
Формы для изготовления бетонных и железобетонных изделий
Металлоформы и оборудование для ЖБИ
Производим для вашего производства
Формы и оборудование для ЖБИ являются ведущим направлением деятельности нашей компании. Мы предлагаем изготовление металлоформ и оборудования для строительства жилых и промышленных зданий, а также обустройства городской инфраструктуры.
Формы и оборудование ЖБИ, производимые в нашей компании, могут иметь различные модификации:
- силовые, с раскрывающимися бортами (с гибкими бортами);
- многоместные переналаживаемые;
- с фасонной поверхностью поддона, со съемными вкладышами и проемообразователями
Металлоформы и оборудование ЖБИ изготавливаются в соответствии с требованиями стандартов на элементы форм и установок, по утвержденной рабочей документации. Изготовление металлоформы и производственных линий может быть осуществлено согласно чертежам, предоставленным заказчиком, или проектам, разработанным нашими специалистами, на основании вашего технического задания.
Большинство изготавливаемых нами форм являются неповторяемыми, поэтому стоимость производства необходимых вам металлоизделий рассчитывается индивидуально с учетом ваших технических требований. Рассчитать стоимость вашего проекта вы можете, обратившись к нашим специалистам любым удобным для вас способом.

Металлоформы для труб микротоннелирования

Металлоформы для труб ТПФэ

Металлоформы для тетраподов

Металлоформы для дорожных ограждений «Нью Джерси»

Металлоформы для щелевых полов

Металлоформы лего блоков

Металлоформы для лестничных маршей, площадок и ступеней

Металлоформы для вентблоков

Металлоформы для плит пустотных
Металлоформы для дорожных плит

Металлоформы для свай

Металлоформы мусорных контейнеров
Металлоформа для колонных элементов

Металлоформы для параболических лотков
Металлоформы для наружных стеновых панелей

Металлоформы для опор СВ

Металлоформы для гексабитов

Установка для формовки шахт лифтов

Металлоформы для подпорных стен
Установка для изготовления железобетонных опорных балок
Металлоформы железобетонных балок перекрытия
Металлоформы колодезных колец КС
Металлоформы для колодцев ККС и ВС



Металлоформы водоотводных лотков
Металлоформы тротуарных элементов
Вибростолы и вибротумбы

Металлоформы для лотков и каналов

Металлоформы плит специального назначения

Металлоформы для ПАГ

Металлоформы трамвайных плит
Линия по изготовлению предварительно напряженных ж/б балок

Металлоформы для плит ПС
Металлоформы железобетонных тюбингов

Металлоформы дорожных откосов

Линия производства плит ПК
Металлоформы для забора и ограждений

Металлоформы для ФБС
Металлоформы дорожных ограждений

Металлоформы для УАЗ

Траверсы для ЖБИ
Емкости для бетона (БР)

