
48 Вертикально-сверлильный станок с чпу модели 2р135ф2
2Р135Ф2 станок вертикально-сверлильный с ЧПУ
Описание, характеристики, схемы

Сведения о производителе вертикально-сверлильного станка 2Р135Ф2
Изготовитель сверлильных станков моделей 2Р135Ф2, 2Р118Ф2, 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого — сверлильные и хонинговальные станки, токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
- 2135 — станок вертикально-сверлильный универсальный Ø 35
- 2А125 — станок вертикально-сверлильный универсальный Ø 25
- 2А135 — станок вертикально-сверлильный универсальный Ø 35
- 2А150 — станок вертикально-сверлильный универсальный Ø 50
- 2Г175 — станок вертикально-сверлильный универсальный Ø 75
- 2Н125 — станок вертикально-сверлильный универсальный Ø 25
- 2Н135 — станок вертикально-сверлильный универсальный Ø 35
- 2Н150 — станок вертикально-сверлильный универсальный Ø 50
- 2Р135Ф2 — станок вертикально-сверлильный с ЧПУ Ø 35
- 2С125, 2С125-1 (2с125-01), 2С125-04 — станок вертикально-сверлильный универсальный Ø 25
- 2С132, 2С132К — станок вертикально-сверлильный универсальный Ø 32
- 2С150ПМФ4 — станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 500 х 1000
- 400V — станок сверлильно-фрезерно-расточной вертикальный с ЧПУ и АСИ 400 х 900
- СФ-16, СФ-16-02, СФ-16-05 — станок фрезерно-сверлильный настольный Ø 16
2Р135Ф2 станок вертикально-сверлильный с ЧПУ. Назначение и область применения
Вертикальный сверлильный станок с шестишпиндельной револьверной головкой, с крестовым столом и числовым программным управлением (ЧПУ) предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы и фрезерования в мелкосерийном и серийном производстве различных отраслей промышленности.
Сверлильный станок 2Р135Ф2 применяют при обработке корпусных деталей и деталей типа «фланец», «крышка», «плита», «рычаг», «кронштейн».
Электросхема и ЧПУ позволяют осуществить на станке следующие тнхнологические операции:
- Сверление;
- Подрезка торца (цекование);
- Расточка;
- Нарезание резьб;
- Глубокое сверление;
- Фрезерование.
Принцип работы и особенности конструкции станка
Наличие на станке шестишпиндельной револьверной головки для автоматической смены инструмента, крестового стола с программным управлением позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей без предварительной разметки и применения кондукторов.
Вертикально-сверлильный станок 2Р135Ф2 имеет большие диапазоны частоты вращения шпинделя и подач, которые полностью обеспечивают выбор нормативных режимов резания при обработке различных конструкционных материалов.
Станки обеспечивают точность межосевых расстояний обрабатываемых отверстий до 0,10—0,15 мм и могут работать в автоматическом цикле (в этом режиме выполняется многооперационная обработка деталей с большим числом отверстий).
Конструкция станка 2Р135Ф2. На основании станка смонтирована колонна, по прямоугольным вертикальным направляющим которой перемещается шпиндельная бабка (суппорт), несущий револьверную головку. На колонне жестко смонтированы коробка скоростей и редуктора подач. Крестовый стол имеет основание, по которому перемещаются в поперечном направлении салазки, несущие собственно стол. Последний в свою очередь может перемещаться в продольном направлении по направляющим салазок. Перемещение салазок и стола осуществляют от редукторов.
Система числового программного управления. Станок модели 2Р135Ф2 оснащен устройством числового программного управления «Координата С70-3«, станок модели 2Р135Ф2-1 устройством ЧПУ 2П32-3, которые обеспечивают одновременное перемещение стола по осям X и У при позиционировании управления перемещением по оси (от координаты), дает возможность управлять поворотом револьверной головки, выбирать величину рабочей подачи и частоты вращения шпинделя. Устройство имеет цифровую индикацию, предусмотрен ввод коррекций на длину инструмента.
Позиционная прямоугольная система ЧПУ замкнутая, в качестве измерительного используют кодовые преобразователи. Точность позиционирования стола и суппорта составляет 0,05 мм, дискретность программирования и цифровой индикации равна 0,05 мм. Число управляемых координат: всего — три; одновременно — две.
Проектная организация — Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС) и Стерлитамакский станкостроительный завод им. В. И. Ленина.
Станок принят к серийному производству в 1979 г.
Класс точности станка — Н по ГОСТ 8—77. Категория качества — высшая.
Габарит рабочего пространства сверлильного станка 2Р135Ф2

Габаритные размеры рабочего пространства станка 2р135ф2
Общий вид сверлильного станка 2Р135Ф2

Фото вертикально-сверлильного станка с ЧПУ 2р135ф2
Вертикально-сверлильный станок 2р135ф2
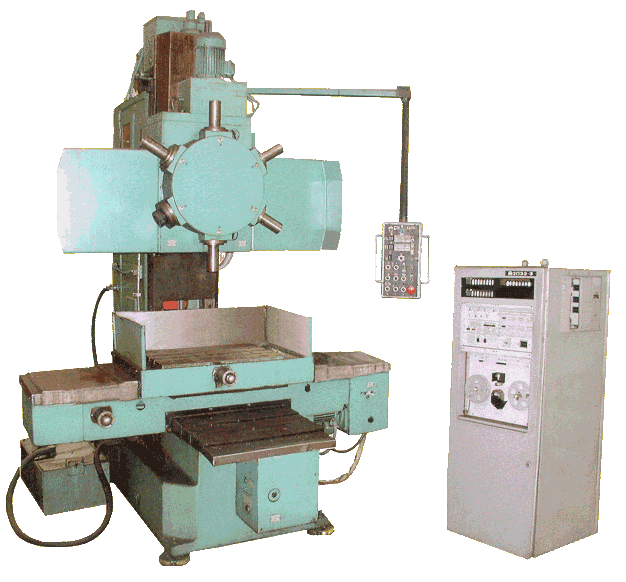
Рисунок 28- Общий вид и рабочая зона вертикально-сверлильного станка
Вертикально-сверлильные станки предназначены для сверления, рассверливания, зенкования, развертывания и нарезания резьбы в деталях типа крышек, фланцев, панелей и т.п. без предварительной разметки и без применения кондукторов.
Крестовый стол работает автоматически по набранной программе. Цикл перемещения шпинделя автоматизирован. Станки могут быть использованы в мелкосерийном и серийном производстве.
Станок мод. 2Р135Ф2 оснащен крестовым столом и шестипозиционной револьверной головкой, которые значительно расширяют его технологические возможности и позволяют успешно эксплуатировать в единичном, мелкосерийном и серийном производстве деталей.
Технические характеристики:
Диаметр сверления наибольший, мм
Диаметр нарезаемых резьб наибольший, мм
Ход сверлильной головки, мм
Размеры стола, ШхД, мм
Диапазон частоты вращения шпинделя, об/мин
Диапазон подач шпинделя, мм/мин
Размеры конуса шпинделя (Морзе)
Быстрый отвод и подвод стола, мм/мин
Число управляемых осей координат (всего/ одновременно)
Мощность привода подачи по осям координат, X/Y/Z, кВт:
Расстояние от торца шпинделя до стола наибольшее, мм
Число ступеней подач по осям координат X, У, Z
Наибольшая длина перемещения по осям координат, X/Y/Z, мм:
Дискретность отсчета по осям координат X’, Y’, Z’, мм
Число скоростей привода главного движения (общая/по программе)
Цифровая индикация Положения, №кадра, №инструмента СЧПУ
Позиционная прямоугольная, типа «Координата С70-3»
Класс точности станка
Мощность электродвигателя привода главного движения, кВт
Габаритные размеры станка, ДхШхВ, мм
Масса станка, кг
Шлифовальный станок модели 100cn

