
Агрегатные станки: классификация и компоновка
Классификация и типовые компоновки
К специальным узлам агрегатных станков относят зажимные приспособления, кондукторные плиты, шпиндельные коробки, систему охлаждения, электрооборудование и др. Специальные узлы проектируют применительно к изготовляемой на станке детали и их количество составляет 10. 30 %. Агрегатные станки компонуют с учетом специфики конкретных обрабатываемых заготовок. Особенность этих станков — высокая концентрация операций: заготовка в процессе обработки в большинстве случаев неподвижна, и это позволяет обрабатывать ее с нескольких сторон одновременно несколькими десятками инструментов.
На агрегатных станках выполняют сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных поверхностей, протачивание канавок, нарезание резьбы, подрезание торцов, раскатывание цилиндрических и конических отверстий, фрезерование поверхностей, контроль качества продукции. Традиционные агрегатные станки (с ручным управлением) применяют в массовом и крупносерийном производстве, агрегатные станки с ЧПУ — в среднесерийном.
Агрегатный станок проектируют специально для изготовления деталей одного типа или нескольких однотипных, поэтому его конструкция существенно зависит от формы и размеров заготовки, а также от технологии ее обработки. Главное преимущество агрегатных станков состоит в том, что они легко перекомпонуются и сравнительно быстро составляются из стандартных узлов с наименьшими затратами и за довольно короткое время.
Основные унифицированные узлы агрегатных станков (ГОСТ 19468 — 81): стойка с вертикальными направляющими, упорный угольник, две станины с горизонтальными направляющими, силовой и поворотный столы, станина-подставка под стойку, УЧПУ. Используются также специальные узлы с большим числом унифицированных деталей, например многошпиндельные коробки и одношпиндельные расточные бабки. Агрегатные станки бывают одно- или многопозиционные; последние позволяют увеличить производительность и уменьшить стоимость изготовления детали.
Агрегатные станки




![]()
![]()
Агрегатными называются специальные станки, которые состоят из нормализованных деталей и узлов (агрегатов). Станки предназначены для обработки сложных и ответственных деталей в условиях крупносерийного и массового производства.
Агрегатные станки требуют меньше производственной площади, обеспечивают стабильную точность обработки, могут обслуживаться операторами невысокой квалификации, допускают многократное использование нормализованных деталей и узлов при настройке станка на выпуск нового изделия. Однако эти станки менее гибки при переналадке по сравнению с универсальными станками, что является их недостатком.
Применение нормализованных узлов в конструкциях агрегатных станков сокращает сроки их проектирования, облегчает процесс производства, даёт возможность широко унифицировать детали и упрощать технологию их изготовления, а также позволяет создавать самые разнообразные компоновки агрегатных станков с минимальным числом оригинальных элементов.
Наибольшее распространение получили агрегатные станки сверлильно-расточной и некоторых других групп. Они позволяют производить сверление, зенкерование, развёртывание и растачивание отверстий, резьбонарезание и резьбонакатывание внутренних и наружных поверхностей, подрезание торцев, фрезерование и другие операции. Компоновка станков весьма разнообразна. Она зависит от формы, размеров и точности изготовления деталей, расположения на них обрабатываемых поверхностей и принятого технологического процесса.
Количество силовых агрегатов и инструментальных шпинделей, расположение осей шпинделей в пространстве зависит от назначения станка. В этом отношении различают станки однопозиционные (а, б, в) и многопозиционные (в, д); одношпиндельные и многошпиндельные; горизонтальные (а), вертикальные (г), наклонные (б) и смешанные (д); одностоечные (а, б, г) и многостоечные (в, д).
К нормализованным углам относятся:
1. Силовые головки
2. Столы: силовые, делительные, фиксации и зажима, транспортных узлов.
3. Несущие узлы: станины, основания, колонны, кронштейны, плиты, салазки.
4. Узлы электрооборудования, гидро-пневмооборудования, станочной оснастки и инструмента.
Нормализованы также отдельные детали и подузлы шпиндельных коробок, приспособлений, инструментальных насадок и других специальных узлов.
Каждый узел имеет несколько типоразмеров, которые составляют геометрические ряды с φ = 1,26; 1,41; 1,58 или 2.
В зависимости от траектории транспортирования заготовок многопозиционные агрегатные станки бывают с круговой траекторией и прямолинейной траекторией. Круговое транспортирование (рис) наиболее распространено на делительном столе с вертикальной осью вращения, но применяют транспортирование и на поворотном барабане с горизонтальной осью вращения. В последнем случае увеличивается на единицу число сторон обработки, однако смена заготовки легче выполняется на горизонтальной плоскости стола.
Обычно агрегатные станки создаются для обработки деталей одного типоразмера, но в целях наибольшей их загрузки они могут выполняться для одновременной многопоточной обработки нескольких деталей с подобной обработкой (рис).
Переналаживаемость агрегатных станков усложняет, удорожает их, но открывает им дорогу в мелкосерийное производство.
Силовые головки изготавливают с помощью привода N=0,1…30 кВт, причём их мощности составляют геометрический ряд с φ = 2. В мелких силовых головках с N≤1,5 кВт движение подачи сообщают пиноли. (рис. 45), а в более крупных – перемещается вся головка (рис. 46). По типу привода подач головки делятся на: 1. механические ( а) с дисковым кулачком; б) с барабанным кулачком; в) с ходовым винтом или реечной передачей); 2. гидравлические; 3. пневмогидравлические; 4. термодинамические для шлифовальных работ.
При выборе типа головки следует учитывать, что у гидравлических – величина подачи зависит от температуры масла, характеристика у них нежёсткая (непригодны для резьбонарезания). Кулачковые имеют ограниченную величину хода, а из-за больших контактных усилий на кулачках применяются только при N ≤2 кВт. Пневмогидравлические – развивают тяговые усилия подачи только до 900 кГс, так как оно ограничено размером пневмоцилиндров. Головки с ходовыми винтами — имеют сложную систему автоматизации цикла.
