
Традиционная и прогрессивная штамповка
Традиционная и прогрессивная штамповка
ШТАМПОВКА — ШТАМПОВКА, штамповки, мн. нет, жен. Действие по гл. штамповать. Штамповка изделий. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
Штамповка — деформация металлических заготовок с целью придания им определенной формы. При штамповке используются молоты, прессы, штампы. Различают холодную и горячую штамповку, листовую и объемную штамповку. По английски: Stamping См. также: Обработка… … Финансовый словарь
штамповка — штампование, эспандирование, отбортовка, закатка Словарь русских синонимов. штамповка сущ., кол во синонимов: 7 • виброштампование (2) • … Словарь синонимов
штамповка — Обработка металлов давлением с помощью штампа Примечание. Штамповка может быть осуществлена в штампе, закрепляемом на рабочем органе кузнечно штамповочной машины, или незакрепляемом [ГОСТ 18970 84] [ГОСТ 3.1109 82] Тематики оборуд. для… … Справочник технического переводчика
ШТАМПОВКА — способ обработки давлением металлов и других материалов, при котором форма и размеры изделия определяются конфигурацией инструмента штампа. Различают штамповку объемную и листовую, горячую и холодную, прессовую и молотовую. Штамповкой называют… … Большой Энциклопедический словарь
ШТАМПОВКА — ШТАМПОВКА, способ обработки давлением металлов и других материалов, при котором форма и размеры изделия определяются формой и размерами штампа. Различают объемную и листовую, горячую и холодную, прессовую и молотовую штамповки. см. также… … Научно-технический энциклопедический словарь
штамповка — ШТАМПОВАТЬ, пую, пуешь; ованный; несов., что. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ШТАМПОВКА — способ обработки металлов давлением, при котором форма изделий определяется формой штампов. В зависимости от температуры обрабатываемого изделия различают горячую Ш. и холодную Ш. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно… … Морской словарь
ШТАМПОВКА — способ обработки металла давлением, при к ром форма изделия определяется формой штампов. Быстрота производства, точность и однообразие изделий обусловливают широкое применение Ш. в массовом производстве. На жел. дор. тр те III. (холодной и… … Технический железнодорожный словарь
штамповка — тех. способ горячей или холодной обработки металлов давлением, при котором форма изделия определяется формой штампов Большой словарь иностранных слов. Издательство «ИДДК», 2007 … Словарь иностранных слов русского языка
ШТАМПОВКА — изделие, изготовленное (см.) … Большая политехническая энциклопедия
Листовая штамповка
Люди издревле делали из металла тонкостенные изделия, сосуды и украшения. Они изготавливались из листа металла методом чеканки-придания формы холодному или разогретому листу пластичного металла путем обстукивания его молотком вокруг деревянной модели будущего изделия. Швы запаивались или чеканились. Такой обработке подвергалась чаще всего медь, реже серебро или золото. Полученные таким образом изделия ценились чрезвычайно высоко, поскольку все операции были ручными и на изготовление одного кувшина у мастера уходил не один день.

Пытливый человеческий ум искал пути ускорить и удешевить производство до середины 19 века, когда появился такой мощный источник энергии, как пар. С тех пор технология производства тонкостенных изделий из металлического листа путем деформации его под давлением, или листовая штамповка, существенно усовершенствовалась. Сегодня этим методом производят миллиарды различных деталей — от частей телефонов до корпусов автомобилей.
Холодная листовая штамповка — гарантия получения высокоточных деталей
Листовая штамповка из листа при комнатной температуре называется холодной штамповкой. Ее применяют при малых толщинах листа и в случае пластичных сплавов. Если же штампуют из толстого листа (от 5 мм) или из сплавов с малой текучестью, то для повышения пластичности лист заготовки нагревают.
Листовая штамповка гарантирует получение большого количества абсолютно идентичных по форме и размерам деталей с высокой точностью.
Холодная объемная штамповка позволяет получать высокоточные тонкостенные детали практически любой формы при себестоимости существенно ниже, чем в случае использования литья или механической обработке. Намного выше получается и коэффициент использования металла. Кроме того, холодная объемная штамповка гарантирует не только прочность, но и однородность свойств материала детали, что особенно важно в ответственных конструкциях.
Как объемная, так и листовая штамповка экономически эффективна в рамках больших серий. Это объясняется большими затратами на подготовку производства.
Характеристика листовой штамповки
холодная листовая штамповка является на сегодня одной из самых широко распространённых технологий обработки металлов, пластмасс и некоторых других материалов. Диапазон применения технологии — от крупных конструкций в судостроении до тонкостенных деталей бытовой техники
Технология характеризуется следующими неоспоримыми преимуществами:
- Исключительные возможности для механизации и автоматизации производственных процессов.
- Снижение себестоимости изготовления массовых изделий.
- Высокий коэффициент использования листового металла.
- Возможность точного изготовления тонкостенных, но прочных изделий практически любой формы.
- Минимальная потребность в последующей механической обработке.
Однако, кроме явных достоинств, холодная листовая штамповка металла обладает и недостатками. Это, прежде всего:
- Высокая трудоемкость проектирования технологического процесса.
- Высокая стоимость подготовки производства изготовление пресс-форм.
- Высокая квалификация отладчиков прессового оборудования.

Штамповка листового металла
Следует отметить, что при больших сериях выпускаемых изделий эти недостатки нивелируются за счет известного из экономики эффекта масштаба, и себестоимость производимой продукции оказывается ниже, чем при альтернативных способах обработки металлов.
Виды оборудования для листовой штамповки
Для различных видов операций листовой штамповки применяется широкий спектр оборудования.
Так, для операций резки используют вибрационные, или гильотинные ножницы.
Для выполнения формообразующих операций применяют основное штамповочное оборудование — станок для листовой штамповки или пресс. По типу они различаются на:
- Кривошипно-шатунные.
- Гидравлические.
- Радиально-ковочные.
- электромагнитные.
Самым простым в устройстве и обслуживании является пресс с кривошипно-шатунным приводом. Он пригоден для выполнения несложной листовой штамповки — тонкостенных деталей малого и среднего размера простой формы.

Пресс с кривошипно-шатунным приводом
Гидравлические прессы позволяют развивать намного большее усилие (до 2 тысяч тонн) и точнее регулировать ход пресса. Этот тип оборудования применяют для операций гибки или объемной штамповки из листа большой толщины.
Радиально-ковочные комплексы используют для листовой штамповки деталей, имеющих форму тела вращения.
Электромагнитные прессы — достаточно новый тип оборудования. Давления на заготовку производится за счет массы электромагнитного сердечника, направляемого к пуансону электромагнитным импульсом. Импульс противоположной полярности возвращает сердечник в исходное положение. Такой привод намного проще в изготовлении и обслуживании, чем гидравлический, но пока не достигает его мощности.
Принцип работы
Физический принцип работы штамповочного оборудования — это пластическая деформация листовой заготовки под давлением. Форма будущей детали задается двумя деталями — матрицей и пуансоном, которые прижимают к листовой заготовке с двух сторон под большим давлением. Там где у матрицы находится выпуклость — у пуансона расположена соответствующая ей по форме и размерам впадина. Деформируясь, листовая заготовка повторяет форму матрицы и пуансона.
Вместе с этим может происходить просечка отверстий, вырубка отдельных деталей из материала листа. При проектировании технологического процесса холодной штамповки деталей из листового металла конструктор оснастки и технолог комбинируют и по возможности совмещает формоизменяющие разделительные операции, чтобы обойтись минимальным числом рабочих проходив штампа и снизить, таким образом, себестоимость изготовления изделия.
В случае тонких листов осуществляется холодная листовая штамповка. При работе с толстыми листами или с мало пластичными сплавами заготовку предварительно нагревают, чтобы повысить ее пластичность.
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.

Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.

Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
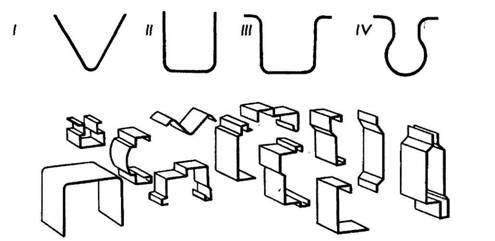
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Прогрессивные способы штамповки листового металла
Штамповка резиной. Используется для заготовок малой толщины и высокой пластичности. Роль матрицы или пуансона выполняет твердая резина. Упрощается изготовление пуансона, подходит для малых серий штамповки.

Схемы листовой штамповки эластичными средами
Штамповка жидкостью. Роль пуансона играет жидкость, подаваемая под давлением. Она прижимает заготовку к матрице и заставляет лист в точности повторять ее форму. Метод используют для вытяжки изделий сложной пространственной формы.
Штамповка взрывом. В защищенной камере производят подрыв небольшого заряда взрывчатых веществ. Возникающее в результате высокое давление вдавливает заготовку в матрицу. Метод используют для деталей больших размеров и замысловатой конфигурации, которые затруднительно изготовить по-другому. Достигается существенная экономия в стоимости оснастки.

Электрогидравлическая штамповка листового метал
Электрогидравлическая штамповка. Роль механического давления выполняет ударная волна в жидкости, которая вызывается разрядом высокого напряжения. Метод отличается высокой точностью и экономичностью.

Схема магнитно-импульсной штамповки листового металла
Магнитно-импульсная штамповка. Магнитные импульсы высокой интенсивности формируют высокоэнергетическое магнитное поле, воздействующее на заготовку, вызывающее в ней вихревые токи и вынуждающее ее принимать заданную форму. Таким способом проводят обжатие труб, формовку сложных рельефов.
Жидкая штамповка
В отличие от предыдущих способов, относящихся к холодной объемной штамповке, данный метод является комбинацией двух технологий: штамповки и литья. Вначале в матрицу заливают необходимый объем расплавленного металла, после чего в нее опускают пуансон.

