
Сварка низкоуглеродистых и среднеуглеродистых конструкционных сталей
Сварка среднеуглеродистой стали
Углеродистыми конструкционными (машиноподелочными или строительными) называют стали, которые содержат примерно до 2% углерода. Для начала нужно знать, что стали наполненные:
- до 0,25% называются низкоуглеродистыми;
- от 0,26% до 0,6 – среднеуглеродистыми;
- от 0,6 до 2% — высокоуглеродистыми.
И все они не имеют легирующих элементов. То, что выше этого содержания, называется чугуном. Углерод определяет прочностные характеристики и напрямую влияет на свариваемость сталей.
Состав, назначение и применение
Очень широкое применение эти материалы находят в народном хозяйстве. Начиная от изготовления простых гвоздей до высокопрочных и особо ответственных конструкций.
Разговор здесь будет о работе со сталями насыщенными средним количеством углерода. Это такие материалы, где его доля колеблется от 0,25% до 0,45%. Такой процент есть основное отличие от низкоуглеродистых сталей. Он придает твердость стали, но делает свариваемость хуже. Применяется в судостроении, машиностроении. Поскольку все углеродистые стали классифицируются еще и по качеству, то здесь еще присутствуют добавки марганца от 0,7% до 1%. В промышленности среднеуглеродистую сталь применяют в нормализованном состоянии, это когда перед сварочным процессом прокат проходит определенную термическую обработку. В сварно-литых и сварно-кованных конструкциях обычно используют сталь 35 или сталь 40.
Характерные черты среднеуглеродистой стали
Неприятной особенностью данных материалов, является появление закалочных структур в шве, около шва и зоне термического влияния (ЗТВ). Эти «нехорошие» структуры почти гарантируют опасные предпосылки для «охрупчивания» соединения. Значит, выбирая марку стали, изготовитель не только ориентируется на прочностные характеристики ее, но и на то как «поведет» себя сварное соединение при подготовке, в процессе изготовления и каковы будут механические свойства у соединения после сварки и при эксплуатации изделия.
Иногда разрушения происходят из-за того, что в соединении появляются сильные остаточные напряжения и очень снижается пластичность металла. Это как раз и есть результат неправильного выбора материала, способа сварки и сварочной технологии.
Понятие свариваемости
Здесь нужно понимать «умение» материала переносить высокотемпературные условия при определенном сварочном процессе без появления в соединении участков металла с «низкой пластикой», которые «провоцируют» возникновение трещин, или то, что соединения, в процессе эксплуатации разрушаются. Проще говоря, это способность металлических деталей к соединению посредством теплового воздействия, без ухудшения механических свойств сварного изделия.
Меры, обязательные к исполнению, при подготовке этой стали к сварке:
- применять основной материал только регламентированный, например: спокойную сталь;
- способы сварки применят только те, которые гарантируют шву требуемые характеристики (сварка покрытыми электродами, под флюсом, в защитных газах);
- грамотным образом проектировать сварные конструкции (исключить контрастные переходы от одного сечения к другому, не допускать «скучивания» швов на малом участке изделия, по возможности отдавать приоритет стыковым соединениям);
- особое внимание к качеству сборки (минимизировать зазоры и смещения, не допускать натяжения конструкций);
- стараться применять термообработку, она снимает излишние внутренние напряжения.
Процесс и виды сварки
Как уже было сказано выше, значительное содержание углерода, затрудняет сварочный процесс. Для преодоления вышеуказанных сложностей и предания устойчивости металла шва против трещин при любой сварке плавлением необходимо снижать уровень углерода в металле шва. Для этого используют сварочные материалы с низким содержанием углерода, уменьшают количество основного металла в соединении. Попросту кромкам придают соответствующую форму разделки.
Желательно обеспечить предварительный подогрев до температуры 250-3000 С. За счет этого получается почти исключить возникновения закалочных структур в ЗТВ (околошовная зона).
Механизированная и автоматическая сварка
Нужно использовать такие режимы, при которых проплавление основного металла было бы минимальным, а коэффициент формы шва максимальным. Увеличивают долю электродного металла в шве. При полуавтоматической работе это достигается применением проволоки малого диаметра и минимального тока. При этом лучше работать постоянным током прямой полярности.
Так же неплохо применят легирование. Для достижения этого достаточно применять проволоку с пониженным содержанием серы и фосфора, с добавлением кремния и марганца. При автоматической сварочной работе легирование происходит за счет флюса.
Ручная дуговая сварка
Для этой сварки работают электродами с основным покрытием. Они обеспечивают легирование, шов становится устойчив против трещин. Но чтобы избежать хрупких закалочных структур в ЗТВ, желательно медленное остывание изделия. Для этого снижают скорость сварки, предварительный подогрев и применение двух-и более раздвинутых дуг. Чем больше содержания углерода, тем выше должна быть температура подогрева при сварке (сопутствующий подогрев). Но все равно, когда при всех перечисленных приемах, полностью не удается придать нужную пластичность соединению, применяют закалку с отпуском.
Электрошлаковый способ
Это особый способ сварки в котором используется для нагрева зоны плавления — шлаковая ванна. Нагрев осуществляется электрическим током. Здесь, благодаря широкой возможности изменять коэффициент формы ванны и медленному остыванию, создаются условия для создания высококачественного соединения. За счет подачи проволоки со скоростью не превышающей критического значения, обеспечивается высокая стойкость против кристаллических трещин.
Проблемы здесь могут возникать, если содержание углерода превысит 0,33%. Тогда нужно использовать проволоку с марганцем и кремнием.
Сварка в углекислом газе
Технология этого вида во многом схожа со сваркой ручной дуговой или со сваркой под флюсом. Так же в основе лежит снижение процента основного металла в шве и обеспечении благоприятного провара. Но в массовом производстве используется нечасто.
Важно помнить, что при любом способе сварки среднеуглеродистой стали, важнейшим пунктом в подготовке и процессе является придание нужной пластичности соединению. А способ, как обеспечить эту пластичность уже выбирается исходя из конкретной ситуации при которой будет проходить сварка.
Визуальный контроль сварных соединений
Контроль сварных соединений — есть неотъемлемая часть всего технологического сварочного процесса.
Визуальный контроль – это один из множества методов, которым подвергаются все без исключения сварные соединения. И не только. Работа по визуальному контролю начинается уже на стадии приемки основных и сварочных материалов в сварочном производстве. Но в этой статье будет рассмотрен только визуальный контроль. Но для начала необходимо понять задачи, которые он решает и на, что нацелен.
Дефекты сварных соединений
Дефекты, в сварочном производстве, определяются как несоответствие нормам и правилам по которым изготавливается соединение.
Эти «косяки», которые возникли в самом процессе сварки делятся на внутренние и наружные. Наружные как раз и выявляются визуальным осмотром соединения. Забегая вперед следует уточнить, что собственно как отдельного метода, визуального контроля не существует. Он всегда идет в связке с измерением. В производстве так и называется – визуальный и измерительный контроль. Ну так вот, чтобы приступить к измерению, необходимо выявить визуально дефекты, зафиксировать их, а уж при измерении определить -допустимы или нет выявленные несоответствия и как они будут влиять на работу изделия. Выявлять дефекты следует уже на стадии подготовки к сварке. Так как они напрямую влияют на качество конечного сварочного продукта.
Дефекты при подготовке к сварке, причины их возникновения и их влияние на качество соединения
Несоответствия при подготовке и сборке приводят к последующим сварочным дефектам. Например: неверный угол скоса кромок, большое или наоборот маленькое притупление, смещение по оси, несовпадение стыкуемых плоскостей, увеличенный зазор и геометрия шва недопустимо нарушена!
Необработанные и не зачищенные кромки, сырая поверхность или не прокаленные электроды, расслоения, неправильно выбранный режим сварки и поры, свищи и непровары по шву обеспечены!
Завышенная сила тока, быстрое движение электрода вдоль шва и подрезы нам улыбаются!
Резко оборвали дугу – в конце шва обязательно будет не заваренный кратер.
Все дефекты создают локальную концентрацию напряжения, уменьшают полезное сечение шва ослабляя конструкцию, а в некоторых случаях даже распространяются дальше по шву. Например трещины и микротрещины. Понятно, что такая конструкция не выдержит даже минимального срока эксплуатации.
Правильность сборки сопровождаются внешним осмотром и измерением при помощи специальных поверенных приспособлений, шаблонов и эталонов. А форма и размеры швов задаются техническими условиями, где оговаривается число проходов и глубина проплавления.
Слово о наружных дефектах
К этим наружным «сварочным вредителям» относятся следующие:
- наплывы — стекание расплавленного металла на основной;
- подрезы — точечные или продолговатые канавки в основном металле, идущие по краям шва;
- не заваренные кратеры — углубление в конце шва при резком обрыве дуги;
- прожоги — сквозное отверстие при сварке первого слоя шва;
- поджоги — это результат «чирканья» электродом при возбуждении дуги;
- трещины — разрыв метала по шву или прилегающему металлу;
- поры — полость округлой формы;
- брызги — застывшие капли на соединении;
- свищи – дефект в виде воронки в шве.
Вот все эти дефекты и призван выявлять и фиксировать визуальный контроль.
Внешний осмотр
• При проведении сварочных работ внешнему осмотру, а часто и измерению подвергаются и подготовительные действия. Проверяется качество материала – наличие или отсутствие дефектов на металле (заусенции, вмятины, чистота кромок), подготовка конструктивных элементов кромок (правильность угла разделки, зазор, соосность), качество и правильность выполнения прихваток. Конструкции, которые были собраны с нарушениями технических условий, бракуются.
• Во время самого сварочного процесса сварщик (он является естественным и первым контролером качества соединения), кроме наблюдения за режимом сварки и стабильностью горения дуги, наблюдает как выполняются валики при выполнении многослойных швов. Исключительно важным является контроль за качеством начального прохода (корня шва). Потому что именно первый слой «рисует» всю последующую «картинку» сварного соединения. Очень часто даже приходится осматривать корень при помощи 4-7кратной лупы.
• При визуальном контроле готовых изделий так же применяют лупу. В первую очередь выявляются все те «сварочные косяки», которые упоминались выше. Большинство из них не допустимы и подлежат исправлению. Так же большое внимание, при визуальном контроле, уделяется форме шва, правильному «рисунку» чешуек и «общей картине» распределения металла в усилении шва.