Рисунок 29 — Шлифовальный станок модели 100 CNC

Рисунок 30 — Шлифовальный станок модели 100 CNC (без ограждения)

Рисунок 31 — Зона обработки на станке мод. 100 CNC с устройством автоматической загрузки/разгрузки
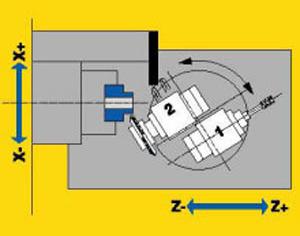
Рисунок 32- Схема обработки с использованием револьверной головки с двумя шлифовальными шпинделями
Шлифовальный станок мод. 100 CNC предназначен для обработки деталей малого размера большими партиями.
Станок оснащен одним или двумя шпинделями (с параллельными осями). Поставляется только с устройствами автоматической загрузки/разгрузки.
Станок вертикально-сверлильный с револьверной головкой 2Р135Ф2-1

Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы, легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства. Револьверная головка с автоматической сменой инструмента и крестовый стол с программным управлением позволяют выполнять координатную обработку деталей типа крышек, фланцев, планок и т.д. без предварительной разметки и применения кондукторов.
Техническая характеристика
Класс точности станка по ГОСТ
Диаметр сверления, мм
Размеры рабочей поверхности стола, мм
Пределы рабочих подач по оси, мм/мин
Пределы частоты вращения шпинделя, мин -1
Скорость быстрого хода стола и салазок, мм/мин
Скорость быстрого перемещения суппорта, мм/мин
Число инструментов в револьверной головке
Наибольший крутящий момент на шпинделе, Нм
Мощность двигателя, кВт
Габариты станка (Длинна Ширина Высота), мм
Станок вертикально-сверлильный с ЧПУ с инструментальным
магазином 2С150ПМФ4

Техническая характеристика
Размеры рабочей поверхности, мм
Перемещение стола, мм:
Расстояние от шпинделя до рабочей поверхности
Допустимая нагрузка на стол, Н
Наибольший диаметр сверления в стали, мм
Частота вращения шпинделя, мин -1
Отверстие в конусе шпинделя
Ускоренное перемещение, мм/мин
Диаметр инструмента загруженного в магазин, мм:
без пропуска гнезд
с пропуском гнезд
Мощность главного привода, кВт
Количество гнезд в магазине, шт
Точность линейного позиционирования стола и
шпиндельной головки, мм
 Горизонтально – сверлильный станок ВМ 501ПМФ4
Горизонтально – сверлильный станок ВМ 501ПМФ4
Техническая характеристика
Класс точности станка по ГОСТ
Диаметр рабочей поверхности стола, мм
Расстояния между Т-образными пазами, мм
Ширина среднего Т-образного паза, мм
Ширина остальных Т-образных пазов, мм
Макс. программируемые перемещения, мм:
Продольное (ось координат Х)
Поперечное (ось координат Z)
Вертикальное (ось координат У)
Наименьшее расстояние от оси шпинделя до
рабочей поверхности стола, мм
Максимальное расстояние от оси шпинделя до
рабочей поверхности стола, мм
Наименьшее расстояние от торца шпинделя до оси
круглого стола, мм
Макс. расстояние от торца шпинделя до круглого
Макс. расстояние от оси шпинделя до круглого
Расстояние от торца инструмента в нулевом положении
до оси круглого стола, мм
Расстояние от оси шпинделя до оси круглого стола в
нулевом положении, мм
Количество частот вращения шпинделя
Количество инструментов в магазине
Макс. диаметр инструмента, мм
Макс. вылет инструмента от торца шпинделя, мм
Масса (без приставного оборудования), кг
Масса с приставными устройствами, кг
| Вертикальной сверлильной станок с ЧПУ выполняет все операции по сверлению, снятию фасок, развертыванию, зенкованию и нарезанию резьбы. Станок обладает высокой надежностью и устойчивостью. Он оборудован высокоточными направляющими обеспечивающими высокую скорость перемещения и точность позиционирования. 3 оси раздельно контролируются сервомотором и ЧПУ. Станок прост в программировании , эксплуатации и обслуживании. Станок подходит |
Вертикальные сверлильные станки с ЧПУ ZК5150

к применению в машиностроении для обработки средних и малых деталей, типа корпусов, крышек, фланцев, планок, плит и т.
Технические характеристики
Сверлильные станки с ЧПУ серии GDC
| Данная серия станков относится к станкам портального типа, две стойки которых соединяются фиксированной перекладиной. Три оси оборудованы точными шариковыми винтовыми парами, обеспечивающими плавное перемещение и высокую точность. Шпиндельный узел обладает высокой жесткостью и точностью. |