Комплектующие для металлоформ
Металлоформы для дорожного строительства
Металлоформы для дорожного строительства имеют широкий спектр применения при выполнении работ по обустройству автомагистралей, шоссе, взлетно-посадочных покрытий, промышленных площадей, временных и постоянных подъездных путей.
Наше предприятие предлагает производство форм для дорожного строительства, с помощью которых вы можете изготовить любые железобетонные покрытия:
- металлоформы для трамвайных плит;
- формы для дорожных и аэродромных плит разных конфигураций;
- металлоформы для дорожных ограждений и откосов;
- металлоформы для тротуарных элементов;
- формы для бордюров;
- формы для лотков и каналов;
- а также многие другие металлоформы для дорожного строительства.
Металлоформы для гражданского и промышленного строительства
Металлоформы для гражданского и промышленного строительства широко применяются при постройке жилых многоэтажных зданий, возведении коттеджей, малоэтажных и других сооружений. Мы предлагаем вам изготовление металлоформ, позволяющих производить железобетонные изделия для решения различных строительных задач:
- металлоформы для тетраподов;
- металлоформы для опор ЛЭП;
- металлоформы для параболических лотков;
- формы для свай;
- формы для фундаментных блоков ФБС;
- формы для пустотных плит перекрытий ПК различных типоразмеров и видов;
- металлоформы для лестничных маршей, площадок и ступеней (ЛМ, ЛП, ЛС, ЛМП);
- а также формы для перемычек, вентиляционных блоков и другие формы для гражданского и промышленного строительства.
Металлоформы для инженерных систем городской инфраструктуры.
Специализацией нашей компании также является производство металлоформ для инженерных систем городской инфраструктуры.Такие формы для ЖБИ изделий имеют широкое распространение при использовании технологии микротоннелирования, а также при обустройстве кабельной проводки городской среды.
Наша компания предлагает изготовление следующих металлоформ для инженерных систем городской инфраструктуры:
- металлоформы для колодцев ККС и ВС различных конфигураций;
- металлоформы для колодезных колец КС, а также формы крышек ПП и днищ ПН;
- форма (установка) для труб микротоннелирования;
- а также другие виды форм для ЖБИ, применяемые для технического обеспечения инженерных систем городской инфраструктуры.
Оборудование для ЖБИ
Наша компания готова предложить вам оборудование собственного производства для изготовления ЖБИ изделий, соответствующее требованиям установленных технических норм. Приобретение такого оборудования позволит значительно расширить возможности вашей деятельности, увеличит производительность, сделает вашу работу более качественной и комфортной.
Вы можете получить предварительную квалифицированную консультацию наших специалистов для принятия верного решения.
Наше предприятие предлагает следуюшее оборудование ЖБИ:
- распалубочные машины для изготовления стеновых панелей;
- универсальные поворотные вибростолы;
- универсальные формовочные стенды;
- линии производства плит ПК;
- установки для формования шахт лифтов;
- вибростолы и вибротумбы;
- магнитные борта;
- а также другие линии для производства ЖБИ изделий.
Мы придаем металлу форму, удобную для Вас.
Формы ЖБИ
Формы для изготовления бетонных изделий и пеноблоков от Ижлазер
Предприятие Ижлазер предлагает многоразовые формы для производства различных бетонных строительных изделий с высокой точностью геометрии.
При изготовлении форм мы применяем утолщенную сталь, а конструкции оснащаются дополнительными ребрами жесткости, увеличивающими прочность всего изделия.
Формы изготавливаются частично разборными, что необходимо для быстрого и удобного извлечения из нее готового бетонного изделия.
Перед заливкой бетонной смеси в форму она обрабатывается специальным средством, поэтому цементный раствор не прилипает к стенкам формы и поверхность изделий всегда остается ровной и гладкой.
Благодаря разборной технологии, пеноблоки, ФБС или дорожные плиты легко извлекаются без повреждений углов и тонких элементов.
Формы для пеноблоков
Пеноблок является самым распространенным видом кладочного материала, из которого сооружают много разнообразных объектов как гражданского, так и промышленного назначения. Это делает формы для пеноблоков весьма популярными.
У нас в наличии есть готовые изделия для отливки бетонных стройматериалов, но также можно оформить заказ на изготовление партии.
 С нашим формами для пеноблоков вы сможете занять свое место на строительном рынке, потому что будете получать высококачественный конкурентоспособный продукт.
С нашим формами для пеноблоков вы сможете занять свое место на строительном рынке, потому что будете получать высококачественный конкурентоспособный продукт.
Надёжная, простая в использовании, недорогая форма для пеноблоков.
Потребность в пеноблоках объясняется, прежде всего, в его свойствах и физических качествах. Он является пористым материалом, который хорошо изолирует от холода, препятствуя выхода наружу тепла. К тому это он является экологичным. Формы для пеноблоков купить здесь
Производство пеноблоков
Для изготовления пеноблоков требуется минимальное количество компонентов и энергии. По сути, это самый недорогой и не требующий больших инвестиций бизнес, который может приносить хорошую прибыль. Что касается качества бетонных отливок, то оно будет подтверждено ГОСТами, которым соответствуют наши формы.
Использование нашего оборудования для производства пеноблоков ускорит производственный процесс многократно, потому что в одной единице получается сразу 20 качественных блоков с минимальным процентом брака. Это обеспечивается за счет надежности конструкции и точности размеров.
Формы для пеноблоков имеют разборную конструкцию. Они состоят из:
· Двух боковин, которые закрепляются на петлях малых поперечин.
· Комплекта поперечин, которые вставляются в пазы центральной планки или перегородки.
· Перегородка с пазами для поперечин.
· Днище, в качестве которого используется лист металла, ламинированная фанера или что-то другое.
Наши формы хороши тем, что имеют предельно простоту конструкцию. Это гарантирует высокую скорость извлечения из нее готовой продукции, тем самым, увеличивает производительность компании, которая изготавливает строительные материалы.
Формы для производства ЖБИ позволяют изготавливать самые разные изделия из бетона с отличными техническими характеристиками. Фундаментные блоки ФБС, колодцы, плиты выполненные с помощью форм для ЖБИ обладают высокой прочностью, влагостойкостью и температурной выносливостью.
Изготовление металлоформ из ЖБИ в компании Ижлазер происходит с соблюдением требований ГОСТа. Готовые металлоформы для производства ЖБИ используются в основном для стандартных изделий.
Если необходимы нестандартные изделия с индивидуальными размерами, то возможно изготовление нестандартной формы для ЖБИ
по чертежам заказчика.
Использование форм для производства ЖБИ очень удобно, так как не требуется больших помещений, формы долговечны и имеют невысокую цену.
Чтобы заказать форму для пеноблоков или отливки других строительных материалов, звоните нашему менеджеру по телефону. Он проконсультирует вас и поможет оформить заказ с доставкой не только по нашему городу, но и далеко за его пределы транспортными компаниями.
Классификация форм для изготовления железобетонных изделий
Формы, применяемые для изготовления железобетонных изделий, разделяют на две основные группы: для предварительно напряженных железобетонных изделий и для изделий с ненапрягаемой арматурой. Формы для изготовления предварительно напряженных изделий разделяют на силовые и стендовые.
Силовые формы воспринимают усилия натяжения арматуры до момента достижения бетоном прочности, допускающей передачу усилия на бетон. При этом усилия натяжения арматуры передаются на бортоснастку или поддон. Такие формы могут быть переносными или неподвижными.
На рисунке ниже приведена конструкция силовой формы для изготовления предварительно напряженной железобетонной стропильной балки. Стропильную балку формуют в вертикальном положении на виброплощадке. Натяжение стержневой арматуры осуществляется электротермическим способом.
| Силовая форма для стропильной балки |
 |
| 1 — поддон; 2 — стяжные болты; 3 — продольные борта; 4 — анкерующие устройства; 5 — торцовые борта |
Нагрузку от предварительно напряженных стержней воспринимает силовой пояс формы. На обоих концах пояса приварены анкерующие устройства 4 (коробки), сваренные из толстолистовой стали с ребрами жесткости, а на торцах коробок — анкерующие гребенки, в пазы которых устанавливают стержневую арматуру.
Съемный продольный борт 3 выполнен в виде сварного короба из листовой стали. Крепление съемных продольных бортов к поддону 7 и распалубливание осуществляются посредством стяжных болтов 2. Торцовые борта 5 имеют пазы для установки в них стержневой арматуры. Продольные съемные борта крепят к торцевым бортам болтовыми соединениями.
Стендовые формы воспринимают только нагрузку от давления бетонной смеси (и пара, если формы снабжены паровыми рубашками), а усилия от натяжения передаются на упоры стенда.
Формы всех групп в зависимости от технологии производства изделий могут быть переносными, передвижными и стационарными. По конструкции формы могут быть сборно-разборными, неразъемными и матрицами.
Сборно-разборные формы состоят из поддона с разъемными или шарнирно открывающимися бортами или только из разъемных бортов, устанавливаемых на выровненной и прочной площадке-стенде. Их можно применять для изготовления любых конструкций и изделий, но наиболее целесообразно использовать для бетонирования крупноразмерных конструкций сложной формы.
Неразъемные формы выполняют опрокидными или съемными; в них готовят главным образом изделия небольших размеров и простой формы.
Матрицы представляют собой обычно неподвижную неразборную форму, в некоторых случаях имеющую съемные бортовые элементы. Их применяют при изготовлении большого числа однотипных крупноразмерных изделий сложного профиля.
Сборно-разборные и неразъемные формы выполняют деревянными, металлическими и деревянными с металлическими креплениями. Матрицы изготовляют в основном из железобетона.
Формы бывают одиночными для изготовления одного изделия или групповыми для изготовления нескольких изделий. Неразъемные съемные формы и матрицы делают в основном одиночными.
Оборачиваемость формы зависит от ее конструкции, материала, из которого она изготовлена, и от вида изделий. Средняя оборачиваемость деревянных сборно-разборных форм для сложных изделий 10—20, для простых — 50—60 раз; деревянных опрокидных форм для изделий весом до 0,5 т — 800 раз.
Металлические сборно-разборные формы при правильной эксплуатации обеспечивают тридцатикратную оборачиваемость до профилактического ремонта, трехсоткратную — до капитального ремонта и восемьсот—тысячекратную оборачиваемость до полного ее износа.
Железобетонные матрицы оборачиваются в среднем 300—400 раз. Для облегчения распалубливания и увеличения оборачиваемости все поверхности формы, соприкасающиеся с бетоном, перед укладкой в нее арматуры смазывают составами, препятствующими сцеплению бетона с формой.
