеском.
Обработанные запчасти из алюминия можно дальше пускать на производство различных узлов, механизмов машин, каркасов.
Способы анодирования алюминия
- хромовой;
- сульфосалициловой;
- серной;
- щавелевой.
Кроме химического, анодирование бывает интегральным, микродуговым, интерферентным, также используют цветное оксидирование. При добавлении красителя можно получить любой цвет пленки, например черный.
Теплое анодирование
Применяют этот способ анодирования алюминия тогда, когда после необходимо красить изделие. Пленка имеет пористую структуру, что является положительным моментом для адгезии покрытия с эпоксидным красителем. Серьезным минусом можно считать недостаточную прочность механического и коррозионного характера. Активные металлы и морская вода способны легко разрушить покрытие. Такой способ анодирования можно использовать дома.
Нет четко установленной температуры, при которой создают условия образования кристаллического оксида по теплому методу анодирования алюминия. Известно, что он должен протекать в помещении, где поддерживается комфортная для организма температура либо она повышена, но не более чем до 50 °C. Процесс протекает в растворе электролита под воздействием напряжения.
Предварительно обезжиренная и промытая деталь претерпевает анодирование до тех пор, пока визуально вся обрабатываемая поверхность не станет молочно-белого цвета.
Холодная технология

Что происходит при анодировании холодным способом:
- Емкость наполняют электролитом.
- В электролит опускают деталь, подвешивая ее, и соединяют с анодом.
- Катодную пластину также опускают в раствор и подают постоянное напряжение 12 В с плотностью тока 4–1,6 А/дм².
- При покрытии маленьких изделий ждут 30 минут, крупных – 60 минут, после чего снимают напряжение с электродов.
Преимущество холодного способа: получается высокопрочная оксидная пленка, стойкая к любым видам воздействия. Недостаток – плохая адгезия с красителями.
Анодирование алюминия в домашних условиях
- емкости или ванночки, выполненные из металла алюминия, где будет проходить сам процесс;
- емкости из полимера либо стекла для подготовки растворов в количестве двух штук;
- провода для подводки тока из электротехнического алюминия;
- источник питания напряжением 12 В, можно применить автомобильный аккумулятор либо блок питания;
- мощный реостат проволочного типа;
- измерительный прибор амперметр.
Для процесса анодирования на производстве в качестве основы электролита используют кислоту серную. Это опасно, так как ее пары легко воспламеняются, а в течение операции оксидирования бурно выделяются газы.
Чтобы безопасно анодировать алюминий в домашних условиях, от серной кислоты стоит отказаться, заменив ее на специальный раствор из соли и соды.

Подготовка электролита
В качестве электролита для получения рабочего раствора используют специальную смесь взамен кислоте. Приготовление каждого из двух компонентов раствора содового и солевого происходит в отдельных посудинах с применением дистиллированной воды без посторонних включений и подогретой до теплого состояния. Пищевую соду растворяют с тем расчетом, чтобы ее объем относительно объема солевого раствора был больше в 9 раз.
- Отдельно каждый раствор подвергают скрупулезному перемешиванию с целью получения полной однородности без нерастворенных частиц.
- Оставляют смеси на некоторое время, чтобы опустился осадок, и сливают верхнюю часть через фильтр в другие чистые емкости.
- Перед тем как запустить процесс оксидирования, растворы смешивают в емкости из алюминия, где 1 часть будет солевого, 9 – содового растворов.
Подготовительный этап
Деталь, прежде чем подвергнуть химической обработке, следует правильно подготовить. На этом этапе:
- Поверхность изделия очищают от загрязнений.
- Шлифуют, удаляя окислы, значительные дефекты и неровности.
- Обезжиривают, избавляясь от веществ, препятствующих получению качественной пленки.
Температура электролита
Чем ниже температура, тем более плотной, крепкой и не такой рыхлой будет оболочка, но скорость образования последней меньше, нежели при использовании высоких температур.
Анодная плотность
Правильное анодирование металлов алюминия и их сплавов предполагает выдержку определенной плотности тока. Это показатель силы тока, отнесенный ко всей поверхности, которая будет подвержена покрытию оксидом. Этот параметр напрямую определяет, с какой скоростью будет образовываться слой. Также учитываются плотность электролита и его температура.
Общие правила предписывают использовать плотность в пределах 2,5–1 А/дм², если целью является получение покрытия декоративно-защитного характера – толщина 20–6 микрон; использовать плотность в пределах 4–2 А/дм², если нужен электроизоляционный слой или очень твердое покрытие – толщина 75–40 микрон.

Контакт детали с подвеской
Следует избегать большой площади контакта детали с подвеской: в этом месте пленка не будет образовываться во время оксидирования.
Закрепление
Окончательный этап после оксидирования – это закрепление. Суть процесса состоит в том, чтобы закрыть поры, образовавшиеся в поверхностном слое. Достигается это очень легко: деталь просто пропаривают или подвергают кипячению в дистиллированной воде. Длительность процесса составляет около 30 минут.
Типичные ошибки при анодировании
- Применение скруток и некачественных зажимов в электрической цепи.
- Использование катодов меньших по размеру, нежели обрабатываемая деталь. Нужно, чтобы площадь катода была хотя бы в два раза больше.
- Плохо подобранный анодный ток.
Всем, кто связан с гальваникой и на практике умеет проводить анодирование алюминия, поделитесь в комментариях своим опытом. Такие знания очень важны для начинающих.
Анодирование алюминия.

