
Восстановление металлизацией деталей транспортно-технологических машин и комплексов
Восстановление деталей машин металлизацией. Методы металлизации и область их применения




![]()
![]()
![]()
![]()
Характеристика и область применения металлизации. Металлизация является наиболее распространенным методом восстановления изношенных поверхностей и заключается в нанесении на деталь покрытия без расплавления ее поверхностного слоя. Покрытия наносятся на металлы, пластмассы, стекло, дерево, керамику и другие материалы, так как в процессе напыления температура изделия изменяется незначительно и обычно не превышает 150—200°С, что выгодно отличает ее от наплавки. Для создания покрытий используются различные металлы, сплавы и их соединения (оксиды, нитриды, карбиды и др.). Толщина покрытия наружных поверхностей тел вращения может быть 0,3—10 мм и более без ухудшения прочности сцепления. При металлизации внутренних поверхностей деталей типа втулок предельной считается толщина 2,5—3,0 мм, так как при большей толщине возможно отслаивание покрытия под действием внутренних напряжений.
Область применения металлизации при восстановлении деталей: — восстановление изношенных наружных и внутренних поверхностей деталей машин преимущественно цилиндрической формы (например, валов, штоков, втулок, вкладышей подшипников, цельных подшипников и др.);— создание на деталях поверхностного слоя с определенными свойствами (износостойкого, коррозионно-стойкого, антифрикционного, жаростойкого, сповышенной теплопроводностью или электропроводностью и т.д.);нанесение защитно-декоративных покрытий.
Применение металлизации особенно эффективно при восстановлении крупных деталей, когда стоимость металлизации не превышает 10 % стоимости детали. Механизм металлизации состоит в следующем. Напыляемый металл в виде проволоки, прутков, шнуров или в порошкообразном состоянии расплавляется в специальной установке каким-либо источником тепла и с помощью струи сжатого воздуха или инертного газа распыляется на мелкие частицы размером от 3 до 300 мкм, которые этой же струей переносятся на специально подготовленную поверхность детали. Большинство частиц металла за время полета от зоны плавления до поверхности детали, охлаждаясь, переходят из жидкого состояния в пластичное или твердое. При ударе о деталь твердые частицы расплющиваются, охватывая неровности на ее поверхности, и сцепляются с нею. Кроме того, расплющенные и разорванные края соседних частиц переплетаются и прочно соединяются между собой. В результате соударения между собой и с деталью частицы металла образуют на ее поверхности покрытие. Чем больше скорость частиц, а следовательно, сила удара, тем прочнее сцепление частиц с деталью и между собой.
Напыление покрытия осуществляется на практически холодную подложку, поэтому при охлаждении капель (частиц) напыляемого слоя в нем возникают внутренние («усадочные») напряжения. Таким образом, напыляемый металл соединяется с деталью за счет механического сцепления, адгезии, частично сварки и действия внутренних напряжений.
При газотермическом напылении источником тепловой энергии является пламя, образующееся в результате горения смеси кислорода и горючего газа (ацетилена, метана и др.). При электродуговом и плазменном напылении им является электрическая дуга, горящая между электродами в потоке газа, при индукционном — тепло, выделяющееся в наплавляемом изделии и материале под действием индуцированных в них токов, а при детонационном методе — энергия взрыва.
Для электродугового напыления в качестве присадочного материала используют проволоку, для детонационного — порошок, а для газопламенного и плазменного методов — оба вида материала. Широкое применение в ремонтном производстве получили электротермические методы напыления, при которых расплавление присадочного материала осуществляется теплом, образованным с использованием электрического тока: электрической дугой, индукционным нагревом и плазменной струей. Вид источника расплавления металла определяет особенности электродугового, плазменного и высокочастотного методов напыления, каждый из которых характеризуетсяопределенными достоинствами и недостатками, а также областью их эффективного применения,
В общем случае он включает следующие основные операции: очистка и обезжиривание детали; предварительная механическая обработка напыляемых поверхностей; формирование на напыляемой поверхности определенного рельефа и шероховатости; защита не подлежащих напылению поверхностей; удаление технологических загрязнений; нанесение покрытия; очистка детали и снятие с нее защитных устройств, окончательная обработка детали; контроль качества обработки и покрытия. В ряде случаев для повышения прочности сцепления металлизированного слоя с деталью и его качества применяют указанные выше специальные методы, а также регулируют скорость охлаждения детали после металлизации.
Защита поверхностей детали, не подлежащих напылению. Участки детали, не подлежащие металлизации, защищают от попадания на них распыленного металла с помощью экранов из жести, асбестовых листов или других материалов. Отверстия и каналы должны быть закрыты пробками (заглушками).
Процесс металлизации при этом виде напыления осуществляется за счет энергии, выделяющейся при детонации— процессе химического превращения взрывчатого вещества, который происходит в очень тонком слое и распространяется по взрывчатому веществу в виде особого вида пламени со сверхзвуковой скоростью (в газовых смесях 1000—3500 м/с).
В установках для металлизации в качестве взрывчатого вещества используется смесь кислорода и ацетилена, детонация которой представляет разновидность горения газового топлива
Восстановление металлизацией деталей транспортно-технологических машин и комплексов
Автор: Ю. А. Захаров
Источник: Восстановление металлизацией деталей транспортно-технологических машин и комплексов [Текст] / Ю. А. Захаров, Е. В. Ремзин, Г. А. Мусатов // Молодой ученый. — 2014. — №19. — С. 199-201.
Аннотация
Ю. А. Захаров Анализ факторов сокращаюших срок службы редукторов скребковых конвееров Раскрывается сущность металлизации восстанавливаемых поверхностей деталей машин. Приведена классификация металлизации, методика нанесения и основные технологические аспекты. Приведены достоинства и недостатки каждого способа металлизации.
Металлизация – это один из способов нанесения металлических покрытий на изношенные поверхности, восстанавливаемых деталей [1-5]. Сущность процесса металлизации состоит в распылении предварительно расплавленного металла струей сжатого газа (воздуха) на мелкие частицы, которые, имея высокую скорость полета при ударе о поверхность детали, деформируются, внедряются в ее поры и неровности и образуют металлическое покрытие [1]. Соединение частичек металла с поверхностью детали носит в основном механический характер и только в отдельных точках имеет место сваривание основного и присадочного материала.
Основными достоинствами металлизации как способа нанесения покрытий при восстановлении деталей являются: высокая производительность процесса, небольшой нагрев детали (120–180°С), высокая износостойкость покрытия, простота технологического процесса и применяемого оборудования, возможность нанесения покрытий толщиной от 0,1 до 10 мм и более из любых металлов и сплавов. К недостаткам процесса следует отнести пониженную механическую прочность покрытия и сравнительно невысокую прочность покрытия, и сравнительно невысокую прочность сцепления его с подложкой [1 — 5].
В зависимости от вида тепловой энергии, используемой в металлизационных аппаратах для плавления металла, различают четыре основных способа металлизации: газопламенную, электродуговую, высокочастотную и плазменную.
Газопламенная металлизация осуществляется при помощи специальных аппаратов, в которых плавление исходного металла (проволоки) производится ацетиленокислородным пламенем, а распыление его — струей сжатого воздуха. Достоинствами газопламенной металлизации являются: небольшое окисление металла, мелкий его распыл, достаточно высокая прочность покрытия. К недостаткам следует отнести сравнительно невысокую производительность процесса и известную сложность установки.
Электродуговая металлизация производится аппаратами, в которых плавление металла осуществляется электрической дугой, горящей между двумя проволоками, а распыление — струей сжатого воздуха. Электродуговая металлизация отличается высокой производительностью процесса, экономичностью, простотой применяемого оборудования. К числу ее недостатков следует отнести повышенное окисление металла и как следствие — сравнительно невысокую прочность покрытия и прочность его сцепления с поверхностью детали.
Высокочастотная металлизация основана на использовании принципа индукционного нагрева при плавлении исходного материала покрытия (проволоки). Распыление металла производится струей сжатого воздуха. Головка высокочастотного металлизатора имеет индуктор, питаемый от генератора токов высокой частоты, и концентратор тока, который обеспечивает плавление проволоки на небольшом участке ее длины.
Преимуществами высокочастотной металлизации являются небольшое окисление металла благодаря возможности регулирования температуры его нагрева и достаточно высокая механическая прочность покрытия. К числу недостатков следует отнести сложность и высокую стоимость применяемого оборудования.
Плазменная металлизация это достаточно новый способ нанесения металлических покрытий напылением, при котором для расплавления и переноса металла на поверхность детали используются тепловые и динамические свойства плазменной струи. Плазменная струя представляет собой частично или полностью ионизированный газ, обладающий свойством электропроводности и имеющий высокую температуру. Плазменную струю получают путём нагрева плазмообразующего газа в электрической дуге, горящей в закрытом пространстве. Устройства для получения плазменной струи получили наименования плазменных горелок или плазмотронов. Плазмотрон, применяемый при металлизации, состоит из охлаждаемых водой катода и анода (сопла). Катод изготавливают обычно из лантанированного вольфрама, а анод (сопло) — из меди. Катод и анод изолированы друг от друга прокладкой из изоляционного материала.
Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного тока напряжением 80–100 В. Плазмообразующий газ, введенный в зону горения электрической дуги, ионизируется и выходит из сопла плазмотрона в виде струи небольшого сечения. Обжатию плазменной струи способствуют холодные стенки канала сопла плазмотрона и электромагнитное поле, возникающее вокруг струи. Небольшое сечение плазменной струи, и её высокая электропроводность значительно повышают плотность тока и, следовательно, температуру газа и скорость его истечения. Температура плазменной струив зависимости от силы тока дуги и расхода плазмообразующего газа достигает 10–30 тыс. °С, а скорость истечения — 1000–1500 м/с.
В качестве плазмообразующих газов используют аргон и азот. Аргонная плазма имеет наиболее высокую температуру – до 15–30 тыс. °С. Температура азотной плазмы ниже (10–15 тыс. °С), но она имеет более высокое теплосодержание. Учитывая это, а также низкую стоимость, азот и нашел широкое применение в качестве плазмообразующего газа при плазменной металлизации.
