
Закалка металла графитом в домашних условиях
Цементация стали в домашних условиях
Определенное воздействие на сталь позволяет изменить ее основные эксплуатационные свойства. Чаще всего проводится химико-термическое воздействие, которое называют цементацией стали. Она предусматривает как нагрев детали для перестроения его атомной решетки, так и внесение требуемых химических элементов. Цементация стали в домашних условиях графитом или другой средой еще несколько лет назад практически не проводилась, но сегодня это возможно. Рассмотрим особенности данного процесса подробнее.

Общие сведения о процессе цементации стали
Для того чтобы проводить подобную обработку металла в домашних условиях следует рассмотреть особенности термического воздействия на сталь подробнее.
Среди особенностей цементации выделим следующие моменты:
- Цементирование предусматривает нагрев изделий в жидкой, твердой или газовой среде, за счет чего изменяют эксплуатационные свойства поверхностного слоя.
- За счет проведения данной процедуры концентрация углерода повышается, что обеспечивает увеличение прочности и износостойкости стали.
- Специалисты рекомендуют цементировать низкоуглеродистые стали, которые имеют показатель концентрации углерода примерно 0,2%. Примером можно назвать лезвие ножа, которое изготавливают из стали невысокой стоимости.
- Нагрев детали может проводится до самых различных температур. Цементация металла в домашних условиях проходить при температуре около 500 градусов Цельсия, в цехах, оборудованных специальным оборудованием, этот показатель может достигать значения 1200 градусов Цельсия и выше. Отметим, что температура нагрева выбирается в соответствии с показателем концентрации углерода и других примесей.
- Рассматриваемый термический процесс изменяется не только химический состав стали, но и его атомную решетку и фазовый состав. По сути, поверхность получает те же характеристики, что и при закалке, но есть возможность их контролировать в узком диапазоне и избежать появления различных дефектов.
- Углерод проникает в структуру стали очень медленно. Поэтому, к примеру, цементация ножа в домашних условиях проходить со скоростью 0,1 миллиметра за 60 минут. Для того чтобы лезвие ножа выдерживало механическое воздействие придется провести упрочнение слоя толщиной около 0,8 миллиметра. Этот момент определяет, что термообработка ножа или цементация вала в домашних условиях займет не менее 8 часов, на протяжении которых нужно выдерживать требуемую температуру.

Цементация нержавеющей или другой стали более сложный процесс, в сравнении с закалкой, но позволяет достигнуть более высоких эксплуатационных качеств.
Классификация среды, в которой проходит цементация стали
Науглероживание ножа или другого изделия может проходить в следующих средах:
- Твердой.
- Газовой.
- В виде пасты.
- Растворе электролита.
- Кипящем слое.
Цементация металла в домашних условиях графитом проводится чаще всего. Наибольшее распространение получила твердая среда по причине того, что не нужно обеспечивать высокую герметичность печи.
Газ применяется преимущественно в промышленном производстве, так как позволяет достигнуть требуемых результатов за минимальный период.
Процесс цементации стали своими руками
При наладке процесса химико-термической обработки в домашних условиях выбирают метод цементации в твердой среде. Это связано с существенным упрощение задачи по оборудованию помещения. Как правило, твердый карбюризатор делается при использовании смеси бария или кальция с древесным углем, а также углекислого натрия. Соль измельчается до состояния порошка, после чего пропускается через сито.

Цементация стали в твердом карбюризаторе
Рекомендации по созданию твердой смеси следующие:
- Первый метод заключается в использовании соли и угля, которые тщательно перемешиваются. Если использовать не однородную смесь, то есть вероятность образования пятен с низкой концентрацией углерода.
- Второй метод предусматривает применение древесного угля, которые поливается сверху солью, растворенной в воде. После этого уголь сушится до получения смеси с показателем влажности около 7%.
Для ножа и других изделий больше всего подходит второй метод получения карбюризатора, так как он позволяет получить равномерную смесь. Цементация стали в домашних условиях графитом также предусматривает создание смеси при применении нескольких технологий.
Цементация проводится в специальных ящиках, которые наполнены подготовленным карбюризаторов. Конструкция должна быть герметичной, для чего проводится заделывание щелей глиной. Достигать высокой герметичности рекомендуется по причине того, что при нагревании карбюризатора выделяются газы, которые не должны попасть в окружающую среду. Сам ящик следует изготавливать из жаропрочной стали, которая выдержит воздействие высокой температуры.
Процесс по проведению цементации стали в ящике в домашних условиях имеет следующие особенности:
- Деталь укладывается в ящик со смесью. Толщина слоя твердого карбюризатора выбирается в зависимости от размеров заготовки.
- Устанавливается печь.
- Начальный прогрев печи проводится до температуры 700 градусов Цельсия. Данный нагрев называют сквозным. Однородность цвета стали, из которого изготавливается ящик, говорит о возможности перехода к следующему этапу.
- Следующий шаг заключается в нагреве среды до требуемой температуры. Важно обеспечить равномерный нагрев поверхности деталей сложной формы, так как могут возникнуть существенные проблемы при неравномерном перестроении атомной структуры.

Цементация стали в ящике в домашних условиях
Сегодня есть возможность провести подобную процедуру и в домашних условиях, но возникают трудности с достижением требуемой температуры.
Отсутствие необходимого оборудования приводит к существенному снижению качества получаемых изделий, а также увеличения времени выдержки.
Применение газа
В массовом производстве используется газовая среда. Проводить насыщение поверхности углеродом можно только при использовании герметичной печи. Наиболее распространенным составом газовой среды можно назвать вещества, получаемые при разложении нефтепродуктов.

Газовая цементация стали
Процедура имеет следующие особенности:
- Следует использовать конвейерные печи непрерывного действия с повышенной изоляция рабочей среды. Они очень редко устанавливаются в домашних условиях по причине высокой стоимости.
- В печь помещают заготовки, после чего проводится нагрев среды до требуемой температуры.
- После нагрева печи до требуемой температуры подается газ.
Преимуществ у подобной технологии довольно много:
- Нет необходимости в длительной подготовке газовой среды.
- Процесс предусматривает малую выдержку, что снижает затраты на поддержание температуры.
- Оборудование компактное, не занимает много места.
Однако есть существенный недостаток, который заключается в отсутствии возможности установки оборудования и налаживания процесса в домашних условиях. Рентабельность цементации в домашних условиях при установке подобного оборудования обеспечивается только при существенном увеличении обрабатываемых партий.
Что такое цементация стали и как ее сделать в домашних условиях?
Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
- Общие сведения
- Газовая цементация
- В твердом карбюризаторе (твердая)
- Графитом
- В пасте
- В растворе электролита
- Цементация в кипящем слое
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.

Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В твердом карбюризаторе (твердая)
В качестве среды-донора углерода используют древесный уголь; как вариант — торфяной кокс, каменноугольный полукокс. Смесь дополняют активизаторами (углекислый натрий, барий или кальций).
Для качественного насыщения уголь измельчают до частиц размером 3-10 мм, а затем просеивают, чтобы избавиться от пыли. Активизаторы также измельчают и просеивают, стремясь придать солям вид мелкого порошка.
Процесс цементации стали проходит в несколько этапов:
- Предметы, очищенные от эмульсии и масла, загружают в ящик из стали, с карбюризатором, который должен полностью их покрывать. Нельзя допустить их касания стенок ящика и друг друга.
- Емкость помещается в печь. Ее герметичность обеспечивается притертой крышкой, глиной или песчаным затвором.
- Начав с предварительного прогрева, температуру повышают до технологических 900-950°C.
- Возможен ускоренный вариант (при 980°C), сокращающий время насыщения в 2 раза, но вызывающий образование карбидной сетки (возникающей из-за слишком высокого углеродного насыщения). Для ее устранения и исправления структуры проводят дополнительную многоэтапную обработку (нормализацию).
Это условие вполне достижимо в домашней мастерской. Несмотря на очевидные преимущества, у метода есть и недостатки: трудоемкость и низкая производительность.
Перед обжигом готовится твердая смесь (карбюризатор). Она состоит из смеси древесного угля с углекислыми солями бария, натрия или кальция. Соли предварительно измельчают до порошкообразного состояния, а затем просеивают, чтобы добиться однородности. Доля древесного угля в смеси — 70-90%, остальное приходится на соли.
Смесь создается одним из двух способов:
- Соль и древесный уголь тщательно перемешиваются. Если смесь будет недостаточно однородной, во время цементации разные участки поверхности детали будут поглощать разное количество газа. В результате на изделии образуются пятна, сигнализирующие о недостаточной концентрации углерода; качество поверхности будет неравномерным.
- Уголь пропитывают солью, растворенной в воде. Затем его подсушивают до получения смеси, влажность которой не превышает 7%. Такой состав получается однороднее и лучше подходит для использования дома.
Этапы цементации в твердой среде:
- Изделие очищается от загрязнений и укладывается в металлический короб, засыпается твердым карбюризатором (порошковой смесью). Необходимо следить, чтобы между стенками и ним сохранялся промежуток в 2-2,5 см. Размер ящика должен соответствовать форме предмета; это сократит время прогрева и улучшит качество цементированного слоя.
- Короб накрывается подогнанной крышкой, ее края промазываются глиной для герметичности (от утечки газов).
- Емкость помещают в предварительно прогретую печь. Цементация запускается при температуре 850-920°C.
- Атомы углерода поглощаются раскаленным верхним слоем.
Твердая цементация стали допускает неоднократное использование карбюризатора. Для повторного отжига к отработанному карбюризатору достаточно добавить до 30% свежей смеси.
Для большинства ответственных машинных деталей (валы, поршневые пальцы, зубчатые колеса, лемехи, шпиндели) достаточной считается глубина цементированного слоя от 0,6 до 2 мм. Время выдержки для приобретения достаточной твердости может варьироваться от 6 до 20 часов.
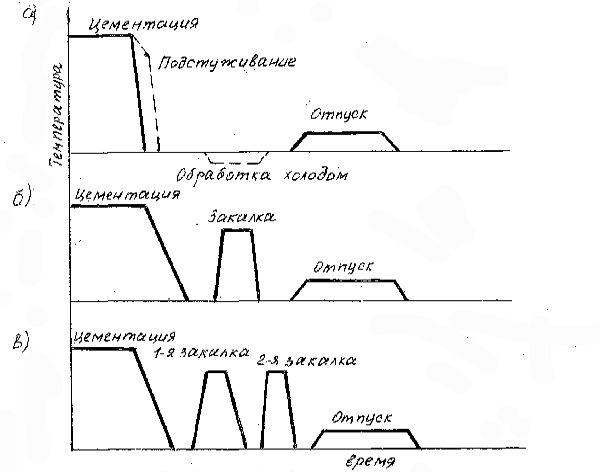
Изделия после цементации в твердом карбюризаторе получаются прочными, но хрупкими. Чтобы избавится от нежелательного свойства, детали подвергают термообработке (закалке) с нагревом до 840-850°С, с последующим отпуском (нагревом до 780-800°С), снимающим внутренние напряжения.
Графитом
Цементацию стали в домашних условиях можно проводить несколько иным способом, без нагревания в печи.
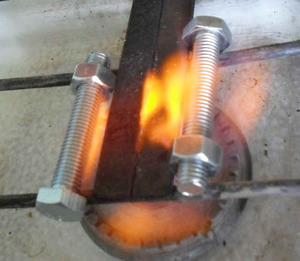
Для домашних условий применим способ цементации металла с использованием графитового порошка, как вещества с хорошей электропроводимостью. При закалке в графите нагрев идет только по режущей кромке.
Для организации рабочего места потребуется:
- Графитовый порошок, измельчённый в пыль (даёт мельче искры).
- Источник питания (понижающий трансформатор); для комфортной работы графитовым электродом достаточно 6-12 В.
- Провода достаточного сечения.
- Металлическая подложка (поддон, уголок или кусок профиля).
- Предмет, на котором предварительно желательно убрать зазубрины (мелкой шкуркой).
- На металлический поддон насыпается графитовый порошок (его можно получить, сточив графитовую щетку от электродвигателя или из батарейки)
- К подложке подсоединяется плюсовой контакт, к предмету, требующему закалки — отрицательный провод.
- На трансформатор подается напряжение.
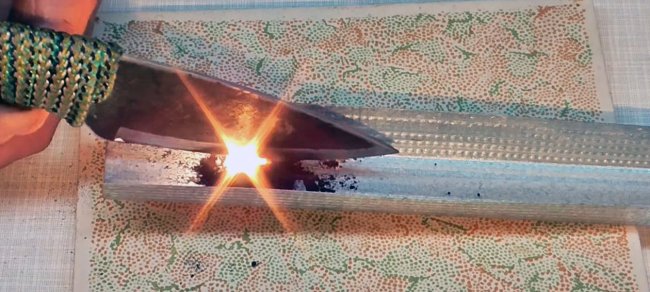
- Предмет (лезвие) необходимо перемещать над слоем графита плавными движениями; при этом цепь замыкается и между лезвием и порошком проскакивают небольшие искры.
- Лезвие в процессе нагревается; оно не должно касаться подложки. При контакте с поддоном короткое замыкание (дуга) может прожечь кромку.
- Трудно достичь равномерного прогрева в порошке, и, следовательно, приемлемого качества для изделия заметных размеров. Науглераживание детали углеродом графита подходит для цементирования режущей кромки садового инструмента (лопат) и ножей. Для ответственных деталей метод не рекомендуется.
- Теоретически качественная цементация идет со скоростью около 0,1 мм/час. Скорость можно увеличить, увеличив температуру, но это также становится причиной итоговой хрупкости.
Таким способом можно цементировать лопату, косу, сверло, отвертку, ножи газонокосилки.
Цементация проводится и в менее распространенных карбюризаторах.
В пасте
Способом можно пользоваться дома. Пасту необходимо нанести на предмет и дать ей подсохнуть. После предмет помещается в печь и выдерживается при 900-950°С расчетное время. Таким методом можно добиться толщины науглероженного слоя в 0,7-0,8 мм.
Паста состоит из:
- сажи, 55 %;
- кальцинированной соды (желтая соль), 30 %;
- щавелевокислого натрия, 15%.
Составляющие размешиваются в воде до пастообразного состояния.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
- Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
- За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
- соду 75-85 %;
- хлористый натрий 10-15 % ;
- карбид кремния 6-10 %.
Видео: цементация (закалка).
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
Как закалить металл током с помощью графитового порошка. Электрическая закалка ножа. Закалка стали в домашних условиях графитом
Закалка режущей кромки ножа графитом
Закалка режущей кромки ножа
Результат закалки ножа
Смотрите видео процесса закалки ножа
Как закалить металл током с помощью графитового порошка. Электрическая закалка.
Тема: как можно самому закалить нож с помощью электрического тока.
Известно, что металл можно закалять, это придаёт ему дополнительную прочность. Закалка подразумевает под собой нагрев металла до определенной температуры с последующим охлаждением. Этот процесс меняет внутреннюю структуру металла, что делает его более крепче. Хотя вместе с этим металл лишается другого своего свойства, а именно гибкости, пластичности. Тут уж выбор за вами, что нужно от металла, его повышенная прочность (но при этом увеличивается и хрупкость) или гибкость (уменьшается жесткость).
Классическим способом закалки металлов является обычная термическая обработка в пламени, раскаленных углях, газовых печах и т.д. Но ведь температуру можно увеличить и за счёт электрического тока. Закалка делается равномерной. Чтобы это обеспечить существует один интересный способ с использованием графитового порошка. Как известно, графит достаточно хорошо проводит электрический ток, в добавок к этому он устойчив к высокой температуре. Именно эти два качества графита позволяют делать закалку металла электрическим током, используя графитовый порошок.
Я решил попробовать сделать электрическую закалку небольшого металлического ножичка (самодельного) и организовал следующее. Итак, мне понадобились источник питания, графитовый порошок, провода достаточного сечения, металлическая подложка, ну и сам небольшой ножичек. В роли блока питания я использовал обычный понижающий трансформатор, взятый со старого цветного телевизора. Первичная обмотка его рассчитана на напряжение 220 вольт, а вторичная мной была перемотана на напряжение 80 вольт (этого в итоге оказалось маловато, нужно где-то вольт 100).
Для закалки металла электрическим током нужен достаточный ток. Сечение вторичной обмотки на моё трансформаторе было около 1,5 мм. Но для более крупных ножей лучше чтобы сечение также было побольше. Далее я взял металлическую подложку, на которую насыпал графитовый порошок. Порошок можно самому сделать из куска графита (крупным напильником сточить любую графитовую щетку от электродвигателя). К этой подложке я подсоединил один из проводов, идущих от вторичной обмотки трансформатора. Второй же провод я подсоединил к самому ножу, который и закаливал. Сечение этих проводов также должно быть не менее 1,5 мм.
Сама электрическая закалка ножа током делалась следующим образом. Подав напряжение на трансформатор я взял ножик и осторожно начал его острием водить по графитовому порошку. Между острием ножа и порошком графита начали проскакивать множество небольших искр, что свидетельствует об электрическом контакте цепи. Я следил также за тем, чтобы во время вождения ножа по графитовому порошку у меня не было прямого соприкосновения ножа с металлической подложкой. Такое соприкосновение создало бы короткое замыкание. Особо страшного тут ничего бы не произошло, но лучше этого не допускать. В результате острие ножа постепенно нагревалось. Это и было доказательством того, что данный способ закалки металла работает нормально, если всё делать правильно.
P.S. Хочу предупредить тех кто не особо знаком с электротехникой. При подобных работах нужно соблюдать технику электрической безопасности. Напряжение около 100 вольт достаточно опасно для жизни человека. Да и токи при таких работах не малые, что может вызвать термические ожоги. Так что перед тем как организовывать электрическую закалку металла примите все меры безопасности и при работе будьте предельно осторожны и внимательны.
Закалка ножа — описание технологического процесса и последовательность действий
О незаменимости ножа говорить не приходится. Он есть в каждом доме, и пользуемся мы этим предметом каждый день. Интересно еще и то, что это приспособление является неотъемлемой частью человеческого быта уже тысячи лет, несмотря на это, потребность в нем не уменьшается.

