
Устройство станка гидроабразивной резки
Станки для гидроабразивной резки: особенности и цены
 Станки гидроабразивной резки являются универсальными приборами, которые широко используются для разных производственных сфер. Каковые их особенности, преимущества, а также какие средние цены на подобные станки есть на рынке, мы и узнаем из этого материала.
Станки гидроабразивной резки являются универсальными приборами, которые широко используются для разных производственных сфер. Каковые их особенности, преимущества, а также какие средние цены на подобные станки есть на рынке, мы и узнаем из этого материала.
Выполнить подбор гидроабразивного станка и узнать его стоимость можно у наших партнеров на сайте r-gar.net
Назначение станков гидроабразивной резки
Станки гидроабразивной резки широко применяются в таких сферах, как:

 машиностроение;
машиностроение;- авиационная промышленность;
- космическая сфера;
- инструментальная промышленность;
- военное дело;
- обработка камней.
Гидроабразивная технология предусматривает обработку разных материалов посредством их обычного раскроя или резки фигур по контуру. Гидроабразивные станки могут резать такие материалы, как:
 пластик;
пластик;- металл (черный, цветной, сплав);
- труднообрабатываемые сплавы;
- стекло (триплекс, армированное, бронированное, стеклотекстолит и другие виды);
- камни (искусственные и природные);
- композиционные изделия;
- прозрачные и пористые изделия;
- керамическая плитка и керамогранит;
- бетон и железобетон;
- сэндвич-панели и сотовые конструкции.
Также станки пригодны и для резки прочих материалов, таких как поролон, полиуретан, картон, пластмасса, кожа или ткань. Однако, работая с такими мягкими материалами, абразив в станке не задействован, а резка происходит только за счет водной струи. Аналогичным образом станок используется для пищевой промышленности для резки и порционирования блюд.
Принцип работы гидроабразивного станка
С целью проведения гидроабразивной резки используется специальный станок. Его принцип работы следующий:
 вода сжата с помощью насоса высокого давления, который является ключевым узлом оборудования. Давление доходит до показателя свыше 4 тысяч атмосфер и проходит сквозь сопло, формирующее струю диаметром порядка 0,2 мм, и подается в смесительную камеру;
вода сжата с помощью насоса высокого давления, который является ключевым узлом оборудования. Давление доходит до показателя свыше 4 тысяч атмосфер и проходит сквозь сопло, формирующее струю диаметром порядка 0,2 мм, и подается в смесительную камеру;- в смесительной камере вода перемешивается с абразивом, в роли которого выступает чаще всего гранатовый песок, а потом проходит сквозь твердосплавное сопло диаметром примерно в 1 мм;
- со второго сопла струя воды, смешанной с абразивом, выходит со скоростью порядка 1 тысячи метров в секунду и ударяется о поверхность изделия, которое обрабатывается:
- весь процесс не сопровожден нагреванием участка заготовки, поэтому резка считается холодной.
Конструкция станка для гидроабразивной резки
Независимо от цены и комплектации станок чаще всего включает в себя такие элементы:
 корпус;
корпус;- резервуар для воды от 2 квадратных метров в объеме;
- насос, способный прокачивать жидкость от резервуара до зоны резки под высоким давлением;
- шланги для транспортировки воды;
- заправочная емкость и система подачи и смешивания воды с абразивом;
- штуцер с форсункой в качестве водяного «резака». Его параметры регулируются посредством автоматики;
- рабочий стол для крепления обрабатываемой заготовки, он находится в специальной ванне;
- кожух для защиты;
- блок автоматического управления для координации движения рабочего стала и водяного резака, способный контролировать и задавать рабочие параметры.

Некоторые части станков для гидроабразивной резки тоже имеют свои особенности. Например, рабочая ванна, где происходит процесс резки, оснащена, в свою очередь, такими элементами, как:
- несущими опорами из нержавейки, которые можно быстро заменить при износе;
- быстросъемными ребрами, которые поддерживают разрезаемый материал. Их ставят на опоры;
- системой оперативного набора и выпуска воды, что обеспечивает обработку материалов, целиком погруженных в жидкость.
А абразивный бак позволяет даже в процессе работы пополнять запасы абразивных материалов и оснащен специальными датчиками, контролирующими объемы наличия абразивов.
![]()
![]() Эти датчики имеют такие функции:
Эти датчики имеют такие функции:
- проверяют количество поступающего материала при обработке;
- помогают остановить станок, если в головку для резки попадает посторонний материал.
Насос высокого давления является ключевым узлом станка, он сжимает воду и доставляет ее в рабочую зону. А система ЧПУ позволяет управлять всеми параметрами резки в автоматическом режиме.
Также есть система поддержки постоянного зазора в виде контактного механизма, проходящего по листу, который поддерживает оптимальное расстояние между поверхностью обработки и фокусирующей трубкой. Это улучшает качество и точность резки и не позволяет трубке и поверхности столкнуться.
Угловая голова – тоже очень важный элемент конструкция гидроабразивного станка. Он нужен для следующих задач:
 обеспечения движения режущей головки в двух плоскостях с учетом поворотов на углы наклона. Благодаря этому станком можно обрабатывать фаски, кривые поверхности;
обеспечения движения режущей головки в двух плоскостях с учетом поворотов на углы наклона. Благодаря этому станком можно обрабатывать фаски, кривые поверхности;- обеспечения неизменности угла и высокой точности при фаске или компенсации конусности изделия;
- сложные поверхности можно обрабатывать сразу в пяти координатах.
Дополнительные элементы станка
Если есть необходимость, гидроабразивный станок дополнительно можно оснастить ультразвуковой или лазерной системой сканирования поверхности для выявления неровностей и поддержания зазора, а также обеспечения точности резки.
Также оборудование за дополнительную цену можно дополнить прибором для удаления отработанных абразивов. Его особенности такие:
 включает в себя бак-отстойник и насос;
включает в себя бак-отстойник и насос;- насос применяется мембранного типа, который может быть применен в агрессивной среде;
- бак оборудован быстросъемными разъемами для шлангов и может быть транспортирован посредством кран-балки или погрузчика.
Плюсы и минусы гидроабразивных станков для резки
Станки гидроабразивного типа имеют ряд следующих преимуществ:
 заготовки не подвергаются термической обработке, что исключает температурную деформацию, пригорание или оплавление поверхности на кромках, также нет выгорания легирующих частей сплавов;
заготовки не подвергаются термической обработке, что исключает температурную деформацию, пригорание или оплавление поверхности на кромках, также нет выгорания легирующих частей сплавов;- в отличие от других способов обработки, потерей материала при гидроабразивной резке значительно меньше;
- возможность обрабатывать огромное количество материалов разной толщины;
- высококачественная резка, которая не нуждается в последующей обработке;
- высокая точность работы;
- возможность создания разносложного контура обработки изделий;
- возможность пакетной резки материалов из тонких листов, что повышает производительность работы, в частности, за счет сокращения протяженности холостых проходов головки для резки;
 обработка не предусматривает сильную механическую нагрузку на изделие, что почти исключает механическую деформацию или искажение хрупких материалов. Вы экономите на крепежах для тонкостенных деталей;
обработка не предусматривает сильную механическую нагрузку на изделие, что почти исключает механическую деформацию или искажение хрупких материалов. Вы экономите на крепежах для тонкостенных деталей;- технология экологически чистая и не допускает выделения вредного газа, дыма, окалин, стружки и т. д.;
- отсутствие традиционного инструмента для резки, который нужно периодически восстанавливать и менять;
- работа режущего инструмента зависит от закачки воды и пополнения абразива.
Однако гидроабразивные станки имеют и ряд недостатков:
- ресурс режущей головки и некоторых комплектующих ограничен;
- малая скорость обработки стали из тонкого листа;
- высокая цена абразивов;
- создание условий для появления коррозии.
Популярные производители гидроабразивных станков и цены на них
Еще один недостаток станков для резки гидроабразивного типа – это их высокая цена, пока что недоступная для широкого потребителя.
Наиболее популярные компании-производители, присутствующие на российском рынке – это:
 OMAX (США);
OMAX (США);- Jet Edge (США);
- PTV (Чехия);
- Resato (Голландия);
- Bystronic (Швейцария);
- Caretta Technology (Италия);
- ALICO (Финляндия).
Средняя рыночная цена оборудования данных марок составляет порядка 250 тысяч евро.
Кроме того, есть еще несколько компаний-производителей комплектующих и расходников для станков гидроабразивного типа, среди них:
 AccuStream (США);
AccuStream (США);- UHDE (Германия);
- Thueringer (Германия);
- BHDT (Австрия).
В ассортименте этих компаний также представлены системы для режущих головок, трубки для подачи абразива, сверхмощные насосы и другие комплектующие для систем.
Естественно, что высокая цена отчасти обусловлена тем, что продукция является импортной. Что же касается отечественного производителя, который занимается сборкой и продажей станков для резки гидроабразивного типа, то тут стоит упомянуть компанию «Дельта-Интех». Цена продукции будет несколько ниже зарубежных аналогов, а вот детали и комплектующие для сборки станков используются как зарубежные, так и российские.
![]()
![]() Чаще всего гидроабразивные станки используются для промышленных целей. Хотя их универсальность позволяет их применять и для бытовых нужд для обработки металлических поверхностей, но цена агрегата такова, что это пока редко практикуется. Возможно, со временем, ситуация изменится, и гидроабразивная технология станет применяться более широко.