У головки с механической подачей (рис. 49) продольная подача осуществляется цилиндрическим (барабанным) кулачком К с винтовым пазом, который вращается от эл. двигателя через червячную пару на оси кулачка. Ролик кулачка жёстко связан с салазками головки и при её движении остаётся неподвижным. Положение ролика вместе с ползушкой, к которой он прицеплён, регулируются правым нижним на салазках винтом. Головка имеет предохранительную фрикционную муфту 5.
Столы применяются круглые с диаметром 160…3150 мм и прямоугольные с шириной 160…800 мм. Например, делительный круглый стол на рис. 47 поворачивается мальтийским механизмом ММ после вытягивания фиксатора Ф барабанным кулачком К и освобождения стола гидроцилиндром Гц.
На станинах и основаниях монтируются все остальные узлы агрегатных станков. В зависимости от траектории транспортирования станины могут быть круглыми с диаметром 400…2500мм или прямоугольными с шириной 400…1600 мм и длинной 500…2500 мм. Высота в обоих случаях 400, 500, или 800 мм.
При кольцевых станинах в середине их устанавливается центральная колонна, на гранях которой монтируются дополнительные силовые головки (VIII 38, стр. 49).
Колонны применяют вертикальные и наклонные. При арочном исполнении колонны в её арке монтируется дополнительная горизонтальная силовая головка (рис. 50). Наиболее целесообразно агрегатные узлы изготавливать централизованно, на специализированных заводах, а проектирование, сборку и перекомпоновку агрегатных станков выполнять на заводах их эксплуатирующих.
Цех, изготавливающий агрегатные станки, должен иметь запас различных нормализованных узлов.
Тема 4. Агрегатные станки Классификация и типовые компоновки
Агрегатными называют станки, которые компонуют из нормализованных и частично специальных узлов и деталей путем объединения их в единый агрегат (рабочий комплекс) с обшей системой управления и контроля.
К нормализованным узлам относят силовые головки, столы и бабки, поворотные делительные столы, корпусные базовые детали (например, станины, стойки), а также валики, шпиндели, зубчатые колеса, втулки и другие детали шпиндельных коробок, элементы зажимных приспособлений и систем управления.
К специальным узлам агрегатных станков относят зажимные приспособления, кондукторные плиты, шпиндельные коробки, систему охлаждения, электрооборудование и др. Специальные узлы проектируют применительно к изготовляемой на станке детали и их количество составляет 10. 30 %.
Агрегатные станки компонуют с учетом специфики конкретных обрабатываемых заготовок. Особенность этих станков — высокая концентрация операций: заготовка в процессе обработки в большинстве случаев неподвижна, и это позволяет обрабатывать ее с нескольких сторон одновременно несколькими десятками инструментов.
На агрегатных станках выполняют сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных поверхностей, протачивание канавок, нарезание резьбы, подрезание торцов, раскатывание цилиндрических и конических отверстий, фрезерование поверхностей, контроль качества продукции.
Традиционные агрегатные станки (с ручным управлением) применяют в массовом и крупносерийном производстве, агрегатные станки с ЧПУ — в среднесерийном.
Агрегатный станок проектируют специально для изготовления деталей одного типа или нескольких однотипных, поэтому его конструкция существенно зависит от формы и размеров заготовки, а также от технологии ее обработки.
Главное преимущество агрегатных станков состоит в том, что они легко перекомпонуются и сравнительно быстро составляются из стандартных узлов с наименьшими затратами и за довольно короткое время.
Основные унифицированные узлы агрегатных станков (ГОСТ 19468 — 81):
станины с горизонтальными направляющими,
силовой и поворотный столы,
станина-подставка под стойку,
Используются также специальные узлы с большим числом унифицированных деталей, например многошпиндельные коробки и одношпиндельные расточные бабки.
Агрегатные станки бывают одно- или многопозиционные; последние позволяют увеличить производительность и уменьшить стоимость изготовления детали.
Типовые компоновки однопозиционных агрегатных станков с обработкой заготовки в одном положении при закреплении ее в стационарном приспособлении 1 показаны на рис. 5.1. Различие станков состоит в том, что обработка ведется с одной (рис. 5.1, а), двух (рис. 5.1, б, в) и трех (рис. 5.1, г — ж) сторон силовыми узлами 2. Станки такого типа применяют для многосторонней обработки корпусных деталей.
Типовые компоновки многопозиционных агрегатных станков бывают вертикальными (рис. 5.2, а, в), горизонтальными (рис. 5.2, б, г, е) и вертикально-горизонтальными (рис. 5.2, д). На этих станках заготовку обрабатывают последовательно с одной, двух и трех сторон на нескольких позициях поворотного делительного стола 2. Благодаря этому вспомогательное время, связанное с загрузкой-выгрузкой и зажимом-разжимом заготовки, совмещают со временем обработки; несовмещенным остается только время поворота стола.
На рис. 5.2, ж показана компоновка многопозиционного агрегатного станка с центральной колонной.
Типовые компоновки агрегатных станков с круговым движением заготовок в вертикальной плоскости выполняются с поворотным барабаном, на котором монтируются зажимные приспособления. На агрегатных станках барабанного типа обработка ведется с одной, двух и трех сторон.