Происходит выдавливание жидкого металла в зазор между матрицей и пуансоном, который и представляет собой форму будущего изделия. Способ используют при изготовлении больших тонкостенных деталей корпусов из легкоплавкого и пластичного сплава.
Штамповка
Штамповка – вид обработки давлением, при котором формообразование поковки из заготовки осуществляется с помощью специального инструмента – штампа.
Заготовки, получаемые штамповкой, называется штампованными поковками, или просто поковками.
Штамповка имеет ряд преимуществ по сравнению с ковкой:
а) Производительность штамповки значительно выше – составляет 10…1000  . Поэтому при серийном и массовом производстве выгодней использовать штамповку;
. Поэтому при серийном и массовом производстве выгодней использовать штамповку;
б) Горячей объемной штамповкой можно получить без напусков поковки сложной формы (экономия металла), которые ковкой изготовить без напусков нельзя;
в) Допуски на штампованную поковку в 3…4 раза меньше, чем на кованную, следовательно, значительно меньше объем последующей механической обработки – штампованные поковки обрабатывают только в местах сопряжения с другими деталями, и эта обработка может сводиться только к шлифованию.
1) Штамповочный инструмент – штамп – дорогостоящий инструмент и является пригодным только для изготовления какой-то одной, конкретной поковки, т.е. штамповка экономически целесообразна в крупносерийном производстве;
2) Объемная штамповка требует гораздо бόльших усилий деформирования, чем ковка таких же поковок. Поковки 100…1000 кг. Для штамповки считаются крупными. Хотя в отдельных случаях на мощных машинах штампуют поковки массой до 3 т.
Различают объемную штамповку (горячую и холодную) и листовую штамповку (холодную и с нагревом).
Горячая объемная штамповка (ГОШ). Горячей объемной штамповкой изготавливают заготовки для ответственных деталей автомобилей, самолетов, железнодорожных вагонов, станков и т.д. Например, колеса электровозов, коленчатые валы двигателей, шатуны и т.п.
В качестве заготовок для ГОШ в большинстве случаев служит прокат круглого, квадратного, прямоугольного профилей (прутки), разрезаемый на отдельные (мерные) заготовки на кривошипных пресс-ножницах, механическими пилами, газовой резкой.
Штамп состоит из двух разъемных частей, имеющих соответственным образом расположенные выступы так, что в собранном виде указанные части образуют замкнутые полости (ручьи) по конфигурации поковки.
1) В открытых штампах (рис.3.17, а). Верхняя часть штампа крепится к бабе, а нижняя часть – к штамподержателю и шаботу молота. Между подвижной и неподвижной частями штампа имеется зазор (полость) 1, в который вытекает заусенец 2 (облой). Облой закрывает выход из полости штампа и заставляет металл целиком заполнять всю полость. В конечный момент деформирования в облой выжимаются излишки металла, что позволяет не предъявлять высоких требований к точности заготовки по массе. Облой затем обрезают в специальных штампах.
| а) | б) |
 |  |
Рис.3.17. Открытые (а) и закрытые (б) штампы.
2) В закрытых штампах (рис.3.17, б). При штамповке в закрытых штампах образование облоя не предусматривается. Для получения поковок в закрытом штампе без избытка и не достатка металла требуется строгое равенство объема заготовки объему полости штампа. В противном случае: при избытке металла штамп не закроется и поковка не сформируется, а при не достатке – полость штампа заполнится не полностью и поковка будет забракована.
Штамповка на молоте может осуществляться в одноручьевых или многоручьевых штампах.
Одноручьевые штампы применяют для получения поковок не сложной конфигурации: форма и размеры полости штампа здесь соответствует формам и размерам готовой горячей поковки.
Поковки сложной формы изготавливают в многоручьевых штампах (рис.3.18), состоящих из заготовленных ручьев (протяжных, пережимных, гибочных, подкатных т.д.), предназначенных для подготовки изделия к последующей штамповке, и штамповочных (черновых и чистовых) ручьев, в которых производится окончательное формирование поковки. Заготовительные, черновые и чистовые штамповочные ручьи размещают в одном или нескольких штампах.
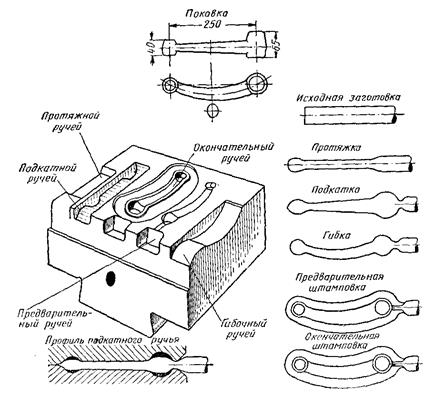
Рис.3.18. Штамповка в многоручьевом штампе.
Штамп для горячей штамповки на прессах имеют ряд отличительных особенностей, так как характер деформации металла при штамповке на прессе отличается от характера деформации металла при штамповке на молоте. Штампы для прессов конструируют так, чтобы оформление поковки происходило постепенно за несколько переходов: сначала в заготовительных ручьях (для осадки, гибки и т.д.), где заготовка осаживается и ее объем перераспределяются в соответствии с формой поковки, а затем в штамповочных ручьях (черновом и чистовом), в котором получают готовую поковку.
Штамп для штамповки на горизонтально – ковочных машинах обычно многоручьевые закрытые. Они состоят из пуансона и разъемных матриц (подвижной и неподвижной).
Технический процесс ГОШ включает:
1) Резку фасонного проката на заготовки мерной длины;
2) Нагрев заготовок;
3) Штамповку заготовок;
4) Отделку поковок.
Основные документы, регламентирующие технологический процесс ГОШ – чертеж поковки и технологическая карта. Штампы изготовляются по чертежу поковки с учетом коэффициента температурного расширения. Размеры поковки определяют по чертежу готовой детали с учетом припусков на мех. Обработку, напусков для упрощения не технологичных элементов поковки и получения штамповочных уклонов, а также допусков на штамповку согласно ГОСТ.
Холодная объемная штамповка (ХОШ). ХОШ – штамповка без предварительного нагрева заготовки (при комнатной температуре). Применяется для массового производства небольших поковок. Основные разновидности ХОШ: холодное выдавливание, холодная высадка, холодная объемная формовка.
Холодное выдавливание выполняют обычно на кривошипных или гидравлических прессах в штампах, в которых рабочими инструментами являются пуансон и матрица. Схема деформирования холодного выдавливания сходна со схемой прессования. Как и при прессовании, при холодном выдавливании заготовку помещают в полость, из которой металл выдавливается в отверстия, имеющиеся в рабочем инструменте.
В отличие от прессования заготовкой при выдавливании является не слиток, а заготовка, отрезанная от прутка. Кроме того, если прессованием в основном получают профильный материал постоянного сечения подлине, то выдавливанием – детали или полуфабрикаты, требующие для окончательного формирования детали дополнительных операций резания или обработки давлением.
Главная положительная особенность холодного выдавливания – возможность получения без разрушения заготовки при очень больших степенях деформации, характеризующихся показателем  , где
, где  и
и  – площадь поперечного сечения исходной заготовки и выдавленной части детали соответственно. Для мягких и пластичных металлов К > 100 (Al – трубы диаметром 20…40мм с толщиной стенки 0,1…0,2мм). Возможность достижения таких высоких степеней деформации обусловлено тем, что выдавливание происходит в условиях неравномерного всестороннего сжатия.
– площадь поперечного сечения исходной заготовки и выдавленной части детали соответственно. Для мягких и пластичных металлов К > 100 (Al – трубы диаметром 20…40мм с толщиной стенки 0,1…0,2мм). Возможность достижения таких высоких степеней деформации обусловлено тем, что выдавливание происходит в условиях неравномерного всестороннего сжатия.
При выдавливании пластическая деформация охватывает не весь объем заготовки, а лишь её часть. До тех пор, пока высота очага деформации меньше, чем высота деформируемой заготовки, удельные усилия по ходу пуансона изменяются незначительно. Однако, когда высота деформируемой части заготовки становится больше высоты естественного очага деформации, удельные усилия начинают интенсивно возрастают. Это обстоятельство ограничивает допускаемую толщину фланца или донышка штампуемой детали.
Холодную высадку выполняют на специальных холодно-высадочных автоматах. Штампуют от прутка или проволоки. Пруток подаётся до упора, поперечным движением ножа отрезается заготовка нужной длины, переносится с помощью специального механизма в позиции штамповки, на которых получают детали: заклёпки, болты, винты, гвозди, шарики, ролики, гайки, звёздочки, накидные гайки и т.п. из чёрных и цветных металлов со скоростью 20…400 деталей/мин. В отходы идёт менее 5 % металла.
Холодная формовка (холодная штамповка в открытых металлах) по схеме аналогична схеме ГОШ. Требует значительных удельных усилий из-за высокого сопротивления деформированию металла в холодном состоянии, поэтому обычно штамповку ведут в несколько переходов, последовательно изменяющих форму заготовки. Для снятия наклепа часто между переходами применяют рекристаллизационный отжиг. Силы трения при холодной формовке обычно затрудняют деформирование, поэтому обычно применяют смазку.
Листовая штамповка. Служит для получения плоских и объемных изделий с тонкими стенками (в том числе и сложной формы) из листового материала.
Положительные особенности листовой штамповки:
а) экономное расходование материала т.к. при листовой штамповке изделия получаются с малыми допусками и высоким качеством поверхности;
б) широкие возможности механизации и автоматизации процесса.
В большинстве случаев листовую штамповку для листов толщиной 0,1…5мм осуществляют в холодном состоянии. Горячей листовой штамповке, как правило, подвергают листы материала толщиной более 5 мм. В большинстве случаев холодноштамповочные изделия не подвергают механической обработке, и они поступают на сборку машин. Холодной листовой штамповке присущи ограничения: 1) по степени деформации, так как она сопровождается наклепом; 2) по химическому составу сталей в связи с малой пластичностью в холодном состоянии сталей некоторых марок. Листовая сталь для глубокой вытяжки и сложных формоизменений должна иметь:  .
.
Исходным материалом при листовой штамповке служат:
а) листы, ленты и полосы из горячекатаной стали (толщиной до 4…5мм) обыкновенного качества Ст.2, Ст.3.
б) листа, ленты, полосы из холоднокатаной тонколистовой конструкционной стали 08кп, 10кп, 15кп, 20кп, 10, 20, а также низколегированной низкоуглеродистой стали;
в) листы, ленты и полосы из меди, латуни, дюралюминия, титана.
Все операции листовой штамповки можно разделить на 2 группы:
1) Разделительные операции: отрезка, вырубка, пробивка, защита.
Отрезка – операция отделения части заготовки по незамкнутому контуру. Обычно это заготовительная операция, дающая разделение листа на полосы заданной ширины. Осуществляется на ножницах разной конструкции: рычажных; с параллельными ножами; гильотинных; дисковых др.
Вырубка – операция отделения части заготовки по замкнутому контуру, причем отделяемая часть является изделием;
Пробивка – отделение части заготовки по замкнутому контуру, причем отдельная часть является отходом (пробивка отверстий);
Зачистка – операция снятия припуска по наружному периметру или отверстию, устраняющая шероховатость и наклон среза после вырубки или пробивки и дающая ровный блестящий срез с образующими параллельными оси пуансона. Для сравнительно толстых заготовок, а также для повышения точности в размерах изделия иногда проводят многократную зачистку с постепенно уменьшающимся припуском.
2) Формообразующие операции:
а) Гибка – формообразующая операция, которая дает изменение направления оси заготовок. Минимальный радиус изгиба rmin подбирают таким образом, чтобы не было разрушения расстегиваемых слоев заготовки:  , S – толщина листа.
, S – толщина листа.
б) Вытяжка – операция, превращая плоскую заготовку полое изделие (чашку). Различают: вытяжку без утонения и вытяжку с утонением;
в) Отбортовка – операция, в которой из плоского участка заготовки с отверстием путем раздачи отверстия получают горловину (борт);
г) Обжим – формообразующая операция, дающая уменьшение диаметра краевой части вытянутой изделия.
д) Формовка – операция, дающая изменения формы заготовки или полуфабриката посредством местных деформаций, иногда сопровождающихся изменением толщины материала.
Оборудование для листовой штамповки: штамп, к нижней плите которого крепят матрицу, а к верхней (подвижной) – пуансон. Различают штампы простого действия, выполняющие какую-либо одну операцию, и многооперационные штампы (штампы последовательного и штампы совмещенного действия).
Штамповка (металлообработка) — Stamping (metalworking)

