Штамповка листовой стали: применяемые марки, технологии, получаемая продукция
Металл для листовой штамповки
В соответствии с ГОСТом 1050-60 допускается следующее отклонение по углероду в готовом прокате:

Тонколистовая качественная холоднокатаная малоуглеродистая сталь, применяемая для холодной штамповки сложных по вытяжке деталей, например автомобильных кузовов, имеет более жесткие пределы содержания примесей (табл. 24).

Способность к вытяжке и механические свойства
Листовая конструкционная сталь, применяемая для штамповки, должна обладать высокими пластическими свойствами.
Особенно высокую пластичность должны иметь малоуглеродистые стали, предназначаемые для глубокой вытяжки.
По способности к вытяжке листы так же, как и горячекатаные, подразделяются на 3 группы: ВГ, Г и Н. В соответствии с этими группами назначения листы в состоянии поставки должны при испытании на выдавливание по Эриксену отвечать нормам, приведенным в таблице 25, а при испытании механических свойств — нормам, приведенным в таблице 26.
Сталь тонколистовая качественная холоднокатаная малоуглеродистая марок 08кп, 08Фкп или 08Ю, применяемая для штамповки сложных деталей, подразделяется на две категории: ОСВ — для вытяжки особо сложных деталей и СВ — для вытяжки сложных деталей.
Для этих листов испытания на выдавливание по Эриксену и механических свойств должны соответствовать более высоким нормам (табл. 27 и 28).
Практика отечественных автомобильных заводов, потребляющих листовую конструкционную сталь, показала, что минимальный брак при вытяжке трудноштампуемых деталей имеет место у металла, обладающего следующими механическими свойствами: относительное удлинение б10>40%; твердость по Роквеллу 1 2 3 . 10 11 12 13 . 19 20 21
Автор: Администрация Общая оценка статьи:  Опубликовано: 2011.04.11 Обновлено: 2020.03.04
Опубликовано: 2011.04.11 Обновлено: 2020.03.04
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Черчение
Листовая штамповка
Листовая штамповка — метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов. Листовая штамповка подразделяется на горячую и холодную.
Горячая штамповка. Применяется главным образом в производстве котельных днищ, полушариев, буев и других корпусных деталей для судостроения. Изготовляются они из стального листа толщиной 3 . 4 мм. Операции горячей листовой штамповки аналогичны операциям холодной штамповки. Однако при составлении технологического процесса всегда учитывается нагрев. Составляя чертеж заготовки, надо учитывать утяжку металла при вырубке, пробивке и гибке, а также и степень коробления при остывании детали, так как ее размеры при этом несколько сокращаются. Это обстоятельство заставляет увеличивать допуски на размеры в сравнении с холодной штамповкой. Нагревают заготовки в пламенных и электрических печах, а также в электронагревательных устройствах.
Холодная штамповка. Это наиболее прогрессивный метод обработки давлением, так как он позволяет получить детали, не требующие в большинстве случаев дальнейшей обработки резанием. Холодной листовой штамповкой изготовляют как крупные, так и мелкие детали (рамы и кузова автомобилей, шасси самолетов, элементы обшивки судов, детали часовых механизмов и др.).
Листовая штамповка дает большую экономию в использовании металла, обеспечивая в то же время высокую производительность. Но наибольший эффект она дает при массовом и крупносерийном производстве.
При холодной листовой штамповке применяются углеродистая и легированная стали, алюминий и его сплавы, медь и ее сплавы, а также неметаллические материалы: картон, эбонит, кожа, резина, фибра, пластмасса, поставляемые в виде листов, лент и полос.
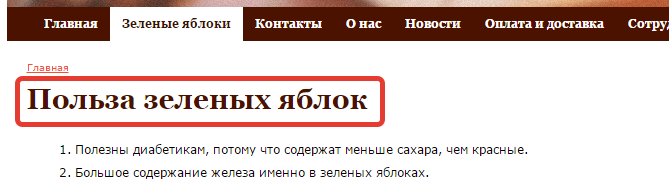
Технология листовой штамповки. Основным технологическим оборудованием для изготовления изделий методом листовой штамповки являются вибрационные ножницы (рис. 77), кривошипные (см. рис. 87 и рис. 88) и гидравлические прессы. Операции листовой штамповки могут быть разделены на два основных вида: разделительные и формоизменяющие. К основным разделительным операциям относятся: резка, вырубка и пробивка.
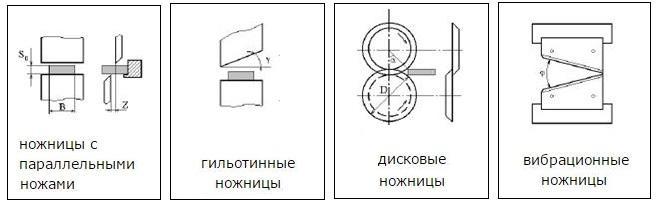
Резкой называют операцию, где происходит последовательное отделение части заготовки по прямой или кривой линии. Применяется резка для получения как готовых деталей, так и раскроя листа на полосы нужной ширины. При раскрое листа необходимо, чтобы выход деталей из листа был максимальным, а отходы были минимальными. Рациональность раскроя определяется на основании подсчета коэффициента использования материала. Под коэффициентом понимается отношение площади вырубленных деталей к площади листа. Операция резки производится с помощью вибрационных, дисковых, гильотинных и других ножниц.