Чаще всего гидроабразивные станки используются для промышленных целей. Хотя их универсальность позволяет их применять и для бытовых нужд для обработки металлических поверхностей, но цена агрегата такова, что это пока редко практикуется. Возможно, со временем, ситуация изменится, и гидроабразивная технология станет применяться более широко.
Описание станков гидроабразивной резки
[Станок гидроабразивной резки] – универсальное оборудование, пользующееся спросом во многих производственных сферах.
На данный момент без этих станков не может обойтись машиностроительная, авиационно-космическая, инструментальная, военная и камнеобрабатывающая промышленность.
Гидроабразивная технология позволяет обрабатывать различные материалы, путем их простого раскроя или вырезания по контуру определенных фигур.
Гидроабразивные станки используют для резки металла, пластика, стекла, камня и композиционных изделий своими руками.

Резка осуществляется за счет гидроабразивной струи, которая регулируется отдельно для обработки каждого типа изделий.
Станки гидроабразивной резки, особенно модели с системой ЧПУ, способны обеспечить идеальную точность и чистоту шва обрабатываемой заготовки.
Впоследствии полученное изделие нет необходимости дополнительно обрабатывать своими руками, что позволяет экономить на трудовых ресурсах и времени.
При этом подвергающийся резке своими руками материал не теряет своей изначальной физической и химической устойчивости.
Виды гидроабразивных станков и особенности их применения
Принцип действия гидроабразивного оборудования для резки металла и других материалов заключается в эрозийном воздействии состава на обрабатываемую заготовку путем выработки аппаратом высокоскоростной абразивной струи.
Механическая сила струи позволяет отрывать и уносить скоростным потоком твердофазных микрочастиц частицы материала.
Эффективность и стабильность воздействия струи обеспечивают конкретно подобранные параметры резки, такие как расход жидкости, давление и величина абразивной крошки.
Существующие виды станков для водно-абразивной резки отличает конструкция, рабочая мощность, назначение и цена.
Некоторые модели станков оснащаются системой ЧПУ, за счет которой можно без усилий выполнить раскрой любых фигурных заготовок.
Вмешательство оператора в работу станка гидроабразивной резки с системой ЧПУ минимально, все, что ему необходимо сделать, это своими руками загрузить в компьютерную программу нужный чертеж и указать тип материала, его толщину и скорость резки.
Второй вид станков, который заслуживает отдельного внимания, – портативный.
Обычно их применяют для резки в опасных местах – в нефтяной и противопожарной сфере.
Портативный станок незаменим для водно-абразивной резки металла при строительстве подземных тоннелей и колодцев, а также для резки опасных трубопроводов.
Рассматриваемое переносное устройство отличает скорость резки и высокая точность проводимых работ, за счет чего может применяться не только для резки металла, но и камня.
Кроме того, на сегодняшний день различают два метода водоструйной резки материалов: гидрорезка и гидроабразивная резка.
При этом две указанных технологии между собой имеют минимальные отличия.
В первом случае резка материала выполняется без использования абразивного состава – механическое воздействие на заготовку оказывает водная сверхзвуковая струя.
Второй метод основывается на применении жидкости и абразива, только воздействие на металл или другой материал оказывают частицы абразивной смеси, которые врезаются в линию реза изделия.
При этом гидроабразивная резка имеет в тысячи раз большее механическое воздействие, чем высокоскоростная струя без абразивной крошки.
Поэтому каждый метод водоструйной резки имеет свое назначение.
Например, гидрорезке найдено применение в обработке мягких материалов, включая цветные металлы, а резку с абразивом используют для обработки твердого металла, керамических и композитных материалов.
В промышленной сфере чаще всего практикуется использование станков гидроабразивной резки, оснащенных системой ЧПУ. Их применение позволяет обрабатывать нержавеющую сталь с толщиной листа до 200 мм.
Для таких станков не играет большой роли твердость материала, который может быть как сверхпрочным, так и с повышенным показателем мягкости, это может быть цветной или черный металл.
С помощью интенсивной 1мм водной струи можно добиться четко очерченных контуров углов с высоким допуском.
Универсальность станков гидроабразивной резки делает возможной обработку разного вида искусственных и натуральных камней.
С их помощью стеклянная отрасль производит пуленепробиваемые изделия с микронной прочностью, тонкий хрусталь.
Гидроабразивное оборудование позволяет осуществлять резку всех без исключения материалов, от пружинных каленых сталей до капризных цветных металлов и их сплавов, а также графита, бумаги, ткани и резины.
Добиться качественного плотного раскроя материалов позволяет тонкая струя, а увеличить производительность удается, благодаря автоматизации процесса и наличию в системе станков ЧПУ.
Принцип действия и конструкция станков водно-абразивной резки
Суть функционирования гидроабразивных станков сводится к следующему процессу. Мощный насос водно-абразивного станка подает воду в сопло (используется давление от 1тыс. до 6 тыс. ПА).
Диаметр сопла подбирается в зависимости от технических характеристик металла и может составлять до 0,5 мм.
 После чего образуется скоростная струя, за счет которой и происходит вымывание частиц материала по линии среза.
После чего образуется скоростная струя, за счет которой и происходит вымывание частиц материала по линии среза.
Дополняя водную струю абразивом, ее мощность увеличивают в несколько раз, благодаря чему станок может с высокой точностью раскроить изделие, толщиной свыше 300 мм.
Все вышеописанное происходит на координатном столе станка, оборудованном приводными механизмами, благодаря которым режущая головка может двигаться в нужном направлении.
Дополнительно комплектуется станок для водоструйной резки металла:
- мощным насосом высокого давления;
- режущими головками, а также устройством, исключающим механический контакт заготовки с головкой;
- системой разводки высокого давления;
- приспособлением для подачи абразивной смеси (возможно дополнение ловушкой – с ее помощью собирается отработанный абразив и при необходимости понижается энергия водной струи).
Современные модели станков для гидроабразивной резки производятся с возможностью подключения к рабочей системе ЧПУ.
Цена на оборудование с ЧПУ более высокая, чем на обычные установки, но стоимость компенсируется возможностью проводить обработку кромок материала под углом и выполнять высокоточную художественную резку.
Кроме того, некоторые варианты гидроабразивных станков с ЧПУ могут оснащаться специальной системой просверливания, позволяющей ускорить рабочий процесс.
Расходные материалы для гидроабразивных станков:
- Сопло – изготовление данного типа расходника для станков обходится дорого, так как сам процесс производства отличается сложностью, а цена на применяемые в данном случае материалы слишком высока;
- В процессе изготовления сопел используют искусственно выращенный в лаборатории алмаз, рубин, сапфир или корунд. Именно по этой причине цена на гидроабразивную обработку металла не снижается;
- Применение таких материалов позволяет увеличить рабочий период времени деталей до 500 часов;
- Смесительные трубки – изготавливают с применением сплавов, отличающихся высокой прочностью, за счет чего расходное время их эксплуатации составляет около 200 часов.
Так как водно-абразивная технология проходит без образования нагрева рабочих участков обрабатываемого материала, в некоторых случаях ее можно считать единственной с возможностью применения для резки изделий на взрывоопасных объектах.
А также для материалов, структура которых при нагреве теряет свои изначальные свойства.
Популярные производители установок гидроабразивной резки
На сегодняшний день станки для резки гидроабразивом производят:
- американские компании OMAX и Jet Edge;
- чешская фирма PTV;
- голландская Resato;
- швейцарская фирма Bystronic;
- итальянская компания Caretta Technology;
- финляндская фирма ALICO.
Цена на данную категорию оборудования в среднем равняется 245 тыс. евро.
Комплектующие и расходники для гидроабразивных станков производят:
- американская компания AccuStream;
- германские фирмы UHDE и Thueringer;
- австрийская компания BHDT.
Также они выпускают системы режущих головок, сверхмощные насосы, трубки подачи абразива и прочее комплектующее. Цена на агрегат зависит от производителя деталей.
Среди хорошо известных российских компаний, занимающихся сборкой и реализацией станков для резки водной струей – компания Дельта-Интех.
Производство работает за счет использования зарубежных и собственных комплектующих деталей.
Каждый производитель при усовершенствовании моделей станков водоструйной технологии преследовал цель: снизить рабочие усилия на входе и повысить результат на выходе, что отображает цена новых вариаций станков по сравнению со старыми.
Поэтому сегодняшние варианты конструкций станков способны обеспечить длительный срок эксплуатации при минимальных затратах на ремонт и обслуживание основных узлов гидроабразивных установок.
Гидроабразивные станки
Технология обработки материалов с использованием гидроабразивного станка
Для обработки разнообразных изделий на промышленном предприятии может использоваться гидроабразивный станок, на котором возможно производить резку материалов с толщиной до 300 мм. Станок с использованием данной технологии может оснащаться ЧПУ, что значительно повышает производительность труда и расширяет возможности применения и сложность выполняемых операций.

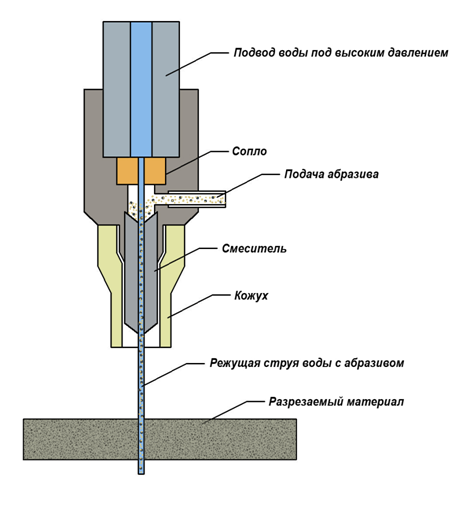
Технология выполнения гидроабразивной резки
Операция по выполнению гидроабразивной резки заключается в обработке заготовки водяной струей под большим давлением с добавлением в воду режущего вещества в виде мелких частиц твердых горных пород. Для точного позиционирования режущей струи используется лазер и специальная направляющая головка, выполненная из прочного сплава.