Штамповка (также известная как прессование ) — это процесс помещения плоского листового металла в форме заготовки или рулона в штамповочный пресс, где инструмент и поверхность штампа придают металлу чистую форму. Штамповка включает в себя различные производственные процессы формования листового металла, такие как штамповка с использованием машинного пресса или штамповочного пресса , вырубка, тиснение, гибка, отбортовка и чеканка. Это может быть одностадийная операция, когда каждый ход пресса создает желаемую форму на детали из листового металла, или может происходить в несколько этапов. Процесс обычно выполняется на листовом металле , но может также использоваться и на других материалах, таких как полистирол . Прогрессивные фильеры обычно подают из рулона стали, катушки рулона для разматывания рулона в выпрямитель для выравнивания рулона, а затем в питатель, который продвигает материал в пресс и матрицу с заданной длиной подачи. В зависимости от сложности детали может быть определено количество станций в штампе.
Штамповка обычно производится на холодном металлическом листе. См. Ковка для операций по формовке горячего металла.
Содержание
- 1 История
- 2 Эксплуатация
- 3 Смазка
- 4 Моделирование
- 5 Микроштамповка
- 6 отраслевых приложений
- 7 См. Также
- 8 Сноски
- 9 ссылки
История
Считается, что первые монеты были отчеканены лидийцами на территории современной Турции в седьмом веке до нашей эры. До 1550 года метод чеканки монет оставался основным методом изготовления монет. Маркс Шваб из Германии разработал новый процесс штамповки, в котором 12 человек поворачивали большое колесо для прессования металла в монеты. В 1880-х годах процесс штамповки был усовершенствован.
Штампованные детали использовались для серийного производства велосипедов в 1880-х годах. Штамповка заменила штамповку и механическую обработку, что привело к значительному снижению затрат. Хотя они не были такими прочными, как штампованные детали, они были достаточно хорошего качества.
Штампованные велосипедные детали импортировались из Германии в Соединенные Штаты в 1890 году. Затем американские компании начали выпускать штамповочные машины на заказ американскими производителями станков. Благодаря исследованиям и разработкам Western Wheel смогла штамповать большинство деталей велосипеда.
Некоторые производители автомобилей приняли штамповку деталей. Генри Форд отказался от рекомендаций своих инженеров использовать штампованные детали, но когда его компания не смогла удовлетворить спрос на штампованные детали, Форд был вынужден использовать штамповку.
На протяжении всей истории штамповки, ковки и глубокой вытяжки металла прессы всех типов являются основой производства металлов. Процессы продолжают улучшаться, перемещая больше металла за один ход пресса. Пресс и соединенные между собой устройства автоматизации увеличивают производительность, сокращают затраты на рабочую силу и обеспечивают большую безопасность рабочих. В современной среде штамповки металлов такие элементы управления, как I-PRESS с Connected Enterprise, могут собирать историю, отправлять отчеты, а элементы управления I-PRESS & Automation можно просматривать с удаленных или мобильных устройств. Новая тенденция в сборе информации о сегодняшнем производстве для исторических данных.
Операция
- Гибка — материал деформируется или сгибается по прямой.
- Отбортовка — материал загибается по изогнутой линии.
- Тиснение — материал натягивается в неглубокую выемку. Используется в основном для добавления декоративных узоров. См. Также Repoussé и chasing .
- Заготовка — из листа материала вырезается кусок, обычно для изготовления заготовки для дальнейшей обработки.
- Чеканка — узор сжимается или вдавливается в материал. Традиционно используется для изготовления монет.
- Рисование — площадь поверхности заготовки растягивается в другую форму посредством контролируемого потока материала. См. Также глубокий рисунок .
- Растяжение — площадь поверхности заготовки увеличивается за счет растяжения без перемещения края заготовки внутрь. Часто используется для изготовления гладких кузовных деталей.
- Глажка — материал выдавливается и утончается по вертикальной стене. Используется для банок с напитками и гильз для боеприпасов.
- Сужение / сужение — используется для постепенного уменьшения диаметра открытого конца сосуда или трубки.
- Скручивание — деформирование материала в трубчатый профиль. Дверные петли — распространенный пример.
- Подшивка — загибание края на себя для придания толщины. Края автомобильных дверей обычно подшиваются.
Пробивка и резка также могут выполняться на штамповочных прессах. Прогрессивная штамповка — это комбинация вышеперечисленных методов, выполняемая с набором штампов в ряд, через которые полоса материала проходит шаг за шагом.
Смазка
В процессе трибологии возникает трение, которое требует использования смазки для защиты инструмента и поверхности штампа от царапин или истирания. Смазка также защищает листовой металл и готовую деталь от истирания поверхности, а также способствует растеканию эластичного материала, предотвращая разрывы, разрывы и морщины. Для этой задачи доступны различные смазочные материалы. К ним относятся сухие пленки на основе растительных и минеральных масел, животного жира или сала, на основе графита, мыла и акрила. Новейшая технология в отрасли — это синтетические смазочные материалы на полимерной основе, также известные как безмасляные смазочные материалы или смазочные материалы, не содержащие масла . Термин « смазка на водной основе» относится к более широкой категории, которая также включает более традиционные соединения на основе масел и жиров.
Моделирование
Моделирование формовки листового металла — это технология, которая рассчитывает процесс штамповки листового металла, прогнозируя распространенные дефекты, такие как трещины, складки, упругость и истончение материала. Эта технология, также известная как моделирование формовки, представляет собой конкретное приложение нелинейного анализа методом конечных элементов . Эта технология имеет множество преимуществ в обрабатывающей промышленности , особенно в автомобильной , где время вывода на рынок, стоимость и бережливое производство имеют решающее значение для успеха компании.
Недавнее исследование, проведенное исследовательской компанией Абердина (октябрь 2006 г.), показало, что наиболее эффективные производители тратят больше времени на предварительное моделирование и получают вознаграждение к концу своих проектов.
Моделирование штамповки используется, когда разработчик детали из листового металла или производитель инструмента желает оценить вероятность успешного изготовления детали из листового металла без затрат на изготовление физического инструмента. Моделирование штамповки позволяет смоделировать любой процесс формования деталей из листового металла в виртуальной среде ПК за небольшую часть затрат на физическую пробу.
Результаты моделирования штамповки позволяют разработчикам деталей из листового металла очень быстро оценивать альтернативные конструкции, чтобы оптимизировать детали для недорогого производства.
Микроштамповка
В то время как концепция штамповки компонентов из листового металла традиционно фокусировалась на макроуровне (например, в автомобилях, самолетах и упаковках), продолжающаяся тенденция к миниатюризации стимулировала исследования в области микроформ штамповки. С самого начала разработки микропробивных машин в начале и середине 2000-х годов до создания и тестирования микрогибочной машины в Северо-Западном университете в 2010-х годах инструменты для микроштамповки продолжают исследоваться в качестве альтернативы механической обработке и химическому травлению . Примеры применений микроштамповки листового металла включают электрические соединители, микросети, микропереключатели, микрочастицы для электронных пушек , компоненты наручных часов, компоненты портативных устройств и медицинские устройства . Однако ключевые вопросы, такие как контроль качества, массовое применение и необходимость исследования механических свойств материалов, должны быть решены до того, как будет реализована полномасштабная реализация технологии.
Отраслевые приложения
Штамповка металла может применяться к различным материалам в зависимости от их уникальных металлообрабатывающих качеств для множества применений в самых разных отраслях промышленности. Штамповка металлов может потребовать формовки и обработки обычных металлов до редких сплавов из-за их преимуществ, связанных с конкретным применением. В некоторых отраслях промышленности требуется электрическая или теплопроводность бериллиевой меди в таких областях, как аэрокосмическая, электротехническая и оборонная промышленность, или применение стали и многих ее сплавов с высокой прочностью в автомобильной промышленности.
Штамповка металла в промышленности используется для:
- Аэрокосмическая промышленность
- сельское хозяйство
- Боеприпасы
- Основные приборы
- Мелкая бытовая техника
- Автомобильная промышленность
- Коммерческий
- строительство
- Электроника
- Огнестрельное оружие
- HVAC
- Уход за газоном и оборудование
- Осветительные приборы
- Фурнитура замка
- морской
- Медицинское
- Сантехника
- Хранение энергии
- Электроинструменты
- Маленький двигатель
Черчение
Листовая штамповка
Листовая штамповка — метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов. Листовая штамповка подразделяется на горячую и холодную.
Горячая штамповка. Применяется главным образом в производстве котельных днищ, полушариев, буев и других корпусных деталей для судостроения. Изготовляются они из стального листа толщиной 3 . 4 мм. Операции горячей листовой штамповки аналогичны операциям холодной штамповки. Однако при составлении технологического процесса всегда учитывается нагрев. Составляя чертеж заготовки, надо учитывать утяжку металла при вырубке, пробивке и гибке, а также и степень коробления при остывании детали, так как ее размеры при этом несколько сокращаются. Это обстоятельство заставляет увеличивать допуски на размеры в сравнении с холодной штамповкой. Нагревают заготовки в пламенных и электрических печах, а также в электронагревательных устройствах.
Холодная штамповка. Это наиболее прогрессивный метод обработки давлением, так как он позволяет получить детали, не требующие в большинстве случаев дальнейшей обработки резанием. Холодной листовой штамповкой изготовляют как крупные, так и мелкие детали (рамы и кузова автомобилей, шасси самолетов, элементы обшивки судов, детали часовых механизмов и др.).
Листовая штамповка дает большую экономию в использовании металла, обеспечивая в то же время высокую производительность. Но наибольший эффект она дает при массовом и крупносерийном производстве.
При холодной листовой штамповке применяются углеродистая и легированная стали, алюминий и его сплавы, медь и ее сплавы, а также неметаллические материалы: картон, эбонит, кожа, резина, фибра, пластмасса, поставляемые в виде листов, лент и полос.
Технология листовой штамповки. Основным технологическим оборудованием для изготовления изделий методом листовой штамповки являются вибрационные ножницы (рис. 77), кривошипные (см. рис. 87 и рис. 88) и гидравлические прессы. Операции листовой штамповки могут быть разделены на два основных вида: разделительные и формоизменяющие. К основным разделительным операциям относятся: резка, вырубка и пробивка.
Резкой называют операцию, где происходит последовательное отделение части заготовки по прямой или кривой линии. Применяется резка для получения как готовых деталей, так и раскроя листа на полосы нужной ширины. При раскрое листа необходимо, чтобы выход деталей из листа был максимальным, а отходы были минимальными. Рациональность раскроя определяется на основании подсчета коэффициента использования материала. Под коэффициентом понимается отношение площади вырубленных деталей к площади листа. Операция резки производится с помощью вибрационных, дисковых, гильотинных и других ножниц.
Вибрационные ножницы (рис. 77) представляют собой станок с короткими ножами. Верхний нож 5 получает колебательные движения от электродвигателя 1 через эксцентриковый механизм. Листовой металл устанавливают на столе 7 и подвигают между верхним 5 и нижним 6 ножами до упора 3, который может передвигаться и закрепляться в скобе станины, 2,4 — головку, 8 — стойка станины.
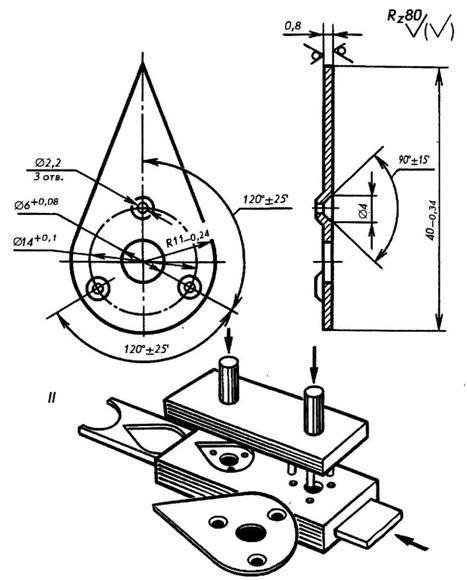
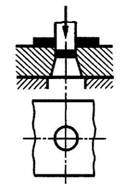
Вырубка — операция по получению заготовки замкнутого контура (рис. 78). На рис. 79 приведены чертеж (I) и схема (II) типовой детали, изготовляемой из полосы вырубкой.
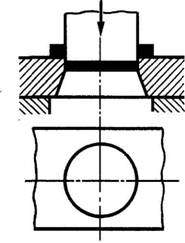
Пробивка — получение отверстий в детали нужной формы (рис. 80).
К основным формоизменяющим операциям * относят гибку, вытяжку, отбортовку, обжим и формовку.
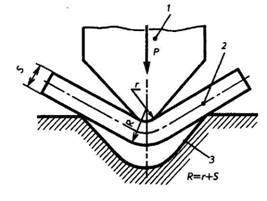
Гибка — операция, при которой плоской заготовке придают изогнутую форму (рис. 81: 1 — пуасон; 2 — нейтральный слой; 3 — матрица): R и г — внешний и внутренние радиусы гибки, S — толщина материала. Она может быть V -образная, U-образная и др. (рис. 82).
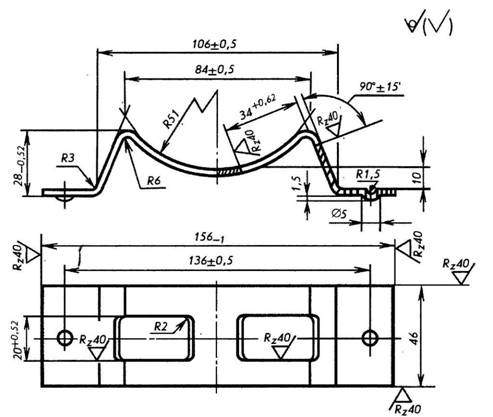
На рис. 83 представлен чертеж детали, отверстия в которой получены пробивкой. После этого деталь изогнута на штампе.
Вытяжка — операция, превращающая плоскую заготовку в полую пространственную деталь или полуфабрикат 2 (рис. 84). Вытяжкой изготовляют не только цилиндрические детали, но и сложные по форме коробчатые, конические и полусферические. При вытяжке плоская заготовка 5 втягивается пуансоном 1 в отверстие матрицы 3. Для предотвращения в заготовке при сжимающем напряжении образования складок применяют прижимы 4.
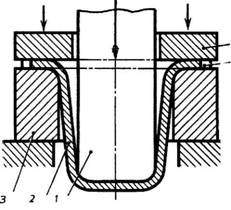
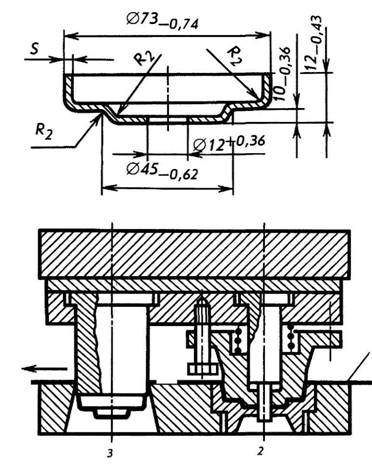
Вытяжка может быть без утонения и с утонением. В первом случае она происходит без заметного изменения, во втором изменяется не только форма заготовки, но и толщина ее стенок. В случае, когда нужно получить глубокую вытяжку, ее ведут в несколько проходов. На рис. 85 показан чертеж типовой детали и из металлического листа 1, изготовленной штамповкой с вытяжкой.
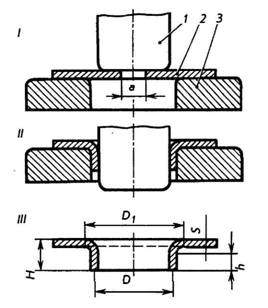
Отбортовка — операция образования бортов по наружному контуру листовой заготовки или вокруг заранее пробитых отверстий (рис. 86). Она применяется главным образом для образования горловин у плоских деталей 2, необходимых как для нарезания резьбы, так и сварки или сборки. Обычно она выполняется последовательно (I, II, III) за один или несколько проходов в штампах, состоящих из пуансона 1 и матрицы 3. Операцию отбортовки очень часто выполняют на концах труб при подсоединении к ним фланцев, с помощью которых трубы будут в дальнейшем соединяться.
Обжим — операция сужения (уменьшения) концевой части полых или объемных деталей. Осуществляется она путем обжатия материала штампом снаружи в конической матрице. При этом конфигурация обжимаемой части целиком зависит от формы штампа.
Формовка — операция, связанная с местным изменением формы с сохранением конфигурации наружного контура детали. Примером формовки может служить изготовление ребер жесткости на машиностроительных деталях, а также увеличение размеров по диаметру средней части полой детали.
Технологический процесс обработки различных материалов давлением, как упоминалось выше, производят на прессах. Прессы бывают гидравлические и механические (кривошипные, винтовые, реечные и т. д.). По назначению прессы подразделяют на ковочные, штамповочные, листоштамповочные, чеканочные, обрезные, трубопрофильные, гибочные, правильные, брикетировочные (для изготовления брикетов из кусковатых или порошкообразных материалов), кузнечно-штамповочные автоматы, термо- пластавтоматы и др.
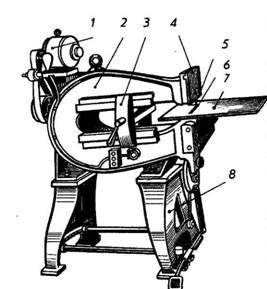
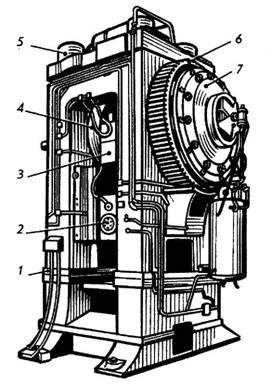
Кривошипные горячештамповочные прессы ГОСТ 6809-87Е (рис. 87) изготавливаются в России давлением от 61,78 до 617,8 кН (mc — единица силы и веса). Они состоят из станины 1, ползуна 2, шатуна 3, кривошипного вала 4, стажных колонн 5, зубчатого колеса 6 и фрикционной муфты 7. Применение прессов для горячей объемной штамповки очень эффективно в сравнении с другим технологическим оборудованием. Они обеспечивают более высокую точность поковок при значительной экономии металла. Наличие в них индукционного электрического нагрева способствует улучшению условий труда в цехе: уменьшаются шум и сотрясение здания, устраняется задымленность производственных помещений. Управление прессом осуществляется органами регулирования и с помощью сжатого воздуха из цеховой магистрали.
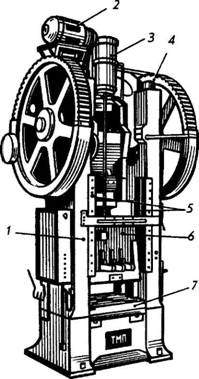
На рис. 88 показан пресс для холодной штамповки ГОСТ 9408-89Е, состоящий из стойки 1, электродвигателя 2, цилиндра уравновешивания ползуна 3, зубчатого колеса 4, направляющих 5, ползуна 6 и стола пресса 7. На подобных прессах изготавливают как мелкие, так и крупные листовые детали, например, кузова автомобилей. Возможное давление пресса — 30,89 кН.
Гидравлические прессы обладают наилучшей характеристикой для глубокой вытяжки и других операций листовой штамповки, так как осуществляют деформирование металла с постоянной скоростью. Подобные прессы широко применяют в авиационной и ракетостроительной промышленности.
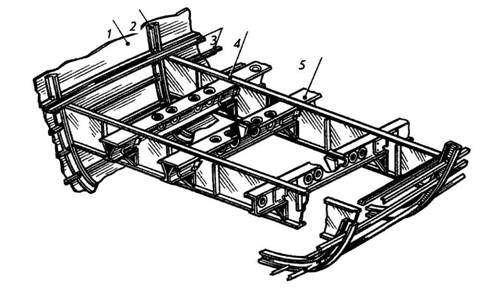
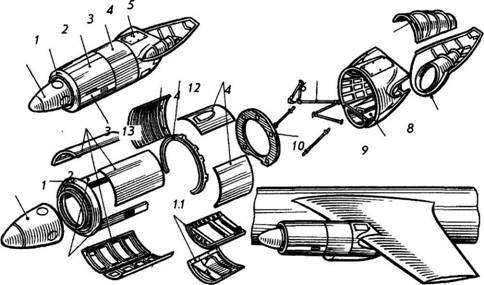
На рис. 89 и 90 показаны крупные сборочные единицы самолетов, детали которых изготовлены прессованием. Так, каркас пола пассажирской кабины самолета (рис. 89) включает: обшивку 1, шпангоут 2, стрингеры 3, поперечные балки 4 и продолжные балки 5. А гондола турбо-винтового двигателя самолета (рис. 90) состоит из обтекателя втулки винта — 1, воздухозаборника 2, крышки переднего капота 3, крышки заднего капота 4, люка 5, силовой фермы в, кожуха 7, стекателя 8, хвостовой части гондолы 9, силового шпангоута 10, рамы маслорадиатора 11, силового шпангоута 12 и боковой балки 13.
Прогрессивные способы холодной листовой штамповки. Новые, виды штамповки благодаря своей простоте и экономичности находят широкое применение в условиях мелкосерийного и единичного производства. К ним относят штамповку резиной, жидкостью, взрывом, электрогидравлическую и др.
Штамповка резиной. С ее помощью осуществляются разделительные и формоизменяющие операции. При этом пуансоном или матрицей является резина. Штамповку резиной чаще всего применяют для изделий из тонколистового металла толщиной до 2 мм (алюминия, медных сплавов, малоуглеродистой стали).
Штамповка жидкостью. В этом случае металл деформируется под давлением жидкости, принимая форму матрицы. Данный способ применяют для вытяжки полых деталей разной формы.
Штамповка взрывом. Для пластического формоизменения заготовки применяют и взрывчатые вещества (взрывчатые газовые смеси из метана, пропана, гиксогена и др.), создающие высокое давление, под действием которого заготовка принимает форму штампа.
Штамповку взрывом применяют для изготовления крупных деталей и деталей сложной формы, когда изготовление их другими способами невозможно (например, сплавы труднодеформируемые) или неэкономично. Такая
штамповка не требует сложного и дорогостоящего оборудования.
Электрогидравлическая штамповка. Этот метод характерен тем, что энергоносителем является высоковольтный электрический заряд в жидкости. Разряд вызывает появление ударной волны, которая и деформирует заготовку, придавая ей необходимую форму.
Этот вид штамповки дает возможность выполнять все операции холодной листовой штамповки с большой точностью и с сравнительно малыми затратами.
Магнитно-импульсная формовка. Формирование изделий этим методом происходит при создании импульсного магнитного поля вокруг заготовки и взаимодействия этого поля с импульсными токами, протекающими в заготовке. В результате такого взаимодействия в заготовке возбуждаются вихревые токи, что приводит к образованию вокруг нее также электромагнитного поля. Это создает предпосылки для динамического воздействия на заготовку и ее деформирование.
Этим методом осуществляют обжатие трубных заготовок, рельефную формовку, вырубку и др.
Существуют и другие прогрессивные методы листовой штамповки, но мы их рассматривать не будем.
* Формоизменяющими операциями называют такие, при помощи которых из плоской заготовки получают детали пространственной формы
Виды и способы современной штамповки металла
Штамповка металла: особенности технологии. Альтернативные методы пластичной деформации металла. Холодная и горячая листовая и объемная штамповка. Технологические операции холодной штамповки. Используемое оборудование прессы и автоматические линии.