Сборно-разборные формы. При применении сборно-разборных форм изделие находится в них до приобретения бетоном требуемой распалубочной прочности. Число потребных сборно-разборных форм зависит от величины партии и времени полного оборота формы. Чем больше партия изделий и меньше заданный срок изготовления, тем больше требуется форм.
На изготовление одиночных форм затрачивают много средств и материалов. Кроме того, процессы сборки и разборки при каждом обороте формы очень трудоемки. Групповые сборно-разборные формы несколько экономичнее одиночных, так как меньше расходуется материалов и меньше затрачивается труда на изготовление одного изделия.
Деревянные сборно-разборные формы могут быть переносными и стационарными. Переносные формы применяют при изготовлении сравнительно небольших изделий (например, фундаментных блоков, плит покрытий, лестничных маршей, площадок), а стационарные — при изготовлении крупногабаритных изделий (колонн промышленных зданий, подкрановых балок).
Деревянные формы (см. рис. ниже) состоят из щитов днища и боковых и торцевых стенок. Днище 6 укладывают на опорные брусья 1 и лаги 2. Горизонтальное положение днищу придают при помощи подкладок 4 и клиньев 3. Боковые стенки крепят к днищу внизу прижимными досками и клиньями, а вверху деревянными схватками 7, стальными скобами и клиньями 9 или стяжными болтами.
| Деревянная сборно-разборная форма для колонн |
 |
| а — вид сбоку, б — поперечный разрез, в — деталь днища; 1 — опорные брусья, 2 — лаги, 3 — клинья, 4 — подкладки, 5 — прижимные доски, 6 — днище, 7 — схватки, 8 — временная распорка, 9 — клинья |
Металлические формы состоят из поддона и боковых и торцевых стенок-бортов. Иногда боковые и торцевые борта шарнирно прикрепляют к поддону и при распалубливании откидывают на 30—45°.
При формовании на стендах в вертикальном положении балок, ферм и других подобных конструкций применяют формы, боковые стенки которых состоят из двойной обшивки и служат паровой рубашкой при тепловой обработке изделий.
На рис. ниже показана сборно-разборная форма с шарнирно открывающимися бортами 2, которые при большой длине балок состоят из отдельных секций. Форма имеет обшивку 3. Пар пускается в пространство между бортом 2 и обшивкой 3.
| Металлическая сборно-разборная форма для двухскатной балки с паровой рубашкой |
 |
| а — боковой вид бортовой оснастки, б — вид формы с торца, в — поперечный разрез формы; 1 — ось балки, 2 — шарнирно-открывающийся борт, 3 — обшивка паровой рубашки |
Применяют и полностью разборные формы. В этом случае боковые и торцевые борта скрепляют между собой натяжными 1, накидными 2 или клиновыми 3 замками или болтами. Однако болтовые соединения вызывают затруднение при эксплуатации форм вследствие заливки резьбы раствором и ослабления креплений при вибрации, поэтому применять их не рекомендуется. Борта к поддонам крепятся посредством пластинчатых или трубчатых шарниров.
| Типы соединительных замков |
 |
| 1 — натяжной, 2 — накидной, 3 — клиновой, 4 — трубчатый шарнир |
При изготовлении крупнопанельных плит перекрытий промышленных зданий применяют металлические одиночные сборно-разборные формы с креплением бортов 2 и 3 при помощи накидных скоб 7. С поддоном 1 борта соединены шарнирами 5.
Металлические групповые сборно-разборные формы применяют для изготовления тавровых балок. Размеры поперечного сечения балок сохраняются в результате скрепления продольных стенок и вкладышей 9 прижимной гребенкой 8.
Некоторые плоские изделия (например, плиты, перегородки) формуют в кассетных формах в вертикальном положении.
В целях сокращения расхода металла применяют групповые кассетные формы на несколько изделий, в которых каждая внутренняя разделительная перегородка кассеты является общей для соседних формуемых изделий. Наружные стенки, а также каждую третью или четвертую внутреннюю перегородку кассеты устраивают двойными и используют как паровые рубашки для подогрева изделий. На стенке формы укрепляют вибратор, который уплотняет бетонную смесь.
На рисунке ниже показана кассетная форма для одновременного изготовления двух лестничных маршей с площадками. Бетонную смесь уплотняют вибраторами 3, укрепленными на продольных бортах 2 формы. Подогревают изделия паром, пускаемым во внутренний вкладыш 1.
| Кассетная форма для изготовления двух лестничных маршей с площадками (в раскрытом состоянии) |
 |
| 1 — внутренний вкладыш, обогреваемый изнутри паром, 2 — продольный борт, 3 — вибратор, 4 — торцевой борт |
К сборно-разборным формам относится также металлическая бортовая опалубка, применяемая при изготовлении изделий на стенде. Для изготовления крупных изделий одного типоразмера бортовую опалубку можно устанавливать на поверхности стенда без специальных креплений. Более надежными являются бортовые формы, закрепленные на поверхности стенда к заранее заложенным анкерам. В этом случае опалубка не отрывается от стенда при вибрировании бетонной смеси. Борта форм скрепляют между собой клиновыми или накидными замками.
Неразъемные формы (съемные и опрокидные). Рассчитаны на немедленную распалубку отформованных изделий, поэтому их требуется значительно меньше (в 15—20 раз), чем сборно-разборных. Отформованное в неразъемной форме изделие распалубливают: форму поднимают вверх (при съемных формах) или опрокидывают на 180° и снимают с изделия (при опрокидных формах).
В неразъемных формах изготовляют обычно изделия, у которых вертикальные грани простого профиля. При наличии на гранях шипов или пазов формовать изделия в неразъемных формах невозможно.
Для изготовления изделий в неразъемных формах применяют бетонную смесь с осадкой конуса не более 1—2 см. В такой форме за смену можно изготовить до 50 изделий.
Съемные формы не имеют дна, а борта формы устанавливают на поддон или стенд.
Опрокидные формы имеют днище. Уложив бетон, форму сверху накрывают щитом-поддоном 2 и скрепляют с ним хомутом 3. При опрокидывании формы изделие 4 остается на щите-поддоне 2.
| Схема опрокидывания формы |
 |
| а — первоначальное положение, б — положение после опрокидывания (поворот на 180º); 1 — форма, 2 — щит-поддон, 3 — хомут, 4 — отформованное изделие |
В некоторых случаях, когда изделия выдерживают на стенде, форму опрокидывают непосредственно на стенд, предварительно посыпанный песком. Если изделие выдерживают в камере пропаривания, то применяют такие поддоны, на которых изделие перемещают в камеру.
Изделия, изготовляемые с немедленным распалубливанием, имеют большие отклонения от проектных размеров (из-за осадки бетона в момент распалубливания), чем изделия, изготовляемые в сборно-разборной опалубке. Когда допуски в размерах изделия меньше ±3 мм, неразъемные формы не применяют.
Поверхности неразъемных форм, соприкасающиеся с бетоном, тщательно выравнивают. Во избежание повреждения отформованного изделия формы следует снимать строго по вертикали и без раскачивания. Для обеспечения снятия формы ее борта делают с небольшим уширением книзу.
Металлические неразъемные съемные формы применяют при изготовлении на полигонах бетонных блоков стен подвалов.
В неразъемных опрокидных деревянных или металлических формах готовят ребристые и плоские плиты, панели забора, перемычки. В деревянных опрокидных формах можно формовать изделия весом до 0,5 т и площадью до 2 м 2 . Для изделий больших размеров применяют металлические формы.
Матрицы. Изготовляют матрицы, как правило, из железобетона. Это долговечные и неизменяемые в процессе эксплуатации формы.
Укладывают их на песчаный или шлаковый слой формовочной площадки. Чтобы изделие можно было подогревать, в матрицу при ее изготовлении закладывают трубы для пропуска пара или электронагревательные элементы. Для облегчения съема готовых изделий боковым граням матрицы придают уклон не менее 1 : 15 и все внутренние углы закругляют.
Для извлечения изделий из матриц применяют траверсы или специальные выталкиватели (гидравлические, пневматические или механические). Траверсы пропускают через монтажные петли в изделии. Поднимают изделие четырьмя винтовыми домкратами, которые установлены по краям матрицы.
Для уменьшения сцепления с формуемым изделием поверхность матрицы делают мозаичной: затирают цементным раствором и железнят или покрывают цементным раствором с мраморной крошкой с последующей шлифовкой.
Вследствие того, что матрицы массивны и имеют большой вес, их устраивают неподвижными. В одной матрице можно бетонировать изделия с разными профилями окаймляющих граней. Для этого в бортах матрицы устраивают отверстия, в которых укрепляют закладные части — бортовые бруски 2. Иногда к матрице 5 прикрепляют на шарнирах или винтах бортовую опалубку — бортовую оснастку 9.
| Железобетонные матрицы с закладными бортовыми брусками (а) и с металлическими бортами (б) |
 |
| 1 — днище, 2 — закладной деревянный брусок, 3 — трубы для пропуска пара, 4 — бетонируемая плита, 5 — матрица, 6 — бетонная подкладка, 7 — теплоизоляция, 8 — контрольные кубы, 9 — бортовая опалубка, 10 — положение бортовой опалубки после распалубливания |
Матрицы применяют главным образом для изготовления крупных железобетонных изделий со сложным рельефом поверхности, например часторебристых панелей перекрытий, панелей с ребрами, расположенными по контуру.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Формы для изготовления бетонных и железобетонных изделий
ГОСТ 27204-87. Формы стальные для изготовления железобетонных изделий. Борта, конструкция и размеры.
Технические требования к стальным формам, содержащие указанные по материальному состоянию рабочей поверхности, допускам на линейные размеры, отклонениям от плоскости граней, перпендикулярности, прямоугольности, проектному положению элементов в формы приведены в ГОСТ 25781-83 (с изменениями) и ГОСТ 25878-85.
Формы предназначены для обеспечения с заданной формой, с требуемыми размерами, необходимого качества в соответствии с ГОСТ; формы — одно из основных технологического оборудования, оснастка, которая обеспечивает качество изготовляемой продукции и имеет значительное влияние на металлоемкость оборудования.
Металлоемкость форм — 60.. .70% от всей металлоемкости производства. На формы тратится 600-700 тыс.т. металла. Качеством форм определяется товарный вид, качество поверхности, углов, граней. Формами определяются размеры, допуски, трещины в изделиях, прямолинейность, плоскостность, пропеллерность, перерасход бетона связан с формами. Величина предварительного напряжения в арматуре зависит от качества форм.
Классификация форм.
Формы бывают подвижные и неподвижные.
— одиночные,
— с гладким днищем,
Формы делятся на:
— непереналаживаемые — жесткая конструкция формы, целесообразно применять на узкой специализации,
— переналаживаемые — при более широкой номенклатуре изделий,
-универсальные — позволяют изготовить изделия с широкой номенклатурой.
Формы состоят из поддона и бортоснастки.
В зависимости от крепления борта к поддону формы разделяют:
1. Неразборные формы с технологическим уклоном, используются при узкой номенклатуре,