Рис. 1 Рабочая операция резки материала под большим давлением на гидроабразивном станке.
Операция резки протекает под воздействием абразивной смеси за счет использования специального насоса, от характеристик которого зависит толщина реза и скорость обработки заготовки. Для управления процессом на станке устанавливается регулятор мощности, который позволяет изменять толщину и скорость реза заготовки. При обработке наиболее прочных материалов применяют трехкомпонентный наполнитель, менее прочных – двухкомпонентную смесь (вода + абразив).
Большую роль в технологическом процессе играет напор воды, который должен иметь рабочие параметры не менее 4700 кг/см 2 и скорость до 1200 м/сек.
Для точного позиционирования струи используются специальные сопла, которые имеют различный диаметр выходного отверстия, что позволяет за счет смены головки регулировать толщину реза. Ресурс работы водяных сопел обычно составляет 60 — 100 час. по истечении, которого производится их замена.
Для приготовления абразивной смеси на станке установлена специальная смесительная камера, где производится смешивание различных компонентов согласно заданной программе.
Для автоматизации операций обработки используется блок автоматики, который регулирует операцию резки и скорость подачи режущего вещества, а также осуществляет компенсацию конусности за счет использования технологии Flow Dynamic Waterjet. Система автоматически производит регулировку позиционирования головки со сменой направления угла сопла.
Гидроабразивные станки используются для разделки материалов:
- нержавеющей стали;
- алюминия;
- титана;
- гранита;
- мрамора;
- углепластика;
- стекла
с образованием ровного реза необходимой толщины.
Устройство гидроабразивного станка
Гидроабразивный станок (возможна установка ЧПУ) для выполнения операций по резке материалов состоит из следующих агрегатов:

Рис. 2 Гидроабразивное оборудование (оснащенное системой ЧПУ).
- Насосной станции.
- Подводящего трубопровода.
- Стола координатного с охлаждающей ванной и системой приводов позиционирования головок.
- Головок режущих.
- Системного блока подачи рабочей смеси.
- Емкости сбора для воды.
- Блока управления операциями, ЧПУ.
Вода из системы водоснабжения подается в насос, где сжимается и под большим напором поступает к режущей головке по соединительному трубопроводу. Одновременно происходит смешивание абразивных компонентов и подача в специальную смесительную камеру с созданием запаса в мини бункере.
На координатном горизонтальном столе предварительно до начала операции резки с помощью зажимов производится фиксация заготовки и позиционирование режущих головок. В ходе процесса резки образуются отходы, состоящие из частиц материала, абразива и воды которые скапливаются в ванной.
Для осуществления высокой точности операции резки головки оснащаются механизмом координатной корректировки по 5 осям:
- X (движение вперед и назад);
- Y (смещение влево и право);
- Z(смещение вверх и вниз);
- A (смещение с изменением угла наклона);
- С (круговое движение вокруг оси Z).
Уровень воды в охлаждающей ванне регулируется в зависимости от протекающих процессов при резке заготовок. Излишки удаляются в накопительный бак, где производится очистка от частиц абразива и шлама.
Одним из основных узлов станка является водяной насос. В насосе применена плунжерная система позволяющая, сжимать воду до высокого давления.
Плунжерные насосы используются 2 типов:
- усиливающего (бустерные);
- прямого действия.
Насос прямого действия работает по принципу создания низкого давления в цилиндре, откуда вода поступает в насос высокого давления, где с помощью воздействия системы камер и 3 поршней создается необходимый напор воды. Насосы прямого действия имеют невысокую цену и высокий показатель КПД, достигающий 95%, что позволяет создавать требуемый напор воды в системе до 3800 атм.
Для создания рабочего давления требуемого для процесса резки от 4150 до 6000 бар применяются бустерные насосы. В усиливающих насосах необходимый напор воды создается в камере, где поршень приводится в движение поочередно поступающим маслом под давлением 207 атм. В результате осуществления процесса создается напор воды, превышающий в 20 раз давление масла (за счет разности площадей).
Для выравнивания напора воды в системе используется специальный блок аттенюатор, обеспечивающий непрерывность поступления жидкости под большим давлением.
Насосы мультипликаторного типа конструктивно имеют более сложное устройство и требуют принудительной системы охлаждения механизмов.
Для осуществления процесса резки требуется чистая вода без примесей, которую обеспечивает система подготовки воды, осуществляющая процессы, связанные со смягчением воды и удалением элементов: марганца, железа, кремния.
Для предотвращения столкновения режущих головок и достижения высокой точности при обработке заготовки на станке устанавливается специальная система останавливающая процесс при обнаружении неровной поверхности. На подающем трубопроводе устанавливается защита, подключенная к датчику. При столкновении датчик подает сигнал предупреждения, и резак прекращает свое движение.
Для регулирования глубины реза материала используется система постоянного контроля, позволяющая в автоматическом режиме поддерживать необходимый точный зазор между головкой и обрабатываемой заготовкой.
Эксплуатационные характеристики и расходные материалы
Процесс резки с использованием гидроабразивного станка выполняется под большим давлением, что значительно сокращает срок эксплуатации рабочих элементов.

Рис. 3 Установка гидроабразивной резки (оснащенная системой ЧПУ).
Эксплуатационные сроки использования элементов станка:
- трубка, подающая абразивный материал (час.) – 250;
- уплотнители для режущей головки (час.) — 500;
- решетка координатная (час.) — 150;
- сопло специальное водяное (час.) — 60;
- трубка, подающая смесительная (час.) — 80;
- уплотнители для мультипликатора (час.) — 200;
- мини бункер (час.) — 250;
- масло (час.) — 2000;
- соль для смягчения используемой воды — по норме;
- песок абразивный — по норме;
- смазка — по норме.
Ведущие компании производители гидроабразивных станков
Наиболее известными производителями станков для гидроабразивной обработки материалов являются компании:
- Flow (USA);
- Water Jet Sweden (Швеция) ;
- Jet Edge (USA);
- Resato (Голландия);
- PTV (Чехия);
- Garetta Technology (Италия);
- Alico (Финляндия);
- Bystronic (Швейцария).
Станочное оборудование, используемое для гидроабразивной обработки изделий:
- Flow WMC2 с ЧПУ (USA);
- OMAX JetMaching Center 2626 с ЧПУ(USA);
- Water Jet Sweden NC 1000 с ЧПУ (Швеция);
- Resato R-LCM 1515-1 с ЧПУ(Голландия);
- BarsJet 1510-3.1.1 (Россия).
В России производством станков для гидроабразивной резки занимается компания «Дельта-Интех» с использованием разработок НПО «Барс».
Принцип действия и устройство станков водно-абразивной резки
Раскрой металла — обязательный этап в изготовлении любых металлоконструкций. Если не рассматривать механические способы резки тонкостенного листа или профиля, то остаются два вида технологии, которым под силу разрезать заготовки большой толщины. Это термические методы и гидроабразивная резка.
Принцип действия
Сам принцип действия заимствован у природы. Естественный аналог — это эрозия горных пород под воздействием воды. Даже струя с ускорением свободного падения, падающая с небольшой высоты, вымывает гранит и базальт. Вопрос только во времени.

Если под высоким давлением поток чистой воды в виде тонкой струи разогнать до сверхзвуковой скорости (800-1000 м/с), а затем добавить абразив, твердость которого выше, чем у стали, то получится режущий инструмент с уникальными возможностями.
По такому принципу и работает станок гидроабразивной резки, способный раскроить лист металла толщиной до 300 мм.
Суть метода заключается в способности высокоскоростной струи с абразивом «отрывать» частички материала в зоне резки, и вымывать их вместе с потоком. При этом вода, помимо функции «транспортировки», одновременно охлаждает рабочую зону, не позволяя измениться физико-химическим свойствам металла от перегрева.
Технологически схема работы выглядит так:
- насос высокого давления с помощью труб связан с форсункой, диаметр сопла которой находится в пределах 0.1-0.4 мм;
- вода под высоким давлением (до 6500 bar), проходя через сопло разгоняется до скорости 1000—1200 м/с и поступает в смесительную камеру;
- в эту же камеру из резервуара дозирующего устройства подается абразив (кварцевый или гранатовый песок определенной фракции);
- рабочая смесь из воды и абразива проходит через смесительную трубку диаметром 0.6-1.2 мм на выходе рабочей головки, соприкасается с поверхностью металла и режет его.
Устройство станка
Крупноблочная типовая схема гидроабразивного станка имеет следующий вид:
- корпус, состоящий из станины и защитных кожухов;
- рабочий координатный стол с системой крепления заготовки;
- резервуар с чистой водой;
- насос высокого давления;
- шланги и трубопроводы низкого/высокого давления для транспортировки воды;
- емкость с абразивом и устройство его подачи в резервуар дозатора;
- система дозировки абразива;
- режущая головка (или блок из нескольких головок);
- привод перемещения режущих головок;
- система поддержки постоянной величины зазора между заготовкой и режущей головкой;
- датчики, система контроля и управления станком;
- емкость с водой для гашения энергии отработанной струи, сбора воды с абразивом и частичками металла.