Исходный материал покрытия при плазменной металлизации вводится в сопло плазмотрона в виде порошка с размером частиц от 50 до 200 мкм. Подача порошка производится из дозатора при помощи транспортирующего газа (азота). Дозатор определяет расход порошка и, следовательно, производительность процесса напыления. Расход порошка можно плавно регулировать в пределах от 5 до 12 кг/ч. Попадая в плазменную струю, металлический порошок расплавляется и увлекаемый плазменной струей, наносится на поверхность детали, образуя покрытие. Наибольшей скорости полета, расплавленные частицы порошка достигают на расстоянии 50–80 мм от среза сопла плазмотрона. Скорость полет металлических частиц зависит от тока дуги и расхода плазмообразующего газа и составляет 150–200 м/с. Большая скорость полета частиц исходного материала и высокая температура их нагрева в момент встречи с подложкой обеспечивают более высокие, чем при других способах металлизации, механические свойства покрытия и более прочное соединение его с поверхностью деталей. Предел прочности покрытия на растяжение составляет 20–25 кгс/мм2. Твердость покрытия в зависимости от состава исходного материала может быть получена в пределах 30–60 HRC. Прочность сцепления покрытия с подложкой при испытании на отрыв достигает 400–500 кгс/см2. Износостойкость покрытия в 1,5–2 раза выше, чем износостойкость стали 45, закаленной до твердости 58–62 HRC. Покрытие не снижает усталостной прочности деталей.
Высокая температура плазменной струи позволяет наносить покрытия практически из любых материалов, в том числе из особо жаростойких и износостойких сплавов. Процесс плазменной металлизации имеет высокую производительность (до 12 кг/ч) и позволяет полностью автоматизировать нанесение покрытия на детали. Все эти достоинства процесса плазменной металлизации позволяют сделать вывод о возможности его широкого применения при восстановлении автомобильных деталей. Металлизация как способ восстановления деталей применяется для восстановления наружных и внутренних цилиндрических поверхностей деталей.
Технологический процесс восстановления деталей способом металлизации складывается из трех основных групп операций: подготовки деталей к металлизации, нанесения покрытия и обработки детален после металлизации.
Подготовка деталей к металлизации имеет целью обеспечить прочное сцепление покрытия с поверхностью детали. Процесс подготовки поверхности детали к металлизации включает: обезжиривание и очистку от загрязнений, механическую обработку, создание шероховатости на поверхности детали и защиту поверхностей, не подлежащих металлизации.
При механической обработке с поверхности детали снимают такой слой металла, чтобы после окончательной обработки детали после металлизации на ее поверхности оставалось покрытие толщиной не менее 0,5–0,8 мм. Необходимую шероховатость поверхности деталей получают путем дробеструйной обработки или накаткой зубчатым роликом. Дробеструйная обработка является наиболее производительным способом создания шероховатости и обеспечивает прочное сцепление покрытия с поверхностью детали. Дробеструйную обработку производят в специальных камерах чугунной дробью. Накатку поверхности детали производят на токарных станках однорядным зубчатым роликом диаметром 60 мм с углом заострения зуба 40–60°, при установке ролика по отношению к детали под углом 30° с обеспечением продольной подачи ролика в пределах 1,5–2 мм/об детали. Накатку для создания шероховатости применяют при восстановлении металлизацией деталей с твердостью не более 350–400 НВ.
После подготовки поверхности детали к металлизации приступают к нанесению покрытия. Промежуток времени между подготовкой и нанесением покрытия должен быть минимальным и не превышать 1,5–2 ч.
Нанесение металлизационных покрытий производится при помощи специальных аппаратов – металлизаторов. При плазменной металлизации применяются специальные установки, включающие в себя плазменную металлизационную горелку (плазмотрон); пульт управления; порошковый питатель (дозатор), обеспечивающий подачу металлического порошка в горелку и источник питания.
Металлизация восстанавливаемых поверхностей деталей транспортно-технологических машин и комплексов находит достаточно широкое применение в ремонтном производстве. Наряду с гальваническими методами, которые реализуются с помощью специальных устройств, металлизация также нуждается в совершенствовании для обеспечения наиболее рационального восстановления изношенных поверхностей [6 — 8].
Применение металлизации достаточно распространено не только в авторемонтном производстве, но и при обслуживании сельскохозяйственных машин и оборудования [9].
Список использованной литературы
1. Захаров, Ю. А. Совершенствование технологии восстановления посадочных отверстий корпусных деталей проточным электролитическим цинкованием: дис. канд. техн. наук / Ю. А. Захаров. – Пенза, 2001. – 170 с.
2. Захаров, Ю. А. Анализ способов восстановления посадочных отверстий корпусных деталей машин [Текст] / Ю. А. Захаров, Е. Г. Рылякин, А. В. Лахно // Молодой ученый. – 2014. – № 16. – С. 68 – 71.
3. Захаров, Ю. А. Восстановление посадочных поверхностей корпусных деталей машин проточным гальваническим цинкованием [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов // Молодой ученый. – 2014. – № 17. – С. 58–62.
4. Рылякин, Е. Г. Повышение работоспособности гидропривода транспортно-технологических машин в условиях низких температур [Текст] / Е. Г. Рылякин, Ю. А. Захаров // Мир транспорта и технологических машин. – № 1 (44). – Январь-Март 2014. – С. 69–72.
5. Обеспечение работы мобильных машин в условиях отрицательных температур [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов [и др.] // Молодой ученый. – 2014. – № 17. – С. 56–58.
6. Пат. 2155827 РФ, МПК: 7C 25D 5/06 A. Устройство для электролитического нанесения покрытий [Текст] / И. А. Спицын, Ю. А. Захаров // заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (РФ). – № 99115796/02, Заявлено 16.07.1999; Опубл. 10.09.2000.
7. Пат. 70366 Российская Федерация, МПК G01M. Инерционный нагружатель [Текст] / Власов П. А., Власов М. В., Захаров Ю. А.; заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (RU). – № 2007108571; заявл. 07.03.2007; опубл. 20.08.2008, Бюл. № 2. – 2 с.
8. Пат. 2503753 Российская Федерация, МПК: C25D19/00. Устройство для гальваномеханического осаждения покрытий [Текст] / Ю. А. Захаров, И. А. Спицын; заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (RU). – № 2012149639/02, заявл. 21.11.2012; опубл. 10.01.2014, Бюл. № 1. – 9 с.
9. Сёмов, И. Н. Разработка и обоснование конструктивно-режимных параметров дискового высевающего аппарата с подпружиненным выталкивателем семян сахарной свеклы [текст]: дисс. канд. техн. наук: 05.20.01: защищена 15.06.2007 утв. 02.11.2007 / Сёмов Иван Николаевич. – Пенза, 2007 – 130 с.
8.3. Восстановление деталей металлизацией
8.3.1. Металлизация применяется для восстановления деталей с изношенными плоскими наружными и внутренними цилиндрическими поверхностями, заделки трещин в корпусных деталях, повышения жаростойкости, коррозиестойкости и получения высоких антифрикционных свойств.
В зависимости от источника тепла для распыления наращиваемого металла металлизацию подразделяют на газовую, электрическую и плазменную. Восстановление изношенных деталей металлизацией состоит из операций подготовки поверхности детали, металлизации поверхности и обработки поверхности детали после металлизации.
8.3.2. Подготовка поверхности детали к металлизации включает следующие операции:
— очистку и обезжиривание;
— предварительную механическую обработку;
— специальную обработку для образования шероховатости, а также изоляцию поверхностей детали, не подлежащих металлизации.
Предварительная механическая обработка поверхности детали необходима для получения правильной геометрической формы изношенной поверхности с целью получения минимально допустимой равномерной толщины слоя покрытия для окончательной механической обработки. Повышение шероховатости поверхности требуется для улучшения сцепления с покрытием.
Толщина металлизированного слоя после окончательной механической обработки не должна быть меньше: для цилиндрической поверхности диаметром от 25 до 100 мм — 0,5 — 0,8 мм; для плоских поверхностей — 0,5 — 1,0 мм.
Для предотвращения выкрашивания металлизированного слоя на торцах детали и на открытых ее концах необходимо выполнить канавки или буртики. Изоляция поверхностей, не подлежащих металлизации, производится бумагой, картоном или листовым железом; отверстия и пазы закрываются деревянными или резиновыми пробками. Способы подготовки поверхности детали под металлизацию приведены в таблице 72.
Способы подготовки поверхности под металлизацию
¦Кварцевым песком ¦Обработка поверхности для ¦Допускается выполнять ¦ ¦ ¦защиты от коррозии ¦работу на открытом ¦ ¦ ¦ ¦воздухе ¦ +——————+——————————-+————————+
¦Корундом ¦Дополнительная очистка подго- ¦Рекомендуется при ¦ ¦ ¦товленных, но загрязненных ¦монтаже в условиях ¦ ¦ ¦поверхностей ¦мастерских ¦ +——————+——————————-+————————+
¦Стальной крошкой ¦Повторная подготовка ¦Стальную крошку ¦ ¦ ¦поверхности ¦следует подавать под ¦ ¦ ¦ ¦давлением воздуха 0,6 ¦ ¦ ¦ ¦МПа (6 кгс/кв. см) ¦ +——————+——————————-+————————+
¦Нарезкой рваной ¦Подготовка тел вращения ¦Достигается установкой ¦ ¦резьбы ¦ ¦резца ниже центра ¦ ¦ ¦ ¦детали ¦ +——————+——————————-+————————+
¦Фрезеровкой ¦Исправление брака литья ¦Требуется последующая ¦ ¦канавки дисковой ¦(трещин в корпусных деталях) ¦струйная обработка ¦ ¦фрезой, вырубкой ¦ ¦абразивом или грубая ¦ ¦канавок клиновид-¦ ¦шлифовка ¦ ¦ной формы ¦ ¦ ¦ +——————+——————————-+————————+
¦Насечкой ¦Литье, особенно цветное, ¦Выполняется пневмати- ¦ ¦ ¦плоские стальные поверхности ¦ческим молотком с ¦ ¦ ¦ ¦последующей струйной ¦ ¦ ¦ ¦обработкой абразивом ¦ +——————+——————————-+————————+
¦Бесстружечная об-¦Тела вращения при высоких дина-¦Требуется окончательная¦ ¦работка: накаткой¦мических нагрузках, требующие ¦струйная обработка ¦ ¦резьбы и рифлени-¦высокой прочности сцепления по-¦абразивом ¦ ¦ем ¦крытия с основой ¦ ¦ +——————+——————————-+————————+
¦Электроподготовка¦Детали из низколегированной ¦Электроподготовка ¦ ¦(нанесение проме-¦стали, не испытывающие динами- ¦оказывает заметное ¦ ¦жуточных покры- ¦ческой нагрузки, а также ¦влияние на усталостную ¦ ¦тий): ¦плоские детали и тела вращения ¦прочность детали ¦ ¦- никелевым элек-¦при необходимости нанесения ¦ ¦ ¦тродом с последу-¦толстого покрытия ¦ ¦ ¦ющей струйной об-¦ ¦ ¦ ¦работкой абрази- ¦ ¦ ¦ ¦вом; ¦ ¦ ¦ ¦- нанесением под-¦Получение твердой поверхности ¦ ¦ ¦слоя молибдена ¦детали с тонким слоем покрытия ¦ ¦ +——————+——————————-+————————+
8.3.3. Газовая металлизация по принципу работы подразделяется на два вида: на металлизацию с применением дутьевого газа и без применения дутьевого газа. Наибольшее распространение имеет металлизация с применением дутьевого газа, при которой проволока расплавляется теплом нейтрального пламени горючего газа (ацетилена, пропана и др.) и кислорода, а размельчение и перенос частиц металла на поверхность детали производятся сжатым воздухом или инертным газом.