Для каждого шва, выполненного в разных «позах», характерен свой внешний вид и форма.
При осмотре особо ответственных изделий и конструкций (особенно в военной и космической промышленности), внешний вид швов часто сравнивают со специально выполненными эталонами. Геометрию контролируют при помощи шаблонов и измерительных инструментов.
Визуальный контроль достаточно информативен, является дешевым и быстрым методом контроля. А при внимательном наблюдении сварочного процесса, можно исключить появление многих дефектов. Визуальный осмотр — процедура недорогая и очень эффективная в технологическом процессе.
Условия для визуального и измерительного контроля
Для проведения качественного ВИК необходимо создание определенных условий на любой площадке. Будь-то высокотехнологичное производство, где работают в белых халатах и перчатках, сварочный цех или монтажная площадка. Они включают в себя:
- удобство подхода специалистов;
- возможность подключения местного освещения 12 В;
- освещенность должна быт не менее 500 Лк (500 люкс);
- в помещениях окраска стен, потолков и столов должна быть выполнена в светлых тонах;
- обеспечение достаточного обзора для глаза специалиста. Поверхность рассматривается под углом более 300 к плоскости и с расстояния не менее чем 600мм;
- зачистка поверхностей, как того требуют нормативные документы;
- меры по безопасному проведению контроля.
Только после того как проведен тщательный визуальный контроль и исправлены все несоответствия, соединения подвергаются другим методам контроля, если того требует проектная документация.
Сварка низкоуглеродистых и низколегированных сталей
Низкоуглеродистыми называют стали с низким содержанием углерода до 0,25%. Низколегированными называют стали с содержанием до 4% легирующих элементов без учета углерода.
Хороша свариваемость низкоуглеродистых и низколегированных конструкционных сталей является главной причиной их массового применения для производства сварочных конструкций.
Химический состав и свойства сталей
Стали обыкновенного качества
В зависимости от степени раскисления стали обыкновенного качества разделяют на:
- кипящие — кп;
- полуспокойные — пс;
- спокойные — сп.
Кипящие стали
Стали этой группы содержат не более 0,07% кремния (Si). Получают сталь путем неполного раскисления стали марганцем. Отличительной особенностью кипящей стали является неравномерное распределение серы и фосфора по толщине проката. Попадание участка со скоплением серы в зону сварки может привести к появлению кристаллизационных трещин в шве и зоне термического влияния. Находясь в среде пониженных температур такая сталь может перейти в хрупкое состояние. Поддавшись сварке такие стали могут стареть в околошовной зоне.
Спокойные стали
Спокойные стали содержат не менее 0,12% кремния (Si). Получают спокойные стали при раскислении стали марганцем, кремнием, алюминием. Отличаются более равномерным распределением в них серы и фосфора. Спокойные стали меньше отзываются на нагрев, меньше склонны к старению.
Полуспокойные стали
Полуспокойные стали имеют средние характеристики между спокойными и кипящими сталями.
Производят углеродистые стали обыкновенного качества трех групп. Стали группы А не используют для сварки, поставляют по их механическим свойствам. Букву «А» в обозначение стали не ставят, например «Ст2».
Стали группы Б и В поставляют по их химическим свойствам, химическим и механическим соответственно. В начало обозначения стали ставят букву группы, например БСт2, ВСт3.
Полуспокойные стали марок 3 и 5 могут поставляться с повышенным содержанием марганца. В таких сталях после обозначения марки ставят букву Г (например, БСт3Гпс).
Для изготовления ответственных конструкций следует использовать обыкновенные стали группы В. Изготовление сварочных конструкций из низкоуглеродистых сталей обыкновенного качества не требует применения термической обработки.
Качественные стали
Низкоуглеродистые качественные стали поставляют с нормальным (марки 10, 15 и 20) и повышенным (марки 15Г и 20Г) содержанием марганца. Качественные стали содержат пониженное количество серы. Для изготовления сварочных конструкций из сталей этой группы применяют стали в горячекатаном состоянии, реже стали с термической обработкой. Сварка этих сталей для повышения прочности конструкции может производится с последующей термической обработкой.
Низколегированные стали
Если в углеродистую сталь вводят специальные химические элементы, которые изначально в ней отсутствует, то такую сталь называют легированной. Марганец и кремний считают легирующими компонентами если их содержание превышает 0,7% и 0,4% соответственно. Поэтому стали ВСт3Гпс, ВСт5Гпс, 15Г и 20Г считают одновременно низкоуглеродистыми и низколегированными конструкционными сталями.
Легирующие элементы способны образовывать соединения с железом, углеродом и другими элементами. Это способствует улучшению механических свойств сталей и снижает предел хладноломкости. Как следствие появляется возможность снизить массу конструкции.
Легирование металла марганцем влияет на повышение ударной вязкости и стойкость к хладноломкости. Сварочные соединения с марганцовистых сталей отличаются более высокой прочностью при знакопеременных ударных нагрузках. Повысить стойкость стали от атмосферной и морской коррозии можно легированием медью (0,3-0,4%). Большинство низколегированных сталей для производства сварочных конструкций используют в горячекатаном состоянии. Механические свойства легированных сталей можно улучшить термической обработкой, поэтому некоторые марки сталей для сварных конструкций используют после термической обработки.
Свариваемость низкоуглеродистых и низколегированных сталей
Низкоуглеродистые и низколегированные конструкционные стали обладают хорошей свариваемостью. Технология их сварки должна обеспечивать равные механические свойства шва и основного металла (не ниже нижнего предела свойств основного металла). В ряде случаев обусловленных условиями работы конструкции допускается снижение некоторых механических свойств шва. В шве должны отсутствовать трещины, непровары, поры, подрезы и другие дефекты. Форма и геометрические размеры шва должны соответствовать требуемым. К сварному соединению могут предъявляться дополнительные требования, которые связаны с условиями работы конструкции. Все без исключения сварочные швы должны быть долговечными и надежными, а технология обеспечивать производительность и экономичность процесса.
На механические свойства сварного соединения влияет его структура. Структура металла при сварке зависит от химического состава материала, режимов сварки и термической обработки.
Подготовка и сборка деталей под сварку
При автоматических методах сварки следует устанавливать заходные и выходные планки. При автоматической сварке тяжело обеспечить качественный провар корня шва и предупредить прожоги металла. Для этого применяют остающиеся и съемные подкладки, флюсовые подушки. Можно также сваривать корень шва ручной дуговой сваркой или полуавтоматической в защитных газах, а остальную часть шва выполнять автоматическими методами.
Сварка ручными и механизированными методами выполняется на весу.
Кромки сварочных деталей тщательно зачищают от шлака, ржавчины, масла и других загрязнений для предупреждения образования дефектов. Ответственные конструкции сваривают преимущественно с двух сторон. Способ заполнения разделки кромок при сварке толстостенных конструкций зависит от его толщины и термический обработки металла перед сваркой. Выявленные после сварки непровары, трещины, поры и другие дефекты удаляют механическим инструментом, воздушно-дуговой или плазменной резкой, после чего заваривают обратно. При сварке низкоуглеродистых сталей свойства и химический состав сварного соединения во многом зависит от используемых материалов и режимов сварки.
Ручная дуговая сварка низкоуглеродистых сталей
Для получения качественного соединения при помощи ручной дуговой сварки необходимо правильно выбрать сварочные электроды, выставить режимы и применить правильную технику сварки. Недостатком ручной сварки является большая зависимость от опыта и квалификации сварщика, несмотря на хорошую свариваемость рассматриваемых сталей.
Сварочные электроды следует выбирать исходя из типа свариваемой стали и назначения конструкции. Для этого можно воспользоваться каталогом электродов, где хранятся паспортные данные множества марок электродов.
При выборе электрода следует обратить внимание на рекомендуемые условия по роду и полярности тока, пространственного положения, силе тока и т. д. В паспорте на электроды может указываться типичный состав наплавленного металла и механические свойства соединения выполненных этими электродами.
В большинстве случаев сварка низкоуглеродистых сталей производиться без мер направленных на предупреждение образования закалочных структур. Но все же при сварке толстостенных угловых швов и первого слоя многослойного шва для предотвращения образования трещин используют предварительный подогрев деталей до температуры 150-200° C.
При сварке нетермоупрочненных сталей хороший эффект достигается использованием методов сварки каскадом и горкой, что не дает металлу шва быстро остывать. Этот же эффект дает предварительный подогрев до 150-200° C.
Для сварки термоупрочненных сталей рекомендуется выполнять длинные швы по охлажденным предыдущим швам, чтобы избежать разупрочнения околошовной зоны. Также следует выбирать режимы с малой погонной энергией. Исправление дефектов при многослойной сварке следует делать швами большого сечения, длиной не менее 100 мм или предварительно подогревать сталь до 150-200° C.
Дуговая сварка в защитных газах низкоуглеродистых сталей
Сварка низкоуглеродистых и низколегированных сталей осуществляется с применением углекислого газа или его смесей в качестве защитного газа. Можно применять смеси углекислый газ + аргон или кислород до 30%. Для ответственных конструкций сварку можно выполнять с использованием аргона или гелия.
В некоторых случаях применяют сварку угольным и графитовым электродом, для сварки бортовых соединений толщиной 0,2-2,0 мм (например, корпуса конденсаторов, канистры и т. д.). Так как сварка выполняется без использования присадочного прутка, содержание марганца и кремния в шве невелико, в результате теряется прочность соединения на 30-50% ниже от основного металла.
Сварка в углекислом газе выполняется с использованием сварочной проволоки. Для автоматической и полуавтоматической сварки в разных пространственных положениях применяют проволоку диаметром до 1,2 мм. Для нижнего положения используют проволоку 1,2-3,0 мм.
| Сталь | ВСт1, Вст2 | ВСт3 | 10ХСНД, 15ХСНД, 14ХГС, 09Г2, 14Г2 и им подобные |
| Проволока | Св-08ГС, Св-08Г2С, Св-12ГС | Св-08ГС, Св-08Г2С | Св-08Г2С (при одно- и двухслойной сварке), св-08ХГ2С |
Как видно из таблицы для сварки всех сталей можно использовать проволоку Св-08Г2С.
