
Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
Достоинства и недостатки термодиффузионного цинкования
Термодиффузионное цинкование – одна из технологий, которая позволяет обработать металлическое изделие таким образом, чтобы на его поверхности образовался дополнительный защитный слой.
Этот подход позволяет увеличить длительность и качество эксплуатации. В промышленной сфере данный метод популярен, так как позволяет работать с разными видами металлов.
Особенности производства
Термодиффузионное цинкование еще называется шерардизацией (в честь ученного, который открыл этот процесс). Чтобы придать выше указанные свойства металлу, требуется специальное оборудование. Оно позволяет работать с высокими температурами и активными смесями.

Термодиффузионное цинкование происходит согласно ГОСТ Р9.316-2006. В основе лежит физическое явление диффузии легирующих составляющих металлов, переходящих в верхние слои изделия. Такой процесс требует очень высоких температур – 400 – 470 градусов. Выбор температурного режима зависит от типа стали, будущего предназначения обрабатываемой детали и требований производителя.
При этом механизме воздействия, на детали образуется однородный защитный слой. И это касается не только поверхности, но и более труднодоступных мест, в результате чего, обработанными становиться 30% от всего изделия. Благодаря этому, получается деталь без изъянов. Хотя есть специалисты, которые отмечают, что воздействие высоких температур приводит к тому, что изделие не получает должной антикоррозионной защиты и легко расслаивается.
Диффузионное цинкование помогает создать точную толщину покрытия. Но это происходит только при соблюдении определенных условий.
- Во-первых, качественная зачистка. С поверхности снимают всю грязь и обезжиривают.
- Во-вторых, цинкование проходит только в инертной или восстановительной атмосфере. Именно ее создают в контейнере. Также камера должна быть герметичной, так как кислород не позволяет осуществиться правильной диффузии. В процессе обработки, добавляют специальные активаторы.
Чтобы создать цинковое покрытие, изделие прогоняют через обязательные этапы:
- очистку от грязи – может использоваться дробеметной, ультразвуковой или пескоструйный метод;
- помещение изделия и насыщающей композиции в оборудование, которое будет постоянно вращаться;
- покрытие цинковым слоем.
Как только элемент пройдет все процессы, его изымают из контейнера и очищают от остатков смеси. В конце проводят пассивирование, которое позволяет избежать появления желтых и белых продуктов коррозии в последующей эксплуатации. Перед тем, как использовать готовую деталь, ей дают время остыть.
Такая обработка выполнима только в условиях заводского производства, так как требует определенных условий. И это уже не говоря о том, что стоимость оборудования для диффузионного цинкования достаточно велика.
Достоинства и недостатки
Благодаря современным технологиям, разработано множество вариантов защиты металлических конструкций. Поэтому не лишним будет ознакомиться с доводами, почему диффузионное цинкование выгоднее или проигрышней других технологий.

Среди преимуществ отмечают следующие моменты:
- условия обработки обеспечивают высокую адгезию;
- экономичность работы, так как рабочая площадь тут не большая и требуется минимум усилий и энергии для того, чтобы провести цинкование;
- готовое покрытие имеет идеально ровную поверхность и отличается высокой устойчивостью к коррозии;
- диффузия проходит в условиях герметичного контейнера, а значит, нет токсической, химической или экологической опасности;
- не изменяя технологии производства, можно получать толщину покрытия от 6 до 100 микрон;
- обработка одной детали занимает – 2-4 часа;
- если выдерживается необходимая толщина покрытия, то изделие становиться более стойким к коррозии;
- сохраняется первоначальная форма элемента;
- отходы производства не требуют специфической утилизации;
- конечная очистка происходит без использования химических составов и кислот;
- после обработки повышаются прочностные характеристики, благодаря чему они становятся более стойкими к абразивным воздействиям;
- хоть оборудование и стоит дорого, но имеет вполне простую конструкцию.
Список достоинств достаточно внушителен.
Но в каждой бочке меда есть своя ложка дегтя. И цинкование не стало исключением. Среди недостатков выделяют такие моменты:
- внешний вид обработанной детали малопривлекателен – появляется серый слой;
- контейнер имеет ограниченные габариты, поэтому и деталь должна быть соответствующих размеров.
Но если судить объективно, то это не такие уж и большие минусы. Скорее особенности процесса.
Основные моменты ГОСТ Р 9.316-2006
Госстандарт разработан с целью контроля качества производства и безопасной эксплуатации. Это касается всех вещей, в том числе и цинкового покрытия.
ГОСТ Р 9.316-2006 имеет деление в 5 классов в зависимости от толщины слоя:
- 40-50 мкм – 5;
- 21-30 мкм – 4;
- 16-20 мкм – 3;
- 10-15 мкм – 2;
- 6-9 мкм – 1.
У заказчика есть возможность выбрать и более внушительные размеры защитного слоя. Это не запрещено, хоть в ГОСте это уже и не будет поддаваться классификации.

Также Госстандарт имеет указание касательно дефектов. Готовое изделие не должно иметь:
- отслоений и вкраплений, раковин;
- наростов и вздутий;
- трещин;
- остатков от обрабатываемого раствора, которые не удается снять.
Вся деталь должна иметь равномерное покрытие, без каких-либо «проплешин».
Стоит понимать, что нарушение основных положений ГОСТа может привести к тому, что на изделии останется цинковая пыль. И вот, если это вещество попадет в организм, то могут начаться проблемы со здоровьем. И это уже не говоря о том, что нарушение технологии вызывает сомнение в качественной эксплуатации. Поэтому не зря были разработаны требования к диффузионному цинкованию.
Сфера использования
Данная технология позволяет создать действительно качественные металлоконструкции.