Вибрационные ножницы (рис. 77) представляют собой станок с короткими ножами. Верхний нож 5 получает колебательные движения от электродвигателя 1 через эксцентриковый механизм. Листовой металл устанавливают на столе 7 и подвигают между верхним 5 и нижним 6 ножами до упора 3, который может передвигаться и закрепляться в скобе станины, 2,4 — головку, 8 — стойка станины.
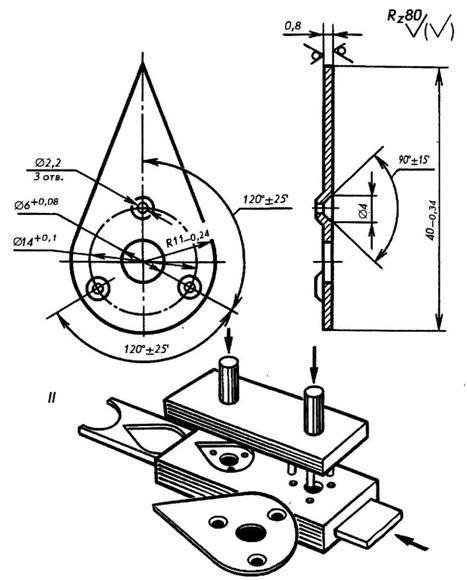
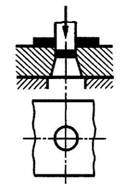
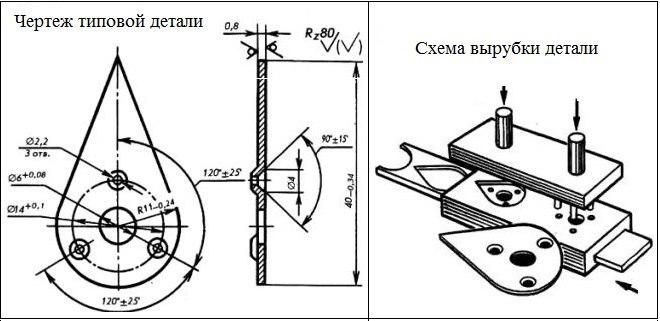
Вырубка — операция по получению заготовки замкнутого контура (рис. 78). На рис. 79 приведены чертеж (I) и схема (II) типовой детали, изготовляемой из полосы вырубкой.
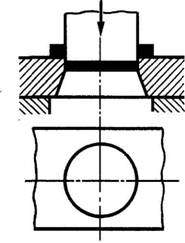
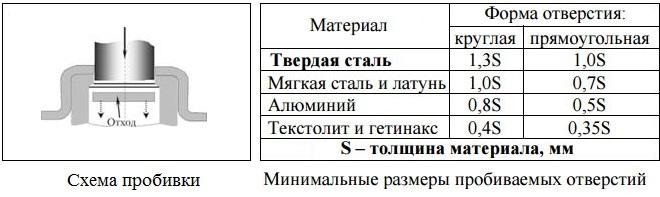
Пробивка — получение отверстий в детали нужной формы (рис. 80).
К основным формоизменяющим операциям * относят гибку, вытяжку, отбортовку, обжим и формовку.
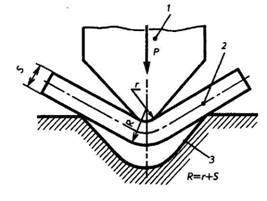
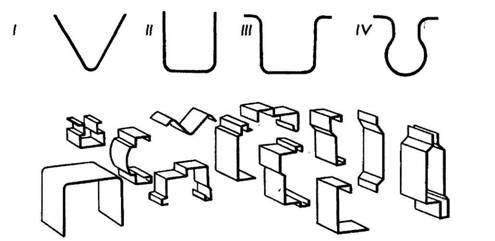
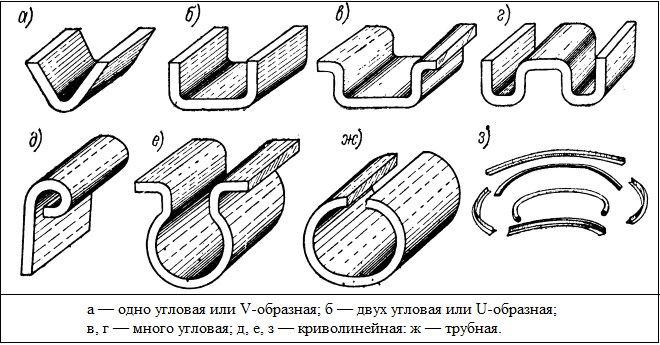
Гибка — операция, при которой плоской заготовке придают изогнутую форму (рис. 81: 1 — пуасон; 2 — нейтральный слой; 3 — матрица): R и г — внешний и внутренние радиусы гибки, S — толщина материала. Она может быть V -образная, U-образная и др. (рис. 82).
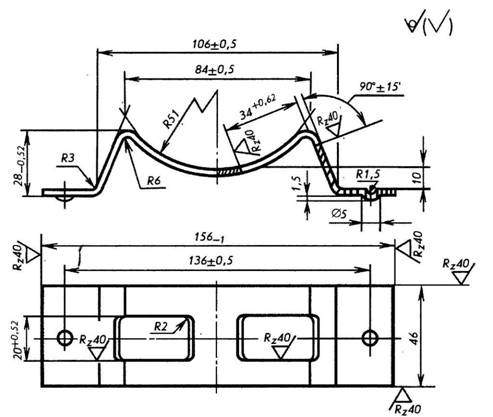
На рис. 83 представлен чертеж детали, отверстия в которой получены пробивкой. После этого деталь изогнута на штампе.
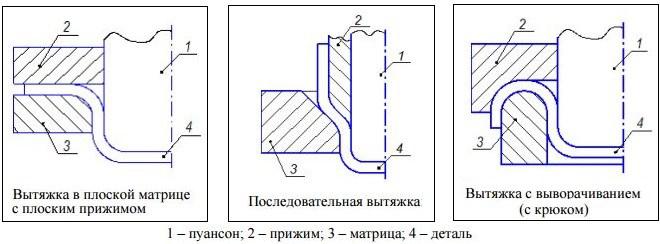
Вытяжка — операция, превращающая плоскую заготовку в полую пространственную деталь или полуфабрикат 2 (рис. 84). Вытяжкой изготовляют не только цилиндрические детали, но и сложные по форме коробчатые, конические и полусферические. При вытяжке плоская заготовка 5 втягивается пуансоном 1 в отверстие матрицы 3. Для предотвращения в заготовке при сжимающем напряжении образования складок применяют прижимы 4.
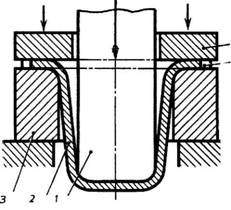
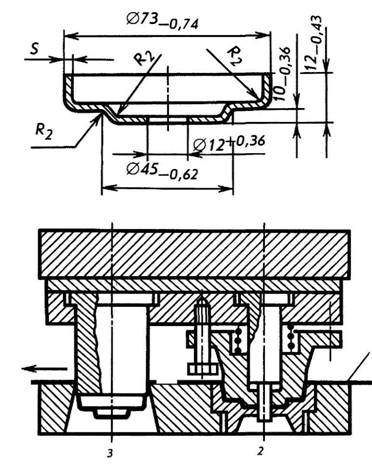
Вытяжка может быть без утонения и с утонением. В первом случае она происходит без заметного изменения, во втором изменяется не только форма заготовки, но и толщина ее стенок. В случае, когда нужно получить глубокую вытяжку, ее ведут в несколько проходов. На рис. 85 показан чертеж типовой детали и из металлического листа 1, изготовленной штамповкой с вытяжкой.
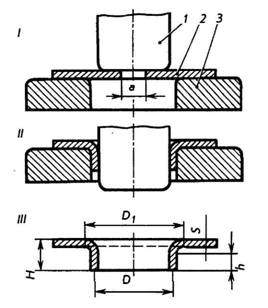
Отбортовка — операция образования бортов по наружному контуру листовой заготовки или вокруг заранее пробитых отверстий (рис. 86). Она применяется главным образом для образования горловин у плоских деталей 2, необходимых как для нарезания резьбы, так и сварки или сборки. Обычно она выполняется последовательно (I, II, III) за один или несколько проходов в штампах, состоящих из пуансона 1 и матрицы 3. Операцию отбортовки очень часто выполняют на концах труб при подсоединении к ним фланцев, с помощью которых трубы будут в дальнейшем соединяться.
Обжим — операция сужения (уменьшения) концевой части полых или объемных деталей. Осуществляется она путем обжатия материала штампом снаружи в конической матрице. При этом конфигурация обжимаемой части целиком зависит от формы штампа.
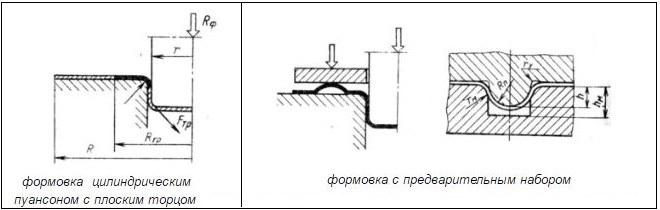
Формовка — операция, связанная с местным изменением формы с сохранением конфигурации наружного контура детали. Примером формовки может служить изготовление ребер жесткости на машиностроительных деталях, а также увеличение размеров по диаметру средней части полой детали.
Технологический процесс обработки различных материалов давлением, как упоминалось выше, производят на прессах. Прессы бывают гидравлические и механические (кривошипные, винтовые, реечные и т. д.). По назначению прессы подразделяют на ковочные, штамповочные, листоштамповочные, чеканочные, обрезные, трубопрофильные, гибочные, правильные, брикетировочные (для изготовления брикетов из кусковатых или порошкообразных материалов), кузнечно-штамповочные автоматы, термо- пластавтоматы и др.
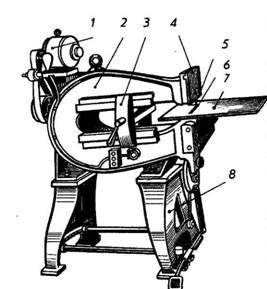