Сварка низкоуглеродистых сталей под флюсом
Качественное сварное соединение с равной прочностью шва и основного металла достигается путем правильного подбора флюсов, проволоки, режимов и техники сварки. Автоматическую сварку под флюсом низкоуглеродистых сталей рекомендуют выполнять проволокой диаметра от 3 до 5 мм, полуавтоматическую сварку под флюсом диаметром 1,2-2 мм. Для сварки низкоуглеродистых сталей применяют флюсы АН-348-А и ОСЦ-45. Низкоуглеродистую сварочную проволоку марок Св-08 и Св-08А, а для ответственных конструкций можно применить проволоку Св-08ГА. Такой комплект сварочных материалов позволяет получить швы с равными или превышающими механическими свойствами основному металлу.
Для сварки низколегированных сталей рекомендуется применять сварочную проволоку Св-08ГА, Св-10ГА, Св-10Г2 и другие с содержанием марганца. Флюсы что и для низкоуглеродистых сталей. Такие материалы позволяют получить необходимые механические свойства и стойкость металла от образования пор и трещин. При сварке без скоса кромок увеличение доли основного металла в металле шва может повысить содержание углерода. Это повышает прочностные свойства, но уменьшает пластические свойства соединения.
| Марка стали | Марка плавленного флюса | Сварочная проволока |
| ВСт1-ВСт3 | АН-348-А, ОСЦ-45, ФЦ-9 и керамические К-11, КВС-19 | Св-08, Св-08А, для ответственных конструкций Св-08ГА |
| 09Г2 | АН-22 | Св-08ГА |
| 12ГС, 16ГС, 10Г2С1, 17ГС, 17Г1С | АН-60 | Св-ГСМТ (для стали 12ГС также Св-10ГА) |
| 09Г2С | АН-22 | Св-08ГА, Св-10НМА, Св-10ГА |
| 10ХСНД | АН-348-А | Св-08ГСМТ |
| 15ХСНД | АН-348-А, АН-22 | Св-10Г2, Св-08ХГСМА |
Режимы сварки низкоуглеродистых и низколегированных сталей отличаются незначительно и зависят от техники сварки, типа соединения и шва. При сварке угловых однослойных швов, угловых и стыковых швов толстой стали марки ВСт3 на режимах с малой погонной энергией в околошовной зоне могут образовываться закалочные структуры и понизиться пластичность. Для предотвращения этого следует увеличить сечение шва или применить двухдуговую сварку.
| Толщина листа, мм | 8-10 | 10-22 | 24-60 |
| Сечение слоя образованного из электродного металла, мм | 25 | 35 | 50 |
Для предупреждения разрушения шва в зоне термического влияния при сварке низколегированных сталей следует использовать режимы с малой погонной энергией, а для сварки не термоупрочненных сталей — режимы с повышенной погонной энергией. Во втором случае для обеспечения пластических свойств шва и прилегающей зоны не хуже основного металла необходимо применять двухдуговую сварку или предварительный подогрев до 150-200° C.
Сварка низкоуглеродистой стали, режимы, типы и методы сваривания
Качественная сварка соединений деталей из низкоуглеродистой стали выполняется как правило в условиях промышленного предприятия, так как для обеспечения надежности и правильной проварки металлов необходимо четко соблюдать целый комплекс мер и условий.
Низкоуглеродистыми сталями называют сплавы с небольшим содержанием углерода, доходящим максимум до 0,25%. Низколегированными называют стали с содержанием до 4% легирующих элементов (содержание углерода не учитывается).
Низкоуглеродистые и низколегированные конструкционные стали отличаются хорошей свариваемостью. Это и определяет их как самые массово используемые и распространенные металлы при создании конструкций и механизмов.
Сварка низкоуглеродистой стали успешно применяется в большинстве сварных конструкций в виде листов и фасонного проката. Данный сплав очень хорошо сваривается, предъявляется комплекс требований для достижения прочного соединения двух металлов, чистое соединение без дефектов по всему периметру шва. Очень важно чтобы механические свойства свариваемого шва, зоны шва и сварного соединения соответствовали минимуму механическим свойствам основного металла, не были ниже установленных стандартов.
В зависимости от степени раскисления стали обыкновенного качества разделяют на:
- кипящие — кп;
- полуспокойные — пс;
- спокойные — сп.
Как и в других сварочных работах, не должно быть непроваров, каких — либо трещин, пор, подрезов. Сварное соединение должно быть достаточно стойким чтобы не перейти в фазу хрупкости. Иногда сварке низкоуглеродистой стали предъявляются требование к коррозийной стойкости сварного соединения. В случае если изделие будет испытывать вибрацию, ударные нагрузки, перемены температуры и т.д., тоже применяется сварка соединений.
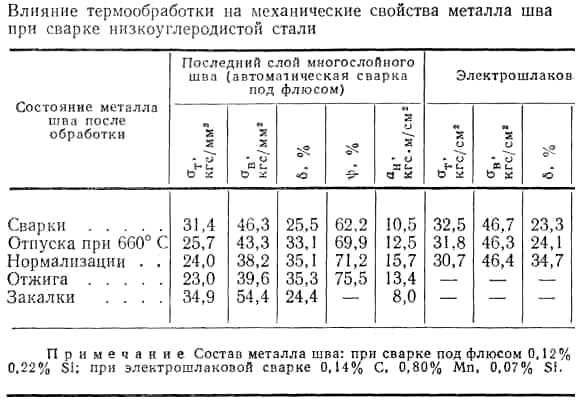
При электрошлаковой сварке применяют низколегированную проволоку марки Св-10Г2. Данный выбор позволяет получить равномерную прочность металла и шва. При такой сварке термообработка увеличивает ударную вязкость, но, не повышает прочностные и пластические свойства шва металла.
Кипящие стали
Стали этой группы содержат около 0,07% кремния (Si). Ее получают неполным раскислением стали марганцем. При воздействии пониженных температур эта сталь переходит в хрупкое состояние. После сварки может стареть в околошовной зоне.
Спокойные стали
Спокойные стали содержат не менее 0,12% кремния (Si). Получают раскислением стали кремнием, марганцем, алюминием. Имеют равномерное распределение серы и фосфора. Спокойные стали менее отзывчивы на нагрев и менее склонны к старению.
Полуспокойные стали
Этот тип стали имеет средние характеристики между спокойными и кипящими. Производят углеродистые стали обыкновенного качества трех групп.
Стали группы А не используют для сварки, поставляют по их механическим свойствам. Букву «А» в обозначение стали не ставят, например «Ст2».
Стали группы Б и В поставляют по их химическим свойствам, химическим и механическим соответственно. В начало обозначения стали ставят букву группы, например БСт2, ВСт3.
Полуспокойные стали марок 3 и 5 могут поставляться с повышенным содержанием марганца. В таких сталях после обозначения марки ставят букву Г (например, БСт3Гпс).
Для изготовления ответственных конструкций следует использовать обыкновенные стали группы В. Изготовление сварочных конструкций из низкоуглеродистых сталей обыкновенного качества не требует применения термической обработки.
Какой свариваемостью обладают низкоуглеродистые стали
Какой свариваемостью обладают низкоуглеродистые стали — достаточно хорошей, при этом всеми видами сварки. Главное чтобы было высокое качество всего шва по всей длине соединения. Хорошо свариваются разными методами дуговой сварки, но при этом увеличивается металлоемкость и масса детали. Поэтому нужно повысить прочностные свойства, в сталь добавляют легирующие элементы, укрепляющие расплав и повышающие химические соединения.
Какой свариваемостью обладают низкоуглеродистые стали когда шов быстро охлаждается, это увеличивает его прочность, но снижаются пластичные свойства. Значимость скорости охлаждения в основном бывает при дуговой сварке. Качества сварного соединения зависят как от свойств металла шва, так и свойств металла зоне сварного шва.
Оставьте свой комментарий Отменить ответ
В 1953 году был разработан новый способ соединения металлов при…
Сварка углеродистых и легированных сталей
В зависимости от химического состава сталь бывает углеродистая и легированная.
Углеродистая сталь делится на:
- низкоуглеродистую (содержание углерода до 0,25%)
- среднеуглеродистую (содержание углерода от 0,25 до 0,6%)
- высокоуглеродистую (содержание углерода от 0,6 до 2,0%).
Сталь, в составе которой кроме углерода имеются легирующие компоненты (хром, никель, вольфрам, ванадий и т. д.), называется легированной. Легированные стали бывают:
- низколегированные (суммарное содержание легирующих компонентов, кроме углерода, менее 2,5%)
- среднелегированные (суммарное содержание легирующих компонентов, кроме углерода, от 2,5 до 10%)
- высоколегированные (суммарное содержание легирующих компонентов, кроме углерода, более 10%).
Технология сварки легированных сталей
Сварка низколегированных и среднелегированных конструкционных сталей
Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и ухудшается с ростом содержания углерда и легирующих компонентов. Стали кремнемарганцевой группы 15ГС, 18Г2С и 25Г2С сваривают электродами типа Э60А марки УОНИ-13/65. Перед сваркой кромки тщательно зачищают от грязи, ржавчины и окалины.
Сварку выполняют предельно короткой дугой. Изделие перед сваркой подогревают до температуры 200 С, электроды перед сваркой прокаливают при 400°С в течение одного часа.
Кремнемарганцемедистые стали 10Г2СД, 10ХГСНД, 15ХСНД и 12ХГ сваривают электродами типа Э50А марки УОНИ-13/55. Изделие перед сваркой не подогревают.
Сварка низколегированных и среднелегированных конструкционных сталей
Особенности сварки высоколегированных сталей
К высоколегированным относят стали, суммарный состав легирующих элементов в которых составляет не менее 10%, при содержании одного из них не менее 8%. При этом содержание железа должно составлять не менее 45%. В основном это стали, обладающие повышенной коррозионной стойкостью или жаростойкостью. Легирование сталей выполняют углеродом, марганцем, кремнием, молибденом, алюминием, ванадием, вольфрамом, титаном и ниобием, бором, медью, серой и фосфором. Введение легирующих элементов меняет физические и химические особенности стали.
Так, углерод способствует повышению прочности стали и снижению ее пластичности. Окисление углерода в процессе сварки способствует появлению пор. Кремний является раскислителем и содержание его в стали более 1% приводит к снижению свариваемости. Хром также снижает свариваемость, способствуя созданию тугоплавких окислов. Никель повышает прочность и пластичность сварочного шва, не снижая свариваемость стали. Молибден увеличивает прочность и ударную вязкость стали, ухудшая свариваемость. Ванадий в процессе сварочных работ сильно окисляется, поэтому его содержание в стали предусматривает введение раскислителей. Вольфрам тоже сильно окисляется при повышенных температурах, ухудшает свариваемость стали.