Поэтому ею активно пользуются. Особенно она востребована на предприятиях, которые занимаются изготовлением масштабных объектов, ведь тут требуется минимум оборудования и сам процесс не отличается какой-либо сложностью.
Шерардизация активно используется в создании таких изделий:
- линии электропередач;
- нефтяная и газовая арматура;
- детали для машиностроения;
- составляющие трубопроводных и строительных систем;
- арматура для железной дороги;
- мостовые ограждения;
- обрабатываются фитинги, полые и резьбовые соединения;
- мебельная фурнитура.
Если в составе металла присутствуют смолы или припой, то метод диффузионного цинкования для них не подходит. Тут уже будет использоваться другая технология.
Цена готовой работы во многом зависит от мощности используемого оборудования и от объемов, которые нужно обработать. Стоимость обозначают не за единицу, а за килограмм – примерно 40 рублей.
Но обычно крупные производства работают и с крупными объемами – от 200-300 кг. Поэтому заказать цинкование калитки не получиться. Хотя есть заводы, которые специализируются именно на мелких элементах.
Что такое термодиффузионный процесс цинкования
 Применение процесса термодиффузионного цинкования дает возможность получить на любой металлической поверхности определенный защитный слой. В результате срок эксплуатации материала вырастает на порядок, а прочность повышается в разы .
Применение процесса термодиффузионного цинкования дает возможность получить на любой металлической поверхности определенный защитный слой. В результате срок эксплуатации материала вырастает на порядок, а прочность повышается в разы .
Цинковое покрытие обеспечивает металлической заготовке несколько видов защиты:
- Электрохимическую;
- Механическую.
Этот способ получил большую популярность в самых разных промышленных отраслях. Технологический процесс термодиффузионного цинкования прошел много испытаний на разных заготовках, изготовленных из разных видов стали.
Безусловно, чтобы проводить цинкование металлов, необходимо иметь специальное оборудование, которое может функционировать при очень высокой температуре.
Нюансы технологического процесса
 Этот метод не относится к особо сложным, но для его применения необходимо создавать высокую рабочую температуру. Для этой цели была создана специальная аппаратура.
Этот метод не относится к особо сложным, но для его применения необходимо создавать высокую рабочую температуру. Для этой цели была создана специальная аппаратура.
Прежде чем начать обработку детали, поверхность необходимо хорошо очистить. Масляные следы можно удалить, используя, дигрейзер.
Деталь, покрытая ржавчиной, имеющая много окалины, отлично чиститься дробометной установкой.
Кроме упомянутых выше очищающих устройств, чтобы удалить грязь с заготовки, применяются и другие методы обработки:
- Пескоструйная;
- Ультразвуковая.
После очищения поверхности деталь загружается в металлическую тележку особой конструкции.
Перед началом обработки деталь обязательно взвешивают. Цель этой операции заключается в определение необходимого количества смеси, которое потребуется для процесса цинкования.
Таким образом, можно будет наносить точное количество смеси, учитывая вес детали, ее габариты и объем приготовленного раствора.
 Стандартный слой цинка для многих типов металлов равняется примерно пятидесяти микронам. Технологический процесс выглядит достаточно просто, однако, исполнитель должен обладать некоторыми специфическими знаниями и определенным опытом.
Стандартный слой цинка для многих типов металлов равняется примерно пятидесяти микронам. Технологический процесс выглядит достаточно просто, однако, исполнитель должен обладать некоторыми специфическими знаниями и определенным опытом.
На больших предприятиях практически все металлические детали подвергаются цинкованию.
Очищенную деталь после взвешивания отправляют в специальную муфельную печь, предназначенную для проведения термодиффузионного цинкования.
Температура печи иногда превышает 400 градусов. В принципе, температурный режим подбирается с учетом:
- Формы;
- Габаритов;
- Марки стали;
- Применяемых стандартов.
Среднее время цинкования длится два часа. Этот временной показатель зависит от мощности применяемого оборудования. Влияет также и состав смеси при выполнении операции.
Цинкование можно проводить только в промышленных условиях, так как дома просто невозможно установить специальное оборудование, имеющее очень большие размеры.
Очень важно, чтобы при термодиффузионном цинковании контейнер, куда были уложены детали, обязательно находился в постоянном вращении.
 После цинкования поверхность должна быть подвергнута процессу пассивации. В результате этой дополнительной обработки оцинкованная поверхность получает еще одну защиту от атмосферного воздействия.
После цинкования поверхность должна быть подвергнута процессу пассивации. В результате этой дополнительной обработки оцинкованная поверхность получает еще одну защиту от атмосферного воздействия.
Для удаления оставшихся заусенцев выполняется галтовочная операция. Деталь становится гладкой с абсолютно ровными краями.
Финишная операция заключается в тщательном высушивании детали.
Преимущества метода
Термодиффузионное цинкование позволяет обрабатывать различные виды метизов. Изделия получают повышенную устойчивость к коррозии, если, конечно, толщина слоя цинка соответствует технологическим требованиям. Благодаря тому, что покрытие повторяет контур, а также форму метизов, они становятся намного прочнее и выглядят более привлекательно.
После проведения термодиффузионного цинкования значительно увеличивается твердость детали. Появляется высокая устойчивость к абразивному воздействию.
Такой технологический процесс показывает большую эффективность для большинства метизов, причем, затраты цинкования будут минимальными.
Безусловно, специальное оборудование потребует определенных денежных вложений, но они очень быстро окупятся.
Еще одним характерным преимуществом цинкования можно назвать высокую адгезию. Процесс отвечает всем экологическим требованиям современности.
Недостатки
При большом количестве преимуществ, у этого метода существуют и отрицательные стороны.
Прежде всего, у этого способа низкая производительность, если сравнивать с аналогичными технологическими процессами цинкования деталей.
Термодиффузионное цинкование не подходит для декоративного покрытия. Дело в том, что после окончания операции первоначальное покрытие меняет свой цвет и приобретает некрасивый мышиный оттенок.
Надо сказать, что после проведения термодиффузионного цинкования происходит образование аэрозолей, в которых содержится цинковая пыль. Она наносит вред здоровью человека.
Но даже имея такие недостатки, методика остается востребованной и активно используется крупными промышленными предприятиями.
Где применяется термодиффузионное цинкование
 Большие промышленные предприятия при обработке металлов обязательно проводят цинкование заготовок, чтобы создать на поверхности металлических изделий, защитный слой.
Большие промышленные предприятия при обработке металлов обязательно проводят цинкование заготовок, чтобы создать на поверхности металлических изделий, защитный слой.
Такая большая популярность метода, связана с минимумом специального оборудования и простотой обслуживания.
Обработанные детали становятся более твердыми, увеличивается срок их эксплуатации.
Очень часто данная методика применяется при обработке крепежных устройств, нашедших применение в строительной отрасли.
Благодаря низкой стоимости оборудования цинкование получило огромную популярность. Значительно улучшаются эксплуатационные свойства заготовок, что очень важно для готового изделия.
Термодиффузионное цинкование применяется для автомобильных деталей, им обрабатывают различные виды арматуры.
Цинком покрываются фитинги, любые резьбовые заготовки.
 Слой цинка отлично покрывает детали, имеющие много глухих и сквозных отверстий. Практически вся мебельная фурнитура имеет цинковое покрытие.
Слой цинка отлично покрывает детали, имеющие много глухих и сквозных отверстий. Практически вся мебельная фурнитура имеет цинковое покрытие.
Благодаря такому покрытию образуется защитный слой на деталях мостовых ограждений. Цинк защищает контактные и железнодорожные сети.
Сегодня, эта методика считается наиболее эффективной и экономически обоснованной.
Термодиффузионное цинкование деталей из металла, технология процесса
Цинкование давно используется для защиты металлов от воздействия атмосферных и агрессивных сред. Разработано множество способов нанесения цинкового слоя. Но сравнительно недавно стала применяться технология термодиффузионного цинкования. Кроме коррозионной защиты, обработанные детали стойки к механическим и электрохимическим повреждениям.
Суть процесса
Термодиффузия представляет собой процесс проникновения атомов цинка в поверхностный слой металла, происходящий под действием высокой температуры в восстановительной или инертной газовой среде.

Рабочая температура зависит от толщины покрытия и варьируется в пределах 280°С-470°С. Внедряясь, в кристаллическую решетку металла,
цинк создает на поверхности защитный слой толщиной в несколько микрон. Процесс протекает в газовой среде водорода.
 Толщина покрытия регламентируется государственным стандартом. Согласно ГОСТ Р 9.316-2006 толщина покрытия делится на пять классов:
Толщина покрытия регламентируется государственным стандартом. Согласно ГОСТ Р 9.316-2006 толщина покрытия делится на пять классов:
- 6…9 мкм;
- 10…15 мкм;
- 16…20 мкм;
- 21…30 мкм;
- 40…50 мкм.
Выбор в качестве антикоррозионной защиты пал на цинк неслучайно. Находясь на стальной поверхности, он распространяется по ней со скоростью 2 мм в год, но при температуре окружающей среды 70 °С. Такое свойство позволяет затягивать поверхностные микроповреждения.
Практика показывает, что этот способ более перспективен и имеет свои достоинства.
Технология процесса
Термодиффузионное цинкование технологический процесс которого разбит на шесть последовательных операций. Строгое следование по маршруту залог получения качественного результата.