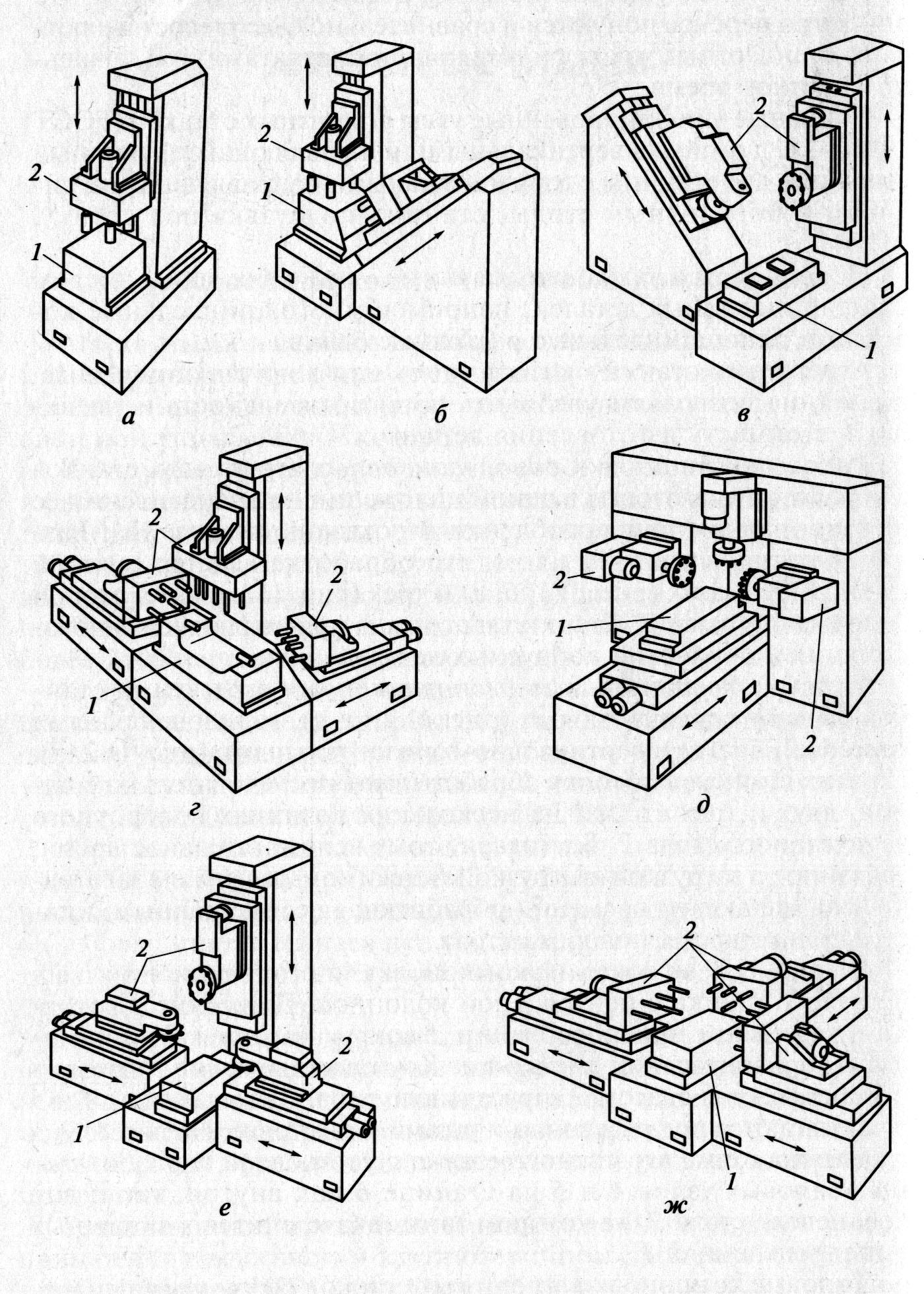
Рис. 5.1. Типовые компоновки однопозиционных агрегатных станков со стационарным приспособлением для обработки заготовки с одной (а), двух (б,в) и трех (г-ж) сторон:
– стационарные приспособления; 2 – силовые узлы
В компоновке многопозиционного агрегатного станка с прямолинейным движением заготовок от позиции к позиции стол перемещается прямолинейно относительно силовых головок.
Аналогичны и компоновки агрегатных станков с ЧПУ.

Рис. 5.2. Типовые компоновки многопозиционных агрегатных станков с поворотным делительным столом (а, в – вертикальные; б, г, е – горизонтальные; д – вертикально-горизонтальные), с центральной колонной (ж) и с кольцевым столом (з) :
1 – зажимное приспособление, 2 – стол; 3 – колонна; 4, 5 – силовые узлы; 6 — станина
Все агрегатные станки чаще всего работают в полуавтоматическом цикле. Если они снабжены загрузочными и разгрузочными устройствами или промышленными роботами, то они работают как автоматы и могут встраиваться в автоматические линии.
Агрегатные станки
Одним из методов усовершенствования технологических процессов на машиностроительных заводах является применение высокопроизводительного станочного оборудования. Высокопроизводительными станками комплектуются целые автоматические линии. Создание таких линий становится приоритетом в развитии обрабатывающей промышленности. Среди крупных предприятий начали зарождаться тенденции развития многооперационных и агрегатных станков. Для внедрения новых технологий многие конструкторские учреждения усиленно работают над созданием новых моделей агрегатных станков. Особое широкое применение получили агрегатные станки с ЧПУ (числовым программным управлением).

Назначение
Агрегатный станок – это специальные полуавтоматические или автоматические станки, конструкция которых состоит из унифицированных узлов и механизмов не связанных между собой единой кинематической схемой. Область применения данного оборудования охватывает группу предприятий с крупносерийным и массовым производством. Их основное назначение – это обработка деталей, имеющих объемные (коробчатые) формы. Технические характеристики агрегатных станков позволяют применять их для сверления, нарезания резьбы, фрезерования и много других работ, связанных с токарной обработкой заготовок.
Станки такой модели, еще применяются в тех случаях, когда деталь, которая обрабатывается, закрепляется в неподвижном состоянии, а в движении находится режущий инструмент. Это дает возможность, на одной детали выполнять одновременно несколько операций с разных сторон детали.
Классификация
В зависимости от геометрических размеров заготовок, которые могут обрабатываться, агрегатные станки классифицируются на три группы. Каждая группа отличается габаритными размерами станка, его весом и конструкцией унифицированных узлов.
- Группа малогабаритных агрегатных станков. Это группа станков с небольшими размерами пинольных головок. Мощность пинольных головок колеблется от 0,18 до 0,75 кВт.
- Группа средних станков. У этой группы станков силовые головки имеют плоскокулачковый привод. Мощность подачи колеблется от 1,1 до 3 кВт.
- Группа больших размеров. Такие станки в своей конструкции имеют гидравлические или электромеханические столы. Такие столы предназначены для установки на них шпиндельных узлов.
Агрегатные станки классифицируются также по конструктивным особенностям:
- По количеству рабочих позиций классификация осуществляется по следующим признакам:
- однопозиционные. Конструкция такого агрегатного станка обеспечивает многостороннюю обработку деталей. Обрабатываемая деталь, на этих станках фиксируется в закрепленном неподвижном положении. Силовая головка агрегатного станка может обрабатывать заготовку с одной, двух или трех сторон;
- многопозиционные. На таком оборудовании заготовки могут обрабатываться в последовательном режиме. На каждом режиме обработка может вестись в трехстороннем режиме.
