
Улучшаем свойства стали нитроцементацией
Цианирование и нитроцементация стали: назначение и особенности технологии
Цианирование, целью которого является насыщение поверхностных слоев стали азотом и углеродом, представляет собой одну из разновидностей такой технологической операции, как нитроцементация. По сравнению с обычной цементацией, этот метод обработки стали является более эффективным, так как позволяет придавать стальным изделиям особые механические свойства.

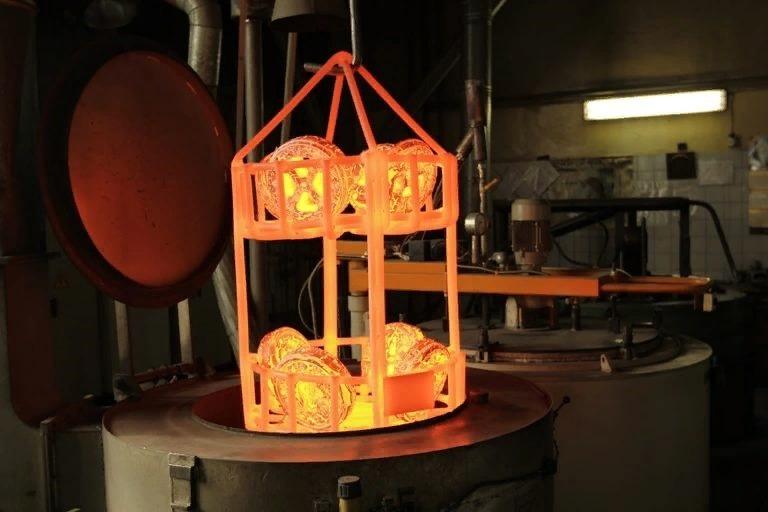
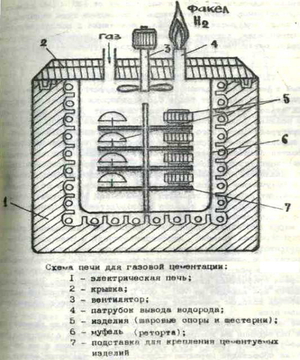
Рассматриваемые процессы предусматривают термическую обработку изделий, производимую в специальных газовых печах
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
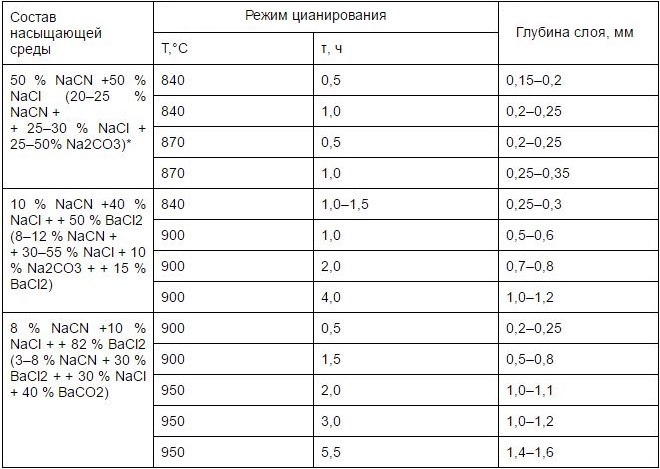
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием. Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости. Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей. Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла. Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.

Добыча золота методом цианирования
Диффузия азота и углерода в поверхностный слой стали
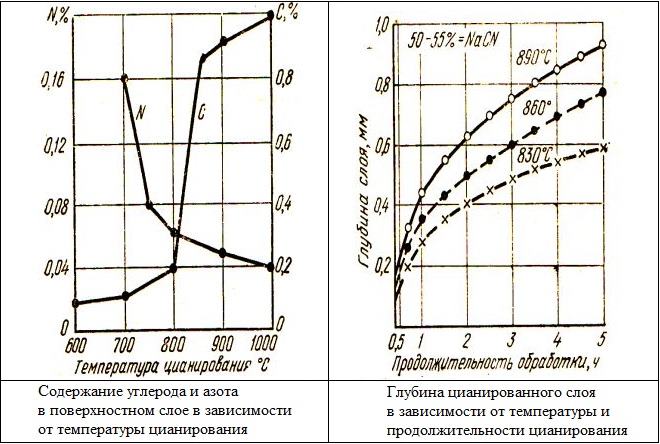
Насыщение поверхностного слоя изделия из стали азотом и углеродом, что и подразумевают под собой нитроцементация и цианирование, происходит за счет диффузии данных элементов во внутреннюю структуру стального сплава. В поверхностном диффузионном слое стального изделия при повышении температуры во время цианирования снижается количество азота, а количественное содержание углерода, наоборот, увеличивается.
Содержание углерода в диффузионном слое может увеличиваться непрерывно или только до определенного момента, а снижаться оно начинает только на последних этапах выполнения технологической операции. За счет такой особенности процесса диффузии углерода насыщение поверхностного слоя стального изделия данным элементом может фиксироваться при разных температурах выполнения цианирования. На степень насыщения большое влияние оказывают науглероживающие способности среды, в которой выполняется эта технологическая операция.
Температура цианирования влияет на глубину и состав нанесенного слоя
На параметры процесса совместной диффузии серьезно влияет азот, от которого, в частности, зависят:
- глубина слоя металла, на которую будет происходить диффузия углерода;
- степень насыщения такого слоя углеродом.
Между тем большое содержание азота в среде для цианирования может привести к тому, что диффузия углерода в структуру стали будет протекать недостаточно активно. Объясняется это тем, что азот, когда в рабочей среде для цианирования его содержится слишком много, способствует формированию на поверхности обрабатываемого изделия карбонитридных фаз или образований.
Процесс насыщения поверхностного слоя стального изделия азотом и углеродом при выполнении цианирования и нитроцементации протекает в две стадии, которые имеют мало общего, если сравнивать их кинетические показатели. Так, на первой стадии, которая может продолжаться от 60 до 180 минут, поверхностный слой изделия насыщается и азотом, и углеродом. На следующем этапе отдельные атомы азота, уже абсорбированные в структуру стали, могут десорбироваться, то есть перейти обратно в газовую фазу и выйти наружу через поверхность сплава. При протекании второй фазы цианирования наружный слой обрабатываемой стали продолжает насыщаться углеродом.