И тогда, и сейчас, человека беспокоил один и тот же вопрос – обработка металла. Сейчас этим больше занимаются при создании лезвий, но закалка ножа интересует и владельцев тоже, хоть и не многих.

Краткое содержимое статьи:
Особенности
Классический процесс закалки стали всегда сопровождался высокими температурами, в которых происходило полиморфное преобразование стали. При этом, нагрев всегда сопровождался резкими скачками температур, ведь на определенном этапе, сталь всегда охлаждали в воде.

Температуры воздействовали на структуру металла, поскольку при ее сильном повышении менялась структура кристаллической решетки на его поверхности, а резкий перепад температуры, который производился за счет воды, укреплял ее. В этом плане технология закалки ножей сегодня не сильно стала отличатся от той, которая применялась к мечам и клинкам тысячу лет назад.
У такой технологии всегда был один серьезный минус. При резкой смене температуры металл становился намного тверже, но в то же время, сильно страдал в плане прочности.

Если это является проблемой, нужно все так же нагревать металл, но после этого постепенно снижать его температуру. В таком случае сталь не будет становиться достаточно хрупкой.

Тонкости
Если вы занялись закалкой ножей в домашних условиях, то стоит знать, что далеко не каждый нож, который попадает вам в руки, подходит для испытания температурой.

Оптимально этот способ подходит для изделий, во время производства которых использовалась нержавеющая сталь. Это может быть высокое ее содержание, а может быть сплав, в составе которой будет нержавеющая сталь или никель, например. Такие ножи являются намного прочнее, чем их собратья из высокоуглеродистой стали.

Кроме того, закалка может проводиться по всей площади клинка, а может быть задействована на отдельной области, которая нуждается в увеличении прочности. Первый вид называется глобальным, второй был назван локальным.

Материал ножа
Все виды стали состоят из простого железа, в который добавляют углерод. Это обычный сплав для кухонных ножей. Если к нему добавить другие металлы, такие как ванадий, хром или молибден, свойства ножа будут меняться. Фото закалки ножей из самых разных материалов, без проблем можно найти в интернете. Некоторые люди применяли этот процесс даже на дамасской стали.

Проблема тут заключается в том, что закалка хороша для видов стали, в которой содержится достаточное количество углерода. Если его в сплаве мало, нож после закалки будет становиться прочнее и тверже, при этом он начнет подвергаться коррозии, защитой от которой, дамасская сталь так славиться.
Закалка графитом
Цементация графитом является весьма простым, но действенным способом поверхностной закалки ножа своими руками, который лучше всего подходит для укрепления какой-то части лезвия.

Для этого вам понадобится графит, который можно получить из простых пальчиковых батареек. Нужна металлическая платформа, на которой будет проходить процесс закалки. Хорошо для этого подойдет простой профиль, который используется при работе с гипсокартоном и другими отделочными работами.
Еще нам будет нужен источник постоянного питания. Отличным вариантом может стать сварочный аппарат, мощность которого стоит выставить на минимальный уровень. Если такого нет, можно попробовать похожий вариант, который будет способен выдать вам порядка 50-ти вольт постоянного напряжения. Пользоваться сетью на 220 вольт настоятельно не рекомендую.

Любая инструкция, в том числе и для правильной закалки ножей, должна начинаться с подготовки. Когда у вас есть все необходимые составляющие, нужно подготовить рабочее пространство.

Берем профиль, высыпаем на него наш графит, его должна получиться небольшая горка. К профилю нужно подключить плюсовой кабель источника питания, а вот минус нужно соединить с ножом.

Прежде чем задать вопрос, как можно закалить нож самостоятельно при помощи графита, стоит знать, что после включения источника питания, нельзя давать соприкасаться ножу и профилю. Образуется дуга, и в общем ничего хорошего не будет.

Такой способ хорошо применять для закалки именно кромки, которая постепенно соприкасается с графитом. Для этого, после всего выше сделанного, нужно включить источник питания и дать напряжение на наши детали. Нож нужно постепенно кромкой лезвия проводить по графиту.

Когда это произойдет, будьте уверенны – вы увидите лично процесс закалки. Делать это нужно постепенно и аккуратно. Если вы коснетесь профиля – процесс испорчен. Если будете долго держать кромку в графите – он загорится и снова закалка будет испорчена. В обеих ситуациях лезвие будет повреждено и не будет подлежать восстановлению.
Правильным будет вести закалку медленными, постепенными и короткими движениями. Визуально, весьма отчетливо заметно, когда графит начинает сильно разогреваться и искрить. Увидев это нужно поднимать нож. Лезвие не стоит окунать очень глубоко в графит, лучше всего это делать только с режущей кромкой.

На небольшой нож вам понадобится около пяти минут, чтоб закалить его кромку. Затягивается этот процесс, как раз за счет горения графита, которое постоянно нужно избегать. Как вы видите, ничего сложного в этом процессе нету, просто нужно следовать инструкциям и аккуратно работать.
Цементация стали в домашних условиях графитом и другими методами — разбираем досконально

Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Метод цементации описывается как способ обработки металла с использованием высоких температур в среде определенных химических веществ (химико-термическая обработка); среда может быть жидкой, газовой или твёрдой. Химические компоненты при нагревании выделяют свободный углерод. Поверхность нагретого металла поглощает атомы газа, меняя свою структуру (происходит диффузное насыщение на глубину от 0,5 до 2 мм).
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.
Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
Закалка режущей кромки ножа

Проходимся по кромке надфилем, при этом обращаем внимание на глуховатый звук и легкое стачивание металла. Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее.

Для закалки понадобиться графит. Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей.
В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.

Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.

Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.


Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус.
Выставляем инвертор на минимальные настройки и включаем.
Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке.
Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.



В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно.
Как только вы заметили разогрев места контакта, тут же поднимите нож.

Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В какой среде возможна цементация стали
Процесс закалки проходит в различных условиях среды:
- в твердой;
- в газообразной;
- в растворе электролита;
- в виде специальной пасты;
- в кипящем слое.
 Чаще всего в условиях домашнего цеха проводится цементация стали графитом. Это сильно упрощает процесс, так как не нужно дополнительно еще заботиться о сильной герметичности печи.
Чаще всего в условиях домашнего цеха проводится цементация стали графитом. Это сильно упрощает процесс, так как не нужно дополнительно еще заботиться о сильной герметичности печи.
В промышленном производстве чаще всего используют газ, так как этот способ сокращает время, затраченное на закалку.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
 В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
Чаще всего цементации подвергаются валы, оси, лезвия ножей, детали подшипников и зубчатые колеса.
Как происходит цементация стали в твердой среде на предприятии и в условиях домашнего цеха?
Смесь для твердой цементации готовится из бария, кальция с древесным углем и углекислого натрия. Уголь лучше брать из дуба или березы и разделить его небольшие фракции, не более десяти миллиметров. Чтобы удалить лишнюю пыль, уголь рекомендуют просеять. Соли тоже измельчают до состояния порошка и пропускают через сито.
Существует две методики для приготовления смеси:
- Уголь из дерева поливают солью, которую предварительно растворяют в воде. Получившуюся смесь высушивают, ее влажность должна быть не более 7%.
- Сухой уголь и соль тщательно перемешивают, чтобы исключить возможность появления пятен уже в процессе химической и термической обработки.
 При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
Сам процесс твердой цементации проходит в специальных ящиках, где насыпана смесь в нужном количестве. Идеально, если ящики соответствуют размеру и форме изделия, которое обрабатывают. Так как в этом случае снижаются затраты времени на прогрев тары, а качество слоя цементации улучшается. Для избежания утечки газа щели замазывают специальной огнеупорной глиной и накрывают все плотно прилегающей крышкой.
 Следует обратить внимание, что изготавливать тару, идеально подходящую, экономически выгодно, если речь идет о конвейерной процедуре. Если же нужно одну или две детали закалить, то лучше выбрать тару универсальной формы — квадратную, круглую или прямоугольную.
Следует обратить внимание, что изготавливать тару, идеально подходящую, экономически выгодно, если речь идет о конвейерной процедуре. Если же нужно одну или две детали закалить, то лучше выбрать тару универсальной формы — квадратную, круглую или прямоугольную.
Ящики выбирают из малоуглеродистой или жаростойкой стали.
Сам процесс цементации в твердой смеси проходит следующим образом:
- детали, которые необходимо закалить, равномерно укладываются в ящики, наполненные твердым карбюризатором;
- печь разогревают до 900−1000 градусов и подают в нее тару с изделиями;
- прогрев ящиков проходит при температуре от 500 до 700 градусов. Этот прогрев называют сквозным. Сигналом, что печь накалилась до нужной температуры служит однородный цвет подовой плиты, на ней больше нет темных участков под ящиками;
- температуру поднимают до 900 или 1000 градусов по Цельсию.
 Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
В домашних условиях достаточно сложно нагреть печь до нужной температуры и выдержать весь температурный режим от начала и до конца. При этом все возможно. Следует помнить, что эффективность домашней цементации намного ниже, чем промышленной.
Как в домашних условиях правильно закалить стальной нож, сделанный из пилы или рессоры
Закалка режущих рабочих инструментов проводится с целью придания материалу повышенной прочности и твердости. Процедура не отличается сложностью и представляет собой нагрев стального изделия до определенной температуры, а затем его постепенное охлаждение. В домашних условиях часто закаляют ножи, топоры и другой строительный инвентарь, поскольку в магазинах не всегда можно найти качественный инструмент.
Дорогостоящей техники для проведения закалки не потребуется. Температурный режим и длительность термообработки зависят от вида стали. Обсудим, какие материалы и оборудование необходимо подготовить для того, чтобы самому закалить нож из рессоры или клапана.

Из какой стали должен быть нож, который можно закаливать?
Прежде, чем приступать к закаливанию ножа, необходимо узнать, из какой стали изготовлен инструмент. Сама по себе сталь представляет собой сплав углерода и железа. В зависимости от марки в состав могут быть добавлены другие примеси:к, молибден, кальций, хром и т.д. Чем меньше углерода в сплаве, тем более гибким и пластичным, но менее износостойким будет инструмент.
Высокоуглеродистая, или нержавеющая сталь – распространенный материал для изготовления клинков ножей. Из нее получается хороший режущий инструмент, прочный и крепкий. Особой популярностью у потребителей пользуется нержавеющая сталь марки 420 НС. Чем выше содержание углерода в стали, тем прочнее будет клинок, но вместе с тем и затачивать нож во время обработки придется дольше. Высокоуглеродистую сталь закаливают в специальной камере – для этой цели лучше всего подходит муфельная печь.
Сталь с низким содержанием углерода – более твердая и пластичная, чем нержавеющая, но менее износостойкая и чаще подвергается коррозии. Малоуглеродистые сплавы, в маркировке которых содержатся цифры 10, 20 и 25, закалке не подвергают.

Что потребуется для закалки ножа в домашних условиях?
Как правильно закалять ножи в домашних условиях? Процедура закалки не отличается особой сложностью и трудоемкостью. Необходимо следить за временем обработки сплава, соблюдать необходимую температуру нагрева и охлаждения.
Высокоуглеродистые сплавы можно закаливать дома только при наличии специального оборудования – муфельной печи. Для прокаливания клинков из конструкционной стали подойдет самый обычный костер или газовая горелка. Также для проведения работы потребуются угли для розжига костра и несколько больших емкостей. Чтобы удерживать над пламенем огня раскаленную сталь, используются кузнечные щипцы. Для защиты глаз следует заранее подготовить специальные очки. Чтобы закрыть лицо и тело от летящих из костра искр, понадобится защитный костюм из натуральных материалов – например, хлопка.
Самостоятельному закаливанию подлежат самодельные ножи и клинки, изготовленные из подручных средств. Для этого подойдут напильники, пилы, клапаны, подшипники, рессоры и прочее. Закаленный по всем правилам инструмент приобретает прочность и высокую износостойкость, при этом новые свойства могут сохраняться на протяжении десятилетий.
Как изготовить камеру для закаливания?
Лучше всего для проведения процедуры закаливания подходит камера, в которой изделие постепенно нагревается до нужной температуры, а затем плавно охлаждается. Чтобы изготовить такую печь, потребуется огнеупорный материал – обычно используют глину.
Для начала следует сделать заготовку печи из твердого картона. Размеры заготовки – 20*10*7,7 см. Картон заранее следует пропитать парафином. Когда картонная коробка готова, на нее следует нанести слой сырой глины, особое внимание уделяя стыкам – в них не должно быть щелей. Отдельно из глины лепится дверь камеры.

Далее заготовку следует высушить, а затем нагреть в печи при температуре 90-100 С, чтобы удалить остатки влаги. После этого изделие обжигают при температуре 900 С, а затем медленно остужают, не открывая дверцу печи.
Для создания нагревателя будущей камеры используют проволоку из нихрома диаметром 0,75 мм. Потребуется около 18 м проволоки, которую нужно аккуратно намотать на корпус камеры. Затем обмотку следует промазать сырой глиной, чтобы предотвратить замыкание. После этого в корпусе камеры проделать 2 отверстия – для визуального контроля за процессом обжига и для установки измерительной термопары. Готовая печь для обжига получается легкой – ее вес не превышает 10 кг.
Технология закалки ножа в печи, правила выбора температуры

Чтобы правильно закалить клинок, необходимо знать состав сплава, из которого он сделан:
- сплав с низким содержанием углерода закаливают при температуре 750-950 С;
- для высокоуглеродистой стали оптимальный температурный диапазон – 680-850 С;
- легирующие сплавы стали с примесями подвергают разогреву до 850-1150 С.
Методика проведения закалки очень проста, с ней справится даже начинающий мастер. Чтобы закалить нож, сделанный из пилы, подшипника или рессоры, необходимо трижды прогреть клинок до заданной температуры в муфельной печи до ярко-красного цвета. В промежутках между нагревом изделие необходимо правильно охлаждать, при этом с каждым разом увеличивая время нахождения изделия в охлаждающей субстанции.

Существует 4 группы оттенков, которые приобретает железо во время закалки:
- красно-коричневый – температура закалки достигла 530-600 С;
- бордовый – сплав нагрелся до 650-700 С;
- ярко-красный – температура в муфельной печи в районе 750-950 С;
- оранжевый – пик каления при температуре 950-1000 С.
По цвету стали легко можно определить температуру каления – чем светлее материал, тем жарче в муфельной печи. Если калению подвергается изделие с гладкой поверхностью, при нагреве на нем образуется разноцветный слой в виде радуги, свидетельствующий о протекающем процессе окисления. Чем ярче цвета, тем выше температура нагрева.
Как закаливают нож с помощью графита?
Чтобы придать прочность самодельному ножу с толстым лезвием, используют процедуру закалки с помощью графита. По этой технологии закаливанию подвергается не весь инструмент, а лишь его режущая часть, что значительно упрощает работу. Другое название такой закалки – цементация. Главная ее цель – повысить твердость и износостойкость металла.