- По расположению инструмента. Силовая головка может обеспечить расположения инструмента по отношению к обрабатываемой детали в вертикальном, горизонтальном или наклонном положении.
- По способу крепления и передвижению заготовки классификация разделяет станки на следующие виды:
- станки, у которых столы неподвижные;
- станки с поворотным столом. Такая модель позволяет передвигаться столу вокруг двух осей (вокруг осей в вертикальной и горизонтальной плоскости);
- станки с возможностью перемещения в 1, 2, 3-х направлениях.
К отдельной классификационной группе следует отнести агрегатные станки линейного построения. На этих станках можно выполнять сверлильные, фрезерные и другие работы, а также нарезать внутренние резьбы. У таких станков нет закрепленного основания. Конструктивно такие станки состоят из рамы, электродвигателя и держателя рабочего инструмента. Рама оснащена направляющими. Заготовка крепится в специальное приспособление.
Многие промышленники требуют от станочного оборудования высокой степени гибкости при совершенной производительности. Этим требованиям удовлетворяют агрегатные станки с ЧПУ, которые относятся к особой классификационной группе.

Внешний вид агрегатного станка
Типовые компоновки агрегатных станков
Компоновка агрегатных станков выполняется по схемам в зависимости от конфигурации и геометрических размеров заготовок и заданной точности обработки. При обзоре их можно разделить на следующие виды:
- одношпиндельные и многошпиндельные. Это агрегатные станки, компоновка которых строится в зависимости от конструкции силовых головок;
- однопозиционные. Это агрегатные станки, основные узлы которых расположены таким образом, что они всегда находятся в центре внимания оператора станка. Заготовки на таких станках закрепляются неподвижно, а отдельные поверхности обрабатываются только одним инструментом;
- барабанного типа (многопозиционный). Это станки скомпонованные таким образом, что заготовки обрабатываются с нескольких позиций. При такой компоновке можно одну и ту же поверхность, если применить последовательный цикл, обрабатывать двумя и более инструментами. Для таких целей станок снабжается поворотным столом барабанного типа;
- станки односторонние и многосторонние. Эти станки отличаются друг от друга по конструктивному расположению инструмента относительно заготовки. Они могут быть вертикального, наклонного или горизонтального исполнения.
Если рассматривать способы крепления и перемещения обрабатываемых деталей, то станки можно сгруппировать по следующим принципам:
- станок с неподвижным столом. Это станок, у которого стол находится в неподвижном положении;
- станок с поворотным столом. Это агрегатный станок барабанного типа, у которого стол может вращаться относительно как вертикальной, так и горизонтальной оси;
- станок с перемещающимся столом. Стол у такого станка может свободно перемещаться в нескольких направлениях. Обычно в 1, 2 или 3-х направлениях.

Вариант компоновки агрегатного станка
Унифицированные узлы агрегатных станков
Любой производитель стремится к тому, чтобы уровень унификации основных узлов и механизмов был как можно больше. Именно при таком подходе упрощается компоновка и наладка агрегатного станка. В настоящее время уровень унификации доходит до 90% и более. На заводе-производителе серийное производство начинается после разработки специального проекта каждого узла.
Устройство станка состоит из четырех основных групп унифицированных узлов.
Силовые узлы
К таким узлам принадлежат силовые головки и столы.
Силовые головки. С помощью этого узла осуществляется подача шпинделя с инструментом. Головка также придает вращательное движение шпинделю. Широкое распространение получили многошпиндельные агрегатные станки, производитель которых конструирует их таким образом, чтобы главное движение и движение подач осуществлялось одновременно. Нормы точности определяются силовыми головками.
Силовые головки снабжаются своим собственным электрическим приводом. Электрическая схема в виде главного привода предусматривает электрические двигатели. Электросхема также предусматривает блоки управления, защиты от перегрузок, блоки сигнализации.
Шпиндельные узлы
К шпиндельным узлам относятся силовые бабки и шпиндельные коробки.
Агрегатный станок можно наладить таким образом, что он может быть превращен в обычный металлообрабатывающий станок узкого назначения. Это достигается путем установки соответствующих шпиндельных узлов. Например:
- если использовать только одну сверлильную бабку, то такой станок превратиться в агрегатно-сверлильный станок. Многошпиндельные агрегатные станки для сверления обычно не применяются на малом и среднем производстве, а вот при массовом производстве, где необходимо выполнять много сверлильных операций на крупных заготовках, они просто незаменимы;
- при установке фрезерных бабок, такой станок выглядит как агрегатный фрезерный станок.
Базовые узлы
К базовым узлам относятся: станина, колона, упорные угольники.
Транспортные узлы
К этой группе унифицированных узлов относятся делительные столы.

Общий вид агрегатного станка
Техническая документация
Агрегатный станок, паспорт которого включатся в его техническую документацию, поставляется поставщику совместно с чертежами.
Техническая документация тоже поставляется совместно со станком.
Поставщику поставляется агрегатный станок, чертеж которого включает не только общие схемы, но и подробный чертеж каждого унифицированного узла.
Паспорт является основным техническим документом, в котором указываются технические характеристики, правила безопасности, а самое главное в нем содержится инструкция по эксплуатации данного станка.
Паспорт станка кроме чертежей содержит также электрические и кинематические схемы. Паспорт составляется по унифицированным утвержденным формам.
Недостатком агрегатных станков является то, что они могут использоваться только в крупносерийном и массовом производстве.