Титан и ниобий предотвращают межкристаллитную коррозию. Бор повышает прочность, но затрудняет свариваемость. Медь повышает прочность, ударную вязкость и коррозийную стойкость стали, но снижает ее свариваемость. Повышенное содержание в стали серы приводит к образованию горячих трещин, а фосфор способствует образованию холодных трещин.
Содержание тех или иных легирующих элементов определяют по маркировке стали. Первые две цифры в маркировке означают содержание углерода в сотых долях процента; легирующие элементы обозначают буквенными символами, а стоящие за ними цифры указывают на примерное содержание этих элементов, при этом единицу и меньше не ставят. Символ «А», установленный в конце маркировки, указывает, что сталь высококачественная, с пониженным содержанием серы и фосфора. Наиболее широкое применение получили коррозионно-стойкие хромоникелевые стали (12Х18Н10Т, 10Х23Н18 и некоторые другие).
Из вышесказанного видно, что, как правило, легирование стали приводит к снижению ее свариваемости, а первостепенную роль при этом играет углерод. Поэтому доля влияния каждого легирующего элемента может быть отнесена к доле влияния углерода. Повышенное содержание углерода и легирующих элементов способствует увеличению склонности стали к резкой закалке в пределах термического цикла, происходящего во время сварки. В результате этого околошовная зона оказывается резко закаленной и теряет свою пластичность.
Поэтому при сварочных процессах высоколегированных сталей, происходящих в зоне плавления металла и околошовной области, возникают горячие трещины и межкристаллитная коррозия, проявляющаяся в процессе эксплуатации. Основной причиной появления трещин является образование крупнозернистой структуры в процессе кристаллизации и значительные остаточные напряжения, полученные при затвердевании металла. Легирование влияет на вязкость металла и коэффициент поверхностного натяжения, поэтому у большинства высоколегированных сталей сварочный шов формируется хуже, чем у низколегированных и даже углеродистых сталей.
Межкристаллитная коррозия характерна для всех видов высоколегированных сталей, имеющих высокое содержание хрома. Под действием нагрева образовавшиеся карбиды хрома выпадают по границам зерен, снижая их антикоррозийные свойства.
Препятствует образованию карбидов хрома легирование стали титаном, ниобием, танталом, цирконием и ванадием. Положительное влияние на качество сварочного шва оказывает дополнительное легирование сварочной проволоки хромом, кремнием, алюминием, ванадием, молибденом и бором.
Для сварки высоколегированных сталей используют как ручную дуговую , так механизированную сварку под флюсом и в среде защитных газов . Сварка выполняется при минимальном тепловложении с использованием термообработки и применением дополнительного охлаждения. Введение легирующих элементов меняет и технологические особенности стали. Так, система легирования снижает теплопроводность стали и повышает ее электрическое сопротивление. Это оказывает влияние на скорость и глубину плавления металла, что требует меньшего вложения энергии, и увеличения скорости подачи сварочной проволоки.
Ручную дуговую сварку высоколегированных сталей выполняют при пониженных тока обратной полярности. Сварку ведут короткой дугой ниточными валиками без поперечных колебаний.
Проволока, применяемая для изготовления электродов, должна соответствовать марке стали с учетом ее свариваемости. Защитное покрытие электродов должно иметь состав, снижающий отрицательное действие повышенной температуры. К примеру, для сварки кислотостойкой стали 12X18HI0T электроды типа Э-04Х20Н9 (марки ЦЛ-11) препятствуют образования горячих трещин и межкристаллитной коррозии. Предварительный и сопутствующий подогрев снижает опасность возникновения трещин. Для защиты сварочной ванны используют инертный газ или аргон и его смеси с гелием, кислородом и углекислым газом.
Сварку в среде углекислого газа можно выполнять только в случаях, когда отсутствует опасность возникновения межкристаллитной коррозии. Сварка плавящимся электродом выполняется при значениях тока, обеспечивающих струйный перенос электродного металла.
При сварке возникает опасность коробления и остаточных сварочных напряжений. Поэтому после сварки часто возникает необходимость в термообработке.
Сварка низколегированных сталей

Особенности технологии сварки низколегированных сталей определяются процентным содержанием в них углерода и количеством и номенклатурой легирующих элементов. Общее правило – для сварки требуются электроды, содержащие углерода, серы и водорода меньше, по сравнению с электродами, используемыми для конструкционных нелегированных сталей. Такая мера позволяет предотвратить образование кристаллизационных трещин, к которым низколегированные стали склонны в значительной степени.
Сварка низкоуглеродистых низколегированных сталей
К этой группе принадлежат железоуглеродистые сплавы с содержанием углерода до 0,22%. Такая металлопродукция востребована для создания сварных конструкций с повышенными требованиями к прочности. По технологиям сварки (ручная электродуговая, в среде защитного газа, газовая) и реакции на температурный цикл низкоуглеродистая низколегированная сталь сходна с нелегированной низкоуглеродистой. Отличием является большая склонность низколегированного сплава к появлению в шве и околошовной зоне закалочных структур при быстром охлаждении.
Особенности сварки сталей различных марок
- 09Г2С, 09Г2, 10ХСНД, 10Г2С1, 10Г2Б. Не склонны к перегреву и закалке во время сварочного процесса. Ручную электродуговую сварку этих низколегированных сталей осуществляют электродами типа Э50А, обеспечивающими равнопрочность соединения. При этом твердость и прочность металла, прилегающего ко шву, почти не отличаются от аналогичных характеристик основы.
- 14ХГС, 15ХСНД. При сварке появляются закалочные структуры, перегревается металл в околошовной зоне. Во избежание этих проблем рекомендуется производить сварку на сниженной тепловой энергии, что достигается установкой пониженного сварочного тока и применением электродов меньшего диаметра (по сравнению с низкоуглеродистыми сталями). Тип электродов – Э50А или Э55. При соблюдении вышеперечисленных условий сварку можно производить без ограничений по толщине свариваемых элементов при температурах выше -10°C. В диапазоне -10…-25°C требуется предварительный подогрев. Вести сварочные работы при температурах ниже -25°C с этими марками запрещено.
- 15Г2Ф, 15Г2СФ, 15Г2АФ – менее подвержены перегреву, по сравнению с предыдущими марками, благодаря легированию ванадием и азотом.
Для работы с низкоуглеродистыми низколегированными сталями рекомендуются электроды с фтористокальциевыми покрытиями: УОНИ 13/45, УОНИ 13/55, УОНИ 13/85, ОЗС-2, ЦУ-1, ЦЛ-18, НИАТ-5. Электроды с руднокислыми покрытиями при создании конструкций ответственного назначения не используются.
При изготовлении крупногабаритной продукции из сталей 09Г2С, 16ГС, 15ХСНД, 14Г2 толщиной до 160 мм чаще всего применяется электрошлаковая сварка. Рекомендуемые виды проволоки: Св-08ГС, Св-10Г2. Проволока марок Св-08А и Св-08ГА обеспечивает меньшую прочность.
Сварка среднеуглеродистых низколегированных сталей
Технология сварочного процесса для марок 18Г2Ф, 35 ХМ и им подобных аналогична сварке среднелегированных сталей. Для этих сплавов характерны: перегрев, образование закалочных структур, трещинообразование. Чем выше процентное содержание углерода и легирующих компонентов, тем больше затруднена сварка.
Технические и технологические особенности сварки углеродистых сталей: основные способы сварки и оборудование для каждого способа
Сталью называют сплав железа с углеродом, когда концентрация последнего составляет от 0,02% до 2,14%.
С повышением содержания углерода растут показатели прочности и твердости материала, однако, снижаются его пластичность и вязкость. Поэтому процентное соотношение C к Fe является основным критерием классификации стали, разделившим ее на три группы:
- Низкоуглеродистая (0,02-0,3%) – мягкие, ковкие сплавы общего применения, которые часто используются в быту (например, в виде прокатного профиля), а также в ненагруженных узлах строительных конструкций, промышленных деталей и механизмов.
- Среднеуглеродистые (0,3-0,6%) – сбалансированные сплавы, зачастую обладающие хорошими показателями упругости, стойкости к деформациям и усталостным нагрузкам. Применяются в машиностроении и электротехнике, в том числе для изготовления пружин, рессор, контактных пластин. Ограниченно применяются для изготовления приборов и инструментов.
- Высокоуглеродистые (0,6-2,14%) – прочные, но относительно хрупкие сплавы, применяющиеся для изготовления ответственных изделий, в том числе инструментов и их режущих кромок, подшипников, дроби для абразивной обработки, стальных канатов и тросов, измерительных приборов.
Кроме того, в углеродистых сталях содержатся примеси других элементов в количестве, недостаточном для того, чтобы материал считался легированным. Допустимо наличие в структуре сплава:
Фосфор, сера и газы являются нежелательными примесями, долю которых в углеродистой стали стараются свести к минимуму. В качестве микролегирования могут использоваться такие присадки, как титан, цирконий, бор, лантаноиды и некоторые другие элементы.
Значительное влияние на качество стали и ее эксплуатационные характеристики оказывает технология производства, режимы последующей термообработки и другие металлургические параметры. В общем виде классификацию сталей по методу их изготовления, назначению, содержанию тех или иных веществ можно представить в виде таблицы.
| Углеродистая сталь | ||||||
| Конструкционная | Инструментальная | |||||
| Обычного качества | Качественная | Качественная | ||||
В качестве вида стали может указываться способ ее производства. Углеродистые стали могут изготавливаться как в мартеновских и кислородно-конвертерных печах, так и электросталеплавильным методом. Последний обеспечивает большую стабильность свойств и характеристик готового продукта.
Выбор оборудования
Тип и эксплуатационные особенности сварочного оборудования для работы с углеродистыми сталями варьируются в достаточно широких пределах и зависят от таких факторов, как:
- выбранный метод сварки;
- характеристики заготовок;
- требуемое качество шва;
- расчетный режим сварки;
- особенности внешней среды;
- требуемая производительность;
- финансово-экономические критерии.
