
Деталь металлорежущего станка, предназначенная для перемещения инструмента.
Деталь металлорежущего станка, предназначенная для перемещения инструмента.
Ответ на вопрос Деталь металлорежущего станка, предназначенная для перемещения инструмента., в слове 7 букв:
Салазки
Определение слова Салазки в словарях
Как бы не завернули нам салазки , вот это действительно будет история: третья марсианская отменена из-за неудовлетворительного психического состояния двух страшно тренированных докторов наук, мастеров спорта, прошедших жесточайший отбор конкурсной комиссии и сподобившихся в небесах увидеть ангела.
Под килем кратко громыхнули салазки [3]; в какой-то момент двадцать тонн машины и двенадцать человек действовали в точном соответствии с законом земного притяжения, затем напряглись колесные суставы; лодка плюхнулась в воду, разметав фонтан брызг, встряхнулась и пошла.
Найдя два подходящих обломка и применив их в качестве молотка и зубила, она соорудила салазки для тела Бартон.
За спиной Марты оставалась дорожка сломанных цветов: те, что избежали ее ног, попадали под салазки или просто взрывались, не выдержав губительной жары ее скафандра.
Четверо плечистых молодых людей в два счета загнули мне салазки и наградили стальными браслетами, сухо щелкнувшими за спиной.
Посреди ослепительного волчьего оскала – та же темная пустотка на месте зуба, вышибленного некогда кулачным приемом, который у них на Урале называется « салазки ».
За фунт пшена она объясняла почтительно топотавшим красноармейцам картины Дега и Ренуара, вела класс немецкого, на крыше вагона ездила в Серпухов за картошкой, сбывала бабам, божась и ругаясь, старые лифчики, разносила по редким лавчонкам сахарин, запрягшись в салазки , таскала с Москвы-реки дрова.
гляньте-ка, как забарахтались! — повалили Костромушку, салазки загнули, щиплют, щекочут — мала куча, да не совсем!
Другие торговались с носильщиками, чьи похожие на салазки приспособления усеивали берег вперемежку с грудами багажа.
Мы, находящиеся в дюралюминиевом брюхе самолета, смеялись: а почему нам не выданы салазки , чтобы кататься с горок?
Деталь металлорежущего станка, предназначенная для перемещения инструмента.




§ 4. Типовые детали и механизмы металлорежущих станков
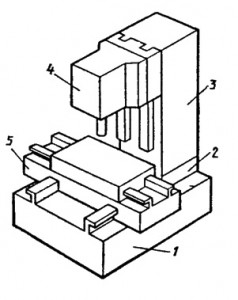
Ряд основных деталей и механизмов является типовым, так как встречается почти во всех типах металлорежущих станков. Рассмотрим эти типовые детали и механизмы на примере универсального токарного станка (рис. 10). На этом станке можно производить разнообразные работы — обтачивание наружных цилиндрических, конических и фасонных поверхностей, подрезание торцов и вытачивание наружных и внутренних канавок, изготовление цилиндрических и конических отверстий, нарезание наружной и внутренней резьбы и т. п.
Заготовка закрепляется в патроне 9, а в случае значительной длины может поджиматься центром задней бабки 3, а вместо патрона 9устанавливается центр. В четырехместном резцедержателе 10 устанавливаются и закрепляются необходимые резцы. Заготовка получает вращательное движение от шпинделя станка, на котором сидит патрон 9 резцу вместе с суппортом 6 сообщается поступательное перемещение (подача) ходовым винтом 7 или ходовым валом 8.