Режим газовой металлизации:
— давление сжатого воздуха — 0,3 — 0,5 МПа (3 — 5 кгс/кв. см);
— давление ацетилена — 4 — 60 кПа (0,04 — 0,6 кгс/кв. см);
— расход ацетилена — 240 — 850 л/ч;
— давление кислорода — 0,2 — 0,7 МПа (2 — 7 кгс/кв. см);
— расход кислорода — 600 — 2100 л/ч;
— диаметр проволоки — 1,5 — 3,0 мм;
— скорость подачи проволоки 4,5 — 6,0 м/мин.;
— расстояние от сопла до детали (рекомендуемое) — 100 — 150 мм.
Нанесение покрытий производится газопламенными металлизаторами (ГИМ-2М, МГИ-1-57, МГИ-2-65 и др.) вручную и на станках. Материалом для нанесения покрытий служит проволока (стальная, бронзовая, латунная, из алюминиевого сплава, молибдена и др.). Для получения более однородного, беспористого и хорошо связанного с основанием покрытия необходимо после напыления слоя произвести его оплавление.
Этот процесс состоит из нанесения на обезжиренную поверхность детали металла при помощи металлизатора и последующего расплавления покрытия пламенем горелки или индукционным нагревом. Расплавление металла происходит без перегрева детали и без изменения его состояния.
8.3.4. Электрическая металлизация по принципу работы может быть электродуговая и высокочастотная.
Электродуговая металлизация предназначена для выполнения всех видов металлизационных работ и производится в режиме:
— сила тока: переменного — 110 — 250 А, постоянного — 55 — 160 А;
— напряжение — 25 — 35 В;
— давление сжатого воздуха — 0,4 — 0,6 МПа (4 — 6 кгс/кв. см);
— окружная скорость детали — 1,2 — 2,5 м/мин.;
— число проволок — 2 шт.;
— скорость подачи проволок — 0,6 — 1,5 м/мин.;
— продольная подача металлизатора — 1 — 10 мм на один оборот детали;
— расстояние от сопла до поверхности детали — 8 — 100 мм.
Твердость покрытия в 1,6 — 1,7 раза выше твердости исходной проволоки (за счет закалки и упрочнения частиц). Нанесение покрытий производится электродуговыми металлизаторами: ЭМ-6, ЭМ-12, ЭМ-15 (станочные) и ЭМ-9, ЭМ-10, ЭМ-14 (ручные).
Металлизаторы ЭМ-6, ЭМ-12 предназначены для восстановления изношенных цилиндрических и плоских поверхностей деталей различных размеров, нанесения антикоррозионных покрытий, повышения жаростойкости и др.
Ручной металлизатор применяется для восстановления изношенных деталей, деталей с механическими повреждениями (трещинами), для нанесения антикоррозионных и декоративных покрытий, устранения дефектов в отливках, повышения жаростойкости стали.
Наличие двух- или трехпроволочных металлизаторов дает возможность получить сталемедные, медносвинцовистые, сталеалюминиевые и другие композиции из одного, двух, трех разных металлов, а изменение скорости подачи — проволоки и композиции с различным соотношением этих металлов.
При высокочастотной металлизации используется принцип индукционного нагрева, который выполняется в режиме:
— производительность при металлизации стальных деталей — 5 — 10 кг/ч;
— диаметр проволоки — 4 — 5 мм;
— давление сжатого воздуха — 0,3 — 0,4 МПа (3 — 4 кгс/кв. см);
— расход сжатого воздуха — 0,6 — 0,8 м/мин.;
— скорость подачи проволоки — 0,4 — 1,5 м/мин.
Для нанесения покрытий используются высокочастотные металлизаторы МВЧ-1, МВЧ-2, МВЧ-3.
По сравнению с электродуговым процессом при высокочастотной металлизации углерода выгорает примерно в 4 — 6 раз меньше. Лучшие результаты при высокочастотной металлизации дает проволока с содержанием углерода 0,45%; эта проволока обеспечивает наиболее стабильный состав покрытия.
8.3.5. Плазменно-дуговая металлизация основана на способности газов при определенных условиях переходить в состояние плазмы.
Плазма — сильный поток заряженных частиц, обладает высокой электрической проводимостью. Температура струи плазмы значительно выше температуры электрической дуги. Плазмообразующий газ, не содержащий кислорода, позволяет получать покрытия без окислов.
Нанесение покрытий металла на детали производится установками УМП-4-64, УПУ-ЗМ, УМП-5-68. Эти установки предназначены для выполнения покрытий из тугоплавких материалов. Наиболее универсальными являются установки УМП-4-64 и УМП-5-68, они позволяют выполнять резку, сварку, плавку, пайку, оплавление поверхности и другие операции.
Плазменная металлизация производится в режиме:
— производительность по напылению порошка — 4 — 12 кг/ч;
— максимальная сила тока — 400 — 600 А;
— расход азота — 25 — 40 л/мин.;
— давление азота — 0,3 — 0,4 МПа (3 — 4 кгс/кв. см);
— расход охлаждающей воды — 3 — 4 л/мин.;
— давление охлаждающей воды — 0,25 — 0,4 МПа (2,5 — 4 кгс/кв. см);
— толщина покрытия — 0,1 — 10 мм.
8.3.6. Газотермическое напыление используется для исправления дефектов литья, восстановления изношенных поверхностей, а также для получения покрытий с особыми физико-механическими свойствами.
Сущность процесса заключается в нанесении металлического порошка, расплавленного пламенем горелки, на предварительно подготовленную поверхность детали. Напыляемые частицы заполняют неровности поверхности и, охлаждаясь, сжимаются, прочно соединяясь с деталью.
8.3.7. Подготовка поверхности детали к напылению имеет большое значение для прочного сцепления напыленного покрытия с деталью. Для увеличения силы сцепления покрытия деталь должна иметь возможно большую площадь поверхности сцепления (за счет шероховатости), быть очищенной от окисной пленки, влаги, масла и других загрязнений. Особую опасность для сцепления представляют поры: в них может содержаться масло, которое в результате нагревания детали при напылении выделяется на поверхность, что ухудшает сцепление покрытия с основой.
Подготовка поверхности детали к напылению покрытия включает следующие операции:
— механическую обработку для снятия неровностей и удаления усталостного слоя;
— придание поверхности шероховатости для увеличения сцепления с основой детали;
— защиту ненапыляемых участков детали.
Способы подготовки поверхности к напылению приведены в таблице 73.
Металлизация как способ восстановления поверхностей деталей машин
технические науки
- Легкова Ирина Анатольевна , кандидат наук, доцент
- Ивановская пожарно-спасательная академия ГПС МЧС России
- МЕТАЛЛИЗАЦИЯ
- ВОССТАНАВЛИВАЕМАЯ ПОВЕРХНОСТЬ ДЕТАЛИ
- ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МАШИН
- СПОСОБЫ МЕТАЛЛИЗАЦИИ
Похожие материалы
- Применение современных компьютерных технологий
- Основные критерии выбора смазки подшипников качения пожарной техники
- Об утилизации отработанных технических жидкостей в пожарно-спасательных частях
- Возможности современных систем автоматизированного проектирования для проведения прочностного анализа
- Измерение величин микротвердости, шероховатости поверхностей трения деталей насосов и исследование их коррозионной стойкости
Повышение надежности работы средств пожаротушения является актуальным и напрямую зависит от исправности узлов и агрегатов пожарной техники. Правильная эксплуатация, хранение и своевременное обслуживание позволяет значительно продлить срок службы пожарных автомобилей и другого специального оборудования. Одним из методов восстановительного ремонта деталей машин является металлизация изношенных поверхностей с целью восстановления исходных деталей или получения сверхтвердых покрытий.
Металлизацией называется нанесение расплавленного металла на поверхность детали. Сущность процесса металлизации заключается в том, что расплавленный металл наносится на предварительно подготовленную поверхность детали, образуя на ней металлическое покрытие. Металлизация дает возможность покрывать поверхности деталей почти из всех металлов независимо от формы поверхностей.
Благодаря относительно большой скорости движения и незначительному времени полета (тысячные доли секунды) часть распыляемого металла не успевает пройти фазу кристаллизации и достигает поверхности детали в жидком состоянии. Пленка окислов в момент удара частиц о поверхность детали разрывается, и металл расплескивается по поверхности. Частицы металла, успевшие в процессе полета пройти кристаллизацию, от удара деформируются, расплющиваются и заполняют неровности покрываемой поверхности, образуя чешуйчатое строение слоя.
В зависимости от способа расплавления наносимого металла металлизация может быть электродуговой, газовой, высокочастотной и плазменной. Аппараты, с помощью которых производится металлизация, называют металлизаторами [1].
Дуговая металлизация заключается в расплавлении электрической дугой исходного материала и напылении его струей сжатого воздуха на поверхность детали. Электрическая дуга горит между двумя проволоками, протягиваемыми роликами. Струя сжатого воздуха вытягивает дугу. Скорость напыления с расстояния 30 мм от сопла 250 м/с.
Газопламенная металлизация осуществляется с помощью аппаратов, в которых металлическая проволока или порошковые материалы распыляются ацетилено-кислородным пламенем или пламенем других горючих газов в смеси с кислородом. При таком способе металлизации повышается прочность сцепления, уменьшаются размеры распыливаемых частиц металла и снижается его окисление. Недостатками газопламенной металлизации являются низкая производительность и сложность установки.
Высокочастотная металлизация основана на принципе расплавления проволоки в зоне индуктора, состоящего из нескольких витков медной трубки, к которому подается ток высокой частоты от лампового генератора. Высокочастотная металлизация обеспечивает быстрый нагрев конца электродной проволоки, что уменьшает выгорание углерода и других элементов, делает покрытие однородным с пределом прочности на разрыв выше, чем при электродуговой металлизации. Но недостатком является сложность и высокая стоимость оборудования.
Плазменная металлизация осуществляется с помощью плазматронов, где плазмообразующий газ (например, аргон) протекает сквозь столб электрического разряда, частично или полностью ионизируется и превращается в плазму. Плазматрон состоит из катода и анода, охлаждаемых водой, от источника постоянного тока между ними возбуждается электрическая дуга. Плазмообразующий газ ионизируется и выходит из анода плазматрона в виде струи небольшого сечения. Высокая электропроводность плазменной струи значительно повышает плотность тока, температуру газа и скорость его истечения. Плазменная металлизация обеспечивают более высокие, чем при других способах металлизации, механические свойства покрытия и более прочное его соединение с поверхностью детали. Покрытие обладает высокой износостойкостью и не снижает усталостной прочности детали. За счет высокой температуры плазменной струи можно наносить покрытия практически из любых материалов. Процесс полностью автоматизирован, что повышает производительность труда.