 Подготовительный. На этапе подготовки детали подвергаются пескоструйной или ультразвуковой очистке от окалины, ржавчины. Удаление жировых загрязнений осуществляется ацетоном. Если деталь имеет большие размеры возможна дробеструйная обработка.
Подготовительный. На этапе подготовки детали подвергаются пескоструйной или ультразвуковой очистке от окалины, ржавчины. Удаление жировых загрязнений осуществляется ацетоном. Если деталь имеет большие размеры возможна дробеструйная обработка.- Загрузка контейнера. Очищенные и высушенные детали помещаются в герметичный контейнер. Для насыщения внутреннего объема цинком и водородом добавляется насыщающая смесь. Большой популярностью пользуется «Левикор». От количества смеси зависит толщина слоя покрытия. После тщательного перемешивания контейнеры герметизируются и помещаются в печь.
- Процесс насыщения. Температура процесса насыщения зависит от типа сплава и его марки. В среднем процесс длится 60–90 минут. В течение всего времени нагревающая установка вращается, обеспечивая перемешивание деталей с насыщающей смесью.
- Выгрузка и очистка. После окончания процесса насыщения производится выгрузка деталей. Удаление остатков насыщающей смеси.
- Пассивирование. Эта операция предназначена для защиты покрытия от окислительного воздействия воздушной среды. Изделия, предназначенные для окрашивания, подвергаются обработке однократно. Те, что не окрашиваются, обрабатываются два раза. После каждого пассивирования следует промывка.
- Сушка. Во время сушки удаляется влага, и детали остывают.
Достоинства и недостатки
На протяжении применения метода антикоррозионной защиты были выявлены характерные для него черты. Термодиффузионное цинковое покрытие обладает рядом достоинств, среди которых выделяются:
 высокая адгезия за счет того, что микронеровности поверхности не исчезают;
высокая адгезия за счет того, что микронеровности поверхности не исчезают;- экономичность: низкие затраты на подготовку и электроэнергию, малое количество производственных площадей и обслуживающего персонала;
- толщина покрытия равномерна по всей площади изделия;
- экологичность процесса;
- регулирование толщины при образовании защитного покрытия;
- повышение твердости на поверхности;
- минимальные затраты;
- невысокая себестоимость;
- простое в обслуживании оборудование;
- невысокая температура не меняет внутреннюю структуру металла;
- для очищения не используются химические реактивы;
- получаемые отходы утилизируются естественным способом.
На фоне достоинств у метода есть и недостатки:
- в отличие от других методов нанесенное покрытие имеет матовый серый цвет;
- невысокая производительность;
- габариты обрабатываемых изделий ограничиваются размерами объемами оборудования.
Оцинкование деталей различными методами и проведенный сравнительный анализ показал следующие данные.
| № п.п. | Метод цинкования | |||
| Горячее | Гальваническое | Термодиффузионное | ||
| 1 | Температурный режим протекания процесса, °С | 450–540 | 20 | 280–470 |
| 2 | Толщина нанесенного слоя, мкм | 30–60 | 6–15 | 5–100 |
| 3 | На какой материал наносится | Сталь с незначительным содержанием кремния | Сталь (ограничение для высокопрочных марок) | Черные металлы и сплавы на основе меди |
| 4 | Размер обрабатываемых метизов | М10–50 | М4–50 | М4–90 |
| 5 | Типы обрабатываемых отверстий | Сквозные | Сквозные | Сквозные, глухие |
| 6 | Ограничения по обработке | Карманы, сплошные сварные швы | Карманы, отсутствие сварных швов | Без ограничений |
| 7 | Закаленный крепеж | Не подлежит обработке (температура протекания процесса близка к низкому отпуску) | Не подлежит обработке (кислотная обработка, повышение водородной хрупкости) | Без ограничений |
| 8 | Стойкость к солям (лабораторный тест), час | 500 | 96 | 1500 |
| 9 | Свойства покрытия | Сниженная адгезия, ресурсозатратная подготовка | Сниженная адгезия, ресурсозатратная подготовка | Адгезия высокая |
| 10 | Твердость | Снижается | Отсутствует | Плюс 1…2 HRC |
| 11 | Коэффициент трения | Повышенный | Пониженный | Пониженный при выкручивании |
| 12 | Подготовка к нанесению покрытия | Химическая | Химическая | Нейтральная |
| 13 | Испарения вовремя цинкования | Обильное дымовыделение | Выделение хрома | Отсутствие дымовыделения |
Сфера использования
Этот способ обработки создает однородный слой даже в труднодоступных местах. Микронная толщина слоя позволяет обрабатывать мелкие детали. Термодиффузионному цинкованию подвергают:
 арматуру для нефтяной, газовой, строительной и железнодорожной отраслей;
арматуру для нефтяной, газовой, строительной и железнодорожной отраслей;- ограждения мостов, дорог;
- метизы;
- мебельную фурнитуру;
- фитинги;
- конструкции ЛЭП;
- элементы автомобилей.
Оборудование для термодиффузионного цинкования
В промышленных масштабах производимое термодиффузионное цинкование оборудование используется механизированное, а сам процесс максимально автоматизирован. Используемые агрегаты:
 загрузчик деталей и насыщающего состава;
загрузчик деталей и насыщающего состава;- конвейер, подающий контейнеры к печи;
- вращающаяся печь;
- выгружающий конвейер;
- отсеиватель;
- вибратор;
- сепаратор магнитный;
- емкости для пассивирования и промывки;
- сушилки;
- приемник готовой продукции.
Требования к защитному слою
К покрытию предъявляются строгие требования. ГОСТ предусматривает отсутствие следующих дефектов на поверхности деталей после термодиффузионного цинкования:
 выпуклостей;
выпуклостей;- отслоений;
- трещин;
- пригоревших остатков;
- пустот;
- раковин;
- сторонних вкраплений;
- отсутствия покрытия.
В современных условия этот вид антикоррозионной защиты считается эффективным и экономически целесообразным.
Особенности процесса термодиффузии
 Термодиффузионная обработка металлических поверхностей цинком (шерардизация) – относительно новый метод обработки металлоконструкций.
Термодиффузионная обработка металлических поверхностей цинком (шерардизация) – относительно новый метод обработки металлоконструкций.
Несмотря на это, технология термодиффузии получила широкое распространение в кругу профильных специалистов.
Это обусловлено стабильными защитными свойствами и эксплуатационными характеристиками обработанных изделий.
Особенности технологии и сфера применения
Данный способ обработки обеспечивает металлоконструкциям надежную антикоррозийную защиту, а также предупреждает преждевременный износ металла, как следствие – позволяет увеличить срок службы. В основе методики лежит процесс диффузии молекул металла, проводимый при температуре от 400 до 470 °С. За счет этого в поверхностный слой конструкции диффузируют молекулы легирующего вещества – цинка. Особенности процесса термодиффузии прописаны в профильном стандарте – ГОСТ Р 9.316-2006.
Применение данной технологии позволяет создать на поверхности металлоконструкций равномерный цинковый слой. Главной особенностью метода выступает то, что слой цинка является однородным даже на труднодоступных участках обрабатываемой детали (полости, отверстия и т.д.).
Технологию термодиффузии обычно применяют для обработки следующих конструкций и деталей:
- Оградительные конструкции для мостов и дорог;
- Фурнитура, которая используется в мебельной промышленности;
- Арматура, используемая в нефтегазовой промышленности;
- Арматура, которую используют для укрепления железнодорожных полотен;
- Элементы трубопроводов, используемых при создании инженерных коммуникаций и арматура, которую используют в сфере строительства;
- Элементы конструкций линий электропередач;
- Отдельные детали автотранспортных средств.
С помощью термодиффузионного цинкования на металлоконструкциях удается создавать слой цинка минимальной толщины. Поэтому данной обработке допускается подвергать изделия, имеющие незначительные габариты.
Стоит отметить, что обработка деталей при максимальном повышении температуры (до 470 °С) приводит к увеличению интенсивности процесса термодиффузии молекул цинка. Поэтому покрытие не приобретает необходимые эксплуатационные характеристики. Такое покрытие характеризуется низким уровнем антикоррозийной защиты, высокой хрупкостью и высоким уровнем отслаивания цинкового слоя.
Для создания цинкового покрытия необходимой толщины, которое будет обладать высокими защитными свойствами, важно провести ряд дополнительных мероприятий:
- Перед обработкой поверхность металла следует тщательно очистить;
- Нужно создать абсолютную герметичность контейнера, в котором проводится термодиффузионное цинкование;
- В герметичном боксе следует создать инертную и восстановительную среду, поскольку в окислительной среде наносить цинковое покрытие нельзя.
В процессе нанесения цинкового покрытия целесообразно дополнительно добавлять в рабочую среду активаторы (специальные флюсующие элементы).
Как происходит процесс обработки
Специалисты нашей компании для получения цинкового покрытия высокого качества используют современное оборудование немецко-австрийской фирмы KVK KOERNER и чешской компании EKOMOR. Процесс обработки проводится в несколько этапов:
- Очистка конструкции при помощи механического, химического или ультразвукового воздействия. На нашем предприятии для этих целей применяют пескоструйное, дробеметное и ультразвуковое оборудование.
- Помещение изделий в рабочий бокс (контейнер), в который впоследствии добавляют цинкосодержащий порошок.
- Герметизация рабочего контейнера, создание и поддержание внутри бокса требуемой температуры (на уровне 450 °C). В зависимости от величины обрабатываемой площади и заданной толщины цинкового слоя детали содержат в боксе от 1 до 4 часов. В течение этого времени молекулы цинка испаряются и проникают в кристаллическую решетку металлической поверхности изделия.
- Обработанные детали извлекают из бокса, с их поверхности удаляют остатки частиц порошка, а затем моют.
- Для придания деталям декоративных свойств их подвергают пассивации.
Достоинства и недостатки технологии
Термодиффузионный метод обработки металла, в отличие от других технологий, имеет ряд очевидных преимуществ:
- Цинковое покрытие ложится равномерно, а поверхность приобретает хорошую адгезию и стабильные защитные качества.
- Технология является экономически выгодной, поскольку для ее применения не нужны крупные производственные площади, а затраты на электричество и трудозатраты минимальные.
- Поскольку диффузионная обработка проката проводится в герметичных боксах, эта технология характеризуется химической и токсической безопасностью, а также является экологически чистой. Более того, рабочий процесс исключает вероятность получения специалистами термических ожогов.
- Очистка поверхности изделий после обработки слоем цинка осуществляется без применения кислот и прочих химически агрессивных составов.
- Есть возможность регулировать толщину цинкового покрытия, причем – в широком диапазоне в зависимости от установленных требований.
- Отходы, которые образуются при термодиффузионном цинковании, легко поддаются утилизации, которая проводится по стандартной схеме, исключая опасность для здоровья человека.
- Диффузионное цинкование металлических поверхностей проводится на оборудовании, которое характеризуется простотой в управлении и обслуживании.
- В отличие от других технологий, применяемых для обработки металлоконструкций цинком, термодиффузионное покрытие проводится при щадящей температуре.
Сравнительный анализ коррозионной стойкости