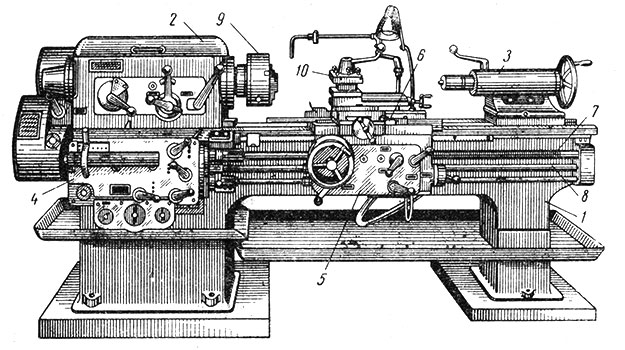
Рис. 10. Универсальный токарно-винторезный станок: 1 — станина; 2 — передняя бабка с коробкой скоростей; 3 — задняя бабка; 4 — коробка подач; 5 — фартук; 6 — суппорт; 7 — ходовой винт; 8 — ходовой вал; 9 — патрон; 10 — резцедержатель
Станина 1 (рис. 10) является одной из самых ответственных частей станка, на которой монтируют все его механизмы. Некоторые из них (передняя бабка 2, коробка подач 4 и др.) прикрепляют к станине наглухо, а другие (задняя бабка 3, фартук 5 с суппортом 6) перемещают по так называемым направляющим станины (тщательно обработанные плоскости или поверхности призматического профиля).
Для обеспечения длительной и высококачественной работы станка его станина должна обладать достаточной прочностью, жесткостью, виброустойчивостью и иметь высокую износостойкость направляющих. Наибольшее распространение имеют литые станины из высококачественного чугуна, но применяют и сварные стальные станины, а также чугунные с прикрепленными стальными направляющими. Для увеличения жесткости станины изготовляют коробчатой формы с внутренними ребрами жесткости, соединяющими продольные стенки станины.
Направляющие станины должны обеспечить прямолинейное перемещение суппорта и задней бабки, для чего они сами должны быть строго прямолинейны и параллельны. Это достигается предварительным строганием или фрезерованием направляющих с последующим окончательным шлифованием или шабрением.
Коробка скоростей токарного станка располагается в передней бабке 2 (рис. 10). Она предназначена для передачи вращательного движения от приводного электродвигателя к шпинделю станка, а также для регулирования его числа оборотов в определенных пределах.
Для ступенчатого регулирования чисел оборотов применяют главным образом два вида коробок скоростей: с передвижными (скользящими) блоками зубчатых колес и со сменными зубчатыми колесами.
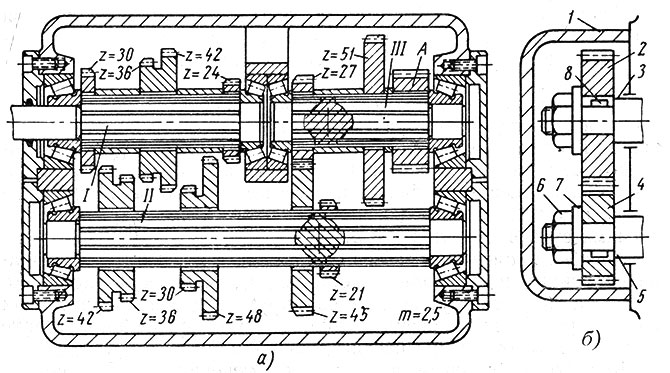
Рис. 11. Коробки скоростей: а — со скользящими блоками зубчатых колес; б-со сменными зубчатыми колесами: 1 — кожух коробки; 2 и 4 — сменные зубчатые колеса; 3 и 5 — валы; 6 — гайка; 7 — шайба; 8 — шпонка
На рис. 11, а показана трехваловая коробка скоростей с передвижными блоками зубчатых колес. Валы четырехшлицевые, что обеспечивает хорошее центрирование и плавное скольжение передвижных блоков при переключении скоростей. На валах I и III все зубчатые колеса закреплены жестко. На валу II установлено три двухвенцовых передвижных блока, из которых два соединяются с колесами вала I. Таким образом при одном числе оборотов вала I вал III путем всех возможных сочетаний включений зубчатых колес будет иметь 4×2 = 8 различных чисел оборотов.
(все передаточные отношения минимальные);
(все передаточные отношения максимальные).
Диапазон регулирования данной коробки

Изменение чисел оборотов у таких коробок производится легко и быстро, чем объясняется их широкое применение в универсальных станках, где приходится часто изменять число оборотов шпинделя.
Более проста и компактна коробка скоростей со сменными зубчатыми колесами (рис. 11, б). К станку с такой коробкой скоростей прилагается набор сменных зубчатых колес, причем шпинделю станка можно обеспечить столько различных чисел оборотов, сколько сменных зубчатых колес имеется в наборе * . Изменение числа оборотов производится установкой колес с различными числами зубьев на валах 3 и 5.