Агрегатные станки Классификация и типовые компоновки Агрегатными называют станки, которые компонуют из нормализованных и частично специальных узлов и деталей. — презентация
Презентация была опубликована 3 года назад пользователемнастя киксу
Похожие презентации
Презентация на тему: » Агрегатные станки Классификация и типовые компоновки Агрегатными называют станки, которые компонуют из нормализованных и частично специальных узлов и деталей.» — Транскрипт:
1 Агрегатные станки Классификация и типовые компоновки Агрегатными называют станки, которые компонуют из нормализованных и частично специальных узлов и деталей путем объединения их в единый агрегат (рабочий комплекс) с общей системой управления и контроля. На агрегатных станках выполняют сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных поверхностей, протачивание канавок, нарезание резьбы, подрезание торцов, раскатывание цилиндрических и конических отверстий, фрезерование поверхностей, контроль качества продукции. Традиционные агрегатные станки (с ручным управлением) применяют в массовом и крупносерийном производстве, агрегатные станки с ЧПУ в среднесерийном. Агрегатный станок проектируют специально для изготовления деталей одного типа или нескольких однотипных, поэтому его конструкция существенно зависит от формы и размеров заготовки, а также от технологии ее обработки.
2 Главное преимущество агрегатных станков состоит в том, что легко перекомпонуются и сравнительно быстро составляются из стандартных узлов с наименьшими затратами и за довольно короткое время.
3 Рисунок 2 — Типовые компоновки многопозиционных агрегатных станков с поворотным делительным столом (а, в вертикальные; б, г, е горизонтальные; д вертикально- горизонтальные), с центральной колонной (ж) и с кольцевым столом (з): 1 зажимное приспособление, 2 стол; 3 колонна; 4, 5 силовые узлы; 6 станина
4 В компоновке многопозиционного агрегатного станка с прямолинейным движением заготовок от позиции к позиции стол перемешается прямолинейно относительно силовых головок. Аналогичны и компоновки агрегатных станков с ЧПУ. Все агрегатные станки чаще всего работают в полуавтоматическом цикле. Если они снабжены загрузочными и разгрузочными устройствами или ПР, то они работают как автоматы и могут встраиваться в автоматические линии.
5 Силовые головки Силовая головка это узел агрегатного станка, который несет инструментальную насадку и выполняет все движения инструмента: главное вращательное движение, движение подач ускоренный подвод и ускоренный отвод. Силовые головки, шпиндель которых совершает одновременно главное движение и движение подачи, называются самодействующими. Если шпиндель совершает только главное движение, а дви жение подачи осуществляется другими механизмами, то сило вые головки называютсянесамодействующими. Применение несамодействуюших головок увеличивает площадь, занимаемую станком, но упрощает обслуживание и ремонт. По роду привода силовые головки подразделяются на элект ромеханические, гидравлические и пневмогидравлические.
6 Силовые столы Силовые столы применяют для прямолинейных установочных перемещений и рабочей подачи режущего инструмента. Они предназначены для установки на них не само действующих силовых головок (фрезерных, сверлильных бабок и др.) с самостоятельным приводом вращения. Рабочий цикл стола: быстрый подвод рабочая подача быстрый отвод. Привод подач у силовых столов может быть электромеханическим и гидравли ческим. Столы выпускают нормальной и повышенной точности с максимальной тяговой силой подачи кН и мощностью к Вт.
7 Поворотные делительные столы Для периодического перемещения заготовок с одной позиции на другую с точной фиксацией на каждой позиции применяются поворотные делительные столы. Конструкции поворотных столов делятся на горизонтальные и вертикальные в зависимости от плоскости поворота в пространстве.
8 Компоновка станков Осн овные определения. Задачи компоновочного проектирования станков Определяющую роль при размерной обработке заготовок играют траектории движений формообразования, от которых зависит самый важный показатель качества станка – его точность. Заданные траектории формообразующих движений и их расположение в пространстве обеспечиваются исполнительными звеньями и несущей системой станка. Совокупность исполнительных звеньев и деталей несущей системы, которая характеризуется их количеством, типом, пространственным расположением и пропорциями, называется компоновкой станка. Сами исполнительные звенья станка, узлы и детали его несущей системы (включая стыки) будем называть далее элементами компоновки.
9 Компоновка станка, как правило, состоит из одного стационарного (постоянно неподвижного) и нескольких подвижных элементов, разделенных стыками. Стационарный элемент компоновки не обязательно соответствует станине. Он может быть образован станиной и неподвижной стойкой (как у расточного станка), станиной и шпиндельной бабкой (как у обычного токарного станка) и т.п. каждый подвижный элемент компоновки выполняет одно определенное координатное движение, перемещаясь по направляющим подвижного стыка.
10 Совокупность элемента компоновки и соответствующего ему подвижного стыка называется подвижным блоком. Ряд подвижных блоков от исполнительного звена до стационарного элемента компоновки образует ветвь компоновки. Ветви составляют компоновку станка. Она представляет собой конструкционную структуру, строение станка, но без детализации отдельных его элементов. Отсутствие детализации проявляется, например, в том, что элементы компоновки обычно изображают как простые геометрические тела (призмы, цилиндры и др.) или их комбинации. Для их изображения необходимо указать, кроме типа, лишь размеры, в основном определяющие габарит элементов компоновки – так называемые компоновочные параметры, которые служат как бы связующим звеном между компоновкой и непосредственно конструкций узлов станка.
11 Компоновке обычного токарного станка (рис) соответствует расположение неподвижной бабки с вращающимся шпинделем на станине, по направляющим которой перемещается продольный суппорт с поперечными салазками.
12 б – с продольным перемещением шпиндельной бабки перемещение П 2 шпиндельной бабке, оставив суппорту лишь поперечную подачу П 3, то получится иная компоновка, свойственная токарным станкам фасонно-продольного точения (рис., б). Структура обеих компоновок различна. Формообразующие свойства и кинематическая структура одинаковы. Введем понятие компоновочного фактора, назвав им возможное существенное воздействие конструктора на показатели качества станка через выбор его компоновки.
13 В состав компоновочных факторов входят: 1) структура компоновки как совокупность определенным образом связанных элементов (стационарного и подвижных, совершающих координатные движения); 2) пространственное расположение элементов компоновки (в частности основных плоскостей стыков); 3) габариты элементов компоновки (главным образом их размерные пропорции), от которых зависит соотношение жесткостей элементов компоновки по разным координатным осям; 4) вылеты – координатные расстояния (рис) между центрами жесткости стыков и точками приложения нагрузки (силы резания, веса элементов), сильно влияющие на перенос силовых воздействий и перемещений; 5) факторы категории сопряжений – типы подвижных стыков, отличающиеся соотношением длин подвижной и неподвижной частей. Компоновочные факторы не зависят от конструкции узлов станка. Все они имеют количественное выражение и в значительной степени влияют на основные показатели качества станка.