Несмотря на множество достоинств, данная технология также имеет некоторые недостатки, среди которых:
- Поверхность после обработки имеет неэстетичный серый цвет. Для повышения привлекательности покрытия на предварительно созданный слой цинка необходимо нанести дополнительный декоративный слой. Однако возможность нанесения декоративного слоя не предусмотрена требованиями действующих ГОСТов. Поэтому если декоративные свойства для оцинкованных деталей не выступают первостепенными, серый цвет изделия не считается недостатком.
- Технологию можно применять только в отношении изделий, размеры которых не ограничиваются объемом печи нагрева и не превышают габариты самого герметичного бокса.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
Согласно требованиям настоящего нормативного акта, термодиффузионные покрытия из цинка, в зависимости от толщины слоя, относятся к разным классам, а именно:
- 1-й класс – от 6 до 9 мкм;
- 2-й класс – от 10 до 15 мкм;
- 3-й класс – от 16 до 20 мкм;
- 4-й класс – от 21 до 30 мкм;
- 5-й класс – от 40 до 50 мкм.
Однако толщина покрытия не ограничивается показателем в 50 мкм. Просто о большей толщине не упоминается в положениях ГОСТ. Поэтому по согласованию с изготовителем клиент может заказать обработку изделий цинковым покрытием требуемой толщины. Но в этом случае цинковое покрытие будет считаться нестандартным.
Представленный метод обработки металлоконструкций невозможно применять к деталям и изделиям, в которых присутствуют соединения, сделанные с помощью припоя или смол. Обработку таких изделий проводят, используя другие технологии.
Согласно требованиям настоящего ГОСТа, цинковое покрытие, нанесенное по этой технологии, не может иметь такие дефекты:
- Наросты, вздутия и отслоения;
- Раковины и различные пустоты;
- Присутствие инородных частиц;
- Участки без покрытия (даже при их минимальной площади);
- Остатки насыщающих смесей, которые невозможно смыть;
- Трещины и другие дефекты.
Оборудование для термодиффузионного цинкования

Нанесение цинкового покрытия методом термодиффузии осуществляется на специализированном оборудовании.
Стандартная линия для обработки металлоконструкций цинком включает следующие виды оборудования:
- Отсыпные установки для реторт;
- Сушильные шкафы и печи проходного типа;
- Оборудование для фосфатной пассивации;
- Вспомогательные устройства и оснастка;
- Электронные контроллеры для измерения толщины цинкового слоя и раствора для пассивации;
Печное оборудование (боксы, контейнера или камеры с герметично закрывающейся крышкой), оснащенное стационарными или сменными ретортами, объем пространства для загрузки которых составляет до 600 кг.
Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы

Термодиффузионное цинкование — процесс формирования защитного слоя путем диффузионного внедрения атомов одного вещества (Zn) в кристаллическую решетку другого(Fe). Чем глубже проникновение инородного вещества вглубь основы материала, тем выше прочность сцепления (связи) при термодиффузионном цинковании. На поверхности формируется сплавное покрытие, состоящее из железа и цинка.
Термодиффузионное цинкование. Методика формирования поверхностного слоя
Диффузия – это направленное движение частиц под воздействием тепла. Термодиффузионное цинкование протекает в температурном диапазоне от 400 градусов до 500. Согласно диаграмме Fe — Zn, температура активно влияет на формирование структуры защитного слоя, толщина покрытия зависит от времени выдержки (продолжительности технологического процесса).
После термодиффузионного цинкования (химико-термической обработки) металлического изделия цинком на стальной подложке формируется поверхностный слой, который имеет двухфазную микроструктуру:
• Г-фаза формируется на поверхности матричной основы изделия, толщина слоя от 2 мкм до 4 мкм, содержание железа до 25%, цинка — до 75%,
• б1 – фаза – формируется на поверхности обрабатываемой детали, толщина слоя от 100 мкм до 160 мкм, содержание железа до 12%, цинка – до 88%. 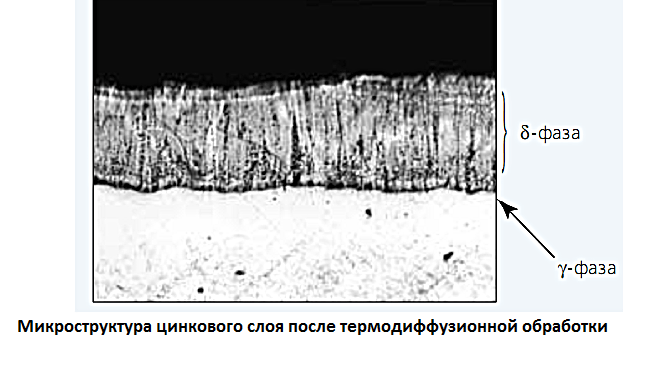
Цинковое покрытие при термодиффузионном методе обработке получается в результате нагрева исходной детали в рабочей зоне спецоборудования вместе с насыщающей, диффузионной смесью. Технологический состав для ХТО включает в себя цинковый порошок (цинковую пыль), инертный разбавитель, активатор. Различные добавки, входящие в насыщающую смесь, влияют на определенные технологические свойства покрытия, ускоряют процесс термодиффузионного цинкования.
Микроструктура поверхностного слоя зависит от
• температуры протекания технологического процесса,
• времени выдержки в насыщающей среде,
• состава диффузионной смеси.
При термодиффузионном цинковании защита металлической основы от коррозионного разрушения происходит электрохимическим способом, т.к. наносимое покрытие является анодом, а черный металл — катодом. Каждая последующая структурная фаза, по мере приближения к матрице, становится катодом по отношению к предыдущей составляющей.
После цинкования на обработанной поверхности образуется гладкое, беспористое покрытие, которое точно повторяет все конструкционные особенности изделия. Толщина диффузионного слоя равномерна, одинакова по всей длине. Цвет покрытия светло-серый. Оцинковку можно производить на деталях, изготовленных из высоко- и низкоуглеродистых стали, а также на изделиях из чугуна. 
Для улучшения товарного вида оцинкованных изделий и для повышения характеристик коррозионной устойчивости производится дополнительная поверхностная обработка (фосфатирование, пассивирование, промасливание), после чего процент коррозионной стойкости увеличивается еще на 12- 15 единиц.
Оборудование для термодиффузионного цинкования
Для цинкования используется специальное оборудование:
• барабаны,
• контейнеры,
• реторты,
• печи. 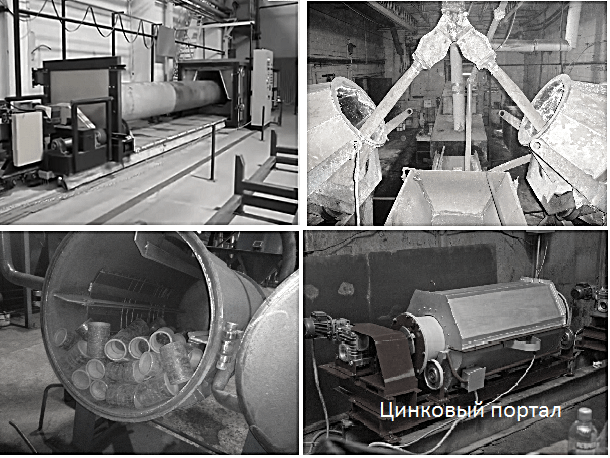
Для нагрева и поддержания определенного температурного режима в химико-термических установках применяют термостойкие нагреватели.
Основные преимущества защитного покрытия после термодиффузионного цинкования
- Высокая коррозионная стойкость.
- Отсутствие водородной охрупчиваемости (электрохимическое цинкование).
- Эксплуатационная надежность (высокая износостойкость).
- Цинковое покрытие обладает достаточной пластичностью (твердая смазка).
- Прочное сцепление поверхностного слоя с матричным основанием (диффузионная связь).
- Высокая твердость защитного слоя, низкий коэффициент абразивного износа.
Термодиффузионное цинкование используется для нанесения защитного покрытия на детали и изделия, используемые в нефте- и газодобывающих отраслях, для защиты водопроводов и газопроводов, в строительной индустрии. Дополнительная обработка поверхности после термодиффузионного цинкования (фосфатирование, покраска, промасливание и др.) расширяют области практического применения.
Особенности технологии термодиффузионного цинкования
Термодиффузионное цинкование – процесс получения покрытия слоем цинка любой стальной или чугунной поверхности изделия. Узнайте, как происходит процесс, какое оборудование используют дл я покрытия.

Для металла важно быть защищенным от коррозии, которая приносит колоссальные убытки во всем мире. Ведь согласно исследованиям не менее десяти процентов металла приходит в негодность именно из-за нее. Разработано много способов, как препятствовать такому деструктивному процессу. Большинство из них сводится к тому, чтобы блокировать доступ окисляющей среды к поверхности металла. Термодиффузионное цинкование как раз один из таких методов.
Термодиффузионный процесс нанесения цинковой оболочки примечателен еще тем, что позволяет замедлить и так называемую электрохимическую коррозию. Это связано со структурой металла цинка, который имеет более отрицательный потенциал, чем сталь. Поэтому в первую очередь разрушается он, локализуя и останавливая все очаги возникновения коррозии в любой точке покрытия.

Суть и назначение термодиффузионного цинкования
Человеком, благодаря которому технология термодиффузионного цинкования познала мир, был инженер-изобретатель из Англии по имени Шерард Коупер-Колс. Он предлагал насыщать поверхность изделий из стали цинком путем диффузии в искусственно созданной среде, где присутствуют высокие температуры. По прошествии более 100 лет эта технология получила развитие.
С химической точки зрения, прохождение процесса, при котором на стальной поверхности образуется слой цинкового покрытия, сопровождается переносом молекул цинка, вступлением их в связь с молекулами стали и образованием общей кристаллической решетки. Все это происходит при температуре около 450 °C (точнее, 400–450 градусов).
При проведении термодиффузионного цинкования не следует повышать температуру внутри бокса до 470 °C: это приводит к образованию более хрупкого отслаивающегося покрытия с плохими антикоррозионными свойствами.
Как упоминалось выше, термодиффузионное цинкование нацелено на достижение следующих результатов:
- Защита механического характера. Образованное цинковое покрытие не допускает внешнюю среду к физическому контакту с защищаемым металлом.
- Защита электрохимического характера. Цинк со сталью образуют пару гальваническую, где первый металл будет анодом, второй – катодом, то есть анод разрушается, за счет чего катод восстанавливается.
Как происходит процесс обработки
- Обработка изделий на предварительном этапе путем химического, механического или ультразвукового воздействия.
- Помещение деталей, прошедших предварительную обработку, в специальный рабочий бокс, куда также добавляется цинксодержащий порошок.
- Герметизация бокса и создание внутри него необходимой повышенной рабочей температуры.
- Выдержка изделий в течение определенного времени, извлечение их из камеры и проведение дополнительных мероприятий по обработке.