В качестве обязательного условия надежной работы установки должна быть еще система водоподготовки с механической фильтрацией, обезжелезиванием и умягчением (удалением сульфатов, поглощением ионов кальция, магния и солей тяжелых металлов).
Особенности устройства основных узлов
В современных установках гидроабразивной резки применяют насосы высокого давления двух видов:
- Классический роторный насос прямого привода. Способен обеспечить рабочее давление до 4130 bar, которое создается путем вращения электродвигателем коленчатого вала с тремя поршнями. Второе название — насос триплекс;
- Насос-мультипликатор. Использует принцип гидравлического усиления давления в замкнутой системе, состоящей из поршня с большой площадью и плунжера с маленьким диаметром. Принцип действия заключается в том, что масло в опрессованной системе давит на поршень, который передает усилие плунжеру, контактирующему с водой. И если соотношение площадей сечения будет равно 20 к 1, то чтобы создать давление воды 4130 bar, надо обеспечить давление масла около 210 bar (с учетом потерь на трение о стенки поршня и плунжера). Этим видом насоса оснащено около 80% существующего парка станков с рабочим давлением 2700—6500 bar.
Контурный раскрой листового материала осуществляется режущей головкой. Но трёхосевого управления движением головки над координатным столом с заготовкой недостаточно.
Чтобы обеспечить высокое качество вертикальность стенки реза у заготовок с большой толщиной, надо компенсировать конусность струи. Кроме того, во многих случая требуется дополнительное создание кромочных фасок по внешней и внутренней грани плоскости реза, а также вырезку пазов и наклонных отверстий. Поэтому станки оснащают четырех- или пятиосевым приводом движения рабочей головки, работу которого можно разложить на две составляющие:
- перемещение над координатным столом по осям X, Y, Z с помощью линейных двигателей;
- вращение вокруг оси Z за счет прецизионного сервопривода — в одной плоскости для отработки вертикали и создания фаски, в двух плоскостях для обработки сложных поверхностей.
Минимальный угол поворота режущей головки у такого станка составляет ±45°, но есть модели установок с возможностью поворота даже в горизонтальную плоскость.
Если для гидрорезки (без использования абразива) режущая головка оканчивается соплом из драгоценного камня, то для гидроабразивной резки устройство этого узла более сложное, и состоит следующих элементов:
- Сопло из сапфира, рубина или алмаза. Чтобы поток воды высокого давления сделать максимально узким и разогнать до сверхзвуковой скорости, используют тончайшее сопло с диаметром не более 0.4 мм (чем больше диаметр, тем больше необходимая мощность насоса для достижения «рабочей» скорости струи). Кромка сопла должна иметь идеальную поверхность с острым краем — любая мельчайшая неровность, дефект или закругленность края создает зону турбулентности, что заканчивается практически мгновенным выходом головки из строя. Вторая причина разрушения — отложение кальция или воздействие твердой частицы, содержащейся в струе воды. Поэтому так важна водоподготовка. При соблюдении всех обязательных условий надежной работы, ресурс сопла из сапфира или рубина находится в пределах 50-200 часов, а из алмаза — на порядок больше.
- Смесительная камера. Работа основана на эффекте Вентури — при переходе потока жидкости с высокой скоростью из трубки большого диаметра через сопло, в камере за ним возникает зона разрежения с низким давлением. Абразив буквально всасывается в смесительную камеру, и вместе с потоком воды на большой скорости поступает в смесительную трубку.
- Смесительная трубка. Это конечная деталь режущей гидроабразивной головки. Внутренний диаметр трубки лежит в пределах 0.4-1.8 мм, а ее длина — 30-150 мм. Чтобы выдерживать воздействие скоростной струи воды с абразивом, трубку изготавливают из композитного карбида с предельно малым содержанием вяжущего. На входе из камеры отверстие трубки сделано в виде конуса, поэтому износ носит концентрический характер от входа к выходу. Износ (увеличение диаметра) происходит со скоростью 0.003-0.004 мм/час.
Управление
Управление может осуществляться через интерфейс самого станка, либо путем загрузки в систему подготовленных файлов-заданий в виде чертежей и технологических параметров, подготовленных в формате любого графического редактора, совместимого с ПО станка (CAD. COREL-DRAW или подобных).
Оператор, используя сервис интерфейса, может задавать координаты начала и окончания движения, корректировать скорость резки и направление.

Задание передается в систему автоматизированного управления для выполнения операций.
После этого надо установить режущую головку в начальную точку и запустить станок в работу. ПО станка преобразует данные файла-задания в команды управления насосом, дозатором абразива и двигателями привода головки.
Обратная связь САУ считывает показания датчиков, корректирует подачу воды и скорость движения головки, следит за выполнением задачи, обеспечивает плановое или аварийное отключение станка.
Кроме того, у оператора есть возможность в любой момент остановить работу устройства, отключить насос и сбросить давление в системе.
Цена гидроабразивной резки
Есть как минимум пять компонентов, которые определяют высокую цену оборудования:
- насос и система трубопроводов высокого давления;
- высокоточные приводы управления движения головкой;
- интеллектуальная система управления;
- сопло из драгоценных камней (пусть и искусственного происхождения);
- смесительная трубка из композита с высокой твердостью.
А если учесть, что последних два компонента относятся к расходным деталям и добавить высокую цену абразива, то стоимость гидроабразивного раскроя получится самой дорогой среди всех видов. Но достоинства этого способа и качество обработки детали стоят этого.
Достоинства гидроабразивной резки
Если сравнивать с термическими и механическими методами раскроя, то у оборудования для гидроабразивной резки длинный список достоинств:
- отсутствие термического воздействия на металл и изменения его физико-химических свойств;
- у кромки практически идеальная поверхность;
- большая толщина обрабатываемой заготовки;
- контур раскроя может иметь любую кривизну и сложность;
- высокая точность соответствия чертежу и технологических параметров;
- повторяемость размеров с минимальными отклонениями у всего комплекта деталей;
- возможность пакетной и параллельной обработки нескольких деталей сразу;
- экологическая чистота;
- тонкий разрез уменьшает отходы, которые нельзя пустить во вторичную переработку;
взрывобезопасность.
И в заключение. Во многих технологических процессах гидроабразивная резка — это единственный способ высокоточной и чистой обработки металла, камня, стекла. И альтернативы у него нет.
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ ГИДРОАБРАЗИВНОЙ РЕЗКИ
Схема работы гидроабразивной установки
- 9
Преимущества гидроабразивной резки:






Вода из водопровода номинальным давлением >3.0 бар поступает в Систему очистки (5) и очищается от механических примесей фильтрами с ячейкой 1 мкм и 0,45 мкм. После очистки вода поступает в Насос высокого давления (2).
Электродвигатель насоса (2) создает рабочее давление200 бар в гидравлической системе, гидропанель подает гидравлическую жидкость (гидравлическое масло) попеременно в левую и правую части цилиндра низкого давления мультипликатора. Нагретое в процессе работы масло охлаждается системой вентиляционного охлаждения (8) Разница давлений вызывает возвратно-поступательные движения поршня внутри цилиндра низкого давления. На поршне жестко закреплены плунжера, которые передают возвратно-поступательные движения в цилиндры высокого давления. Площадь поверхности плунжера примерно в 10 раз меньше площади поверхности поршня. Плунжер создает давление
Вода под давлением в
4000 бар поступает в режущую голову станка (4). Режущая голова станка установлена на портальной балке, которая перемещается посредством шарико-винтовой или зубчатой передачи над поверхностью рабочего стола (1). Режущая голова (4) станка гидроабразивной резки представляет собой пневмоклапан, перекрывающий подачу воды, электропривода и поворотный механизм для регулирования наклона режущей головы, мундштук для соединения пневмоклапана со смесительной камерой, смесительную камеру и абразивное сопло. На режущую голову возможно дополнительно установить: Систему контроля высоты (9) и Систему лазерного позиционирования (10) и Сверлильную головку (11). При открытии пневмоклапана вода проходит через установленное в смесительной камере сопло, внутренним диаметром 0,15-0,40 мм. Преобразуя потенциальную энергию давления
4000 бар в кинетическую образуется струя воды, разгоняется до скорости в 900 м/с.
Гранатовый абразив подается в смесительную камеру ниже сопла, формирующего струю воды. Гранатовый абразив доставляется в смесительную камеру Системой подачи абразива (6), которая представляет собой емкость цилиндрической формы и управляемый стойкой ЧПУ дозатор. В смесительной камере гранатовый абразив затягивается струей воды в абразивное сопло. Внутри сопла частицы абразива разгоняются за 3-4 дюйма пути до
250 м/с. Разогнанные частицы абразива сталкиваются с обрабатываемым материалом, разрушая его.
Рабочий стол (1) представляет собой раму прямоугольной формы, по бортам которой установлены направляющие для движения портальной балки. В ванне установлены кронштейны для установки разрезаемого материала и насосы Системы удаления шлама (7). Ванна заполняется водой для гашения струи абразиво-водяной смеси после прорезания материала. Система удаления шлама (7) представляет собой резервуар, систему трубопроводом и шламовые насосы. В процессе реза в Ванне рабочего стола (1) образуется абразиво-водяная смесь, которая постепенно осаждается на дно ванны. Шламовые насосы транспортируют эту смесь в резервуары, где происходит осаждение смеси. Пройдя через фильтр системы удаления шлама, вода поступает обратно в ванну рабочего стола.
Система подачи абразива (6), Система удаления шлама (7), Рабочий стол (1), Насос высокого давления (2), Система вентиляционного охлаждения (8) управляются Блоком ЧПУ (3). Стойка ЧПУ, посредством программного обеспечения регулирует интенсивность работы насоса для поддержания рабочего давления, управляет пневмоклапанами для подачи абразива и воды, Отвечает за перемещение портальной балки над поверхностью Рабочего стола (1).
Технология резки металла водой
Гидроабразивная резка металла – это технология резки, которая сейчас преобладает в металлургической, металлопрокатной и машиностроительной отраслях. Резка металла водой пришла на смену плазменной и классической резке на отрезных станках.
 Гидроабразивная резка металла
Гидроабразивная резка металла
Впервые этот метод был разработан и применен в авиастроении, для резки самолетного алюминия. Американская компания, которая изобрела этот метод, после проведения работ и анализа, предоставила статистические данные о том, насколько эффективно применять гидроабразивную резку в промышленности.
Сегодня на больших машиностроительных заводах не обходятся без гидроабразивной резки: она позволяет добиться максимальной точности в производстве деталей из стали и тугоплавких материалов.
Преимущества метода
Нужно учитывать, что станок такого типа стоит дороже, чем более простые аналоги. Но изначальная стоимость компенсируется ценой расходных материалов, крепежных элементов и дополнительных узлов. Еще один плюс работы с гидравликой – даже при долгой работе не появляется дымовая завеса, пыль не летит во все стороны. К тому же не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки.
Резка металла водой
Одновременно с этим гидроабразивный способ резки металла позволяет поддерживать высокую скорость производства за счет быстрой скорости обработки металлических заготовок. Скорость резки не изменяется даже при обработке толстостенных заготовок. При этом гидроабразивный станок позволяет обрабатывать не только металл, но и стекло, резину, пластик и иные многослойные заготовки.
Принципиальное устройство станков
Учитывая тот факт, что гидроабразивные станки универсальны в применении, они имеют весьма специфическое устройство, которое позволяет им резать не только металлы.
 Гидроабразивна резка камня
Гидроабразивна резка камня
Технология основывается на подаче воды под высоким давлением через форсунку к заготовке под определенным углом. В жидкость входит абразивный материал, который является вспомогательным компонентом резки. Чаще всего используется песок, измельченный до микрочастиц. Перед подачей вода и песчинки смешиваются в специальном предварительном резервуаре. Тщательно смешанная смесь подается к форсунке станка.
Водяной резак по металлу
В зависимости от заданной программы сформированная струя подается на заготовку. Сопло форсунки размещено на подвижной головке, которая может поворачиваться и наклонятся в произвольном порядке. Скорость резки водой можно сравнить лишь с плазморезом, а вот точность и качество сравнимы лишь с длительной лазерной резкой.
Современная сфера применения
Тенденции технического роста не обошли стороной и гидравлический абразивный станок для резки. Современное оборудование такого типа позволяет:
- Вырезать практически любые формы из различных материалов. Во время рабочего процесса из-за резки под разным углом никак не изменяется линия среза, за счет чего удается добиться высокого качества при работе с каждым материалом. На выходе из станка заготовки не нуждаются в финишной обработке, и уже готовы к дальнейшим манипуляциям.
 Резка металла водой
Резка металла водой - Гидроабразивный станок позволяет получать заготовки любой требующейся геометрической формы. При этом своими руками мастеру требуется лишь задать программу, а оборудование с ЧПУ самостоятельно вырежет необходимую заготовку. Специально разработанное программное обеспечение просто и понятно для любого мастера, и позволяет задать практически любые параметры касательно резки.
 Резка водой металла более 20 см
Резка водой металла более 20 см - Оборудование, что применяется в масштабных металлопрокатных производствах, может осуществлять резку металла большой толщины. К примеру, обработка заготовки из углеродистой стали может проводиться с толщиной до 20 см. Если производство ориентировано на обработку титана, то максимальная толщина составляет 1.5-2 см. Высокопрочные сплавы стали могут иметь толщину до 1.5 см.
- Современные мастера нашли применение гидравлической резке и в сфере искусства. С помощью станка получается вырезать из различных материалов цельные предметы декора, украшения и разнообразные вспомогательные предметы. Естественно, производство таких изделий требует высокой точности и производится на станках с ЧПУ.
Эксплуатация станков с ЧПУ
Прогресс в плане гидроабразивной резки металла развивался бурно, и станки такого типа решили оборудовать ЧПУ. Числовое программное управление позволило добиться большей точности в резке и значительно ускорить процесс. В сравнении с работой мастера своими руками, управляемый электроникой станок может вырезать более сложные формы и проводить резку под различными углам.
 Оборудование ЧПУ
Оборудование ЧПУ
Станки с ЧПУ используются для изготовления заготовок из различных сталей, алюминия, меди, бронзы и других широко распространенных металлов.
Преимущества гидроабразивных станков с ЧПУ выражается в таких моментах:
- Такой станок работает строго в соответствии с заданной программой. При этом изготовление серийных деталей может проводится по индивидуальному программному обеспечению.
 Гидроабразивный станок для резки металла
Гидроабразивный станок для резки металла - На станках с ручным управлением давление струи может быть выбрано неправильно, что приведет к браку заготовки. Оборудование с компьютерным управлением такую погрешность исключает: ЧПУ контролирует качестве среза и в автоматическом режиме выбирает правильный режим.
- С помощью программного обеспечения оператор может сделать отверстия в определенных местах заданного диаметра.
- После обработки заготовки на гидроабразивном станке деталь получается полностью готовой: ее не требуется шлифовать, обтачивать или проводить какую-либо еще дополнительную обработку.
Оборудование с ручным управлением
Существует ряд гидроабразивных станков, которые не комплектуются ЧПУ и в них мастеру приходиться своими руками устанавливать параметры резки. Здесь значительно хуже комфорт работы, понижается точность и качеств обработки. Многие факторы зависят от того, насколько профессионален оператор станка. Но, как и везде, есть свои положительные моменты, которые мы увидим в этом списке:
 Станок гидроабразивной резки
Станок гидроабразивной резки
- Классические ручные станки намного дешевле, чем оборудование с программным компьютерным управлением.
- Разобравшись в кнопках и рычагах даже человек без специализированного образования сможет справиться с работой на этом станке.
- На таком оборудовании возможно получать большинство простых деталей и заготовок с несложными геометрическими формами.
- Даже на ручном станке возможно получать качественный срез под разными углами, разрезать материал так, как того требует технология.
Расходные материалы и самостоятельная постройка станка
Чтобы гидроабразивный станок полноценно работал, требуется лишь вовремя проводить замену абразивных материалов и изношенных элементов, которые со временем теряют свой ресурс. Показатель расхода абразива зависит от толщины разрезаемого материала: бывает и так, что станок расходует около 300 г микрочастиц песка в одну минуту.
В плане построения такого станка самостоятельно есть одна проблема, решить которую практически невозможно – низкое качество самостоятельно изготавливаемых деталей. Дело в том, что построение гидроабразивного станка требует массу уникальных деталей и частей, которые придется заказывать у токаря и как-то создавать своими руками. Как правило, срок службы таких деталей не превысит нескольких дней, учитывая то давление, с которым приходится иметь дело.
 Полноценный станок гидроабразивной резки с ЧПУ
Полноценный станок гидроабразивной резки с ЧПУ
В итоге, придется покупать оригинальные запчасти, узлы в сборе, в то время как другие части будут оставаться самодельными или взятыми из аналогов. В плане затрат денег – вы потратите практически столько же, сколько бы стоил новый полноценный гидроабразивный станок, плюс к этому еще и сил потратите массу.
Новая промышленная установка для гидроабразивной резки стоит от 3 млн. рублей, а б/у можно приобрести значительно дешевле.
Видео: Гидроабразивная резка металла
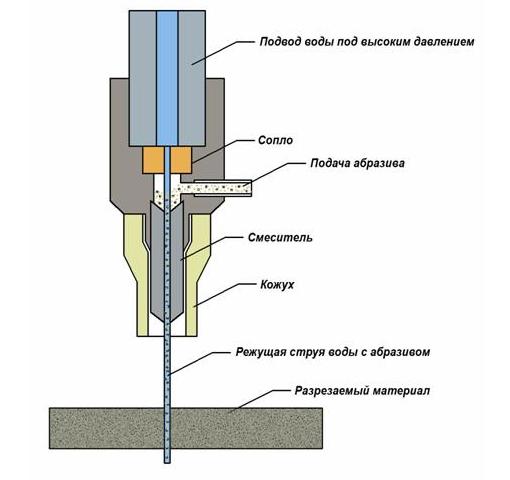
Устройство станка гидроабразивной резки
Станок гидроабразивной резки используются в тех случаях, когда штамповкой или отливкой детали сделать невозможно или не выгодно. Он позволяет резать материалы без применения механического режущего инструмента. Материал разрезается при помощи струи воды с абразивными добавками, которая подается через форсунку под большим давлением. Преимущества такого метода в том, что можно производить резку под любым углом, стоит лишь только настроить угол форсунки.

Вода с абразивом подается под огромным давлением от 200 до 600 атмосфер и способна разрезать материалы любой прочности:
- черные и цветные металлы, их сплавы;
- камень (мрамор, гранит);
- легированные, жаропрочные, нержавеющие стали;
- стекло, обычное и композитное, бронестекло;
- керамику (плитку, керамический гранит);
- композитные материалы.