Графит можно получить из обычных пальчиковых батареек или простого карандаша. Для процедуры цементации потребуется измельчить графитовый стержень до состояния порошка. Затем необходимо подготовить лист металла – например, оцинкованный профиль, на котором будет размещен графитовый порошок. Для проведения закалки потребуется источник питания – в идеале, импульсный сварочный аппарат постоянного тока. При его отсутствии подойдет другой прибор, выдающий постоянный или переменный ток напряжением 30-60 вольт.
Технология закаливания выглядит следующим образом:
- на лист металла насыпать порошок графита;
- к основанию металлической подложки подключить «плюс» сварочного аппарата, к кромке ножа – «минус»;
- с помощью настроек выставить минимальную мощность и включить прибор;
- медленно, плавными движениями проводить кромкой ножа по графитовому слою, не допуская соприкосновения с металлической подложкой;
- следить за тем, чтобы графитовый слой не загорелся.
Вся процедура закалки занимает не более 5 минут. Как только кромка лезвия нагревается, нож необходимо сразу убирать.
Охлаждение клинка

Существует 2 способа охлаждения закаленной стали – в емкости с водой или маслом. Нержавеющие сплавы необходимо охлаждать с помощью минерального масла, низколегированные профили – в воде с добавлением поваренной соли. Неверный выбор способа охлаждения может свести на нет всю процедуру закаливания. Не рекомендуется использовать комбинированное охлаждение – последовательное опускание изделия в емкости с водой и маслом.
Как выбрать правильный метод охлаждения? Выбор зависит от цели и способа каления:
- раскаленные докрасна стальные изделия остужают в масле, при этом после каждой последующей термообработки режим охлаждения должен длиться дольше предыдущего, завершающий процесс проводится в воде;
- клинки с двусторонним лезвием охлаждают по другой схеме – сначала раскаленное изделие опускают в воду, а затем – в бочку или ведро с минеральным маслом;
- чтобы придать металлу максимальную упругость, после нагрева следует опустить изделие в кипяток на 2 часа, а затем – в холодную воду.
Как закалить отдельные части лезвия?
Чтобы избежать таких последствий, следует отдельные зоны лезвия ножа закалять в разных условиях. Режущую часть лезвия прокаливают однократно до появления ярко-оранжевого цвета, температура каления при этом доходит до 1000 С. Ту часть, которая после закалки не нужно затачивать, следует трижды прокалить до температуры 280 С. При отсутствии прибора для измерения температуры интенсивность нагрева в камере определяют по оттенку раскаленного сплава – он должен стать фиолетовым.
Как оценить качество закалки?

Чтобы проверить самодельный нож из дисковой пилы или другого инструмента на качество после закаливания, необходимо с помощью напильника сделать несколько движений по лезвию. Если закалка прошла успешно, напильник будет легко скользить. Если же изделие липнет к напильнику, а кромка лезвия сгибается, закалка выполнена не до конца – в этом случае процедуру термической обработки придется повторить.
Проверить качество закаленного изделия можно следующим образом:
- после заточки нож должен оставаться острым длительное время;
- лезвие не деформируется при соприкосновении с твердыми материалами;
- металл приобретает гибкость и пластичность, при этом оставаясь прочным.
Чтобы избежать термической деформации изделия, помещать нож в охлаждающую среду следует строго вертикально, спинкой вниз. В случае с закаливанием низкоуглеродистой стали помещать горячее изделие в чистую воду не рекомендуется, следует предварительно добавить небольшое количество поваренной соли.
Как закалить нож в домашних условиях: остроте — быть
Есть в обиходе человека разумного такие обыденные инструменты, о необходимости которых мы как-то и не задумываемся. Но так бывает не всегда: например, стоит нашему ножу затупиться, и сразу же появляется ощущение дискомфорта. Для того, чтобы счастливо избежать подобных ситуаций, надо разобраться, как закалить нож в домашних условиях, ведь вопрос этот актуален, так как без правильной операции столь нужный инструмент становится абсолютно неэффективным, а значит, и вовсе бесполезным.
Если же самодельный нож в прошлой жизни был, например, рессорой или напильником, то ему в любом случае потребуется закалка, ведь механическая обработка лезвия всегда подразумевает его нагрев. Проверить качество ее можно и дома. Для этого зафиксируйте нож в тисках, а потом начинайте его сгибать. Если он сломается, когда угол сгиба минует отметку в 45°, то изделие ваше было, увы, качественным.
Температурный режим: особенности
Они есть, поэтому закалка ножей — операция, которую нельзя назвать элементарной. Первое правило гласит, что нагрев клинка должен происходит постепенно и равномерно. Если на это условие махнуть рукой, то очень быстрый нагрев приведет к формированию довольно крупных зерен в структуре металла, а следствием станет чрезмерная хрупкость изделия. Потому для каждого стального сплава подойдет только свой температурный режим. Например:
- высокоуглеродистые сплавы способны выдержать температуру от 680 до 850°С;
- низкоуглеродистые — от 727 до 950°С;
- легированные сплавы могут устоять при температуре от 850 до 1150°С.
Как можно определить температуру нагрева дома? Пирометр, могущий помочь, в отличие от ножей, присутствует далеко не в каждом доме, но есть другой доступный метод — использование простейшего магнита. У всех металлов есть одно интересное свойство: каждый из них имеет свою точку Кюри: пройдя ее, он переходит из ферримагнитного состояния в парамагнитное. Если говорить человеческим языком, то он просто перестает «страстно» реагировать на магнит. Когда у разогретого лезвия к магниту «притяженья больше нет», значит, температура нагрева добралась до критической — точки Кюри.
Как избежать неприятностей?
При домашней процедуре закалки существует самая большая проблема — перекаливание металла, приводящее к тому, что хрупкость материала увеличивается очень сильно. Если не обращать пристального внимания на равномерность прогрева, можно получить другой дефект — на лезвии образуются поперечные трещины.

Однако есть возможность избежать печальных последствий — заучить правило, позволяющее без проблем закалять ножи и в будущем. Оно гласит, что режущую часть лезвия можно нагревать лишь единожды до желтого цвета, проверяя магнитом, а часть, которая не будет принимать участие в заточке, нагревается три раза до температуры, равной 280°С, что будет соответствовать фиолетовому цвету.
Домашняя закалка и ее хитрости
Качественная закалка может быть успешно выполнена и дома, надо только иметь правильный подход к столь увлекательному процессу и вашему инструменту — складному или охотничьему ножу, самоделке из напильника или ножу бабочке. Проблема станет немного серьезнее, если ваше изделие выполнено из нержавейки, но и в этом случае решение найдется, надо лишь познакомиться с нюансами процедуры и подготовить необходимое оборудование для нагрева.

Пара абзацев об охлаждающих средах
Такой охлаждающей средой способны быть различные вещества. Наиболее же популярными, ввиду их доступности, являются масло и вода. Поэтому ознакомьтесь со скоростями охлаждения изделий из стали:
- Вода. Если ее температура немного превышает отметку в 20°, то скорость охлаждения будет 450°/с. Когда она ледяная, то значение выше — 600°/с.
- Масло. Его комнатная температура позволить охладить клинок со скоростью 150°, если же его разогреть до 200°, то это значение возрастет вдвое.
Надо отметить и такое явление, как прокаливаемость. Она означает глубину закалки слоев. Если в качестве охлаждающей среды выступает вода, скорость прокаливания стали составляет 1 мм/с, если же используется масло, скорость уменьшается почти вдвое. Выход есть, однако, даже для обоюдоострого инструмента: сначала клинок нагревается до нашей точки, потом опускается на пару секунд в воду, после чего его перемещают в масло.
Графитовая закалка

Закалка в графите замечательно подойдет для закалки режущей кромки у ножа с довольно толстым лезвием. Такая технология позволяет сделать качественную обработку разнообразных моделей, а проведение этой процедуры в домашних условиях не составит особого труда. Ознакомиться с процессом можно, но лучше сделать это, посмотрев видео.
Отправляем нож в зонный отпуск
Возможна и зонная закалка ножа, если лезвия вас устраивают, но хочется, чтобы и средняя часть приобрела большую упругость. Тогда алгоритм обработки следующий:
- Берется прут, диаметр которого 10 мм. Он разогревается «до белого каления», после чего прикладывается к средней части ножа.
- После того, как эта часть основательно прогрелась, клинок отправляют в кипяток, в котором его оставляют на 2 часа.
- Когда выдержка подойдет к концу, нож следует опустить в ледяную воду.