Кривошипные горячештамповочные прессы ГОСТ 6809-87Е (рис. 87) изготавливаются в России давлением от 61,78 до 617,8 кН (mc — единица силы и веса). Они состоят из станины 1, ползуна 2, шатуна 3, кривошипного вала 4, стажных колонн 5, зубчатого колеса 6 и фрикционной муфты 7. Применение прессов для горячей объемной штамповки очень эффективно в сравнении с другим технологическим оборудованием. Они обеспечивают более высокую точность поковок при значительной экономии металла. Наличие в них индукционного электрического нагрева способствует улучшению условий труда в цехе: уменьшаются шум и сотрясение здания, устраняется задымленность производственных помещений. Управление прессом осуществляется органами регулирования и с помощью сжатого воздуха из цеховой магистрали.
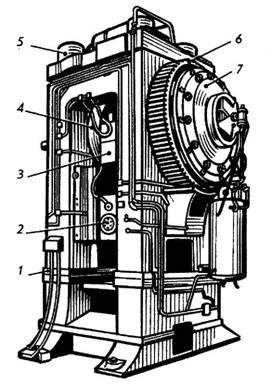
На рис. 88 показан пресс для холодной штамповки ГОСТ 9408-89Е, состоящий из стойки 1, электродвигателя 2, цилиндра уравновешивания ползуна 3, зубчатого колеса 4, направляющих 5, ползуна 6 и стола пресса 7. На подобных прессах изготавливают как мелкие, так и крупные листовые детали, например, кузова автомобилей. Возможное давление пресса — 30,89 кН.
Гидравлические прессы обладают наилучшей характеристикой для глубокой вытяжки и других операций листовой штамповки, так как осуществляют деформирование металла с постоянной скоростью. Подобные прессы широко применяют в авиационной и ракетостроительной промышленности.
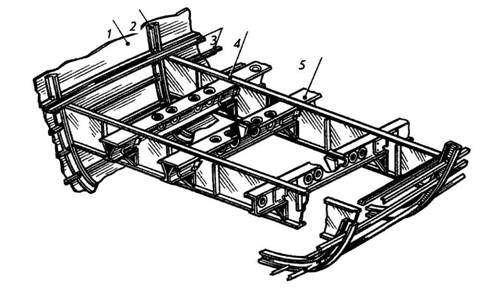
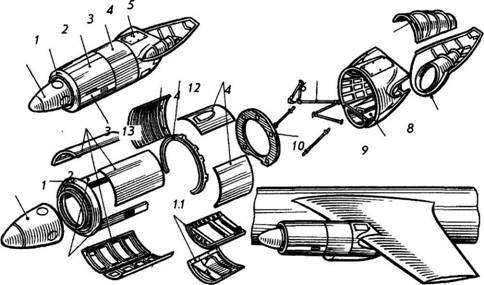
На рис. 89 и 90 показаны крупные сборочные единицы самолетов, детали которых изготовлены прессованием. Так, каркас пола пассажирской кабины самолета (рис. 89) включает: обшивку 1, шпангоут 2, стрингеры 3, поперечные балки 4 и продолжные балки 5. А гондола турбо-винтового двигателя самолета (рис. 90) состоит из обтекателя втулки винта — 1, воздухозаборника 2, крышки переднего капота 3, крышки заднего капота 4, люка 5, силовой фермы в, кожуха 7, стекателя 8, хвостовой части гондолы 9, силового шпангоута 10, рамы маслорадиатора 11, силового шпангоута 12 и боковой балки 13.
Прогрессивные способы холодной листовой штамповки. Новые, виды штамповки благодаря своей простоте и экономичности находят широкое применение в условиях мелкосерийного и единичного производства. К ним относят штамповку резиной, жидкостью, взрывом, электрогидравлическую и др.
Штамповка резиной. С ее помощью осуществляются разделительные и формоизменяющие операции. При этом пуансоном или матрицей является резина. Штамповку резиной чаще всего применяют для изделий из тонколистового металла толщиной до 2 мм (алюминия, медных сплавов, малоуглеродистой стали).
Штамповка жидкостью. В этом случае металл деформируется под давлением жидкости, принимая форму матрицы. Данный способ применяют для вытяжки полых деталей разной формы.
Штамповка взрывом. Для пластического формоизменения заготовки применяют и взрывчатые вещества (взрывчатые газовые смеси из метана, пропана, гиксогена и др.), создающие высокое давление, под действием которого заготовка принимает форму штампа.
Штамповку взрывом применяют для изготовления крупных деталей и деталей сложной формы, когда изготовление их другими способами невозможно (например, сплавы труднодеформируемые) или неэкономично. Такая
штамповка не требует сложного и дорогостоящего оборудования.
Электрогидравлическая штамповка. Этот метод характерен тем, что энергоносителем является высоковольтный электрический заряд в жидкости. Разряд вызывает появление ударной волны, которая и деформирует заготовку, придавая ей необходимую форму.
Этот вид штамповки дает возможность выполнять все операции холодной листовой штамповки с большой точностью и с сравнительно малыми затратами.
Магнитно-импульсная формовка. Формирование изделий этим методом происходит при создании импульсного магнитного поля вокруг заготовки и взаимодействия этого поля с импульсными токами, протекающими в заготовке. В результате такого взаимодействия в заготовке возбуждаются вихревые токи, что приводит к образованию вокруг нее также электромагнитного поля. Это создает предпосылки для динамического воздействия на заготовку и ее деформирование.
Этим методом осуществляют обжатие трубных заготовок, рельефную формовку, вырубку и др.
Существуют и другие прогрессивные методы листовой штамповки, но мы их рассматривать не будем.
* Формоизменяющими операциями называют такие, при помощи которых из плоской заготовки получают детали пространственной формы
Технология штамповки деталей из листового металла. Оборудование
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.

Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
Технологический процесс горячей штамповки металла во многом совпадает с последовательностью операций холодной обработки заготовок. Отличие состоит в предварительном нагреве исходных заготовок в печах до температуры, обеспечивающей пластичность металла. При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.
При производстве штампованных деталей из листового металла в основном используют метод холодной штамповки.
Холодная штамповка листового металла
Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины.
В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению.

Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия.
1. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие.
Рассмотрим, как осуществляются некоторые операции разделительного характера.
Резка
При проведении резки от детали отделяется определенная часть путем ее разрезания по фигурной или прямой линии. Такая разделительная операция выполняется с помощью пресса, выполненного в виде ножниц разной конструкции.
Такая операция предназначена в основном для подготовки заготовки к другим способам обработки.
Пробивка
Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается.
На рисунке показана схема процесса пробивки.
Вырубка
С помощью процесса вырубки металлической детали придают готовый вид изделия, имеющего замкнутый контур.
На рисунке показана схема изготовления детали с помощью вырубки.
2. Формообразующие деформации включают изменение формы и размеров изделия при перемещении его отдельных областей, не приводящем к его общему разрушению. К ним относят вытяжку, гибку, рельефную формовку, скручивание, обжим и другие операции.
Рассмотрим некоторые виды операций, не приводящие к физическому разрушению формы.
Вытяжка
С помощью вытяжки из листовых плоских заготовок получают полые объемные изделия. Например, таким способом изготавливают детали, имеющие форму полусферы, цилиндра, конуса, куба и других видов. На рисунке показаны разные варианты выполнения вытяжки.
Гибка
С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Некоторые из них показаны на рисунке.
Рельефная формовка
Этот вид операции подразумевает видоизменение локальных частей изделия, его внешняя конфигурация остается без изменения. На рисунке изображена схемы некоторых операций формовки:
Возможно также применение комбинированных операций, включающих разделение и формообразование одной детали.
Технологический процесс проведения холодной штамповки состоит из этапов, которые связаны с характером деформационной операции и зависят от вида используемого штампового оборудования.
Разработка техпроцесса проводится в следующей последовательности:
- Обозначается структура основных операций, включающая их характер, количество и последовательность выполнения.
- Выполняется расчет первоначальных, промежуточных и готовых размеров детали, а также необходимых деформационных усилий для достижения нужного результата.
- Проводится документальное оформление технологического процесса.
В техпроцесс могут быть внесены дополнительные операции, с помощью которых заготовка приводится к виду, удобному для обработки. К ним относятся очистка, правка листов, нанесение смазки и другие операции.
Штамповочный пресс для металла
Все операции холодной штамповки можно осуществлять при наличии специального оборудования, главным из которых является штамповочный пресс. Его устройство может быть на основе механики, либо с использованием гидравлики.

К механическим видам относят:
- эксцентриковые прессы;
- прессы с использованием кривошипно-шатунного механизма.
Для осуществления операций пробивки, вырубки и вытяжка используется штамповочный пресс кривошипного типа.
Устройство и принцип работы пресса кривошипного типа
Любой пресс, предназначенный для штамповки изделий, включает основные узлы, к которым относится: механизм, приводящий его в действие и устройство, осуществляющее непосредственную штамповку.
Действующий механизм – это кривошипный вал, который приводится в движение с помощью электропривода. Для этого электродвигатель при вращении маховика передает вращение кривошипному механизму с помощью зубчатой передачи.
Совершая возвратно-поступательные действия, ползун кривошипа приводит в работу штамповое устройство, которое с усилием давления осуществляет пластическую деформацию.
Основные детали такого пресса выполнены из высокопрочных сталей и дополнительно укреплены с целью придания необходимой жесткости.
Устройство гидравлического пресса
Штамповочный пресс для металла гидравлического типа применяется для создания объемных форм с помощью продавливания металла.
Принцип действия такого механизма основан на давлении жидкости, помещенной в двух резервуарах, которые снабжены поршнями. Резервуары соединены трубопроводом. В результате давления в жидкости, возникающего в момент ее нагнетания в цилиндр из другого резервуара, оно передается на ползун и приводит его в движение. При перемещении ползун с большим усилием продавливает заготовку.
Изготовление штампов для холодной штамповки металла
Рабочим устройством любого прессового станка является сам штамп. Он включает две рабочие части, называемые матрицей и пуансоном. В процессе работы подвижной является только верхняя деталь штампа – пуансон, закрепленный на ползуне. Матрица расположена снизу и остается неподвижной.
Деформирование листа осуществляется во время прижимания пуансона к матрице с расположенной на ней заготовкой.
Разработке чертежей и изготовлению штампов для пресса предъявляются повышенные требования, т. к. от их точности зависит правильность формирования изделия.
Выполняются такие работы поэтапно в следующей последовательности:
- составляется эскиз штампа;
- с помощью компьютерной схемы штампа, составленной по специальной программе, проводится проверка рационального раскроя материала;
- при необходимости эскиз корректируется, и уточняются размеры штампа;
- обозначаются места расположения отверстий и их размеры, которые затем будут нанесены на поверхность штампа;
- после окончательного согласования чертежей приступают к изготовлению самого штампа.
Современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью при помощи компьютерных технологических программ.
Материалы, применяемые для холодной штамповки