Чаще всего углеродистые стали соединяют одним из методов электродуговой сварки. Если предполагается ручная сварка и объем работ относительно мал, можно воспользоваться обычным сварочным инвертором, главные достоинства которого – компактность и дешевизна. Хорошим выбором станут модели Fubag IR 200, Wester MMA-VRD 200, Elitech АИС 200, Ресанта САИ-220 и другие.  Примерная стоимость аппаратов Ресанта САИ-220 на Яндекс.маркет
Примерная стоимость аппаратов Ресанта САИ-220 на Яндекс.маркет
В противном случае, лучше отдать предпочтение промышленным трансформаторам с большей производительностью, например, Кавик ТДМ-252У2 (250 А, 12 кВт) или Brima ТДМ1-315-1 (315 А, 24 кВт). В зонах, где подключение к электрической сети невозможно или затруднено, используются сварочные генераторы, оснащенные двигателями внутреннего сгорания.
Для полуавтоматической сварки в среде защитных газов или под слоем флюса применяются специализированные сварочные аппараты комбинированной конструкции, которые обеспечивают генерирование сварочного тока, а также подачу в зону сварки защитного газа и плавящегося электрода (кроме того, может подаваться присадочная проволока). В нише бюджетных моделей лидирует Aurora Overman 180, в топовом сегменте – Blueweld Starmig 210 Dual Synergic.  Примерная стоимость аппаратов Aurora overman на Яндекс.маркет
Примерная стоимость аппаратов Aurora overman на Яндекс.маркет
Для газовой сварки потребуется наличие кислородного и ацетиленового баллонов с манометрами, гибких шлангов и горелки, позволяющей регулировать пропорциональное соотношение газов. Оборудование альтернативных видов сварки специфично, оно относится к промышленным аппаратам и крайне редко используется в быту.
Способы сварки низкоуглеродистых сталей
Низкоуглеродистые стали относятся к хорошо свариваемым материалам и практически не требуют предварительной подготовки заготовок. Если их толщина не превышает 4 мм, кромкование не проводится, а все предварительные операции ограничиваются очисткой и обезжириванием стыка. В ряде случаев, например, при сварке крупногабаритных изделий, проводится предварительный прогрев в печи до 150-200℃. Другие особенности диктуются конкретным видом сварки.
Ручная дуговая сварка
Ручная дуговая сварка проводится покрытым плавящимся электродом с углом наклона в 40-50° в направлении движения инструмента.
Для предотвращения образования закалочных структур рекомендуется выполнять швы каскадом или горкой, что способствует равномерному теплообмену с окружающим металлом и медленному остыванию стыка. Если заготовки уже подвергались закалке, шов наносят послойно, после каждого подхода ожидая полного его остывания.
Особые рекомендации даются в случае устранения трещин, сколов и других дефектов в деталях из низкоуглеродистой стали. В таком случае выбранный тип шва должен обеспечить достаточное заглубление сварочной ванны, что достигается повышением тока или сокращением длины дуги до 1-1,5 мм. Вне зависимости от размера дефекта, длина шва не должна быть меньше 100 мм. При работе с ответственными деталями зону стыка обрабатывают растворами, предотвращающими коррозию.
Дуговая сварка в защитных газах
Роль защитной среды при электродуговой сварке чаще всего играет углекислый газ (MAG-технология). Более эффективную защиту обеспечивает смесь активных газов (не более 30% кислорода) или сочетание углекислого газа с аргоном. Для ответственных соединений зачастую выбирается MIG-сварка, которая предполагает подачу к стыку аргона или гелия.
Самым распространенным присадочным материалом при дуговой сварке низкоуглеродистой стали в защитной среде является проволока Св-08Г2С. Ее подают одновременно с началом сварки, то есть через 5-15 секунд после поступления газа к стыку. Для верхнего положения используется проволока диаметром до 1,2 мм, для нижнего – до 3 мм. Угол ведения материала составляет 30-40°, электрод ведется строго перпендикулярно поверхности.
Сварка под флюсом
Автоматическая и полуавтоматическая сварка низкоуглеродистых сталей проводится под слоем флюса плавящимся прутком СВ-08 (-А, -ГА) диаметром от 1,2 до 3 мм. Роль защитных составов обычно играет смесь АН-348-А или ОСЦ-45.
Обратите внимание, что при сварке без разделывания кромок в зоне шва может повыситься содержание углерода, что повысит прочность соединения, но снизит его пластичные свойства.
Полуавтоматическая сварка малопригодна для создания угловых и сложносоставных соединений низкоуглеродистой стали, так как способствует образованию закалочных структур в околошовной зоне. Частично решить эту проблему позволяет предварительный прогрев заготовок.
Способы сварки среднеуглеродистых сталей
При сварке среднеуглеродистых сталей велик риск образования кристаллизационных трещин и закалочных структур в околошовной зоне, что, в свою очередь, снижает долговечность соединения и негативно влияет на его показатели упругости. Поэтому главными требованиями к сварке такого материала становятся особые щадящие режимы проведения работ, защита шва от образования пор и пузырьков воздуха, снижение содержания углерода в зоне стыка.
Сварка в защитной среде
При соединении заготовок из среднеуглеродистых сталей используется MIG-технология, схожая с технологией сварки низкоуглеродистых сталей. Обязательным условием является предварительный прогрев заготовок до температуры около 200℃. Применяются электроды с низким содержанием карбона и наличием дополнительных микролегирующих элементов: фтора, кальция, марганца и кремния. К ним относятся изделия марок УОНИ-13/45 (-55, -65), УП-1/45, УП-2/45, ОЗС-2, К-5А и другие.  Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Диаметр электрода обычно лежит в пределах 2-6 мм и определяется толщиной свариваемых заготовок. От него, в свою очередь, зависит режим сварки. Так, сила тока при сварке 3-миллиметровыми электродами в нижнем положении составляет 80-100 А, диаметру в 4 мм соответствуют значения 130-200 А, 5-миллиметровыми изделиями работают при токе 170-280 А, а 6-миллиметровыми – 210-380 А. Температура прокаливания электродов варьируется в пределах 250-400℃.
Сварка полуавтоматом
Полуавтоматическая сварка среднеуглеродистых сталей требует раздельной структуры шва, то есть его наложения в несколько ванн. При этом рекомендуется работать короткой дугой и полностью исключить любые движения электродом, кроме продольных. Как и в случае с MIG-сваркой, заготовки прогревают до температуры не более 200℃.
Особое внимание уделяется разделыванию кромок на толстых заготовках. Скосы выполняют под углом 35-45°, тщательно зачищают и обезжиривают. Важно обеспечить высокие показатели коррозионной стойкости шва. Для сохранения его упругости принимают меры для медленного и равномерного остывания стыка.
Газовая сварка
Надежным способом соединения среднеуглеродистых сталей является газовая сварка, которая может проводиться даже при низких температурах. Используется «левая» технология со стандартным или слабо науглероживающим пламенем интенсивностью 75-100 куб. м в час. При чрезмерной мощности сваривания велик риск прожогов или нежелательной закалки стыка.
После выполнения газовой сварки заготовок из среднеуглеродистой стали рекомендуется выполнить их отпуск или отжиг. При этом локальный нагрев шва не должен превышать 650℃, а общий нагрев заготовок – 350℃. Альтернативным способом является проковка стыка.
Сварка высокоуглеродистых сталей
Высокоуглеродистые стали относятся к сложно свариваемым и ограниченно свариваемым материалам ввиду их особой склонности к закалке, образованию трещин и других термических дефектов. Ввиду высокой сложности выполнения работ ручные методы электродуговой сварки практически не используются.
Газовая сварка
Основным методом соединения заготовок из высокоуглеродистой стали является газовая сварка с предварительным прогревом до 200-300℃. В ряде случаев используется и сопутствующий подогрев. Работы проводятся восстановительным пламенем или пламенем с небольшим избытком ацетилена, интенсивность – не более 90 куб. дм в час. Используется «левый» способ, позволяющий снизить время термического воздействия на металл.
В качестве присадки используется проволока Св-15 или Св-15Г, иногда – проволоки, легированные хромом, никелем, марганцем. В отличие от среднеуглеродистых сталей высокоуглеродистые не рекомендуется обрабатывать ковкой. В случае необходимости выполняется их отпуск или отжиг с полным прогревом заготовок до 350-400℃.
Другие способы сварки
Альтернативным способом соединения высокоуглеродистых сталей является лучевая сварка, которая подразделяется на электролучевую (направленный поток заряженных частиц) и лазерную (направленный поток фотонов). К недостаткам этих технологий можно отнести высокую сложность и дороговизну оборудования, к преимуществам – высокую скорость и точность проведения работ, короткое время и малую площадь температурного воздействия на стык.
Ограниченно применяются технологии контактной, плазменной, электрошлаковой сварки, которые требуют значительных ресурсозатрат, однако, не решают всех проблем, связанных с сообщением необходимых механических свойств шву. Одним из перспективных направлений является соединение заготовок высокоуглеродистых сталей между собой и с другими материалами сваркой трением.
Электроды для сварки углеродистых сталей
К углеродистым сталям относят класс сплавов, в которых углерод (С) как химический элемент является основным легирующим компонентом, задающим важнейшие свойства металла. Его доля в составе может быть различна, в зависимости от нее различают и группы данных сталей:
- низкоуглеродистые — доля С в них менее 0,25%;
- среднеуглеродистые — с долей углерода от 0,25 до 0,6%;
- высокоуглеродистые — с долей углерода от 0,6% до 2,07%.
Также в состав таких сталей в весьма малых количествах входят марганец и кремний — в качестве полезных легирующих элементов, а в качестве вредных примесей — водород и сера.
Особенности сварки углеродистых сталей
Ключевое требование при сварке деталей из углеродистых сталей — прочностные характеристики металла шва и околошовной области: они должны соответствовать характеристикам основного металла. Чем выше доля углерода, тем сложнее получить соединение, которое бы строго соответствовало этому требованию. Поэтому в отношении каждой из групп углеродистых сталей существуют свои особенности сварки.

Сварка низкоуглеродистых сталей
Это группа хорошо свариваемых, наиболее пластичных углеродистых сталей благодаря низкому содержанию углерода и легирующим добавкам. Выполнять сварку можно любыми известными технологиями, включая сварку ручную электродуговую. Однако такой химический состав металла обуславливает и свои особенности: при неправильном выборе электрода есть риски того, что металл шва будет более прочным, чем металл детали, что может негативно сказаться на общей прочности конструкции. А при выполнении многослойной сварки возможна повышенная хрупкость шовного металла. Чтобы избежать этих проблем, для сварки обычно используют электроды с рутиловым и фтористо-кальциевым покрытием, а в обмазку добавляется доля железного порошка. В ряду широко используемых для профессиональной сварки низкоуглеродистых сталей — марки МР-3ЛЮКС, МР-3, ОЗС-4, АНО-4, АНО-21, ОЗС-12, МК-46.00, УОНИ-13/55, УОНИ 13/45, УОНИ 13/85.