Технические характеристики
4. Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ предназначены для обработки плоских и пространственных поверхностей заготовок сложной формы. Конструкции фрезерных станков с ЧПУ аналогичны конструкциям традиционных фрезерных станков, отличие от последних заключается в автоматизации перемещений по УП при формообразовании.
В основе классификации фрезерных станков с ЧПУ лежат следующие признаки:
• расположение шпинделя (горизонтальное вертикальное);
• число координатных перемещений стола или фрезерной бабки;
• число используемых инструментов (одноинструментные и многоинструментные);
• способ установки инструментов в шпиндель станка (вручную или автоматически).
По компоновке фрезерные станки с ЧПУ делят на четыре группы:
 • вертикально-фрезерные с крестовым столом(652ОФ3,МА655Ф3 и др.);
• вертикально-фрезерные с крестовым столом(652ОФ3,МА655Ф3 и др.);
• консольно-фрезерные (6Р13Ф3, 6Р13РФ3 и др.);
• продольно-фрезерные (6М610Ф3-1 и др.);
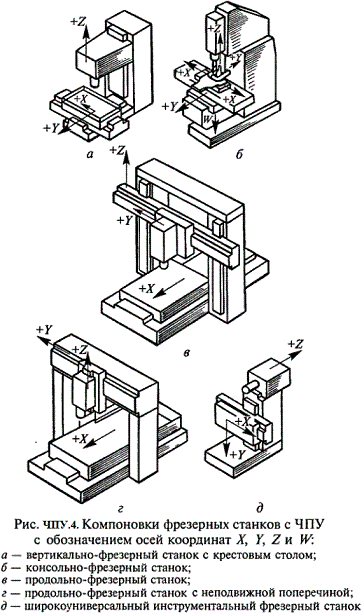
В вертикально-фрезер-ных станках с крестовым столом (рисунок , а) стол перемещается в продольном (ось X) и поперечном (ось Y) горизонтальном направлениях, а фрезерная бабка — в вертикальном направлении (ось Z).
Рис. 3. Компоновка фрезерных станков с ЧПУ с обозначением осей координат Х,У, Z и W (а – вертикально-фрезерный станок с крестовым столом; б – консольно-фрезерный станок; в – продольно-фрезерный станок; г – продольно-фрезерный станок с неподвижной поперечиной; д – широкоуниверсальный фрезерный станок)
В консольно-фрезерных станках (рис. 3,б) стол перемещается по трем координатным осям (X,Y и Z), а бабка неподвижна. В продольно-фрезерных станках с подвижной поперечиной (рис.ЧПУ.4, в) стол перемещается по оси X, шпиндельная бабка — по оси Y, а поперечина — по оси Z. В продольно-фрезерных станках с неподвижной поперечиной (рис.3, г) стол перемещается по оси X, а шпиндельная бабка — по осям Y и Z.
В широкоуниверсальных инструментальных фрезерных станках (рис.3, д) стол перемещается по осям X и Y, а шпиндельная бабка — по оси Z.
 Станок вертикально-фрезерный 400V
Станок вертикально-фрезерный 400V
Станок модели 400V предназначен для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станки выполняют операции сверления, прямолинейного, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д.
Техническая характеристика
| Параметр | Значение |
| Размеры рабочей поверхности стола, мм | 900 х 400 |
| Наибольшие программируемые перемещения: | |
| -продольное перемещение (X), мм | 560 |
| -поперечное перемещение (Y), мм | 400 |
| -вертикальное перемещение (Z), мм | 460 |
| Скорость быстрого перемещения по осям: | |
| X, Y, м/мин | 30 |
| Z , м/мин | 25 |
| Точность позиционирования по осям X, Y, Z, мм | ± 0.005 |
| Конус конца шпинделя с конусностью 7:24 | 40 |
| Пределы частоты вращения шпинделя, мин -1 | 80. 8000 |
| Наибольший крутящий момент на шпинделе, Нм с двигателем от 4 до 7,5 кВт | 35. 60 |
| Мощность главного привода, кВт | 4. 7,5 |
| Время смены инструмента (от инструмента до инструмента), сек | 2.5 |
| Габаритные размеры, м | 2,33х2,62х2,64 |
| Масса станка, кг | 4500 |
Станок фрезерно-расточной 450 V с ЧПУ

Станок модели 450V предназначен для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станок выполняет операции сверления, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д. Он имеет два стационарных стола, которые крепятся на неподвижной сварной станине и 3 координаты:
-ось Х — продольное перемещение салазок по направляющим станины;
— ось Y — поперечное перемещение колонны верхней по направляющим салазок;
— ось Z — вертикальное перемещение шпиндельной бабки по направляющим колонны.
Перемещение по всем трем осям осуществляется с помощью шариковых винтовых пар. Станок оснащен ограждением зоны резания с раздвижными на линейных направляющих качения дверями и стружкоуборочным транспортером.
Техническая характеристика
| Параметр | Значение |
| Размеры рабочей поверхности стола, мм | 2150 х 500 |
| Наибольшие программируемые перемещения: | |
| -продольное перемещение (X), мм | 2×1000;2000 |
| -поперечное перемещение (Y), мм | 400 |
| -вертикальное перемещение (Z), мм | 460 |
| Скорость быстрого перемещения по всем осям, м/мин | 25. 30 |
| Диапазон рабочих подач по координатам, мм/мин | 1 …15000 |
| Точность позиционирования по осям X, Y, Z, мм | ± 0,010 |
| Конус конца шпинделя с конусностью 7:24 | 40 |
| Пределы частоты вращения шпинделя, мин -1 | 80..8000 |
| Наибольший крутящий момент, Нм | 35…60 |
| Емкость инструментального магазина, шт. | 24 |
| Время смены инструмента, сек. | 12 |
| Мощность главного привода, кВт | 4. 7,5 |
| Количество инструментов, шт. | 20, 40 и более |
| Габаритные размеры, мм | 4010х3460х3110 |
| Масса станка, кг | 9500 |
 Станки фрезерно-расточные с ЧПУ 600V, 800 V
Станки фрезерно-расточные с ЧПУ 600V, 800 V
Станки предназначены для комплексной обработки деталей из различных материалов в условиях мелкосерийного и серийного производства. Станок выполняет операции сверления, прямолинейного, контурного и объемного фрезерования, растачивания, нарезания резьбы и т.д.
Техническая характеристика
Станки вертикально-фрезерные ГФ2171, ГФ4471, 6Т13Ф3
 Станки предназначены для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов, а также других материалов. Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий.
Станки предназначены для многооперационной обработки деталей сложной конфигурации из стали, чугуна, цветных и легких металлов, а также других материалов. Наряду с фрезерными операциями на станках можно производить точное сверление, растачивание, зенкерование и развертывание отверстий.
Большая мощность привода главного движения, широкий диапазон подач и частот вращения шпинделя, высокая жесткость конструкции станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки оснащены трехкоординатным устройством ЧПУ и следящими
регулируемыми электроприводами подач, что позволяет производить обработку сложных криволинейных поверхностей.
2Р135Ф2 характеристики станка
2Р135Ф2 — Станок вертикально-сверлильный с револьверной головкой