Описанные способы металлизации применяют для восстановления начальных размеров и формы поверхностей изношенных деталей, а также для нанесения антифрикционных и износоустойчивых покрытий, создания антикоррозионных и жаропрочных покрытий, устранения пористостей, трещин различного происхождения и т.п.
Технологический процесс ремонта деталей металлизацией состоит из трех этапов: подготовки поверхностей деталей к металлизации, нанесения металлизационного покрытия и обработки деталей после металлизации [1].
Подготовка поверхностей деталей к металлизации является важным этапом, так как от нее зависит качество сцепления металлизационного покрытия с металлом детали. Подготовка поверхности деталей к металлизации состоит из следующих операций: очистки и обезжиривания деталей от грязи, масел, окислов; мойки и сушки; создания шероховатости; защиты поверхностей, не подлежащих металлизации.
Создание шероховатости на металлизируемой поверхности детали может быть выполнено пескоструйной обработкой (сухим крупнозернистым кварцевым песком под давлением сжатого воздуха), обдувкой металлическим песком или дробью, накаткой и т. п. Поверхности деталей, не подлежащие металлизации, защищают плотной бумагой, картоном или специальными кожухами из листовой стали.
Далее на подготовленную поверхность деталей одним из вышеперечисленных способов наносят металлизационное покрытие. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц металла. Твердость металлизационного покрытия определяется качеством наносимого материала.
Затем следует обработка деталей после металлизации. В зависимости от требуемой шероховатости и точности металлизированные цилиндрические поверхности деталей обрабатывают на токарных и шлифовальных станках, а плоские поверхности — на станках или вручную.
Рассматриваемый способ восстановления деталей обладает некоторыми недостатками: прочность сцепления покрытия с основным металлом получается невысокая, механическая прочность металла покрытия пониженная, при металлизации мелких деталей возникают крупные потери металла. Но, не смотря на это, металлизация восстанавливаемых поверхностей деталей находит достаточно широкое применение в ремонтном производстве, имея ряд преимуществ:
- возможность получения больших слоев наращиваемого металла (до 10 мм), что дает возможность ремонтировать детали с большим износом;
- благодаря пористости металлизированного слоя он способен поглощать масло и хорошо удерживать смазку [2], что обеспечивает хорошую износостойкость деталей;
- возможность неоднократного восстановления поверхности деталей;
- сравнительно невысокая стоимость работ.
Использование способа восстановления изношенных поверхностей деталей машин металлизацией может значительно уменьшить запас сменных деталей, сократить сроки нахождения техники в ремонте, увеличить срок межремонтной службы оборудования. В результате чего повышается производительность труда и снижается себестоимость ремонтных работ обслуживаемой техники.
Список литературы
- Захаров, Ю.А. Восстановление металлизацией деталей транспортно-технологических машин и комплексов / Ю.А. Захаров, Е.В. Ремзин, Г.А. Мусатов. – Молодой ученый. – 2014. – №19. – С. 199-201.
- Зарубин, В.П. Влияние смазочных материалов на процесс трения и изнашивания в узлах трения пожарной техники / В.П. Зарубин, И.А. Легкова. – NovaInfo.Ru, 2016. – №53. – Т.2. – С. 33-36.
Создание электронного архива по направлению «Науки о Земле и энергетика»
- 29 октября 2020
Электронное периодическое издание зарегистрировано в Федеральной службе по надзору в сфере связи, информационных технологий и массовых коммуникаций (Роскомнадзор), свидетельство о регистрации СМИ — ЭЛ № ФС77-41429 от 23.07.2010 г.
Соучредители СМИ: Долганов А.А., Майоров Е.В.
Востановление деталей сельскохозяйственных машин.
В зависимости от источника тепла для распыления наносимого» материала металлизацию называют электрической, плазменной* газовой.
Электрическая металлизация вследствие недостаточной прочности сцепления металлизационного слоя с основным; металлом, хрупкости наносимого металла и других присущих efe недостатков широкого распространения в ремонтном производстве не получила.
Плазменная металлизация применяется для нанесения покрытий из тугоплавких материалов и окислов в виде порошка или проволоки. Однако процесс плазменного напыление применительно к деталям сельскохозяйственной техники недостаточно изучен. Наиболее разработанным и перспективным процессом для восстановления деталей является газовая металлизация.
Газовая металлизация — процесс нанесения покрытий,, основанный на нагреве металла до расплавления и распыления* его с помощью газовой струи. Источником тепла служит газокислородное пламя. При газовой металлизации напыляемый материал— различные проволоки.
Температура пламени должна быть выше температуры плавления проволоки, которая быстро разогревается до жидкого состояния. Расплавленный металл газовоздушной струей распыляется на множество частиц и с большой скоростью направляется на напыляемую поверхность. Частицы металла, реагируя с внешней средой во время полета, покрываются окисной пленкой. При соприкосновении с поверхностью детали за счет высокой кинетической энергии эта пленка разрушается и частицы напыляемого металла контактируют с восстанавливаемой деталью, образуя таким образом сплошное слоистое покрытие с большим числом пор и .окислов. Схема газовой металлизации показана на рисунке 16.
Важная особенность газовой металлизации — низкое термическое воздействие на восстанавливаемую деталь (150°С). В этой связи исключаются деформации, а несущая способность детали не снижается. Покрытия, нанесенные этим способом, выдерживают обычные статические и знакопеременные нагрузки. В то же время они обладают пластичностью, поэтому применять их для восстановления деталей, работающих в условиях ударных нагрузок, нежелательно.
При помощи газовой металлизации можно наносить покрытия с различными свойствами на любые поверхности. Оборудование для металлизации занимает небольшую площадь, транспортабельно и для его эксплуатации не требуются рабочие высокой квалификации. Технологический процесс нанесения покрытия прост и доступен для ремонтных предприятий.
Материалы. В качестве материалов для напыления применяют проволоки следующих марок: «Алюник» 7/1, 4X13, 3X13, У7АВ, БрАЖЮ-1,5, нержавеющие проволоки типа Х18Н9Т и др.
Проволока «Алюник» 7/1 содержит 80% никеля и 20% алюми-еия и применяют ее для нанесения подслоя. Проволоки типа 4X13, 3X13, У7АВ применяют для получения плотных и твердых покрытий (HRC 32 … 38).
Проволоку из алюминиевой бронзы БрАЖ-10-1,5 используют для восстановления деталей, требующих применения мягких покрытий, работающих в условиях жидкостного трения. Покрытия из этой проволоки пористые, твердость их находится в пределах НВ 72… 74. Выбирают проволоку для напыления, исходя из требований, предъявляемых к восстанавливаемой детали, в том числе твердости, износостойкости, усталостной прочности и др.
Оборудование. В комплект оборудования поста газовой металлизации входят: компрессор, ресивер для сжатого воздуха, влаго-маслоотделитель, баллон с горючим газом, баллон с кислородом, расходомеры, металлизационный аппарат, катушка с проволокой. Примерная схема расположения оборудования поста газовой металлизации приведена на рисунке 17.
Для нанесения покрытий газовой металлизацией выпускаются аппараты МГИ-4 и МГИ-5, разработанные ВНИИавтогенмашем.
Аппарат МГИ-4 предназначен для нанесения металлических покрытий вручную и выпускается в двух вариантах: МГИ-4А — для работы на ацетилено-кислородной смеси, МГИ-4П — для работы на пропано-бутаново-кислородной смеси. Эти аппараты МОЖНО устанавливать на суппорте токарного станка.
Аппарат МГИ-^5 имеет повышенную производительность металлизации по сравнению с ручным аппаратом, применяется в условиях массового производства и рассчитан на применение в качестве горючего газа пропано-бутановой смеси. Используя МГИ-5; можно применять проволоку диаметром 5…6 мм, которая подается в аппарат электродвигателем. МГИ-5 состоит из стационарного газометаллизационного аппарата и тележки, на которой размещены блоки электрического и газового питания, а также кассета для проволоки. Горючий газ — ацетилен, выпускаемый в баллонах.
Баллонный ацетилен содержит минимальное количество при** месей, а при его использовании достигается большая производительность и стабильность процесса по сравнению с использоваг-нием ацетиленовых генераторов. Для металлизации используется кислород, выпускаемый в баллонах, с чистотой не менее 99%. Питание сжатым воздухом производится как от общезаводской сети, так и от отдельного компрессора. Давление сжатого воздуха должно поддерживаться не ниже 0,4 МПа. Воздух должен быть очищен от масла и влаги через влагомаслоотделитель.
Для снижения давления газа, поступающего из баллонов и га’-зопроводов, и поддержания постоянства расхода и давления газа в пределах, требуемых технологическим процессом, применяются редукторы, используемые при газовой сварке и резке http://rci.kz/services/plotternaya-rezka. С целью» контроля расхода газа пользуются расходомерами типа РС-5. Для подачи газа к аппарату используются шланги тип I для горючего газа и тип III — для кислорода. Для подготовки деталей перед металлизацией применяются установки для струйной обработки металлической крошкой или зерном абразива.
Для напыления могут быть использованы токарные станки старых моделей, обеспечивающие скорость вращения детали в пределах 8… 28 м/мин.
Подготовка детали. Перед напылением для удаления следов износа и придания правильной геометрической формы детали подвергают механической обработке на глубину не более 0,4 мм. Далее подготовка детали для нанесения покрытия производится аналогично рассмотренной ранее перед газопламенным напылением.
Нанесение покрытия. На подготовленную поверхность покрытие наносится в два этапа: 1) нанесение подслоя; 2) нанесение ос-ловного слоя.
Подслой наносится толщиной 0,1… 0,15 мм распылением проволоки «Алюник» 7/1 с цеЛью увеличения прочности сцепления покрытия с основным металлом и создания шероховатости поверхности под напыление основного слоя. При газовой металлизации частицы этой проволоки, экзотермически прореагировав друг с другом, в процессе напыления попадают на поверхность детали с температурой 1500°С и легко свариваются или сплавляются с материалом основы. Зона сплавления составляет не более 0,1 мм. Подслой наносят за один проход металлизатора при следующем режиме: давление ацетилена — 0,1 МПа, давление кислорода — 0,25 МПа, давление воздуха — 0,5 МПа, скорость вращения детали— 18… 22 м/мин, скорость подачи проволоки—1,8 м/мин, подача металлизатора — 2… 3 мм/об, дистанция напыления — 130…150 мм. Поверхность детали перед нанесением покрытия должна быть нагрета до температуры 60…80 °С.