Установка для цианирования
Процесс уменьшения количества азота и увеличения содержания углерода в составе обрабатываемой стали, протекающий при увеличении температуры в ходе цианирования, имеет линейный характер. При этом такая линейность характерна лишь для верхнего слоя диффузионной зоны, в то время как в слоях стального изделия, располагающихся на большей глубине от его поверхности, она не наблюдается.
Характерной особенностью цианирования является то, что углерод проникает в обрабатываемое изделие на меньшую глубину, чем азот. Глубина проникновения этих элементов в структуру стали зависит преимущественно от микроструктуры обрабатываемого материала. Цианированные изделия небольшой толщины могут отличаться более высокой хрупкостью, если сравнивать их с деталями, обработанными по стандартной технологии цементации.
Преимущества и недостатки технологии
Процесс нитроцементации и цианирования, как уже отмечалось выше, осуществляется при относительно невысоких температурах, что способствует менее интенсивному износу используемого оборудования, а также не приводит к значительным деформациям обрабатываемых деталей. При этом выполнение технологических операций на таких режимах исключает необходимость охлаждать обрабатываемое изделие до низких температур.
После цианирования аустенитная структура стали становится более устойчивой, что улучшает прокаливаемость отдельных участков материала, которые были подвергнуты такой обработке. В частности, именно благодаря таким свойствам цианированного материала низколегированные стали можно закаливать в масле.

Нитроцементация и цианирование повышают твердость и контактную выносливость изделий
Остаточный аустенит, присутствующий в сталях, которые были подвергнуты цианированию, способствует улучшению таких характеристик материала, как:
- прочность на изгиб;
- ударная вязкость;
- пластичность;
- усталостная прочность.
Именно поэтому с помощью цианирования обрабатывают детали, которые в процессе своей эксплуатации подвергаются значительным нагрузкам. Сюда, в частности, относятся валы и шестерни, сердцевина которых должна отличаться не только достаточной прочностью, но и достаточной вязкостью. Формирования именно таких характеристик и добиваются при цианировании.
Между тем выполнение цианирования имеет и ряд недостатков:
- Величина поверхностного слоя стали, характеристики которого улучшаются в результате выполнения такой технологической операции, составляет всего семь-восемь десятых миллиметра.
- При выполнении цианирования необходимо постоянно контролировать степень азотирования и науглероживания, которой обладает рабочая среда.
Нитроцементация (газовое цианирование)
Общие сведений. При газовом цианировании, называемом нитроцементацией, осуществляется процесс одновременного насыщения поверхности стальной детали углеродом и азотом. Для этого детали нагревают в среде, состоящей из цементующего газа и аммиака, т. е. нитроцементация совмещает в себе процессы газовой цементации и азотирования.
По сравнению с жидкостным цианированием нитроцементация имеет следующие преимущества: 1) безопасность процесса (отсутствуют ядовитые цианистые соли); 2) возможность регулирования процесса (изменение количеств подаваемого цементующего газа и аммиака); 3) дешевизна процесса (стоимость цементующего газа и аммиака ниже стоимости цианистых солей).
По сравнению с газовой цементацией нитроцементация также имеет преимущества: более низкая температура процесса (840— 860° С вместо 900—950° С), меньшая продолжительность процесса, меньшее выделение сажи, большая износостойкость деталей, увеличение срока службы печи и уменьшение расхода топлива (удешевление процесса). Нитроцементацию разделяют на высокотемпературную (для деталей из конструкционных сталей) и низкотемпературную (для режущего инструмента из быстрорежущих сталей).
Высокотемпературную нитроцементацию деталей из углеродистых и легированных сталей проводят при температуре 820— 870° С (иногда до 950° С). Высокотемпературная нитроцементация широко внедряется в промышленность, вытесняя не только жидкостное цианирование, но и газовую цементацию благодаря повышенной износостойкости и коррозионной стойкости, возможности комплексной механизации с автоматическим регулированием процесса, более высокой прокаливаемости и закаливаемости нитроцементованного слоя, что позволяет заменять слож-нолегированные стали менее легированными и углеродистыми. На результат нитроцементации влияют температура, продолжительность выдержки и соотношение цементующего газа и аммиака. С повышением температуры увеличиваются толщина слоя и содержание углерода, а содержание азота в поверхностном слое (см. рис. 109) уменьшается. Газовым карбюризатором при нитроцементации является смесь эндотермического газа, природного газа и аммиака (табл. 13).

Образовавшиеся активные атомы азота и углерода адсорбируются поверхностью и диффундируют в глубь детали. При нитроцементации необходимо регулировать степень поверхностного

насыщения стали азотом и углеродом, что позволяет получить оптимальные механические свойства. Суммарное содержание азота и углерода определяется толщиной нитроцементованного слоя и химическим составом стали (табл. 14).
 несколько изменяется. В связи с отсутствием приборов автоматического регулирования азотного потенциала атмосферы необходимо строго регламентировать подачу аммиака. Аммиак подают на последних стадиях насыщения.
несколько изменяется. В связи с отсутствием приборов автоматического регулирования азотного потенциала атмосферы необходимо строго регламентировать подачу аммиака. Аммиак подают на последних стадиях насыщения.
Схема системы автоматического регулирования 21-поддонного безмуфельного агрегата при нитроцементации приведена на рис. 112. Контролируемый газ отбирается у деталей вдали от мест подачи газа в печь (обычно на стороне печи, противоположной
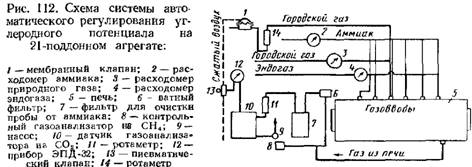
 прекращая подачу городского газа. Расход городского газа контролируется ротаметром 14, При автоматическом регулировании процесса нитроцементации устанавливается постоянная подача эндогаза, аммиака и городского газа. Добавка городского газа, необходимая для поддержания заданного углеродного потенциала, осуществляется через систему автоматического регулирования. Так как нитроцементация проводится при более низкой температуре, разность углеродных потенциалов первого и второго периодов насыщения мала, поэтому при нитроцементации обычно не применяют ступенчатые режимы.