Технические характеристики:
Станки модели 2р135ф2 предназначены для выполнения следующих операций: сверления, зенкерования, рассверливания, зенкования, развертывания, нарезания резьбы, легкого прямолинейного фрезерования.
Наибольший диаметр сверления в стали 45 ГОСТ 1050- 74, мм 35
Размеры конуса шпинделя по СТ СЭВ 147-75 Морзе 4
Размеры конуса шпинделя для фрезерования Конус 7:24
Наибольшая ширина фрезерования, мм 60
Наибольшая ширина фрезерования, мм 2
Наибольший ход шпинделя, мм 250
Расстояние от торца шпинделя, мм: до стола 600
Наибольшие (установочное) перемещение сверлильной головки, мм 170
Рабочая поверхность стола, мм 400х710
Наибольший ход стола, мм 630
Количество скоростей шпинделя 12
Количество подач 9
Пределы подач, мм/об 0,1-1,6
Наибольшая высота заготовки, кг 300
Габарит станка: длина, ширина, высота, мм 1860х2400х2700
Масса станка, кг 4700
Характеристики станков
- токарные станки
- сверлильные станки
- расточные станки
- шлифовальные станки
- заточные станки
- электро станки
- зубообрабатывающие станки
- резьбообрабатывающие станки
- фрезерные станки
- строгальные станки
- долбежные станки
- протяжные станки
- отрезные станки
- прочее оборудование
Характеристики КПО
- прессы механические
- прессы гидравлические
- машины гибочные и правильные
- машины и вальцы ковочные
- ножницы
- автоматы кузнечно-прессовые
- молоты
- комплексы оборудования на базе кузнечно-прессовых машин
- автоматические производственные линии
- устройства механизации и автоматизации к кузнечно-прессовому оборудованию
- Разное кузнечно прессовое оборудование
Характеристики импортного оборудования
- Токарные станки
- Сверлильные станки
- Расточные станки
- Шлифовальные станки
- Заточные станки
- Электроэррозионные станки
- Зубообрабатывающие станки
- Фрезерные станки
- Кузнечно-прессовое оборудование
- Прочее оборудование
- Трубообрабатывающие станки
- Ленточнопильные станки
- Обрабатывающие центры
- Хонинговальные станки
Характеристики Электротехнического оборудования
- Аппараты высокого напряжения (свыше 1000 В)
- Аппараты низкого напряжения
- Изделия порошковой металлургии
- Кабельные изделия
- Комплексные устройства управления электроприводами. Электропривод
- Комплектные устройства управления, распределения электрической энергии и защиты на напряжение до 1000 В
- Медицинская техника
- Оборудование насосное (насосы, агрегаты и установки насосные)
- Оборудование для кондиционирования воздуха и вентиляции
- Полупроводниковые приборы и преобразователи на их основе
- Приборы и средства автоматизации общепромышленного назначения
- Светотехнические изделия
- Силовые конденсаторы и конденсаторные установки
- Технологическое оборудование
- Трансформаторы (автотрансформаторы). Комплектные трансформаторные подстанции. Реакторы
- Тяговое и крановое электрооборудование
- Ультразвуковое оборудование
- Химические и физические источники тока
- Электрические машины
- Электроизоляционные материалы
- Электрокерамические изделия, изоляторы
- Электросварочное оборудование
- Электротермическое оборудование
- Электроугольные изделия
Характеристики насосного оборудования
- Вакуумные насосы
- Дренажные, песковые, шламовые насосы
- Насосные станции, установки и мотопомпы
- Насосы для бочек
- Насосы для воды
- Насосы для скважин и колодцев
- Насосы для топлива
- Насосы химические и для агрессивных сред
- Фекальные насосы
- Прочие поверхностные насосы
- Прочие погружные насосы
- Прочие самовсасывающие и циркуляционные насосы
- Прочие насосы
Марки стали и сплавов
- Черные металлы, стали, чугун
- Цветные металлы и сплавы
- Прочие стали и сплавы
- Зарубежные аналоги
Прочее оборудование
- Холодильное оборудование
Новости
10.02.19 — Добавлены характеристики на холодильное оборудование
01.11.17 — Добавлены характеристики на насосное оборудование
16.02.17 — Обновлены характеристики на пресс КА4537
Делитесь информацией
Не нашли на портале характеристики на нужное вам оборудование?
Отправьте нам модель отсутствующего у нас оборудования, и мы Вас оповестим, как только добавим характеристики этого оборудования на сайт.
48 Вертикально-сверлильный станок с чпу модели 2р135ф2
Вертикально-сверлильный станок с чпу модели 2р135ф2
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы, легкого прямолинейного фрезерования деталей из чугуна, стали и цветных металлов в условиях мелкосерийного и серийного производства. Наибольший диаметр обрабатываемых деталей Dmax = 35 мм. Револьверная головка с автоматической сменой инструмента и крестовый стол с программным управлением позволяют производить координатную обработку деталей типа крышек, фланцев и т.д. без предварительной разметки и применения кондукторов. Оснащен прямоугольной позиционной системой ЧПУ. Программоноситель — перфолента. Класс точности станка П.
Основные узлы. На основании А установлена колонна В, по вертикальным направляющим которой перемещается суппорт Г с револьверной головкой Д. На колонне закреплены коробка скоростей, передающая главное движение шпинделю, и коробка подач суппорта Г. Крестовый суппорт Б, состоящий из стола и салазок, совершает два взаимноперпендикулярных движения подачи от редукторов Е.
Главное движение — вращение шпинделя с инструментом.
Вертикальная подача (Z) — перемещение суппорта по направляющим стойки.
Поперечная подача (Y / ) — перемещение салазок по направляющим станины.
Продольная подача (Х / ) — перемещение стола по направляющим салазок.
Вспомогательные движения — ускоренное перемещение суппорта, периодический поворот РГ, точные ускоренные перемещения стола и салазок (движение позиционирования).
УКБ главного движения

АКС — обеспечивает по программе 12 скоростей за счет различных сочетаний включения электромагнитных муфт.
Движение подач обеспечивается при помощи отдельных асинхронных двигателей через АКС с фрикционными муфтами.
М2 — вертикальная подача
М4 — поперечная подача
М5 — продольная подача
Точность перемещения обеспечивается ДОС.
УКБ поворота РГ
УКБ выпресовки инструмента
УКБ смазывания револьверного суппорта
48 Вертикально-сверлильный станок с чпу модели 2р135ф2
Шпиндели VMX предназначены для использования со стандартным преобразователями мощностью 14 кВА.
Шпиндель VMX 06 предназначен для шлифования плоских торцов или для круглого наружного шлифования плоским кругом диаметром 250 мм.
Другие более мощные шлифовальные шпиндели могут быть поставлены в соответствии с запросом.
Сверлильный станок с чпу 2р135ф2
Вертикально-сверлильный станок 2р135ф2

Рисунок 28- Общий вид и рабочая зона вертикально-сверлильного станка
Вертикально-сверлильные станки предназначены для сверления, рассверливания, зенкования, развертывания и нарезания резьбы в деталях типа крышек, фланцев, панелей и т.п. без предварительной разметки и без применения кондукторов.
Крестовый стол работает автоматически по набранной программе. Цикл перемещения шпинделя автоматизирован. Станки могут быть использованы в мелкосерийном и серийном производстве.
Станок мод. 2Р135Ф2 оснащен крестовым столом и шестипозиционной револьверной головкой, которые значительно расширяют его технологические возможности и позволяют успешно эксплуатировать в единичном, мелкосерийном и серийном производстве деталей.
Если Вам необходимо купить Станок вертикально-сверлильный с револьверной головкой 2Р135Ф2-1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-сверлильный с револьверной головкой 2Р135Ф2-1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Станок вертикально-сверлильный с револьверной головкой 2Р135Ф2
Если Вам необходимо купить Станок вертикально-сверлильный с револьверной головкой 2Р135Ф2 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-сверлильный с револьверной головкой 2Р135Ф2 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Станок 2Р135Ф2-1. Станок 6Р13РФ3. Назначение, параметры, функциональность
Станок 2Р135Ф2-1 предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового фрезерования, деталей в условиях мелкосерийного и среднесерийного производства. Наличие на станке шестипозиционной револьверной головки для автоматической смены режущего инструмента и крестового стола позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других деталей без предварительной разметки и без применения кондукторов.
Станок 2Р135Ф2-1 имеет следующие технические данные:
— наибольший диаметр сверления мм,…………………………………..35
-наибольший диаметр нарезаемой резьбы мм,……………………… .М24
— число частот вращения шпинделя:
— частота вращения шпинделя об/мин,………………………. ..31,5 – 1400
— рабочая подача по оси Z мм/мин, …………………………………10 – 500
-скорость быстрого перемещения по осям X ; Y мм/мин,…………….3800 по оси Z ………………………….3850
-рабочая поверхность стола мм, …………………………………..400×630
Станок оснащен устройством числового программного управления типа «Координата С70-3», с числом управляемых координат-3; одновременное управление может осуществляться при позиционировании по двум координатам X и Y; задание размеров в программе в абсолютных координатах. В качестве программоносителя применяют восьмидорожковую перфоленту шириной 25,4 мм. Кодирование по ISO – 7 bit. Дискретность перемещений – 0,01 мм.
Станок снабжен резьбонарезной головкой служащей для нарезания резьбы машинным метчиком. Резьбонарезная головка может быть установлена в любую позицию револьверной головки. При нарезании резьбы используется копир, винт – гайку с шагами 1,0; 1,25; 1,5; 1,75; 2,0; 3,0 мм, набор сменных цанг для закрепления метчиков, переходные квадраты.
Движениями в станке являются:
— главное движение. Это движение осуществляет рабочий шпиндель станка с режущим инструментом;
— вертикальная подача суппорта с револьверной головкой;
— поворот револьверной головки;
— выпрессовка инструмента из шпинделей револьверной головки;
На рисунке показано посадочное место станка для сопряжения с установочными элементами приспособления.