Штамповка металла – это технологическая операция, которая представляет собой контролируемый процесс изменения формы и размеров заготовки под действием давления. Процесс отличается высокой производительностью, а потому широко используется в различных отраслях промышленности.
Технология имеет богатую историю, однако ее механизация началась в 50-х годах XIX века: к процессу стали подключать станки, что увеличило производительность и повысило качество изделий. Современное штамповочное оборудование позволяет изготавливать различные детали: от мелких элементов часового механизма до составных частей летательных аппаратов.
В серийном производстве активно применяется листовая штамповка. С помощью данной технологии обрабатывают металл, пластик и другие материалы. Процесс отличается высокой производительностью, стабильностью и точностью.
Холодная штамповка считается наиболее прогрессивным методом обработки давлением. Как следует из названия, это производственные операции без предварительного нагрева заготовки. Такой подход позволяет повысить прочность и чистоту поверхности изделия.
Виды штамповочных технологий
За время своего существования появилось немало методов штамповки. Массовое производство требует особого подхода, где на первое место ставится скорость и качество изготовления изделий. Ручная штамповка сейчас используется исключительно в частном порядке, для создания единичных экземпляров.
Прежде чем рассматривать способы обработки давлением, рассмотрим прочие виды штамповки:
- Магнитно-импульсная. Для изменения формы деталей используются кратковременные импульсы электрического тока.
- Изотермическая штамповка деталей. Используется для деформирования легированных и жаропрочных сортов стали. Особенность изотермического процесса заключается в том, что контактную форму нагревают до температуры деформации заготовки. В качестве рабочего оборудования используют гидравлические прессы.