* ( Набор зубчатых колес подбирают таким образом, чтобы при их перестановке получился геометрический ряд чисел оборотов.)
Коробки со сменными зубчатыми колесами применяют в специализированных и специальных станках, где изменение чисел оборотов, а значит и установка соответствующей пары зубчатых колес производится очень редко — при первичной настройке станка на изготовление партии деталей.
Коробки подач предназначены для изменения величины подачи режущих инструментов в токарных, сверлильных и других станках или обрабатываемых заготовок на фрезерных, поперечно-строгальных и других станках. На рис. 12 показаны наиболее часто встречающиеся схемы коробок подач. Коробку подач с накидным зубчатым колесом (рис. 12, а) применяют в универсальных станках. На валу I закреплены шпонками зубчатые колеса 1-6. Колесо 10 вместе с обоймой 9, в которой на пальце 7 свободно вращается накидное колесо 8, может скользить вдоль вала II. Величину подачи или шаг нарезаемой резьбы изменяют при зацеплении накидного зубчатого колеса 8 с любым из ведущих колес 1-6 с помощью рукоятки 11, перемещаемой вдоль вала II и фиксируемой в одном из положений А-Е. Такая коробка подач при одной скорости вала I обеспечивает валу II шесть различных скоростей, а следовательно, суппорту станка — шесть различных подач.
Рис. 12. Схемы коробок подач: а — с накидным зубчатым колесом; б — со сменными зубчатыми колесами; в — с вытяжной шпонкой; I — ведущий вал; II — ведомый вал
Коробку подач со сменными зубчатыми колесами (рис. 12, б) применяют в специальных ив специализированных станках, а в универсальных станках ее используют в сочетании с коробкой с накидным зубчатым колесом. Такие коробки бывают одно-, двух- и трехпарные (по количеству пар сменных колес).
Изменение величины подачи производится установкой различных сменных зубчатых колес а, b, с, d. Подобрав нужные сменные зубчатые колеса, передвигают палец У, вместе с установленными на нем колесами b и с вдоль паза 2, в гитаре 3 и закрепляют в положении, когда колесо с войдет в зацепление с колесом d. Затем для зацепления колеса b с колесом а поворачивают гитару 3 вокруг оси вала II. В нужном положении гитара закрепляется болтом 4, который, находясь в пазу гитары 3, одновременно является направляющим пальцем. При подборе сменных зубчатых колес следует произвести проверку чисел зубьев по условию сцепляемости, которое имеет следующий вид:
Если условие сцепляемости не выдержано (например а + b
Рис. 14. Реверсирующий механизм с зубчатыми колесами: а — с цилиндрическими; б и в — с коническими: z1 и z3 — ведущие; z2 и z4 — ведомые; zn — промежуточное зубчатое колесо
На рис. 14, а дана схема реверсирующего механизма с цилиндрическими зубчатыми колесами. При включении механизма, как показано на схеме, направления вращения ведущего I и ведомого II валов противоположны. При осевом смещении блока Б вправо ведущее зубчатое колесо z3 передает движение ведомому колесу z4 посредством промежуточного колеса zn. В этом случае передаточное отношение  Из приведенного уравнения видно, что промежуточное колесо не оказывает влияния на передаточное отношение, а только изменяет направление движения ведомого вала II.
Из приведенного уравнения видно, что промежуточное колесо не оказывает влияния на передаточное отношение, а только изменяет направление движения ведомого вала II.
Реверсирующие механизмы с коническими зубчатыми колесами применяют главным образом при передаче движения между взаимно перпендикулярными валами. Такие механизмы могут быть выполнены с передвижными зубчатыми колесами (рис. 14, б) или с переключающими муфтами -фрикционными или кулачковыми (рис. 14, в).
При одном направлении движения вала I вал II будет реверсироваться в зависимости от включения ведомых зубчатых колес z2 или z4. Из-за большей жесткости конструкции механизм с кулачковой муфтой имеет более широкое распространение. Реверсирующим является и храповой механизм (рис. 4): поворотом на 180° кнопки 5 и храповой собачки 2 реверсируется храповое колесо I.