Для получения необходимых прочностных свойств металл шва после сварки проковывается и прокаливается.
Электроды по среднеуглеродистым сталям
Количество углерода в таких сплавах больше, соответственно, процесс сварки осложняется. Минус в том, что металл сварного стыка и металл детали могут получиться разной прочности. Кроме того, металл близ кромок шва может получиться очень хрупким и с характерными трещинами. Чтобы этого не было, используют электроды с достаточно низкой долей углерода.
Особое внимание — к кромкам соединяемых деталей. Они обязательно должны быть разделаны, чтобы избежать проплавления металла, которое могут вызвать высокие токи — они необходимы для разогрева соединяемых деталей. Также следует учитывать: для повышения качества шва детали, как сказано выше, предварительно разогреваются и прогреваются в процессе сварки;

- движения электродом лучше осуществлять не поперек, а вдоль стыка;
- сварку лучше всего выполнять на короткой дуге;
- после сварки для большей прочности шов также проковывается и подвергается термообработке.
В ряду известных электродов, которые применяют для сваривания среднеуглеродистых сталей — марки УОНИ-13/55, УОНИИ 13/55, УОНИИ 13/45А, УОНИ-13/65.
Сварка высокоуглеродистых сталей
В таких сталях — высокое содержание углерода, что практически делает их непригодными для сварки различных конструкций. Сварочные работы, как правило, выполняются лишь при необходимости ремонта. В этом случае используются те же технологии, что и при сварке среднеуглеродистых сталей. Осуществляется предварительный прогрев металла в области шва до 250-300 °C, по завершении сварки производится проковка и термообработка шва. Необходимо соблюдать еще два условия — сварка возможно при температуре не ниже -5 градусов Цельсия в помещении, где полностью отсутствуют сквозняки.
Электроды для углеродистых и низколегированных сталей
Широчайший ряд электродов используется для сварки как углеродистых, так и низколегированных сталей. К этой группе относят углеродистые стали с содержанием С до 0,25%, а также низколегированные с временным сопротивлением разрыву до 590 МПа. И те, и другие имеют повышенное содержание углерода. Благодаря этому уменьшается окисление металла и легче получают свободные от окислов соединения. Их пластичность повышают путем предварительной термической обработки или последующего подогрева.
И углеродистые, и низколегированные стали отличаются относительно невысокой теплостойкостью и прокаливаемостью.
Доля легирующих элементов (кобальт, никель, молибден, алюминий, вольфрам, медь и другие) может доходить в низколегированных сталях до 5%. В сравнении с углеродистыми они характеризуются пониженной склонностью к механическому старению, более высокой износостойкостью, коррозионной и хладостойкостью, пределом текучести.
В зависимости от доли легирующих элементов определяются параметры, по которым выбирают электроды для сварки углеродистых сталей. В число таких параметров входят:
- механические характеристики металла шва;
- требуемые свойства сварного соединения;
- временное сопротивление разрыву;
- ударная вязкость;
- относительное удлинение.

Электроды для углеродистых конструкционных сталей
| Марка и тип | Назначение и описание |
| АНО-4 (Э46) | Электроды с рутиловым покрытием для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа. Токи — переменный, постоянный прямой полярности. При повышенных токах не образуют пор. Допускают сварку по ржавчине и по незачищенным кромкам, обеспечивают легкое отделение шлаковой корки. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| АНО-6 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током обратной полярности конструкций из углеродистых сталей. Доля углерода в составе металла — до 0,25%. Обеспечивают легкое отделение шлаковой корки. Могут работать на повышенных режимах, обеспечивают шов без кристаллизационных трещин. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. Марка АНО-6 рекомендуется для сварки в монтажных условиях. |
| АНО-21 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током прямой и обратной полярности ответственных и рядовых конструкций из углеродистых сталей по ГОСТ 380-71 Ст0, Ст1, Ст2, Ст3 (групп А, Б, В, спокойных, полуспокойных, кипящих); по ГОСТ 1030-74 (10, 15кп, 20кп, 20пс, 20). Способны работать по окисленным, гальваническим поверхностям, по неподготовленным кромкам. Легкий поджиг и стабильность дуги, отличное качество сварного шва. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| МР-3 (Э46) | Электроды с рутилово-основным покрытием марки МР-3 предназначены для сварки сталей с временным сопротивлением разрыву не более 500 МПа., доля углерода в них не превышает 0,25%. Сварка выполняется переменным и постоянным током обратной полярности. Обеспечивают стабильность дуги, легкий повторный поджиг. Сварка — только по очищенной от окалины поверхности. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва -1,7 кг. |
| МР-3С (Э46) | Электроды с рутилово-основным покрытием используются для сварки переменным и постоянным током обратной полярности конструкций из углеродистых сталей, когда к качеству получаемого шва предъявляются повышенные требования. Сварка возможна во всех без исключения пространственных положениях. Временное сопротивление разрыву — не более 500 МПа. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОЗС-4 (Э46) | Электроды с рутиловой обмазкой применяются для сварки переменным и постоянным током обратной полярности ответственных конструкций из углеродистых сталей (временное сопротивление разрыву до 490 МПа). В равной степени качественно сваривают детали больших и малых толщин. Возможна сварка по ржавой и влажной поверхности. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОЗС-6 (Э46) | Для сварки переменным и постоянным током обратной полярности конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа. Имеют рутиловое (с железным порошком) покрытие. Демонстрируют высокую производительность. Возможна сварка удлиненной дугой и по ржавчине. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,5 кг. |
| ОЗС-12 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током обратной полярности углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву не более 500 МПа. Оптимально подходят для сварки соединений таврового профиля с получением вогнутых мелкочешуйчатых швов. Возможна сварка удлиненной дугой и по окисленной поверхности без образования пор. Также допускается сварка на предельно низком напряжении. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| МК-46.00 (Э50А) | Универсальные рутиловые электроды для сварки переменным и постоянным током любой полярности углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Широко применяются для сварки листовых и трубных конструкций. Создают пониженное тепловложение. Хорошо подходят для прихваток, сварки коротких и корневых швов. Не чувствительны к ржавчине и загрязнениям поверхности. Сварка возможна во всех пространственных положениях. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОК-48.00 (Э50А) | Универсальные сварочные электроды с основным покрытием для сварки судовых сталей, ответственных конструкций с условиями работы при отрицательных температурах и высоких знакопеременных нагрузках. Обеспечивают минимальное содержание водорода в наплавленном металле. Сварка возможна на постоянном и переменном токе обратной полярности. Отлично подходят для сварки износостойких сталей типа Hardox. |
| УОНИ-13/45 (Э42А) | Электроды с основным типом обмазки для сварки постоянным током обратной полярности особо ответственных конструкций с повышенными требованиями к металлу по пластичности и ударной вязкости. Временное сопротивление сталей на разрыв — до 490 МПа. Рекомендуется для сварки конструкций, эксплуатируемых в низкотемпературных условиях, а также для сварки стыков труб в местах месторождений с высоким содержанием сероводорода. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| УОНИ-13/55 (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности особо ответственных конструкций из углеродистых и низколегированных сталей. Позволяют получить металл шва, стойкий к образованию кристаллизационных трещин. Благодаря этому используются для сварки конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Коэффициент наплавки — 9,5 г/А ч, расход на 1 кг наплавленного шва — 1,65 кг. |
| УОНИ-13/55У (Э55) | Электроды с основным покрытием для ручной дуговой сварки переменным и постоянным током обратной полярности ответственных конструкций, а также сварки ванным способом рельсов и арматуры ЖБ конструкций из сталей марок: СТ5, 18Г2С, 15ГС и других. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| УОНИ-13/55Р (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности судовых сталей с пределом текучести до 390H/мм2 (категории А, B, D, A32, A36, D32, D36, D40, E40 по ГОСТ Р 52927-2008 и Правилам Российского морского регистра судоходства). Используются для сварки тавровых и стыковых соединений. Изготавливаются под надзором Российского морского регистра судоходства. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| УОНИ-13/65 (Э60) | Электроды с основным покрытием для сварки постоянным током обратной полярности машиностроительных конструкций, рассчитанных на тяжелые нагрузки. Временное сопротивление сталей на разрыв до 588 МПа. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| ТМУ-21У (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности ответственных конструкций и трубопроводов, используемых в атомной, электро- и тепловой энергетике. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| ЦУ-5 (Э50А) | Электроды с основным покрытием для сварки постоянным током элементов емкостей, трубного оборудования, котлоагрегатов. Позволяют сваривать корневые швы толстостенных трубопроводов, используемых на объектах энергетики. Максимальная температура эксплуатации сварных соединений до 400°С. Коэффициент наплавки — 9,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
Продукция производства Магнитогорского электродного завода
Магнитогорский электродный завод выпускает электроды для сварки высокоуглеродистых, средне- и низкоуглеродистых сталей. Электроды позволяют варить любые конструкции из этих материалов – от неответственных при ремонте или для бытового использования до особо ответственных из сталей повышенной прочности, рассчитанных на высокие нагрузки.
Купить электроды по углеродистым сталям вы можете на нашем сайте. Мы предлагаем собственную продукцию, поэтому цены на нее – одни из самых низких в регионе. Весь товар сертифицирован в системе ГОСТ Р, что подтверждается сопроводительными документами.
Особенности сварки различных видов сталей
Для улучшения свойств и характеристик сталей, в их состав вводят различные добавки. Изменяя кристаллическую решетку материала, добавки влияют не только на прочность или коррозионную стойкость материала, но и на способность к свариванию. Для некоторых сплавов сварка проходит очень легко, но есть материалы, требующие особого подхода.
Углеродистые
Одной из самых распространенных добавок при производстве стали, безусловно, является углерод. Согласно ГОСТ 380-2005, в зависимости от его количества в составе сталей, последние могут быть:
- низкоуглеродистыми, с содержанием углерода не более 0,25% от объема;
- среднеуглеродистыми, содержащие углерод в количестве 0,25%-0,6%;
- высокоуглеродистые, в которых содержится от 0,6% до 2,07% углерода от объема материала.