- Штамповка взрывом. Разновидность импульсного способа. Активно используется в сфере производства летательных аппаратов. Принцип работы основан на передаче воздействия взрывной волны через воздух или воду. В результате заготовка деформируется, приобретая очертания используемой матрицы.
Помимо производственных функций, энергию взрыва используют в качестве привода подвижных частей оборудования. Метод был разработан в Харьковском авиационном институте в 1949 году.
Технологический процесс, при котором изделие получают путем давления на расплавленный металл, называют жидкой штамповкой. Ввиду высокой стоимости матриц и пунсонов метод целесообразно использовать только в массовом производстве.
Листовая штамповка
Процесс обработки заготовок делят на две категории, которые отличаются рабочей температурой:
- Холодная штамповка. Данный метод считают наиболее эффективным. Его применяют для изготовления кузовных деталей транспорта. Грамотная разделка помогает рационально использовать основной материал. Наилучших показателей можно добиться, используя углеродистые и легированные стали, а также листовую медь и алюминий.

- Горячая штамповка. Как следует из названия, данный метод подразумевает предварительный нагрев заготовки. Для этого используют пламенные или электрические печи. Технологические операции данного метода абсолютно не отличаются от холодного способа производства. Единственный нюанс заключается в толщине листового металла: данный показатель не должен превышать 5 мм. С помощью данного метода производят элементы корпуса в судостроительной промышленности.
Объемная штамповка
Горячая штамповка характеризуется повышенной температурой, при которой протекает процесс. Степень нагрева зависит от используемых материалов. В отличие от штамповки жидкого металла агрегатное состояние заготовки остается неизменным.
Рассмотрим особенности каждого процесса.
Технология горячей объемной штамповки (ГОШ)
Горячую объемную деформацию деталей выполняют под воздействием температуры и давления на заготовку. Для получения необходимой формы материал нагревают и помещают в закрытые штампы. Между используемыми пресс-формами отсутствует зазор. Таким образом, готовое изделие формируется в закрытой полости, которая называется ручьем или гравюрой. Подход характеризуется низким процентом облоя, однако требует внимания на стадии заготовок.

Готовые изделия отличаются точностью размеров и качеством поверхности.
- Определяется тип штампа.
- Разрабатывается подробный чертеж.
- Технологи рассчитывают количество переходов от заготовки до готового изделия.
- Для каждого промежуточного этапа готовят индивидуальный чертеж.
- Подбирают пресс-формы для переходов.
- Определяют параметры и способ нагрева заготовки.
- Исходя из требований к детали определяют необходимые финишные процедуры.
По завершении разработки проекта экономисты рассчитывают себестоимость выполнения работ.
По сравнению с горячей ковкой ГОШ обладает гораздо большей производительностью и точностью работ. Требования к подготовке оператора оборудования не отличаются строгостью: среднее время обучения специалиста составляет 6 месяцев. К недостаткам относят ограничение по массе конечного изделия и высокую стоимость штамповочного оборудования.
Метод холодной объемной штамповки
Основным недостатком технологии считают чрезмерные усилия, которые необходимо прилагать для получения готового изделия. По сравнению с ГОШ этот показатель выше в 10–15 раз. Высокие механические нагрузки негативно влияют на продолжительность эксплуатации штампов.
Суть и назначение холодной штамповки листового металла
Холодная штамповка – самая популярная технология изготовления различных деталей из металла и полимеров. Универсальность метода заключается в том, что он позволяет производить конструкции любой величины: от кухонных принадлежностей до элементов крупных судов.
Холодную листовую пластичную деформацию ценят за следующие преимущества:
- Безграничные возможности для механизации и автоматизации процесса.
- Низкая себестоимость производства.
- Высокий коэффициент использования материала.
- При изготовлении тонкостенных элементов не снижается прочность конструкции.
- Отсутствует необходимость в финишной обработке готовой продукции.
Высокое качество и технологичность имеют обратную сторону: для наладки оборудования требуются квалифицированные специалисты. Кроме того, проектирование процесса является трудоемкой операцией.
Операции холодной штамповки
- Резка. Операция подразумевает разделку материала по прямой или сложной линии. В качестве рабочего оборудования используют различные типы ножниц или гильотин. Резку можно выполнять как на начальной, так и на финишной стадии производства.
- Пробивка. Получение отверстия произвольной формы.

- Вырубка. Разделка конструкции по замкнутому контуру. При этом отделенная часть является деталью, а не отходом, как при пробивке.
- Отбортовка. Операция создания бортика по наружному или внутреннему контуру. Чаще всего процедуру проводят на торцевой части труб, в местах установки фланцев.
- Вытяжка. Преобразования плоского изделия в полую объемную деталь. Процесс может сопровождаться изменением толщины стенок.
- Обжим. Уменьшение размеров торцевой части путем обжатия в конической матрице.
- Гибка. Придание изогнутой конфигурации плоским деталям. Наиболее распространенной является V- и U-образная гибка.
- Формовка. Изменение локальной формы детали с сохранением размеров наружного контура.
Классификация оборудования для штамповки
Штамповочное производство и оборудование для него регламентированы требованиями межгосударственных стандартов. Кроме того, ГОСТ устанавливает предельно допустимый расход материалов и утверждает правила разработки проектов.
Рассмотрим оборудование, которое применяется на производственных предприятиях.
Кривошипно-шатунные прессы
Принцип действия оборудования основан на преобразовании кривошипно-шатунным механизмом крутящего момента в возвратно-поступательное движение ползуна.
Подобное оборудование относят к механизмам простого типа. Они могут быть двойного или тройного действия.
Гидравлические прессы
Радиально-ковочные прессы
Представляют собой формовочный пресс для изготовления деталей цилиндрической конфигурации. В комплектацию станка входит индукционная печь для предварительного нагрева болванок.
Оборудование используется для получения поковок квадратного, круглого или прямоугольного сечения.
Электромагнитные прессы
Продукт современных технологий. В качестве движущей силы используется энергия электромагнитного поля, которая давит на сердечник с проволочной обмоткой. В процессе перемещения он воздействует на исполнительную часть станка.
Автоматические штамповочные линии
Современные станкостроительные предприятия предлагают широкий выбор автоматических штамповочных линий и комплексов для решения различных задач. Станки представляют собой высокотехнологичное оборудование, изготовленное под руководством квалифицированных инженеров-технологов.
Современные комплексы оснащают системами ЧПУ с центральным сенсорным дисплеем, что сводит функции оператора к минимуму.
Штамповка металла – востребованная технология, которая позволяет производить детали с высокими эксплуатационными характеристиками. Как вы считаете, могут ли полуавтоматические станки конкурировать с числовым программным управлением или такое оборудование является устаревшим? Поделитесь вашим мнением в блоке комментариев.
Особенности и технология холодной штамповки деталей из листового металла
Холодная штамповка деталей из листового металла представляет собой процесс обработки при помощи специального оборудования. Такой способ металлообработки производится под высоким давлением, что дает возможность изготавливать детали любой конфигурации.
- Немного истории
- Краткая характеристика
- Виды оборудования
- Принцип работы
- Прогрессивные способы штамповки листового металла
- Какие операции подразумевает холодная штамповка?
- Технология процесса
Немного истории
О холодной обработке металла было известно еще очень много столетий тому назад, но на то время она не имела такого широкомасштабного производства. В основном ее применяли для изготовления домашней утвари, различных украшений и оружия.
Но благодаря техническому прогрессу такой вид металлообработки, начиная со второй половины XIX века, встал на новый уровень. В результате совершенствования начали изготавливаться новые детали и элементы для промышленности, что, в свою очередь, способствовало стремительному развитию данной отрасли.
Краткая характеристика
Изготовление различных деталей путем холодной штамповки – это процесс, что позволяет увеличить прочность изделия, уменьшая его пластичность, тем самым не давая ему возможность в последующем деформироваться под воздействием внешних факторов. В результате заготовки приобретают высокую прочность. Кроме этого, применяемая технология позволяет делать детали высокого качества и точности, при этом существенно экономя затраты на производство.

