
§ 6. ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК 7Б55. Техническая характеристика.
ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК 7Б55
Станок предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
Характеристика станка.Номинальное тяговое усилие 98 кН (10 000 кгс); наибольшая длина рабочего хода салазок 1600 мм; диаметр отверстия в планшайбе 100 мм; скорость рабочего хода 1,5-11,5 м/мин; мощность электродвигателя привода главного движения 17 кВт; габаритные размеры 7200x2200X1700 мм; масса 6900 кг.
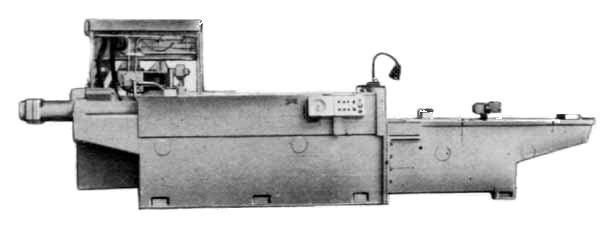
На рис. 105 показан общий вид станка. Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать на автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Метод работы станка.Обрабатываемую деталь устанавливают в приспособление, которое крепят к планшайбе или плите (при значительных размерах детали) или надевают на направляющую часть протяжки (при небольших размерах детали); при работе
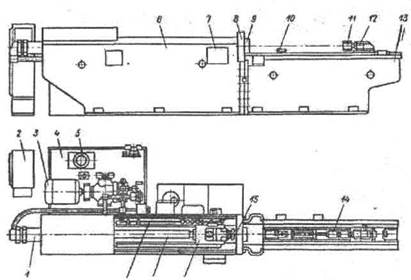
Рис 105 Горизонтально-протяжной станок 7Б55:
1 — основной (рабочий) гидроцилиндр;. 2 — электрощкаф; 3 — электродвигатель главного гидропривода; 4 — гидробак; 5 — электродвигатель вспомогательного гидропривода; 6 -основная станина. 7 — пульт управления; 8 — опорная плита; 9 — планшайба; 10 -поддерживающий ролик; 11 — вспомогательный патрон; 12 — вспомогательные салазки; 13 -вспомогательная (приставная) станина; 14 — вспомогательный гидроцилиндр; 15 — рабочий патрон; 16 — рабочие салазки; 17 — ползун-шток; 18 — механизм регулирования хода ползуна.
станка деталь опирается торцом на планшайбу, закрепленную на опорной плите.
Движение протяжки на станке осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой -производительностью 25 л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Простой цикл применяют при использовании коротких протяжек. В этом случае протяжку закрепляют вручную в патроне, смонтированном на салазках, получающих горизонтальное перемещение от основного гидроцилиндра по направляющим станины. Перемещения вспомогательных салазок при этом цикле не происходит.
Наладочный режим используют при настройке станка. Этот.. режим включает необходимые для подготовки процесса протягивания движения инструмента.
Дата добавления: 2015-09-07 ; просмотров: 1717 . Нарушение авторских прав
Паспорт 7Б55 Станок протяжной горизонтальный (Минск)
Наименование издания:
Часть 1: Руководство к станку – 168 страниц
Часть 2: Альбом чертежей – 247 страниц
Часть 3: Сопроводительная документация – 7 страниц
Часть 4: Акт приёмки – 14 страниц
Выпуск издания: Минский станкостроительный завод имени С.М. Кирова
Год выпуска издания: 1974
Кол-во книг (папок): 4
Кол-во страниц: 436
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство к станку
1. Назначение и область применения
2. Распаковка и транспортировка станка
— Транспортировка станка в упаковке
3. Установка станка на фундамент
— План фундамента станка
4. Паспорт станка
— Схема наладки
5. Краткое описание конструкции и работы станка
— Схема расположения основных узлов станка
— Салазки рабочие
— Ролик поддерживающий в основной станине
— Механизм регулировки хода станка
— Патрон рабочий
— Ролик поддерживающий в приставной станине
— Патрон вспомогательный
— Механизм фиксации и расфиксации
6. Цикл работы станка
7. Электрооборудование
— Размещение электрооборудования на станке
— Схема электрическая принципиальная (7Б55-00-022 Э3)
— Схемы электрических соединений станка (7Б55-00-022 Э4)
— Схемы электрических соединений пульта управления (7Б55-00-022 Э4)
— Схемы электрических соединений блока питания (7Б55-00-022 Э4)
— Схемы электрических соединений силовой панели (7Б55-00-022 Э4)
— Схемы электрических соединений релейной панели (7Б55-00-022 Э4)
— Схемы электрических соединений электрошкафа (7Б55-00-022 Э4)
Ведомость покупных изделий
8. Гидрооборудование
— Гидросхема станка
9. Смазка станка
— Схема смазки станка
10. Подготовка станка к первоначальному пуску и пуск станка
11. Настройка станка и режим работы
12. Регулировка станка
13. Указания по технике безопасности
Часть 2: Альбом чертежей
— Станина. Сборочный чертёж (7Б55-18-001СБ)
— Станина приставная. Сборочный чертёж (7Б55-19-001СБ)
— Салазки рабочие. Сборочный чертёж (7Б56-27-001СБ)
— Салазки вспомогательные. Сборочный чертёж (7Б56-29-001СБ)
— Механизм регулировки хода станка. Сборочный чертёж (7Б56-35-001СБ)
— Механизм включения. Сборочный чертёж (7Б56-36-001СБ)
— Ролик поддерживающий. Сборочный чертёж (7Б56-37-001СБ)
— Ролик поддерживающий. Сборочный чертёж (7Б56-38-001СБ)
— Механизм фиксации и расфиксации. Сборочный чертёж (7Б56-39-001СБ)
— Патрон рабочий. Сборочный чертёж (dУ2443-001СБ)
— Патрон рабочий. Сборочный чертёж (dУ2442-001СБ)
— Патрон вспомогательный. Сборочный чертёж (dУ2443-001СБ)
— Цилиндр рабочий. Сборочный чертёж (У5113-001СБ)
— Гидроцилиндр. Сборочный чертёж (У5172-001СБ)
— Установка насосная. Сборочный чертёж (У5235-001СБ)
— Гидропульт. Сборочный чертёж (У5618Б-001СБ)
— Планшайба (7Б55-18-101)
Чертежи быстроизнашиваемых деталей*********
Часть 3: Сопроводительная документация
7Б55 характеристики станка
7Б55 — Станок протяжной горизонтальный для внутреннего протягивания, одинарный
Технические характеристики:
Станки модели 7б55 предназначены для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной формы и размеров. Привод гидравлический
Класс точности по ГОСТ 8-71 Н
Номинальное тяговое усилие, тс 10
Наибольшая длина хода рабочих салазок, мм 1250
Наибольшая настроенная длина хода рабочих салазок, мм 1200
Расстояние от станины до оси отверстия под планшайбу в опорной плите, мм 250
Максимальный наружный диаметр обрабатываемой детали, мм 600
Размеры рабочей поверхности передней опорной плиты станка, мм 450х450
Диаметр отверстия под планшайбу в опорной плите, мм 160А
Диаметр отверстия в планшайбе, мм 125А
Диаметр планшайбы, мм 280
Наибольшая скорость рабочего хода, м/мин 11,5
Наибольшая / наименьшая скорость рабочего хода, м/мин 11,5 / 1,5
Регулирование скорости рабочего хода бесступенчатое
Рекомендуемая скорость обратного хода, м/мин 20. 25
Мощность, кВт 18,5
Габариты 6340x2090x1910
Масса, кг 5200
Характеристики станков
- токарные станки
- сверлильные станки
- расточные станки
- шлифовальные станки
- заточные станки
- электро станки
- зубообрабатывающие станки
- резьбообрабатывающие станки
- фрезерные станки
- строгальные станки
- долбежные станки
- протяжные станки
- отрезные станки
- прочее оборудование
Характеристики КПО
- прессы механические
- прессы гидравлические
- машины гибочные и правильные
- машины и вальцы ковочные
- ножницы
- автоматы кузнечно-прессовые
- молоты
- комплексы оборудования на базе кузнечно-прессовых машин
- автоматические производственные линии
- устройства механизации и автоматизации к кузнечно-прессовому оборудованию
- Разное кузнечно прессовое оборудование
Характеристики импортного оборудования
- Токарные станки
- Сверлильные станки
- Расточные станки
- Шлифовальные станки
- Заточные станки
- Электроэррозионные станки
- Зубообрабатывающие станки
- Фрезерные станки
- Кузнечно-прессовое оборудование
- Прочее оборудование
- Трубообрабатывающие станки
- Ленточнопильные станки
- Обрабатывающие центры
- Хонинговальные станки
Характеристики Электротехнического оборудования
- Аппараты высокого напряжения (свыше 1000 В)
- Аппараты низкого напряжения
- Изделия порошковой металлургии
- Кабельные изделия
- Комплексные устройства управления электроприводами. Электропривод
- Комплектные устройства управления, распределения электрической энергии и защиты на напряжение до 1000 В
- Медицинская техника
- Оборудование насосное (насосы, агрегаты и установки насосные)
- Оборудование для кондиционирования воздуха и вентиляции
- Полупроводниковые приборы и преобразователи на их основе
- Приборы и средства автоматизации общепромышленного назначения
- Светотехнические изделия
- Силовые конденсаторы и конденсаторные установки
- Технологическое оборудование
- Трансформаторы (автотрансформаторы). Комплектные трансформаторные подстанции. Реакторы
- Тяговое и крановое электрооборудование
- Ультразвуковое оборудование
- Химические и физические источники тока
- Электрические машины
- Электроизоляционные материалы
- Электрокерамические изделия, изоляторы
- Электросварочное оборудование
- Электротермическое оборудование
- Электроугольные изделия
Характеристики насосного оборудования
- Вакуумные насосы
- Дренажные, песковые, шламовые насосы
- Насосные станции, установки и мотопомпы
- Насосы для бочек
- Насосы для воды
- Насосы для скважин и колодцев
- Насосы для топлива
- Насосы химические и для агрессивных сред
- Фекальные насосы
- Прочие поверхностные насосы
- Прочие погружные насосы
- Прочие самовсасывающие и циркуляционные насосы
- Прочие насосы
Марки стали и сплавов
- Черные металлы, стали, чугун
- Цветные металлы и сплавы
- Прочие стали и сплавы
- Зарубежные аналоги
Прочее оборудование
- Холодильное оборудование
Новости
10.02.19 — Добавлены характеристики на холодильное оборудование
01.11.17 — Добавлены характеристики на насосное оборудование
16.02.17 — Обновлены характеристики на пресс КА4537
Делитесь информацией
Не нашли на портале характеристики на нужное вам оборудование?
Отправьте нам модель отсутствующего у нас оборудования, и мы Вас оповестим, как только добавим характеристики этого оборудования на сайт.
7Б56 Станок горизонтально-протяжной описание, характеристики, схемы
Назначение и классификация строгальных станков
Станки, предназначенные для обработки заготовок строганием, долблением и протяжкой, составляют седьмую группу металлорежущего оборудования по классификации табл. 1.5. Станки этой группы по конструктивному исполнению подразделяют на продольно-строгальные одностоечные и двустоечные, поперечно-строгальные, долбежные, горизонтальные протяжные, полуавтоматы для внутреннего протягивания и вертикально-протяжные полуавтоматы для внутреннего и наружного протягивания. Продольно-строгальные станки мод. 7210, 7212—7216 — двустоечные, а мод. 7110, 7112, 7116 — одностоечные.
Все одностоечные и двустоечные продольно-строгальные станки имеют угол поворота суппортов 60о. У станков мод. 7212Г и 7216Г наибольшее перемещение гильзы головки составляет 200 мм, а подача кареток — бесступенчатая 20…125 мм/мин.
Отечественная промышленность производит следующие модели поперечно-строгальных станков: 7А311, 7Е35, 7М36, 7Д36, 7Д36Ц, 7307, 7307Д, 7Д37Ц, 7310Д. Станки мод. 7А311 и 7Е35 — с механическим приводом, остальные — с гидравлическим. Для всех станков, кроме мод. 7А311, 7Е35 и 7307, скорость ползуна составляет 3…48 м/мин.
Различают строгальные станки универсальные и специализированные. К универсальным относят поперечнои продольно-строгальные, а также долбежные. Для обработки горизонтальных, вертикальных и наклонных поверхностей деталей применяют поперечно-строгальные станки.
Горизонтальные протяжные полуавтоматы для внутреннего протягивания представлены моделями 7Б55, 7Б66У, 7Б56, 7Б56У, 7Б56САУ, 7Б57 и 7Б58. Полуавтоматы мод. 7Б55У и 7Б56У являются модификацией полуавтоматов соответственно мод. 7Б55 и 7Б56 и отличаются отсутствием приставной станины с механизмом автоматического подвода и отвода протяжки. Вертикальные протяжные полуавтоматы для внутреннего и наружного протягивания характеризуются в основном следующими моделями: 7Б64, 7Б65, 7Б66, 7Б67, 7Б68, 7Б74, причем модели 7Б64, 7Б65, 7Б66, 7Б67 предназначены для внутреннего протягивания, а остальные — для наружного. Полуавтоматы мод. 7В75Д и 7В76Д сдвоенные с двумя салазками и двумя подводными столами, работающими поочередно.
Долбежные станки станкостроительная промышленность выпускает следующих моделей: 7А412, 7Д430, 7Д450, 7410, 7414. Станки мод. 7Д430 и 7Д450 с гидравлическим приводом, остальные — с электроприводом. При этом станки мод. 7410 и 7414 имеют привод от регулируемых электродвигателей постоянного тока. У всех станков угол поворота стола составляет 360о.
Горизонтальная протяжка
Горизонтальный протяжной станок применяется во всех случаях, когда появляется необходимость проведения обработки внутренней или наружной части детали, главное движение которого будет происходить в линейном горизонтальном направлении. Правильное движение осуществляется за счет специальных протяжек, имеющих различные профили.

Горизонтальный протяжной станок
Рабочий цикл такого станка осуществляется только в строго горизонтальном направлении. Снятие со всей площади обрабатываемой детали стружки, в процессе эксплуатации, осуществляется благодаря равномерному движению зубьев по всей величине имеющейся протяжки. Для того, чтобы весь процесс был полностью автоматизированным и безопасным — имеет смысл использовать аппарат для обработки и резки металла с установленным ЧПУ.
Станки с вертикальной протяжкой рассчитаны на проведение точной обработки поверхностей деталей различной формы, сделанных как из черных, так и из цветных металлов. Протяжной станок вертикальной конфигурации используется, как правило, в различных отраслях промышленности — таких, как машиностроение — с целью массового производства деталей всевозможной формы.

Схема наладки горизонтально-протяжного станка
Поперечно-строгальные станки
Рассмотрим технические характеристики и конструктивные особенности поперечно-строгального станка мод. 7Е35, предназначенного для обработки плоских и фасонных поверхностей на заготовках деталей небольших размеров в условиях единичного или мелкосерийного производства, например в инструментальных и ремонтных цехах.
Технические характеристики станка мод. 7Е35
Наибольшая длина хода ползуна, мм ……………………..520
Числа двойных ходов ползуна в 1 мин………………………… 13,2; 19; 26,5; 37,5; 53; 75; 106; 150
Горизонтальные подачи стола за один двойной ход
ползуна, мм ……….. 0,2; 0,4; 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,4; 2,6; 2,8; 3,0; 3,2; 3,4; 3,6; 3,8; 4,0
Вертикальные подачи суппорта за один двойной ход
ползуна, мм …………………………………………………………. 0,16; 0,33; 0,50; 0,66; 0,83; 1,0
Паспорт на горизонтально-протяжной станок 7Б55
Печать документации: Минский станкостроительный завод имени С.М. Кирова
Год печати документации: 1974
Количество папок: 4
Количество страниц, листов: 436
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
1. Руководство к станку
Содержание:
1. Назначение и область применения
2. Распаковка и транспортировка станка
3. Установка станка на фундамент
4. Паспорт станка
5. Краткое описание конструкции и работы станка
6. Цикл работы станка
7. Электрооборудование
Ведомость покупных изделий
8. Гидрооборудование
9. Смазка станка
10. Подготовка станка к первоначальному пуску и пуск станка
11. Настройка станка и режим работы
12. Регулировка станка
13. Указания по технике безопасности
2. Альбом чертежей
— Станина. Сборочный чертёж 7Б55-18-001СБ
— Станина приставная. Сборочный чертёж 7Б55-19-001СБ
— Салазки рабочие. Сборочный чертёж 7Б56-27-001СБ
— Салазки вспомогательные. Сборочный чертёж 7Б56-29-001СБ
— Механизм регулировки хода станка. Сборочный чертёж 7Б56-35-001СБ
— Механизм включения. Сборочный чертёж 7Б56-36-001СБ
— Ролик поддерживающий. Сборочный чертёж 7Б56-37-001СБ
— Ролик поддерживающий. Сборочный чертёж 7Б56-38-001СБ
— Механизм фиксации и расфиксации. Сборочный чертёж 7Б56-39-001СБ
— Патрон рабочий. Сборочный чертёж dУ2443-001СБ
— Патрон рабочий. Сборочный чертёж dУ2442-001СБ
— Патрон вспомогательный. Сборочный чертёж dУ2443-001СБ
— Цилиндр рабочий. Сборочный чертёж У5113-001СБ
— Гидроцилиндр. Сборочный чертёж У5172-001СБ
— Установка насосная. Сборочный чертёж У5235-001СБ
— Гидропульт. Сборочный чертёж У5618Б-001СБ
— Планшайба 7Б55-18-101
Чертежи быстроизнашиваемых деталей
3. Сопроводительная документация
4. Акт приёмки
Схемы и чертежи станка:
— Транспортировка станка в упаковке
— План фундамента станка чертёж
— Схема наладки
— Схема расположения основных узлов станка
— Салазки рабочие чертёж
— Ролик поддерживающий в основной станине чертёж
— Механизм регулировки хода станка чертёж
— Патрон рабочий чертёж
— Ролик поддерживающий в приставной станине чертёж
— Патрон вспомогательный чертёж
— Механизм фиксации и расфиксации чертёж
— Размещение электрооборудования на станке
— Схема электрическая принципиальная 7Б55-00-022 Э3
— Схемы электрических соединений станка 7Б55-00-022 Э4
— Схемы электрических соединений пульта управления 7Б55-00-022 Э4
— Схемы электрических соединений блока питания 7Б55-00-022 Э4
— Схемы электрических соединений силовой панели 7Б55-00-022 Э4
— Схемы электрических соединений релейной панели 7Б55-00-022 Э4
— Схемы электрических соединений электрошкафа 7Б55-00-022 Э4
— Гидросхема станка
— Схема смазки станка
Краткое описание станка:
Станок горизонтально-протяжной модели 7Б55 предназначен для обработки методом протягивания сквозных отверстий различной геометрической формы и размеров как предварительно обработанных, так и чёрных в пределах тягового усилия станка и длины хода рабочих салазок. Однако, при использовании специальных приспособлений, на них можно так же протягивать и наружные поверхности разнообразных профилей. Станок отличается большой производительностью, высокой точностью, обеспечивает хорошее качество обработанной поверхности и широко применяется в массовом и крупносерийном производстве. При обработке отверстий время на переналадку станка незначительно, что позволяет с успехом применять станок не только в условиях массового и крупносерийного производства, но также в условиях малосерийного и индивидуального производства. Оснастив станок автоматической загрузкой и выгрузкой деталей, его можно встраивать в автоматические линии.
Потребитель получает станок, упакованный в один ящик, в котором насосная установка отсоединена от рабочего гидроцилиндра, а приставная станина от основной. Транспортировку станка в упакованной и распакованном виде следует производить согласно схемам, приведенным на листах. При погрузке и выгрузке не допускать наклона ящика в стороны, ударов станками или дном, сильных сотрясений при подъеме и опускании. Для предохранения выступакщих частей станка от повреждения под канаты необходимо устанавливать подкладки. Во избежание повреждения распаковку станка следует начинать со снятия верхнего щита, с удалением затем боковых и торцевых щитов. После вскрытия упаковки яеобходимо проверить наружное состояние узлов и деталей станка, наличие всех комплектов и других материалов согласно упаковочному листу.
В случае передвижения упакованного в ящик станка, по наклонной плоскости на катках, угол наклона его не должен превышать 15 градусов. При этом не допускается:
— Подкладывать под ящик катки диаметром более 50 — 70 мм;
— Ставить ящик на ребро, кантовать и сильно наклонять;
Протяжные станки — принцип работы, технические характеристики

Станок протяжной — это устройство, предназначенное для обработки металлических поверхностей с разными видами профиля. Существует два вида станков: стандартные и специальные (обрабатывающие наружные и внутренние поверхности металлоконструкций).
Эксплуатация и применение протяжных станков
Данный вид станков чаще всего используется для крупномасштабного производства изделий из металла. Качество изделий «на выходе» зависит от точности и мощности оборудования, так как протяжка металла проходит в условиях жестких нагрузок (изгибы, растяжение и сжатие металла). Прежде, чем использовать станок, металл обрабатывают, развертывают, сверлят, создавая максимально точные заготовки.
Станок протяжной используется для выполнения следующих операций:
· Калибровка отверстия (фигурного, многогранного, цилиндрического и пр.).
· Коррекция наружного профиля сложной конструкции.
· Нарезка канавки шпоночной и шлица.
· Обработка посадочной поверхности лопатки для турбины авиационного двигателя.
· Обработка и корректировка отверстия для огнестрельного оружия нарезного типа (ствол пушки, пулемета, пистолетный ствол).
В мелкомасштабном производстве оборудование используется для создания отверстий в шестеренках и втулках, шпоночных и шлицевых канавок.
1. Назначение и классификация строгальных станков
Станки, предназначенные для обработки заготовок строганием, долблением и протяжкой, составляют седьмую группу металлорежущего оборудования по классификации табл. 1.5. Станки этой группы по конструктивному исполнению подразделяют на продольно-строгальные одностоечные и двустоечные, поперечно-строгальные, долбежные, горизонтальные протяжные, полуавтоматы для внутреннего протягивания и вертикально-протяжные полуавтоматы для внутреннего и наружного протягивания. Продольно-строгальные станки мод. 7210, 7212—7216 — двустоечные, а мод. 7110, 7112, 7116 — одностоечные.
Все одностоечные и двустоечные продольно-строгальные станки имеют угол поворота суппортов 60о. У станков мод. 7212Г и 7216Г наибольшее перемещение гильзы головки составляет 200 мм, а подача кареток — бесступенчатая 20…125 мм/мин.
Отечественная промышленность производит следующие модели поперечно-строгальных станков: 7А311, 7Е35, 7М36, 7Д36, 7Д36Ц, 7307, 7307Д, 7Д37Ц, 7310Д. Станки мод. 7А311 и 7Е35 — с механическим приводом, остальные — с гидравлическим. Для всех станков, кроме мод. 7А311, 7Е35 и 7307, скорость ползуна составляет 3…48 м/мин.
Различают строгальные станки универсальные и специализированные. К универсальным относят поперечнои продольно-строгальные, а также долбежные. Для обработки горизонтальных, вертикальных и наклонных поверхностей деталей применяют поперечно-строгальные станки.
Горизонтальные протяжные полуавтоматы для внутреннего протягивания представлены моделями 7Б55, 7Б66У, 7Б56, 7Б56У, 7Б56САУ, 7Б57 и 7Б58. Полуавтоматы мод. 7Б55У и 7Б56У являются модификацией полуавтоматов соответственно мод. 7Б55 и 7Б56 и отличаются отсутствием приставной станины с механизмом автоматического подвода и отвода протяжки. Вертикальные протяжные полуавтоматы для внутреннего и наружного протягивания характеризуются в основном следующими моделями: 7Б64, 7Б65, 7Б66, 7Б67, 7Б68, 7Б74, причем модели 7Б64, 7Б65, 7Б66, 7Б67 предназначены для внутреннего протягивания, а остальные — для наружного. Полуавтоматы мод. 7В75Д и 7В76Д сдвоенные с двумя салазками и двумя подводными столами, работающими поочередно.
Долбежные станки станкостроительная промышленность выпускает следующих моделей: 7А412, 7Д430, 7Д450, 7410, 7414. Станки мод. 7Д430 и 7Д450 с гидравлическим приводом, остальные — с электроприводом. При этом станки мод. 7410 и 7414 имеют привод от регулируемых электродвигателей постоянного тока. У всех станков угол поворота стола составляет 360о.
7523 Станок протяжной горизонтальный для внутреннего протягивания. Назначение и область применения
Протяжной станок 7523 заменил в производстве устаревшую модель 7Б55 и был заменен на более совершенную модель 7А523.
Станок 7523 предназначен для обработки протягиванием сквозных отверстий (предварительно обработанных и необработанных) различной конфигурации: круглых, шлицевых, прямоугольных, со шпоночными пазами и прочих входит в состав новой унифицированной гаммы протяжных станков.
При оснащении полуавтомата специальными приспособлениями на нем можно производить обработку протягиванием также и наружных поверхностей различной формы.
Наиболее эффективно использование полуавтомата в массовом и крупносерийном производстве. Однако простота переналадки позволяет успешно применять его в мелкосерийном и единичном производстве.
Принцип работы и особенности конструкции станка
При оснащении автоматизированным загрузочно-выгрузочным устройством полуавтомат может работать в автоматическом режиме, а также встраиваться в автоматические линии.
Основные преимущества нового полуавтомата — повышенная производительность и надежность.
Более высокая производительность обусловлена повышением коэффициента технического использования станка, уровня механизации и автоматизации.
Повышенную надежность полуавтомата обеспечивают:
- новая конструкция гидропривода главного движения на базе аксиально-поршневых насосов;
- новая более совершенная система смазки, обеспечивающая строго дозированную подачу смазывающей жидкости в каждую точку с контролем подачи и сигнализацией в случае несрабатывания;
- введение двойной фильтрации рабочей жидкости с использованием тонкой очистки с электровизуальной сигнализацией и высокой степенью очистки;
- применение беструбного метода монтажа притычкой и модульной гидроаппаратуры с использованием унифицированных плиток;
- применение новой силовой электрической аппаратуры;
- укладка электроприводов в металлические короба.
Удобство обслуживания полуавтомата улучшено за счет:
- усовершенствования механизма регулировки длины хода рабочих салазок;
- введения в конструкцию полуавтомата электросекундомера для измерения скорости перемещения рабочих салазок;
- оснащения полуавтомата счетчиком циклов для счета количества обработанных деталей и определения необходимости переточки протяжки;
- соединения электрошкафа со станком и гидробаком, а также со средствами автоматизации штепсельных разъемов.
По заказу полуавтомат модели 7523 может поставляться с наладкой для обработки одной или нескольких определенных деталей, а также без приставной станины (модификации 7523-002).
Шероховатость обработанной поверхности Ra 3,2… 0,4 мкм.
Разработчик — Минское специальное конструкторское бюро протяжных станков.
Устройство и принцип работы протяжного станка
Станки классифицируют по двум основным признакам: по форме конструкции (вертикальные и горизонтальные) и по форме обработки металла (наружное и внутреннее протягивание, а так же станки, обрабатывающие металл обеими при помощи двух этих способов).
Направляющая каретки, при помощи гидравлического привода перемещает ползун, заканчивающийся приспособлением, закрепляющим протяжку. Если используется длинная протяжка — её конец поддерживается при помощи подвижного люнета. Заготовка устанавливается в центре конструкции и двигается через протяжку по ползуну.
Ползун, несущий протяжку, перемещается по вертикальной направляющей каретки. Вращение осуществляется при помощи двух бабок (первая вращается, вторая поддерживает вращение). В процессе обработки заготовки протяжка двигается в сторону вращающегося вала.
Протяжка представляет собой длинный, тонкий, прямоугольный инструмент с множеством лезвий. Врезаясь в металл, она создает в металлоконструкции отверстия нужной формы.
3. Продольно-строгальные и долбежные станки
Универсальный двухстоечный продольно-строгальный станок мод. 7212 предназначен для отделочной обработки плоскостей и прорезания длинных пазов различного профиля.
Техническая характеристика. Наибольшие поперечные размеры: ширина — 1250 мм; высота — 1120 мм; размеры рабочей поверхности стола — 1120… 4000 мм; подача суппортов: при движении по поперечине — 0,5…25; при остальных движениях — 0,25…12,5 мм/дв. ход. Основным узлом станка является стол, на котором закрепляют обрабатываемую заготовку. Стол перемещается возвратно-поступательно относительно неподвижных резцов, установленных в суппортах. Движение стола — главное движение резания; обратный ход стола — вспомогательный, осуществляемый с большой скоростью, причем во время обратного хода резцы поднимаются. Несущую систему станка образуют станина, стойка и соединительная балка наверху.
Два суппорта на поперечине и один суппорт на стойке совершают вертикальные и горизонтальные движения и являются установочными или служат для периодической подачи резцов, а также их углубления. Суппорт может быть повернут на угол 60о. Рядом со станиной смонтирован привод стола.
Главное движение — движение резания, т. е. движение стола с обрабатываемой заготовкой сообщается от двигателя постоянного тока М1 через двухступенчатую коробку скоростей с зубчатой муфтой М1 и косозубую реечную передачу (рис. 2). Максимальная скорость перемещения стола vmax = (17/63) (26/49) 3,14 12 10 = 80 м/мин. Технические характеристики долбежных станков приведены в табл. 2.
Таблица 2. Долбежные станки
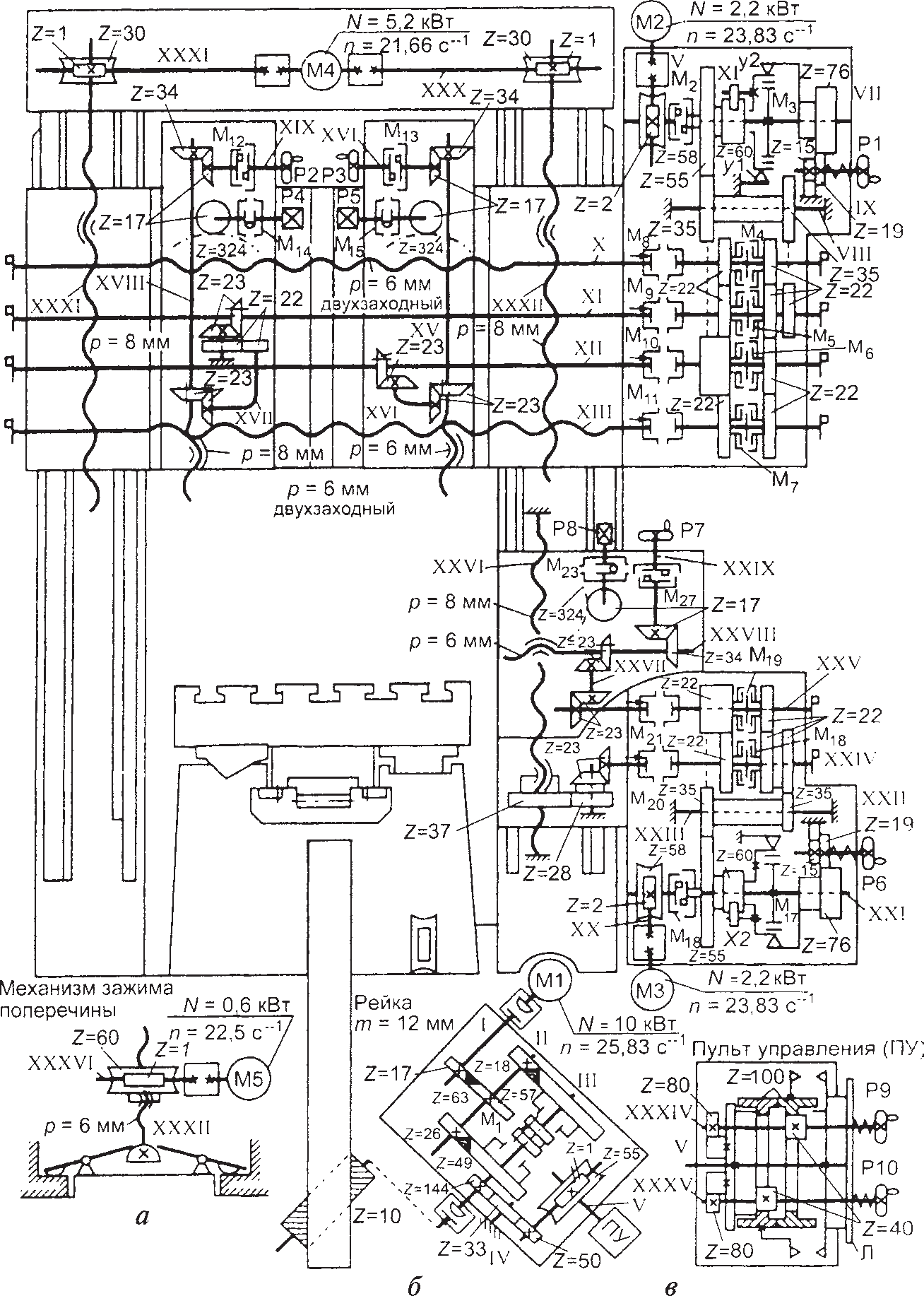
Рис. 2. Кинематическая схема двухстоечного продольно-строгального станка: а — механизм зажима поперечины; б — стол; в — пульт управления
Дополнительное оборудование
Конструкция станка может требовать использования дополнительного оборудования: машинных тисков, прижимных планок. В комплекте с плоским замком протяжки часто используется поперечная шпонка, для цилиндрического замка — скоба и клин. Современные протяжные станки подразумевают использование электронного оборудования, контролирующего процесс производства, но это оборудование включается в конструкцию станка.
Б/у станок протяжной может стоить от 2 500 000 руб. На более сложные конструкции цена возрастает. Максимальная цена протяжного станка 10 000 000 руб.
7523 Фото протяжного горизонтального станка
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Фото протяжного станка 7523
Фото протяжного станка 7523. Смотреть в увеличенном масштабе
Основные характеристики
Модели протяжных станков различаются по нескольким признакам:
- назначение — внутренняя или наружная протяжка;
- универсальность — общее и узкоспециализированное назначение;
- направление рабочего движения — горизонтальное или вертикальное;
- характер рабочего движения — круговое, движение протяжки, движение заготовки;
- число кареток — одна или несколько;
- позиция — обычные станки (однопозиционные), с поворотными столами (многопозиционные);
- наличие ЧПУ.

Отечественный горизонтальный протяжной станок
Основными типами являются:
- горизонтально протяжной станок (для внутренней обработки отверстий);
- вертикально протяжный станок (для внутреннего и наружного протягивания);
- ЧПУ центры, которые имеют устройства автоматической установки/снятия заготовок и смену инструмента.
«Эксплуатационные параметры ленточнопильных станков».
К рабочим характеристикам относятся такие показатели как тяговая сила — от 50 до 1000 кН, и длина хода протяжки — от 1000 до 2000 мм.
особенности модельного ряда деревообрабатывающих станков Штурм.
Горизонтально протяжные станки
Используются для обработки внутренних и внешних поверхностей деталей в линейном направлении при помощи протяжек, которые имеют различные профили.
При работе используется только прямолинейное движение инструмента (протяжки) или заготовки (детали) в горизонтальном направлении. Выборка (срезание) материала происходит за счет равномерного подъема зубьев на протяжке по всей ее длине. Рабочий процесс может быть автоматизирован за счет установки систем ЧПУ.
к меню
Процесс работы горизонтально-протяжного станка СГП12 (видео)
Вертикально протяжные станки
Принцип работы вертикально протяжного станка такой же, как и у горизонтального варианта, но имеется несколько преимуществ:
- ось протяжки не провисает и не искривляется;
- при модернизации по увеличению производительности, проще устанавливаются дополнительные протяжки;
- небольшая занимаемая производственная площадь, так как рабочее движение происходит вертикально.
7523 Пример протяжных работ внутреннего протягивания
Пример протяжных работ внутреннего протягивания 7523
7523 Технические характеристики протяжного станка
Технические характеристики протяжного станка 7523
Технические характеристики протяжного станка 7523. Смотреть в увеличенном масштабе
7523 Установочный чертеж протяжного станка
Установочный чертеж протяжного станка 7523
Установочный чертеж протяжного станка 7523. Смотреть в увеличенном масштабе
Протяжной инструмент
Современный горизонтально-протяжной станок
Классификация металлорежущих станков (стр. 29 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 |

6 — упор для привода механизма вертикальной подачи суппорта; 7,8 — упоры для переключения хода ползуна; 9 — ползун; 10 — станина
(рис. 102, а). Поршень через шток с рейкой поворачивает зубчатое колесо z= = 24, от которого через храповой механизм z = 80 и ряд зубчатых передач вращение передается на винт поперечной или вертикальной подачи.

Рис. 102, Кинематическая схема станка 7Д37
о , 72 37
Винт поперечной подачи получает вращение от вала 1 через колеса —,—
и— или через передачу — и —, винт вертикальной подачи — через
36 37 36
цилиндрические колеса —,— и червячную пару — или — и —. Изменение
F 37 36 F У FJ 29 36 29
направления движения подачи производится переключением зубчатых колео. z = 36 на валах V и И.
Быстрые установочные перемещения стола происходят в направлении
включенной подачи от электродвигателя Мь который через передачу —, левое
храповое колесо z = 80 вращает вал I. Далее движение передается столу через кинематическую цепь подач. Столу можно сообщить и ручное перемещение с помощью-квадратов на валах V и И.
Прерывистые вертикальные подачи суппорта. В конце обратного хода ползуна упор 6 (см. рис. 101) нажимает на ролик механизма вертикальных подач (рис. 102, б), поворачивая храповое колесо z = 25, от которого вращение
передается зубчатым колесам — и через коническую пару колес — вращение
получает винт с шагом Р = 5 мм. В результате происходит вертикальное перемещение суппорта. Вертикальное перемещение суппорта вручную осуществляется вращением маховичка при выключенном коническом колесе
§3. ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
Продольно-строгальные станки предназначены для обработки плоских поверхностей различных деталей. На них можно производить черновое,
чистовое, а также отделочное строгание. Эти станки применяют в основном на заводах среднего и тяжелого машиностроения в условиях единичного и мелкосерийного производства, а также в ремонтных цехах.
Установленной на столе детали при обработке сообщается прямолинейное возвратно-поступательное движение. При рабочем ходе происходит процесс резания, при обратном ходе резец (или резцы) несколько приподнимаются, чтобы задняя поверхность его не касалась детали. Подача резца происходит на каждый ход обычно во время реверсирования стола с обратного хода на рабочий, т. е. перед началом рабочего хода стола.
У продольно-строгальных станков привод стола осуществляется от электродвигателя постоянного тока, который наряду с бесступенчатым регулированием скорости движения обеспечивает плавное врезание резца в деталь и замедленный выход его из детали в конце рабочего хода. Скорость обратного хода стола регулируется независимо от скорости рабочего хода. Механизм уста-

Рис. 103. Продольно-строгальный станок 7212:
1 — станина; 2 — стол; 3 — траверса (поперечина); 4 — вертикальные суппорты; 5 — подвеска пульта управления; 6 — портал; 7 — коробка подач вертикальных и боковых суппортов; 8 -привод стола. 9 — боковой суппорт.
новки длины хода стола обеспечивает минимальную величину перебега стола на всем диапазоне скоростей движения стола.
Основными размерами продольно-строгальных станков являются наибольшие длина и ширина строгания, а также наибольшая высота подъема поперечины (траверсы) с суппортами. В зависимости от устройства поперечин различают двухстоечные станки, у которых поперечина поддерживается двумя стойками, и одностоечные.
Продольно-строгальный двухстоечный станок 7212 (рис. 103) имеет следующую характеристику: наибольшие размеры обрабатываемой детали 1250 мм (ширина), 1120 мм (высота), 4000 мм (длина рабочей поверхности стола); скорость хода стола: рабочего 4-80, м/мин, обратного 12-80 м/мин; подача вертикальных суппортов двойной ход: горизонтальная 0,5-25 мм, вертикальная 0,25-12,5 мм; мощность электродвигателя привода стола 100 кВт.
Движения в станке. Главное движение — прямолинейное возвратно-поступательное движение, стола совместно с обрабатываемой деталью. Движения подач — прерывистые поступательные перемещения вертикальных суппортов в поперечном вертикальном и наклонном направлениях и бокового
суппорта в вертикальном и горизонтальном направлениях. Вспомогательные движения — механизированные быстрые и ручные перемещения суппортов в указанных направлениях, подъем и опускание траверсы и т. п.
Стол станка получает движение от электродвигателя постоянного тока через механическую коробку скоростей. Автоматический цикл движения стола состоит из медленного врезания резца в обрабатываемую заготовку, разгона стола до установленной скорости резания, рабочего хода с этой скоростью; уменьшения скорости стола перед выходом резца из металла; быстрого возврата стола с установленной скоростью, обратного хода.
Станок имеет один боковой суппорт и два вертикальных, расположенных на траверсе. Вертикальные суппорты приводятся в движение электродвигателем, помещенным на траверсе. Суппорты могут получать установочное перемещение или рабочую периодическую подачу в горизонтальном или вертикальном направлении. Вертикальные суппорты можно перемещать и вручную посредством съемной рукоятки с лимбом (для отсчета перемещений суппортов).
Ползуны вертикальных суппортов могут быть повернуты на угол 60° для обработки поверхностей под углом. Боковой суппорт станка может перемещаться вертикально по направляющим стойки, а его салазки — горизонтально. Боковой суппорт приводится в движение также от отдельного электродвигателя через свою коробку подач.
ПРОТЯЖНЫЕ СТАНКИ
§ 1. НАЗНАЧЕНИЕ И ТИПЫ ПРОТЯЖНЫХ СТАНКОВ
Протяжные станки предназначены для точной обработки внутренних и наружных поверхностей различного профиля. На рис. 104 приведены некоторые контуры поверхностей, обрабатываемых на протяжных станках. Протяжные станки делятся по следующим признакам: а) по назначению — для внутреннего и наружного протягивания; б) по степени универсальности — на станки общего назначения и специальные; в) по направлению и характеру рабочего движения — на горизонтальные, вертикальные, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки или заготовки, с комбинацией различных одновременных движений заготовки и протяжки; г) по количеству кареток или позиций — с одной, двумя или несколькими каретками; однбпозиционные (обычные) и многопозиционные (с поворотными столами).
Наибольшее распространение получили горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания.
Главным движением у протяжных станков является движение либо инструмента (протяжки), либо заготовки при неподвижном инструменте. Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая тяговая сила протягивания; она может достигать 290—390 кН (30 000—40 000 кгс) у средних станков и 1170 кИ (120 000 кгс) у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах 350-2300 мм.
Обычно протяжные станки работают по полуавтоматическому циклу, имеют, как правило, гидравлический привод; однако выпускают вы сокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока.

Рис. 104. Виды работ, выполняемых на протяжных станках
§ 2. ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК 7Б55
Станок предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
Характеристика станка. Номинальное тяговое усилие 98 кН (10 000 кгс); наибольшая длина рабочего хода салазок 1600 мм; диаметр отверстия в планшайбе 100 мм; скорость рабочего хода 1,5-11,5 м/мин; мощность электродвигателя привода главного движения 17 кВт; габаритные размеры 7200x2200X1700 мм; масса 6900 кг.
На рис. 105 показан общий вид станка. Станок работает как полуавтомат, но при оснащении его автоматизированными приспособлениями для подачи и съема деталей может работать на автоматическом цикле и может быть встроен в автоматические линии. Применяется станок в крупносерийном и массовом производстве, а с учетом простой переналадки его можно использовать и в единичном и мелкосерийном производстве.
Метод работы станка. Обрабатываемую деталь устанавливают в приспособление, которое крепят к планшайбе или плите (при значительных размерах детали) или надевают на направляющую часть протяжки (при небольших размерах детали); при работе

Рис 105 Горизонтально-протяжной станок 7Б55:
1 — основной (рабочий) гидроцилиндр;. 2 — электрощкаф; 3 — электродвигатель главного гидропривода; 4 — гидробак; 5 — электродвигатель вспомогательного гидропривода; 6 — основная станина. 7 — пульт управления; 8 — опорная плита; 9 — планшайба; 10 — поддерживающий ролик; 11 — вспомогательный патрон; 12 — вспомогательные салазки; 13 — вспомогательная (приставная) станина; 14 — вспомогательный гидроцилиндр; 15 — рабочий патрон; 16 — рабочие салазки; 17 — ползун-шток; 18 — механизм регулирования хода ползуна.
станка деталь опирается торцом на планшайбу, закрепленную на опорной плите.
Движение протяжки на станке осуществляется с помощью гидропривода, имеющего два насоса. Один из них производительностью 200 л/мин служит для подачи масла в основной (рабочий) гидроцилиндр, другой — производительностью 25 л/мин — подает масло во вспомогательный гидроцилиндр. Гидропривод позволяет осуществлять три цикла работы: полный цикл, простой цикл и наладочный. Работу на полном цикле производят длинными протяжками (1200-1300 мм) с задним хвостовиком. Протяжку устанавливают хвостовиком во вспомогательный патрон, получающий движение от штока вспомогательного цилиндра. Протяжка перемещается, поддерживаемая роликом, к рабочему патрону. Патрон захватывает передний хвостовик протяжки» перемещает ее вместе со вспомогательным патроном до его раскрытия от копира, осуществяет рабочий и обратный хода, после которых вспомогательный патрон захватывает задний хвостовик протяжки и отводит ее в исходное положение.
Станок протяжной горизонтальный для внутреннего протягивания, одинарный 7Б56
Назначение станка по металлу 7Б56
Для обработки методом протягивания предварительно обработанных или черновых сквозных отверстий различной формы и размеров. Привод гидравлический
Технические характеристики станка 7Б56
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Номинальное тяговое усилие, кН | 200 |
| Длина хода рабочих салазок, мм | 1600 |
| Рабочая ширина стола, мм | 450 |
| ЧПУ | — |
| Пределы частот вращения шпинделя Min/Max, об/мин. | — |
| Мощность, кВт | 30 |
| Габариты, мм | 7200_2135_1810 |
| Масса, кг | 7450 |
| Начало серийного выпуска, год | 1971 |
| Завод-производитель | Станкостроительный завод им. Кирова, ГП |
Предлагаем купить в Алматы, Нур-Султане (Астане), Караганде, Костанае, Павлодаре, Усть-Каменогорске, Шымкенте, Уральске, Актобе, Петропавловске и других городах Казахстана Станок протяжной горизонтальный для внутреннего протягивания, одинарный 7Б56 или его аналог (если изделие не выпускается) по доступной цене. Самостоятельно подобрать оборудование можно, зайдя в соответствующий подраздел основного раздела КАТАЛОГ на нашем сайте или получив консультацию у специалистов компании, позвонив на указанные ниже телефоны.
После согласования модели и условий доставки наш менеджер предоставит Вам договор и счет на его поставку. В договоре и счете для казахстанских покупателей цена на Товар указывается в рос. рублях с НДС=0.
Продажа аналогов оборудования — Станок протяжной горизонтальный для внутреннего протягивания, одинарный 7Б56 обычно осуществляется на условиях 100% предоплаты, если изделие имеется в наличии на складе. В случае его отсутствия и необходимости запуска станка в производство, покупателем оплачивается первоначально 50% его стоимости, а оставшиеся 50% перечисляются после подтверждения нашей компанией, что оборудование изготовлено и готово к отгрузке.
Также покупателем и менеджером отдела продаж нашего предприятия может быть согласован другой порядок оплаты и другой процент первоначальных и заключительных оплат по контракту.
Гарантия на станочную технику, аналогичную изделию — Станок протяжной горизонтальный для внутреннего протягивания, одинарный 7Б56 предоставляется:
- На новые станки — 12 мес.,
- На станки после кап. ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что информация, представленная на сайте, не является публичной офертой, а актуальную стоимость оборудования уточняйте у наших специалистов по продаже станочной техники!

Если Вам необходимо купить аналоги — Станок протяжной горизонтальный для внутреннего протягивания, одинарный 7Б56 в Алматы, Нур-Султане, Караганде, Костанае, Усть-Каменогорске, Шымкенте, Павлодаре, Уральске, Актобе, Петропавловске, Актау, Таразе, Атырау, Кызылорде, Семее, Кокшетау, Талдыкоргане, Туркестане, Экибастузе, Рудном, Темиртау, Жезказгане, Курчатове, Байконуре
Звоните на телефоны:
+7 (7172) 69-62-30
+7 (727) 350-81-40
+7 (7212) 94-02-35
В странах-соседях Казахстана — в Кыргызстане, Таджикистане, Туркменистане, Узбекистане в городах Нукус, Наманган, Бишкек, Коканд, Ашхабад, Андижан, Худжант, Душанбе, Карши, Бухара, Туркменабад, Самарканд, Ош, Ташкент, Дашогуз и других для покупки оборудования типа Станок протяжной горизонтальный для внутреннего протягивания, одинарный 7Б56 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контактные данные, кликнув на кнопку ЗАКАЗАТЬ ЗВОНОК вверху сайта, — мы сами Вам перезвоним.
Модели и характеристики протяжных станков
Назначение протяжных станков заключается в точной обработке внутренней (внешней) поверхности детали по заданной конфигурации.

Горизонтальный протяжной станок
Контуры, получаемой после обработки поверхности, могут быть различной формы, которая задается профилем режущей протяжки.
1 Основные характеристики
Модели протяжных станков различаются по нескольким признакам:
- назначение — внутренняя или наружная протяжка;
- универсальность — общее и узкоспециализированное назначение;
- направление рабочего движения — горизонтальное или вертикальное;
- характер рабочего движения — круговое, движение протяжки, движение заготовки;
- число кареток — одна или несколько;
- позиция — обычные станки (однопозиционные), с поворотными столами (многопозиционные);
- наличие ЧПУ.

Отечественный горизонтальный протяжной станок
Основными типами являются:
- горизонтально протяжной станок (для внутренней обработки отверстий);
- вертикально протяжный станок (для внутреннего и наружного протягивания);
- ЧПУ центры, которые имеют устройства автоматической установки/снятия заготовок и смену инструмента.
К рабочим характеристикам относятся такие показатели как тяговая сила — от 50 до 1000 кН, и длина хода протяжки — от 1000 до 2000 мм.
1.1 Горизонтально протяжные станки
Используются для обработки внутренних и внешних поверхностей деталей в линейном направлении при помощи протяжек, которые имеют различные профили.
При работе используется только прямолинейное движение инструмента (протяжки) или заготовки (детали) в горизонтальном направлении. Выборка (срезание) материала происходит за счет равномерного подъема зубьев на протяжке по всей ее длине. Рабочий процесс может быть автоматизирован за счет установки систем ЧПУ.
к меню ↑
1.2 Процесс работы г оризонтально-протяжного станка СГП12 (видео)
к меню ↑
1.3 Вертикально протяжные станки
Принцип работы вертикально протяжного станка такой же, как и у горизонтального варианта, но имеется несколько преимуществ:
- ось протяжки не провисает и не искривляется;
- при модернизации по увеличению производительности, проще устанавливаются дополнительные протяжки;
- небольшая занимаемая производственная площадь, так как рабочее движение происходит вертикально.
2 Модели протяжных станков
В своем большинстве все, как горизонтально, так и вертикально ориентированные станки, работают в полуавтоматическом режиме. Некоторые модели оснащены ЧПУ, что значительно упрощает и ускоряет процесс производства. Привод может быть гидравлическим или электромеханическим.
2.1 Модель 7Б55
Горизонтально протяжной станок 7Б55 используется для обработки внутренних поверхностей, имеющих различную форму и размеры, методом протягивания. Устройство станка 7Б55 выглядит следующим образом:
Во внутренней части сварной полой станины расположен гидравлический привод, состоящий из силового цилиндра и штока, который на салазках может перемещаться по направляющим.

Горизонтально протяжной станок, модель 7Б55
На шток (в его свободной части) насажена втулка, имеющая патрон для крепления протяжки. Другой конец режущего инструмента закрепляется во вспомогательном патроне.
Устройство для крепления заготовки вместе с самой заготовкой упираются в корпус станины. При рабочем ходе вспомогательный патрон на салазках передвигается вместе с протяжкой до жесткого упора, после чего связь между ними обрывается подпружиненным кулачком. При возврате инструмента после выполнения операции резания, протяжка снова соединяется со вспомогательным патроном.
Устройство станка 7Б55 рассчитано на полуавтоматический режим работы, но есть возможность установки элементов ЧПУ для полной автоматизации рабочего процесса.
Перемещение протяжки обеспечивает гидравлическое устройство, которое имеет два насоса высокого давления. Один подает масло в главный цилиндр со скоростью 200 литров в минуту, другой обеспечивает вспомогательный гидроцилиндр подачей масла со скоростью 25 литров в минуту.
Сила протягивания равна 98 кН, рабочий ход — 1600 мм, скорость при протягивании — от 1,5 до 11,5 метров в минуту, при обратном ходе — от 20 до 25 м/мин. Мощность электродвигателя для главного насоса — 17 кВт. Общий вес — 6900 кг.
к меню ↑
2.2 Модель 7523
Станок модели 7523 — это горизонтальный протяжной полуавтомат. Используется для обработки деталей имеющих сквозные отверстия различных размеров и формы методом протягивания.

Горизонтально-протяжной станок, модель 7523
На полуавтомате 7523 протягиваются круглые и шлицевые отверстия, шпоночные пазы и так далее. Станок 7523 был запущен в производство в 1987 году и пришел на смену несколько устаревшему 7Б57.
Характеристики горизонтального протяжного станка 7523:
- класс точности — Н;
- рабочая тяговая сила — 100 кН;
- ход рабочих салазок — 1250 мм;
- мощность электропривода- 11 кВт;
- габаритные размеры по длине, ширине, высоте — 6000×2000х1715 мм;
- вес — 4100кг.
2.3 Модель 7534
Горизонтально протяжной агрегат 7534 используется для обработки протягиванием круглых, шлицевых отверстий, шпоночных пазов различных размеров и формы. Применяется при крупно и мелкосерийном производстве, а также для индивидуального использования.
Полуавтомат 7534 может быть оснащен дополнительным оборудованием, при помощи которого становится возможна обработка протягиванием внешних поверхностей различной формы.

Горизонтально-протяжной станок, модель 7534
На станке 7534 допускается установка автоматического загрузочно-разгрузочного устройства и под управлением ЧПУ процесс работы станка 7534 становится полностью автоматическим.
Особенности горизонтально протяжного станка 7534:
- гидропривод рабочего движения обеспечен аксиально-поршневым насосом;
- современная система смазки, которая имеет дозированную подачу масла и сигнализацию, оповещающую о прекращении смазывания;
- двойная фильтрация рабочей жидкости с использованием фильтра тонкой очистки и электровизуальным контролем степени очистки;
- монтаж гидравлического оборудования без трубок, при котором используются унифицированные плиты;
- имеет теплообменное устройство, которое охлаждает масло в гидравлическом приводе воздушным методом.
- тяговое усилие — 250 кН;
- ход рабочих салазок — 1600 мм;
- поверхность рабочей плиты — 450×450 мм;
- планшайба по диаметру — 360 мм;
- скорость при рабочем ходе — от 1 до 13 метров в минуту;
- максимальный наружный диаметр обрабатываемой детали — 600 мм;
- габаритные размеры — 7205×2200х1810 мм;
- вес — 6250 кг.
2.4 Самодельный протяжный станок
Изготовить своими руками протяжный станок, для работы в индивидуальных целях, особой необходимости у домашних мастеров нет. Но все же, существуют специалисты, которые индивидуально занимаются таким типом обработки деталей в достаточно больших объемах. Поэтому изготовление своими руками устройства, в котором используется режущая протяжка для них вполне актуально.

Вертикально-протяжной станок RISH-M
Сам станок, который будет изготовлен своими руками, может быть простым устройством, которое обеспечивает прямолинейное движение режущего инструмента (протяжки) при помощи гидравлики или электромеханики. Более простым вариантом является выполнение гидравлического привода.
Основной проблемой, которая возникает при работе своими руками на самодельном станке — это обеспечение производства протяжками (режущим инструментом). Самостоятельно изготовить его сложно, поэтому в своих расчетах, по сборке домашнего станка своими руками, следует отталкиваться от уже готовых производственных комплектующих.
- станина (полый сваренный из листового металла короб);
- гидравлический (электромеханический) привод;
- салазки, передвигающиеся по направляющим внутри короба;
- шток, закрепленный на салазках и имеющий патрон для закрепления протяжки с одного конца;
- устройство крепления заготовки в торце короба;
- элементы управления движением режущего инструмента.
Для работы с небольшими деталями, к примеру, проделывание выборки в отверстии насадки шестеренки для шплинта, крепление свободного конца протяжки не обязательно. Смазку и охлаждение режущей поверхности протяжки можно проводить вручную, не создавая для этого особой конструкции.