прекращая подачу городского газа. Расход городского газа контролируется ротаметром 14, При автоматическом регулировании процесса нитроцементации устанавливается постоянная подача эндогаза, аммиака и городского газа. Добавка городского газа, необходимая для поддержания заданного углеродного потенциала, осуществляется через систему автоматического регулирования. Так как нитроцементация проводится при более низкой температуре, разность углеродных потенциалов первого и второго периодов насыщения мала, поэтому при нитроцементации обычно не применяют ступенчатые режимы.
После нитроцементации детали подвергают непосредственной закалке (с подстуживанием). Для уменьшения коробления целесообразно проводить ступенчатую закалку в щелочной или масляной ванне, имеющей температуру 180—200° С. Так как азот увеличивает устойчивость переохлажденного аустенита и уменьшает критическую скорость закалки, можно применять ступенчатую закалку в горячих средах для крупных деталей.
В нитроцементованном слое при охлаждении в процессе закалки до температуры 20° С аустенит превращается в мартенсит; при этом в слое сохраняется большое количество остаточного аустенита (20—40%). Для более полного превращения остаточного аустенита в мартенсит применяют обработку холодом и дробеструйный наклеп (возможно одновременное применение этих методов), что позволяет повысить не только твердость, но и предел выносливости (в нитроцементованном слое возникают напряжения сжатия).
После нитроцементации и закалки детали подвергают низкому отпуску. Для деталей, твердость которых должна быть выше HRC 60, температура отпуска принимается равной 160— 170° С; для деталей твердостью HRC 57—58, работающих в условиях значительных ударных нагрузок, температура отпуска не ниже 200—210° С.
 СО (32%)
СО (32%)
 (1—2%). При этом образуется некоторое количество аммиака; при температурах процесса он диссоциирует с выделением атомарного азота и водорода. Лучшие результаты получаются при применении триэтаноламина в смеси с водой (10%) (меньше выделение сажи и смолистых веществ). При разложении такой смеси в печи образуется газовая атмосфера с температурой в точке росы +9° С. Нитроцементацию триэтаноламином можно применять для деталей из конструкционных сталей (10, 20Х, 18ХГТ, 20Х2Н4А и Др.)> а также для инструмента из быстрорежущих сталей.
(1—2%). При этом образуется некоторое количество аммиака; при температурах процесса он диссоциирует с выделением атомарного азота и водорода. Лучшие результаты получаются при применении триэтаноламина в смеси с водой (10%) (меньше выделение сажи и смолистых веществ). При разложении такой смеси в печи образуется газовая атмосфера с температурой в точке росы +9° С. Нитроцементацию триэтаноламином можно применять для деталей из конструкционных сталей (10, 20Х, 18ХГТ, 20Х2Н4А и Др.)> а также для инструмента из быстрорежущих сталей.
Оптимальная температура газового цианирования деталей триэтаноламином 860° С (в некоторых случаях температуру повышают до 920—940° С). После выдержки в зависимости от требуемой толщины слоя проводится непосредственная закалка в воду или масло (в зависимости от марки стали) и низкотемпературный отпуск. Для устранения избыточных количеств остаточного аусте-нита рекомендуется перед отпуском детали подвергать обработке холодом при минус 60° С. Чтобы в результате нитроцементации в поверхностном слое не было пересыщения углеродом и азотом и образования хрупких карбонитридных фаз, необходимо регулировать подачу триэтаноламина в печь. В качестве жидких карбюризаторов при проведении газового цианирования также можно применять керосин, пиробензол и синтин с добавками газообразного аммиака.
Для обеспечения достаточной циркуляции газа в рабочем пространстве печи необходима подача в печь технического азота. При отсутствии азота снижается толщина нитроцементованного слоя при одной и той же выдержке. При применении керосина для печи СШЦ-04.09/10 оптимальным является следующий расход компонентов, подаваемых в печь: 43—49% керосина, 14— 17% аммиака, 34—43% технического азота. При подаче жидкого карбюризатора в печь его расход измеряют в кубических сантиметрах в час (объем капель у различных капельниц неодинаков). Газовое цианирование триэтаноламином при 920—940° С по сравнению с газовой цементацией керосином повышает скорость процесса на 30—50%, а износостойкость поверхностного слоя примерно в 1,5 раза, облегчает и удешевляет производство, создает более безопасные условия труда.
Свойства, структура и дефекты нитроцементованной стали. Благодаря присутствию азота нитроцементованная сталь обладает более высокими механическими свойствами, чем цементованная сталь. Поэтому толщина слоя при нитроцементации должна быть меньше, чем при цементации, и значительно повышается предел прочности при изгибе и растяжении.
При небольших толщинах слоя предел выносливости цементованной и нитроцементованной сталей одинаков, но при большой толщине слоя предел выносливости нитроцементованной стали выше. После нитроцементации с непосредственной закалкой сталъ имеет более мелкое зерно, чем после цементации, что уменьшает склонность к хрупкому разрушению и повышает также предел выносливости. Ударная вязкость стали после цементации и нитроцементации примерно одинакова. Нитроцементованный слой обладает хорошей износо- и коррозионностойкостью. Но коррозионная стойкость нержавеющих сталей (14Х17Н2, 12X13) после нитроцементации снижается. По сравнению с цементацией при нитроцементации значительно повышается прокаливаемость и закаливаемость диффузионного слоя за счет легирования аусте-нита азотом. Применение ступенчатой закалки уменьшает коробление и позволяет уменьшить припуск на шлифование.
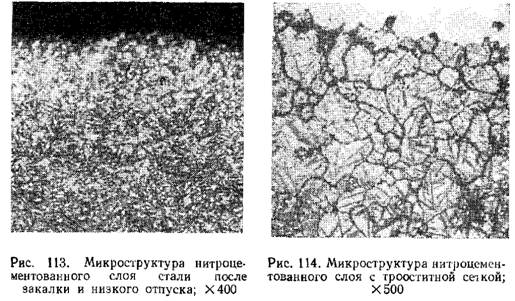
Повышенная прочность связана с влиянием азота на свойства стали. Влияние азота тем эффективнее, чем ниже температура нитроцементации. После медленного охлаждения микроструктура нитроцементованного слоя отличается от микроструктуры цементованного слоя наличием отдельных включений карбонитри-дов или тонкой поверхностной карбонитридной корочки. Оптимальной структурой после закалки и низкого отпуска является структура мелко или среднеигольчатого мартенсита с тем или иным (20—40%) количеством остаточного аустенита (рис. 113).