2. Формы с гибкими бортами или гибким поддоном, сейчас наиболее используются:
 а) с гибкими откидными бортами устанавливаются в проектное положение, перед этим борта сжимаются, далее формуется изделие, затем распалубливаются,
а) с гибкими откидными бортами устанавливаются в проектное положение, перед этим борта сжимаются, далее формуется изделие, затем распалубливаются,
 б) с отжимными гибкими бортами, отводим борта, затем извлекаем изделие, затем форма устанавливается в проектное положение,
б) с отжимными гибкими бортами, отводим борта, затем извлекаем изделие, затем форма устанавливается в проектное положение,

 в) с гибким поддоном, изгибаем поддон так, как показано, извлекаем изделие, затем устанавливаем поддон, борта принимают исходное положение,
в) с гибким поддоном, изгибаем поддон так, как показано, извлекаем изделие, затем устанавливаем поддон, борта принимают исходное положение,

 3. Формас откидными бортами. Борта шарнирно соединены с поддоном.
3. Формас откидными бортами. Борта шарнирно соединены с поддоном.
4. Формы со съемными бортами. Борта снимаются со штырей, форма распалубливаеся.
5. Комбинированная конструкция форм. Один борт откидывается, другой шарнирно закреплен.
Обычно поддон состоит из жесткой рамы, сваренной из швеллеров, к раме приварен тонкий лист, затем крепятся борта. Лучшая конструкция поддона -диагональные связи жесткости — эта форма долго эксплуатируется, что позволяет снизить расход металла на 10-15%.
 Как правило поддоны формы крепятся на четыре точки опоры
Как правило поддоны формы крепятся на четыре точки опоры  . Самый лучший вариант, когда поддон крепится на три точки, никакой пропеллерности нет, эксплуатация выше.
. Самый лучший вариант, когда поддон крепится на три точки, никакой пропеллерности нет, эксплуатация выше.
Металлоемкость — сколько в металле расхода на 1 м ,
При стендовом — 0,4 т/м 3
При поточно-агрегатном — до 3 т/м 3
При конвейерном — до 7 т/м 3 .
Требования к формам.
1) Достаточная прочность, жесткость, герметичность, которую обеспечивают качество изделий в соответствии с ГОСТ.
2) Минимальная металлоемкость, обеспеченная за счет правильного выбора материалов для изготовления форм. Наиболее лучше комбинированные материалы, использование форм с минусовыми допусками.
Формы для изготовления бетонных изделий и ЖБИ
Формы для тротуарной плитки, брусчатки, бордюров и водостоков
- Формы для тротуарной плитки
- Формы для крупноформатных плит
- Формы для плит тротуарных ГОСТ 17608
- Формы для фигурной тротуарной плитки
- Формы для брусчатки
- Формы для водостоков и лотков
- Формы для бордюров и поребриков
Формы для памятников, постаментов, цветников, плит мощения
- Формы для памятников
- Формы для постаментов
- Формы для цветников
- Формы для плит мощения
- Формы для ритуальных ограждений
- Формы для фундаментов
Формы для заборов, палисадников и столбов
- Формы для заборов
- Формы для забора-палисадника
- Формы для столбов забора
- Формы для наборных и сборных столбов
- Формы для колпаков на столбы
- Формы для балюстрад
Формы для облицовочных материалов
- Формы для фасадной плитки и сайдинга
- Формы для цокольной плитки и сайдинга
- Формы для полифасадов
- Формы для фасадных бордюров и цокольных отливов
- Формы для облицовочного камня
- Формы для бетонных подоконников
Формы для ступеней лестницы
- Формы для ступеней входных групп
- Формы для ступеней внутренних лестниц
- Формы для клинкерных ступеней лестниц
- Формы для плит входных групп
- Формы для подступенков
- Формы для угловых ступеней
- Формы для наборных ступеней лестницы
- Формы для ступеней и проступей по ГОСТ и сериям
Формы для плит парапетных
- Формы для плит парапетных плоских
- Формы для двухскатных плит парапетных
- Формы для односкатных плит парапетных
- Формы для парапетов кирпичных
- Формы для наверший на столбы
Формы для тактильной плитки
- Формы для тактильной плитки (ГОСТ Р52875-2018)
- Формы для тактильной плитки ГОСТ Р 52875-2007
- Формы для ТУПП с рифлением ГОСТ Р 56305-2014
- Формы для тактильной плитки (Евростандарт)
- Формы для тактильной плитки
Формы для МАФ
- Формы для вазонов и цветников
- Формы для барельефов
- Формы для каминных порталов
- Формы для печи барбекю и казана
- Формы для скульптур и статуэток
- Формы для скамеек
- Формы для элементов тропинок
Формы для спецпродукции
- Формы для блока лотка Л1 и Л2
- Формы для ЖБИ железных дорог
- Формы для плит защиты электрических кабелей
- Формы для парковочных ограничителей
- Формы для плит укрепления откосов
- Формы для фиксаторов арматуры
Формы под индивидуальный заказ
- Формы для люков колодца
- Формы для копингового камня
- Формы для утяжелителей
- Формы для резиновой крошки
Производственная компания ООО ЛОБАС — это завод полного цикла производства бетонных изделий от чертежа до готового изделия весом до 250 кг и любой геометрии . Изготовим в любом объеме бетонные изделия лютого цвета , от серого , до эксклюзивного мраморного , янтарного , гранитного .
Через наш — интернет — магазин , вы всегда сможете недорого заказать и купить :
- формы для производства тротуарной и тактильной плитки , брусчатки , бордюров , водостоков и лотков;
- формы для изготовления фасадной плитки и цокольного сайдинга , искусственного облицовочного камня и подоконных плит;
- формы для литья заборов , палисадников , сборных панелей заборов , столбов , наверший и колпаков для заборов;
- формы для отливки ступеней , подступенков , плит мощения , накладных проступей , как для улицы и внутренней отделки , так и по ГОСТ и сериям;
- формы для литья памятников , цветников , постаментов , плит мощения;
- формы для вазонов , цветочниц , статуэток , скульптур , барельефов , каминных порталов , печей барбекю и казана;
- формы для спецпродукции : блоки лотка Л1 и Л2 , парковочные ограничители , копинговый камень , ЖБИ для железных дорог , плиты защиты электрических кабелей и многое другое .
Мы гарантируем качество и невысокие цены на формы , так как у нас собственное производство , используем только качественный АБС пластик и современное вакуумное формовочное оборудование . В наличии модельный цех укомплектованный пяти осевым фрезерным станком с ЧПУ . Изготовим под индивидуальные требования вакуумные формовочные станки , как простые , так и укомплектованные автоматикой и дополнительной оснасткой любой сложности . Для желающих открыть свой завод по производству бетонных изделий или форм мы готовы предложить нашу франшизу производства Мрамор из бетона и вакуумной формовки . Обучаясь у нас вы получите полный пакет документов , технологию и практические навыки по изготовлению бетонных изделий или пластиковых форм .
Доставка осуществляется через транспортные компании, как по России, так и в Казахстан, Белоруссию, Армению и другие страны ближнего и дальнего зарубежья, допускаются и иные способы доставки по договоренности.
Формы для изготовления бетонных и железобетонных изделий
Формой определяется конфигурация и размеры железобетонного изделия. Величины отклонений от проектных размеров изделия зависят от точности изготовления формы, от жесткости бортов и поддона, от соединения бортов между собой и бортов с поддоном. Все размеры формы, определяющие размеры железобетонного изделия, должны обеспечиваться не только во время изготовления, но сохраняться и в процессе эксплуатации, когда форма подвергается воздействию различных механизмов (виброплощадок, вибранаеадков, кранов и т. п.).
Формы, применяемые для изготовления сборных железобетонных изделий, могут быть разделены:
а) в зависимости от принятой на заводе технологической схемы производства — на передвижные (конвейерные схемы), переносные (агрегатно-поточные) и стационарные (стендовые);
б) в зависимости от времени и способа освобождения изделия от бортов — на поддоны (распалубливание производится сразу же после формования, бортовая оснастка является принадлежностью формовочной машины или формовочного поста); формы с откидными или раздвижными бортами (распалубливание производится после твердения изделий) и неразъемные формы (борта жестко связаны с поддоном; изделия из таких форм извлекаются за счет уклонов, придаваемых формующим поверхностям, или за счет упругой деформации бортов. Неразъемные формы имеют, как правило, один или два жестко закрепленных борта);