![]()
![]()
![]()
![]()
В качества исходного заготовок используются различные метал-лические и неметаллические материалы, обладающие достаточной пластичностью, в виде листа, полосы или ленты.
Из углеродистой стали обыкновенного качества групп А, Б и В штампуют детали, несущие малые нагрузки и бытовые изделия. Из качественной углеродистой стали марок 10, 15 и др. – детали с повышенными требованиями к прочности и качеству поверхности. Хорошими пластическими свойствами обладает низкоуглеродистые кипящие стали (05кп, 08кп, 10кп, 15кп и др.), однако при длительном хранении она стареет с повышением твердости и прочности и уменьшением пластичности. Это приводит к появлению в штампованных деталях поверхностных дефектов. Используя присадки и раскислители (алюминий, титан, ванадий и др.), получают нестареющие стали (08Фкп, 08Юпс и др.).
Горячекатанную листовую сталь общего назначения, имеющую в состоянии поставки слой окалины, штампуют редко, поскольку окалина приводит к быстрому износу пуансонов и матриц. Декапированную (отожженную, очищенную от окалины) листовую сталь толщиной 0,25 – 3 мм получают прокаткой мягкой конверторной или мартеновской стали, отжигают и очищают (травлением) от окалины. Она хорошо штампуется и из нее изготавливают малонагруженные детали, не предназначенные для последующего полирования хромирования или никелирования.
Холоднокатанную листовую сталь выпускают светлой без окалины. Такую сталь после горячей прокатки, отжига и очистки от окалины прокатывают в холодном состоянии до заданной толщины с промежуточным или окончательным отжигом в защитной среде.
Тонколистовую качественную углеродистую сталь по степени отделки поверхности подразделяют на четыре группы. На листах группы I с особо высокой отделкой поверхности на лицевой поверхности не допускаются дефекты. На листах группы II (высокая отделка поверхности) допускаются легкие царапины, небольшая рябизна. Листы этих групп изготавливают только холодной прокаткой. Листы группы III (повышенная отделка поверхности) могут быть как горяче-, так и холоднокатанными. На лицевой стороне листа допускаются царапины, риски, рябизна, отпечатки валков в пределах половины допуска на толщину листа. Листы группы IV с нормальной отделкой поверхности выпускаются горячекатанными. На обеих сторонах допускаются меткие поры и раковины, легкие царапины и риски, рябизна в пределах допуска на толщину листа.
По точности выполнения толщины листа сталь бывает трех групп: А – высокой точности (качественные холоднокатанные листы), Б – повышенной точности (обыкновенного качества и качественные холодно- и горячекатанные листы) и В – обычной точности (обыкновенного качества и качественные горячекатанные листы).
По способности к вытяжке в холодном состоянии различают листы групп: ВГ (для весьма глубокой вытяжки), Г (для глубокой вытяжки), Н (для нормальной вытяжки).
По степени твердости стальная низкоуглеродистая холоднокатаная лента может быть особо мягкой (ОМ), мягкой (М), полумягкой (ПМ), пониженной твердости (ПТ) и твердой (Т); по качеству поверхности – I, II и III класса; по точности изготовления – Н (нормальной точности), ВШ (повышенной точности по ширине), ВТ (повышенной точности по толщине), В (повышенной точности по ширине и толщине); по характеру кромок – НО (необрезная лента), О (обрезная лента).
Черную отожженную полированную жесть изготовляют толщиной 0,18 –0,55 мм, а белую жесть – толщиной 0,21 – 0,55 мм. После прокатки, отжига и удаления окалины жесть дополнительно прокатывают для получения зеркальной поверхности, которую у черной жести оставляют темной, а у белой покрывают тонким слоем олова. Из черной жести штампуют тонкостенные детали бытовых изделий, подвергающиеся затем окраске. Из белой жести изготовляют консервные банки, коробки для упаковки пищевых продуктов, некоторые тонкостенные детали, поверхности которых должны быть защищены от коррозии.
Для изготовления ответственных деталей применяют легированные конструкционные стали марок 10Г2А, 12Г2А, 20ХГСА, 25ХГСА и др. Они обладают хорошей способностью к штамповке в отожженном состоянии и хорошо свариваются, что важно при создании штампосварных конструкций.
Детали с повышенной коррозионной стойкостью штампуют из коррозионно-стойких хромистых или хромоникелевых сталей (марок 12Х13, 12Х18Н9 и др.).
Совершенствование сортамента и повышение качества металло-продукции способствуют экономии металла. Металлургическая промышленность освоила выпуск многих новых материалов: двухслойных (в т.ч. биметаллических) и многослойных стальных листов с покрытием из пластмассы; листовой стали специального назначения и др.
В приборо- и аппаратостроении вместо коррозионно- и жаростойких сталей используют холоднокатаную полосу (сталь 08кп), диффузионно-хромированную в вакууме. Глубина защитного слоя 30 – 100 мкм. Сталь обладает хорошими пластическими свойствами и стойкостью во многих активных средах при повышенной температуре. Толщина полосы 1 – 1,5 мм, ширина – до 320 мм.
Стальные полосы с полимерным покрытием (металлопласт) применяют в химической, автомобильной, пищевой, радиотехнической промышлен-ности. Они обладают высокими коррозионно- и износостойкостью, электро- и звукоизоляционными свойствами. Толщина пластмассового покрытия 0,3 мм при толщине стального листа 0,5 – 1 мм.
Алюминий и его сплавы (дуралюмины) находят широкое применение при изготовлении различных деталей приборов, бытовых изделий и т. д. Эти материалы отличаются легкостью, пластичностью, хорошо проводят теплоту и электрический ток. Наиболее часто применяют алюминий марок Al, A2, A3, АД, АД1 и дуралюмин марок Д1, Д6, Д16.
Из медных листов и лент (марок Ml, M2, МЗ) штампуют в основном детали электротехнической аппаратуры. Латунь (главным образом марок Л62, Л68, Л70) применяется при штамповке деталей часов, радиодеталей, посуды и др. Для холодной штамповки применяют также алюминиевые, бериллиевые и кадмиевые бронзы, упрочняемые термической обработкой.
Никель марок HI, H2, НЗ и его сплавы (мельхиор и нейзильбер) применяют для изготовления химической посуды, приборов, деталей часов, ювелирных изделий.
Магниевые сплавы отличаются легкостью, прочностью, удовлетворительной пластичностью при комнатной температуре и высокой пластичностью при нагреве до 350 – 380°С. Магний в 1,5 раза легче алюминия и в 4,5 раза легче стали. Сплавы магния марок МА1 и МА8 (повышенной коррозионной стойкости) широко применяют для штамповки самых разнообразных изделий. Из деформируемых магниевых сплавов изготовляют детали электротехнического оборудования, РЭС и ЭОС.
Титан и его сплавы, обладающие высокой прочностью при малой плотности, все шире используется в штамповочном производстве для изготовления ответственных деталей РЭС и ЭОС. Некоторые операции штамповки титана проводят с подогревом. В основном применяют деформируемые сплавы титана марок ВТ1-1, ВТ1-00, ВТ-5, ВТ-6, ОТ4.
Неметаллические материалы используют для штамповки главным образом прокладок, изоляционных и декоративных элементов, деталей, не подвергающихся большим механическим и термическим воздействиям. Наибольшее применение находят пластические массы, резина, эбонит, материалы на основе бумаги (картон, фибра), материалы минерального происхождения (слюда, миканиты).
Наиболее распространенными листовыми материалами из пластмасс являются: гетинакс, текстолит, органическое стекло, винипласт, полистирол, фторопласт, полиуретан, целлулоид и др.
Гетинакс (прессованная бумага, пропитанная фенолформальдегид-ными или эпоксидными смолами) поддается лишь вырубке, а текстолит (прессованная ткань, пропитанные такими же смолами) – вырубке, а при нагреве – гибке и вытяжке.
Винипласт и органическое стекло (полиметилметакрилат) – материалы с высокими электроизоляционными и антикоррозионными свойствами – хорошо штампуются в подогретом состоянии.
Листовой целлулоид бывает технический белый, технический прозрачный, авиационный (прозрачный) и галантерейный (различного цвета). Целлулоид легко штампуется, особенно при нагреве.
Из резины штампуют главным образом прокладки и детали, необходимые для герметизации пневматических и гидравлических систем, электроизоляции, уменьшения вибраций, шумов. Из-за высокой эластичности резины ее штамповка затруднена, поэтому в основном изделия вырезают. Вулканизированная резина с большим содержанием серы – твердый и вязкий эбонит, обладающий очень высокими электро-изоляционными свойствами, при нагреве поддается штамповке.
Основными листовыми материалами, получаемыми на основе бумаги, являются картон и фибра. Картон прессуют из бумажной массы, а фибру получают обработкой специальной бумаги раствором хлористого цинка. Картон и фибру можно вырезать на штампах обычного типа. Штампуют также фетр, кожу, войлок, прессшпан и др.
Материал, поступающий в цехи холодной штамповки, имеет специальный документ – сертификат, в котором завод-поставщик указывает его марку, химический состав, механические свойства, размеры листов, полос или прутков, массу партии. Перед использованием материала в производство он подвергается целому ряду проверок. К ним относятся общие проверки – установление размеров и состояния поверхности, а также при необходимости химические, металлографические, механические и технологические испытания.
Химический анализ устанавливает соответствие состава материала требованиям ГОСТ. Металлографические исследования, т. е. исследования макро- и микроструктуры, позволяют установить в металле наличие усадочных раковин, рыхлостей, волнистости, трещин, включений, а также определить направление волокон (что важно при гибке и других операциях) и характер среза при вырубке. Определяют размер зерен и характер структуры. По этим данным судят о штампуемости материала.
Для определения пригодности материала к той или иной обработке давлением проводят технологические испытания – пробы. Листовые материалы, предназначенные для штамповки, испытывают на срез, изгиб, перегиб, пригодность к вытяжке и др.
Листовая штамповка
Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.

Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.
Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Характеристика листовой штамповки
холодная листовая штамповка является на сегодня одной из самых широко распространённых технологий обработки металлов, пластмасс и некоторых других материалов. Диапазон применения технологии — от крупных конструкций в судостроении до тонкостенных деталей бытовой техники
Технология характеризуется следующими неоспоримыми преимуществами:
- Исключительные возможности для механизации и автоматизации производственных процессов.
- Снижение себестоимости изготовления массовых изделий.
- Высокий коэффициент использования листового металла.
- Возможность точного изготовления тонкостенных, но прочных изделий практически любой формы.
- Минимальная потребность в последующей механической обработке.
Однако, кроме явных достоинств, холодная листовая штамповка металла обладает и недостатками. Это, прежде всего:
- Высокая трудоемкость проектирования технологического процесса.
- Высокая стоимость подготовки производства изготовление пресс-форм.
- Высокая квалификация отладчиков прессового оборудования.