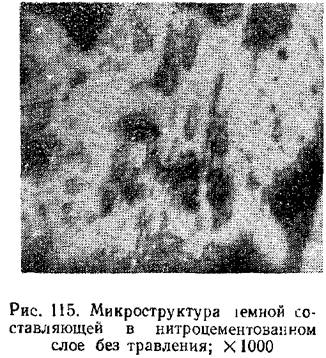
Повышенное содержание остаточного аустенита приводит к снижению контактной и усталостной прочности. На количество остаточного аустенита влияют температура нитроцементации, химический состав стали и суммарное содержание азота и углерода. Азот, присутствуя в слое, значительно повышает количество остаточного аустенита в легированных сталях. Так, в сталях с содержанием никеля 3,25—3,75% (12Х2Н4А, 20Х2Н4А) в закаленном слое сохраняется до 60—70% остаточного аустенита. Поэтому предельное содержание никеля в сталях должно быть не более 1,2%. Суммарное содержание углерода и азота должно быть в требуемых пределах (см. табл. 14). Снижение содержания углерода приводит к образованию структуры низкоуглеродистого мартенсита с трооститом. При увеличении содержания углерода возрастает количество остаточного аустенита и появляется карбонитридная фаза, снижающая устойчивость аустенита в связи с переходом азота и углерода в карбонитриды. При этом на поверхности появляется трооститная сетка (рис. 114). Присутствие карбонитридов в слое снижает также сопротивляемость ударным нагрузкам в результате охрупчивания слоя. При содержании азота в слое менее 0,1% вследствие внутреннего окисления происходит обеднение твердого раствора легирующими элементами и появляются продукты немартенситного превращения аустенита (трооститная сетка).
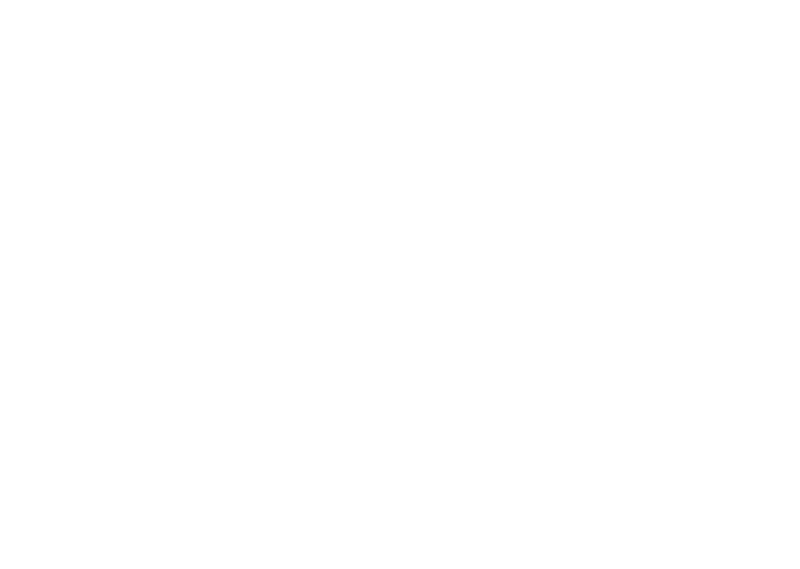
С повышением содержания азота в поверхностном слое появляется дефект в виде темных пятен, хорошо видных только на нетравленых шлифах, называемый темной составляющей (рис. 115). Темная составляющая представляет собой поры, возникающие
при большом давлении молекулярного азота в слое и заполненные окислами, образовавшимися в результате развития внутреннего окисления в эндотермических атмосферах. Этот дефект является необратимым и не устраняется повторной фазовой перекристаллизацией. Наличие темной составляющей снижает предел выносливости на 45—75%. Этот дефект наблюдается только при содержании азота в слое более 0,5%, поэтому содержание азота 0,45% считается предельным.
Дефектом нитроцементованного слоя является также и обезуглероживание, которое снижает предел выносливости на 20— 25%. Обезуглероживание может происходить при снижении углеродного потенциала в конце процесса, при нарушении соотношения углеродсодержащих и азотирующих компонентов газовой атмосферы, при передаче деталей из печи по воздуху в закалочный бак.
На механические свойства нитроцементованного слоя влияет процесс деазотирования. Азот, находящийся в стали в твердом растворе или в виде нитридов, при нагреве обладает способностью улетучиваться. При нитроцементации в первый период процесса происходит одновременное насыщение углеродом и азотом. Во втором периоде насыщение азотом приостанавливается, и даже при постоянном составе газовой среды концентрация азота на поверхности диффузионного слоя снижается. Деазотирование увеличивается с повышением температуры и длительности выдержки- При охлаждении на воздухе и повторных нагревах под закалку деазотирование достигает 90%. Поэтому высокие механические свойства стали могут быть получены только при непосредственной закалке после нитроцементации.
СТАЛИ ДЛЯ ЦЕМЕНТАЦИИ И НИТРОЦЕМЕНТАЦИИ
Цементация и нитроцементация – наиболее распространенные методы химико-термической обработки (ХТО) стали. В результате такой обработки происходит поверхностное упрочнение деталей машин и механизмов: возрастают износостойкость, прочность, усталостная прочность, а в ряде случаев сопротивление коррозии и окалиностойкость.
Цементации и нитроцементации подвергают низкоуглеродистые стали с содержанием углерода 0,08…0,25 %, что обеспечивает получение вязкой сердцевины. Для некоторых высоконагруженных деталей содержание углерода в стали может быть повышено до 0,35 %. С повышением содержания углерода в стали уменьшается глубина цементованного слоя, увеличивается прочность и понижается вязкость сердцевины.
Требования, предъявляемые к цементуемым сталям:
— возможность получения требуемого уровня свойств;
— хорошая обрабатываемость резанием;
Цементацию проводят при температурах выше точки А3 в аустенитной области. Температурный интервал цементации составляет 920…980 0 С. Имеется положительный опыт применения для некоторых легированных сталей высокотемпературной цементации при 980…1050 0 С. При этом значительно ускоряется процесс цементации вследствие увеличения коэффициента диффузии углерода, однако одновременно растет зерно аустенита и увеличивается коробление деталей. Поэтому для высокотемпературной цементации необходимо применять стали с наследственно мелким зерном или легировать сталь элементами, замедляющими рост аустенитного зерна при нагреве (Ti, V).