Сварка углеродистых сталей характеризуется рядом особенностей, позволяющих получить качественный однородный шов.
При соединении деталей из углеродистых сталей, их располагают так, чтобы шов оказался «на весу». Для этого детали на столе для сварки надежно фиксируют при помощи приспособлений для сборки – струбцин, скоб, тисков.
В начале и конце шва устанавливают специальные планки из того же материала, что и свариваемые детали. Начало и окончание процесса сварки происходит на этих планках. Таким образом, шов по всей длине получается однородным, обладающим стабильными свойствами и имеющим точные заданные характеристики.
 Закрепив детали и разгонные планки в нужном положении, проводят прихватки металла по длине шва. Предпочтительно делать прихватки с обратной стороны шва.
Закрепив детали и разгонные планки в нужном положении, проводят прихватки металла по длине шва. Предпочтительно делать прихватки с обратной стороны шва.
Если толщина свариваемых деталей велика и планируется производить многослойную сварку в несколько проходов, прихватки допускается производить с лицевой стороны шва.
При многослойной сварке, каждый предыдущий слой осматривают на наличие трещин и непроваров. При их обнаружении металл шва срезают, разделывают кромки, и процесс повторяют.
Главное требование при сваривании заключается в том, что прочность металла шва и околошовной области не должна уступать прочности металла деталей.
Низкоуглеродистые
 Малоуглеродистая сталь, имеющая в своем составе, помимо углерода еще и легирующие добавки сваривается, как правило, с применением любой из сварочных технологий.
Малоуглеродистая сталь, имеющая в своем составе, помимо углерода еще и легирующие добавки сваривается, как правило, с применением любой из сварочных технологий.
Работа не требует высокой квалификации сварщика. Такие материалы относятся к числу хорошо свариваемых сталей. Поэтому здесь может с успехом применяться обычная дуговая сварка.
Особенностями сварки низкоуглеродистых сталей является пониженное содержание углерода в металле шва и увеличенное количество легирующих добавок, поэтому возможно некоторое упрочнение металла шва по отношению к металлу деталей.
Еще одной проблемой, которую следует учитывать, является повышенная хрупкость шва при выполнении многослойной сварки.
Для выполнения соединений низкоуглеродистых сталей применяются электроды с рутиловым и кальциево-фтористорутиловым покрытием. Профессиональные сварщики используют электроды, в обмазку которых добавляют немного порошка железа. Из электродов, выпускаемых промышленностью, для сварки подходят следующие марки: УОНИ-13/85, ЦЛ-14, ЦЛ-18-63.
Стали с малым количеством углерода легко сваривать, применяя ацетилен. При этом даже можно обойтись без использования флюса, а газ расходуется в небольшом объеме.
Для получения качественного стыка, обладающего прочностью, не меньшей, чем основной металл, применяют кремнемарганцевую сварочную проволоку. По окончании работы со швом пламя не гасят и не снимают его со стыка деталей, а плавно отклоняют, давая шву остыть.
Если убрать пламя сразу, то без флюса материал шва, будучи разогретым, окислится. Чтобы придать шву лучшие прочностные свойства, металл шва, как правило, проковывают и подвергают термической обработке.
Среднеуглеродистые
Из-за большого количества углерода соединение таких деталей осложняется. В результатах работы это выражается в том, что металл детали и сварного стыка может быть различной прочности. Помимо этого вблизи кромок шва могут образовываться трещины и очаги с ярко выраженной хрупкостью материала.
Чтобы избежать указанных недостатков, применяют электроды, в составе материала которых содержится низкое количество углерода.
 При повышении тока, необходимом для разогрева соединяемых деталей, возможно проплавление основного металла. Чтобы исключить подобные случаи, производится разделка кромок соединяемых деталей.
При повышении тока, необходимом для разогрева соединяемых деталей, возможно проплавление основного металла. Чтобы исключить подобные случаи, производится разделка кромок соединяемых деталей.
Еще одним мероприятием по повышению качества соединения является предварительный разогрев и постоянный подогрев деталей в процессе. При сваривании сталей полуавтоматом для повышения качества шва лучше осуществлять движения электродом не поперек, а вдоль стыка деталей и использовать короткую дугу. Для работы применяют электроды марок УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5а.
При использовании ацетилена для сварки среднеуглеродистых сталей добиваются такого пламени горелки, при котором расход газа составит 75-100 дм³/ч. Для изделий, имеющих толщину 3 миллиметра и более, применяется общий подогрев до 250-300 °C или местный до 600-650 °C.
После сварки шов проковывают и подвергают термической обработке. Для сварки изделий из металла с количеством углерода, близким по содержанию к высокоуглеродистым сталям, используют специальный флюс.
Высокоуглеродистые
Стали с высоким содержанием углерода очень плохо поддаются сварке. Для соединения деталей из таких материалов применяются другие альтернативные способы.
 Сварка высокоуглеродистых сталей, стойких к коррозии, осуществляется только при проведении ремонтных работ.
Сварка высокоуглеродистых сталей, стойких к коррозии, осуществляется только при проведении ремонтных работ.
В этом случае применяется предварительный прогрев области шва до 250-300 °C и последующая термообработка шва. Совершенно не допускается производить сварочные работы с высокоуглеродистыми сталями при температуре воздуха ниже 5 °C или при наличии на месте сварочных работ сквозняков.
При соблюдении всех условий, сварка высокоуглеродистых сталей производится теми же приемами, что и среднеуглеродистых.
Допускается газовая сварка ацетиленом. Мощность пламени горелки должна обеспечивать расход газа в пределах 75-90 дм³/ч на 1 миллиметр толщины шва.
Для предотвращения окисления, используются флюсы, составы которых аналогичны флюсам, используемым при сварке среднеуглеродистых сталей. После газовой сварки осуществляется проковка шва с последующим отпуском.
Аустенитные
 Аустенитными сталями называют материалы, в составе которых присутствует высокотемпературная фаза железа – аустенит. Они входят, например, в группу хромоникелевых сталей, которые могут работать в различных агрессивных средах и при очень больших значениях температур.
Аустенитными сталями называют материалы, в составе которых присутствует высокотемпературная фаза железа – аустенит. Они входят, например, в группу хромоникелевых сталей, которые могут работать в различных агрессивных средах и при очень больших значениях температур.
Главной особенностью при сварке коррозионностойкой стали, является необходимость обеспечения стойкости к межкристаллической коррозии в околошовной зоне.
Проблема заключается в том, что даже при предварительном подогреве стали, по границам нагрева из кристаллической решетки выпадают карбиды хрома. В результате уменьшения количества этого элемента в составе материала, при повторном нагреве на границах появляются коррозионные растрескивания.
На практике может понадобиться создание конструкций с использованием аустенитных сталей с хромоникелевыми легирующими добавками, которые будут работать в условиях высоких температур. Для сварки таких конструкций нужно выбирать материалы, в которых содержание углерода возможно низкое.
Если необходимо, чтобы процентное содержание углерода было выше, и при этом конструкции из стали выполняли свое назначение в условиях агрессивных сред и высоких температур, нужно выбирать легирующую добавку, близкую по свойствам к углероду.
В качестве такой добавки может использоваться титан, цирконий, тантал, ванадий, вольфрам. Эти элементы связывают углерод, который выделяется из стали в процессе последующего нагрева, и препятствуют обеднению околошовных участков в процессе сварки.
Нержавейка
 Чаще всего нержавеющие стали, используемые в промышленности, получают свои антикоррозийные свойства посредством введения легирующих добавок – хрома и никеля.
Чаще всего нержавеющие стали, используемые в промышленности, получают свои антикоррозийные свойства посредством введения легирующих добавок – хрома и никеля.
При сварке хромированных деталей необходимо учитывать, что при высокой температуре (более 500 °C), возможно окисление стыка деталей.
Чтобы избежать этого применяют аргонодуговую сварку, или TIG-сварку (ТИГ). Такая технология предусматривает осуществление сварочных операций без доступа воздуха непосредственно к зоне сварки. Соответственно отсутствие кислорода, наличие которого в воздухе обязательно, устраняет предпосылки к окислению материала.
Ограничение доступа воздуха осуществляется путем введения в зону сварки аргона, инертного газа, который будучи тяжелее воздуха, вытесняет его. Иногда такой способ называют сваркой стали аргоном. На самом деле сталь либо просто сваривается между собой дугой, либо с помощью присадочного материала.
Для аргонодуговой сварки требуется специальное оборудование. Работы ведутся неплавящимися вольфрамовыми электродами, требования к которым определяются ГОСТ 10052-75.
Вторая проблема заключается в следующем. Нержавеющие стали имеют высокий коэффициент температурного расширения, и при сварке листовой стали, когда стык имеет большую длину в сравнении с линейными размерами детали, в процессе остывания возможно искривление сварочного шва.
Проблема решается путем выставления зазоров между листами и применением прихваток, фиксирующих детали в нужном положении.
Инструментальные
Инструментальная сталь относится к числу твердых, стойких к механическим воздействиям материалов. Из нее изготавливают слесарные, столярные инструменты, части оборудования для различных отраслей промышленности.
Рабочие органы инструментов – сверла, резцы, назначение которых воздействовать на материалы с целью их обработки, очевидно должны быть прочнее и тверже обрабатываемых материалов. Достигаются такие свойства путем включения в состав большого количества углерода и легирующих добавок – никеля, хрома, молибдена.
Сварка инструментальной стали применяется при ремонте оборудования, инструментов. В этом случае к сварочным швам предъявляются высокие требования: стыки должны быть однородными с остальной частью материала, а их прочность не должна отличаться во избежание возникновения концентрации напряжений при работе.
Чтобы обеспечить соблюдение таких требований необходимо применять специальные электроды. В большинстве случаев это могут быть УОНИ-13/НЖ/20Ж13.
При сварке специальных углеродистых сталей, применение которых узконаправлено, используются электроды, разработанные для определенных марок.
При правильном определении характеристик материала, типа сварки и режимов, при использовании электродов соответствующих марок, сварочные швы будут обладать высокой прочностью и коррозионной стойкостью.