Предохранительные механизмы предназначены для исключения аварий в слабых звеньях станка при внезапной перегрузке исполнительного органа. Роль предохранительного механизма заключается в размыкании кинематической цепи при перегрузке, причем ряд механизмов автоматически восстанавливает целостность цепи при снятии нагрузки или при снижении ее до нормальной допускаемой величины.
Рис. 15. Предохранительные и блокировочные механизмы: а — шариковая предохранительная муфта; б — муфта со штифтами; в — механизм блокировки ходового винта и ходового вала токарного станка
На рис. 15, а представлена шариковая предохранительная муфта. От зубчатого колеса 3 движение передается валу I шариками 4 и втулкой 5 с фланцем. Шарики 4 расположены в отверстиях колеса 3 и одновременно входят в отверстия фланца втулки 5. К фланцу шарики прижимаются пружинами 6, которые другим концом упираются в плунжеры 2. Натяжение пружин, а соответственно, и величина передаваемого крутящего момента регулируются поворотом гайки У, перемещающей плунжеры 2. В нужном положении гайка 1 стопорится винтом 7. При перегрузке шарики отжимаются кромками отверстий фланца втулки 5 (пружины 6 сжимаются) и муфта будет проскальзывать (вал I остановится). При восстановлении нормальной нагрузки муфта опять работает как соединительная.
Предохранительную муфту со штифтами, срезающимися при перегрузке (рис. 15, б), применяют в тех случаях, когда перегрузки случаются редко. В полумуфты 1 и 5 запрессованы закаленные стальные втулки 2 и 4 (несколько штук по окружности муфты). Во втулки вставляются штифты 3, срезающиеся при перегрузке. Если ведущей является полумуфта 5, то вал I остановится, а полумуфта 5 будет вращаться вхолостую. Для восстановления кинематической цепи необходимо остановить станок и заменить срезанные штифты новыми.
Блокировочные механизмы предназначены для исключения возможности включения двух или даже нескольких механизмов, совместная работа которых не предусмотрена, а также для обеспечения определенной последовательности включения механизмов станка. Например, если у станка для системы смазки его частей применяют насос с самостоятельным приводом, то блокируется включение насоса с включением станка, т. е. вначале должен быть включен насос, подающий масло, а затем станок (включение в обратной последовательности невозможно).
На рис. 15, в дана схема блокировочного механизма, исключающего возможность одновременного включения ходового винта и ходового вала токарно-винторезного станка. В показанном положении рукоятки Р подача суппорта выключена. Установкой рукоятки Р в положение А зубчатыми колесами z1-z4 включается ходовой вал III (зубчатое колесо z1 смещается вправо). Установкой рукоятки Р в положение Б включается ходовой винт II.
В качестве предохранительных и блокировочных устройств в станках широко применяют различного рода электрические реле, гидравлические клапаны, а также комбинированные устройства (электромеханические, гидромеханические и др.).
Движения в металлорежущих станках
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движений. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
Содержание
1. Основные движения в станках (движения резания, движения подачи)
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движении. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
К основным отнесены те движения, которые осуществляют процесс непрерывного снятия стружки с обрабатываемой детали. Основные движения делятся на движения резания и движения подачи.
Движение резания
Движение резания непосредственно обеспечивает процесс снятия слоя металла в виде стружки. Это движение в большинстве случаев сообщается инструменту, в некоторых случаях обрабатываемой детали, а иногда детали и инструменту одновременно. Движение резания всегда осуществляется от механического привода.
Движение подачи
Движение подачи обеспечивает непрерывность процесса снятия стружки. Движение подачи также может сообщаться инструменту, детали или тому и другому одновременно. У современных станков в подавляющем большинстве случаев движения подач также осуществляются принудительно от механического или гидравлического привода. Ручные перемещения рабочих органов иногда используются при обработке деталей как движение подачи, однако, поскольку эти движения в основном предназначены для установочных перемещений режущего инструмента или детали, они условно отнесены к группе вспомогательных движений.
1. Вспомогательные движения
Эта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п.