14 Классификация систем адаптивного управления. В настоящее время под системой адаптивного управления металлорежущего станка понимают комплекс технических и программных средств, обеспечивающих автоматическое управление процессом обработки в соответствии с поставленной целью. В зависимости от того, что является предметом управления (регулирования) САУ в станкостроении принято подразделять на технологические и геометрические. Технологические САУ управляют технологическими параметрами, в основном, режимами резания; геометрические – точностью обработки. Кроме того, выделяют комбинированные САУ, управляющие как технологическими, так и геометрическими параметрами. В зависимости от используемого принципа управления САУ как технологические, так и геометрические подразделяются на предельные, оптимальные и самообучающиеся (интеллектуальны е). Адаптивные системы предельного управления в свою очередь подразделяются на системы стабилизации следящие и системы программного регулирования. Системы стабилизации, как это можно заметить из названия, предназначены для поддержания какого-либо параметра на заданном уровне: мощности резания, крутящего момента, силы резания, скорости резания, координаты положения инструмента и т.д. Следящие системы предназначены для управления положением детали или инструмента с целью компенсации упругих деформаций системы СПИД, погрешности кинематических цепей и т.п.
Агрегатные станки (АС)
Структура узлов и типовые схемы компоновок
На рис. 4.47 представлена схема основных составных частей агрегатных станков (АС) любой компоновки.
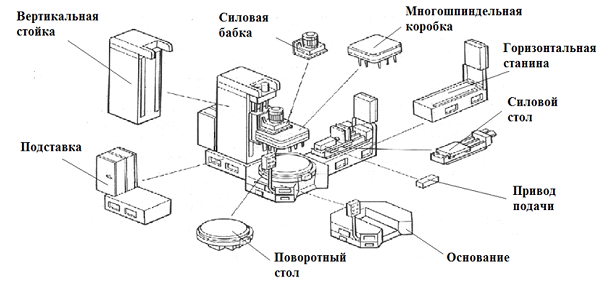
Рис. 4.47. Структура агрегатных узлов
Несущей частью АС является вертикальная стойка с направляющими, по которым перемещается каретка (силовой стол), имеющая собственный привод подачи . В зависимости от принятой концепции конструирования, привод подачи может быть механический (асинхронный односкоростной с винтовой парой, преобразующей вращательное движение в поступательное), гидравлический или пневматический. На каретке размещается силовая бабка, соединенная с многошпиндельной коробкой. В состав силовой бабки входит электродвигатель, редуктор, размещенный в корпусе, и выходной вал, передающий вращательное движение на многошпиндельную коробку. Количество и расположение шпинделей многошпиндельной головки определяется обрабатываемой деталью.
Для горизонтального расположения силового стола имеются горизонтальные станины, на специальном кронштейне которого (наверху) имеется электрический шкаф управление горизонтальной головкой. Силовой стол горизонтального исполнения конструктивно аналогичен столу вертикального исполнения. Исполнительный шпиндель в горизонтальном варианте АС может быть также многошпиндельным или одношпиндельным, к примеру, расточным, как это показано на рисунке.

Рис. 4.48. Типовые схемы компоновок АС
Центральную часть АС составляет основание (станина) с пультом управления, на которое устанавливается поворотный делительный стол. Этот стол предназначен для установки и закрепления обрабатываемой детали в приспособлении (на рисунке не показан), а также для осуществления поворота (деления) обрабатываемых деталей в позиции обработки. Количество делений поворотного стола определяется технологической необходимостью. Обычно это количество равно 2, 4, 6, 8. Вертикальная стойка базируется на станине подставке, в свободной задней части которой крепится шкаф управления станком.
На основе заранее спроектированных агрегатных узлов можно практически компоновать неограниченное количество АС. Эти станки по своему назначению относятся к специальным станкам, поскольку они способны обрабатывать детали только (в основном) одного наименования и большого годового объема. Эффективность работы таких станков возможно только в том случае, если их загрузка будет составлять не менее 80% годового фонда работы оборудования. На рис. 4.48 представлена общая классификация компоновок АС.
Первый ряд АС основан на компоновке с поворотным столом, второй – с поворотно-делительным барабанов, ось вращения которого горизонтальна и третий – с прямолинейным перемещением обрабатываемых деталей.
Агрегатные станки: классификация и компоновка
Агрегатные станки
Агрегатными называют специальные станки, изготовляемые из стандартных и нормализованных узлов, не связанных между собой кинематически. Их применяют в крупносерийном и массовом производстве для сверления, растачивания, резьбонарезания и фрезерования. Чаще всего на них обрабатывают корпусные детали и валы, которые в процессе обработки остаются неподвижными. Применение нормализованных элементов в конструкциях агрегатных станков сокращает сроки их проектирования, облегчает процесс производства, дает возможность широко унифицировать детали и упрощать технологию их изготовления, а также позволяет создавать самые разнообразные компоновки агрегатных станков с минимальным числом оригинальных элементов.
Многопозиционные станки проектируют для деталей, поверхности которых необходимо обрабатывать за несколько переходов, причем эти поверхности расположены в различных плоскостях. Типовые компоновки таких агрегатных станков могут быть вертикальными, горизонтальными, вертикально-горизонтальными. На этих станках деталь обрабатывают последовательно с одной, двух и трех сторон на нескольких позициях в приспособлениях, установленных на поворотном делительном столе. Благодаря этому вспомогательное время, связанное с загрузкой-выгрузкой и зажимом-разжимом обрабатываемой заготовки, совмещается со временем обработки; несовмещенным остается время поворота стола.
Типовая компоновка агрегатного станка с центральной колонной и движением заготовок вокруг нее в горизонтальной плоскости выглядит следующим образом. Круговое перемещение заготовок обеспечивает стол карусельного типа. Силовые головки расположены под различными углами к обрабатываемой заготовке.
Типовые компоновки агрегатных станков с круговым движением заготовок в вертикальной плоскости выполнены односторонними, двусторонними и трехсторонними. Это станки барабанного типа, у которых зажимные приспособления смонтированы на поворотном барабане, а обработка ведется с одной двух и трех сторон.