Холодная штамповка металла (ХШ) представляет собой соответствующие действия, в ходе которых из предоставленного материала изготавливаются изделия нужной формы путем высокого давления, что в результате дает возможность сделать необходимую конфигурацию.
Суть такого процесса заключается в том, что листовые заготовки помещаются на специальное оборудование, которое состоит из неподвижной и подвижной части, что в результате сближения производят деформацию.
Что касается листового металла, из которого делаются заготовки, то в промышленности применяются различные сплавы и виды стали, что без затруднений поддаются деформированию, это, к примеру, такие, как:
- Углеродистая сталь.
- Легированная сталь.
- Медь.
- Латунь (с содержанием более 60% меди).
- Титан.
- Алюминий.
Виды оборудования
В зависимости от типа изготавливаемых деталей в промышленном производстве выделяют несколько видов штамповочных машин. Это такие, как:
- механический молот;
- прессы, представленные гидравлическими и кривошипными модификациями;
- кузнечно- штамповочные автоматы;
- горизонтально-ковочные машины.
Учитывая, что производство в основном ведется в больших масштабах, то практически все оборудование, автоматизированное. Также применяется и обычный пресс, который полностью контролируется оператором. Но такой вид ХШ применяется в изготовлении небольших партий и не может конкурировать с промышленными аналогами относительно скорости проводимых работ. Хотя это никоим образом не влияет на качество готового изделия.
Кроме этого, стоит отметить, что конструкции прессов можно разделить на:
- Однокривошипные.
- Двухкривошиные.
- Четырехкривошмпные.
- В случае если листовой металл имеет небольшую толщину, то применяется фрикционный пресс.
- Что касается гидравлического штамповочного оборудования, то оно применяется для крупного производства заготовок, что изготавливаются из более толстого металлического листа.
С этого следует, что делать это в домашних условиях не целесообразно и маловероятно, поскольку потребуется для этого специальное оборудование. К тому же осуществление готового изделия на заказ будет намного выгодней, а также качество предоставляемых услуг будет намного выше.
Принцип работы
Пресс ХШ состоит из механизма, который повергает его в работу и устройство, что выполняет непосредственно сам процесс штампования.
Кривошипный пресс. Что касается работающего механизма, то это кривошипный вал, который вращается при помощи электропривода. В результате вращения маховика происходит цепочная передача вращения на кривошипный механизм.
Гидравлический пресс. Принцип работы такого устройства заключается в том, что формирования происходит в ходе придавливания материала с помощью жидкости, что находится в специальных резервуарах, соединенные специальными трубопроводами. В ходе создания давления в одном цилиндре происходит давление на другой, что, в свою очередь, передается на ползун, приводя его в действие. В результате таких усилий продавливается заготовка.
Относительно самого штампа, то он заключает в себя две основные рабочие части, это матрица и пуансон.
Матрица располагается в нижней части оборудования и является неподвижной, а вот пуансон, его движущая часть, что в ходе деформирования прижимается к матрице, на которой располагается соответствующий материал. Таким способом осуществляется формирование на металлической поверхности.
Прогрессивные способы штамповки листового металла
В силу того, что прогресс не стоит на месте, все чаще в производство внедряются инновационные технологии, что существенно упрощают процесс холодной штамповки листового металла. Среди них можно выделить такие, как:
- Штамповка резиной. Такой вид формирования подразумевает собой применение резины в качестве матрицы или пуансона. Зачастую ее используют, когда необходимо изготовить заготовки, что имеет толщину металла не более 2-х миллиметров.
- Штамповка жидкостью. В данном случае формирование происходит за счет, создаваемого давления жидкости. Его в основном применяют для производства деталей с вытянутыми полыми элементами.
- Штамповка взрывом. Этот способ подразумевает собой применение взрывчатых веществ, что в ходе работы образовывают высокое давление, а в результате заготовка становится соответствующей формы. Используется, когда необходимо сделать более сложную форму или же штампованные изделия большого размера.
- Электрогидравлическая штамповка. Формирование происходит в результате возникновения ударной волны, когда используется заряд высокого напряжения, подведенный к жидкости.
Какие операции подразумевает холодная штамповка?
В зависимости от предназначения штамповка представлена многообразными видами операций, это:
- Разделительные – формирование таким способом осуществляется путем отъединения одной части заготовки от другой при помощи операций в виде резки, пробивки, надрезки, просечки, вырубки и зачистки.
- Формообразующие – в этом случае формирование изделий происходит с наибольшими его изменениями, при этом сохраняя целостность, это, к примеру, кузов автомобиля. Основными действиями являются гибка, закатка краев, отбортовка, вытяжка, формовка, чеканка, обжим, правка.
- Комбинированные – суть операции заключается в том, что при изготовлении одного изделия происходит одновременно несколько действий сразу. Это такие, как гибка и отрезка, вырубка и вытяжка, отбортовка и формовка.
- Штампосборочные – такой метод позволяет в ходе работы соединять несколько заготовок в одну деталь. Примером этого может послужить запрессовка, холодная мягкая сварка, клепка и вальцовка.
Для таких операций на производстве используются гидравлические электромеханические прессы, где применяется усилие не более 100 тонн.
Видео: холодная штамповка изделий.
Технология процесса
Каждый технологический процесс подразумевает под собой проведения определенных операций. В данном случае они связаны с формированием листового металла при помощи ХШ, что выполняется на соответственном оборудовании. В его основу входит:
- Изначально обозначается суть операции, основополагающие ее процессы, которые должны будут выполняться в соответствующей последовательности.
- Составление эскиза.
- Следующим этапом является расчет всех размеров на стадии заготовки, формирования и готового изделия.
- Обозначается месторасположение всех необходимых отверстий, углублений и других элементов, что требует соответствующая деталь.
- Обязательно необходимо оформить все стадии процесса с внесением данных с размерами документально.
- После согласования чертежей происходит изготовление изделий.
Предоставленная информация дает полную картину самого процесса ХШ, что проводится на соответствующем оборудовании при использовании специальных материалов. Кроме этого, благодаря внедренным инновациям, применяемая технология дает возможность изготовления высококачественных изделий в промышленных масштабах. А также уменьшая количество отходного материала, что в свою очередь делает такое производство весьма экономным.
Штамповка деталей из листового металла: что это такое, основные виды
Всесторонне рассмотрим один из самых применяемых сегодня методов обработки предметов. Начнем с того, что такое штамповка деталей из листового металла: это контролируемое изменение размеров и формы заготовки давлением.
История возникновения процесса
Известен и используется издревле, так как был изобретен еще до Средневековья и уже тогда позволял нашим предкам изготавливать оружие, украшение и другие нужные в быту вещи. В течение столетий неуклонно совершенствовался, всегда отличаясь сравнительной простотой и высокой производительностью, но выполнялся вручную вплоть до 1850-х годов, после чего уровень развития технологий позволил вплотную заняться его механизацией.
С середины XIX века технические операции стали проводить на станках, с начала XX – приступили к выпуску кузовов авто, с 1930-х – корпусов и механизмов морских и речных судов и летательных аппаратов, с 1950-х – функциональных узлов и элементов в ракетостроении.
Металлическая штамповка столетиями сохраняла популярность из-за следующих своих особенностей и преимуществ:
- Универсальность – с ее помощью выполняют детали каких угодно размеров и форм, причем как нуждающиеся в последующей обработке, так и уже готовые к эксплуатации.
- Точность изготовления, особенно при современном уровне технологий, что позволяет обеспечить взаимозаменяемость выпускаемых элементов даже без доводки.
- Склонность к механизации и автоматизации – высокая производительность всегда была очевидным достоинством, и сегодня она достигается за счет использования роторно-конвейерных линий.
- Прочность конечных изделий, даже тонких, легких, габаритных.
Особенно актуален процесс при массовом выпуске – как мелких элементов, вроде шестеренок для часов, так и крупных предметов, например, кузовов автомобилей.

Виды штамповки металла
Естественно, за столько веков появился целый ряд методов выполнения данной операции. До наших дней дожили те из них, которые обеспечивали должный уровень скорости, точности, качества, безопасности обработки заготовки. По этой причине ручные способы сегодня не находят широкого применения, а используются лишь в частных случаях.
Отдельную нишу занимают варианты, при которых результат достигается не давлением, а другими путями, например, воздействием кратковременных электрических импульсов или нагревом с изотермической деформацией и применением гидравлического пресса, или даже взрывом в водной среде.
Более подробно мы рассмотрим классические и актуальные сейчас виды.
Листовая штамповка металла
Особенно востребована при массовом выпуске плоских и/или объемных конструкций. Готовый предмет формируется специальным инструментом. По температуре осуществления операций подразделяется на 2 категории:
- Холодная – максимально эффективна при выборе меди, стали (легированной или углеродистой), алюминия в качестве основного материала, но при условии грамотной разделки. Наиболее распространенный случай применения – создание кузовных элементов машин.
- Горячая – заготовку предварительно помещают в электрическую или пламенную печь, в остальном же технология аналогична предыдущему варианту. Подходит для листов толщиной до 5 мм, чаще всего используется для изготовления корпусов водных судов.

Объемная
Очень интересный вариант, при котором, за счет пластической деформации сразу по трем плоскостям, из простейших заготовок делают более сложные. Обладает высокой степенью перспективности, классифицируется на две группы – с изменением агрегатного состояния продукции и без него. Рассмотрим обе по порядку.
Технология ГОШ – горячей объемной штамповки изделий из металла
Деталь подвергают давлению и, одновременно, температурному воздействию, нагревая в закрытой без зазоров пресс-форме. Данная полость получила сразу два названия – «ручей» и, по другой версии, «гравюра». Да, на начальном этапе реализации способ требует повышенного внимания к подготовке основного материала, но зато хорош своей точностью соответствия готового элемента заданным размерам и высоким качеством его поверхностей, и это при малом проценте облоя.
Относительный минус в том, что рабочее оборудование в этом случае стоит сравнительно дорого, а оператора требуется дополнительно обучать, но и такие затраты времени и средств многократно окупаются в долгосрочной перспективе производства.
Процесс ГОШ можно условно разбить на 7 этапов:
- выбор типа штампа по металлу;
- создание чертежа, максимально подробного;
- расчет числа выполняемых технологичных переходов;
- подготовка проектной документации для каждого из промежуточных этапов;
- определение подходящих пресс-форм;
- установка основных параметров и режима нагрева заготовки;
- задание нужных финишных процедур (учитывая эксплуатационные требования, предъявляемые к готовому изделию).
Кроме того, экономистам необходимо найти себестоимость единицы продукции, выпущенной по согласованному алгоритму.
Если сравнивать с горячей ковкой, ГОШ гораздо точнее, у него лучшая производительность и он дает больше вариантов для достижения результата, поэтому он объективно перспективнее.
Метод холодной объемной штамповки деталей из металла
Хорош высокой точностью и чистотой (гладкостью) конечной поверхности. Основной материал не рекристаллизируется ни на одном из этапов производственного цикла, что делает готовую продукцию устойчивой к различным механическим воздействиям и нагрузкам. Заготовками в данном случае являются проволочные и калиброванные прутки.
Относительный минус данного варианта – значительные усилия, затрачиваемые на выпуск: они больше в 10 раз, если сравнивать с ГОШ. Также следует отметить негативное влияние чрезмерных механических нагрузок, на практике уменьшающих ресурс пресс-форм, но в целом способ пока частично сохраняет актуальность.
Холодная штамповка листового металла: суть и назначение
Это наиболее популярный метод выпуска широкой группы изделий из полимеров и металлов, потому он заслуживает детального рассмотрения. Прежде всего подкупает своей универсальностью – можно изготавливать детали любых размеров и геометрии, начиная от миниатюрных элементов бытовых приборов и заканчивая габаритными корпусами авиатехники. Но есть и другие неоспоримые достоинства.
Практические преимущества способа:
- Высокая степень использования основного материала – обрезков или остатков не остается, что сокращает общие расходы.
- Возможность выпуска элементов даже с тонкими стенками без снижения их конечной прочности.
- Низкая себестоимость, особенно удобная в условиях серийного и масштабного производства.
- Отсутствие необходимости проведения финишной обработки – поверхность продукции, как правило, получается достаточно гладкой.
- Перспективность в вопросе автоматизации – процесс штамповки можно всячески механизировать и совершенствовать.
Есть и условный минус, логично вытекающий из технологичности проводимой операции и высокого качества результата. Недостаток в том, что для наладки нужны специалисты, причем с опытом, хорошей квалификации. Также не стоит забывать о временных затратах на проектирование – это достаточно трудоемкая часть задачи. Хотя преимуществ, естественно, больше, и достоинства продолжают определять назначение способа, которое сводится к тому, чтобы оставаться наиболее производительным и удобным вариантом обработки заготовок под давлением.

Операции холодного метода штамповки
Предпринимаемые действия либо разделительного, либо формоизменяющего характера. Поэтому главные процедуры следующие:
- Резание – разделка основного материала, может осуществляться как по прямой линии, так и по более сложной траектории. Выполняется при помощи промышленных гильотин и/или ножниц больших размеров, причем как на стартовых, так и на финишных этапах производственного цикла.
- Пробивка – создание технологических отверстий необходимого (произвольного) диаметра и даже формы.
- Вырубка – еще одна разделка, но она уже производится по замкнутому контуру, с отделением нужной части, становящейся заготовкой (здесь и кроется принципиальное отличие от предыдущей операции, при которой отрез считался был отходом).
- Вытяжка – изменение объема детали (из плоской делают полую, при этом толщина стенок тоже может стать другой, обычно тоньше).
- Отбортовка – создание рельефной кромки по периметру, внутреннему или наружному. Наиболее распространенные случаи применения – места монтажа фланцев и торцы труб.
- Гибка – превращение плоской конфигурации в изогнутую, обычно U или V-образную, но возможны и другие варианты, вплоть до довольно сложных.
- Обжим – элемент фиксируют в конической матрице и давлением воздействуют на его торцевую часть, уменьшая ее размеры.
- Формовка – изменение геометрии на каком-то локальном участке заготовки (при этом ее наружный контур сохраняет свои габариты).
Разделительная штамповка: что это такое
Это распространенная разновидность рассматриваемого нами процесса, осуществляемая для получения части материала от общей обрабатываемой детали. Может включать в себя операции резки, пробивки, вырубки, как одну, так и две-три сразу, выполняемые последовательно, с помощью размещенного на прессе инструмента. Последний выбирается по ситуации, в зависимости от проводимых работ, и это может быть как гильотина или ножницы, так и дисковая пила или даже вибрационная головка. Траектория его движения допустима как простая (по прямой), так и сложная (по ломаной линии), главное – получить заготовку нужной формы и с необходимым контуром.

Классификация оборудования для штамповки изделий из металла
В самом общем случае оно представляет собой станки-прессы с определенным типом привода (о котором ниже), а также различными характеристиками прочности, производительности, количества выполняемых операций, максимального размера обрабатываемых предметов и так далее.
Выбор нужно осуществлять в зависимости от особенностей производства и от того, какую конечную продукцию следует получить: учитывая, что для сравнительно мягких материалов не нужна значительная мощность, что для серийного выпуска требуется высокая скорость, и другие нюансы конкретного случая.
Просто необходимо, чтобы модель станка соответствовала рекомендациям актуальных межгосударственных стандартов. Помимо рабочих параметров оборудования для штамповки листового металла, ГОСТы также определяют расход, нормы безопасности труда, правила проектирования и другие сопутствующие моменты.
Перейдем к рассмотрению наиболее часто используемых видов техники.

Кривошипно-шатунные прессы
Считаются сравнительно простыми по конструкции механизмами с двойным или тройным характером действия. Преобразуют крутящий момент в возвратно-поступательное движение, благодаря которому:
- подающее устройство перемещает стальную ленту (или другой материал);
- шаговый нож отрезает заготовки согласно заданной программе.
Достаточно надежны (в силу отсутствия сложных функциональных узлов), поэтому нашли свою нишу в массовом выпуске однотипных элементов, чаще всего небольших размеров. Оправдывают себя с экономической точки зрения в перспективе долгосрочного использования.
Гидравлические прессы
Лидируют среди всех видов оборудования по своим мощностным характеристикам: наиболее производительными их моделями выштамповка металла осуществляется с усилием до 2 килотонн.
Принцип их действия базируется на передвижении пары цилиндров разных размеров. За счет отличия в диаметрах при вращении создается определенное давление на поверхность заготовки, которое изменяет геометрию листа и позволяет получить элемент нужной формы.
За перемещение жидкости отвечают насосы: оснащенные электроприводами, они быстро обеспечивают необходимую интенсивность воздействия. Результат – готовая продукция с гладкой поверхностью, параметры которой с высокой степенью точности соответствуют заданным.
Радиально-ковочные прессы
Классический случай их применения – выпуск цилиндрических заготовок, но также они широко используются для серийного производства предметов с круглым, прямоугольным, квадратным сечением.
Современные модели таких станков, как правило, оснащаются индукционной печью, в которой материал (обычно уже в виде болванки) проходит предварительный нагрев. Термическое воздействие позволяет обеспечить должную пластичность при сохранении максимальной прочности.
Точность соответствия заданной геометрии главным образом зависит от того, какая была выбрана форма для штамповки металла, но и мастерство оператора тоже играет свою роль. Обслуживать такие станки должны специалисты, прошедшие профильную подготовку.

Электромагнитные прессы
Наиболее современные и в чем-то даже инновационные варианты оборудования.
- Создают ЭМ-поле, энергия которого является основной движущей силой, давящей на сердечник.
- Последний, обладающий проволочной обмоткой, в свою очередь, воздействует на инструмент (исполнительный орган).
От интенсивности влияния и зависит степень изменения размеров заготовки. Задав соответствующую программу, можно с максимальной точностью выполнить предмет любой геометрии, даже самой сложной.
Автоматические штамповочные линии
Это передовые и многофункциональные комплексы, оснащенные ЧПУ-системами, с наглядными и удобными в пользовании сенсорными дисплеями. У них есть все, чтобы минимизировать работу оператора, полностью исключить ошибки, вызванные «человеческим фактором», обеспечить высокую производительность труда. Единственное НО: они должны функционировать строго по алгоритму, заданному опытным инженером-технологом.
Мы детально рассмотрели все основные и популярные варианты оборудования, постарались наглядно показать преимущества и недостатки каждого из них. Для более подробной консультации обращайтесь к менеджерам завода «Сармат»: они помогут подобрать станок, чтобы поставить нужную вам разновидность штамповки на поток.
Штамповка — это процесс обработки металлов. Виды штамповки и оборудование
Технологический процесс, при котором происходит обработка заготовок, позволяющий получить плоские или объёмные готовые изделия различных форм и размеров, — это штамповка. Рабочим инструментом для такой цели является штамп, который закреплён на прессе или другом оборудовании. Штамповка — это два вида технологии, которые в зависимости от условий выполняются горячим или холодным способом, а потому и оборудование, и технологические нормы отличаются друг от друга.

Категории
Помимо разделения технологии на холодный и горячий способы, штамповка — это целый ряд категорий, на которые подразделяются методы обработки материала. Зависит выбранный способ чаще всего от назначения изделия, но и технологические условия тоже на него влияют. Например, есть способ, при котором отделяется часть заготовки, и это штамповка разделительная. Сюда же входят пробивка, рубка, резка деталей. Есть категория операций, когда применяется горячая штамповка, посредством которой лист металла меняет форму. Их ещё называют формовкой. В результате детали подвергаются гибке, вытяжке и другим процедурам.
Холодная и горячая штамповка реализуются с использованием одного и того же принципа, который предполагает деформирование материала, но в остальном изготовление продукции этими методами имеет много отличий. Предварительный нагрев деталей до определённых (и достаточно высоких) температур предполагается в основном на крупных промышленных предприятиях, каким является, например, металлообрабатывающий завод. Это связано со сложностью такого технологического процесса, большим количеством операций, качественно выполнить которые можно только с точным предварительным расчётом и соблюдением высокой точности степени нагрева заготовки.