Такая операция называется низким отпуском. То, что надо учесть для качественного резуль5ек4утата:
- Малый объем жидкости не сможет обеспечить должный результат: жидкость быстро нагреется, а из-за этого произойдет как изменение необходимой скорости охлаждения, так и нарушение температурного режима. Минимальное количество воды в этом случае составляет 20 литров.
- Положение клинка в охлаждающей среде должно быть зафиксированным, в ином случае возникнут проблемы с равномерностью теплоотдачи, что приведет к неутешительным для ножа последствиям.
Несколько правил, способных изменить нож
Они достаточно просты, но позволят вам и вашему ножу выйти из сложной «передряги» с честью.
Любая закалка изделия определенной марки должна начинаться с предварительных проб, для которых используются несколько пластин, изготовленных из аналогичного материала. Первый тестовый образец используется для выбора оптимальной температуры нагрева: одну часть греют по максимуму, другую же минимально.
Потом пластина помещается в охлаждающую среду, в роли которой выступает или масло, или вода. Когда образец полностью остыл, его фиксируют в тисках и разламывают, после чего с лупой изучают место излома. При идеально проведенной закалке металл должен приобрести крупнозернистую структуру.

Теперь берется следующий опытный образец. Его участью станет проверка охлаждающего вещества. Их необходимо использовать несколько, можно добавить к нашим «героям» и жидкий свинец. После того, как закаленная пластина будет ломаться при отклонении ее на 30°, можно продолжать эксперименты — как с температурными режимами, так и с охлаждающими веществами. Результат будет достигнут, если после этих манипуляций пластина сломается именно при угле 45°.
Для защиты режущих инструментов от трещин им требуется предварительный отжиг. Эта операция должна производиться на определенном оборудовании — в муфельной печи, оснащенной регулятором температуры. Надо помнить, что процесс нагрева обязан быть медленным и равномерным.
В том деле, что называется «Как закалить нож в домашних условиях» нужно разобраться со всем тщанием, тогда ваши ножи останутся целыми, а их лезвия всегда будут острыми.
Посмотрите видео, относящееся к этому процессу:
Как правильно самому закалить металл и сталь в домашних условиях: нагрев и отпуск железа в масле своими руками

Процесс термической металлообработки кажется сложным. Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно самому закалить деталь или сверло или вал в домашних условиях в масле.

Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой.
Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Так не каждый как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав.
Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
- Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
- количество примесей;
- степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.

Технологические нюансы: как правильно закаливать металл
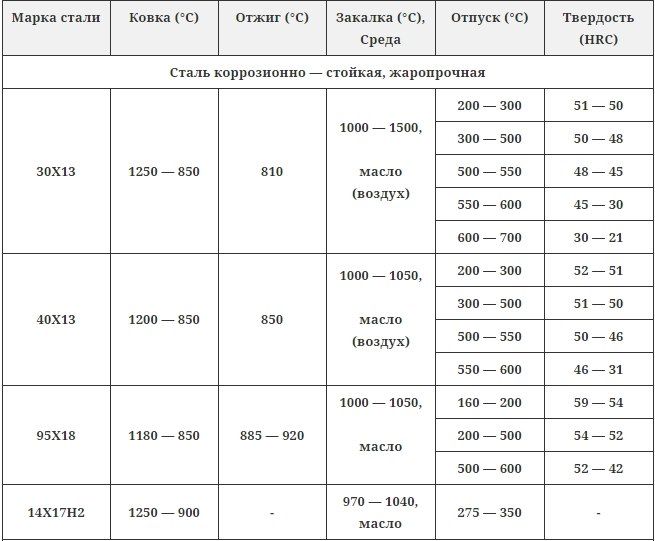
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.

При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд.
Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске следует охлаждать постепенно – сперва водой, а затем маслом.
И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:

Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.

Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.

Закалка и отпуск металла в домашних условиях своими руками в масле
Для закалки углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
- нагрев — медленный и постепенный;
- образование темных пятен на поверхности говорит о быстром перегреве;
- дождитесь насыщенного алого цвета;
- режим отпуска должен соответствовать степени закала.
Последний совет можно выполнить, если ознакомиться с таблицей:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Оборудование и особенности закалки
Дома могут быть использованы:
- электрическая или муфельная печь;
- паяльник;
- большой костер на улице.
Выбор нужно осуществлять согласно размерам детали и типу сплава, максимальной температуре нагрева.