Типовая компоновка агрегатного станка с прямолинейным движением заготовок. Характерным для станков такого типа является прямолинейное перемещение стола относительно силовых головок.
Агрегатные станки чаще всего используют для работы в полуавтоматическом цикле, реже их снабжают загрузочными и разгрузочными устройствами, в этом случае станки работают как автоматы. Агрегатные станки могут работать индивидуально или входить в автоматические линии. Девятишпиндельный горизонтальный агрегатный станок с шестипозиционным поворотным столом предназначен для сверления, зенкерования и нарезания резьбы в корпусной детали. Каждая силовая головка служит для вращения и подачи одного инструмента. На рабочих позициях установлено по две силовые головки. Обрабатываемые детали закрепляют в приспособлениях с пневматическим приводом, к которым сжатый воздух поступает через центральный пневмораспределитель. В агрегатном 12-шпиндельном станке барабанного типа вместо делительного стола имеется поворотный барабан, на гранях которого размещают приспособления с обрабатываемыми заготовками. Как правило, на таких станках обрабатывают отверстия, торцы и наружные цилиндрические поверхности у деталей, имеющих плоскость симметрии, с двух сторон одновременно; барабан с обрабатываемыми заготовками размещен в двух вертикальных стойках. Силовые головки несут шпиндельные коробки с шестью инструментами каждая. Силовые сверлильные, фрезерные и другие головки устанавливают на унифицированных кронштейнах, закрепленных на направляющих круглой или прямоугольной станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на обработку новой партии заготовок. Заготовки устанавливают на круглом или прямоугольном делительном столе в универсально-сборных или универсально-наладочных приспособлениях. Станки оснащены устройством программного управления, размещенным в блоке управления.
Нормализованные узлы (станины, силовые головки и столы, шпиндельные коробки, элементы гидропривода и т. д.) имеют разновидности как по своей конструкции, так и по типоразмерам, что вызвано условиями компоновки станка, его размерами, характером обработки и т. д.
Специальные узлы (зажимные приспособления и кондукторы, которые проектируются в зависимости от конфигурации обрабатываемой детали, ее размеров и т. п.) также имеют отдельные нормализованные элементы: эксцентрики и ручки для быстродействующих эксцентриковых зажимов, пневмоцилиндры, штоки, пневмораспределительные устройства для автоматического зажима и отжима обрабатываемых заготовок, патроны для закрепления инструмента, кондукторные втулки.
АГРЕГАТНЫЕ СТАНКИ
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / rashid@msd.com.ua

Привод ЭПУ 25А с дросселем — 5500грн
Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных и частично специальных агрегатов. Эти станки применяются в крупносерийном и массовом производстве. На агрегатных станках можно выполнять сверление, рассверливание, зен — керование, растачивание, фрезерование, нарезание внутренних и наружных резьб, некоторые виды токарной обработки. Агрегатные станки в основном используются для изготовления корпусньрс деталей.
Преимущества агрегатных станков: 1) короткие сроки проектирования; 2) простота изготовления, благодаря унификации узлов, механизмов и деталей; 3) высокая производительность, обусловленная многоинструментальной обработкой заготовок с нескольких сторон одновременно; 4) возможность многократного использования части агрегатов при смене объекта производства; 5) возможность обслуживания станков операторами низкой квалификации.
Агрегатные станки (рис. 185) в зависимости от формы, размеров заготовок, требуемой точности обработки компонуют по разным схемам: односторонними и многосторонними, одношпиндельными и многошпиндельными, однопозиционными и многопозиционными, в вертикальном, наклонном, горизонтальном и комбинированном исполнениях.
Обработка на однопозиционных агрегатах станках выполняется при одном постоянном положении заготовки. Агрегатные станки с многопозиционными поворотными столами или барабанами предназначены для параллельно-исследовательной обработки одной или одновременно нескольких заготовок малых и средних размеров. При этом вспомогательное время сокращено до минимума за счет того, что установка заготовки и снятие заготовки на позиции загрузки-выгрузки осуществляется во время обработки на других позициях.
Типовые унифицированные компоновки разработаны на основе использования унифицированных агрегатов; (уровень унификации 90 %). Например, в агрегатном станке вертикальной компоновки (рис. 186) унифицированы: базовые детали (станины 1 и 20, стойка 9, упорный угольник II), силовые механизмы (силовой стол 8, а в станках других типов силовые головки), шпиндельные механизмы (шпиндельная ко-


Рис. 185. Примеры компоновок агрегатных станков:
А — вертикальный односторонний однопозиционный; б — наклонный однопозиционный, в — четырехсторонний однопозиционный смешанной компоновки, г — вертикальный
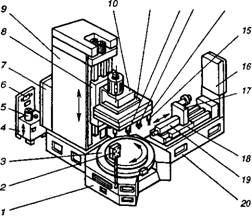
Рис. 186. Унифицированные’агрегаты агрегатных станков
Робка 14, расточная бабка 19, сверлильная бабка 10), механизмы транспортирования (поворотный делительный стол 3, двухпозицион — ный делительный стол 18 прямолинейного перемещения), механизмы главного движения (коробка скоростей 17), гидрооборудование (гид — робак 4, насосная установка 5, гидропанель 6), электрооборудование (центральный и наладочный пульты 2, электрошкаф силовых механизмов 16, электрошкаф станка 7), вспомогательные механизмы (удлинитель 15, резьбовой копир 13, расточная пиноль 12).
Специальные механизмы, например приспособление для установки и закрепления заготовок, имеют отдельные нормализованные элементы.
Силовые механизмы агрегатных станков предназначены для сообщения режущим инструментам главного движения и движения подачи (силовые столы).
Силовые головки предназначены для выполнения токарных, фрезерных, сверлильных, расточных, резьбонарезных, шлифовальных и других работ. Они обычно работают в автоматических циклах, например: 1) быстрый подвод, рабочая подача (одна или две), выдержка на жестком упоре (при необходимости), быстрый отвод, стоп; 2) быстрый подвод, рабочая подача, быстрый подвод, рабочая подача, стоп. Такой цикл используют, например, при последовательной обработке нескольких соосных отверстий одинакового диаметра.