Виды углеродистых сталей и их сварка
Самый потребляемый в мире металл – сталь, фактически сталь – это не металл, а сплав железа с углеродом. На данный момент общее количество производимой стали в мире превышает полтора миллиарда тонн в год. Стали подразделяются на углеродистые и легированные, легированные отличаются тем, что в процессе производства в сталь добавляют различные элементы (например никель, для увеличения сопротивления коррозии, марганец для увеличения прочностных характеристик и так далее), придающие ей особые свойства. Углеродистые стали используются чаще всего для сваривания, существуют низкоуглеродистые стали, содержащие менее 0,3 % углерода, они хорошо поддаются любой сварке, среднеуглеродистые с содержанием от 0,3 до 0,6 % поддаются сварочному процессу хуже, зато прочнее, но менее пластичнее, высокоуглеродистые стали самые прочные, но имеют небольшое относительное удлинение, поддаются сварочному процессу хуже всех. Отличаются они по содержанию углерода, а, следовательно, по химическим и физическим свойствам.

Малоуглеродистая сталь и ее свойства
Низкоуглеродистая сталь относится к большой группе конструкционных. Содержание углерода в ней не больше 0,3 %, из-за такого невысокого процентного содержания она имеет следующие свойства:
- Высокая пластичность и упругость;
- Хорошо поддается сварочному процессу;
- Высокая ударная вязкость.
Данная марка нашла широкое применение в строительстве благодаря тому, что она очень легко сваривается, так как в ее структуре очень мало углерода, который плохо влияет на сварочный процесс, так как в металлическом шве могут образовываться хрупкие структуры и пористости, которые затем приводят к поломке. Также из-за высокой мягкости из нее изготавливаются детали методом холодной штамповки.
Сварка углеродистых сталей
Сваривать возможно абсолютно все марки стали. Однако для сварки каждого вида металла существует своя технология. Технология сварки углеродистых сталей должна соответствовать требованиям, которые включают в себя:
- Равномерное распределение прочности шва по всей длине;
- Отсутствие сварных дефектов, швы не должны иметь различных трещин, пор, нарезов и так далее;
- Размеры и геометрическая форма шва должны быть выполнены в соответствие с нормами, прописанными в соответствующем ГОСТе 5264-80;
- Вибрационная устойчивость свариваемой конструкции;
- Использование электродов с пониженным содержанием водорода и углерода, которые могут оказать негативное влияние на качество шва;
- Конструкция должна быть прочной и жесткой.
Таким образом, технология должна быть максимально эффективной, то есть давать наивысшую производительность процесса при обеспечении высокой прочности и надежности.
Механические свойства металла шва и сварного соединения полностью зависят от микроструктуры, которая представляет собой химический состав, а также определяется режимом сварки и термообработкой, которая осуществляется как до, так и после сваривания.
Низкоуглеродсиая сталь: технология сварки
Как уже было сказано выше, низкоуглеродистые стали поддаются сварочному процессу лучше всего. Они могут свариваться с помощью газовой сварки в ацетиленкислородном пламени без дополнительных флюсов. В качестве присадки используются металлические проволоки. Негативно повлиять на сварочный процесс может водород, который способен образовывать поры. Для предотвращения данной проблему рекомендуют проводить сварочный процесс с присадочным металлом, содержащим небольшое количество углерода.
После осуществления процесса сваривания конструкцию необходимо термически обработать, чтобы улучшить механические свойства – пластичность и прочность будут одинаковы. Термическую обработку сварных конструкций проводят операцией нормализации, которая заключается в нагреве изделия до определенной температуры, примерно 400 градусов, выдержке и дальнейшему охлаждению на воздухе. В результате структура уравнивается, углерод в виде цементита в металле диффундирует внутрь зерен, благодаря чему структура становится равномерной.
Газовую сварку проводят в присутствии аргона, который создает нейтральную среду. Конструкции, которые выполняются сваркой в среде аргона имеют более ответственное назначение.
Сварка низкоуглеродистых сталей может проводиться вручную, дуговая сварка такого материала требует правильного выбора электрода. При выборе электрода необходимо учитывать следующие факторы, благодаря которым обеспечиться равномерная структура шва без дефектов. Перед тем как осуществлять процесс сварки необходимо прокалить электроды, чтобы подготовить их к дальнейшей работе, убрать водород. Сварка низкоуглеродистых железных сплавов должна быть точной т быстрой, перед началом процесса нужно подготовить металлические детали.
Сварка среднеуглеродистых
Процедура сварки стальных деталей со средним содержанием углерода, от 0,3 % до 0,55 % сложнее по сравнению с низкоуглеродистым, так как большее количество углерода может негативно повлиять на сварочный шов. Углерод уменьшает предел хладноломкости – то есть разрушении при низких температурах, увеличивает прочность и твердость, однако снижает пластичность шва.
Для сварки применяются электроды с пониженным содержанием углерода, которые обеспечивают прочное соединение.
Сварка высокоуглеродистых сталей
Стали, имеющие высокий процент содержания углерода, от 0,6 % до 0,85 %, очень плохо поддаются сварочному процессу. Газовая сварка применяться в данном случае не может, так как в процессе углерод выгорает в больших количествах и образуются закалочные структуры, которые ухудшают качество шва. Лучше всего в данном случае применять дуговую сварку.
Требования
Во время сварки углеродистых сталей для достижения максимальных параметров необходимо соблюдение следующих требований:
- Сварные электроды и проволока должны иметь низкий процент углерода, чтобы избежать появление ненужных дефектов;
- Необходимо следить, чтобы углерод из металла под действием высокой температуры не переходил в сварной шов, для этого применяется проволока для сварки сталей со средним содержанием углерода и выше, например Forte E71T-1, Барс-71. Данные типы отлично подойдут для сварки сталей с содержанием углерода выше 0,3 %;
- При проведении сварочного процесса следует добавлять флюсы, которые способствуют образованию тугоплавких образований;
- Снижать химическую неоднородность шва путем последующей термической обработки;
- Снижать содержание водорода путем прокалки электродов, использованием электродов с низким содержанием водорода и прочее.
Особенности
Также следует отметить следующие особенности проведения сварки углеродистых сталей:
- Перед проведением данной операции нужно тщательно очищать свариваемый материал от ржавчины, механических неровностей, грязи, окалины. Эти загрязнения способствуют образованию трещин в сварочном шве;
- Охлаждать сварочные конструкции из углеродистых сталей нужно медленно, на воздухе, чтобы структура нормализовалась;
- При проведении сварного процесса для ответственных деталей нужен предварительный подогрев, примерно до 400 градусов, с помощью подогрева обеспечится требуемая прочность шва, также в данном случае сварку можно осуществлять в несколько подходов.
Таким образом, процесс сваривания углеродистых сталей зависит, главным образом, от содержания в них углерода. Поэтому необходимо учитывать, какое содержание и выбирать правильную технологическую схему, чтобы получить высококачественное прочное изделие, которое сможет прослужить долгий срок.
Технология сварки углеродистых и низколегированных сталей
Температура плавления углеродистой стали составляет 1535°С. Наиболее часто аргонодуговой сваркой неплавящимся электродом сваривают стали, используемые в теплоэнергетике
Углеродистые и низколегированные стали
Марка стали
Свариваемость
Технологические особенности сварки
Сталь 10, Сталь 20, 15ГС
Присадок Св-08Г2С, Св-08ГС
Зачистка кромок до металлического блеска
Присадок Св-08НХ, Св-08ХМ
Присадок Св-08Г2С, Св-08ГС
12X1МФ, 15Х1М1Ф, 12Х2М1, 12Х2МФСР, 12Х2МФБ
Присадок Св-08ХМФА, Св-08ХГСМФА
ТРУДНОСТИ ПPИ СВАРКИ. Основная — трудно избежать образования пор из-за недостаточного раскисления основного металла. Средством борьбы с порообразованием служит снижение доли основного металла в наплавленном металле шва
Подготовка к сварке. Для разделки сталей, а также подготовки кромок используют газовую, плазменную или воздушно-дуговую резку. После нее участки нагрева металла зачищают резцовым или абразивным инструментом до удаления следов термообработки. Непосредственно перед сборкой стыка кромки зачищают на ширину 20 мм до металлического блеска и обезжиривают.

Стыки собирают в сборочных кондукторах либо с помощью прихваток, которые выполняют с полным проваром и их переплавкой при наложении основного шва. Прихватки с недопустимыми дефектами следует удалять механическим способом. На потолочные участки шва прихватки накладывать не рекомендуется, поскольку там они труднее поддаются переплавке при выполнении основного шва. На сталях 10 и 20 прихватки выполняют только с помощью присадочной проволоки. Ее поверхность должна быть чистой, без окалины, ржавчины и грязи. Очищать проволоку можно как механическим способом, гак и химическим травлением в 5%-ном растворе соляной кислоты.
Высота прихваток, мм
Толщина кромок свариваемых изделий, мм

1-5 — очередность установки прихваток А, Б — выводные планки для начала и окончания сварки
Выбор параметров режима. Сварку ведут на постоянном токе прямой полярности. Сварочный ток назначают: при однопроходной сварке — в зависимости от толщины конструкции, а при многопроходной — исходя из высоты шва. Высота шва (валика) при ручной аргонодуговой сварке должна составлять 2-2,5 мм. Ориентировочно сварочный ток выбирают из расчета 30-35 А на 1 мм диаметра вольфрамового электрода.
Напряжение на дуге должно быть минимально возможным, что соответствует сварке короткой дугой.
Скорость сварки выбирают с учетом гарантированного проплавления кромок и формирования требуемой выпуклости сварного шва.
Техника сварки. При выполнении первого (корневого) шва возможна сварка без присадочной проволоки, но при этом все прихватки должны быть проплавлены. Нельзя сваривать без присадочной проволоки конструкционные углеродистые стали марок 10 и 20, так как в металле шва могут появиться поры. Сварку ведут углом вперед. Присадочную проволоку подают навстречу движению горелки, причем угол между ними должен составлять 90°. Следует избегать резких движений проволокой — они приведут к разбрызгиванию присадочного металла или окислению конца проволоки.
Присадок должен всегда находиться в зоне защиты аргоном.
Корневой шов сваривают без поперечных колебаний. При наложении последующих слоев горелкой совершают колебательные движения, амплитуда которых зависит от формы разделки кромок.
Кратер шва при отсутствии системы плавного снижения сварочного тока заваривают путем введения в кратер капли присадочного металла, одновременно плавно увеличивая дугу до ее естественного обрыва. Газовую защиту убирают, отводя горелку через 10-15 с после обрыва дуги.
РЕЖИМЫ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Подготовка кромок и вид сварного соединения (1-6 — очередность проходов)