Штамповка листового металла
Следует отметить, что при больших сериях выпускаемых изделий эти недостатки нивелируются за счет известного из экономики эффекта масштаба, и себестоимость производимой продукции оказывается ниже, чем при альтернативных способах обработки металлов.
Виды оборудования для листовой штамповки
Для различных видов операций листовой штамповки применяется широкий спектр оборудования.
Так, для операций резки используют вибрационные, или гильотинные ножницы.
Для выполнения формообразующих операций применяют основное штамповочное оборудование — станок для листовой штамповки или пресс. По типу они различаются на:
- Кривошипно-шатунные.
- Гидравлические.
- Радиально-ковочные.
- электромагнитные.
Самым простым в устройстве и обслуживании является пресс с кривошипно-шатунным приводом. Он пригоден для выполнения несложной листовой штамповки — тонкостенных деталей малого и среднего размера простой формы.

Пресс с кривошипно-шатунным приводом
Гидравлические прессы позволяют развивать намного большее усилие (до 2 тысяч тонн) и точнее регулировать ход пресса. Этот тип оборудования применяют для операций гибки или объемной штамповки из листа большой толщины.
Радиально-ковочные комплексы используют для листовой штамповки деталей, имеющих форму тела вращения.
Электромагнитные прессы — достаточно новый тип оборудования. Давления на заготовку производится за счет массы электромагнитного сердечника, направляемого к пуансону электромагнитным импульсом. Импульс противоположной полярности возвращает сердечник в исходное положение. Такой привод намного проще в изготовлении и обслуживании, чем гидравлический, но пока не достигает его мощности.
Принцип работы
Физический принцип работы штамповочного оборудования — это пластическая деформация листовой заготовки под давлением. Форма будущей детали задается двумя деталями — матрицей и пуансоном, которые прижимают к листовой заготовке с двух сторон под большим давлением. Там где у матрицы находится выпуклость — у пуансона расположена соответствующая ей по форме и размерам впадина. Деформируясь, листовая заготовка повторяет форму матрицы и пуансона.
Вместе с этим может происходить просечка отверстий, вырубка отдельных деталей из материала листа. При проектировании технологического процесса холодной штамповки деталей из листового металла конструктор оснастки и технолог комбинируют и по возможности совмещает формоизменяющие разделительные операции, чтобы обойтись минимальным числом рабочих проходив штампа и снизить, таким образом, себестоимость изготовления изделия.
В случае тонких листов осуществляется холодная листовая штамповка. При работе с толстыми листами или с мало пластичными сплавами заготовку предварительно нагревают, чтобы повысить ее пластичность.
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.

Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.

Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.

Схемы листовой штамповки эластичными средами
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы.
Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.

Электрогидравлическая штамповка листового метал
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.

Схема магнитно-импульсной штамповки листового металла
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.

Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Штамповка листовой стали: применяемые марки, технологии, получаемая продукция

Штамповка деталей из листовой стали – распространенная технология, применяемая при производстве изделий практически для всех областей народного хозяйства. Заключается в обработке заготовок высоким давлением, под воздействием которого они деформируются и приобретают требуемую конфигурацию и размеры, плоскую или объемную форму. Получаемые детали могут быть самыми разными: от миниатюрных для часовых механизмов и электронных устройств до крупногабаритных, применяемых в машиностроении. По форме: от простых до самых сложных. Исходная заготовка – лист, очень тонкая лента, полоса. Процесс может быть холодным или горячим.
Штамповка как разновидность ковки
Выделяют свободную ковку и штамповку, которые различаются по технологии и качеству результата.
Может применяться для заготовок любой массы и объема. Производится на молотах или прессах. Заготовки укладывают на основание без закрепления, обрабатывают ударами паровоздушного или пневматического молота. После обжима с одной стороны полуфабрикат поворачивают и продолжают обработку до полной готовности поковки. Процесс на прессах проходит приблизительно так же. Недостатком свободной ковки является невозможность получения точных размеров, следствием чего являются:
- необходимость последующей обработки на металлообрабатывающих станках;
- большое количество отходов, уходящих в стружку;
- необходимость в широком перечне металлообрабатывающего оборудования.
Основное отличие от свободной ковки – ограничение растекания металла заготовки штампом, состоящим из двух частей: нижняя неподвижно закреплена на наковальне, а верхняя свободно перемещается вверх и вниз. Получаемые изделия – штамповки – гораздо ближе по размерам к желаемому результату, по сравнению с кованой продукцией.Объемная штамповка позволяет получать из листа небольшое по массе, геометрически сложное изделие.
Благодаря этой технологии, возможно:
- производить детали и изделия различных размеров и конфигураций с чистотой поверхности, позволяющей не прибегать к последующей обработке;
- осуществлять серийное производство продукции, одинаковой по геометрическим параметрам;
- обеспечивать высокую производительность процесса – большинство операций штамповки выполняется на линиях с высоким уровнем автоматизации.
Внимание! Полностью отказаться от свободной ковки в пользу штамповки невозможно, потому что изготовление штампа – дорогой и сложный процесс, оправдывающий себя при массовом производстве.
По температуре, при которой осуществляется операция, различают горячую и холодную штамповку.
Особенности горячей штамповки
- заготовку нагревают в печи и помещают в нижнюю часть инструмента;
- верхняя часть штампа опускается и сдавливает заготовку;
- металл заполняет объем штампа и приобретает необходимую форму.
Определение! Штампы бывают открытыми и закрытыми. В первом случае заготовки имеют заусенцы, во втором – нет.
Горячая технология применяется в случаях, если:
- мощности применяемого оборудования недостаточно для осуществления холодной штамповки;
- материал обладает низкой пластичностью;
- толщина листа – более 3 мм.
Применяется для изготовления полушарий, буев, днищ котлов, корпусов других изделий, используемых в судостроении. При конструировании деталей, подвергаемых горячей штамповке, учитывают припуски на:
- вырубку;
- пробивку;
- гибку;
- степень коробления.
Холодная штамповка