Основной слой наносят распылением проволоки, покрытие из которой удовлетворяет требованиям, предъявленным к детали. Толщина основного слоя зависит от требуемой толщины для компенсации износа с учетом припуска на механическую обработку до номинального или ремонтного размера. Толщину напыленного слоя контролируют штангенциркулем или микрометром с обезжиренными губками. Температуру поверхности детали в процессе металлизации определяют с помощью прибора ТПП-СК со шкалой 100…250 °С.
Примерные режимы газовой металлизации, осуществляемой с помощью ручного аппарата, следующие: давление ацетилена — 0,04 … 0,06 МПа, давление кислорода — 0,2… 0,7 МПа, расход ацетилена — 240… 850 л/ч, расход кислорода — 600… 2100 л/ч, давление воздуха — 0,3 … 0,5 МПа, расход воздуха — 0,6… 0,8 м3/мин, скорость подачи проволоки — 2 … 6 м/мин. Производительность процесса — 1… 10 кг/ч, коэффициент использования проволоки достигает 80%. При напылении необходимо следить за температурой поверхности детали, которая должна быть не выше 150 °С. В случае нагрева детали до этой температуры ее охлаждают очищенным от влаги и масла сжатым воздухом под давлением 0,2… 0,3 МПа.
Как правило, твердость покрытий выше твердости исходного материала (проволоки). По-видимому, это объясняется закалкой частиц, их наклепом при ударе о поверхность детали и наличием в слое покрытия твердых окислов. Износостойкость покрытий, полученных газовой металлизацией, выше износостойкости обычных металлов одинаковой твердости. Это объясняется пористостью покрытий, способных впитывать до 10% смазки и удерживать ее как в слое, так и на рабочей поверхности. В случае прекращения подачи смазки деталь нагревается и содержащееся в порах масло выходит на поверхность, предотвращая заедание.
Наилучшие результаты по износостойкости Достигаются при восстановлении деталей, работающих в условиях жидкостной смазки. Испытаниями установлено, что прочность металлизаци-онных покрытий достаточна, чтобы обеспечить надежную работу сопряжения без разрушения покрытия. Не рекомендуется восстанавливать металлизацией детали, работающие в условиях ударных нагрузок (кулачки, клапанные гнезда и другие), так как метал-лизационные покрытия при ударах скалываются. Напыленные слои металла имеют слоистую структуру, так как частицы нанесенного металла соединяются между собой не только механически, но и частично сплавляются, особенно это характерно для зоны подслоя и зоны контакта подслоя с основным металлом. Слои металла, полученные напылением, имеют плотную малопористую структуру. Наибольшую плотность имеет подслой, напыленный проволокой «Алюник» 7/1, пористость которого составляет 8,1%. Пористость основного слоя, напыленного проволокой У7АВ, 4X13, 3X13, ШХ-15, составляет 8… 15%. Твердость напыленных слоев проволокой «Алюник» 7/1 по HRC составляет 35 единиц, 4X13—32, ШХ-15 —38, У7АВ — 35.
Металлизация
Процесс металлизации поверхностей – это метод нанесения на наружную поверхность детали металлического слоя, который придает обработанной поверхности иные физические, химические, механические свойства. Они могут значительно отличаться от свойств основного материала. Нанесенное покрытие используется для повышения коррозионной, эрозионной, механической стойкости, декоративной отделки и прочего.

Нанесение металлического слоя на металлизируемую поверхность различается методом сцепления и делится на две группы (классификация металлизации):
- механическое сцепление (за счет адгезии);
- связи между металлами:
- диффузия на границе двух поверхностей;
- диффузия всего покрывающего слоя.
Технологические особенности металлизации
Технология металлизации производится в следующих состояниях:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Такому способу обработки как металлизация могут подвергаться изделия, изготовленные из металла, любого вида пластика, древесины, стекла, гипса, бетона и прочих материалов. Самый распространенный способ нанесения покрытия в домашних условиях — это напыление. Материалы, предназначенные для проведения процесса, можно найти в магазинах. Обычно они продаются в баллонах под давлением с распылителем.
Диффузионный способ покрытия – это процесс, во время которого происходит насыщение поверхности детали легирующими элементами. В качестве легирующих элементов широко используются хром (Cr), алюминий (Al), цинк (Zn), кремний (Si), медь (Cu) и множество других.
Защитный слой на металлизированных деталях можно получить:
- в жидкой среде;
- в газовой среде;
- с использованием твердых компонентов.
Нанесение покрытия металлизацией в холодном состоянии или в нагретом до незначительной температуры, характерно для первой группы и подгруппы 2а. Во время протекания цикла происходит изменение размеров детали на толщину нанесенного слоя металлов или их сплавов.
Для подгруппы 2б характерно насыщение поверхностного слоя методом диффузии при высоких температурах. Во время обработки происходит образование сплава, а размеры практически не отличаются от заданных.
Применение
Металлизация используется для изменения характеристик обрабатываемого изделия. После того, как нанесли слой металла или сплава, деталь получает дополнительную стойкость к высоким температурам, коррозии, износу, эрозии. Кроме этого нанесенный слой может служить для защиты и декоративного оформления готового изделия. С помощью металлизации производится восстановление изношенных деталей.

Поверхность детали после металлизации
- Электромашиностроение. Электротехнические компоненты необходимы в любой из отраслей промышленности. Их необходимо защитить от изнашивания, обеспечить точный уровень электрической проводимости. Покрытие металлизация используется при изготовлении:
- микроволновых схем;
- электродов конденсаторов;
- микроволновых отражателей;
- катушек индукции;
- керамических резисторов;
- валов двигателей.
- Транспортная промышленность. Нанесенный слой обеспечивает эксплуатирующимся деталям защиту от коррозии, механического воздействия, повышенной температуры. Методом покрытия пользуются при изготовлении:
- поршней
- компрессионных колец;
- распредвалов;
- стопорных колец;
- полуосей;
- тормозных дисков;
- вытяжных вентиляторов;
- гидроцилиндров;
- теплоотводов;
- шасси;
- глушителей;
- деталей двигателей;
- деталей коробок скоростей.
- Авиационная и космическая промышленность. Термическое напыление обеспечивает термостойкость, коррозионостойкость, сопротивляемость трению. Напыляют на:
- детали двигателя:
- роторы;
- лопатки турбин;
- лопатки компрессоров;
- камеры сгорания;
- сопла;
- детали механизмов руля и управления крыльями;
- стойки шасси;
- топливные оправки.
- Текстильная промышленность. Элементы ткацких станков подвержены абразивному изнашиванию из-за высоких скоростей и трения. Обрабатываются:
- ролики;
- оси.
- Бумажная промышленность и полиграфия. Твердые металлы обеспечивают защиту от волокон целлюлозы и химических чернил. Обработке подлежат:
- цилиндры на печатных машинах;
- анилоксовые валы;
- цилиндры бумагоделательных машин;
- подшипники скольжения.
- Энергетика. Газовые турбины работают при высоких температурах, поэтому их детали подлежат обработке металлизацией.
- Детали газовых агрегатов: турбин и компрессоров
- детали паровых агрегатов;
- детали гидравлических агрегатов;
- запорная арматура.
- Защита поверхностей:
- стальных несущих конструкций, работающих в водной (пресной) среде;
- стальных несущих конструкций, работающих с морской водой;
- морского транспорта;
- металлических конструкций от воздействия высоких температур:
- дымоходы;
- вытяжки на газовых турбинах;
- выпускные коллекторы автомобилей;
- сопла ракет;
- металлоконструкций от коррозии на промышленных площадках:
- железнодорожные мосты;
- конструкции бассейнов;
- контейнеры;
- резервуары, хранящие нефтепродукты;
- металлоконструкций от химических реакций:
- трюмы танкеров;
- установки очистки сточных вод.
- Химическая, нефтеперерабатывающая промышленность, например:
- запорная арматура;
- уплотнители;
- посадочные места машин и агрегатов;
- теплообменники;
- резервуары.
- Металлургическая промышленность:
- прокатные станы;
- кристаллизаторы;
- оборудование для прокатки проволоки, в том числе из цветных сплавов.
- Инструменты:
- прессовые штампы;
- несущие поверхности;
- вторичный двигатель.
- Тяжелое машиностроение:
- платформы;
- буры;
- краны;
- экскаваторы.
- Пищевая промышленность.
- Декоративные изделия:
- посуда;
- бумага;
- ткань.
Виды металлизации
Металлизация поверхностей производится различными методами. Выбор метода зависит от технологии нанесения и используемого при этом оборудования.
В таблице приводятся способы нанесения металлического слоя и наносимые металлы, и их сплавы.
| МЕТАЛЛИЗАЦИЯ | ||
| Группа 1 | Группа 2 | |
| Подгруппа 2а | Подгруппа 2б | |
| Электротехнические покрытия Хром, цинк. Медь сплавы никель-кобальт хром-никель бронза и прочие | Плакирование, в том числе нанесение покрытия взрывом Медь, алюминий, серебро, вольфрам, латунь, бронза, нержавеющая сталь | Диффузионное нанесение элементов Алюминий, цинк, молибден и прочие |
| Плазменное напыление Вольфрам, никель, хром, Al2O3, ZrO2, MoSi2, WC, NbC, ZrB2 | ||
| Распыление (пульверизация) электродуговым, газопламенным методом Алюминий, серебро, медь, золото, бронза, латунь, сталь | Окунание в расплавленный металл Цинк, свинец и прочие | |
| Электрофлрез Вольфрам, молибден, кобальт и прочие | Диффузионное нанесение сплавов Хром-алюминий Алюминий-хром-кремний Тантал-алюминий и прочие | |
| Вакуумное нанесение на нагретую поверхность Хром, титан, оксиды алюминия, циркония и прочие | ||
| Химическое нанесение Медь, ртуть, платина и прочие | Электротехнические покрытия с отжигом Хром, никель, кадмий | |
| Вакуумное нанесение на холодную поверхность Zn, Cd, Al, Ti, Cr, Au, Ag, Pt, Cu, Sn, W, Mo, Ta Zn-Al, Pb-Zn Pb-Cd и прочие | Осаждение чистых металлов из соединений карбонатов в газовой среде Cr, Co, W, Ni, Mo, Ta и прочие | |
| Катодное распыление Золото, серебро, платина, тантал | Осаждение карбидов, нитридов, силицидов, боридов из газообразного состояния TiC, NbC, W2C, HfC, ZrN, TaN, MoSi2, CrSi2, TaB2, NiB2 и прочие | |
Из широкого спектра методов следует рассмотреть несколько, которые часто используются на производствах.