Термическая обработка изделий после цементации заключается в закалке и низкотемпературном отпуске, причем закалка может осуществляться непосредственно от температуры цементации (одинарная термическая обработка) или после охлаждения от температуры цементации (в этом случае часто применяют охлаждение на воздухе – нормализацию) и повторного нагрева до температуры несколько ниже точки А1 с последующей закалкой и отпуском (двойная термическая обработка). Закалку от температуры цементации часто применяют после подстуживания до 840…860 0 С с целью уменьшения коробления изделий.
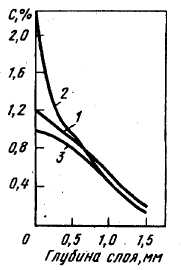
Легирующие элементы влияют на скорость процесса цементации, глубину цементованного слоя и концентрацию углерода в поверхностной зоне. Некарбидообразующие элементы, такие как Ni, Si, Co ускоряют диффузию углерода в аустените при 950 0 С. В то же время, эти элементы снижают растворимость углерода в аустените и тем самым уменьшают максимальное содержание углерода в поверхностном слое. Наиболее сильно ускоряет диффузию углерода в аустените и понижает содержание углерода в цементованном слое кремний. Однако при более высоких температурах (1000, 1100 0 С) Si уменьшает коэффициент диффузии углерода в аустените.
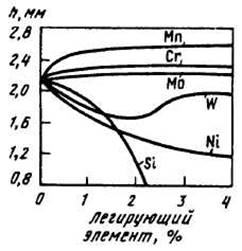
Как правило, карбидообразующие элементы понижают коэффициент диффузии углерода в аустените. Например, в стали с 1,2% Si и 1% легирующего элемента при температурах, соответствующих интервалу цементации, наблюдается замедление диффузии углерода при легировании в такой последовательности: Mn, Mo, V, W, Cr. Карбидообразующие элементы повышают максимальную концентрацию углерода в поверхностном слое по сравнению с углеродистой нелегированной сталью, что связано с интенсивным карбидообразованием в поверхностном слое. С повышением температуры содержание углерода в цементованном слое легированных сталей уменьшается.
В легированных сталях после цементации (нитроцементации) и закалки кроме мартенсита и карбидов (карбонитридов) присутствует также остаточный аустенит, количество которого может быть значительным. В небольшом количестве остаточный аустенит в цементованном слое может быть даже полезным, так как при этом повышается пластичность и особенно ударная вязкость, но при большом его содержании существенно снижается твердость стали, поэтому для высоколегированных цементуемых сталей в целях уменьшения количества остаточного аустенита проводят обработку холодом после закалки.
Добавки молибдена до 0,3…0,5% в хромоникелевые и хромомарганцевые стали увеличивают прокаливаемость цементованного слоя (стали 25ХГМ, 20ХНМ, 20ХНМ). Бор увеличивает прокаливаемость сердцевины.
Широко применяется легирование цементуемых сталей элементами, задерживающими рост зерна аустенита при нагреве (V или Ti). Особенно благоприятно легирование цементуемых сталей Ni, который повышает вязкость цементованного слоя и сердцевины и понижает порог хладноломкости. Однако вследствие дефицитности Ni наблюдается тенденция к замене высоконикелевых сталей малоникелевыми (например, стали 18Х2Н4ВА и 20Х2Н4А).
Оптимальное содержание углерода при цементации в поверхностном слое составляет 0,8…0,9%. Увеличение содержания углерода до более высоких значений способствует выделению карбидов по границам зерен, что может приводить к образованию трещин в цементованном слое и снижению механических свойств.
Новые направления в создании цементуемых сталей и их обработке
1) Учитывая дефицитность никеля, разрабатываются безникелевые цементуемые стали типа 15ХГ2МФ. Частично никель заменяют на марганец: 20ХГНМФ.
2) Учитывая, что ванадий и титан являются дорогими элементами, их заменяют комбинацией азота и алюминия, например: 25ХГНМАЮ.
3) Создание низкоуглеродистых сталей, содержащих 4…16% Mn (ЦНИМС) и проведение цементации. Примером таких сталей являются: 08Г4АТФ, 08Г7АФ, 08Г10Х2АФ, 08Г(4-16)ТЮ. Задача сводится к получению аустенитной структуры, армированной карбидами. Метастабильный аустенит в процессе деформации превращается в мартенсит деформации, повышая абразивную износостойкость сталей.
4) Новым направлением в технологии является вакуумная цементация, которая позволяет существенно сократить расход газа – карбюризатора, ионная цементация в тлеющем разряде (ускоренный процесс), цементация в кипящем слое, с нагревом ТВЧ и с использованием источников концентрированной энергии: лазерные лучи, плазменная струя. Это обеспечивает высокую твердость поверхности и получение необходимого количества метастабильного аустенита в структуре, а также чередование в заданной последовательности твердых и мягких составляющих, что существенно повышает износостойкость и другие служебные свойства сталей.
5) Создание дисперсионно-твердеющих сталей, которые могут работать не только при низких, но и повышенных температурах.
6) В принципе, цементировать можно любые стали.
Вопросы для самоконтроля
1. Какие требования предъявляются к сталям для цементации и нитроцементации?
2. Каковы принципы легирования, роль легирующих элементов и области применения рассматриваемых сталей?
3. Какое влияние оказывают легирующие элементы на скорость процесса цементации, глубину цементованного слоя и концентрацию углерода в поверхностной зоне?
4. Какова термическая обработка сталей после цементации и нитроцементации.?
5. Каковы современные направления в создании рассматриваемых сталей?
УЛУЧШАЕМЫЕ СТАЛИ
Улучшаемыми сталями называют стали, используемые после закалки и высокого отпуска. Такие стали содержат 0,25—0,5%С и их подвергают закалке от 820—880°С (в зависимости от состава) в масло (крупные детали охлаждают в воде) и высокому отпуску при 500—650°С. После такой обработки структура стали представляет собой сорбит отпуска. Улучшаемые стали должны иметь высокий предел текучести, малую чувствительность к концентраторам напряжений, а в изделиях, работающих при многократно прилагаемых нагрузках — высокий предел выносливости и достаточный запас вязкости: s0,2= 900 МПа, sВ=1100 МПа, d=10%, y=60%, KCU=0,8 МДж/м 2 . Кроме того, улучшаемые стали должны обладать хорошей прокаливаемостью, технологичностью, экономичностью и малой чувствительностью к отпускной хрупкости.