Для привода главного движения (вращательного) в силовых головках обычно применяют электродвигатели, а для привода подачи — кулачки, винтовые передачи, цилиндры (пневматические, гидравлические и пневмогидравлические).
По конструкции механизма подач различают головки с подвижной пинолью и с подвижным корпусом. Подачу инструмента перемещением пиноли обычно выполняют в головках малой мощности, не более 1,5 кВт, что обеспечивает подход инструмента к заготовке. Силовые головки средней и большой мощности выполняют с подвижным корпусом.
В зависимости от расположения привода подач силовые головки могут быть несамодействующими и самодействующими. У первых привод подач расположен вне головки, которую обычно устанавливают на силовом столе, подключенным к насосной станции станка или имеющим самостоятельный привод. У вторых как привод вращения шпинделя, так и все элементы привода подачи (резервуар для масла, насос, гидропанель управления) расположены в корпусе головки.
По мощности двигателя силовые головки подразделяют на микросиловые (0,1—0,4 кВт), малой мощности (0,4—3,0 кВт), средней (3,0— 15 кВт) и большой мощности (15—30 кВт).
В зависимости от типа привода подач различают головки механические (кулачковые и винтовые), пневматические, гидравлические и пневмогидравлические.
Силовые головки в значительной степени определяют производительность, надежность и точность работы агрегатных станков. Поэтому силовые головки должны автоматически и точно выполнять заданный цикл работы, иметь минимальные упругие деформации при обработке с различными режимами, обладать высокой надежностью. Конструкции головок должны обеспечивать быстрое устранение возникающих отказов и простоту обслуживания.
Гидравлические силовые головки получили наиболее широкое применение в агрегатных станках, что объясняется их значительными преимуществами по сравнению с головками других типов. Гидравлические головки применяют для выполнения как легких, так и тяжелых работ. Мощность электродвигателя гидравлических головок 2—30 кВт, а осевая сила, которую может развивать головка,— до 104 Н. Головки 304 могут выполнять самые сложные циклы работы. Их выпускают различных габаритов (табл. 8).
8. Технологические характеристики гидравлических силовых головок
Лекция на тему «Агрегатные станки»
Агрегатные станки
Классификация и типовые компоновки
Агрегатными называют станки, которые компонуют из нормализованных и частично специальных узлов и деталей путем объединения их в единый агрегат (рабочий комплекс) с общей системой управления и контроля.
На агрегатных станках выполняют сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных поверхностей, протачивание канавок, нарезание резьбы, подрезание торцов, раскатывание цилиндрических и конических отверстий, фрезерование поверхностей, контроль качества продукции.
Традиционные агрегатные станки (с ручным управлением) применяют в массовом и крупносерийном производстве, агрегатные станки с ЧПУ — в среднесерийном.
Агрегатный станок проектируют специально для изготовления деталей одного типа или нескольких однотипных, поэтому его конструкция существенно зависит от формы и размеров заготовки, а также от технологии ее обработки.
Главное преимущество агрегатных станков состоит в том, что легко перекомпонуются и сравнительно быстро составляются из стандартных узлов с наименьшими затратами и за довольно короткое время.

Рисунок 1 — Типовые компоновки однопозиционных агрегатных станков со стационарным приспособлением для обработки заготовки с одной (а)- двух (б, в) и трех (г —ж) сторон:
1 — стационарное приспособление; 2 — силовые узлы

Рисунок 2 — Типовые компоновки многопозиционных агрегатных станков с поворотным делительным столом (а, в — вертикальные; б, г, е — го ризонтальные; д — вертикально-горизонтальные), с центральной колон ной (ж) и с кольцевым столом (з):
1 — зажимное приспособление, 2 — стол; 3 — колонна; 4, 5 — силовые узлы; 6 — станина
В компоновке многопозиционного агрегатного станка с прямолинейным движением заготовок от позиции к позиции стол перемешается прямолинейно относительно силовых головок.
Аналогичны и компоновки агрегатных станков с ЧПУ. Все агрегатные станки чаще всего работают в полуавтоматическом цикле. Если они снабжены загрузочными и разгрузочными устройствами или ПР, то они работают как автоматы и могут встраиваться в автоматические линии.
Силовые головки
Силовая головка — это узел агрегатного станка, который не сет инструментальную насадку и выполняет все движения инструмента: главное вращательное движение, движение подач ускоренный подвод и ускоренный отвод.
Силовые головки, шпиндель которых совершает одновременно главное движение и движение подачи, называются самодействующими.
Если шпиндель совершает только главное движение, а движение подачи осуществляется другими механизмами, то силовые головки называются несамодействующими . Применение несамодействуюших головок увеличивает площадь, занимаемую станком, но упрощает обслуживание и ремонт.
По роду привода силовые головки подразделяются на электромеханические, гидравлические и пневмогидравлические.
Силовые столы
Силовые столы применяют для прямолинейных установочных перемещений и рабочей подачи режущего инструмента. Они предназначены для установки на них несамодействующих силовых головок (фрезерных, сверлильных бабок и др.) с самостоятельным приводом вращения. Рабочий цикл стола: быстрый подвод — рабочая подача — быстрый отвод. Привод подач у силовых столов может быть электромеханическим и гидравлическим. Столы выпускают нормальной и повышенной точности с максимальной тяговой силой подачи 1. 100 кН и мощностью 1 . 30 кВт.
Поворотные делительные столы
Для периодического перемещения заготовок с одной позиции на другую с точной фиксацией на каждой позиции применяются поворотные делительные столы. Конструкции поворотных столов делятся на горизонтальные и вертикальные в зависимости от плоскости поворота в пространстве.
Контрольные вопросы
1. Какие станки называют агрегатными?
2. Как классифицируются однопозиционные и многопозиционные агрегатные станки по компоновке?
3. Чем отличаются самодействующие силовые головки от несамодействующих?
4. Для чего предназначены силовые и поворотные столы в агрегатных станках?
5. Применяются ли агрегатные станки в массовом производстве? Чем должна отличаться конструкция таких агрегатных станков?
6. Какие компоновки агрегатных станков со сменными шпиндельными головками вы знаете?