в) в зависимости от количества изготовляемых в них изделий — на индивидуальные, в которых формуется только одно изделие; групповые, в которых одновременно формуется несколько изделий, и переналаживаемые, в которых изделия изготовляются с одинаковыми размерами по сечению и отличаются только длиной или отдельными размерами, получаемыми за счет применения перегородок, вкладышей, заглушек и т. п.;
г) в зависимости от материала, из которого они изготовлены, — на стальные, дерево-металлические( деревянная опалубка, формующая поверхность которой обита жестью), железобетонные (стационарные поддоны, матрицы и т. п.) и др.
д) в зависимости от того, чем воспринимается усилие натяжения арматуры при изготовлении предварительно напряженных конструкций, — на формы, воспринимающие усилие натяжения (в этом случае формы называются силовыми), и формы, не воспринимающие усилия натяжения арматуры. Формы второго типа используются, как правило, при стендовом производстве, и усилие натяжения воспринимается упорами стенда. Ко второму типу относятся также и формы для изготовления предварительно напряженных конструкций с натяжением арматуры на бетон после твердения. В этом случае формование изделий может производиться по агрегатно-поточной или конвейерной технологии;
е) в зависимости от того, где происходит тепловая обработка изделий, — на обычные формы, когда изделия пропариваются или прогреваются в ямных или туннельных камерах, и термоформы, когда для ускорения твердения пар подается в полости, предусмотренные в конструкции формы (в поддоне, бортах).
На вибропрокатном стане формы в обычном понимании этого слова нет. Формование производится на непрерывно движущейся металлической ленте, состоящей из отдельных шарнирно соединенных элементов. По бокам элементы снабжены вертикальными стенками, образующими борта.
Рекламные предложения на основе ваших интересов:
Каждый тип форм имеет преимущества и недостатки. Например, применение немедленного распалубливания значительно снижает металлоемкость форм и трудоемкость изготовления, но вместе с тем снижается и качество изделий; применение переналаживаемых форм также снижает металлоемкость, но требует затрат труда и времени на переналадку, строгого учета и хранения деталей для переналадки; применение дерево-металлических форм целесообразно при изготовлении малого количества изделий, для которого неэкономично изготовлять металлические формы, и т. д. Поэтому выбор того или иного типа форм должен определяться при разработке технологии изготовления определенного вида изделий.
Формы — это основное, наиболее металлоемкое оборудование заводов сборного железобетона. Конструкция форм должна обеспечивать требуемую геометрическую форму и размеры изделий, простоту и удобство сборки и разборки, чистки и смазки, плотность соединений отдельных элементов, особенно в процессе формования изделий на виброплощадках или другом вибрационном оборудовании, неизменяемость размеров в процессе эксплуатации.
Формы должны обладать достаточной надежностью и долговечностью. Количество оборотов стальных форм до полного износа в зависимости от их типа не должно быть меньше 1000— 1500.
Конструкция форм должна обеспечивать свободный съем готовых изделий без повреждений, надежную фиксацию закладных деталей и вкладышей в требуемых положениях, надежность захвата форм траверсами или другими подъемно-транспортными средствами; безопасность при открывании бортов (каждый борт должен опираться на упоры-ограничители).
Конструкция термоформ (или термоподдонов) должна обеспечивать герметичность паровых рубашек, равномерность прогрева поддона и бортов, свободный слив конденсата из паровых рубашек в рабочем положении форм.
По мере совершенствования конструкций зданий повышаются требования к точности сборных железобетонных изделий, а соответственно и форм.
ГОСТ 12505—67 на стальные формы для изготовления железобетонных панелей наружных стен жилых и общественных зданий допускает следующие отклонения от внутренних линейных размеров в собранных формах, мм:
Неплоскостность поддона формы не должна превышать 6 мм, непрямолинейность формующих поверхностей поддона — 2,5 мм на длине 2 м, но не более 3 мм на всей длине поддона. Непрямолинейность формующих поверхностей бортов и вкладышей не должна быть более 1,5 мм на длине 2 м, 2 мм — на длине 3,5 м и 3 мм — на длине до 7,5 м.
Общая неплоскостность опорных плит, при помощи которых форма устанавливается на стойки ямных камер, не должна превышать 2 мм, а прогиб формы длины между подъемными устройствами.
Допускаемые отклонения размеров форм для изготовления других типов железобетонных изделий принимаются в зависимости от допускаемых отклонений на эти изделия.
Как правило, допускаемые отклонения на размеры форм примерно вдвое меньше допускаемых отклонений на соответствующие размеры железобетонных изделий. Такое ужесточение допусков объясняется тем, что в процессе эксплуатации форм вследствие износа, деформаций и т. п. размеры форм нарушаются, и отклонения от размеров увеличиваются.
В формах, предназначенных для изготовления предварительно напряженных изделий с натяжением арматуры электротермическим методом, большую роль играет точность расстояния между опорными поверхностями упоров для напрягаемых стержней.
Правильная эксплуатация форм и в первую очередь своевременная очистка и смазка, применение специального инструмента и устройств для распалубливания, своевременный ремонт вышедших из строя узлов и деталей значительно повышает долговечность форм и позволяет получать изделия высокого качества;
Особое внимание следует обратить на необходимость очистки форм сразу же после формования от налипшего свежего, еще не схватившегося бетона, что исключит в дальнейшем необходимость применения ударов для очистки затвердевшего бетона и повысит долговечность форм.
Основными частями всякой формы являются поддон, бортовая оснастка, шарнирные или другие соединения для крепления бортов к поддону, узлы крепления бортов между собой (замки), устройства для захвата формы подъемно-транспортными средствами и др.
На рис. 1 показан один из поддонов для формования предварительно напряженных многопустотных панелей перекрытий.
Поддон представляет собой сваренную из швеллеров раму; рабочая поверхность поддона выполнена из листовой стали. Чтобы увеличить общую жесткость и предотвратить местные прогибы, снизу к рабочему листу и швеллерам рамы приварены ребра. Для восприятия изгибающих моментов от напряженной арматуры в нижней части поддона предусмотрены стяжки, соединяющиеся с помощью качающегося кронштейна и съемных серьги и кронштейна с напрягаемой арматурой.
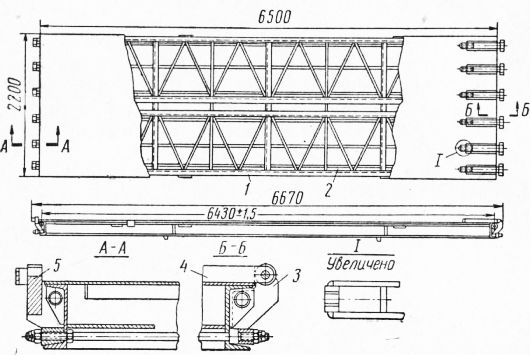
Рис. 1. Поддон:
1 — рама, 2 — стяжка, 3 — качающийся кронштейн, 4 — съемная серьга, 5 — съемный кронштейн
Благодаря этому конструкция поддона испытывает только напряжение сжатия, не подвергаясь изгибу.
По конструкции применяемые в промышленности поддоны в основном подобны друг другу, отличаются они лишь размерами применяемых профилей металла. В термоподдонах дополнительно приваривается сплошной лист снизу для образования паровой полости и вводятся элементы для равномерного распределения пара по всей полости и стока конденсата. Борта форм также выполняются сварными из листового и фасонного проката. Конструктивные решения бортов даже для одних и тех же габаритов изделий разнообразны.
В последнее время все более широкое распространение получают борта закрытого коробчатого сечения из гнутых профилей, выполненных из листового проката на заводе — изготовителе форм.
Применение гнутых профилей позволяет уменьшить вес бортов при сохранении той же жесткости, а также уменьшить количество сварных швов и соответственно деформацию от сварки, исключить почти полностью сварные швы на формующих поверхностях, зачистка которых весьма трудоемка.
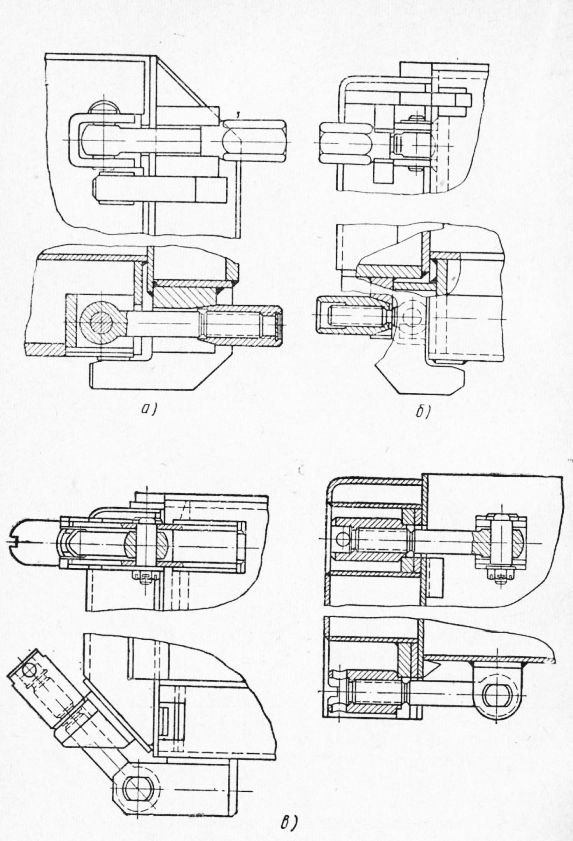
Рис. 2. Конструкция шарниров для соединения бортов с поддоном:
а — проектстальконструкции, б — унифицированный