Рисунок 1 – Посадочное место стола станка 2Р135Ф2-1

Рисунок — Вертикально-сверлильный станок с ЧПУ модели 2Р135Ф2-1
Станок 692А
Для выполнения технологической операции назначается шпоночно-фрезерный специализированный станок модели 692А.
Станок 692А имеет следующие технические данные:
-размеры рабочей поверхности стола, мм …………………..160Х630
-наибольшие перемещения стола, мм , вертикальное…………….320
-мощность главного привода, кВт…………………………………..2,2
-число скоростей главного движения………………………………..12
-внутренний конус шпинделя………………………………………7:24
 Предназначен станок для выполнения операций фрезерования плоскостей, пазов, уступов и т.п. Применяется станок в условиях мелкосерийного и серийного производства. На рисунке показано посадочное место станка, с которым сопрягается проектируемое приспособление
Предназначен станок для выполнения операций фрезерования плоскостей, пазов, уступов и т.п. Применяется станок в условиях мелкосерийного и серийного производства. На рисунке показано посадочное место станка, с которым сопрягается проектируемое приспособление
Рисунок – Посадочное место станка
Станок работает в полуавтоматическом цикле, который обеспечивает получение маятниковой подачи с периодическим вертикальным врезанием фрезы.
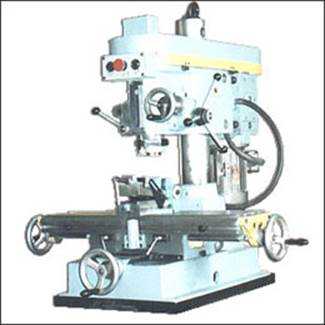
Рисунок – Шпоночно-фрезерный станок 692А

Рисунок –Схема обработки шпоночного паза маятниковой подачей
Станок 6Р13РФ3
Для фрезерования кулачков назначается вертикально-фрезерный станок с числовым программным управлением модели 6Р13РФ3 с револьверной головкой на шесть инструментов. Причиной выбора именно этого станка является то, что обработку кулачков необходимо вести двумя режущими инструментами. Сначала фрезеруют цилиндрической концевой фрезой пазы, а затем угловой специальной фрезой фрезеруют скосы. Наиболее трудоемким переходом в данном случае является переход по фрезерованию пазов концевой фрезой по которому будет расcчитан привод зажимного устройства приспособления.
Станок 6Р13РФ3 предназначен для обработки плоских и пространственных деталей сложного профиля в условиях единичного и мелкосерийного производства торцовыми и концевыми фрезами, а также сверлами, зенкерами и развертками, установленными в револьверной головке.
По управляющей программе происходит автоматический поворот
48 Вертикально-сверлильный станок с чпу модели 2р135ф2 » СтудИзба
Вертикально-сверлильный станок с чпу модели 2р135ф2
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы, легкого прямолинейного фрезерования деталей из чугуна, стали и цветных металлов в условиях мелкосерийного и серийного производства. Наибольший диаметр обрабатываемых деталей Dmax = 35 мм. Револьверная головка с автоматической сменой инструмента и крестовый стол с программным управлением позволяют производить координатную обработку деталей типа крышек, фланцев и т.д. без предварительной разметки и применения кондукторов. Оснащен прямоугольной позиционной системой ЧПУ. Программоноситель — перфолента. Класс точности станка П.
Основные узлы. На основании А установлена колонна В, по вертикальным направляющим которой перемещается суппорт Г с револьверной головкой Д. На колонне закреплены коробка скоростей, передающая главное движение шпинделю, и коробка подач суппорта Г. Крестовый суппорт Б, состоящий из стола и салазок, совершает два взаимноперпендикулярных движения подачи от редукторов Е.
Главное движение — вращение шпинделя с инструментом.
Вертикальная подача (Z) — перемещение суппорта по направляющим стойки.
Поперечная подача (Y / ) — перемещение салазок по направляющим станины.
Продольная подача (Х / ) — перемещение стола по направляющим салазок.
Вспомогательные движения — ускоренное перемещение суппорта, периодический поворот РГ, точные ускоренные перемещения стола и салазок (движение позиционирования).
УКБ главного движения
АКС — обеспечивает по программе 12 скоростей за счет различных сочетаний включения электромагнитных муфт.
Движение подач обеспечивается при помощи отдельных асинхронных двигателей через АКС с фрикционными муфтами.
М2 — вертикальная подача
М4 — поперечная подача
М5 — продольная подача
Точность перемещения обеспечивается ДОС.
УКБ поворота РГ
УКБ выпресовки инструмента
УКБ смазывания револьверного суппорта
Станок вертикально-сверлильный с револьверной головкой 2Р135Ф4
Если Вам необходимо купить Станок вертикально-сверлильный с револьверной головкой 2Р135Ф4 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-сверлильный с револьверной головкой 2Р135Ф4 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Вертикальносверлильный станок с ЧПУ 2р135ф2