Для защиты изделий из алюминия от коррозии и укрепления структуры его поверхности применяется так называемое «оксидирование», которое создает на поверхности изделия толстую пленку. Оно может проходить в двух вариантах: химическое оксидирование в растворе хрома и анодирование с помощью анодной поляризации изделия в электролите. То есть анодирование – это процесс создания оксидной пленки на поверхности металлов и сплавов. Главная цель этой процедуры — уменьшить склонность металла к коррозии, а также улучшить внешний вид металлического изделия.
Наиболее частой технологией анодирования алюминия является так называемое сернокислое анодирование – по химическому составу анодного раствора (электролита). В результате процедуры анодирования происходит нарастание на поверхности алюминия толстого анодного покрытия с порами разного размера. Толщина покрытия и размеры пор зависят от концентрации серной кислоты в анодном электролите, температуры анодного раствора и плотности тока, поступающего через электролит на поверхность алюминия.
По своей структуре анодное покрытие состоит из пористого слоя и находящегося под ним барьерного. Толщина барьерного слоя зависит от состава электролита и технологических параметров. При анодировании барьерный слой образуется первым, и его толщина прямо зависит от величины плотности анодирования.

Чистый алюминий высшего качества анодируется лучше, чем сплавы с другими металлами. Внешний вид анодного покрытия и его свойства (износостойкость, коррозионная стойкость и т.п.) зависят как от типа алюминиевого сплава, так и от соблюдения технологии при его производстве. Размер, форма и распределение интерметаллидных (состоящих из двух и более металлов), частиц также влияют на качество анодирования. Химический состав алюминиевого сплава является особенно важным в изделиях, которые требуют блестящего анодирования, в этом случае необходимо, чтобы уровень нерастворимых частиц был как можно ниже.

Процесс анодирования состоит из трех этапов:
1. Подготовительный этап, в ходе которого алюминиевое изделие механически и электрохимически обрабатывается. Поверхность очищается, шлифуется и обезжиривается. Затем изделие помещается в щелочной раствор, для его протравливания. Последней стадией подготовки становиться погружение в кислотный раствор, где оно осветляется, после чего изделие тщательно промывается от кислоты.
2. Непосредственно этап химического анодирования алюминия. Для этого изделие подвешивают на специальные кронштейны и помещают в ванну с электролитом между двумя катодами. В качестве электролитов могут выступать растворы серной, щавелевой, хромовой и сульфосалициловой кислот, иногда с добавлением органической кислоты или соли. Серная кислота является самым распространенным электролитом, однако с его помощью не удается качественно обработать изделия с мелкими отверстиями или зазорами. Для этих целей лучше подходят хромовые кислоты. Щавелевая кислота в свою очередь создает наилучшие изоляционные покрытия разных цветов. Разные концентрации кислот и плотность тока дают разные результаты конечной продукции. Повышение температуры и понижение плотности тока дает мягкую и пористую пленку. При понижении температуры и повышении плотности тока покрытие увеличивает свою твердость. Диапазон температур в сернокислом электролите колеблется от 0 до 50 градусов по Цельсию, а диапазон плотности от 1 до 3 А/дм2 (Ампер на дециметр в квадрате). Концентрация электролита может колебаться в пределах 10-20 % от объема в зависимости от необходимости.
В процессе анодирования анодные ячейки, включая поры образуют шестигранную структуру, которая, как считают специалисты, выполняет принцип минимальности энергии и не зависит от применяемого типа электролита. Шестигранная форма имеет энергетическое происхождение.
Толщина анодного покрытия увеличивается с увеличением длительности анодирования. Однако степень роста толщины зависит от нескольких факторов, таких как тип электролита, плотность тока, длительность обработки и т.д. Первоначально происходит быстрое и постоянное увеличение фактической толщины, а затем начинается уменьшение скорости роста толщины, пока не наступит стадия, при которой толщина остается приблизительно постоянной, не смотря на продолжающуюся подачу электрического тока. Это связано с тем, что в ходе анодирования происходит как непрерывный рост толщины покрытия, так и его растворение под воздействием электролита (раствора серной кислоты).

Размеры анодных ячеек прямо зависят от параметров анодирования. С увеличением напряжения размеры анодной ячейки увеличиваются, а количество пор соответственно уменьшается. Соотношение между размером ячеек и напряжением приблизительно линейное, то есть чем больше напряжение, тем больше размеры ячейки.
3. Третьим и важнейшим этапом становится этап закрепления. Так как после анодирования поверхность изделия становится пористой и мягкой, возникает необходимость закрыть поры. Эта процедура проводится с помощью погружения изделия в нагретую пресную воду, либо с помощью обработки паром, либо специализированным раствором. Однако если изделие планируется впоследствии покрасить, то закрепление не производится, так как краска сама заполняет пустое пространство в порах.
Для цветного анодирования применяется четыре метода:
1. Пропитка пористого слоя специальными красителями (метод адсорбции). После ванны с электролитом, изделие погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
2. Электрохимическое осаждение в поры различных металлов (метод электролитического окрашивания, оно же черное анодирование алюминия) – это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов (меди, марганца, олова и т.д.). Цвет готового изделия получается от бронзового до черного.

3. Специальное легирование за счет выпадения частиц в объеме пористого слоя, но не в самих порах – метод интегрального окрашивания. При этом методе, в раствор электролита для анодирования добавляют органические соли, благодаря которым и происходит покраска изделия.
4. Электролитическое окрашивание с помощью специального легирования за счет дополнительного расширения пор вблизи их дна (метод интерференционного окрашивания). Технологически сходен с методом интегрального окрашивания, но позволяет получить большее количество оттенков, благодаря формированию специального светоотражающего слоя.

В точилках Профиль К03 анодированию в обязательном порядке подвергается рамка поворотного механизма. Эта деталь постоянно подвергается нагрузке во время заточки и трению, от перемещающихся по ней зажимов. Анодирование производится для защиты от чрезмерно быстрой выработки поверхности рамки, оно позволяет укрепить рамку повысив ее износостойкость.