Вакуумная металлизация
Формирование наносимого слоя металла в вакууме отличается эффективностью и универсальностью. С его помощью металл можно наносить на любой материал. Во время вакуумной металлизации с металлом, предназначенным для нанесения, происходит ряд превращений, связанных с переходом из одной фазы в другую. Так можно выделить:
- испарение;
- конденсирование;
- адсорбция;
- кристаллизирование.
Во время процедуры протекает множество физических и химических процессов. Производительность вакуумного метода зависит от типа поверхности, наносимого материала, потока распыленных атомом и прочих.

Оборудование, применяемое при вакуумной технологии, делится на три типа:
- непрерывного действия;
- полу непрерывного действия;
- периодического действия.
Различные типы оборудования позволяют его применять как при массовом производстве, так и при единичном изготовлении деталей.
Газовая металлизация
В основе метода газовой металлизации лежит распыление расплавленного металла. С помощью кислородно-ацетиленового пламени начинает плавиться проволока, подаваемая в зону нагрева. Расплав сжатым воздухом удаляется из зоны нагрева и переносится на поверхность. Мелкие капли расплава, соударяясь с поверхностью, становятся плоскими, что обеспечивает лучшую сцепляемость.

Газовая металлизация — схема
На рисунке показана схема головки распылителя. Где по каналу 1 подается кислородно-ацетиленовая смесь, через сопло 2 выходит расплавленный металл, а через камеру 3 выталкивается наружу расплав.
Цинкование
Цинкованием обеспечивается надежная защита от коррозии. Наносимый на поверхность слой содержит не менее 95% цинка. Цинкование проводится несколькими методами, среди которых можно выделить следующие:
- горячее;
- холодное;
- гальваническое;
- газотермическое;
- термодиффузионное.
Какой метод использовать для нанесения цинка во многом зависит от того где и при кахих характеристиках будет эксплуатироваться деталь. Цинковое покрытие мягкое, поэтому во время эксплуатации на него не должны оказываться значительные механические нагрузки.
Восстановление металлизацией деталей транспортно-технологических машин и комплексов
Рубрика: Технические науки
Дата публикации: 15.11.2014 2014-11-15
Статья просмотрена: 3801 раз
Библиографическое описание:
Захаров, Ю. А. Восстановление металлизацией деталей транспортно-технологических машин и комплексов / Ю. А. Захаров, Е. В. Ремзин, Г. А. Мусатов. — Текст : непосредственный // Молодой ученый. — 2014. — № 19 (78). — С. 199-201. — URL: https://moluch.ru/archive/78/13632/ (дата обращения: 01.11.2020).
Раскрывается сущность металлизации восстанавливаемых поверхностей деталей машин. Приведена классификация металлизации, методика нанесения и основные технологические аспекты. Приведены достоинства и недостатки каждого способа металлизации.
Ключевые слова: металлизация, восстанавливаемая поверхность, плазма, технологический процесс, металл, восстановление деталей.
Металлизация — это один из способов нанесения металлических покрытий на изношенные поверхности, восстанавливаемых деталей [1–5]. Сущность процесса металлизации состоит в распылении предварительно расплавленного металла струей сжатого газа (воздуха) на мелкие частицы, которые, имея высокую скорость полета при ударе о поверхность детали, деформируются, внедряются в ее поры и неровности и образуют металлическое покрытие [1]. Соединение частичек металла с поверхностью детали носит в основном механический характер и только в отдельных точках имеет место сваривание основного и присадочного материала.
Основными достоинствами металлизации как способа нанесения покрытий при восстановлении деталей являются: высокая производительность процесса, небольшой нагрев детали (120–180°С), высокая износостойкость покрытия, простота технологического процесса и применяемого оборудования, возможность нанесения покрытий толщиной от 0,1 до 10 мм и более из любых металлов и сплавов. К недостаткам процесса следует отнести пониженную механическую прочность покрытия и сравнительно невысокую прочность покрытия, и сравнительно невысокую прочность сцепления его с подложкой [1–5].
В зависимости от вида тепловой энергии, используемой в металлизационных аппаратах для плавления металла, различают четыре основных способа металлизации: газопламенную, электродуговую, высокочастотную и плазменную.
Газопламенная металлизация осуществляется при помощи специальных аппаратов, в которых плавление исходного металла (проволоки) производится ацетиленокислородным пламенем, а распыление его — струей сжатого воздуха. Достоинствами газопламенной металлизации являются: небольшое окисление металла, мелкий его распыл, достаточно высокая прочность покрытия. К недостаткам следует отнести сравнительно невысокую производительность процесса и известную сложность установки.
Электродуговая металлизация производится аппаратами, в которых плавление металла осуществляется электрической дугой, горящей между двумя проволоками, а распыление — струей сжатого воздуха. Электродуговая металлизация отличается высокой производительностью процесса, экономичностью, простотой применяемого оборудования. К числу ее недостатков следует отнести повышенное окисление металла и как следствие — сравнительно невысокую прочность покрытия и прочность его сцепления с поверхностью детали.
Высокочастотная металлизация основана на использовании принципа индукционного нагрева при плавлении исходного материала покрытия (проволоки). Распыление металла производится струей сжатого воздуха. Головка высокочастотного металлизатора имеет индуктор, питаемый от генератора токов высокой частоты, и концентратор тока, который обеспечивает плавление проволоки на небольшом участке ее длины.
Преимуществами высокочастотной металлизации являются небольшое окисление металла благодаря возможности регулирования температуры его нагрева и достаточно высокая механическая прочность покрытия. К числу недостатков следует отнести сложность и высокую стоимость применяемого оборудования.
Плазменная металлизация это достаточно новый способ нанесения металлических покрытий напылением, при котором для расплавления и переноса металла на поверхность детали используются тепловые и динамические свойства плазменной струи. Плазменная струя представляет собой частично или полностью ионизированный газ, обладающий свойством электропроводности и имеющий высокую температуру. Плазменную струю получают путём нагрева плазмообразующего газа в электрической дуге, горящей в закрытом пространстве. Устройства для получения плазменной струи получили наименования плазменных горелок или плазмотронов. Плазмотрон, применяемый при металлизации, состоит из охлаждаемых водой катода и анода (сопла). Катод изготавливают обычно из лантанированного вольфрама, а анод (сопло) — из меди. Катод и анод изолированы друг от друга прокладкой из изоляционного материала.
Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного тока напряжением 80–100 В. Плазмообразующий газ, введенный в зону горения электрической дуги, ионизируется и выходит из сопла плазмотрона в виде струи небольшого сечения. Обжатию плазменной струи способствуют холодные стенки канала сопла плазмотрона и электромагнитное поле, возникающее вокруг струи. Небольшое сечение плазменной струи, и её высокая электропроводность значительно повышают плотность тока и, следовательно, температуру газа и скорость его истечения. Температура плазменной струив зависимости от силы тока дуги и расхода плазмообразующего газа достигает 10–30 тыс. °С, а скорость истечения — 1000–1500 м/с.
 В качестве плазмообразующих газов используют аргон и азот. Аргонная плазма имеет наиболее высокую температуру — до 15–30 тыс. °С. Температура азотной плазмы ниже (10–15 тыс. °С), но она имеет более высокое теплосодержание. Учитывая это, а также низкую стоимость, азот и нашел широкое применение в качестве плазмообразующего газа при плазменной металлизации.
В качестве плазмообразующих газов используют аргон и азот. Аргонная плазма имеет наиболее высокую температуру — до 15–30 тыс. °С. Температура азотной плазмы ниже (10–15 тыс. °С), но она имеет более высокое теплосодержание. Учитывая это, а также низкую стоимость, азот и нашел широкое применение в качестве плазмообразующего газа при плазменной металлизации.
Исходный материал покрытия при плазменной металлизации вводится в сопло плазмотрона в виде порошка с размером частиц от 50 до 200 мкм. Подача порошка производится из дозатора при помощи транспортирующего газа (азота). Дозатор определяет расход порошка и, следовательно, производительность процесса напыления. Расход порошка можно плавно регулировать в пределах от 5 до 12 кг/ч. Попадая в плазменную струю, металлический порошок расплавляется и увлекаемый плазменной струей, наносится на поверхность детали, образуя покрытие. Наибольшей скорости полета, расплавленные частицы порошка достигают на расстоянии 50–80 мм от среза сопла плазмотрона. Скорость полет металлических частиц зависит от тока дуги и расхода плазмообразующего газа и составляет 150–200 м/с. Большая скорость полета частиц исходного материала и высокая температура их нагрева в момент встречи с подложкой обеспечивают более высокие, чем при других способах металлизации, механические свойства покрытия и более прочное соединение его с поверхностью деталей. Предел прочности покрытия на растяжение составляет 20–25 кгс/мм 2 . Твердость покрытия в зависимости от состава исходного материала может быть получена в пределах 30–60 HRC. Прочность сцепления покрытия с подложкой при испытании на отрыв достигает 400–500 кгс/см 2 . Износостойкость покрытия в 1,5–2 раза выше, чем износостойкость стали 45, закаленной до твердости 58–62 HRC. Покрытие не снижает усталостной прочности деталей.
Высокая температура плазменной струи позволяет наносить покрытия практически из любых материалов, в том числе из особо жаростойких и износостойких сплавов. Процесс плазменной металлизации имеет высокую производительность (до 12 кг/ч) и позволяет полностью автоматизировать нанесение покрытия на детали. Все эти достоинства процесса плазменной металлизации позволяют сделать вывод о возможности его широкого применения при восстановлении автомобильных деталей. Металлизация как способ восстановления деталей применяется для восстановления наружных и внутренних цилиндрических поверхностей деталей.
Технологический процесс восстановления деталей способом металлизации складывается из трех основных групп операций: подготовки деталей к металлизации, нанесения покрытия и обработки детален после металлизации.
Подготовка деталей к металлизации имеет целью обеспечить прочное сцепление покрытия с поверхностью детали. Процесс подготовки поверхности детали к металлизации включает: обезжиривание и очистку от загрязнений, механическую обработку, создание шероховатости на поверхности детали и защиту поверхностей, не подлежащих металлизации.
При механической обработке с поверхности детали снимают такой слой металла, чтобы после окончательной обработки детали после металлизации на ее поверхности оставалось покрытие толщиной не менее 0,5–0,8 мм. Необходимую шероховатость поверхности деталей получают путем дробеструйной обработки или накаткой зубчатым роликом. Дробеструйная обработка является наиболее производительным способом создания шероховатости и обеспечивает прочное сцепление покрытия с поверхностью детали. Дробеструйную обработку производят в специальных камерах чугунной дробью. Накатку поверхности детали производят на токарных станках однорядным зубчатым роликом диаметром 60 мм с углом заострения зуба 40–60°, при установке ролика по отношению к детали под углом 30° с обеспечением продольной подачи ролика в пределах 1,5–2 мм/об детали. Накатку для создания шероховатости применяют при восстановлении металлизацией деталей с твердостью не более 350–400 НВ.