Повышение твердости на открытом огне
Если вы не хотите делать горн с поддувом, можно использовать обычный мангал или камин, посмотрим, как это делают на видео:
В статье мы рассказали, как сделать закаленную сталь. Так как процедура сопряжена с риском, просим соблюдать технику безопасности.
Цементирование стали и цементация металла в домашних условиях
 В основе процесса цементации заложен принцип химической и термической обработки металла. Вся суть процедуры в насыщении поверхности стали необходимым количеством углерода при определенных температурных условиях.
В основе процесса цементации заложен принцип химической и термической обработки металла. Вся суть процедуры в насыщении поверхности стали необходимым количеством углерода при определенных температурных условиях.
Несколько лет назад эту процедуру в домашних условиях было практически невозможно реализовать. Сегодня это возможно с использованием среды графита или их аналогов. Главное — это желание и некоторые знания.
- Общая информация о процессе
- В какой среде возможна цементация стали
- Разновидности металла, который можно обрабатывать
- Цементуемые стали с помощью газа
Общая информация о процессе
В первую очередь необходимо понимать основы термической обработки стали.
К особенностям цементации металла относят следующие факторы:
- Благодаря процедуре цементируемые стали становятся прочнее, что повышает износостойкость и прочность материала;
- Свойства эксплуатации металла изменяются за счет нагрева изделий в жидкости, газовой или твердой среде, что улучшает ее характеристики;
- Нагревание деталей можно до разных температур, нет ограниченной константы и точных рекомендаций. В домашних условиях процесс цементации проходит при температуре 500 градусов по Цельсию. В промышленных условиях с использованием профессионального оборудования температура нагрева в печи достигает более 1300 градусов по Цельсию. Следует знать, что температуру выбирают, учитывая концентрацию примесей и углерода.
- Профессионалы рекомендуют в домашних условиях цементировать низкоуглеродистые виды стали (приблизительно 0,2%). Например, лезвие от недорогого кухонного ножа, изготовленного из стали или небольшие детали.
- В структуру стали углерод проникает довольно медленно. Поэтому цементация лезвия ножа в условиях домашней процедуры происходит со скоростью не более 0,1 мл в час. Чтобы это же лезвие выдерживало более сильные нагрузки, нужно усиливать слой толщиной до 0,8 мл в час. Еще важно понимать, что цементация ножа или небольшого вала в условиях домашнего цеха займет минимум восемь часов. При этом следует удерживать определенную температуру в печи, чтобы не нарушить температурный режим.
- В процессе цементации изменяется не только свойство металла, но и его фазовый состав и атомная решетка. В целом поверхность получает такие же характеристики, как и при закалке, но при этом существует возможность контроля в узком диапазоне температур, чтобы избежать различных дефектов материала.
Осуществить цементацию нержавеющий стали немного сложнее, но в то же время это качественно улучшит характеристики этого вида металла.
В какой среде возможна цементация стали
Процесс закалки проходит в различных условиях среды:
- в твердой;
- в газообразной;
- в растворе электролита;
- в виде специальной пасты;
- в кипящем слое.
Чаще всего в условиях домашнего цеха проводится цементация стали графитом. Это сильно упрощает процесс, так как не нужно дополнительно еще заботиться о сильной герметичности печи.
В промышленном производстве чаще всего используют газ, так как этот способ сокращает время, затраченное на закалку.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
Чаще всего цементации подвергаются валы, оси, лезвия ножей, детали подшипников и зубчатые колеса.
Как происходит цементация стали в твердой среде на предприятии и в условиях домашнего цеха?
Смесь для твердой цементации готовится из бария, кальция с древесным углем и углекислого натрия. Уголь лучше брать из дуба или березы и разделить его небольшие фракции, не более десяти миллиметров. Чтобы удалить лишнюю пыль, уголь рекомендуют просеять. Соли тоже измельчают до состояния порошка и пропускают через сито.
Существует две методики для приготовления смеси:
- Уголь из дерева поливают солью, которую предварительно растворяют в воде. Получившуюся смесь высушивают, ее влажность должна быть не более 7%.
- Сухой уголь и соль тщательно перемешивают, чтобы исключить возможность появления пятен уже в процессе химической и термической обработки.
При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
Сам процесс твердой цементации проходит в специальных ящиках, где насыпана смесь в нужном количестве. Идеально, если ящики соответствуют размеру и форме изделия, которое обрабатывают. Так как в этом случае снижаются затраты времени на прогрев тары, а качество слоя цементации улучшается. Для избежания утечки газа щели замазывают специальной огнеупорной глиной и накрывают все плотно прилегающей крышкой.
Следует обратить внимание, что изготавливать тару, идеально подходящую, экономически выгодно, если речь идет о конвейерной процедуре. Если же нужно одну или две детали закалить, то лучше выбрать тару универсальной формы — квадратную, круглую или прямоугольную.
Ящики выбирают из малоуглеродистой или жаростойкой стали.
Сам процесс цементации в твердой смеси проходит следующим образом:
- детали, которые необходимо закалить, равномерно укладываются в ящики, наполненные твердым карбюризатором;
- печь разогревают до 900−1000 градусов и подают в нее тару с изделиями;
- прогрев ящиков проходит при температуре от 500 до 700 градусов. Этот прогрев называют сквозным. Сигналом, что печь накалилась до нужной температуры служит однородный цвет подовой плиты, на ней больше нет темных участков под ящиками;
- температуру поднимают до 900 или 1000 градусов по Цельсию.
Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
В домашних условиях достаточно сложно нагреть печь до нужной температуры и выдержать весь температурный режим от начала и до конца. При этом все возможно. Следует помнить, что эффективность домашней цементации намного ниже, чем промышленной.
Цементуемые стали с помощью газа
 Впервые цементацию стали газом осуществили на Златоусовском комбинате под бдительным руководством П. Аносова. Этот эффективный способ разработали В. Просвирин, С. Ильинский и Н. Минкевич.
Впервые цементацию стали газом осуществили на Златоусовском комбинате под бдительным руководством П. Аносова. Этот эффективный способ разработали В. Просвирин, С. Ильинский и Н. Минкевич.
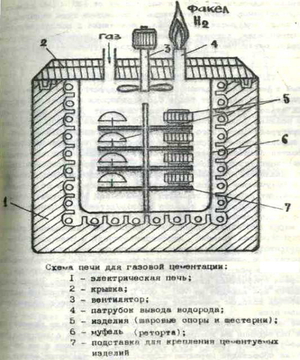
Суть процесса достаточно проста — металл цементируется под влиянием углеродсодержащего газа (природного, искусственного или генераторного) в герметически закрытой печи.
Самый доступный и часто используемый газ — это состав, который получают при разложении нефтепродуктов.
Его изготавливают следующим способом:
- в специальную емкость из стали наливают керосин, нагревают до процесса пиролиза — разложения керосина на смесь из нескольких газов;
- примерно 60% этого газа модифицируют и делают подходящим для цементации.
 Смесь из модифицированного газа и чистого пиролизного газа используют для цементации. Необходимость модификации части газа вызвана тем, что от использования чистого пиролизного газа на стали получается недостаточная цементация, а на некоторых деталях может оседать немного сажи, которую сложно удалять.
Смесь из модифицированного газа и чистого пиролизного газа используют для цементации. Необходимость модификации части газа вызвана тем, что от использования чистого пиролизного газа на стали получается недостаточная цементация, а на некоторых деталях может оседать немного сажи, которую сложно удалять.
Сам процесс цементации стали с помощью газа проводят на специальных печах-конвейерах непрерывного действия. Либо используют уникальные стационарные агрегаты.
Сначала в печь, ее муфель, помещают деталь. Установку закрывают и накаляют печь до 950 градусов. Потом подают заранее подготовленный газ.
Провести эту процедуру в домашних условиях практически нереально.
В то же время она имеет несколько преимуществ перед твердым способом обработки:
- меньше времени затрачивается на подготовку сырья для цементации;
- более благоприятные и безопасные условия для труда рабочих;
- ускорение процесса закалки за счет сокращения времени на выдержку изделий.
Самое важное при цементации стали — это грамотно организованный процесс и качественное оборудование и сырье. Твердый способ вполне можно реализовать в домашних условиях при наличии печи, карбюризатора и металлических форм. А также определенных умений и навыков, связанных с этим процессом закалки стали.
Чтиво Как сделать сверло из гвоздя + цементация в графите . Закалка ножа в графите .
- Автор темы
- #1

Voicebeautiful!
Технология приготовления сверла из гвоздя . Хорошо сверлит , некоторые его ответы есть в комментах на ютубе . Что там ещё тупится ? — ножи , ножницы , топоры , я задал вопрос в комментах .
Закалка ножа в графите .
- Автор темы
- #2
Voicebeautiful!

IMMI-MI
Технология приготовления сверла из гвоздя . Хорошо сверлит , некоторые его ответы есть в комментах на ютубе . Что там ещё тупится ? — ножи , ножницы , топоры , я задал вопрос в комментах .
Закалка ножа в графите .
- Автор темы
- #4
Voicebeautiful!
IMMI-MI
- Автор темы
- #6
Voicebeautiful!
Я так понял графит переходит в металл и повышается количество углерода , меняется структура металла в месте соприкосновения с графитом , происходит диффузия металла с графитом .
способ закалки любой марки стали
Как закалить нож из нержавеющей стали в домашних условиях
 Существует несколько способов того, как закалить нож в домашних условиях, причем можно прибегать как к самой примитивной методике, предполагающей использование обычного костра, так и к более сложному технологическому процессу, дающему по-настоящему эффективный результат. В любом случае, вне зависимости от выбранного варианта закаливания, необходимо учитывать такой важный показатель, как марка стали.
Существует несколько способов того, как закалить нож в домашних условиях, причем можно прибегать как к самой примитивной методике, предполагающей использование обычного костра, так и к более сложному технологическому процессу, дающему по-настоящему эффективный результат. В любом случае, вне зависимости от выбранного варианта закаливания, необходимо учитывать такой важный показатель, как марка стали.
Основные процессы
Обычно домашнему закаливанию подвергаются самодельные клинки, выполненные из стали или имеющихся в наличии подручных средств, утративших свою актуальность (напильники, клапаны и прочее).
Важно понимать, что только лезвие, прошедшее правильный процесс закаливания, будет максимально прочным и износоустойчивым.
 Слабая закалка чревата не только появлением трещин на клинке, но и быстрым его затуплением. Если же нож был закален по всем правилам, то он будет ломаться только при деформации, угол которой превысит 45 градусов. При этом залогом успеха является правильно подобранный температурный режим, который должен соответствовать выбранной марке стали.
Слабая закалка чревата не только появлением трещин на клинке, но и быстрым его затуплением. Если же нож был закален по всем правилам, то он будет ломаться только при деформации, угол которой превысит 45 градусов. При этом залогом успеха является правильно подобранный температурный режим, который должен соответствовать выбранной марке стали.
Подбор температуры
Не стоит полагать, будто для того, чтобы нож мог хорошенько закалиться, его нужно удерживать на максимальном огне, ведь больше далеко не всегда означает лучше. Определить оптимальный диапазон температур для закаливания можно по специальным сводным таблицам, в которых указана маркировка сплавов. Есть и более простой метод определения, который не требует знания точных характеристик обрабатываемого металла:

 Для закалки клинков, выполненных из низкоуглеродистой стали, подходит температура от 757 до 950 градусов Цельсия.
Для закалки клинков, выполненных из низкоуглеродистой стали, подходит температура от 757 до 950 градусов Цельсия.- Обработка высокоуглеродистых марок стали требует меньшего температурного режима, колеблющегося в интервале от 680 до 850 градусов.
- Если лезвие ножа было выполнено из сплава, в состав которого входят легирующие компоненты, то оптимальным в этом случае будет диапазон от 850 до 1150 градусов.
Для определения степени нагрева клинка используется специальный измерительный прибор, именуемый пирометром. Но даже если у начинающего мастера нет такого вспомогательного приспособления, это вовсе не повод для того, чтобы отказываться от идеи закалить металл для ножа, ведь степень нагрева можно определить и с помощью обычного магнита.
Так, согласно физическим законам, стальное лезвие перестает притягивать магнит, если накалить его до так называемой точки Кюри — пиковой отметки, когда происходит качественное закаливание металла. Если же пренебречь этим правилом и передержать лезвие на огне, то оно станет чересчур хрупким и шансы его сломать или наколоть при использовании в быту будут гораздо выше.
Технология и особенности домашнего каления
Для того чтобы закалить нож правильно, не только не повредив его лезвие, но и сделав его прочнее и острее, рекомендуется ознакомиться с основными правилами и нюансами этого процесса. И первая рекомендация заключается в том, что вместо клинка необходимо обрабатывать другой фрагмент, выполненный из такого же сплава, проводя над ним всевозможные эксперименты. Такой простой прием поможет подобрать оптимальный температурный режим нагрева и охлаждения, не испортив при этом сам клинок кухонного или охотничьего ножа.
 Кроме того, настоятельно рекомендуется проводить предварительный обжиг металлического клинка, помещая его в специальную печь (муфельную). Такое накаливание рекомендуется проводить максимально долго при соблюдении наиболее низкого температурного режима, который обеспечит равномерное прогревание стали и убережет ее от появления поверхностных сколов и трещин при дальнейшей обработке.
Кроме того, настоятельно рекомендуется проводить предварительный обжиг металлического клинка, помещая его в специальную печь (муфельную). Такое накаливание рекомендуется проводить максимально долго при соблюдении наиболее низкого температурного режима, который обеспечит равномерное прогревание стали и убережет ее от появления поверхностных сколов и трещин при дальнейшей обработке.
Правильно закалить нож из напильника и любого другого элемента в домашних условиях можно с помощью таких подручных средств и инструментов:
- Источник тепла, в качестве которого можно использовать открытое пламя (костер или газовую горелку), муфельную печь, специальное оборудование для закалки (кузнечный горн) и обыкновенную паяльную лампу. Стоит признать, что закаливание в муфельной печи является самым продуктивным, так как оно позволяет добиться максимальной равномерности прогревания стали.
- Довольно широкие емкости с водой и специальным минеральным маслом, которые необходимы для правильного охлаждения раскаленного лезвия.
- Кузнечные железные клещи с длинными ручками, которые позволят удерживать деталь над открытым пламенем. Для того чтобы не повредить рукоятку ножа при нагревании, особенно если она выполнена из пластика или дерева, рекомендуется временно освободить от нее клинок.
Начинать процедуру закаливания следует только после того, как пламя приобретет насыщенный малиновый оттенок. Если же использовать белый огонь, то существует риск перегрева из-за того, что температура такого пламени является самой высокой. При этом необходимо следить за тем, чтобы на поверхности металлического изделия не образовывалось черных или синих очагов (не путать с побежалостью, представляющую собой тонкий окисный слой с характерными радужными переливами).
Проведение процедуры
Сам процесс закалки настолько прост, что при желании справиться с ним сможет даже самый неопытный мастер, использующий собственный дом в качестве мини-мастерской. А проводится он следующими двумя способами:
 Разная степень нагрева для определенных областей. Для того чтобы по максимуму увеличить срок эксплуатации клинка, рекомендуется обеспечивать разные температурные режимы для его режущей и нейтральной зоны. То есть участок, который будет подвергаться заточке в дальнейшем, следует накаливать только один раз, причем не до красного, а до желтого цвета, после чего в дело идет проверочный магнит. Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).
Разная степень нагрева для определенных областей. Для того чтобы по максимуму увеличить срок эксплуатации клинка, рекомендуется обеспечивать разные температурные режимы для его режущей и нейтральной зоны. То есть участок, который будет подвергаться заточке в дальнейшем, следует накаливать только один раз, причем не до красного, а до желтого цвета, после чего в дело идет проверочный магнит. Та же часть лезвия, которая не будет затачиваться, нагревается трижды и каждый раз до фиолетового оттенка (приблизительная температура — 285 градусов).- Вторая методика предполагает трехразовое равномерное закаливание клинка по всей площади до ярко-красного цвета. В этом случае в промежутках между закалкой необходимо прибегать к охлаждению клинка, каждый раз увеличивая время его нахождения в охлаждающих субстанциях.

Определить температуру нагрева стали можно и по ее внешнему виду непосредственно во время процедуры закаливания. Так, существует 4 основные группы оттенков закаленной стали, по которым можно понять, до какой температуры она прогрелась:
- Оранжевая группа — от 950 до 1000 градусов.
- Красная группа, включающая в себя 4 подгруппы — от 720 до 950 градусов.
- Бордовая — от 650 до 720 градусов.
- Красно-коричневая и ее 2 подгруппы — от 530 до 580 градусов.
 То есть чем светлее становится железо, тем более горячим оно является в этот момент и наоборот. При обработке гладкой стальной поверхности посредством ее нагревания начинает образовываться тонкий радужный слой окисления, именуемый среди специалистов побежалостью. По цвету этого слоя также можно определить температурный режим в сплаве, правда, в этом случае светлые оттенки будут свидетельствовать о более низкой температуре в нем.
То есть чем светлее становится железо, тем более горячим оно является в этот момент и наоборот. При обработке гладкой стальной поверхности посредством ее нагревания начинает образовываться тонкий радужный слой окисления, именуемый среди специалистов побежалостью. По цвету этого слоя также можно определить температурный режим в сплаве, правда, в этом случае светлые оттенки будут свидетельствовать о более низкой температуре в нем.
Меняется цвет побежалости в определенной последовательности начиная со светло-соломенного, коричневого и лилового и заканчивая тёмно-синим, голубым и графитовым серым. Вместе с этим процессом претерпевает определенные изменения и температурный режим, варьирующийся в интервале от 220 до 350 градусов.
Немного иначе будут обстоять дела при закаливании хромистой стали, которая имеет более высокий температурный режим (от 300 до 700 градусов) при сохранении той же цветовой гаммы и последовательности изменения оттенков побежалости.
Охлаждение и графитовая закалка
Важнейшую роль в вопросе закаливания клинков играет процесс охлаждения, правильное проведение которого обеспечивает прочность и упругость обрабатываемого металлического изделия. Для этих целей используется вода и минеральное масло, погружение нагретого металла в которые сопровождается его остыванием с разной скоростью. Так, в воде скорость остывания стали составляет около 1 миллиметра в секунду, в то время как при погружении клинка в масло этот показатель возрастает в два раза.
Закалить нож из нержавейки в домашних условиях невозможно без качественной процедуры охлаждения. А для ее проведения используются такие эффективные методы:
 При закалении металла докрасна рекомендуется трижды погружать его в емкость с маслом, каждый раз увеличивая продолжительность процесса. После финишного нагревания клинок погружают в емкость с водой, которую необходимо немного разболтать непосредственно перед погружением раскаленной стали. Делать это стоит крайне осторожно, чтобы нагретое до высоких температур масло не брызгало по сторонам и не обжигало мастера и окружающих.
При закалении металла докрасна рекомендуется трижды погружать его в емкость с маслом, каждый раз увеличивая продолжительность процесса. После финишного нагревания клинок погружают в емкость с водой, которую необходимо немного разболтать непосредственно перед погружением раскаленной стали. Делать это стоит крайне осторожно, чтобы нагретое до высоких температур масло не брызгало по сторонам и не обжигало мастера и окружающих.- Если необходимо прокалить нож с двумя заостренными сторонами лезвия, тогда наоборот, клинок необходимо погрузить в воду и только потом переместить его в емкость с минеральным маслом. При этом время погружения в воду не должно превышать двух секунд. Такой простой прием поможет сделать лезвие ножа очень острым и упругим.
- При зонном прокаливании, которое проводится для того, чтобы середина лезвия оставалась максимально упругой, рекомендуется нагревать эту область с помощью 10-миллиметрового металлического прута, после чего клинок помещается на два часа в крутой кипяток, а затем и в ледяную воду.
Не менее эффективно показала себя закалка ножа графитом, которая идеально подходит для обработки самодельных ножей с толстым лезвием. Такая методика, базирующаяся на калении клинков через слой графитовой стружки, чаще всего применяется для усовершенствования самодельных ножей, изготовленных из вышедших из строя рессор, балок, паяльников и другого подспорья, утратившего собственную актуальность.