![]()
![]()
![]()
![]()
Системы числового программного управления (ЧПУ) металлорежущими станками.
Системы управления работы автоматических машин (металлорежущих станков) являются комплексом механизмов и устройств служащих для сообщения рабочим органам станка действий необходимых при обработке детали на станке без участия человека.
По виду задающей информацию система управления делятся на системы:
числовым программным управлением
Задающие информации по обработке в системах снечисловым управлениям задаётся в виде физического аналога. А в системах с ЧПУ в виде комбинации чисел.
Нечисловые системы обеспечивают наименьшую автоматизацию управления Кулочки, копиры шаблоны, упоры и переключатели задают режим обработки
Примером использования нечисловой системы управления являются гидрокопировальные станки.
В этих станках движение режущего инструмента осуществляется по копиру за счёт гидроцилиндра.
Гидрокопировальные станки с нечисловым программным управлением рационально использовать при обработке конических и сферических поверхностей в массовом производстве.
Недостатками их использования являются:
1. Для каждой детали нужен свой копир.
2. При износе канавки копира увеличивается погрешность изготовления детали.
3. При изготовлении детали с канавками требуется несколько копиров и гидроцилиндров.
Системы числового программного управления металлорежущими станками.
В металлорежущих станках с числовым программным обеспечением управление станком осуществляется по заданной программе
Особенности станков с ЧПУ:
1. Применяют в крупносерийном и массовом производствах;
2. Высокая частота вращения шпинделя (до 3000 об/мин);
3. Высокая скорость перемещения рабочих органов;
4. Бесступенчатое регулирование скорости, которое может осуществляться за счёт применения вариатора, а также регулируемое напряжение подаваемое на двигателе постоянного тока
5. Высокая точность рабочих поверхностей подвижных органов (отклонение поверхностей не более 0.25 мм на 1 метр длинны);
6. Для управления коробками скоростей и подач применяют электромуфты;позволяющие переключать скорости без участия человека;
7. Для обеспечения высокой точности, частоты вращения, крутящего момента и угла поворота применяют шаговые электродвигатели;
8. На каждое движение используется свой электродвигатель;
9. Обеспечение высокой точности достигается за счёт применения винтовых пар качения.
Принцип работы станков с ЧПУ
Информация по обработке записывается на программы носители (ленте, магнитный диск, флеш карта). В считывающем устройстве информация преобразуется в электрические импульсы используем для заданных перемещения рабочих органов станков. Затем сигнал усиливается и преобразуется в перемещение рабочего органа станка.
Разновидности станков с ЧПУ
В машиностроении в настоящее время применяются следующие станки с ЧЧПУ:
1. Токарные 16а20Ф3 (16к20Ф3)
2. Фрезерные 6р13ф3
3. Сверлильные 2р135ф2
4. Горизонтально расточные 2а620ф3
5. Обрабатывающие центры ИР280 ИС500
6. Шлифовальные станки В3454Ф3
Обозначение станков с ЧПУ:
В обозначении станков с ЧПУ даётся:
1. обозначение базовой модели
2. индекс указывающий автоматическую смену инструмента:
Р — ввод следующего инструмента поворотом револьверной головки
М – ввод инструмента из магазина
3. Индекс обозначающий систему программного управления.
Ф1 – система с числовой индексацией.
Ф2 – позиционная система.
Ф3 – контурная система управления.
В обозначении станков с ЧПУ допускается не указывать систему автоматической смены инструмента. В настоящее время широко применяются обрабатывающие центры позволяющие на одном станке производить несколько различных операций (сверление, фрезерование, растачивание, шлифование. Данные станки называются обрабатывающими центрами, в них могут устанавливать до 60 инструментов.
Токарновинторезный станок с ЧПУ 16а20ф3
Рисунок с лабораторной работы 3 и текст
Станок 16а20ф3 предназначен для токарной обработки детали типа фланцев и валов в патроне или в центрах. На станке можно обрабатывать детали различных профилей и нарезать резьбу. Диаметр обрабатываемой детали наибольший – 400 мм. Расстояние между центрами 1000 мм.
Программируемые элементы:
1. Перемещение по осям Х и Z и их подачи
2. Частота вращения шпинделя
3. Смена инструмента
4. Включение и выключение рабочих органов и систем охлаждения
Тип привода главного движения электродвигатель асинхронный с автоматической коробкой скоростей и электромагнитными муфтами. Станок имеет шестипозиционную резцовую головку, обеспечивает обработку детали за 1 или несколько проходов с перемещением режущего инструмента по 2-м координатам в замкнутом автоматическом режиме.
В станке 16а20ф3 имеется на каждый привод свой электродивигатель, также для управления применяются муфты, смена инструмента из 6-ти инструментов, применяются ходовые винты качения.
Вертикальносверлильный станок с ЧПУ 2р135ф2
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового подрезания деталей и т.д. в условиях мелкого и среднесерийного производства. Наличие на станке шестипозиционной головки (3) для автоматической смены режущего инструмента и крестового стола (2) позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других без предварительной разметки и применения кондукторов.
Общий вид вертикально-сверлильного станка модели 2Р135Ф2, оснащенного ЧПУ, показан на рис. 6. На основании 1 смонтирована колонна 10, по прямоугольным вертикальным направляющим которой перемещается суппорт 4, несущий револьверную головку 3. На колонне 10 смонтированы коробки скоростей 5 и редуктор подач 6. Салазки 2 крестового стола перемещаются по горизонтальным направляющим основания 1, а верхняя часть 11 стола — по направляющим салазок. С правой стороны станка расположены шкафы 8 с электрооборудованием и УЧПУ 9. Станок имеет подвесной пульт 7 управления
Описание кинематики станка модели 2Р135Ф2
Введение
До 90-х годов XX столетия машиностроение в России было одной из главных отраслей экономики. Данная отрасль лидировала по количеству занятых в промышленности, по общему числу предприятий и по доле в валовом внутреннем продукте страны. По этим показателям экономика страны находилась на уровне развитых стран Запада. К настоящему времени отечественное машиностроение в подавляющем большинстве случаев отстает от мировых достижений, как по количественным объемам, так и по качественным характеристикам. Тем не менее, представить современную Россию без развитой отрасли машиностроения практически невозможно.
На сегодняшний день машиностроение одна из ведущих комплексных отраслей промышленности, состоящей из множества отраслей, производящих орудия труда, транспортные средства, продукцию сборного назначения и предметы потребления. Его задачей является механизация и автоматизация процессов труда в производственной и непроизводственной сферах, обороне и быту.
Современный этап научно-технического развития машиностроения характеризуется перестройкой базы производства, переходом к массовому освоению в области автоматики, вычислительной техники и информатики. Основная проблема в таких условиях состоит в том, чтобы придать процессу автоматизации оптимальные формы, разработать и осуществить ее наиболее перспективные концепции.
Появление новых источников энергии и областей их применения, новых материалов и технологических процессов приводит к возникновению новых отраслей машиностроения, изменяющих его отраслевую структуру. Отсюда высокие темпы развития атомного, химического и космического машиностроения, приборостроения, радиоэлектронной и других видов промышленности.
Непрерывное развитие производственной технологии, все более широкое распространение автоматического и полуавтоматического оборудования приводят к тому, что в содержании трудовых процессов происходят необратимые изменения.
Таким образом, основным направлением современного этапа научно-технического прогресса в машиностроении считается широкое применение новейших наукоемких методов и средств производства, содержание которых раскрывается такими терминами «мехатроника» (применение электронных устройств в машиностроении), «технотроника» (использование электроники в различных видах технологических процессов), «информатики» (соединение информационных систем с видеотехникой).
Это НТП находит свое выражение в создании новой и совершенствовании действующей техники и технологии; росте механизации и автоматизации производства, создании и использовании новых видов сырья, топлива, энергии и материалов; освоении новой и совершенствовании ранее выпускаемой продукции, повышении ее качества; научной организации труда и управление производством; росте квалифицированного и образовательного уровня занятых в народном хозяйстве; изменении квалифицированной и отраслевой структуры производства и занятости.
Процесс науки и техники обеспечивает решение такой важнейшей социально-экономической задачи, как облегчение труда, обогащении его творческим содержанием.
Вклад науки и техники в возрастание национального дохода зависит от того, насколько удалось овладеть целиком «наука-техника-производство-сбыт». Наука должна стать непосредственной производительной силой общества.
1 Общий раздел
1.1 Назначение, область применения и техническая характеристика станка модели 2Р135Ф2
Вертикально-сверлильный станок (рис. 1) с ЧПУ 2Р135Ф2 предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового подрезания деталей в условиях мелко- и среднесерийного производства. Наличие на станке шестипозиционной револьверной головки 3 для автоматической смены режущего инструмента и крестового стола 2 позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других без предварительной разметки и без применения кондукторов.
Техническая характеристика станка:
-наибольший диаметр сверления, мм 35;
-наибольший диаметр нарезаемой резьбы М24;
-число инструментов 6;
-число частот вращения шпинделя: общее 12, по программе 12;
-частота вращения шпинделя, мин -1 31,5-1400;
-число подач по оси Z 18;
-рабочая подача по оси Z, мм/мин 10-500;
-скорость быстрого перемещения по осям координат, мм/мин: X, Y 3800, Z3850;
-рабочая поверхность стола, мм 400ģ630:
Станок оснащен устройством числового программного управления «Координата С70-3», число управляемых координат – три; одновременное управление может осуществляться при позиционировании по двум координатам X / и Y / ; задание размеров в программе – в абсолютных координатах. В качестве программоносителя применяют восьми дорожковую перфоленту шириной 25,4 мм. Кодирование – по ISO-7bit.Скорость ввода программы – не менее 45 строк/с. Максимальная величина линейных перемещений по X / — 1999,99 мм, по Y / — 999,99 мм, дискретность задания перемещений 0,01 мм.

1 – Основание; 2 – Крестовый стол; 3 – Револьверная головка; 4 – Стойка;.
5 – Электродвигатель поворота револьверной головки; 6 – Подвесной пульт управления; 7 – Шкаф с электрооборудованием станка; 8 – Шкаф с УЧПУ.
Рисунок 1.1 — Вертикально-сверлильный станок 2Р135Ф2
Описание устройства ЧПУ
Устройство ЧПУ типа 2П32-3 предназначено для управления процессом позиционирования и прямоугольной обработки (параллельной координатным осям). Программоноситель — восьмидорожковая перфолента, способ задания перемещений в абсолютных значениях координат. Имеется цифровая индикация, предусмотрен ввод 15 коррекций на длину инструмента.
Вертикально-сверлильный станок с ЧПУ модели 2Р135Ф2 оснащен устройством числового программного управления «Координата С70-3». Позиционное устройство ЧПУ типа «Координата С-70 (3)» обеспечивает одновременное перемещение стола станка по координатам X’ и Y’ при позиционировании, управление перемещением инструмента по оси Z (от перфоленты), позволяет управлять поворотом револьверной головки, выбирать величину рабочей подачи и частоты вращения шпинделя. Устройство имеет цифровую индикацию, предусмотрен ввод коррекции на длину инструмента. Система ЧПУ замкнутая, в качестве измерительного устройства используются кодовые преобразователи. Точность позиционирования стола и суппорта составляет 0,05 мм, дискретность программирования и цифровой индикации равна 0,05 мм. Число управляемых координат (всего и одновременно) 3 и 2.
Технологический раздел
Таблица 2.2 — Технологические свойства стали
| Сталь | Сваривае- мость | Способ сварки | Обрабатываемость резанием | Флокеночув-ствительность | |
| Состояние металла | Коэффициент обрабатываемости | ||||
| 20Х | неограни-ченная (кроме химико-термически обработанных деталей) | РДС, КТС | горячекатанный, НВ 131, σв=47кгс/мм 2 | 1,7 (твердый сплав); 1,3(быстрорежущая сталь) | Малочувствительна |
Таблица 2.3 — Химический состав стали, %
| Сталь | C | Si | Mn | Cr |
| Ст 20Х | 0,17-0,23 | 0,17-0,37 | 0,50-0,80 | 0,70-1,00 |
2.2 Обоснование типа производства и его характеристика
Для предварительного определения типа производства можно использовать годовой объём выпуска и массу детали.
Таблица 2.4 – Зависимость типа производства от объёма выпуска (шт.) и массы детали
Последнее изменение этой страницы: 2017-01-19; Нарушение авторского права страницы
Вертикально-сверлильный станок с ЧПУ 2Р135Ф2
Станок (рис. 19.12) предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового подрезания деталей и т. д. в условиях мелко- и среднесерийного производства. Наличие на станке шестипозиционной револьверной головки 3 для автоматической смены режущего инструмента и крестового стола 2 позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других без предварительной разметки и без применения кондукторов.
Техническая характеристика станка
Наибольший диаметр сверления, мм………….. 35
Наибольший диаметр нарезаемой резьбы………… А124
Число инструментов…………………. 5
Число частот вращения шпинделя:
- общее……………………… 12
- по программе ………………….. 12
Частота вращения шпинделя, мин -1 …………..31,5—1400
Число подач по оси Z ………………. 18
Рабочая подача по оси Z, мм/мин…………… 10—500
Скорость быстрого перемещения по осям координат, мм/мин:
Рабочая поверхность стола, мм……………. 400X630
Станок оснащен устройством числового программного управления «Координата С70-3», число управляемых координат — три; одновременное управление может осуществляться при позиционировании по двум координатам X’ и Y’; задание размеров в программе — в абсолютных координатах. В качестве программоносителя применяют восьмидорожковую перфоленту шириной 25,4 мм. Кодирование — по ISO-7 bit. Скорость ввода программы — не менее 45 строк/с. Максимальная величина линейных перемещений по X’ — 1999,99 мм, по Y’ — 999,99 мм, дискретность задания перемещений 0,01 мм.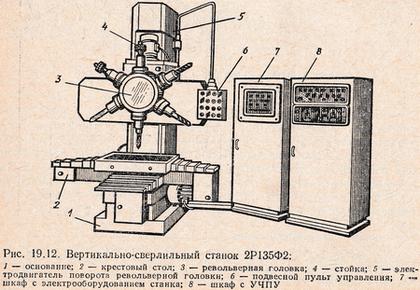
Движения в станке (рис. 19.13). Главное движение — вращение шпинделей револьверной головки — осуществляется от асинхронного электродвигателя М1 (N = 4 кВт; n = 1000 мин -1 ) следующим образом. С вала I на вал II (полый) движение передается через передачи 42/30, 36/36, 30/42 в зависимости от включения электромагнитных муфт М1, М2, М3. С вала II на вал III движение можно передать через передачу 24/48 включением муфты М5 или через передачу включением муфты M4.
От вала III при включенной муфте М6 движение передается валу V и далее через передачу 21/21 валу VI, с которого через передачу 35/35 валу VII, от которого через передачу 35/44 движение передается на вал VIII, с вала VIII через передачу 31/49 на вал IX, с вала IX посредством передачи 49/47 на вал X, с вала X через передачу 47/35 на один из работающих шпинделей (XXIІI—XXIX), так как на каждом из них установлено колесо z = 35. Таким образом шпиндель станка получает шесть высших значений частот вращения (1400, 1000, 710, 500, 355 и 250 мин -1 ).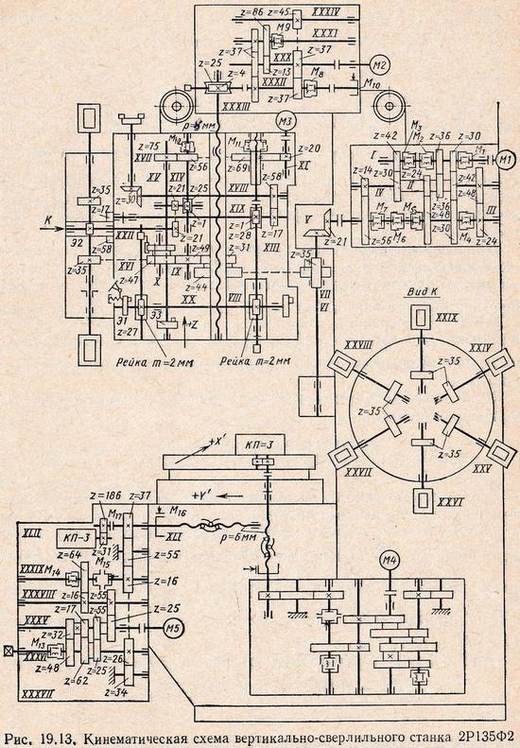
Для получения нижнего диапазона частот вращения шпинделя необходимо выключить муфту М6 и включить муфту M7. Движение в этом случае будет передаваться с вала III на вал IV через передачу 24/48, а с вала IV на вал V через передачу 14/56 и далее через передачи 21/21, 35/35, 35/44, 31/49, 49/47 и 47/35. В общей сложности шпиндель получает 12 частот вращения в пределах 31,5— 1400 мин -1 .
Уравнение кинематической цепи для минимальной частоты вращения шпинделя:
Вертикальная подача суппорта с револьверной головкой осуществляется от электродвигателя постоянного тока М2 (N = 1,3 кВт; n = 52 — 2600 мин -1 ), установленного на валу XXX; через передачу 13/86 при включенной муфте M9 движение передается на вал XXXI, затем через передачи 37/37, 37/37 на вал XXXII и далее через червячную передачу 4/25 на ходовой винт XXXIII с шагом р = 8 мм.
Минимальная вертикальная подача револьверной головки:
На валу XXXII установлена тормозная электромагнитная муфта M10 для торможения ротора электродвигателя при реверсировании. Быстрое перемещение суппорта осуществляют от электродвигателя М2 через передачу 37/37 при включенной муфте М8, червячную пару и ходовой винт XXXIII.
Поворот револьверной головки осуществляется от электродвигателя М3 (N = 0,7/0,9 кВт; n = 1400/2700 мин -1 ) через передачу 20/69 при включенной муфте М11, червячную пару 1/28, вал XIX, передачу 17/58 которая поворачивает револьверную головку. Прежде чем произвести поворот револьверной головки, ее необходимо расфиксировать, так как она закреплена подпружиненными тягами суппорта, находящимися в пазах револьверной головки. При включении электродвигателя червяк Z = 1 на валу XIII будет вывертываться из червячного колеса z = 28 и движением вниз через реечную передачу с колесом z = 27 модулем m = 2 мм повернет вал XX с эксцентриком Э1, который через систему рычагов освободит револьверную головку; одновременно второе реечное колесо z = 27 перемещает рейку на валу XVI и тем самым выводит колесо z = 47 на валу X из зацепления. Таким образом освобождается револьверная головка и разрывается кинематическая цепь, соединяющая привод вращения со шпинделем револьверной головки. После этого червяк доходит до жесткого упора и начинает вращать револьверную головку через передачу 17/58, меняя инструмент (прямое вращение).
Одновременно с вращением револьверной головки через передачу 17/58, вал XVIII и передачу 30/30 вращается позиционный командоаппарат, установленный на валу XVII, который останавливает прямое вращение револьверной головки реверсом электродвигателя, предварительно уменьшив частоту его вращения до 1400 мин -1 . При обратном вращении револьверная головка доходит до жесткого упора суппорта и останавливается; при этом червяк Z = 1, вывертываясь из червячного колеса z = 28, движется вверх. Вал XX вращается в обратном направлении, зубчатое колесо z = 47 вводится в зацепление с колесом z = 35 шпинделя револьверной головки. Головка фиксируется, и шпиндель начинает вращаться. Последовательность работы шпинделей револьверной головки выбирают на пульте. Всего предусмотрено шесть циклов обработки.
Выпрессовка инструмента из шпинделей револьверной головки происходит от электродвигателя М3 посредством передач 20/69, 69/56 при включенной муфте M12, червячной передачи 1/25, передачи 21/21, вала XXII и эксцентрика Э2, смонтированный в пазу оси поворота револьверной головки.
Смазывание револьверного суппорта. Вал плунжерного насоса, подающего масло к суппорту, приводится во вращение от электродвигателя М3 посредством передач 20/69, 69/56, 56/75 вала XV, на котором расположен эксцентрик ЭЗ.
Позиционирование осуществляют перемещением стола и салазок. Редукторы продольного и поперечного перемещений одинаковы по конструкции и обеспечивают сначала быстрое, а затем медленное перемещение стола и салазок при подходе к заданной точке за счет применения электропривода со ступенчатым регулированием.
Перемещение салазок. Быстрое перемещение салазок происходит при включении муфты M13 по следующей кинематической цепи. От электродвигателя М5 (N = 0,6 кВт; n = 1380 мин -1 ) через передачи 32/48, 26/34, 34/16, 16/55, 55/37 движение передается на ходовой винт качения ХLI с шагом р = 6 мм. Скорость быстрого перемещения:
Медленное перемещение салазок происходит при включении муфты М14. Тогда движение от электродвигателя М5 передается ходовому винту ХLI через передачи 17/62, 25/55, 25/55, 16/64, 16/55, 55/57. На ходовом винте расположен электромагнитный тормоз М16, а на валу XXXIX перегрузочная муфта М15. Ходовой винт качения соединен с кодовым преобразователем через муфту M17 и передачу 186/31.
Стол перемещается от электродвигателя М4 (N = 0,6 кВт; n = 1380 мин -1 ). Кинематика стола такая же, как и кинематика салазок.
Резьбонарезная головка служит для нарезания резьбы машинным метчиком и может быть установлена в любую позицию револьверной головки. При нарезании резьбы используют копир, винт-гайку с шагами 1,0; 1,25; 1,5; 1,75; 2,0; 3,0 мм, набор сменных цанг для закрепления метчиков, переходные квадраты. В головке имеется механизм для настройки работы резьбонарезной головки по циклу: прямой ход (резьбонарезание) — реверс (вывертывание метчика после нарезания). Полный цикл работы с суппортом обеспечивается электросхемой станка.