Рис. 3. Основные типы замков для крепления бортов между собой:
а – СКТБ Главмоспромстройматериалов, б – КБ по железобетону, в – Гипростроммаша
На рис. 2 показаны основные типы шарнирных соединений, применяемых для крепления откидных бортов к поддонам.
Съемная бортоснастка крепится различного рода винтовыми устройствами, устанавливаемыми вручную, или пневматическими, гидравлическими и механическими приводными механизмами.
Важный узел форм — замковые устройства для крепления бортов друг к другу. Эти устройства должны обеспечивать надежное запирание бортов в процессе формования, когда форма подвергается воздействию вибрации, быть простыми, удобными в эксплуатации и долговечными.
На рис. 2 показаны наиболее широко применяемые конструкции замков.
Кроме вышеприведенных, находят применение и другие конструкции замков — клиновые, рычажные с пружинящей скобой, накидные с фиксирующим зубом и др.
Формы для производства бетонных изделий в Балашихе

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»

На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
Чтобы узнать, как купить форму для производства бетонного изделия в Балашихе по доступной цене, воспользуйтесь нашим сервисом. Вы найдете дешевые товары и самые выгодные предложения с описанием, фото, отзывами и адресами. Цены и магазины недорогих форм можно посмотреть в нашем онлайн интернет каталоге товаров Балашихи, а так же узнать, где продаются формы для производства бетонных изделий оптом в Балашихе. Если Вы представитель компании или магазина, добавьте свои товары бесплатно.
Формы для железобетонных изделий, техника литья
Железобетонные и бетонные конструкции формуют: вибрированием, вибрированием с пригрузкой, виброштампованием, прокаткой, прессованием, центрифугированием, вакуумированием в сочетании с вибрированием. а также кассетным и вибропрокатным способами.
Вибрирование. При изготовлении сборных железобетонных конструкций поточно-агрегатным методом бетонную смесь укладывают в стальные формы с уплотнением на виброплощадках грузоподъемностью 1—10 т. Во время вибрирования стальная форма должна быть прочно закреплена на виброплощадке и составлять с последней единую колеблющуюся систему. Закрепление форм к виброплощадкам производится механическими, электромагнитными или гидравлическими приспособлениями
Зависимость времени уплотнения бетонной смеси от амплитуды колебаний при частоте до 3000 кол/мин приведена на рис. 56.
Жесткие бетонные смеси уплотняются двойным вибрированием — сверху и снизу, внутренним вибрированием через вкладыши, вибрированием с пневмо — или другого типа пригрузкой. Пневмопригрузка может быть применена при односторонней вибрации сверху или снизу, при двухсторонней вибрации сверху и снизу и внутренней вибрации (рис. 7). Величина пневмопригрузки 100—500 г/см2. При внутренней пневмопригрузке изготовляемая конструкция покрывается прижимной плитой, резиновые баллоны надеваются на пустотообразователи (вкладыши), воздух нагнетается в пространство между пустотооб — разователем и резиновым баллоном (рис. 58) Для получения гладкой и ровной бетонной поверхности и извлечения пустотообразователей применяют верхний пригрузочный щит с величиной пригрузки 10—20 г/см2.
При стендовом способе формовки для уплотнения бетонной смеси применяют внутренние, поверхностные и наружные вибраторы. Характеристика вибраторов приведена в таблице 203.
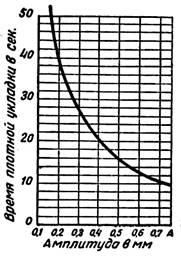
Рис. 56. График зависимости времени укладки бетонной смеси от амплитуды колебания при вибрировании с частотой около 3000 кол/мин.
Виброштампование применяют при формовании изделий, имеющих сложную форму. Оно состоит в том, что один или несколько вибровкладышей, соответствующих по своему очертанию профиля верхней поверхности изделия, выжимают бетонную смесь в промежутки между вкладышами и стенками форм (рис. 59) уплотняя ее и образуя заданный профиль. Уплотнение бетонной смеси ведется
в течение 6—10 минут. После этого поднимают прижимную раму и виброштамп. Подъем производится строго по вертикали без рывков.
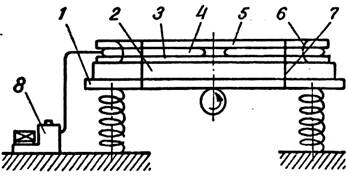
Рис. 57. Схема вибрирования с пневмопригрузкой:
1 — виброплощадка; 2 — форма с бетонной смесью; 3 — нижний пригрузочный щит; 4 — воздушная камера; 5 — верхний пригрузочный щит; 6 — транспорные цепи; 7 — цепи для натяжения; 8 — компрессор.
Виброштампование с помощью скользящих виброштампов или виброшаблонов применяется для изготовления тонкостенных железобетонных и армоцементных конструкций различного поперечного сечения. Виброштамп в этом случае представляет собой формующую стальную плиту (плоскую или криволинейного очертания) с жестко укрепленными на ней вибраторами и упруго опирающимся на нее пригрузом.
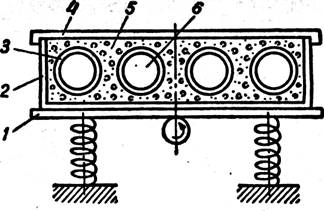
Рис. 58. Схема внутреннего вибропригруза:
1 — виброплощадка; 2 — форма; 3 — резиновый чехол; 4 — верхний прижимной щит; 5 — бетонная смесь; 6 — внутренний сердечник (пустотообразователь).
Таблица 202 — Характеристика виброплощадок
| Наименование показателей | Типы виброплощадок | ||
| СМ-475У | СМ-476 | СМ-476У | |
| Грузоподъемность в т . | 2 | 5 | 10 |
| Амплитуда колебаний в мм | 0,4-1 | 0,3—0,4 | 0,3-1 |
| Частота колебаний в кол/мин | 2890 | 2920 | 2920 |
| Количество вибраторов в шт. | 2 | 8 | 8 |
| Мощность электромотор, в квт | 10 | 28 | 40 |
| Габариты: | – | – | – |
| длина в мм | 3000 | 6200 | 6200 |
| ширина в мм | 1000 | 2400 | 2200 |
| Вес в кг | 1545 | 5725 | 5500 |
Передняя часть плиты под небольшим углом плавно отгибается вверх. Общая длина формующей плиты 50—100 см. В процессе работы скользящий виброштамп перемещается относительно формуемого изделия, придавая поверхности необходимое очертание и уплотняя бетон.
Для складчатых, волнистых и трубчатых изделий из армоцемента
но применять скользящее виброштампование плоских армоцементных листов с последующим приданием им пространственной формы методом гнутья свежеотформованных листов на сердечник соответствующего поперечного сечения.
Прессование
производится на специальной машине (рис. 60). Бетонные или железобетонные изделия изготовляются методом непрерывной формовки без форм. Поступающая в машину шнека жесткая бетонная смесь с водоцементным отношением 0,3—0,4 под давлением непрерывно выжимается через мундштук в виде бруса заданного профиля.
Центрифугирование (рис. 61). В цилиндрическую форму загружают бетонную смесь с осадкой конуса 7—10 см, после этого форму вращают. При быстром вращении бетонная смесь под действием центробежных сил равномерно распределяется по всей внутренней поверхности формы уплотняется. Этим способом можно изготовлять трубы и кольца диаметром от 200 до 1800 мм и длиной до 8—15 м% а также мачты и колонки длиною 8—15 м.
Вакуумирование. Из свежеуложенной и провибрированной бетонной смеси с помощью вакуумщитов (рис. 62) или внутреннего вакуумирования отсасывается избыточная вода и воздух. Дополнительное уплотнение бетона в процессе вакуумирования происходит вследствие разности давления в .окружающей атмосфере и зоне вакуумирования, а также развития капиллярного обжатия. Вакуумированием удаляют из бетона 10—20% воды от ее первоначального содержания. Разряжение в вакуумполости, примыкающей к бетону, равно 300—500 мм ртутного столба.