После подготовки поверхности детали к металлизации приступают к нанесению покрытия. Промежуток времени между подготовкой и нанесением покрытия должен быть минимальным и не превышать 1,5–2 ч.
Нанесение металлизационных покрытий производится при помощи специальных аппаратов — металлизаторов. При плазменной металлизации применяются специальные установки, включающие в себя плазменную металлизационную горелку (плазмотрон); пульт управления; порошковый питатель (дозатор), обеспечивающий подачу металлического порошка в горелку и источник питания.
Металлизация восстанавливаемых поверхностей деталей транспортно-технологических машин и комплексов находит достаточно широкое применение в ремонтном производстве. Наряду с гальваническими методами, которые реализуются с помощью специальных устройств, металлизация также нуждается в совершенствовании для обеспечения наиболее рационального восстановления изношенных поверхностей [6–8].
Применение металлизации достаточно распространено не только в авторемонтном производстве, но и при обслуживании сельскохозяйственных машин и оборудования [9].
1. Захаров, Ю. А. Совершенствование технологии восстановления посадочных отверстий корпусных деталей проточным электролитическим цинкованием: дис. … канд. техн. наук [Текст] / Ю. А. Захаров. — Пенза, 2001. — 170 с.
2. Захаров, Ю. А. Анализ способов восстановления посадочных отверстий корпусных деталей машин [Текст] / Ю. А. Захаров, Е. Г. Рылякин, А. В. Лахно // Молодой ученый. — 2014. — № 16. — С. 68–71.
3. Захаров, Ю. А. Восстановление посадочных поверхностей корпусных деталей машин проточным гальваническим цинкованием [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов // Молодой ученый. — 2014. — № 17. — С. 58–62.
4. Рылякин, Е. Г. Повышение работоспособности гидропривода транспортно-технологических машин в условиях низких температур [Текст] / Е. Г. Рылякин, Ю. А. Захаров // Мир транспорта и технологических машин. — № 1 (44). — Январь-Март 2014. –
6. Обеспечение работы мобильных машин в условиях отрицательных температур [Текст] / Ю. А. Захаров, Е. Г. Рылякин, И. Н. Семов [и др.] // Молодой ученый. — 2014. — № 17. — С. 56–58.
7. Пат. 2155827 РФ, МПК: 7C 25D 5/06 A. Устройство для электролитического нанесения покрытий [Текст] / И. А. Спицын, Ю. А. Захаров // заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (РФ). — № 99115796/02, Заявлено 16.07.1999; Опубл. 10.09.2000.
8. Пат. 70366 Российская Федерация, МПК G01M. Инерционный нагружатель [Текст] / Власов П. А., Власов М. В., Захаров Ю. А.; заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (RU). — № 2007108571; заявл. 07.03.2007; опубл. 20.08.2008, Бюл. № 2. — 2 с.
9. Пат. 2503753 Российская Федерация, МПК: C25D19/00. Устройство для гальваномеханического осаждения покрытий [Текст] / Ю. А. Захаров, И. А. Спицын; заявитель и патентообладатель ФГОУ ВПО «Пензенская государственная сельскохозяйственная академия» (RU). — № 2012149639/02, заявл. 21.11.2012; опубл. 10.01.2014, Бюл. № 1. — 9 с.
10. Сёмов, И. Н. Разработка и обоснование конструктивно-режимных параметров дискового высевающего аппарата с подпружиненным выталкивателем семян сахарной свеклы [текст]: дисс. … канд. техн. наук: 05.20.01: защищена 15.06.2007 утв. 02.11.2007 / Сёмов Иван Николаевич. — Пенза, 2007–130 с.
Металлизация и обработка
Под электродуговой металлизацией понимается процесс напыления расплавленного электрической дугой металла на поверхность детали. Расплавленный металл распыляют струей сжатого воздуха.
Металлизация дает возможность покрывать поверхности деталей почти из всех металлов независимо от формы поверхностей.
Толщина наносимого слоя металла может колебаться от 20-30 микрон до 6-8 мм и более.
Процесс электродуговой металлизации осуществляется с помощью специального аппарата – металлизатора. Аппарат состоит из следующих частей: механизма для протягивания проволок, механизма для подачи газа, токопроводящей сети, направляющих наконечников для проволоки.
Аппарат действует следующим образом. Две проволоки из распыляемого металла по направляющим наконечникам, к которым подведен электрический ток, непрерывно подаются к месту возбуждения электрической дуги. Возникающая между проволоками электрическая дуга расплавляет металл.
Одновременно по воздушному соплу в зону дуги поступает сжатый газ под давлением 5-6 атм. Струей сжатого газа расплавленный металл распыляется на частицы размером 0,001-0,002 мм (иногда встречаются более крупные частицы до 0,2 мм). Подхваченные струей сжатого газа частицы металла приобретают большую скорость (до 250 м/сек) и, ударяясь о поверхность детали, соединяются с ней.
Существует много теорий о соединении частиц между собой и с поверхностью детали. Одной из наиболее приемлемых является теория, согласно которой считается, что соединение частиц между собой носит механический характер. В соответствии с этой теорией соединение частиц между собой и с поверхностью детали можно представить следующим образом. Расплавленные мелкие частицы металла, пролетая расстояние от места плавления до детали, успевают несколько остыть и из жидкого состояния переходят в твердое. Твердые частицы при ударе о поверхность детали расплющиваются и задерживаются, в ее микро- и макронеровностях. При ударе о поверхность шарообразная частица принимает форму диска с разорванными краями, которые переплетаются, прочно соединяя частицы между собой.
С увеличением скорости частиц, а следовательно, с увеличением силы удара, сцепление частиц с поверхностью и между собой увеличивается.
Для хорошего сцепления распыленных частиц с деталью последняя должна иметь шероховатую поверхность. Шероховатости должны быть достаточной ширины, чтобы частицы средних размеров могли войти в углубления, не образуя мостиков над ними.
Многочисленные испытания показали, что при сухом трении металлизированный слой работает на истирание, как правило, значительно хуже, чем основной металл. В условиях жидкостного и полужидкостного трения металлизированный слой работает удовлетворительно.
Наиболее важное значение имеет металлизация при восстановлении шеек коленчатых валов, вышедших за пределы ремонтных размеров. Металлизация применяется также для восстановления шеек распределительных валов, полуосей, поворотных кулаков колесных тракторов, наращивания наружных поверхностей втулок, верхних головок шатунов и т. п.
Металлизацию используют для нанесения на вкладыши и подшипники антифрикционного слоя свинца и алюминия, цинка и алюминия или бронзы.
Металлизацией нельзя восстанавливать детали, подвергающиеся ударным нагрузкам (кулачки распределительных валов, зубья шестерен и т.д.), а также небольшие поверхности и грани, несущие значительные нагрузки (резьба, канавки под поршневые кольца и т.д.).
Восстановление деталей с помощью электродуговой металлизации состоит из следующих операций:
- подготовки поверхности деталей;
- металлизации деталей;
- обработки детали после металлизации.
Подготовка поверхности деталей к металлизации. Детали, подвергающиеся металлизации, предварительно тщательно обезжиривают в 10%-ном растворе щелочи NaOH или соды Na2CO3, нагретом до температуры 70-80°. После этого детали промывают в горячей воде и сушат. Для лучшего сцепления с наносимым слоем металла поверхность детали делают шероховатой. Распространенными способами получения шероховатой поверхности детали являются: обработка дробью, прямозубая накатка, пескоструйная обдувка, треугольная нарезка с последующей обдувкой дробью, электроискровая обработка, насечка зубилом, нарезка закругленным резцом, треугольная нарезка, электродуговая обработка с подачей струи сжатого воздуха к дуге, нарезка кольцевых канавок.
Обработка дробью выполняется в дробеструйной установке чугунной дробью диаметром 0,4-0,5 мм.
Прямозубую накатку получают с помощью накатки с прямым зубом. Шаг накатки 0,8 мм; скорость вращения детали 150 об/мин. При накатке на поверхности образуется ряд параллельных оси детали канавок.
Для пескоструйной обработки деталей применяют специальные пескоструйные аппараты.
Стальные и чугунные детали обрабатывают сухим горным кварцевым песком. Для обработки тонких деталей используют песок с зернами величиной 1-1,5 мм, а для обработки грубых деталей – песок с частичками размером 2-2,5 мм. Оптимальное давление при обработке стальных и чугунных деталей 6 атм.
Угол наклона сопла к поверхности обрабатываемой чугунной детали 80-90°, к поверхности стальной детали 45-67°. Расстояние от сопла пистолета до детали 100 мм. Воздух, необходимый для распыления песка, должен быть очищен от влаги и масла в специальных масловлагоотделителях.
Треугольную нарезку (с последующей обработкой дробью) выполняют резцом с углом в плане, равным 60°. Шаг резьбы 0,8 мм, глубина резания 0,5 мм, скорость резания 4,5-6 м/мин. После нарезки резьбы деталь обрабатывают чугунной дробью диаметром 0,4-0,5 мм.
Нарезка резцом, имеющим угол в плане, равный 60°, и режущую грань, закругленную по радиусу r=0,4-0,5 мм, выполняют с шагом 0,8 мм и глубиной 0,5 мм.
Треугольная нарезка с «равной» поверхностью ниток обеспечивает хорошее сцепление металлизированного слоя с основанием. Нарезку выполняют резцом, передний угол которого равен 0°, а угол при вершине около 60°. Резец устанавливают несколько ниже центра детали.
Электродуговая обработка осуществляется посредством электрической дуги, горящей между угольным (или стальным) электродом и вращающейся деталью при подаче струи сжатого воздуха. При таком способе обработки на поверхности получаются углубления и наплывы, с достаточной прочностью удерживающие напыленный слой. Для металлизации очень твердых, а также внутренних поверхностей наплавляют на обрабатываемую поверхность тонкий слой никеля, образующего «пену» и плотно сплавляющегося с основным металлом. Затем на эту «пену» наращивают металлизированный слой.
Нарезка кольцевых канавок шириной 1-2 мм, глубиной 0,5 мм и толщиной буртиков между канавками 0,6 мм применяется главным образом при подготовке к металлизации открытых концов вала.
Можно рекомендовать следующие способы подготовки деталей, работающих в условиях переменных нагрузок, для напыления стального металлизированного слоя: обработка дробью, накатка, треугольная нарезка с последующей обработкой дробью.
Металлизация деталей. После предварительной обработки поверхности деталь подвергают металлизации. Деталь следует металлизировать после предварительной обработки, но не позже чем через 2 часа, чтобы избежать возможной коррозии или засорения подготовленной поверхности.