Для резки твердых материалов, таких как металл, камень, стекло используется вода с добавлением специального песка. Мягкие материалы – резина, пластмасса, картон режут только водой без каких либо добавок. Преимущество перед другими способами резки в том, что кромка при этом получается исключительно ровная и не требует дальнейшей обработки.
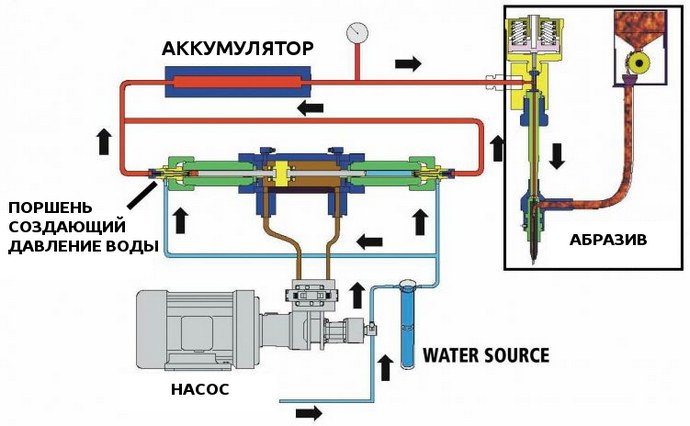
Гидроабразивный станок – принцип работы
Насос высокого давления с помощью бустера нагнетает давление от 300 до 600 атмосфер. При этом все колебания, которые создаются насосом, гасятся в аккумуляторе давления большой емкости, что гарантирует свободную от пульсации струю воды. После этого воду для генерации струи можно подавать в любую произвольную точку по гибким трубам высокого давления.
Вода проходя через отверстие в головке диаметром четверть миллиметра (давление при это еще больше возрастает), попадает в камеру для смешивания. Там она соединяется с абразивом (мелкодисперсным песком) и попадает в формирующую струю сопло. В зависимости от толщины и материала детали оно может иметь диаметр от 0,6-1,2 мм. В режущей головке энергия давления воды преобразуется в кинетическую энергию водной струи. Вода проходя через сопло, всего в десятые доли миллиметра, выполненное из сверхтвердых материалов, ускоряется с образованием тонкой сфокусированной струи, служащей в качестве инструмента для резки.
Мягкие материалы, такие как резина, пластмасса режутся чистой струей воды. За счет добавления в струю песка, для усиления режущих способностей, можно производить обработку материалов любой твердости, таких как металлы, камень, стекло, композиты. Для твердых материалов предварительно выполняют черновое сверление. Для некоторых материалов предварительная центровка не нужна, так как при центровке материала уже первая капля воды смешивается с абразивом. Сегодня гидроабразивная резка позволяет с легкостью резать материалы толщиной до 150 мм.
Такой способ позволяет резать материалы без выделения тепловой энергии, так как она сразу поглощается водой. Кроме этого не требуется сложные и тяжелые приспособления для фиксации заготовки. Струя воды не оказывает такого сильного воздействия на заготовку как механические инструменты (резец, фреза или пила).
Гидроабразивный станок для резки — устройство

Станки данного типа имеют такие элементы:
- резервуар для воды (от 2 кубов);
- насос высокого давления;
- емкость с абразивом для смешивания с водой;
- трубки высокого давления;
- резак со сменными головками (форсунками);
- ванна с рабочим столом для закрепления заготовки, гашения струи и сбора воды (абразива);
- в промышленных станках – блок ЧПУ;
- в ручных станках – система управления резаком.
Гидроабразивная резка металла незаменима при обработке толстостенных заготовок. Получить действительно качественную линию среза возможно только таким методом. Применение гидравлической резки актуально при обработке камня и других материалов повышенной твердости. После резки, на всей линии, какой бы длинной она не была, не останется ни окалин, ни заусенец, сколов и никакой дополнительной обработки не требуется.
Не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки. Скорость резки не изменяется даже при обработке толстостенных заготовок.
Быстро оценив открывающиеся возможности в получении изделий различной геометрической формы, гидроабразивные станки снабдили ЧПУ. Ручные станки намного дешевле и позволяют сделать большинство простых деталей и заготовок несложной геометрической формы.
Как сделать свой станок
Изготавливать детали на гидроабразивном станке очень выгодно, так как не требуется дополнительная чистовая обработка, но новый станок стоит достаточно дорого. Его стоит приобретать только в том случае, если он будет постоянно загружен. Можно приобрести б/у, который обойдется намного дешевле или изготовить гидроабразивный станок самостоятельно. Главная трудность будет заключаться в покупке агрегатов для создания высокого давления и режущей струи. Кроме этого станок будет потреблять большое количество электроэнергии и воды.
Если же вы решили сделать станок своими руками, то вам понадобятся некоторые специфические детали, которые сделать невозможно самостоятельно. Станок с ручным управлением сделать намного проще, чем с ЧПУ, но возможности и функции будут ограничены.
Для создания станка понадобятся такие узлы и агрегаты:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы перемещения режущей головки и система управления;
- механизм подачи абразива;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Так как работать станок будет в условиях повышенной влажности все компоненты нужно изготавливать и подбирать с высокими противокоррозионными свойствами (нержавейка, алюминий, пластик).
Для самодельного станка лучше использовать насос прямого действия, который стоит дешевле и намного проще в ремонте. Насос и режущая головка соединяются между собой при помощи трубок высокого давления, их можно купить в любом автомагазине. Режущую головку покупать нужно сразу со сменными штуцерами для резки различных типов материалов. Между насосом и режущей головкой обязательно устанавливается ресивер, чтобы нивелировать импульсы и получить устойчивую струю воды.
Координатный стол с ванной можно изготовить самостоятельно из нержавеющей стали. Основной проблемой является сама струя воды, которая способна разрезать не только заготовку, но и станину. Единственное, что ее может остановить – это сама вода, а точнее водяная ванна. Водяной слой толщиной 1 метр способен погасить струю до 600 атм. Рабочий стол делают в виде сот или ребер и устанавливают в ванну. Он обязательно должен быть съемный, так как со временем вода его разрежет. Ребра можно изготовить из металла или пластика.
В данном типе станка станина остается неподвижной, а перемешается сама режущая головка по отношению к заготовке. Для этого нужно изготовить платформу, которая будет перемещаться в продольной и поперечной плоскости. Дополнительно можно установить поворотный механизм для изменения угла режущей головки и понадобится устройство для изменения высоты режущей головки для резки деталей различной толщины.
Механизм подачи абразива лучше купить, так как он выполнен из специальных материалов и имеет регулятор подачи песка. Бак для воды (около 2 кубов) можно сделать самому или купить любую пластиковую емкость. Он является основной емкостью для сбора и хранения воды, из которого вода с помощью насоса низкого давления будет подаваться на насос высокого давления. Перед баком обязательно устанавливается устройство для отделения песка от воды (сепаратор) и система фильтрации.
Технология гидроабразивной резки материалов
 Гидроабразивная резка, достаточно сложное понятие для легко объясняемого процесса обработки металла водой. Практически каждому известно как образуется овраг или промоина на почве. Струя воды, скатываясь с высоты, увлекает за собой песок и грязь, постепенно вымывает составляющие грунт песчинки и мелкие камни, проделывая себе русло. Отметим что крупные камни, которые вода не может увлечь, гладко отшлифованы песком, содержащимся в потоке. Этот природный процесс называется водной эрозией.
Гидроабразивная резка, достаточно сложное понятие для легко объясняемого процесса обработки металла водой. Практически каждому известно как образуется овраг или промоина на почве. Струя воды, скатываясь с высоты, увлекает за собой песок и грязь, постепенно вымывает составляющие грунт песчинки и мелкие камни, проделывая себе русло. Отметим что крупные камни, которые вода не может увлечь, гладко отшлифованы песком, содержащимся в потоке. Этот природный процесс называется водной эрозией.
В обработке материалов этот процесс, связанный с большими давлениями и с добавлением абразива носит название гидроабразивной резки. Сущность процесса гидроабразивной обработки состоит в подаче тонкой струёй воды под высоким давлением и введения в поток абразива, который, в совокупности с водой под высоким давлением, и режет материал.
Применяется этот метод обработки материалов для следующих операций:
- Точная резка цветного и чёрного металла;
- Разделки и резки камня и минералов, обладающих высокой твёрдостью;
- Обработка композитных материалов;
- Обработка керамики и стекла, резка плитки из различных материалов, керамогранита, керамической или ПВХ;
- Обработка других материалов, в том числе полимеров и пластмасс различного происхождения.
Общий принцип работы гидроабразивной резки и общее устройство станка для неё
 Гидроабразивная станочная резка, это метод обработки металла или камня, посредством воздействия тонкой струи смеси из воды и абразива, подаваемой через сопло станка, при очень высоком давлении, до 4000-5000 атмосфер. При этом давлении струя выходит из сопла со скорость в несколько раз превышающей скорость звука, и уже сама по себе может резать мягкие материалы, при добавлении абразива режущее действие потока становится сильнее. В результате давления и воздействия абразива обрабатываемый материал просто вымывается под этой струёй. Вот так и происходит резка металла водой.
Гидроабразивная станочная резка, это метод обработки металла или камня, посредством воздействия тонкой струи смеси из воды и абразива, подаваемой через сопло станка, при очень высоком давлении, до 4000-5000 атмосфер. При этом давлении струя выходит из сопла со скорость в несколько раз превышающей скорость звука, и уже сама по себе может резать мягкие материалы, при добавлении абразива режущее действие потока становится сильнее. В результате давления и воздействия абразива обрабатываемый материал просто вымывается под этой струёй. Вот так и происходит резка металла водой.