В качестве улучшаемых легированных сталей применяются: марганцовистые, хромистые, хромомарганцевые, хромокремнемарганцевые, хромоникелевые, хромоникельмолибденовые, хромоникельмолибденованадиевые стали.
Свойства улучшаемой стали зависят от прокаливаемости, т.е. от структуры по сечению изделия после закалки. При полной (сквозной) прокаливаемости структура по всему сечению — мартенсит. При неполной (несквозной) прокаливаемости наряду с мартенситом образуются немартенситные продукты распада аустенита (верхний и нижний бейнит, феррито-перлитная смесь).
Наиболее высокие механические свойства (практически по всем показателям) достигаются после высокого отпуска исходной структуры мартенсита. Если сталь имеет другие структуры, то некоторые свойства могут ухудшаться. Особенно сильно это может сказываться на параметрах, характеризующих сопротивление стали хрупкому разрушению (например, температуре перехода из вязкого в хрупкое состояние) и вязкому разрушению (работе развития трещины).
В зависимости от требований по прокаливаемости и необходимого уровня механических свойств в машиностроении используют большое количество различно легированных сталей. Марки легированных конструкционных сталей определяются ГОСТ 4543-71, ряд сталей изготовляется также по техническим условиям. Основными легирующими элементами в улучшаемых сталях являются хром, марганец, никель, молибден, бор, ванадий и др.
Широко распространены следующие улучшаемые машиностроительные стали: 40ХФА, 30Г2, 40ХГТР, 38ХС, 30ХГСА, 30ХМА, 40ХН, 40ХН2МА, 35ХГФ и др.
Легированным конструкционным сталям свойственна повышенная анизотропия свойств, т.е. различие свойств в зависимости от направления деформации при ковке или прокатке. Уменьшение анизотропии свойств достигается металлургическими способами (уменьшением в стали сульфидов и других неметаллических включений, изменением условий горячей пластической деформации и др.). Эти стали чувствительны к флокенам, наиболее чувствительны к образованию флокенов доэвтектоидные легированные перлитные и перлитно-мартенситные стали.
Хромистые стали: 30Х, 35Х, 40Х, 45Х, 50Х, 35Х2АФ, 40Х2АФЕ являются наименее легированными и обеспечивают прокаливаемость в несколько больших сечениях (до 20. 25 мм в масле), чем соответствующие углеродистые стали. Хром не оказывает сильного влияния на разупрочнение при отпуске, однако он увеличивает склонность стали к отпускной хрупкости. Поэтому изделия из этих сталей после высокого отпуска следует охлаждать в масле или воде, недопустимо охлаждение после отпуска с печью. Легирование хромом не увеличивает склонности к росту зерна аустенита. Однако с целью получения мелкозернистой структуры в них вводят ванадий (40ХФ), который, находясь в карбидах, препятствует росту зерна, а при отпуске задерживает разупрочнение. Поэтому для получения одинаковой, прочности сталь 40ХФ при улучшении необходимо отпустить на 30. 50°С выше, чем сталь 40Х. Это имеет большое значение для более полного снятия остаточных напряжений в изделиях и повышения их предела усталости.
Марганцовистые стали (30Г2, 35Г2, 40Г2, 45Г2, 50Г2) имеют несколько большую прокаливаемость, чем хромистые. Однако марганец усиливает склонность зерна к росту, поэтому эти стали чувствительны к перегреву и могут иметь пониженную ударную вязкость, особенно при отрицательных температурах. Эти стали можно применять при обработке ТВЧ и для изделий, несущих небольшие ударные нагрузки.
Хромомарганцевые стали (25ХГТ, 30ХГТ, 40ХГТ, 35ХГФ и др.) обладают повышенной устойчивостью переохлажденного аустенита и соответственно прокаливаемостью (до 40 мм). С целью получения мелкозернистой структуры в ряд сталей вводят небольшие добавки титана (0.03. 0.09 %). Легирование ванадием (сталь 35ХГФ) также позволяет получить мелкозернистую структуру и повысить температуру отпуска на заданную твердость. Сталь 35ХГФ обеспечивает замену хромоникелевой стали 40ХН и применяется, как и другие стали этой группы, для машиностроительных деталей ответственного назначения (валы, шатуны, шестеренки и т.д.).
Хромокремнистые и хромокремнемарганцовистые стали (33ХС, 38ХС, 25ХГСА, 30ХГСА, 35ХГСА и др.) обладают высокой прочностью и умеренной вязкостью. Широкое распространение (особенно в авиастроении) получили стали типа 30ХГСА (хромансиль), обладающие хорошей свариваемостью. Хромансили применяют после закалки и низкого отпуска или после улучшения (отпуск 520. 540°С).
Хромомолибденовые стали (30ХМ, 35ХМ, 38ХМ, 30ХЗМФ, 40ХМФА), обладая хорошей прокаливаемостью, имеют высокий комплекс механических свойств и мало склонны к отпускной хрупкости благодаря молибдену. Особенностью хромомолибденовых сталей является способность сохранять высокие механические свойства при повышенных температурах. Сталь 30Х3МФ имеет прокаливаемость и свойства, подобные таковым хромоникелевой стали 30ХН2МА. Благодаря ванадию сталь 30Х3МФ является мелкозернистой.
Хромоникелевые и хромоникельмолибденовые (вольфрамовые) стали (20ХН3А, 20Х2НЧА, 40ХН, 30ХН3А и др., 20ХН2М, 30ХН2М, 38Х2Н2МА, 40ХН2МА, 38ХН3МА, 18Х2Н4МА и др.) являются наиболее качественными, их применяют для изготовления самых ответственных крупных изделий (сечением порядка 100. 1000 мм). Уникальные свойства хромоникелевых и хромоникельмолибденовых сталей достигаются вследствие их чрезвычайно высокой прокаливаемости и наибольшей вязкости.
Стали с 3. 4 % Ni имеют наибольший температурный запас вязкости. К ним относятся стали 20ХН3А, 30ХН3А, 18Х2Н4МА, 38ХН3МА. Однако хромоникелевые стали имеют существенный недостаток: они сильно склонны к обратимой отпускной хрупкости. Молибден и вольфрам значительно ослабляют склонность к развитию отпускной хрупкости, поэтому хромоникельмолибденовые (вольфрамовые) стали практически лишены этого недостатка. Молибден и вольфрам взаимозаменяемы в таких сталях, последние могут изготовляться с полной или частичной заменой молибдена на вольфрам из расчета: одна часть молибдена заменяется тремя частями вольфрама. Так, хромоникельвольфрамовые стали должны содержать: 38ХН3ВА 0,5. 0,8 %W; 12X2H4BA 0,8. 1,2 %W. Стали с молибденом и вольфрамом равноценны по свойствам, в том числе и по склонности к отпускной хрупкости.
Хромоникельмолибденовые (вольфрамовые) стали иногда содержат ванадий (38ХН3МФА, 45ХН2МФА, 30Х2НМФА), что обеспечивает их мелкозернистость и повышает устойчивость против отпуска.
Хромоникельмолибденовые (вольфрамовые) стали являются наилучшими из всех известных конструкционных машиностроительных сталей. В последнее время разработаны конструкционные высокопрочные низкоуглеродистые стали мартенситного класса, имеющие хорошее сочетание характеристик прочности, пластичности и ударной вязкости. К таким сталям относится сталь 15Х3Г3МФ, имеющая после закалки (920°С, масло) и отпуска (200°С) такие свойства: σВ = 1300. 1400 МПа, σ0,2 = 980. 1070 МПа, ψ = 57. 60 %, δ =12. 14%, КСU = =0,87. 1,1 МДж/м 2 .
Последнее изменение этой страницы: 2016-07-11; Нарушение авторского права страницы
Улучшаем свойства стали нитроцементацией
Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами. Нагрев осуществляют в среде, легко отдающей углерод.
Цементация в твердой среде
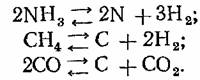
Наиболее старым способом является цементация в твердой среде. Детали укладываются в стальной ящик, должны быть полностью покрыты карбюризатором(уголь) и не касаться друг друга и стенок ящика. Ящик герметично закрывается и загружается в печь. При нагреве образуется окись углерода (CO), которая в свою очередь разлагается на углекислый газ (СО2) и атомарный углерод. Так как детали нагреты до температуры выше критической точки Ас3, атомарный углерод проникает вовнутрь мягкого железа.
Режимы обработки: 900-950 градусов, 1 час выдержки на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя — выдержка 10 часов.
В последнее время нашла широкое применение цементация газами. Детали загружают в печи в которые вводят цементующие газы (окись углерода и метан). При нагреве газ разлагается, образуя атомарный углерод. Продолжительность процесса газовой цементации меньше, чем цементации твердым карбюризатором, так как нагрев и охлаждение производятся с большими скоростями, чем это можно осуществить в цементационных ящиках. Кроме этого, газовая цементация имеет ряд других преимуществ: возможность точного регулирования процесса цементации путем изменения состава цементующего газа, отсутствие громоздкого оборудования и угольной пыли и возможность производить закалку непосредственно из печи. Процесс газовой цементации более экономичен
Какие материалы подвергаются цементации?
Цементации подвергают стали с низким содержанием углерода (до 0,25 %) или легированные низкоуглеродистые стали марок: 20Г, 20Х, 20ХФ, 12ХНЗА, 20Х2Н4А, 18ХГТ, 18Х2Н4ВА, 20ХГНР и др. Данной обработке подвергают такие детали машин и аппаратов, которые должны иметь износостойкую рабочую поверхность и вязкую сердцевину, такие как: зубчатые колеса, коленчатые валы, кулачки, червяки, поршневых пальцев, отвалов плугов и др.
Свойства металла после обработки.
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким. После закалки цементованное изделие приобретает высокую твердость (50..58HRC) и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.
Азотирование — процесс насыщения поверхностного слоя детали азотом, с целью повышения твёрдости, износоустойчивости, предела усталости и коррозионной стойкости.
Азотирование проводится при 500—600 °С в герметично закрытом контейнере из железа, который внедряется в печь. Его разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В контейнер закладывают детали, которые будут подвержены азотированию.
Туда же под определенным давлением запускается аммиак, который под действием высоких температур диссоциирует на водород и атомарный азот, который в свою очередь проникает в поверхностный слой мягкого металла, образуя нитриды с элементами, входящими в состав стали, алюминием, хромом, молибденом. Они имеют высокую твердость. По окончании процедуры печь плавно охлаждается вместе с потоком аммиака.
Толщина нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Нитриды железа обладают сравнительно невысокой твердостью и незначительно повышают ее в стали. Следовательно, для азотирования применяют легированные стали, содержащие алюминий, хром и молибден, такие как 38ХМЮА, 18Х2Н4ВА и др.
Азотированию подвергают также детали из коррозионностойких, жаростойких и жаропрочных сталей, работающих на трение в агрессивных средах и при высоких температурах; матрицы и пуансоны для горячей штамповки, пресс-формы из инструментальных сталей для литья под давлением (Х12Ф1, ЗХ2В8Ф и др.); пружины из сталей 50ХФА, 60С2. Для азотирования целесообразно применять стали, содержащие титан.
Если азотирование проводится с целью повышения коррозионностойкости, то этому процессу подвергаются также и углеродистые стали.
Нитроцементация стали — цель, виды, технология

Нитроцементация представляет собой по сравнению с обычной цементацией более эффективный процесс обработки стали, придающий ей особые механические свойства.
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием. Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости. Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей. Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла. Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.
Добыча золота методом цианирования
Цель цианирования стали и суть технологии
Первоочередная цель цианирования лежит в укреплении поверхностного слоя стали различных деталей, придании ему более высокого предела выносливости, так как этот слой подвержен наибольшим нагрузкам во время эксплуатации механизмов, конструкций. Насыщение поверхностного слоя металла углеродом и азотом принято применять из-за их быстрого проникновения, когда они взаимодействуют одновременно. Методом цианирования можно обрабатывать следующие виды металла:
- любые нержавеющие стали;
- сплавы стальные легированные либо те, где нет присутствия легирующих компонентов, стали с концентрацией углерода средних показателей;
- стали конструкционного назначения, где присутствует мало углерода.
Химико-термический способ цианирования придерживается следующей технологии:
- В рабочую ванну с расплавленной солью цианистой состава 15% Na₂CO₃, 60% NaCl и 25% NaCN помещают деталь.
- Далее рабочую среду нагревают до температуры от 930 до 530 градусов по Цельсию (в зависимости от выбранного режима обработки).
- Выделяющиеся из соли оксид углерода и азот насыщают металл несколько часов.
Все нюансы прохождения обработки металла в итоге зависят от выбранного температурного режима.
Сущностью процесса, по которому углерод с азотом могут проникнуть внутрь слоя стали, является диффузия. В течение перечисленных выше этапов технологии процесс проходит две основные стадии, разделенные временными периодами:
- Начальный период нитроцементации длительностью от одного до трех часов, характеризующийся внедрением в кристаллическую решетку металла атомов азота, углерода.
- Конечный период, когда предварительно проникшие и насытившие сталь атомы азота начинают десорбироваться (покидать поверхность, вновь приобретая состояние газа), углерод же при этом продолжает насыщать металл до тех пор, пока не закончится воздействие температуры и рабочей среды.
Виды цианирования
Есть несколько способов цианирования, которые выполняют по своей технологии для определенных типов стали с достижением разных результатов обработки. Так можно классифицировать процесс:
- по используемому термическому режиму;
- по физическому состоянию среды, где происходит цианирование (твердая, жидкая или газообразная нитроцементация).
Высокотемпературное цианирование
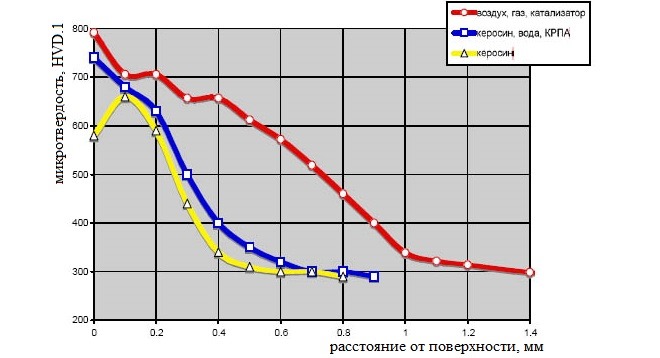
Высокотемпературное цианирование выполняют при рабочей температуре порядка 800–900 градусов по Цельсию. Здесь сталь насыщается преимущественно углеродом с численным показателем процентного содержания в слое от 0.6 до 1.2% (цементация жидкостная). Азот присутствует в таком процентном соотношении – 0.2–0.6%. Образованный укрепленный слой может быть толщиной от 2 до 0.15 миллиметров.
Высокотемпературный метод отличается тем, что обработанные изделия требуют проведения дополнительных операций воздействия, таких как закаливание металла, низкий отпуск. После проведения полного комплекса мероприятий полученный слой имеет структуру, состоящую из поверхностного слоя тонкого Fe₂(C, N) (карбонитриды), следующего за ним слоя мартенсита азотистого.
Низкотемпературное цианирование
Обработку металла низкотемпературную (тенифер-процесс) выполняют при рабочей температуре порядка 540–600 градусов по Цельсию. Здесь металл насыщается преимущественно азотом. Таким способом укрепляют высокохромистые, быстрорежущие стали, которые используются для изготовления инструментов. Низкотемпературное цементирование не предполагает более никаких операций – это заключительный этап обработки.
Метод жидкостного цементирования цианистыми солями считается одним из самых вредных для здоровья, так как соли натрия представляют собой сильное ядовитое вещество.
Низкотемпературная нитроцементация
В промышленности, для конструкционных и инструментальных сталей иногда применяют нитроцементацию при более низких температурах. Низкотемпературную нитроцементацию проводят при 570 °С в течение полутора – трех часов в атмосфере, содержащей 50 % эндогаза (экзогаза) и 50 % аммиака или 50 % пропана (метана) и 50 % аммиака. В результате такой обработки на поверхности стали образуется тонкий карбонитридный слой Fe3(N, C), обладающий высокой износостойкостью. Твердость такого слоя на легированных сталях составляет 5000–11000 HV. Низкотемпературная нитроцементация повышает предел выносливости изделий. Процесс рекомендуется проводить в качестве аналога жидкому азотированию в расплавленных цианистых солях.
Описание
Преимущества
По сравнению с цементацией, нитроцементация имеет ряд существенных преимуществ. При легировании аустенита азотом снижается температура α ↔ γ-превращения, что позволяет вести процесс насыщения при более низких температурах. Одновременно в присутствии азота резко возрастает диффузионная подвижность углерода в аустените (табл. 1). С повышением температуры эффект ускорения уменьшается (табл. 1).










 необработанного природного газа и 1—35 об. %
необработанного природного газа и 1—35 об. %  .
.


 и предел контактной выносливости в 5—6 раз. Оптимальное содержание углерода в сумме С + N зависит от марки стали и колеблется в широких пределах
и предел контактной выносливости в 5—6 раз. Оптимальное содержание углерода в сумме С + N зависит от марки стали и колеблется в широких пределах  При низкой концентрации углерода в структуре слоя по границам зерен мартенсита появляется троостит. При высоком содержании углерода в стали, содержащей
При низкой концентрации углерода в структуре слоя по границам зерен мартенсита появляется троостит. При высоком содержании углерода в стали, содержащей  образуются карбонитриды, располагающиеся преимущественно по границам зерен в виде сплошной или разорванной сетки. Переход углерода и легирующих элементов в карбонитриды понижает устойчивость аустенита, что также ведет к образованию в слое троостита. Образование сетки карбонитридов и троостита снижает предел выносливости, пластичность и вязкость стали.
образуются карбонитриды, располагающиеся преимущественно по границам зерен в виде сплошной или разорванной сетки. Переход углерода и легирующих элементов в карбонитриды понижает устойчивость аустенита, что также ведет к образованию в слое троостита. Образование сетки карбонитридов и троостита снижает предел выносливости, пластичность и вязкость стали.