Этот процесс отличается от горячего тем, что нагрев заготовки не осуществляется. Применяется для тонколистовых стальных заготовок, а также произведенных из мягких металлов и сплавов, полимеров. Используется при производстве: изделий для автотракторной индустрии, шайб различных типов, любых других нагружаемых высокоточных изделий. Для технологии характерны: высокая производительность, точность размеров и качественная поверхность продукции, чистота которой в отдельных случаях соответствует 8-му классу.
Основные операции, выполняемые с помощью технологии холодной штамповки:
- Вырубка. С помощью этой разделительной операции изготавливают плоские детали круглой или другой замкнутой формы, например шайбы. Отделение производится по линиям любой конфигурации.
- Пробивка. Служит для получения отверстий.
- Вытяжка. Это более сложная операция, называемая формообразующей. Применяется для превращения листа в пространственные формы.
- Отбортовка. Чаще всего востребована для формирования бортиков на концах труб.
- Обжим. Служит для сужения торцов полых элементов.
- Гибка. Обеспечивает требуемый изгиб.
- Формовка. При этой операции меняются форма и размеры отдельных участков детали.
Штампуемые стали
Для холодной штамповки востребованы низкоуглеродистые стали, содержание Cв которых не превышает 0,2%, марганца – 0,4%, количество азота, кислорода и водорода минимально. Наиболее популярная марка – 08 кп/сп/пс. Также применяются «черные» углеродистые стали – 05 кп, 10, 15, 20, Ст 1, Ст 3.
Для изготовления высокопрочных изделий применяют низколегированные стали – 03ХГЮ, 06ХГСЮ, 12ХМ, 06Г2СЮ. В качестве легирующих элементов они содержат марганец, кремний, хром, небольшие добавки алюминия и вольфрама.
Нержавеющие стали по процентному соотношению хрома и никеля делят на следующие группы:
- Хром – 16-18%, никель – 6-8%. Эти стали применяют при производстве высоконагруженных изделий. Для изготовления штампованной продукции не рекомендуются.
- Хром – 17-20%, никель – 8-11%. Материалы средней пластичности, могут использоваться для неглубокой вытяжки.
- Хром – 17-18%, никель – 10-12%. Для этой стали характерна высокая пластичность, поэтому она может применяться для глубокой вытяжки.
При добавлении титана и ниобия снижается пластичность, для компенсации этого явления повышают содержание никеля.
Оборудование для штамповки
Для осуществления горячей и холодной штамповки листа применяется пресс, рабочим органом которого является штамп. Его элементы – пуансон и матрица – изготавливаются из инструментальной стали. При обработке мягких материалов эти элементы могут изготавливаться из древесины или полимеров.
Для холодной штамповки используются в основном гидравлические прессы, имеющие различную мощность и функциональные возможности. Для вырубки и пробивки востребованы прессы простого действия, для вытяжки – двойного действия. По конструкции прессы делятся на одно-, двух- и четырехкривошипные. На оборудование последних двух видов устанавливают ползуны больших размеров.Для нагрева стали перед горячей штамповкой применяют нагревательные устройства: электрические, плазменные и другие.
Листовая штамповка как технология серийного изготовления деталей
Листовая штамповка в наши дни активно используется для производства широкой номенклатуры изделий многими промышленными отраслями, имеющими отношение к процессу обработки металла.
1 Листовая штамповка – общие сведения об операции
Штамповка деталей из листового металла — под таким процессом понимают производство готовой продукции, разнообразных деталей и полуфабрикатов из металлов методом деформирования исходного сырья под давлением.
Подобную технологию знали еще наши далекие предки, которые посредством элементарного штампования изготавливали оружие, всевозможные украшения и предметы для домашнего обихода.
С 1850-х годов описываемый вид обработки начали модернизировать и технически совершенствовать, что позволило серийно производить штампованием разнообразные изделия массового спроса. Причем готовая штампованная продукция отличалась довольно-таки высоким качеством и превосходными эксплуатационными характеристиками.

С приходом 20 столетия листовая штамповка изделий из металла вышла на совершенно новый производственный и технический уровень. Благодаря ей начала развиваться сфера производства автомобилей (из штампованного материала делали кузова транспортных средств и многие другие детали). В 1930-х годах штампование взяли на вооружение судо- и авиастроительные предприятия, а через пару десятков лет она стала незаменимой для нужд ракетостроения.
Конструкции из штампованного металла характеризуются рядом особых свойств, что, в принципе, и обусловило популярность рассматриваемой технологии. К ее достоинствам относят следующие возможности:
- механизация и автоматизация производственных процессов, которые достигаются посредством внедрения мощных роторно-конвейерных линий оборудования;
- изготовление любых по геометрическим параметрам и формам готовых к применению изделий и разнообразных полуфабрикатов;
- производство высокоточных по размерам деталей, которые взаимозаменяют друг друга без необходимости их дополнительной обработке при помощи режущего инструмента и оборудования.

Кроме того, горячая и холодная штамповка гарантирует получение сравнительно «скромных» по массе металлических изделий с рациональными формами и высокими прочностными параметрами. Операции листовой штамповки позволяют производить как массивные заготовки для судо-, машино- и автостроительных предприятий, так и тонкостенные, буквально филигранные детали (например, тонкие стрелки для часов).
Нельзя не отметить отдельно также высокую производительность операции листовой штамповки и возможность получения при ее использовании совместно со сварочными мероприятиями любых по размерам узлов неразъемного типа, без коих не могут обойтись такие производственные отрасли, как судо- и вагоностроение.
2 Технология и особенности листовой штамповки металла
Исходным сырьем для технологической операции выступают стальные полосы, тонкие ленты или листовой металл. По виду их обработки штамповка бывает двух видов: холодной; горячей. В большинстве случаев используется холодная штамповка. В тех случаях, когда мощность и производительность штамповочного оборудования является низкой, а также при небольшой пластичности заготовки рекомендована горячая штамповка. Обычно в горячем виде обрабатывают материал толщиной не более пяти миллиметров.
Технологический процесс штампования принято делить на такие операции: разделительные; формоизменяющие. Разделительные необходимы для разделения деформируемого участка изделия из металла по определенному контуру в процессе сдвига материала. К данным операциям относят:
- Резку: отделение по прямой либо кривой линии части заготовки (процесс выполняется последовательно). Резка производится гильотинными, дисковыми, вибрационными и другими видами ножниц при необходимости раскроя на полосы требуемых размеров металлических листов, а также при изготовлении готовых к эксплуатации изделий.
- Пробивку. Она используется тогда, когда в заготовке нужно получить разные по форме отверстия.
- Вырубку. Эта операция позволяет создать деталь, имеющую контур замкнутого вида.

А вот формоизменяющие операции осуществляются для модификации (без явления разрушения) геометрических размеров и конфигурации обрабатываемой детали. К ним причисляют:
- Отбортовку: создание вокруг отверстий и по контуру (наружному) изделия бортиков заданных размеров. Отбортовка, как правило, производится на концах трубных конструкций, к которым впоследствии планируется прикреплять фланцы.
- Вытяжку: получение пространственных полых изделий (полусферических, конических, цилиндрических, коробчатых и так далее) из исходных заготовок плоского вида.
- Обжим: сужение при помощи конической матрицы торцов полых и объемных деталей из металла.
- Гибку: придание изогнутой конфигурации плоским деталям.
- Формовку: наружный контур заготовки остается неизменным, а вот локальная ее форма изменяется по заданным параметрам.

Холодная штамповка подразумевает применение медных и алюминиевых сплавов (а также чисто медных и алюминиевых листов), легированной и углеродистой стали. Нередко используются и материалы из группы неметаллов – пластмасса, кожа, плотный картон и другие.
Важным представляется то, что холодная обработка металла обеспечивает достаточно высокое качество поверхности полученных полуфабрикатов либо готовых деталей. Их чистота может в отдельных случаях достигать 8 класса. Хотя обычно таких требований к штампованному прокату потребители не предъявляют, их вполне устраивает чистота поверхностей на уровне 2–6 классов.
Заметим, что холодная штамповка листовых материалов увеличивает показатель удельной прочности готовых деталей, что отличает ее в лучшую сторону от стандартного металлического проката. Но при штамповании очень важно изучить и учесть все особенности материала, который используется для получения того или иного изделия. Для того чтобы холодная штамповка прошла качественно, необходимо принять во внимание следующие характеристики исходного сырья:

- магнитную и электрическую проводимость;
- твердость, механическую прочность;
- массу;
- ударную вязкость;
- теплостойкость и теплопроводность;
- долговечность, возможность противостоять коррозии и эксплуатационному износу.
3 Оборудование и приспособления для выполнения операций
Листовая штамповка производится в специальных штампах, сделанных из инструментальных сталей. Они в большинстве случаев имеют подвижную и неподвижную части, в которых монтируется пуансон и матрица (рабочие компоненты штампа). При сближении указанных частей происходит деформирование листового материала. Используя специальный пресс, выполняют крепление неподвижной и подвижной части. Вторая фиксируется в исполнительном устройстве, а первая – на столе, коим располагает пресс.
Как было сказано, штампы (а точнее их рабочие элементы) делают из дорогостоящих инструментальных сплавов. Но в тех случаях, когда выполняется штамповка мягких металлов (например, меди или алюминия), на материале штампа можно сэкономить, используя древесину, спрессованную в плотные валки, или пластмассу.