Процесс будет проходить более интенсивно, если такую камеру подвергать вращению.
Первый этап необходим для того, чтобы избавиться от раковин, отслоений, трещин, ржавчины и жировой пленки, которые могут образовываться на поверхности изделия и препятствовать осаждению цинка. Эффективно с этим справляться можно, подвергая детали обработке абразивными материалами в установках типа пескоструйных, далее следует обезжиривание химическими жидкостями и очистка ультразвуком, хотя диффузионный процесс менее требователен к чистоте поверхности, чем, к примеру, гальванический.
Когда термодиффузионное цинкование окончено, заготовки вынимают из камеры и подвергают ряду очисток. Первое, что удаляют, это оставшиеся частицы порошка, далее моют изделия и на последнем этапе проводят пассивацию – улучшение внешнего вида изделий, придание им декоративного товарного вида.
Достоинства и недостатки технологии
- Слой получается однородным, в нем отсутствуют поры, можно получить толщину с очень высокой точностью до 5 микрон при возможных диапазонах толщины 15–150 микрон.
- Из всех имеющихся способов цинкования слой, полученный термодиффузионным методом, самый стойкий к коррозии, что дает возможность экономить на толщине покрытия, не жертвуя при этом качеством.
- Цинковое покрытие устойчиво к изнашиванию за счет высокой прочности слоя и хорошей адгезии к поверхности основного металла. В числовом выражении его микротвердость доходит до 5000 МПа, слой цинка такой же толщины при гальваническом покрытии не превышает по твердости 400 МПа.
- При помощи термодиффузионного цинкования можно получить слой цинка на поверхности любой конфигурации, при этом не нарушая контуров изделия. Это особенно актуально при обработке резьбовых соединений.
- Технологический процесс получения оцинкованного слоя этим методом является чистым с точки зрения экологии.
- При термодиффузионном цинковании не наблюдается процесса водородного охрупчивания.
Термодиффузионное цинкование обладает и некоторыми недостатками:
- Это в первую очередь невысокие декоративные качества покрытия, которое имеет серый матовый оттенок.
- Также сложно создать большую камеру для проведения операций, в результате чего размеры деталей все же ограничены. Самая большая камера на сегодня имеет размер 1.5 метра длиной и 0.5 метра в диаметре.
- Цинкование термодиффузионным методом не отличается быстротой.
Чтобы избежать процесса спекания порошка с цинком при высоких температурах, что иногда наблюдается, в последний вводят инертные частицы, то есть наполнитель, который не дает соприкасаться частичкам цинка в порошке.
Область применения
- покрытие арматуры для газовой отрасли и нефтяной промышленности;
- дорожная сфера – металлические конструкции для ограждения мостовых и дорожных покрытий;
- строительная сфера и трубные сети – цинкование крепежной арматуры и элементов конструкций;
- мебельная отрасль – обработка фурнитуры;
- железнодорожные коммуникации – соединительные элементы и крепежные детали полотна железной дороги;
- запчасти автомобилей и общественного транспорта;
- энергетическая отрасль – обработка конструктивных составляющих электропередающих линий.
Оборудование для термодиффузионного цинкования
Стандартная линия организации покрытия металла слоем цинка должна иметь следующий перечень оборудования для термодиффузионного цинкования:
- оборудование печное в виде камеры или бокса с плотно закрывающейся крышкой, ретортами сменного типа или стационарными с объемом пространства для загрузки до 600 килограммов;
- оборудование отсыпное для реторт;
- установка для фосфатной пассивации;
- шкафы сушильные или печи сушильные проходные;
- электронные контроллеры толщины слоя цинка, раствора пассивационного;
- оснастка вспомогательного назначения.
Уважаемые посетители сайта, кто имеет представление о технологическом процессе термодиффузионного цинкования, поделитесь своим опытом в комментариях, поддержите тему.
Более 100 лет применения термодиффузионного цинкования
При разводке системы отопления и водопровода в квартирах-новостройках или при капитальном ремонте владельцы квартир, заинтересованные в долговечности этих систем, стараются заказать их из оцинкованных труб. Речь идёт в первую очередь о трубах, внутренняя и внешняя поверхность которых покрыта цинком по методу, предложенному в начале прошлого века английским инженером Шерардом. В первое время метод даже носил название по фамилии изобретателя – «шерардизация», а сейчас известен как т ермодиффузионное цинкование.

Промышленность и потребители быстро оценили нововведение: экономический эффект от использования оцинкованных труб многократно перекрывал затраты на их производство и приобретение. И дело было не только в антикоррозийных свойствах оцинкованных покрытий, но и в их способности оставаться чистыми, незабитыми даже после многолетней эксплуатации.
История
До инновационных разработок инженера Шерарда тоже применялась защита стали цинком, но защитное покрытие наносилось гальваническим методом, у которого была масса недостатков:
- «Водородное охрупчивание» стали при нанесении цинка на неё гальваникой. От этого процесса больше всего страдают высокопрочные стали, а также сплавы титана и никеля. Суть его в рекомбинации атомарного водорода в молекулярный, который, оставаясь в нанопорах, затем может под влиянием температурных скачков расширяться или сжиматься, что со временем вызывает микротрещины.
- Неравномерность защитного слоя на металле.
- Невозможность гальванического нанесения цинка на детали сложной формы.
- Низкая стойкость цинковых гальванических покрытий (не более 140 часов в агрессивных средах).
Термодиффузионное цинкование появилось в первых десятилетиях ХХ века не случайно: именно к этому времени уровень технологического развития позволил лидеру в этом деле Англии создать контейнеры-автоклавы для процесса горячего анодного внедрения цинка в трубы и прокат.

Термодиффузия
Суть химического процесса термодиффузии выражается в том, что используется свойство отрицательных значений окислительно-восстановительных потенциалов пары Zn 2+ /Zn . То есть цинк в таком виде покрытия защищает сталь электрохимически, анодно, то есть в случае воздействия агрессивных и просто неблагоприятных для железа в составе стали сред сначала «страдает» цинк. Но процесс это медленный, и сталь успеет прослужить очень долгое время, которое будет зависеть от глубины проникновения атомов цинка в кристаллическую структуру стали или других подвергнувшихся термодиффузионной оцинковке металлов. Химически это выглядит как образование на поверхностях металлических изделий так называемого интерметаллида со сложной фазовой структурой с большим процентом содержания металлического цинка.
Технологически же процесс покрытия металлов цинком и его термодиффузии осуществлялся в герметично закрытом контейнере с поддержанием в нём постоянной температуры порядка 300-450⁰С. Такой температурный разброс зависит от марки стали, покрываемой цинком, типа и конфигурации стальных изделий, а также от тех требований, которые предъявлялись к оцинковке заказчиками. Достаточно сказать, что за годы монопольного производства Англией оцинкованных изделий полученный металлургической промышленностью доход составил такие суммы, которые помогли пережить отрасли разразившийся в конце 20 годов мировой экономический кризис.
Технология термодиффузионного покрытия цинком позволила с помощью заранее заданной в процессе температуры и времени регулировать глубину диффузного проникновения защитного цинкового слоя в металл. Этот слой формируется порошком из цинконасыщенной смеси. Детали, подлежащие покрытию цинком, и эта смесь загружаются в специальной формы термостойкий контейнер, а уже он помещается в большую муфельную печь.