Устроены гидроабразивные станки обычно следующим образом. Вода под давлением от 1000 до 5000 атмосфер, давление определяется исходя из задач и твёрдости обрабатываемого материала, подаётся в смесительную камеру, через сопло диаметром 0,2-0,4 мм, туда же вводится и мелкодисперсный порошок абразива. Смесь выходит через режущую головку диаметром до 1,5 мм, подведённую к заготовке. Рез производится выходящей из сопла смесью, после резки металлов, отработанная смесь попадает в ёмкость для гашения энергии, обычно представляющую собой бассейн с водой, глубиной до одного метра. Там же происходит и подводная абразивная резка металла. Оттуда после очистки вода может использоваться для второго цикла, абразивный порошок в зависимости от возможности восстановления либо используется вновь, либо утилизируется.
Станки для гидроабразивной резки
Гидроабразивный станок состоит из следующих основных элементов:
- Ёмкости для воды, большого объёма, от 2 м3;
- Трубопроводной арматуры, способной работать под высокими нагрузками;
- Насоса высокого давления;
- Гидроаккумулятор, служит для уравновешивания давления воды в системе, обеспечивает непрерывный поток, сглаживает ее пульсации;
- Бункера для порошка абразива;
- Аппаратуры для подачи и смешивания абразива с водой;
- Режущая головка с несколькими степенями свободы;
- Станина для раскрепления заготовки и установки ванны. Ванна нужна для слива смеси после процесса, в ней происходит резка металла водой.
Органы управления станком могут быть как ручными, что достаточно редко встречается, так и на числовом программном управлении – ЧПУ. В этом случае весь процесс обработки происходит под контролем специально разработанной программы, что исключает проблемы связанные с «человеческим фактором». Обычный промышленный гидроабразивный станок с установкой ЧПУ, фактически компьютером, который задаёт необходимые параметры обработки, позволит более точно и эффективно обрабатывать заготовки.
Установка гидроабразивной резки обладает следующими особенностями:
- Наличие достаточно большого объёма воды в системе, что обусловлено её использованием в качестве инструмента. Что, к сожалению, усложняет систему и требует отдельного внимания к герметизации;
- Наличие большого количества дегкосменяемых элементов и систем, из-за того что абразив и нагрузки при работе с высоким давлением ускоряют износ оборудования, что обуславливает его достаточно низкий рабочий ресурс. Именно по этой причине требуется быстрая замена некоторых узлов в процессе работы;
Отдельно необходимо рассмотреть устройство и работу режущей головки водяной резки.
Обычно режущая головка имеет контролируемый зазор между соплом и поверхностью заготовки, это необходимо для высокого качества и эффективности обработки материала. Головка стабилизируется в двух плоскостях, кроме того может изменять угол реза до 60 градусов от нормали, что необходимо для обработки криволинейных поверхностей или деталей сложной формы.
Оборудование для гидроабразивной резки обычно оснащается сложными системами контроля качества заготовки, что обеспечивает высокую точность резки и обработки. Тем не менее, размеры станочного парка для гидроабразивной резки довольно широки, от промышленного многотонного станка с высокой производительностью, до настольного станка гидроабразивной резки с ЧПУ, размещённого в личной мастерской.
Ёмкости для абразивов и системы гидробаков также оборудуются датчиками, которые контролируют скорость подачи, давление и расход смеси, что позволяет добиваться высочайшей точности в изготовлении деталей.
Управление чаще всего посредством ЭВМ, по заранее подготовленной программе обработки деталей. Достаточно редко встречаются станки гидроабразивной резки с ручным управлением, которые отличаются невысокой точностью изготовляемых деталей. Если нужна точная гидроабразивная резка, требуется станок с ЧПУ
Собрать станок для резки камня или металла водой, своими руками, практически невозможно, ввиду использования в процессе гидрорезки высоконагруженных герметичных соединений, высокого давления и деталей с очень высокой точностью изготовления. Кроме этого создать необходимый напор воды, крайне сложно на бытовом уровне. Так что лучшим вариантом будет приобрести уже готовый станок фабричного производства. Например, настольный станок гидроабразивной резки с ЧПУ, невысокая стоимость и хорошие рабочие параметры.
Расходные материалы
Резка водой металла невозможна без абразива, для нормального эксплуатирования оборудования для гидроабразивной резки применяют расходные материалы как искусственного, так и природного происхождения. Необходимо отметить, что твёрдость материала обычно определяется по шкале Мооса.
Шкала Мооса это набор из десяти эталонов, для определения твёрдости исходного материала на царапание. По этой причине именно она применяется для определения твёрдости инструментальных материалов и абразивов. Чем выше твёрдостью по Моосу, тем твёрже материал. Эталоном 10 категории служит алмаз, самый твёрдый материал на Земле в настоящее время.
Стоит отметить, что абразивная обработка материала возможна лишь при применении абразива более высокой твёрдости. Так резка камня водой возможна лишь с использованием абразива превосходящего его по твёрдости.
Основными абразивными материалами для гидрорезки служат:
- Порошок электрокорунда, 9 категория по шкале Мооса, материал крайне высокой твёрдости, искусственного происхождения. Применяется для обработки высокоуглеродистых сталей, титана, некоторых алюминиевых сплавов, армированного бетона;
- Гранатовый песок для гидроабразивной резки, твёрдость 7-7,5 по шкале Мооса, наиболее актуальный на сегодняшний день, материал для гидроабразивной резки. Применяется для обработки сталей различных сортов, иных цветных и черных металлов. Бетона, композитов и других материалов;
- Кварцевый песок, около 7 по Моосу, резка стекла;
- Карбид кремния, 9-9,5 по шкале Мооса, применяется для обработки высокотвёрдых материалов, камень, высокотвёрдые синтетические материалы, металлы.
Основными критериями для выбора гидроабразива служат:
- Твёрдость исходного материала, гранатовый песок, например, имеет твёрдость от 7 по Моосу, что достаточно для резки стали, необходимо учитывать, что от твёрдости абразива зависит и износ деталей и узлов режущей головки;
- Фракция, иначе размер зерна порошка, тут все понятно, мелкое зерно более эффективно в некоторых случаях, хотя восстановить для повторного использования мелкое зерно фактически невозможно, обычным размером зеран считается 10-30% от диаметра сопла режущей головки, хотя зачастую размер зерна стремится к низшему значению;
- При выборе водного абразива необходимо учитывать и требуемую шероховатость полученной линии реза, если технические условия позволяют большую шероховатость, то вполне можно использовать и более крупный абразив и наоборот.
Достоинства и недостатки гидроабразивной резки
Преимуществами гидроабразивной резки считают:
- Отсутствие внутренних температурных напряжений в зоне реза, так как температура в области воздействия водяной струи составляет обычно 80-90 градусов Цельсия;
- Наименьшие потери материала на гидрорезке, ширина реза значительно меньше, чем при классических методах обработки, когда припуск на рез может составлять десятки миллиметров;
- Высокая точность и шероховатость обработки поверхности реза. Если производится гидроабразивная управляемая резка;
- Высокое качество обработанной поверхности, зачастую не требующее дополнительной обработки;
- Возможность получения сложных деталей и криволинейных поверхностей при обработке детали на станке с ЧПУ.
Кроме этого нужно учитывать и то, что в отличие от классического режущего инструмента гидроабразивная резка металла не требует смены режущего инструмента в процессе работы, для обеспечения работы такого станка не нужны дополнительные заточные инструменты или взрыво-пожароопасное оборудование.
- Но тем не менее станки для такой обработки имеют и существенные недостатки что ограничивает их широкое распространение. Так, например:
- Из-за воздействия абразива и высоких нагрузок часть узлов и деталей станков имеют низкий ресурс и периодически требуют замены;
- Невысокая скорость обработки ряда материалов;
- Создание условий для коррозии металла при обработке;
- Высокий расход расходного материала, что ввиду его стоимости несколько удорожает процесс производства и конечного изделия.
Таким образом, гидроабразивная резка металла прочно заняла свою нишу в промышленности, но, в настоящее время заменить классические методы обработки, на резку водой, пока не возможно. Ввиду ряда факторов как производственного, так и финансового плана.
Важным вопросом использования гидроабразивных станков является квалификация персонала. Важно и обеспечение устройства гидроабразивной резки запчастями для ремонта и замены выработавшего ресурс оборудования. Режущая головка, ремонт гидроаккумулятора, контроль над состоянием трубопроводов и насосного оборудования, все это требует квалифицированного обслуживания. Оператор гидроабразивной резки должен обладать знаниями материала, самого станка, знать, как выбрать тот или иной режим. В случае необходимости суметь заменить выработавший ресурс узел или отремонтировать несложные поломки оборудования.
Но в плане высокоточного производства, обработки деталей с высоким качеством и по эффективности гидроабразивной резке пока равных нет. В этом случае достоинства этого вида технологии с успехом перекрывают все её недостатки.
Гидроабразивная резка материалов и насосное оборудование
Машиностроительная отрасль для изготовления металлоконструкций использует заготовки с разным профилем и различной толщины. И для их получения используются различные методы резки. Но стоит отметить, что для резки толстых листов, свыше 150 мм, термические методы не подходят. 