Также снизить расходы на штамповку крупных по размерам изделий, которые изготавливаются мелкими партиями, можно путем изготовления матрицы из бетона либо чугуна. При этом в качестве второй части штампа (пуансона) используют контейнер с водой. Его размещают над обрабатываемым изделием на матрице. Затем в воде путем подрыва заряда пороха (или воздействия электрическим разрядом) формируют требуемое давление, которое и деформирует лист металла по заданной матрицей форме.
Главное оборудование для штамповки – это пресс и ножницы. При помощи ножниц выполняют раскрой материала. Сейчас чаще всего используются вибрационные ножницы, характеризуемые легкостью эксплуатации и достаточной функциональностью. А вот пресс для штампования выбирают в зависимости от того, какие операции осуществляются. Как правило, используется кривошипный пресс, который бывает четырех-, двух- и однокривошипным. Работает он по достаточно простому принципу:

- двигатель, используя клиноременную передачу, передает через муфту на кривошипный вал необходимое движение;
- регулируемый по длине шатун передает движение далее (на ползун кривошипного устройства);
- на рабочий ход пресс запускается через муфту педалью.
Для обработки простых деталей применяются несложные по конструкции устройства. А вот для штамповки по-настоящему сложных изделий используют пресс особого типа, который снабжается несколькими ползунами.
Штамповка деталей из листового металла — холодная штамповка
Холодная штамповка деталей из листового металла представляет собой процесс обработки при помощи специального оборудования. Такой способ металлообработки производится под высоким давлением, что дает возможность изготавливать детали любой конфигурации.
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.
Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).
Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Штамповые стали
Сталь марки Х12МФ является одним из наиболее востребованных и популярных ковких сплавов, прошедших процедуру обогащения специальными химическими элементами (легирующими примесями), с целью приобретения улучшенных механических и физических свойств.
Марка относится к разряду инструментальных легированных штампованных марок металлопроката.
Сталь марки 5ХНМ, а также марки металла, заменяющие её, поставляются на рынок в виде.
Инструментальная штамповая сталь 4Х5В2ФС. Применяется в машиностроении, для изготовления пресс-форм, различных заготовок.
Сталь 7ХГ2ВМФ штамповая, инструментальня. Из сплава изготавливается вырубной инструмент, изделия различного назначения.
Сталь 3Х2В8Ф штамповая инструментальная. Теплостойкий сплав характеризуется твердостью, способностью работать при высоких температурах нагрева.
Сталь 7Х3 штамповая, инструментальная. Изготавливаются крепежи, матрицы, пуансоны и прочие изделия.
Сталь Х12МФ-Ш обладает высокой плотностью, стойкостью против ударных нагрузок.
В состав стали входит (11-12%) хрома; (1,45?1,65%) углерода; (0,4?0,6%) молибдена; (0,15?0,3%) ванадия
Сталь 4Х5МФС инструментальная широко применяется в машиностроении. Отмечается повышенная вязкость, теплостойкость, достигаемых легирующими добавками.
Сталь 4Х3ВМФ инструментальная штамповая используется для изготовления штампов, инструментов для штамповки, в машиностроении.
Сталь 7Х3 относится к классу инструментальных.
Штамповая инструментальная сталь марки Х12М широко применяется в металлообрабатывающей промышленности.
Инструментальная штамповая сталь 4ХВ2С применяется для изготовления деталей, эксплуатирующих при высоких ударных нагрузках. Обрезные штампы, зубила, обжимки.
Сталь 6ХВ2С инструментальная штамповая. Обладает способностью выдерживать серьезные нагрузки, устойчива к деформационным процессам.
Инструментальная штамповая сталь 5ХВ2С используется для изготовления деталей, работающих при повышенных ударных нагрузках – штампы сложной конфигурации, обжимные матрицы/ пуансоны при холодной работе, резьбонакатные плашки, ножи для холодной резки металла.
Применение: для тяжелонагруженного прессового инструмента (мелких вставок окончательного штампового ручья, мелких вставных знаков, матриц и пуансонов для выдавливания и т.п.) при горячем деформировании легированных конструкционных сталей и жаропрочных сплавов.
Инструментальная штамповая сталь 6ХВГ используется при пробивке фигурных отверстий (преимущественно) в полосовом/ листовом материале – пуансоны сложной конфигурации; для минимизации изменений размеров детали при закалке – некрупные штампы горячей штамповки.
Инструментальная штамповая сталь 6ХС используется для изготовления небольших штампов холодной штамповки, пневматических зубил, рубильных ножей.
Сталь инструментальная штампованная широко используется для производства различных инструментов, которые эксплуатируются в сфере обработки. С помощью этих инструментов осуществляется обработка металлических заготовок под давлением. Таким образом, штампованная сталь применяется в изготовлении пуансонов, штампов, валиков, роликов и других обрабатывающих устройств. Именно от штамповочных устройств и произошло название стали данного типа.
Основные характеристики штамповых сталей
 Стали для изготовления штампового инструмента делятся на две разновидности. Первая разновидность используется для получения инструментов, участвующих в холодной деформации металлических заготовок. Вторая разновидность идёт на создание устройств, позволяющих деформировать металлическую заготовку в разогретом состоянии.
Стали для изготовления штампового инструмента делятся на две разновидности. Первая разновидность используется для получения инструментов, участвующих в холодной деформации металлических заготовок. Вторая разновидность идёт на создание устройств, позволяющих деформировать металлическую заготовку в разогретом состоянии.
Сплавы инструментального типа для холодного штампования должны обладать высоким коэффициентом твёрдости. Таким образом, изделия из такой стали будут защищены от преждевременного истирания. Впрочем, для таких устройств как пуансоны большую роль играет коэффициент вязкости инструментального сплава.
Что касается стали, которая идёт на создание технических устройств для горячей штамповки, то она должна быть, прежде всего, жароустойчивой. Только в этом случае инструмент не будет перегреваться и плавиться в процессе обработки металлической заготовки. Кстати, сплавы, предназначенные для производства большеразмерных штампов, должны быть готовы выдержать высокую степень нагрева. И, конечно, сплавы, из которых создают формально сложные пуансоны и штампы, не должны быть подвержены значительномудеформированию.
Стали для изготовления штампов делятся также на следующие подкатегории:
- средней теплоустойчивости с высоким показателем ударной вязкости;
- повышенной теплоустойчивости с высокой ударной вязкостью;
- высокой теплоустойчивости.
Главным общим признаком всех сталей, рассчитанных на горячее деформирование, является низкий процент содержания углерода – не выше 0,6 %. Именно этот фактор обуславливает их высокую ударную вязкость.
Сферы использования штамповой стали
Сплавы под марками У10, У11,У12 – это стали для штампов и пресс-форм. Рабочая среда для этих инструментов должна быть облегчённой. Для производства устройств с более сложной структурой используются легированные стали, прошедшие закалку в масле. Пример такого сплава – ШХ15.
Из сплавов с хромовой присадкой (1-2%) производят валки холоднопрокатных станов. Жаропрочные и вязкие сплавы с высоким уровнем прокаливаемости используются в производстве горячих штампов. В лёгких рабочих условиях применяются штампы из углеродистых сталей марок У7, У8, У9. Если речь идёт о тяжёлых рабочих условиях, то штамповочный инструмент производится из легированных сталей. Это, к примеру, такая популярная сталь как 5ХНМ, а также ряд её заменителей.
Всем, кому необходима инструментальная штампованная сталь и произведённые на её основе инструменты, могут в любое время обращаться в компанию МСК!
При отправке заявки незабудьте потребовать свежий прайс. Мы свяжемся с Вами в ближайшее время!