Кассетный способ. На кассетных машинх с высокой точностью и минимальными допусками изготовляют часторебристые тонкостенные панели несущих стен (перегородок) и перекрытий прямоугольного, швеллерного и двутаврового сечений и другие изделия.
Кассетная машина состоит из станины, промежуточных перегородок с гидравлической системой передвижения, днищ-поддонов и пульта управления.
Станина имеет две опорные рамы, соединенные четырьмя балками, на которые опираются катки перегородок и днищ-поддонов. Перегородки— это полые коробки из листовой стали (или из железобетона) с вертикальными плоскостями, соответствующими конструкции формуемых изделий.
Наибольшее расстояние между перегородками при их раздвижке составляет 700 мм. Днище каждой секции опирается на катки. Перегородки передвигаются при помощи клиньев, вставляемых в прорези штанги гидродомкрата.
Формование изделий ведется в следующем порядке: раздвигают перегородки кассет и смазывают их поверхности, затем устанавливают арматурные каркасы и закладные детали с фиксацией положения первых— деревянными прокладками и вторых — скреплением их специальными болтами с кассетой. После этого с применением гидромеханизма перегородки сдвигают, к удлиненным стержням каркаса прикрепляют траверсу с вибраторами (вибронасадку), ставят бортовую воронку, пускают пар и заполняют сразу все секции бетонной смесью при одновременном включении вибраторов. После заполнения кассет и уплотнения бетонной смеси на верхней грани панелей устанавливают крышки, производят распалубку последовательней раздвижкой перегородок-кассет и, наконец, готовые панели вынимают с помощью мостовых кранов и на траверсных тележках подают на стенды отделочного цеха. После проверки качества и устранения мелких дефектов панели подают на склад. Один цикл изготовления панелей может быть завершен в течение смены.
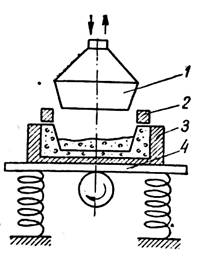
Рис 59. Схема виброштампования:
1 — виброштамп, 2 — прижимная рама; 3 — форма; 4 — виброплощадка.
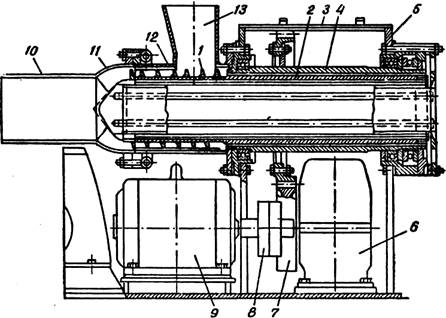
Рис. 60. Конструктивная схема машины для прессбетона: 1 — шнек, 2 сердечник, 3 — крышка корпуса; 4 — шпиндель. 5 — станина; 6 редуктор; 7 — ведущая шестерня; 8 — муфта; 9 — электромотор; 10 — мундштук; 11 — переходной конус; 12 — корпус шнека; 13 — загрузочная воронка.
Способом непрерывного вибропроката, предложенным Героем Социалистического Труда Н. Я. Козловым, изготовляют тонкостенные ребристые и плоские детали длиной до 14 ж, шириной до 3,4 м Изготовление изделий производится из мелкозернистых бетонных смесей марки 300—350 состава 1:2 — 1 : 2,5 при водоцементном отношении 0,28—0,32 с расходом цемента 600—650 кг/м3. Для сокращения расхода цемента и улучшения качества изделий целесообразно применять бетон с мелким (до 10 мм) щебнем и крупные пески.
Оборудование включает агрегат для приготовления бетонной смеси, вибропрокатный стан, обгонный рольганг, кантователь и сборочный стенд (рис. 63)
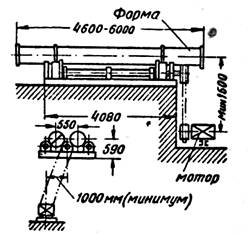
Рис. 61. Станок для изготовления труб центробежным способом.
Изделия изготовляются непрерывно. Дозирование — по объему посредством ленточных питателей, предварительное перемешивание и подогрев смеси производятся в ? шнеке с паровой рубашкой. Из шнека шихта поступает в лопастную мешалку непрерывного действия с вибратором, из растворомешалки — на непрерывно движущуюся формующую ленту стана. На формующей бесконечной металлической ленте производят все основные технологические операции. Эта лента состоит из 12 кессонообразователей и 13 поддерживающих цепей, надетых на шкивы. В приемную секцию ленты укладывается арматурный каркас в проемы между кессонами. В местах расположения дверных и оконных проемов укладываются шаблоны. Разделение смежных панелей производят брусками, закладываемыми на всю ширину ленты.
Бетонная смесь поступает на ленту с помощью шнекового укладчика, разравнивается виброножом. 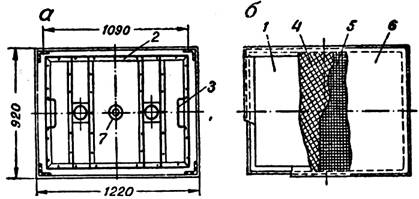
Рис. 62. Переносный вакуум-щит:
а — вид сверху; б — вид снизу; 1 —фанерный щит; 2 — стальная рамка; 3 — петли для переноса щига; 4 — верхняя сетка редкая; 5 — нижняя сетка частая; 6 — фильтровальная ткань; 7 — фланец.
Укладка бетонной смеси в ребра и ее уплотнение производится вибробрусом, расположенным под формовочной лентой По ходу движения ленты уплотненная бетонная смесь попадает под фрез для зачистки и выравнивания, а затем под калибровочную секцию стана. Далее отформованная скорлупа попадает в зону ускоренной термической обработки, где она закрывается движущейся бесконечной резиновой лентой длиною 50 м, скорость движения которой равна скорости движения формующей ленты. На этом промежутке изделия полностью герметизируются. Острый пар подается в пространстве между формующей лентой и опорными плитами стана. Через 30 мин после начала прогрева в бетоне устанавливается температура 92—98°. За 2 часа термообработки бетон набирает прочность до 150 кг/см2. Автоматическая распалубка достигается последовательным отрывом сегментов формующей ленты от отформованной скорлупы при повороте ленты и передаче изделия на обгонный рольганг. Последний имеет 2 скорости: первую, равную скорости стана 20—25 м/час, и вторую — 900 м/час. 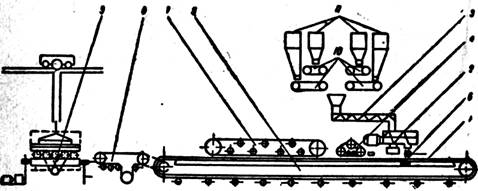
Рис. 63. Схема производства железобетонных ребристых панелей методом непрерывного зибропроката:
1 — приемная секция; 2 — бетономешалка непрерывного действия; 3 — шнек предварительного перемешивания; 4 — калибрующая секция; 5 — прокатный стан; б — вибробрус; 7 — накрывная лента над зоной термообработки; 8 — обгонный рольганг; 9 — кантователь; 10 — питатели-дозаторы; 11 — расходные бункеры компонентов бетонной смеси.
Вторая скорость включается после того, как задняя кромка отформованной скорлупы отделяется от формующей ленты. С обгонного рольганга скорлупа подается на кантователь, который приводит изделие в положение, близкое к вертикальному. Далее мостовой кран снимает изделие и передает его на склад готовой продукции или на дальнейшую технологическую обработку. Преимущества вибропрокатного способа: универсальность выпускаемой продукции; изготовление крупноразмерных панелей, обеспечивающих минимальное количество швов в стенах при весе элементов, не превышающем 5 т; применение весьма жестких бетонных смесей и сверхускоренной термической обработки их; высокое качество продукции и минимальные допуски; полная механизация и автоматизация всех этапов технологического процесса; малые удельная металлоемкость, удельные капиталовложения, трудоемкость и себестоимость продукции:
Характеристика вибропрокатного стана БПС-4:
| Рабочая скорость движения формующей ленты | 25—30 м/час; |
| Наибольшие размеры изделий: длина | – |
| ширина | – |
| толщина | от 10 до 200 мм |
| Длительность термообработки | – |
| Общая мощность двигателей | 70 квт |
| Габариты: | 91 60 л |
| ширина (без дозировочных и транспортных устройств) | 4,66 м |
| высота от уровня пола (без дозировочных устройств) | 3,835 м |
| Вес металлических частей | – |
| Производительность стана при ширине изделий 3 м | 60 м 2 /час |
| Количество обслуживающих рабочих в смену | 6 человек |
Таблица 204 — Ориентировочные технико-экономические показатели производства железобетонных изделий различными способами формовки
Формы для колец ЖБИ по ГОСТ 8020-90. Формы для колодезных колец.