Движения для настройки станка на заданные режимы резания в большинстве случаев осуществляются от руки, однако у ряда современных станков, как, например, у токарно-винторезного станка модели 1К620, для изменения скорости вращения шпинделя имеется механизированный привод.
Движения для наладки станка в соответствии с размерами и конфигурацией обрабатываемой детали включают установочные и быстрые перемещения, а также повороты рабочих органов станков.
Движения управления станком в процессе работы необходимы для включения, выключения и реверсирования приводов движения и подачи, для управления приводами взаимосвязанных движений и для управления вспомогательными приводами станка.
В ряде станков имеются встроенные приводы, обеспечивающие движения соответствующих рабочих органов для подачи и зажима со пруткового материала или штучных заготовок.
3. Взаимосвязанные движения
В некоторых случаях механической обработки получение заданной формы и конфигурации поверхностей детали достигается введением дополнительных движений, имеющих определенную строгую кинематическую связь с основными движениями станка — движением резания и движением подачи. Эти движения требуют особой настройки и поэтому в общем случае их следует называть взаимосвязанными. В зависимости от характера и назначения взаимосвязанные движения могут быть подразделены на пять видов.
Движение обкатки или огибания используется в специализированных станках для нарезания всех видов зубчатых колес, червяков, шлицевых валов и других аналогичных деталей. Движение обкатки иногда имеет кинематическую связь только с движением резания (нарезание прямозубых цилиндрических колес на зубофрезерном станке), иногда только с движением подачи (нарезание прямозубых колес на зубодолбежном станке), а в отдельных случаях (нарезание косозубых колес на зубофрезерном станке) имеет связь и с движением резания и с движением подачи.
Движение образования винтовой поверхности применяется при нарезании резьбы резцом на токарно-вннторезных станках и при фрезеровании резьбы и винтовых канавок на резьбофрезерных или универсально-фрезерных станках. При нарезании резьбы резцом на токарном станке движение образования винтовой поверхности кинематически связано с движением резания, а при фрезеровании резьбы — с круговой подачей обрабатываемой детали.
Движение образования архимедовой спирали необходимо при нарезании торцовых резьб на токарных станках. Оно связано с движением резания.
Движение образования сложных поверхностей используется при обработке конусов на токарных станках моделей 163 и 1К620 и для всех видов копировальных работ.
Движение деления может иметь особую связь с основными движениями, обеспечивая делительные повороты обрабатываемой детали на необходимый угол в определенные периоды работы станка. В некоторых случаях движение деления имеет связь не с основными, а со вспомогательными движениями.
Деталь металлорежущего станка, предназначенная для перемещения инструмента.
Классификация металлорежущих станков.
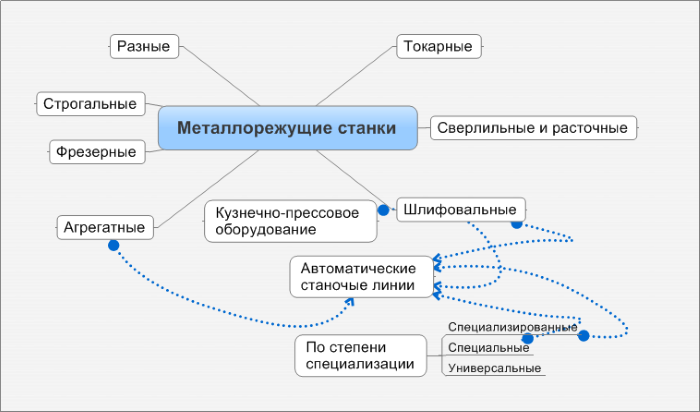
Станок — машина для обработки различных материалов. Металлорежущий станок — машина, предназначенная для обработки металлических материалов резанием. Основная классификация металлорежущих станков построена по технологическим признакам. В каждую из девяти групп, внесены станки по определенному характерному признаку: 1 — токарные станки, 2 — сверлильные и расточные станки, 3 — шлифовальные и доводочные станки, 4 — станки для электро-физико-химической обработки, 5 — зубо- и резьбообрабатывающие станки, 6 — фрезерные станки, 7 — строгальные, долбежные и протяжные станки, 8 — разрезные станки, 9 — разные станки. Каждую группу подразделяют на девять типов, характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента.