Преимущества нового материала
Революционным преимуществом метода стала равномерность такого проникновения во все самые сложные по форме изделия. Это позволило оцинковывать сделанные ранее из обычной, подверженной коррозии, стали трубы, прокат, изделия сложной формы.
Цинкуются изделия решётчатой формы, с высверленными отверстиями любого диаметра, сваренные методами дуговой и газовой сварки, а также резьбовые. При оцинковке термодиффузионным способом линейные размеры изделий не изменяются или почти не изменяются, так как цинка не откладывается на поверхности обрабатываемого этим методом металла, а диффузно проникает вглубь. Глубина же проникновения зависит от температуры процесса и его длительности – что открывало широчайшие возможности защиты металлоконструкций в будущем, что и произошло в реальности.
Без оцинковки стали до изобретения метода в промышленности, на транспорте, в армии и в других сферах убытки от коррозии составляли многомиллиардные суммы в результате выхода из строя стальных конструкций из-за их коррозии. С внедрением метода в гальванической паре Fe+Zn железо со всеми его присадками, превращающее его в сталь, перестало разрушаться, переложив последствия разрушения от неблагоприятных сред на цинк – более дешёвый и легко возобновляемый ресурс.
Ограничение метода прослеживается только в одном: нельзя подвергать термодиффузионному цинкованию слишком габаритные детали. Или приходится создавать для них подходящие по размеру контейнеры.
Цинковый состав – Термишин
В России в металлургии во время термодиффузионного цинкования используют разработанный в компании «Термишин Рус» цинковый состав – Термишин©, со специальными присадками, обеспечивающими ровное и устойчивое диффузионное покрытие металла порошковым цинком.
После закрытия в контейнере изделия и порошка с присадками обеспечивают ещё и вращение агрегата, что достигается сложной системой приводов. Во время этого вращения происходит постоянное смешивание деталей и присадок, что и обеспечивает равномерность и однородность цинкового покрытия. После отжига изделия дополнительно обрабатываются в ваннах с пассивазиционным раствором.
Порошковые цинковые смеси Термишин© позволяют:
- наносить на изделиях и деталях термодиффузионное покрытие толщиной внедрение от 5 до 10 мкм;
- не использовать традиционные для такой технологии раньше вредные вещества;
- придать покрытию дополнительную антикоррозионную стойкость;
- обеспечивают товарный вид, придавая поверхности изделий «морозный» узор.

Особенности технологии
При замкнутом технологическом цикле предусмотрены дробеметная обработка загружаемых в контейнеры деталей и их ультразвуковая очистка. Особенности химического процесса на холоднокатанных сталях диктуют и загрузку их в контейнеры без предварительных обработок.
Время цинкования длится от полутора до трёх часов, и время разогрева печей до рабочей температуры, а также их остывания до безопасно в технологический цикл не входит. А чтобы это время не внесло отрицательные коррективы в прочность образуемого слоя, время до и время после отжига максимально сокращают использованием особых режимов вентиляции и ускоренного равномерного остывания.
Контейнеры в загруженными в них деталями постоянно вращаются и останавливаются только на момент выгрузки готовых изделий.
Цинковый слой, наносимый с помощью цинково-порошковой смеси Термишин© от 5 до 100 мкм, и она зависит от весового количества загружаемой в контейнеры смеси.
Пассивация изделий
Происходит в специально разработанных пассивационных растворах, и сам процесс принадлежит фирме на правах ноу-хау. Работают они исключительно в режиме комнатной температуры, находятся при обработке изделий в герметичных бассейнах, не связанных с системами канализации, и постоянно регенерируются, восстанавливаясь до исходного состояния после каждого контакта с оцинкованными изделиями.
Пассивационные растворы не имеют в своём составе агрессивных или вредных для здоровья обслуживающего персонала компонентов и просты в использовании.

Заключение
За 100 прошедших лет термодиффузионное цинкование стальных сплавов не претерпело сколько-нибудь заметных изменений. Они коснулись лишь совершенствования способов перемешивания смесей в контейнерах да составов этих смесей, которые стали более удобными в работе и менее токсичными. Но цинк оказался именно тем материалом, который пока незаменим ничем иным.
Электролитической заменой этому порошковому металлу является ещё кадмий, но используется он крайне редко из-за своей токсичности. Так что будущее как было, так и остаётся за цинком.
Процесс термодиффузного цинкования
[Термодиффузионное цинкование] позволяет создать на металлической поверхности некоторый защитный слой, который значительно продлевает срок службы материала.
Особенность цинкового слоя заключается в том, что он обеспечивает как электрохимическую, так и механическую защиту металлической заготовке.
Данный метод достаточно востребован в промышленной сфере, а технология, по которой выполняется термодиффузионное цинкование, успешно испробована на поверхностях различных видов металлов.
Конечно, для того чтобы провести данный вид цинкования материала, потребуется определенное оборудование, для которого высокая температура является рабочей.