На помощь приходит гидроабразивная резка. Принцип основан на природных явлениях, когда вода, капающая на камень, вызывает в нем эрозию. Всем известна поговорка: «Вода камень точит». В природе процесс протекает в течение длительного времени. Искусственно созданные условия позволяют раскраивать различные материалы в кратчайшие сроки.
Основным отличием гидроабразивной резки от других методов является то, что процесс протекает без нагревания кромки материала (не выше 90°С). Вода подается под высоким давлением 600 МПа и на выходе имеет скорость около 1000 м/с, которая превышает скорость звука в три раза.
Установка гидроабразивной резки
Конструкция установки включает в себя следующие узлы:
 корпус (станина);
корпус (станина);- стол координатный, располагается в ванне с водой, которая гасит энергию водяной струи;
- емкость для воды, объем которой не менее 2 м³ ;
- насосная станция, повышающая давление;
- соединительные трубопроводы;
- емкость для абразива;
- система подачи и смешивания;
- резак;
- кожух защитный;
- система управления;
- система перемещения;
- система очистки воды.
Для улучшения качества водоподготовки некоторые конструкции дооснащаются фильтрами, смягчителями, удалителями соединений железа.
Гидроабразивная установка способна резать следующие материалы:
- металлы:
- черные;
- цветные;
- жаропрочные стали;
- нержавеющие стали;
- композиты;
- камни:
- природные;
- искусственные;
- керамику;
- все виды стекла;
- бетон;
- сотовые и пористые материалы;
- мягкие материалы:
- кожа;
- ткань;
- картон;
- пластмасса;
- полиуретан.
Оборудование для гидроабразивной резки работает следующим образом:
 Заготовка из листового материала укладывается на стол. Стол состоит из несущих опор, выполненных из коррозионно-стойкой стали; быстросъемных ребер, которые меняются при износе.
Заготовка из листового материала укладывается на стол. Стол состоит из несущих опор, выполненных из коррозионно-стойкой стали; быстросъемных ребер, которые меняются при износе.- Ванна заполняется водой до тех пор, пока заготовка полностью не скроется под ней. Это обеспечивает защиту рабочей зоны от пыли и шума. Громкость снижается до 65 Дб.
- Насосная станция создает рабочее давление и подает воду по трубопроводам в рабочую зону, к резаку в смесительную камеру.
- Резак оборудован форсункой, размер сопла которой равен 0,1 мм — 0,4 мм .
- В смесительную камеру подается абразив. Используется гранатовый или кварцевый песок мелких фракций.
- Получившаяся рабочая смесь, гидроабразив, выходит наружу через отверстие размером 0,6 мм — 1,2 мм. Струя выбивает из материала его частицы и смывает в ванну. Высокая скорость струи и твердость абразива позволяют вести раскрой на высокой скорости.
- Координатный стол оборудован приводами, состоящими из линейного двигателя и ременной передачи. Стол перемещается в горизонтальной плоскости в двух координатах X и Y. Также предусмотрена вертикальная подача Z круговое вращение С и наклон резака А.
- Наклон резака на угол ± 45° предназначен для создания фаски и коррекции реза. Чем толще материал, тем сильнее струя отклоняется от вертикальной плоскости. Для получения перпендикулярной плоскости торца применяется коррекция положения режущей головки.
Типы насосов
Одним из основных узлов станка считается насосная станция — насос высокого давления. В зависимости от необходимого давления воды используются два типа насосов:
- плунжерные;
- мультипликаторные.
 Плунжерный насос или роторный прямого действия поднимает давление рабочей жидкости до 400 — 415 МПа. Плунжер перемещается в закрытой камере, вытесняя воду. При достижении необходимого давления срабатывает выходной клапан, рабочая жидкость подается на исполнительный орган. После снижения давления клапан закрывается и цикл повторяется. Для снижения риска гидроударов и для обеспечения плавности хода в схему включается гидроаккумулятор.
Плунжерный насос или роторный прямого действия поднимает давление рабочей жидкости до 400 — 415 МПа. Плунжер перемещается в закрытой камере, вытесняя воду. При достижении необходимого давления срабатывает выходной клапан, рабочая жидкость подается на исполнительный орган. После снижения давления клапан закрывается и цикл повторяется. Для снижения риска гидроударов и для обеспечения плавности хода в схему включается гидроаккумулятор.
Мультипликаторный насос создает давление 400−600 МПа. Достигается данный эффект путем воздействия невысокого давления (первичного) на поршень, который толкает плунжер, который создает давление, увеличенное в 20 кратном размере за счет изменения площадей. Подаваемое первичное усилие в 20 МПа на выходе уже имеет рабочее давление равное 400 МПа. Непрерывность потока жидкости мультипликаторных насосов обеспечивает прокачка воды в обоих направлениях. Насосы двухстороннего действия.
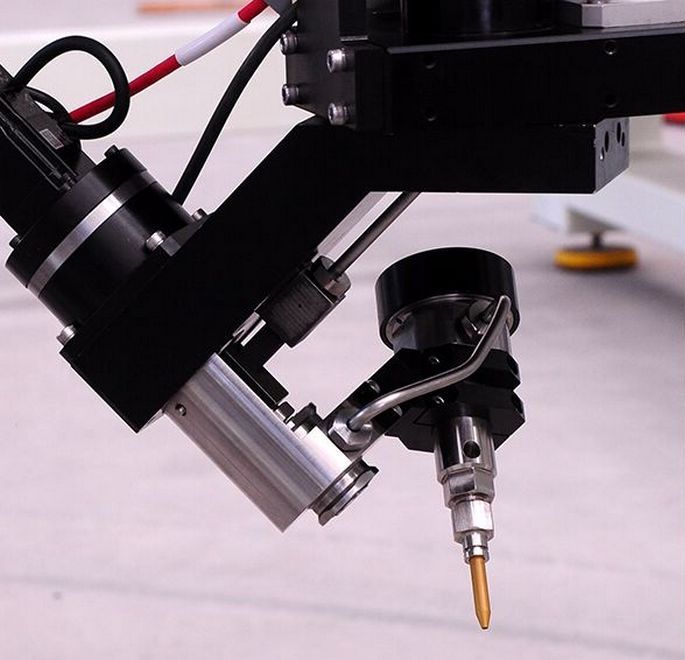
Гидроабразивный резак
Сам гидрорезак имеет несложную конструкцию, состоящую из 2 трубок для подвода воды и абразива, смесителя для приготовления водной суспензии, сопла, формирующего струю и защитного кожуха.
Сопло резака подвергается интенсивному износу 3−4 мкм в час. Поэтому в некоторых случаях его изготовляют из драгоценных камней: сапфира, рубина, алмаза. Для создания реактивной струи в сопле предусмотрено отверстие равное 0,4 мм. При увеличении диаметра отверстия в сопле требуется более мощный насос.
Кромки на сопле должны быть шлифованными. Если на ней есть мелкая неточность или неровность создается зона турбулентности, приводящая сопло к выходу из строя. Сопла, изготовленные из рубина или сапфира, работают до 200 часов, а алмазные значительно дольше.
Смешивание абразива с водой происходит за счет разряжения в камере при проходе через нее воды. Смешивающую трубку на входе изготавливают в виде конуса, а используемый материал — композитный карбид.
 Резак имеет 2 степени подвижности, что позволяет резать криволинейные поверхности. Фокусировать положение режущей головки помогает система высоты подъема и защиты от столкновений.
Резак имеет 2 степени подвижности, что позволяет резать криволинейные поверхности. Фокусировать положение режущей головки помогает система высоты подъема и защиты от столкновений.
Защита от столкновений — это датчик удара, закрепленный на защитном кожухе головки. При появлении неровности на раскраиваемом металле подается сигнал в систему управления, и гидрорез останавливается до устранения возникшего чп или перемещается в вертикальной плоскости, компенсируя неровность поверхности.
Для отслеживания координат резаки оснащаются системой оптического локатора. Это влагозащищенная миниатюрная видеокамера. Передаваемое изображение переводится в систему счисления и ведется координация точек, записанных в память программы.
Преимущества и недостатки холодной резки
 незначительная температура не выжигает с торца химические элементы, тем самым свойства материала не меняются;
незначительная температура не выжигает с торца химические элементы, тем самым свойства материала не меняются;- ровная поверхность по резу;
- минимальные потери материала;
- раскрой различных материалов;
- возможность обработки деталей толщиной 300 мм и более;
- технологическая точность;
- чистота обработанной поверхности Ra 1.6;
- минимальное расстояние от торца листа 0,5 мм ;
- контур заготовки любой сложности;
- пакетная обработка листовых материалов;
- отсутствие больших механических нагрузок;
- экологичность;
- взрыво- и пожаробезопасность из-за отсутствия использования горючих газов;
- быстрая замена изношенных сопел;
- точность перемещений, погрешность 25 мкм.
- дорогой процесс;
- невысокий ресурс работы сопел;
- необходимость использования коррозионно-стойких материалов.
Область применения насоса для гидроабразивной резки
Некоторые материалы не приемлют термической обработки, а механическая резка может испортить внешний вид. Поэтому гидрорезка может быть единственным способом получения заготовок.
Где показывает наибольшую эффективность данный метод:
- автомобилестроение;
- авиастроение;
- машиностроение;
- электроника;
- продукты питания;
- художественное творчество.
Ведущие производители
Известные производители оборудования для гидрорезки:
 Omax;
Omax;- Water Jet Sweden ;
- Alico;
- Resato;
- Flow;
- PTV;
- Bystronic .
Кроме иностранных производителей на российском рынке, присутствуют и отечественные производители, но они известны ограниченному кругу лиц.