Горячий способ
Штампованные детали, обработанные по горячей технологии, должны обладать отменным качеством, поскольку, например, из листового металла разной толщины изготавливают такие ответственные вещи, как днища котлов и другие полусферические изделия, в том числе и ответственные элементы в судостроении. Для нагрева металлической детали используют оборудование, обеспечивающее правильный температурный режим.
Эти устройства и печи могут быть плазменными, электрическими или другими, их достаточно много видов. Перед подачей горячей детали на штамповочный пресс нужно не только норму нагрева рассчитать, но и разработать подробный чертёж уже готового изделия, где обязательно учесть усадку металла после остывания.
Холодная штамповка
Выполнение штамповки холодным способом подразумевает формирование изделия посредством давления, которое оказывают на заготовку рабочие элементы пресса. Усадке такие изделия не подвержены, потому что предварительно их не нагревают. Дальнейшая механическая доработка таким изделиям тоже не нужна после того, как окончена штамповка. Способы штамповки могут быть разными, холодный же является и более удобным, и экономически выгодным.
Материалы, хорошо поддающиеся холодной штамповке, относятся не только к углеродистым или легированным сталям. Штамповочное производство успешно работает и на алюминиевых, и на медных сплавах. Холодный способ выполняется преимущественно с помощью гидравлических прессов, и производство их регулируется ГОСТом. Серийные модели весьма разнообразны, а потому появляется возможность подобрать подходящий станок для производства любых конфигураций и размеров изделий. Штампы для штамповки металлов по своему оснащению очень сильно отличаются от тех, которые работают с такими материалами, как кожа, резина, картон, полимерные сплавы и тому подобное.
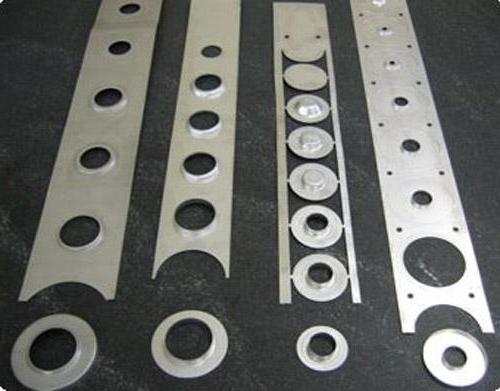
Разделительное штампование
Одной из самых распространённых технологическх операций является разделительное штампование, которое отделяет от заготовки часть металла. Этот способ используется почти на всех производственных предприятиях. На штамповочный пресс устанавливают специальные инструменты, которые производят резку, вырубку и пробивку материала. Благодаря этому процессу можно разделять металлические детали хоть по кривой, хоть по прямой линии реза. Резку выполняют самые разные устройства: гильотинные ножницы, вибрационные и дисковые станки и тому подобное. Используется резка для того, чтобы для дальнейшей обработки раскроить заготовки.
Вырубка — другая технологическая операция. Например, нержавеющий лист из металла нужно превратить в детали с замкнутыми контурами. Листовой металл при помощи пробивки снабжают отверстиями любой конфигурации. Нужно сказать, что и этот технологический процесс требует тщательной предварительной подготовки и подробного плана, с расчётом геометрических параметров инструмента, который используется. Иначе качественное изделие может и не получиться. Технологических операций, касающихся штамповки, очень много, потому что требуется изменить начальную конфигурацию деталей. Это гибка, формовка, отбортовка, вытяжка и обжим.
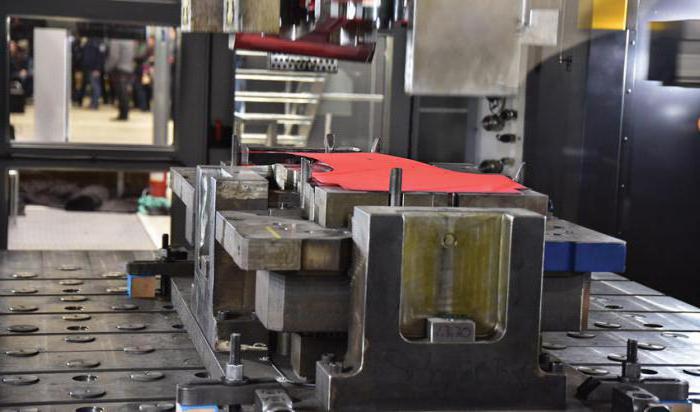
Технологические операции
Наиболее распространённая операция, изменяющая форму детали, это гибка, которая формирует на поверхности заготовки из металла запланированные участки с изгибом. Вытяжкой называется объёмная штамповка. Это операция, с помощью которой получается объёмное изделие из такой плоской металлической поверхности, как, например, металлический нержавеющий лист. Именно с помощью вытяжки он превращается в цилиндр, конус, полусферу или принимает коробчатую конфигурацию. Изделия из листового металла должны иметь бортик по краю и вокруг отверстий, если они внутри заготовки выполнены. Например, отбортовка должна завершать конец трубы, чтобы установить на неё фланец. Такая операция требует наличия специального инструмента.
При помощи обжима происходит обратное действие. Отбортовка расширяет концы заготовок из листового металла, а обжим сужает. Те же концы труб или край полости требуют такой операции, которая осуществляется посредством конической матрицы наружно. Формовка тоже относится к основным операциям, относящимся к штамповке. Она помогает изменить форму отдельным элементам штампованной детали, а наружный контур оставляет неизменным. Объёмная штамповка требует работы специального оборудования и сложных предварительных чертежей, а потому в домашних условиях практически никогда не реализуется.

Выбор пресса
Для обработки металлов, даже самых мягких (например, для штамповки алюминия), требуется специальное оборудование: гидравлический или кривошипный пресс или гильотинные ножницы. И конечно же, необходимы многие знания. Например, как произвести расчёты по расходу материала и выполнить технические чертежи. Требования ГОСТа при этом обязательно учитываются.
Чтобы выбрать нужный пресс для штамповки, сначала нужно чётко представить себе задачу, которую ему предстоит решать. Выполнение таких операций, как пробивка или вырубка, требует использования штамповочного оборудования простого действия, с небольшим ходом ползуна и шайб в процессе обработки. Но уже для вытяжки необходимо совсем другое, более мощное оборудование, где ползун и шайбы совершают значительно более широкий ход. Такая способность есть у оборудования двойного действия.
Оборудование по ГОСТу
Выполнение штамповки в зависимости от условий задачи может быть совершено на оборудовании следующих типов: одно-, двух- и четырёхкривошипном. Последнее — с установкой ползунов крупных размеров. Однако оснащение штамповочного пресса матрицей не зависит от конструктивного исполнения. Основную работу посредством движения выполняет ползун, соединённый нижней своей частью с подвижным штампом. А чтобы ползун пресса двигался, приводной электродвигатель снабжён элементами кинематической цепи: клиноременной передачей, пусковой муфтой, шайбами, кривошипным валом, шатуном, регулирующим величину хода ползуна.
Запускается ползун с помощью ножной пресс-педали, которая связана с пусковой муфтой, после чего начинаются его возвратно-поступательные движения, направленные на рабочий стол пресса. Четырёхшатунный пресс имеет другой принцип действия. Его рабочие органы направляют всё усилие в середину четырёхугольника, который образуют четыре шатуна. Такое устройство успешно используют для изготовления изделий самой сложной конфигурации: асимметричных или габаритных.

Для сложных изделий
Чтобы получить качественные изделия сложной конфигурации, очень широко используется пресс пневматического типа с двумя или тремя ползунами. Пресс двойного действия работает двумя ползунами одновременно: внешний фиксирует заготовку, а внутренний производит вытяжку поверхности металлического листа. Тонкие листы металла штампуют специальными фрикционными прессами, а толстые — гидравлическими, которые имеют более надёжные шайбы.
Отдельная категория штамповочного оборудования — штамповка, управляемым взрывом. Такие устройства направляют мощность взрыва на отдельные участки металлической заготовки (обычно значительной толщины). Это инновационное оборудование, работа которого даже на видео выглядит весьма эффектно. Сгибы и общую конфигурацию сложного изделия обрабатывают с помощью встроенных вибрационных ножниц.
Листовая штамповка
Листовая штамповка (например, изготовление перфолиста) подразумевает процесс пробивания листового металла. Вся остальная штамповка — объёмная. Применяемая оснастка для штамповочного оборудования разделяется на виды. Она может быть инструментальной, импульсной (взрыв, магнитный или гидроимпульс), валковой или штамповкой эластичными средами. Листовой штамповкой можно изготовить пространственные и плоские детали различной массы — от долей грамма, и различных размеров — от долей миллиметра (здесь можно посмотреть на секундную стрелку наручных часов). Также листовой штамповкой изготавливаются детали во многие десятки килограммов по массе и в несколько метров величиной (автомобильная облицовка, ракеты и самолёты).
Используют для этого преимущественно низкоуглеродную сталь, а также и легированную — с особой пластичностью, латунь, медь, алюминий и магний со сплавами, титан и многое другое. Листовая штамповка — это почти все отрасли промышленности: ракето-, самолёто-, тракторо-, авто-, приборостроение, электротехническая промышленность и так далее, можно перечислять всё. Преимущества её велики.
Объёмная штамповка
Объёмная штамповка может быть выполнена и холодным, и горячим способами. Горячая — обработка давлением, где формообразование поковки осуществляется с помощью штампа. Заготовками служат прокат прямоугольного, круглого, квадратного профиля, который разрезается на мерные заготовки (иногда не разрезают, а штампуют прямо из прутка, отделяя затем поковку прямо штамповочной машиной).
Объёмная штамповка применяется при массовом производстве и серийном, что повышает производительность труда и снижает отходы металла. Качество изделий тоже соответствует высоким стандартам. Такой штамповкой получают изделия, исключительно сложные по форме, которые нельзя получить даже свободной ковкой.

Штампы открытые и закрытые
Открытые штампы позволяют наблюдать зазор между неподвижной и подвижной частями станка. При горячей штамповке в зазор вытекает облой — металл, закрывающий выход из полости и заставляющий остальную массу заполнить полость полностью. В процессе деформирования в облой попадают излишки металла. Но удалять облой трудно.
Закрытые штампы не позволяют заглядывать внутрь и наблюдать процесс — полость закрыта. Облой тоже не предусмотрен. Устройство такого штампа зависит от типа станка. Здесь нужно очень строго соблюдать точность объёмов и равенство их в заготовках и поковках: недостаток металла оставит пустыми углы полости, а избыток его сделает поковку больше требуемой по высоте.