Температура в металлизационном цехе должна быть равной или меньше температуры механического цеха, в котором подготавливалась деталь, так как в противном случае на детали будет конденсироваться влага, которая уменьшает прочность сцепления наращиваемого слоя с основным металлом.
Металлизационный слой наносят на детали с помощью металлизационных пистолетов.
Заводами изготовляются следующие металлизационные пистолеты: ЛК-6А, предназначенный для наращивания деталей на станке; ЛК-У – переносного типа; ЛК-12; ЭМ-1; ЭМ-2; ЭМ-3; ЭМ-4; ЛК-6а-12. Каждый из этих аппаратов рассчитан на различную производительность распиливания.
Для работы металлизационной установки необходим сжатый воздух, нагнетаемый под давлением 6-7 атм. компрессором производительностью 3-5 м/мин. Компрессор должен быть снабжен ресивером (воздухосборник) емкостью 2-3 м 3 и масловлагоотделителем. Установка должна иметь трансформатор, понижающий напряжение с 220 или 127 до 40 В.
Процесс металлизации прерывист, и во время работы пистолета слышен характерный шум, который объясняется различными стадиями процесса. На качество покрытия оказывают влияние следующие факторы: давление воздуха, распиливающего металл, расстояние от сопла пистолета до детали, ток, напряжение, скорость подачи проволоки, скорость перемещения поверхности детали относительно струи распыливаемого металла (в м/мин); скорость перемещения пистолета параллельно оси вращения детали на один оборот детали (в мм).
С увеличением давления воздуха увеличиваются скорость полета частиц, сила удара их о поверхность детали (или о ранее отложенный слой), скорость охлаждения частиц, связанная с закалкой наращиваемого металла, а также степень окисления частиц. Таким образом, с повышением давления воздуха до определенного предела (до 4,5-5,5 атм.) твердость и износостойкость слоя увеличиваются.
Пониженная твердость и износостойкость покрытий при малых давлениях воздуха объясняются малой плотностью слоя, вызываемой малой скоростью частиц, а также перегревом поверхности. При увеличении давления воздуха (более 5,5 атм.) скорость частиц увеличивается, но твердость их, достигнув максимального значения, остается постоянной, так как скорость охлаждения металла почти не изменяется. Изменение износостойкости связано с интенсивным окислением частиц при повышении давления воздуха. Давление воздуха может несколько изменяться от указанных выше пределов (4,5-5,5 атм.) в зависимости от конструкции пистолета.
Скорость частиц находится в обратной зависимости от диаметра сопла и расстояния от сопла до места образования дуги.
С изменением расстояния между соплом пистолета и наращиваемой поверхностью изменяется качество покрытия. При небольшом расстоянии поверхность детали перегревается, уменьшаются твердость и износостойкость наращиваемого слоя. Обычно применяют проволоку диаметром 1-1,5 мм. Ток при металлизации, зависящий от толщины применяемой проволоки, принимают равным 90-150, а при напряжении (рабочем) 30-35 в. Ток и напряжение не оказывают особого влияния на качество покрытия.
Скорость подачи проволоки определяется диаметром последней и в процессе металлизации может изменяться в очень небольших пределах, так как с увеличением скорости проволока не успевает плавиться и отрывается кусками, а при недостаточной скорости дуга прерывается и процесс проходит с большими перебоями или прекращается.
Скорости перемещения поверхности детали относительно струи распиливаемого металла и пистолета параллельно оси вращения детали существенно влияют на качество покрытия. Находясь в воздухе, напыленный слой сильно окисляется, и при повторном нанесении прочность сцепления частиц уменьшается. Рекомендуется за один проход пистолета, т.е. за время одного перемещения пистолета вдоль детали наращивать на последнюю слой необходимой толщины. Обычно принимают скорость перемещения детали в пределах 5-15 м/мин, а скорость перемещения пистолета – в пределах 1,5-5 мм/об. При обработке металлизированных покрытий хорошие результаты дают резцы с пластинками из твердых сплавов.
Перед проточкой рекомендуется пропитать слой маслом. Для этого детали следует поместить в ванну с маслом на 1,5-2 часа. Металлизированную деталь обрабатывают при скорости резания 10-15 м/мин, подаче 0,2-0,5 мм/об и глубине резания до 1 мм.
При проточке одновременно проверяют качество сцепления слоя с поверхностью детали. Если во время проточки слой не отлетает от поверхности, то это до некоторой степени гарантирует надежную работу детали в процессе эксплуатации.
Металлизированные сталью детали шлифуют на обычных шлифовальных станках при режимах, принятых при шлифовке стальных деталей, применяя шлифовальные круги с более мягкой связкой.
Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы.
Восстановление изношенных деталей – сложный организационно-технологический процесс, при котором, в отличие от производства новых деталей в качестве заготовки используют изношенную, но уже сформированную деталь. В этом случае затраты на выполнение таких операций, как литье, ковка, штамповка и т.п., отсутствуют. В то же время при восстановлении изношенных деталей появляется ряд дополнительных операций: мойка, разборка, дефектация, комплектация, затраты на которые следует учитывать при выборе способа восстановления.
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
б) наплавка — процесс увеличения размеров изношенных деталей электродуговым способом с последующей обработкой детали на заданные размеры; наплавку используют для восстановления валов, червячных роторов, втулок и т.п.;
в) металлизация — процесс нанесения расплавленного металла с помощью сжатого воздуха; такое напыление осуществляется послойно до 10 мм;
г) электрохимическое покрытие — это процессы хромирования, никелирования, цинкования до 3 мм;
д) пластические деформации — правка, раздача, обжатие и т.п.
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
Электродуговая металлизация. Этот способ нанесения покрытий очень распространен. Преимуществами электродуговой металлизации являются высокая производительность нанесения покрытий, получение покрытий в несколько миллиметров, высокая износостойкость (в 1,5-2 раза выше новой детали), простота и технологичность процесса, возможность нанесения покрытия на одну поверхность различных наплавочных материалов. Областью рационального применения электродуговой металлизации является антикоррозионная защита алюминием и цинком трубопроводов, цистерн, емкостей, металлоконструкций.
Плазменное напыление. Плазменное напыление является одним из эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это — процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы, нагревается до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Плазменное напыление является наиболее сложным процессом плазменной обработки.
Высокоскоростное напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью 2000 м/с на поверхность детали. Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки.
Метод позволяет наносить покрытия толщиной от 50 мкм до нескольких миллиметров. Оптимальную же толщину покрытия следует выбирать в каждом конкретном случае исходя из эксплуатационных, технологических и экономических соображений. Так, например, при защите от коррозии оптимальная толщина покрытия варьируется в диапазоне от 150 до 350 мкм. При нанесении износостойких покрытий их толщина выбирается в диапазоне от 300 до 600 мкм.
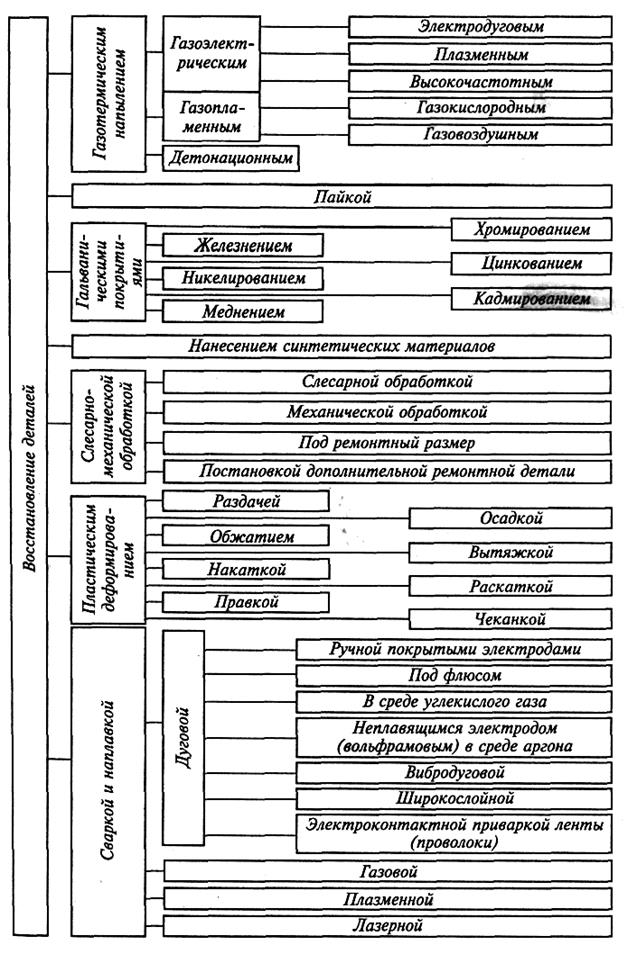
При восстановлении деталей толщина покрытия может быть значительно больше оптимальных значений. Этим методом может быть нанесено покрытие на сталь, чугун и цветные металлы. Материал покрытия — металлы и сплавы. Кроме того, метод позволяет наносить высококачественные покрытия из металлокерамики (карбид вольфрама, карбид хрома и др. с микротвердостью до 74 HRC), обладающей высокой твердостью. Такой ассортимент материалов позволяет обеспечить очень широкий спектр свойств покрытий. В подавляющем большинстве случаев путем подбора покрытия достигается многократное увеличение ресурса новых деталей. Применение современных высококачественных газотермических покрытий позволяет эффективно решать ряд проблем — износ трущихся деталей, снижение коэффициента трения, гидроабразивный износ, коррозия и др.
Высокоскоростной метод напыления позволяет получить более плотное в 1,5-3 раза прилегание покрытия, меньшую в 5-12 раз пористость и большую твердость, повышает эксплуатационные характеристики.
Газопламенное напыление полимеров. Напыление полимеров — метод получения тонкослойных покрытий и тонкостенных изделий путем нанесения порошкообразных полимерных композиций на поверхность детали или формы. Сплошная защитная пленка (или стенка изделия) образуется при нагревании детали (или формы) с нанесенным слоем порошка выше температуры плавления полимера или при выдержке в парах растворителя, в котором полимер набухает. В промышленности применяют различные способы напыления полимеров: газопламенное, вихре и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
Для наплавки используют электроды диаметром 3-6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4- 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12А/ММ 2 . Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т. д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45 Х 4ВЗФ, Нп-45 Х 2В8Т и др. (Нп — обозначает наплавочная).
Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки марок ПП-Нп-200 х 12М; ПП-Нп- 200 х 12ВФ и т.д. (ПП обозначает «проволока порошковая»),
Микродуговое оксидирование. Метод используется для нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Например, при одинаковой микротвердости с корундом износостойкость покрытий, полученных этим методом, может быть в несколько раз выше.
Основные области применения:
— создание коррозионностойких и износостойких покрытий для бурового, нефтедобывающего и нефтеперерабатывающего оборудования;
пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения.