
§6. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Е711В. Техническая характеристика.
ПАСПОРТИЗАЦИЯ
Техническая документация на оборудование
| Стоит всего лишь набрать номер модели станка (оборудования) и тут же найдется необходимый паспорт на техническое устройство: |
Друзья на все архивы (техническая документация) установлен пароль. Получить его бесплатно можно тут.
Станок плоскошлифовальный 3Е711В-1

Назначение технического устройства.
Станок плоскошлифовальный 3Е711В-1 предназначен для шлифования периферией круга плоских поверхностей различных изделий, закреплённых на зеркале стола, магнитной или электромагнитных плитах или в приспособлении. Возможно шлифование торцем круга вертикальных поверхностей. С применением специальных приспособлений для профилирования шлифовальных кругов и крепления деталей на станках возможно профильное шлифование фасонных поверхностей и пазов.
Технические характеристики.
Наибольшие размеры обрабатываемого изделия, мм:
Размеры рабочей поверхности по ГОСТ 6569-75, мм – 400х200
Ширина паза по ГОСТ1574-75, мм – 14
Расстояние между пазами, мм – 80
Величина наибольшего ручного перемещения стола, мм:
Габаритные размеры станка, мм:
Масса станка, кг (без приставного оборудования) – 2440
Руководство по эксплуатации, паспорт на Станок плоскошлифовальный 3Е711В-1 скачать бесплатно в формате djvu (35 страниц):
3Е711В станок плоскошлифовальный с горизонтальным шпинделем универсальный
Схемы, описание, характеристики

Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Станки, выпускаемые Оршанским станкостроительным заводом
- 3Б70В — станок плоскошлифовальный с горизонтальным шпинделем 160 х 400
- 3Г71 — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Г71М — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Д711ВФ11 — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3Е710В — станок плоскошлифовальный с горизонтальным шпинделем 125 х 250
- 3Е711В — станок плоскошлифовальный с горизонтальным шпинделем 200 х 630
- 3711, 3701 — станок плоскошлифовальный особо высокой точности 200 х 630, 125 х 400
- Орша-Ф32Ш — станок консольно-фрезерный широкоуниверсальный 320 х 1400
- ТШ-1 — станок настольный точильно-шлифовальный Ø 250
- ТШ-2 — станок точильно-шлифовальный Ø 300
- ТШ-3 — станок точильно-шлифовальный Ø 400
- ТШ-4 — станок точильно-шлифовальный Ø 400
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом 3Е711В предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Плоскошлифовальный станок 3Е711В предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок 3Е711В используется в единичном, мелкосерийном и серийном производстве.
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Современные аналоги плоскошлифовального станка 3Е711В
3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) — 630 х 200 мм
- Предельная высота обрабатываемой заготовки — 325 мм
- Наибольшая масса орабатываемой детали — 220 кг
- Размеры стандартного шлифовального круга — Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 — Ø D = 40 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 2,5 т
Габариты рабочего пространства плоскошлифовального станка 3Е711В
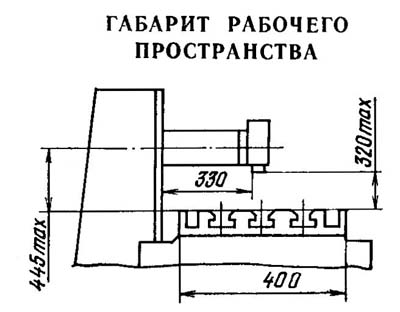
Габариты рабочего пространства станка 3е711в
Посадочные и присоединительные базы плоскошлифовального станка 3Е711В
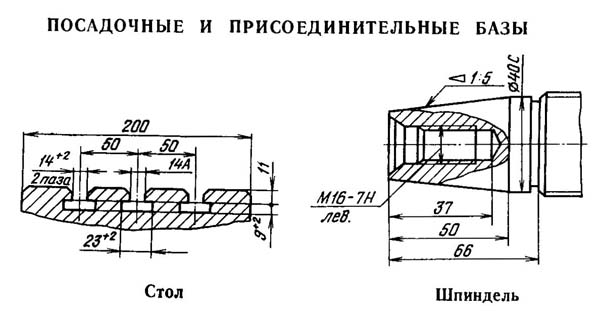
Посадочные и присоединительные базы шлифовального станка 3е711в
Схема цикла плоскошлифовального станка 3Е711В
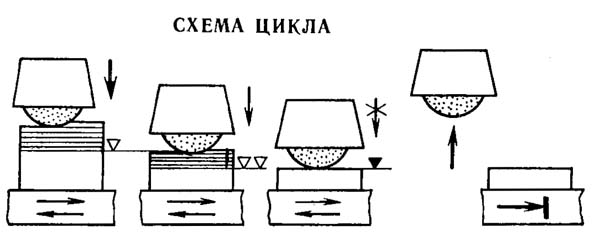
Схема цикла плоскошлифовального станка 3е711в
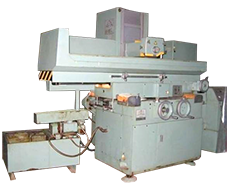
Общий вид универсального плоскошлифовального станка 3Е711В

Фото плоскошлифовального станка 3е711в

Фото плоскошлифовального станка 3е711в
Расположение составных частей и органов управления плоскошлифовального станка 3Е711В
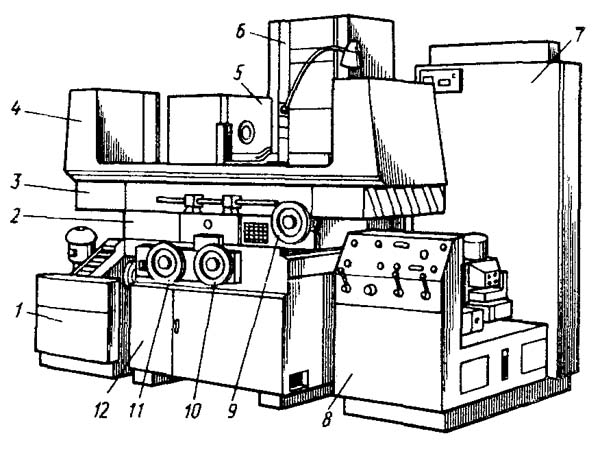
Расположение составных частей и органов управления шлифовального станка 3е711в
Перечень составных частей и органов управления станка 3Е711В
- бак с СОЖ
- крестовый стол
- продольный стол
- защитный кожух
- шлифовальная бабка
- колонна
- электрошкаф
- пульт управления
- ручное перемещение стола
- вертикальное перемещение бабки
- поперечная подача
- станина
Кинематическая схема плоскошлифовального станка 3Е711В
Кинематическая схема плоскошлифовального станка 3е711в
Основные механизмы и движения в станке. На станине А смонтирована колонна Б. Крестовый суппорт В перемешается по горизонтальным направляющим качения станины. Стол Д совершает продольное возвратно поступательное движение на горизонтальных направляющих качения. Шлифовальная головка Г перемещается по вертикальным направляющим колонны. В станке смонтированы механизмы вертикальной Е и поперечной Ж подачи, а также гидропривод.
Кинематика станка
Главное движение шпиндель II и шлифовальный круг получают от электродвигателя М1 через ременную передачу.
Поперечная подача крестового суппорта осуществляется от электродвигателя постоянного тока М2 через косозубые колеса Z=34/100, Z=60/100 и ходовой винт VII. При включении муфты вправо – ( колесо Z=100) происходит автоматическая подача суппорта – непрерывная или прерывиста на каждый ход или двойной ход стола. Для обеспечения прерывистой подачи при продольном реверсе стола дается команда на включение двигателя М2 от бесконтактного путевого переключателя.
Продольная подача. Возвратно-поступательное перемещение стола можно осуществить вручную или от гидропривода. Ручную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты с z=18 и 2=19 обкатываются вокруг неподвижного центрального колеса с z=19 и через колесо с z=20 вращают реечное колесо с z=18 и рейку. Продольное перемещение стола за один оборот маховичка 1 равно Snp = 11,3 мм.
Схема гидравлическая плоскошлифовального станка 3Е711В
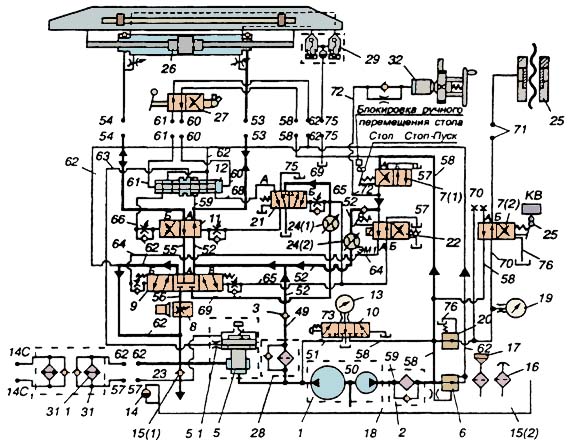
Гидравлическая схема плоскошлифовального станка 3е711в
Гидравлическая система для гаммы плоскошлифовальных станков ЗЕ711В предназначена:
- для продольного реверсированого перемещения стола
- вывода его в зону загрузки по окончании цикла обработки
- привода механизма автоматической вертикальной подачи и централизованного автоматического смазывания
Гидростанция снабжена установкой для охлаждения масла.
Продольное перемещение стола производится от сдвоенного лопастного насоса 1. Пуск двигателя стола выполняется краном 7 (1), установленным в положении Б. В положении А дросселирующего гидроусилителя 22 масло от насоса 1 (малой подачи) поступает по цепи 1-59-58-7/-73-22-64 под торец дросселирующего гидрораспределителя 9, а слив из-под другого его торца происходит по цепи 65-22, и гидрораспределитель занимает положение Б. При этом масло подается в правую полость гидроцилиндра 26 от насоса большой подачи по цепи 1-51-28-49-3-52-11-53 и стол перемещается влево одновременно происходит дополнительное питание линии нагнетания большего от меньшего по цепи 58-7/1/-72-4-52-24/2/-52, что обеспечивает устойчивые малые скорости стола. Из левой полости гидроцилиндра масло сливается по цепи 54-11-55-9-56-8-62-18. Насос большой производительности создает давление управления. Это давление поддерживается постоянным за счет слива избытка масла через напорный золотник 6 и магистраль 62.
Стол движется влево до тех пор, пока кулачок реверса не установит кран реверса 27, в положение Б. При этом масло при цепи 58-27-51 поступает под левый торец распределителя 12 и он занимает правое положение, соединяя магистрали 53 и 63. Распределитель 11 займет положение Б позже, так как давление под его торец поступает после реверса распределителя 12 Поэтому в этот момент в цепи 52-11-59-12-62 будет создаваться давление, которое поднимает клапан 5 и произойдет разгрузка насоса 1. Когда распределитель 11 займет положение Б клапан 5 опуститься и масло поступит в левую полость гидроцилиндра 26 и стол перемещается вправо. Регулирование плавности реверса стола осуществляют дроссели на линии управления распределителя 11.
Распределитель 12 соединяет магистрали 54 и 63. Давление в магистрали 54 соответствует наладке дросселя 8 в скорости перемещения стола. Это давление определяет величину подъема клапана 5, и следовательно, величину давления в магистрали 52. Поэтому любому изменению давления на сливе из гидроцилиндра стола соответствует изменение давления в напорной магистрали. После окончания цикла обработки электромагнит ЭМ1 отключается и распределитель 22 занимает положение Б. Масло по цепи 1-59-58 -7(1) -72-22 поступает в магистраль 65 и распределитель 21 займет положение Б, а распределитель 9 – положение В. Тогда после переключения крана реверса 27 в положение А распределитель перемещается влево, а распределитель 77 в положение Б, и масло по цепи 1-59-2-58-7-72-4-52-24(2)-52-22-54 продолжает поступать в левую полость гидроцилиндра 26, а слив осуществляется по цепи 53-11-55-9-69-24(1)-1-69-21- 75. Стол движется с малой скоростью вправо до жесткого упора, а затем происходит торможение стола.
При остановке стола краном 7 /1/ масло сливается в бак по цепи 1-51-28-49-3-52-9-62-25-57. При положении А гидрораспределителей 9 и 11 полости гидроцилиндра 26 и магистраль 62 соединены по цепи 53-11-52-9-55-62-11-54. Распределитель 12 объединяет магистрали 54 и 53. В результате этого перепад давления на клапане 23 действует на клапан 5 и поднимает последний: мало от насоса 1 большой производительности дополнительно сливается через клапан 5. Устройство 29 служит для выпуска воздуха из гидроцилиндра 26. При соединении к гидросистеме теплообменников 31 слив масла осуществляется по цепи 62-31(1)-57-14.
Разжим и фиксация гидрогайки винта поперечного перемещения. Устранение зазора гидрогайки 25 осуществляется при установке крана 7(2) в положение А. В этом случае давление масла распространяется по цепи 58-20- 70- 7(2) и контролируется манометром 19. Фиксация суппорта выполняется подводом масла по цепи 58-7(2)-71 при положении Б крана 7(2).
Блокировка. С рукояткой крана 7(2) связан конечный выключатель блокировки поперечной подачи. Когда кран находится в положении «фиксация», включение электродвигателя поперечной подачи невозможно.
С рукояткой крана 7(1) связан конечный выключатель блокировки ручного перемещения стола. При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
Схема электрическая станка плоскошлифовального 3Е711В

Электрическая схема плоскошлифовального станка 3е711в
Подвод питающего напряжения осуществляется медным проводом сечением 4 мм². Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4″, расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:
50Гц, 380B
цепь управления:
50Гц, 29В
50 Гц, 24 В
цепь сигнализации
50 Гц, 22 В
Установочный чертеж плоскошлифовального станка 3Е711В
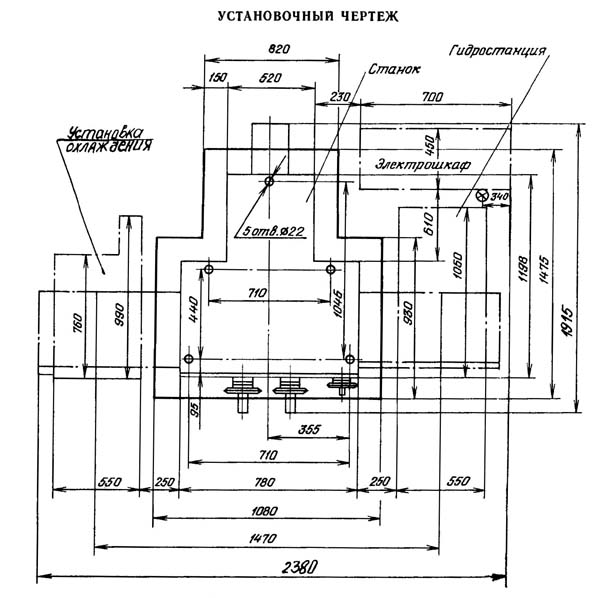
Установочный чертеж плоскошлифовального станка 3е711в
Плоскошлифовальный станок 3Д711ВФ11
Плоскошлифовальный станок 3Д711ВФ11 предназначен для высокоточной обработки плоских поверхностей различных изделий, а с применением приспособлений для профилирования шлифовального круга и установки деталей – профильных поверхностей, пазов, уступов, а также шлифования торцом круга.
Особенности конструкции:
- Высокая жесткость и виброустойчивость станков за счет рациональной конструкции станины, крестового суппорта, колонны, стола и шлифовальной головки гарантирует стабильную точность и чистоту обработки.
- Плавное высокоточное безлюфтовое позиционирование за счет применения в узлах подач шариковинтовых пар качения.
- Все рабочие перемещения станков автоматизированы.
- Возможно применение комплектующих изделий электрооборудования ведущих мировых производителей SIEMENS, BALLUFF.
- Базовые детали из чугуна.
- Плоскошлифовальные станки модели 3Д711ВФ11 выпускаются в двух промышленных исполнениях:
- исполнение 30 без УЦИ и исполнение 31 с УЦИ с импортной комплектацией электрооборудования;
- исполнение 24 с комплектацией электрооборудования производителей Российской Федерации.
Комплект поставки плоскошлифовального станка:
- Система охлаждения с насосом подачи СОЖ и магнитным сепаратором ее очистки.
- Гидростанция привода стола и смазки.
- Шлифовальный круг с фланцами.
- Быстроизнашиваемые запасные части, инструмент и принадлежности.
За дополнительную оплату поставляются:
- электромагнитная плита,
- механизм правки шлифовального круга,
- приспособления для профильного шлифования, расширяющие технологические возможности.
По отдельному заказу: исполнение электроавтоматики, позволяющее обеспечить автоматическую работу цикла станка: черновое, чистовое шлифование, компенсацию правки круга, остановку при выходе на размер.
Технические характеристики плоскошлифовальных станков 3Д711ВФ11 (исп. 30 без УЦИ) и 3Д711ВФ11 (исп. 31 с УЦИ)
3Д711ВФ11
исп. 31 с УЦИ

Компанией была произведена модернизация системы управления подающим комплексом в линии поперечной резки листового металла .Произведена замена по части автоматизации: установка нового логического контроллера, сенсорной панели управления, сервоусилителя и серводвигателя
Для линии разработано специальное программное обеспечение на базе промышленного логического контроллера Mitsubishi , работающее по заданному алгоритму
Обновлен интерфейс управления линией с сохранением всего предыдущего функционала

Компания ПитерМаш осуществила поставку ленточнопильного станка производства Way Train
Данный станок, весом более 5 тонн, является самым большим ленточнопильным станком колонного типа с возможностью поворота в модельном ряду
С его помощью возможна резка заготовок круглого сечения диаметром до 650 мм и заготовок прямоугольного сечения размерами 650×1100 мм
На станке используется широкое полотно 54×1,6×8730, что положительно сказывается на качестве реза. Мощный двигатель и жесткая конструкция с возможностью поворота позволяют без проблем обрабатывать заготовки сплошного сечения

Предназначен для нарезания (фрезерования) цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства
— Осмотр показал, что механическая и гидравлическая часть станка находится в удовлетворительном состоянии.Была собрана схема релейной автоматики
— Устранено множество ошибок
— Установлен переключатель скорости главного привода
— По окончании ремонта произведена проверка работы станка в ручном и полуавтоматическом режиме
— Произведен успешный запуск станка. Оператор был обучен работе на этом станке, после чего была изготовлена пробная деталь
Наши специалисты продолжают оставаться с Вами на связи по всем вопросам. Все консультации и платежи осуществляются в обычном режиме. Наши менеджеры готовы предложить Вам специальные актикризисные условия покупки:оформление Договора в рублях,фиксация курса,специальные цены.
В наличии на складе и в пути в достаточном количестве оборудование, инструмент и запасные части

Компания ПитерМаш от всей души поздравляет вас с майскими праздниками и Днём Победы!
Плоскошлифовальный станок 3Е711В
Информация об изготовителе
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец».
Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.

Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Общая информация
Универсальный плоскошлифовальный станок используют для обработок периферией круга. Работу проводят с разными деталями, прикрепленными к столу, или к электромагнитной плите. Такое оборудование применяется при разовом и серийном производстве.
Все переключения на станке сопровождает световая сигнализация, а настройку осуществляют посредством двухпредельного датчика. Приставное оборудование подключают к готовой электроразводке.
Современные аналоги
К ним относят 3Д711ВФ11 — 600 х 200 (производства того же предприятия «Красный борец»), и 3Л741ВФ10 — 600 х 200 (Липецкого станкостроительного завода).
Технические характеристики
Схема плоскошлифовального станка, зависимо от размещения шпинделей, делит их на:
- вертикальные;
- горизонтальные.
Также их делят по форме стола, которая может быть:
- в форме круга;
- в форме прямоугольника.
Определяющим показателем, который определяет паспорт, как технические характеристики плоскошлифовального оборудования, называют показатели габаритов стола.
Плоскошлифовальный агрегат гс 3Е711В, оснащенный столом в виде прямоугольника и горизонтально обустроенным шпинделем, предусмотрен для действий с плоскими видами заготовок (круговой периферией). Класс его точности относят к разряду В.
Дальнейшие технические характеристики плоскошлифовального оборудования, которые содержит паспорт:
- протяженность поверхности для работы – 63 см;
- ширина рабочей поверхности – 20 см;
- быстрота подачи во время продольных ходов стола — 2-35 м/мин;
- быстрота при поперечных ходах крестовидного суппорта – 0,001 – 0,09 мм;
- габариты – 27х17,75х19,1 см.

Технические характеристики плоскошлифовального станка 3Е711В
Также паспорт содержит и другие сведения о функционировании данного станка, и здесь есть его схема.
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.

Установочный чертеж 3Е711В
Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.

Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Паспорт и руководство по эксплуатации
Технические характеристики и схема, которые содержит паспорт, совпадают не у всех моделей. Потому, что станки выпускают разные заводы-изготовители и также играет роль год выпуска. Для более точного представления необходимо читать паспорт, который прилагается к конкретной модели станка.
Паспорт содержит всю нужную информацию для обслуживающего персонала и мастера, работающего на станке. В данном документе имеется подробные характеристики, схема и инструкция, как использовать плоскошлифовальный станок 3Е711В.
Скачать описание, паспорт и руководство по эксплуатации станка 3Е711В
Покупка б/у станков: 8 911 816 66 54
Вопросы гарантийного ремонта: 8 911 022 88 72
Отдел продаж : 8 911 816 67 56 || 8 911 022 88 76
Остальные вопросы: 8 981 891 24 38
Универсальный плоскошлифовальный станок 3Е711В
Универсальный плоскошлифовальный станок 3Е711В
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Станок предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей. С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей. Станок комплектуется стандартной электромагнитной плитой. Станок используется в единичном, мелкосерийном и серийном производстве.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Узнайте о цене, состоянии и условиях покупки этого плоскошлифовального станка, отправивив запрос «Задать вопрос по товару» вверху страницы. Или просто позвоните по телефону (812) 325-38-30! Вам ответят о всех имеющихся шлифовальных станках бу.
Хотите купить плоскошлифовальный станок 3Е711В в России?
§6. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Е711В. Техническая характеристика.
>
Плоскошлифовальные станки классифицируют: по расположению шпинделя — на горизонтальные и вертикальные; по форме стола — с круглым и прямоугольным столом. Основным параметром, характеризующим плоскошлифовальные станки, является размер стола.
Плоскошлифовальный станок 3Е711В с прямоугольным столом и горизонтальным шпинделем предназначен для обработки плоских поверхностей заготовок периферией круга. Класс точности станка В.
Техническая характеристика станка 3Е711В. Размеры рабочей поверхности стола (длина X ширина) 630×200 мм; пределы скоростей продольного перемещения стола 2-35 м/мин; пределы скоростей поперечного перемещения крестового суппорта 0,01-1,5 м/мин; пределы вертикальных подач шлифовальной головки 0,001-0,09 мм; габаритные размеры станка 2700x1775x1910 мм.
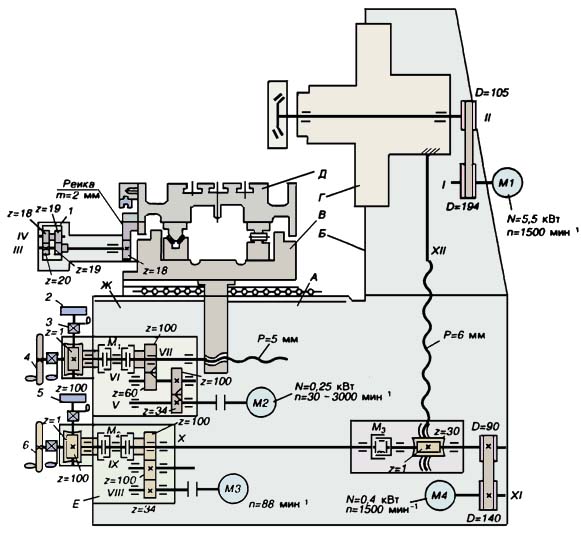
Основные механизмы и движения в плоскошлифовальном станке 3Е711В. К станине А (рис. 125) крепится колонна Б. По горизонтальным направляющим качения станины перемещается в поперечном направлении крестовый суппорт В со столом Д, совершающим продольное возвратно-поступательное движение. По вертикальным направляющим качения колонны Б движется шлифовальная головка Г. В станине расположены механизмы Е и Ж вертикальной и поперечной подачи, а также гидропривод станка.
Рис. 125. Кинематическая схема плоскошлифовального станка 3Е711В
Кинематика станка 3Е711В. Главное движение шлифовальный круг получает от электродвигателя M1 (N = 5,5 кВт, n = 1500 мин-1) через поликлиновую ременную передачу. Шпиндель II смонтирован в многоклиновых подшипниках с самоустанавливающимися вкладышами.
Поперечная подача 3Е711В крестового суппорта осуществляется от двигателя постоянного тока М2 (N = 0,25 кВт, n= 30-3000 мин-1) через косозубые колеса z = 34-100, z = 60-100 и ходовой винт VII.
При включении муфты М1 в колесо z = 100 происходит автоматическая подача — непрерывная или прерывистая на каждый ход стола (или двойной ход стола). Для получения прерывистой подачи при продольном реверсе стола двигателю М2 дается команда на включение от бесконтактного путевого переключателя.
Ручные грубая и тонкая поперечные подачи осуществляются при включении муфты М1 влево. Тонкую ручную подачу получают при вращении лимба 2 через червячную пару z = 1-100; грубую ручную подачу осуществляют маховиком 4 (червяк z = 1 при этом выводится из зацепления рукояткой 3).
Продольная подача стола происходит от гидропривода; скорости регулируются бесступенчато. Ручную продольную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты z = 18 и z = 19 обкатываются вокруг неподвижного центрального колеса z = 19 и через другое центральное колесо z = 20 вращение передается на реечное колесо z = 18 и рейку. Планетарная передача значительно снижает величину перемещения на один оборот лимба.
Вертикальная подача 3Е711В шлифовальной головки осуществляется от шагового электродвигателя М3 в момент реверса стола или крестового суппорта. Вращение передается ходовому винту XII при включенной муфте М2 вправо через колеса z = 34-100-100, карданный вал X, включенную электромагнитную муфту М3 и червячную пару z = 1-30. Ручные (грубая и тонкая) вертикальные подачи осуществляются аналогично поперечным ручным подачам маховичком 6 по лимбу 5.
Быстрые установочные перемещения шлифовальной головки плоскошлифовального станка 3Е711В происходят от асинхронного электродвигателя М4 (N = 0,4 кВт, n = 1500 мин-1) при отключенной муфте М3.
Перейти вверх к навигации



3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Станок предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок используется в единичном, мелкосерийном и серийном производстве.
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) — 630 х 200 мм
- Предельная высота обрабатываемой заготовки — 325 мм
- Наибольшая масса орабатываемой детали — 220 кг
- Размеры стандартного шлифовального круга — Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 — Ø D = 40 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 2,5 т
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Формовочные смеси для литья, стержневые смеси
Расположение составных частей и органов управления плоскошлифовального станка 3Е711В

Расположение составных частей и органов управления шлифовального станка 3е711в
Перечень составных частей и органов управления станка 3Е711В
- бак с СОЖ
- крестовый стол
- продольный стол
- защитный кожух
- шлифовальная бабка
- колонна
- электрошкаф
- пульт управления
- ручное перемещение стола
- вертикальное перемещение бабки
- поперечная подача
- станина
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Можно ли клеить обои на бетонные стены без шпаклевки
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.

Установочный чертеж 3Е711В
Схема электрическая станка плоскошлифовального 3Е711В

Электрическая схема плоскошлифовального станка 3е711в

Подвод питающего напряжения осуществляется медным проводом сечением 4 мм². Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4″, расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:
- силовая цепь
50Гц, 380B
цепь управления:
50Гц, 29В
50 Гц, 24 В
цепь сигнализации
50 Гц, 22 В
цепь электромагнитной плиты постоянный =110 В
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Е711В |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 |
| Расстояние от оси шпинделя до зеркала стола, мм | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 |
| Точностные параметры, максимально достигаемые на образце-изделии | |
| Размер образца-изделия, мм | 380 х 120 х 80 |
| плоскостность, мкм | 4 |
| параллельность, мкм | 5 |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 |
| Рабочий стол станка | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | |
| Суппорт стола. Механизм поперечной подачи стола | |
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 |
| Шлифовальная головка. Шлифовальный круг | |
| Наибольшее вертикальное перемещение шлифовальной головки, мм | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | |
| Размеры шлифовального круга, мм | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | |
| Наибольшая скорость резания, м/с | 35 |
| Цена деления лимба маховика вертикального перемещения, мм | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | — |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | 0,08..0,002 |
| Электрооборудование и привод станка | |
| Количество электродвигателей на станке | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 8,09 |
| род тока питающей сети | 50Гц, 380 В |
| Габариты и масса станка | |
| Габарит станка (длина х ширина х высота), мм | 2000 х 1770 х 1920 |
| Масса станка, кг | 2550 |
Выбор оснастки является одним из важнейших задач при, разработке технологического процесса механической обработки заготовки, от правильного его выбора зависит производительность изготовления детали, и, экономическое использования производственных площадей, электроэнергии и в итоге себестоимости изделия.
Оборудование на проектируемым на участке должно быть по возможности универсальным.
Используемый измерительный, вспомогательный инструмент и приспособления:
1. Штангенциркуль ШЦ-II-250 0,05 ГОСТ 166-89
2. Угломер с нониусом тип 1УМ ГОСТ 5378-89
3. Набор образцов шероховатости 1,6-6,3 ФЦ ГОСТ 9378-93
4. Микрометр МК50-1 ГОСТ 6507-90
5. Микрометр МГ Н25 ГОСТ 6507-90.
Выбор режущего инструмента обуславливается материалом обрабатываемой детали, твердостью, конфигурацией, видом обработки (черновой, чистовой), универсальностью, конструкцией детали, выбором оборудования и по возможности использовать стандартный режуще=ий инструмент.
Заключение
В результате прохождения производственной практики по получению профессиональных умений и опыта профессиональной деятельности практик и были приобретены , умения следующие практические навыки и умения: (указываются знания, умения и навыки соответствующим компетенциям, из программы практики по конкретной ОПОН, приобретенные в ходе практики)
1. Способность участвовать в разработке проектов изделия машиностроения, средств технического оснащения, автоматизации и диагностики машиностроительного производства, технологических процессов их изготовления и модернизации с учетом технологических, эксплуатационных, эстетических, экономических, управленческих параметров и использованием современных информационных технологий и вычислительной техники, а также выбирать средства и проводить диагностику объектов машиностроительных производств с применение необходимы методов и средств анализа.
2. Способность выполнять работы по моделированию продукций и объектов машиностроительных производств с использованием стандартных пакетов и средств автоматизированного проектирования, и применять алгоритмическое и программное обеспечение средств и систем машиностроительных производств.
3. Способность осваивать на практики и совершенствовать на технологии, средства и системы машиностроительных производства, участвовать в разработке и внедрению оптимальных технологий изготовления машиностроительных изделий, выполнять мероприятия по выбору и использованию материалов, оборудованию, инструментов, технологической оснастке, средств диагностики, автоматизации, алгоритмов и программ выбора и расчетов параметров технологических процессов для их реализации.
4. Способность участвовать р разработке программ и методик контроля и испытания машиностроительного изделия, средств технолгического оснащения , диагностики, автоматизация и управления, осуществлять метрологическую поверку средств измерений основных показателей качества выпускаемой продукции, в оценке ее брака и анализе причин ее возникновения, разработки мероприятий для его предупреждению и устранению.
Дата добавления: 2019-02-22 ; просмотров: 244 ;
СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ С ПРЯМОУГОЛЬНЫМ СТОЛОМ И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ 3Д711ВФ11
Модернизация электрооборудования станка плоскошлифовального марки 3Д711ВФ11
Белорусско-Российский университет Кафедра Электропривод и АПУ Дипломный проект На тему: «Модернизация электрооборудования станка плоскошлифовального марки 3Д711ВФ11»
Графическая часть содержит схему электрическую принципиальную (Э3), схему электрическую соединений(Э4) и сборочный чертеж (СБ)станка плоскошлифовального марки 3Д711ВФ11
Введение 1 Техническая характеристика станка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 1.1 Технологическое назначение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 1.2 Описание кинематической схемы и принципа работы станка . . . . . . . . .9 1.2.1 Описание кинематической схемы . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 1.2.2 Описание принципа работы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 1.3 Основные технические параметры станка . . . . . . . . . . . . . . . . . . . . . . . . .11 1.4 Условия эксплуатации электрооборудования . . . . . . . . . . . . . . . . . . . . . .13 1.5 Технические требования к электроприводам и схеме управления . . . . .13 1.5.1 Основные требования к электроприводу шлифовального круга . . .14 1.5.2 Требования к электроприводу подачи . . . . . . . . . . . . . . . . . . . . . . . . 15 1.6 Новые технические задачи, решаемые в проекте . . . . . . . . . . . . . . . . . . .15 2 Анализ вариантов технических решений . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16 2.1 Анализ вариантов технических решений по силовому электро-приво ду . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16 2.1.1 Анализ вариантов технических решений по электроприводу глав-ного движения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 2.1.2 Анализ вариантов технических решений по электроприводу по-перечной подачи стола . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18 2.2 Анализ вариантов технических решений по системе управления. . . . . 19 3 Разработка схемы электрической принципиальной . . . . . . . . . . . . . . . . .20 3.1 Выбор рода тока, величины напряжений цепей управления . . . . . . 20 3.2 Описание схемы электрической принципиальной . . . . . . . . . . . . . .20 3.3 Описание принципа работы схемы электрической принципиальной . . 24 3.4 Расчет и выбор электрооборудования . . . . . . . . . . . . . . . . . . . . . . . . . 26 3.4.1 Расчет мощности и выбор двигателя привода главного движения . .26 3.4.2 Расчет мощности и выбор двигателя привода поперечной подачи. .27 3.4.3 Расчет и выбор частотного преобразователя для привода глав- ного движения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32 3.4.4 Расчет и выбор модуля управления шаговым двигателем привода поперечной подачи . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34 3.4.5 Расчет и выбор программируемого контроллера . . . . . . . . . . . . . . . 38 3.4.6 Выбор автоматического выключателя . . . . . . . . . . . . . . . . . . . . . . . . . .41 3.4.7 Выбор магнитных пускателей и промежуточных реле . . . . . . . . . . .42 3.4.8 Выбор тепловых реле . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42 3.4.9 Выбор кнопок управления, переключателей и путевых выклю- чателей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 3.4.10 Выбор электромагнитов и электромагнитных муфт . . . . . . . . . . .44 3.4.11 Выбор быстродействующих предохранителей . . . . . . . . . . . . . . . . 45 4 Разработка монтажа электрооборудования . . . . . . . . . . . . . . . . . . . . . . . . . . 46 4.1 Технические требования к монтажу электрооборудования . . . . . . . . . . 46 4.2 Монтаж электрооборудования на устройстве . . . . . . . . . . . . . . . . . . . . . .47 4.3 Монтаж электрооборудования в шкафу управления . . . . . . . . . . . . . . . .48 4.4 Монтаж электрооборудования пульта управления . . . . . . . . . . . . . . . . .49 4.5 Расчет и выбор проводов, элементов монтажа . . . . . . . . . . . . . . . . . . . . .49 5 Исследование электропривода на ЭВМ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52 5.1 Разработка и описание математической модели управления. . . . . . . . . 52 5.2 Расчет параметров математической модели . . . . . . . . . . . . . . . . . . . . . . .52 5.3 Расчет, построение и анализ переходных процессов . . . . . . . . . . . . . . . .57 6 Расчёт экономического эффекта технических решений . . . . . . . . . . . . . . . . .59 6.1 Общая постановка задачи . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59 6.2 Расчет производительности. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60 6.3 Расчет единовременных затрат (инвестиций) . . . . . . . . . . . . . . . . . . . . . . 62 6.4 Расчет годовых текущих издержек . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .67 6.5 Расчет показателей экономической эффективности . . . . . . . . . . . . . . . . .76 6.6 Вывод по разделу . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .79 7 Безопасность и экологичность проекта . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80 7.1 Идентификация и анализ вредных и опасных факторов . . . . . . . . . . . . .80 7.2 Технические, технологические, организационные решения по устра- нению опасных и вредных факторов. Разработка защитных средств . . . . . 81 7.3 Расчет защитного зануления . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82 7.4 Разработка мер безопасности при эксплуатации объекта . . . . . . . . . . . .82 7.4.1 Общие требования безопасности . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82 7.4.2 Требования безопасности перед началом работы . . . . . . . . . . . . . . .84 7.4.3 Требования безопасности при выполнении работы . . . . . . . . . . . . . 85 7.4.4 Требования безопасности в аварийных ситуациях . . . . . . . . . . . . . .86 7.4.5 Требования безопасности по окончании работы . . . . . . . . . . . . . . . 87 8 Общеинженерные вопросы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .89 8.1 Метрология и стандартизация . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .89 8.2 Эргономика . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91 Заключение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94 Список использованных источников . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95 Приложения Приложение А – Листинг программы Zanuld расчета защитного зануления Проектная документация 1 Станок плоскошлифовальный 3Д711ВФ11. Ведомость спецификаций СПШ 00.00.000 ВС 2 Станок плоскошлифовальный 3Д711ВФ11. Ведомость покупных изде-лий СПШ 00.00.000 ВП 3 Станок плоскошлифовальный 3Д711ВФ11. Спецификация СПШ 00.00.000 4 Станок плоскошлифовальный 3Д711ВФ11. Перечень эле-ментов СПШ 00.00.000 ПЭ3 5 Станок плоскошлифовальный 3Д711ВФ11. Таблица соединений СПШ 00.00.000 ТЭ4 6 Станок плоскошлифовальный 3Д711ВФ11-28. Ведомость спецификаций СПШ 00.00.000 ВС 7 Станок плоскошлифовальный 3Д711ВФ11-28. Ведомость покупных из-делий СПШ 00.00.000 ВП 8 Шкаф управления. Спецификация СПШ 00.10.000 9 Шкаф управления. Таблица соединений СПШ 00.10.000 ТЭ4 10 Пульт управления. Спецификация СПШ 00.20.000 11 Пульт управления. Таблица соединений СПШ 00.20.000 ТЭ4 Графическая часть проекта 1 Станок плоскошлифовальный 3Д711ВФ11. Сборочный чертеж СПШ 00.00.000 СБ 2 Станок плоскошлифовальный 3Д711ВФ11. Схема электрическая прин-ципиальная СПШ 00.00.000 Э3 3 Станок плоскошлифовальный 3Д711ВФ11. Схема электрическая соеди-нений СПШ 00.00.000 Э4 4 Шкаф управления. Сборочный чертеж СПШ 00.10.000 СБ 5 Шкаф управления. Схема электрическая соединений СПШ 00.10.000 Э4 6 Пульт управления. Сборочный чертеж СПШ 00.20.000 СБ 7 Пульт управления. Схема электрическая соединений СПШ 00.20.000 Э4 8 Станок плоскошлифовальный 3Д711ВФ11. Документы прочие СПШ 00.00.000 Д1 9 Станок плоскошлифовальный 3Д711ВФ11. Документы прочие СПШ 00.00.000 Д2
Состав: станок(СБ), станок(Э3), станок(Э4), пульт(Э4), пульт(СБ), шкаф управления(Э4), шкаф управления(СБ), ПЗ
Паспорт и руководство по эксплуатации
Технические характеристики и схема, которые содержит паспорт, совпадают не у всех моделей. Потому, что станки выпускают разные заводы-изготовители и также играет роль год выпуска. Для более точного представления необходимо читать паспорт, который прилагается к конкретной модели станка.
Паспорт содержит всю нужную информацию для обслуживающего персонала и мастера, работающего на станке. В данном документе имеется подробные характеристики, схема и инструкция, как использовать плоскошлифовальный станок 3Е711В.
3Е711В характеристики станка
3Е711В — Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем

Технические характеристики:
Станки модели 3е711в предназначены для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, на магнитной или электромагнитной плите или в приспособлении.
Класс точности по ГОСТ 8-82 В
Наибольшие размеры обрабат.изделия, мм (длина/ширина/высота) 630/200/370
Расстояние между пазами, мм 50
Наибольшее ручное продольное перемещение стола,мм 700
Наибольшее ручное поперечное перемещение стола не менее,мм 250
Наибольшее расстояние от оси шпинделя до зеркала стола, мм 495
Скорость ускоренного перемещения крестового суппорта, м/мин 1,5
Наибольшая масса обраб.изделия (с плитой,приспособлением), кг 220
Габаритные размеры без учета приставного оборудования и хода подвижных частей (длинаxширинаxвысота), мм 2000x1770x1920
Габаритные размеры с учетом приставного оборудования и хода подвижных частей ( длинаxширинаxвысота), мм 2680x1770x1920
Масса станка, кг :
без приставного оборудования 2550
с приставным оборудованием 3020
Характеристики станков
- токарные станки
- сверлильные станки
- расточные станки
- шлифовальные станки
- заточные станки
- электро станки
- зубообрабатывающие станки
- резьбообрабатывающие станки
- фрезерные станки
- строгальные станки
- долбежные станки
- протяжные станки
- отрезные станки
- прочее оборудование
Характеристики КПО
- прессы механические
- прессы гидравлические
- машины гибочные и правильные
- машины и вальцы ковочные
- ножницы
- автоматы кузнечно-прессовые
- молоты
- комплексы оборудования на базе кузнечно-прессовых машин
- автоматические производственные линии
- устройства механизации и автоматизации к кузнечно-прессовому оборудованию
- Разное кузнечно прессовое оборудование
Характеристики импортного оборудования
- Токарные станки
- Сверлильные станки
- Расточные станки
- Шлифовальные станки
- Заточные станки
- Электроэррозионные станки
- Зубообрабатывающие станки
- Фрезерные станки
- Кузнечно-прессовое оборудование
- Прочее оборудование
- Трубообрабатывающие станки
- Ленточнопильные станки
- Обрабатывающие центры
- Хонинговальные станки
Характеристики Электротехнического оборудования
- Аппараты высокого напряжения (свыше 1000 В)
- Аппараты низкого напряжения
- Изделия порошковой металлургии
- Кабельные изделия
- Комплексные устройства управления электроприводами. Электропривод
- Комплектные устройства управления, распределения электрической энергии и защиты на напряжение до 1000 В
- Медицинская техника
- Оборудование насосное (насосы, агрегаты и установки насосные)
- Оборудование для кондиционирования воздуха и вентиляции
- Полупроводниковые приборы и преобразователи на их основе
- Приборы и средства автоматизации общепромышленного назначения
- Светотехнические изделия
- Силовые конденсаторы и конденсаторные установки
- Технологическое оборудование
- Трансформаторы (автотрансформаторы). Комплектные трансформаторные подстанции. Реакторы
- Тяговое и крановое электрооборудование
- Ультразвуковое оборудование
- Химические и физические источники тока
- Электрические машины
- Электроизоляционные материалы
- Электрокерамические изделия, изоляторы
- Электросварочное оборудование
- Электротермическое оборудование
- Электроугольные изделия
Характеристики насосного оборудования
- Вакуумные насосы
- Дренажные, песковые, шламовые насосы
- Насосные станции, установки и мотопомпы
- Насосы для бочек
- Насосы для воды
- Насосы для скважин и колодцев
- Насосы для топлива
- Насосы химические и для агрессивных сред
- Фекальные насосы
- Прочие поверхностные насосы
- Прочие погружные насосы
- Прочие самовсасывающие и циркуляционные насосы
- Прочие насосы
Марки стали и сплавов
- Черные металлы, стали, чугун
- Цветные металлы и сплавы
- Прочие стали и сплавы
- Зарубежные аналоги
Прочее оборудование
- Холодильное оборудование
Новости
10.02.19 — Добавлены характеристики на холодильное оборудование
01.11.17 — Добавлены характеристики на насосное оборудование
16.02.17 — Обновлены характеристики на пресс КА4537
Делитесь информацией
Не нашли на портале характеристики на нужное вам оборудование?
Отправьте нам модель отсутствующего у нас оборудования, и мы Вас оповестим, как только добавим характеристики этого оборудования на сайт.