| Разделы | |
|---|---|
| Формы для колец ЖБИ | |
| Кольца колодезные — их типы и конструкции | |
| Цены на формы для бетонных колец | |
| Документация на изготовление железобетонных колец — ГОСТ 8020-90 | |
| Видео работы формы для колодезных колец | |
| Бетонные кольца для колодца (цена) | |
| Формы для ФБС | |
| Фундаментные блоки. Блоки ФБС (цена). | |
| Формы для ступеней из бетона ЛС | |
| Формы для дорожных плит | |
| Формы для перемычек | |
| Виброплощадка | |
| Вибростол | |
Форма для производства бетонных колец (железобетонных колец) — ГОСТ 8020-90
Малый бизнес производства железобетонных колец
Мы предлагаем формы для колец ЖБИ в соответствии с требованиями стандарта — ГОСТ 8020-90
Форма для колец ЖБИ этой конструкции, подтвердила свою надежность и безупречные эксплуатационные свойства на протяжении всего срока службы. Долговечность формы для колодезных колец достигнута благодаря конструкции стенок, которая не позволяет деформироваться, и гарантирует правильную геометрию.
Формы для бетонных колец работают по принципу «песочных пирожков», что увеличивает производительность до 20 колец в смену.

Изготавливаются формы для производства железобетонных колец — из стали толщиной 5 мм., что значительно уменьшает их вес. При этом формы для изготовления колодезных колец не проигрывают ни в жесткости, ни в точности, ни в долговечности.
Формы для колодезных колец комплектуются вибраторами ИВ-99в
Цены на формы для колодезных колец
41 000
(2 вибратора)
50 000
(2 вибратора)
50 000
(2 вибратора)
52 000
(2 вибратора)
58 000
(2 вибратора)
68 000
(3 вибратора)
71 000
(3 вибратора)
78 000
(3 вибратора)
87 000
(3 вибратора)
94 000
(3 вибратора)
Универсальные формы для колодезных колец позволяют одновременно формовать два типоразмера КС 10.9 и КС 15.9
Цена универсальной формы для бетонных колец одновременной формовки двух типоразмеров КС 10.9 и КС 15.9 — 142 000 руб.
(в комплекте 4 вибратора ИВ-99в)
Вес формы 1200 кг.
Универсальные формы для крышек и днищ колодцев
Цена на универсальные формы для крышек и днищ колодцев со съемным пустотообразователем
ПК 10У — 22 000 руб.
ПК 15У — 25 000 руб.
ПК 20У — 28 000 руб.
(в комплекте 1 вибратор ИВ-99в)
Цены на формы для крышек и днищ без вибраторов:
ПК 10У — 18 000 руб.
ПК 15У — 20 000 руб.
ПК 20У — 23 000 руб.
ЖБ кольца, выпущенные при помощи форм для изготовления колец, соответствуют ГОСТ 8020-90(КОНСТРУКЦИИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ДЛЯ КОЛОДЦЕВ КАНАЛИЗАЦИОННЫХ, ВОДОПРОВОДНЫХ И ГАЗОПРОВОДНЫХ СЕТЕЙ) это стандарт применяется для колец, из тяжелого бетона и предназначен для устройства колодцев, канализационных трубопроводов и газопроводных сетей.