Следует отметить, что цинк имеет свойство вступать в химическую реакцию с большим количеством самых разных элементов и является достаточно активным металлом.
Если провести простейшие опыты из школьного курса химии, то можно наблюдать, как при взаимодействии цинка с водой или воздухом поверхность самого металла покроется тонкой пленкой.
Именно таким образом и получают защитное покрытие при помощи термодиффузионного цинкования на поверхностях самых разных видов металлов.
Данная технология используется только в промышленных сферах, так как требуется специальное оборудование и высокая рабочая температура, а также наличие активных смесей.
Особенности процесса
Данный метод достаточно простой, однако требует наличия специального оборудования и определенной рабочей температуры.
Для начала выполняется максимально тщательная очистка той поверхности, которая будет цинковаться.
Если есть на поверхности следы от масла, то они легко удаляются при помощи дигрейзера.
Для того чтобы убрать с материала ржавчину и окалину, необходимо воспользоваться дробометной установкой.
Кроме этого, для удаления грязи с поверхности используют некоторые специфические методы обработки, такие, как пескоструйная или ультратразвуковая.
После того как поверхность станет чистой, ее отправляют на загрузку, и для этого помещают на специальную металлическую тележку.
Также изделие перед обработкой взвешивается. Это делается для того, чтобы правильно определить количество смеси, с помощью которой и будет проводиться данное цинкование.
Метод позволяет регулировать количество наносимой смеси в зависимости от количества приготовленного раствора, а также формы и массы детали.
Толщина стандартного слоя для различных типов металлов составляет в среднем около пятидесяти микрон. Технология, несмотря на свою относительную простоту, требует определенных знаний и навыков от исполнителя работ.
Термодиффузионным цинкованием на крупных предприятиях стараются подвергать практически все металлические изделия и заготовки.
После того как заготовка будет очищена и взвешена, ее аккуратно помещают в муфельную печь, непосредственно в которой и происходит само термодиффузионное цинкование.
В некоторых отдельных случаях температура в печи может достигать четырехсот градусов выше нуля.
Сам температурный режим следует подбирать в зависимости от типа заготовки, марки стали и принятых на предприятии стандартов.
Технология предполагает среднее время обработки порядка ста двадцати минут.
На показатели времени нанесения термодиффузионного покрытия цинка влияет, главным образом, мощность используемого оборудования, а также состав используемой смеси.
Данный метод практически невозможно использовать в домашних условиях ввиду того, что требуется специальное оборудование достаточно крупных размеров.
Следует отметить, что в процессе термодиффузионного цинкования необходимо, чтобы контейнер, в который помещены заготовки, находился в непрерывном вращении.
Данный метод предполагает после цинкования обработку поверхности пассивацией.
Такая дополнительная обработка позволяет эффективно защитить металлическую поверхность от воздействия атмосферного воздуха.
Также проводится галтовка, при помощи которой с заготовки удаляются заусеницы.
На завершающем этапе деталь тщательно высушивают.
Плюсы и минусы
При помощи термодиффузионного цинкования можно проводить эффективную обработку целого ряда метизов. Данный метод имеет целый ряд самых разных преимуществ.
В первую очередь, изделия становятся более стойкими к коррозионным процессам, если выдержана требуемая толщина слоя. Кроме этого, покрытие полностью повторяет как контур, так и форму метизов.
За счет термодиффузионного цинкования заготовки приобретают более высокие показатели твердости. Кроме этого, металлы становятся более устойчивыми к абразивному типу разрушений.
Технология эффективна для большей части самых разных метизов, притом, что затраты на проведение данного вида цинкования минимальны.
Конечно, необходимое оборудование требует определенных изначальных затрат, однако они достаточно быстро окупаются.
Также к достоинствам данного метода можно отнести высокую адгезию, а также практически полную безопасность в экологическом плане.
Несмотря на огромное количество достоинств термодиффузионного цинкования, данный метод имеет и некоторые недостатки.
Так, данный процесс характеризуется достаточно низкой производительностью по сравнению с другими технологиями цинкования металлов.
Кроме этого, термодиффузионному цинкованию нельзя подвергать различные виды декоративных покрытий.
Это связано с тем, что после проведения данной процедуры первоначальное покрытие приобретет неприятный мышиный цвет.
Следует отметить и то, что после термодиффузионного цинкования образуется большое количество аэрозолей с содержанием цинковой пыли, которая в свою очередь вредна для здоровья.
Несмотря на все недостатки, данная методика достаточно востребована и активно применяется на самых разных крупных предприятиях.
Область применения
Практически на всех крупных промышленных предприятиях, которые работают в сфере обработки металлов, цинкование достаточно востребованный способ защиты металлических изделий.
Он пользуется высоким спросом за счет минимального количества необходимого оборудования и своей относительной простоты.
На выходе изделие приобретает специальный защитный слой, который позволяет значительно продлить его срок службы.
Особенно часто его используют для обработки самых разных крепежных систем, использующихся в сфере строительства.
Еще одно преимущество, которое сильно влияет на популярность данного вида защиты, это его дешевизна, а также максимально высокие эксплуатационные свойства, которые приобретает обработанное изделие.
Достаточно активно термодиффузионному цинкованию подвергают различную арматуру, трубы, а также самые разные детали для автомобилей.
Покрытие наносят на поверхность фитингов, а также на полые и резьбовые заготовки самого разного назначения.
Пленка хорошо ложится на детали, которые имеют сквозные и глухие отверстия, а также на самые разные элементы из мебельной фурнитуры.
Достаточно востребован данный вид защитного покрытия при изготовлении железнодорожных и контактных сетей, а также мостовых ограждений.
В настоящее время такая обработка считается наиболее экономически обоснованной и эффективной.
Термодиффузионное цинкование металла и его технология
 Нанесение на поверхность металла цинковых покрытий является одним из самых распространенных способов антикоррозийной обработки.
Нанесение на поверхность металла цинковых покрытий является одним из самых распространенных способов антикоррозийной обработки.
Самой инновационной технологией на сегодняшний день считается термодиффузионное цинкование металла, обеспечивающее надежность наносимого покрытия.
- Физическая сущность метода
- Технология цинкования
- Средняя стоимость цинкования
- Преимущества термодиффузионной обработки
Физическая сущность метода
Диффузионное цинкование основано на взаимном проникновении атомов цинка и легированной стали, весь процесс осуществляется в условиях высокой температуры. При этом образуется общий (диффузионный) слой, который может достигать трети толщины цинкового покрытия. Благодаря этому защитный слой обладает отличной адгезией, он способен выдержать значительные механические нагрузки, и устойчив к повреждениям.
Цинковое покрытие может наноситься на изделия со сложной конфигурацией, толщина получаемого слоя одинакова на всех участках, в том числе и на штампах, резьбе, маркировке. Однородное защитное покрытие позволяет предотвратить появление очагов коррозии на всей поверхности обрабатываемой заготовки.
Технология цинкования
Технология термодиффузионного цинкования требует тщательной подготовки поверхности и соблюдения температурного режима обработки:
 Поверхность заготовке подвергается механической очистке, а в некоторых случаях и травлению.
Поверхность заготовке подвергается механической очистке, а в некоторых случаях и травлению.- После чего она помещается в герметичную рабочую камеру, в которой создается инертная атмосфера. Также используются и активизирующие процесс флюсующие добавки.
- Скорость процесса термодиффузии повышается при увеличении температуры в рабочей камере. Но установка термодиффузионного цинкования должна обеспечить поддержание температуры в пределах 400-470 градусов (зависит от толщины покрытия и химических особенностей металла). Именно такой режим обеспечивает наибольшую надежность цинковой защиты.
- Обрабатываемая заготовка помещается в специальный герметичный сосуд, в который так же засыпается шихта (цинковый порошок).
- Загруженная реторта отправляется в печь, которая разогрета до определенной температуры. Для равномерного прогрева заготовки, оборудование для термодиффузионного цинкования обеспечивает вращение реторты с постоянной скоростью.
- После выдержки на протяжении определенного времени реторта извлекается из печи и охлаждается на кантователе под действием атмосферного воздуха.
- После извлечения обработанной детали остатки шихты высыпаются, они могут применяться для нанесения покрытий на следующей заготовке.
Современные линии, работающие по данной технологии, могут обеспечивать производительность до 250кг/час и более, при этом мощность установки может достигать 100-150 кВт.
Средняя стоимость цинкования
На ценообразование влияет несколько факторов, стоит учитывать то, что нанесение цинкового покрытия требует выполнения целого комплекса подготовительных мероприятий, которые тоже учитываются при расчете стоимости.
В услугу входят следующие виды работ:
- Предварительная очистка заготовок.
- Удаление старых покрытий, ржавчины, обезжиривание.
- Нанесение цинкового покрытия.
 Средняя цена термодиффузионного цинкования зависит и от объема заказа, обработка единичных изделий обойдется существенно дороже. Свое влияние может оказать и срочность выполнения обработки. Анализ ценовых предложений основных компаний, предлагающих услуги термодиффузионного цинкования, позволил определить среднюю стоимость выполнения работ, она составляет 20-30 рублей за килограмм обрабатываемой детали. При обработке заготовок сложной конфигурации цена может существенно возрасти.
Средняя цена термодиффузионного цинкования зависит и от объема заказа, обработка единичных изделий обойдется существенно дороже. Свое влияние может оказать и срочность выполнения обработки. Анализ ценовых предложений основных компаний, предлагающих услуги термодиффузионного цинкования, позволил определить среднюю стоимость выполнения работ, она составляет 20-30 рублей за килограмм обрабатываемой детали. При обработке заготовок сложной конфигурации цена может существенно возрасти.
Преимущества термодиффузионной обработки
Применение данной технологии имеет целый ряд преимуществ перед традиционными способами нанесения цинковых покрытий:
- Высокая адгезия защитного слоя.
- Возможность регулировать толщину покрытия (зависит от времени термической обработки).
- Возможность отказаться от предварительного травления заготовок.
К недостаткам можно условно отнести пока еще невысокую производительность. Но оборудование для выполнения работ постоянно модернизируется, что приводит к увеличению объемов печей.
Для обработки деталей сложной формы, к которым предъявляются жесткие требования по качеству антикоррозийной защиты, термодиффузионное цинкование является наиболее перспективной технологией.