Дополнительно станки можно классифицировать по ряду других признаков, например:
по степени универсальности — специальные, специализированные, универсальные и широкоуниверсальные. Специальные станки предназначены для обработки заготовок одного типоразмера (зачастую — одной поверхности); специализированные — для обработки заготовок, сходных по конфигурации, но с разными в некотором диапазоне размерами; универсальные — для выполнения значительного числа операций при обработке разнообразных заготовок; широкоуниверсальные — для обработки заготовок особенно большого диапазона работ;
по степени автоматизации станки делят на автоматы, полуавтоматы и станки с ручным управлением. В станках автоматах все основные и вспомогательные движения, необходимые для технологического цикла обработки заготовок, осуществляются без вмешательства человека; в станках полуавтоматах весь цикл обработки заготовок производится автоматически, но для установки заготовок, пуска станка и снятия деталей необходимо вмешательство станочника.
В зависимости от массы станки разделяют на легкие (до 10 кН), средние (до 100 кН), тяжелые и особо тяжелые (уникальные) — свыше 100 кН.
В зависимости от расположения шпинделя различают станки с вертикальным, горизонтальным и наклонным расположением шпинделя.
Важнейшей характеристикой каждого станка является его геометрическая точность. Допустимые значения норм точности станков и методы их проверки указаны в паспортах. Геометрические неточности отдельных деталей станка вызывают погрешности размеров, форм и взаимного расположения обрабатываемых на нем поверхностей изделия.
В зависимости от точности выполняемых работ станки подразделяют на пять классов: нормальной (Н), повышенной (П), высокой (В), особо высокой (А) точности и прецизионные (С).
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм).
Основные и вспомогательные движения в станках. Кинематические схемы.
На всех металлорежущих станках обработку поверхностей и придания им формы и размеров детали, предусмотренных чертежом, осуществляют согласованием между собой движения инструмента и заготовки. Они называются основными или рабочими движениями. Их разделяют на главное (режущее) движение (за счет чего инструмент производит резание металла) и движение подачи, которое служит для перемещения инструмента или обрабатываемой заготовки (в зависимости от типа станка).
В токарных, фрезерных, сверлильных и расточных станках главное движение — вращательное, в строгальных, долбежных станках — возвратно-поступательное.
C корость резания (м/с или м/мин) — перемещение в единицу времени произвольной точки, взятой на активной части главной режущей кромки, относительно обрабатываемой поверхности заготовки.
Подача — перемещение режущей кромки инструмента относительно обрабатываемой поверхности заготовки в единицу времени. При токарной обработке различают оборотную подачу sо мм/об, т. е. перемещение режущей кромки инструмента за один оборот заготовки и минутную подачу s, мм/мин, т. е. перемещение за 1 мин. При этом s = 60 s о• n , где n — частота вращения шпинделя
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования
Для осуществления оптимальных режимов резания станки оснащают механизмами регулирования частоты вращения валов и шпинделей, величины подачи столов и суппортов в определенных диапазонах.
Различают три способа регулирования частоты вращения: бесступенчатый, ступенчатый и комбинированный. В первом случае может быть получена любая величина скорости в заданном диапазоне, во втором — ряд определенных значений регулируемого параметра в заданном диапазоне. Чтобы иметь возможность обрабатывать детали любого диаметра в заданных пределах с оптимальной скоростью резания, необходимо бесступенчатое (плавное) регулирование частоты вращения шпинделя, которое достигается применением соответствующего привода (механического, электрического или гидравлического). Однако пока не разработаны экономически выгодные способы бесступенчатого регулирования для всех областей станкостроения, поэтому современные станки имеют в большинстве случаев приводы со ступенчатым рядом чисел оборотов. Механизмы, осуществляющие ступенчатое регулирование получили наибольшее распространение.
У станков с прямолинейным движением рабочий орган совершает рабочий ход, когда осуществляется процесс резания и обратный (холостой) ход, когда движущаяся часть станка возвращается в исходное положение. Рабочий и обратный ходы составляют двойной ход.
Главные движения в станках осуществляются с помощью электроприводов (иногда применяются гидропривода), движения подачи – либо через механическую передачу от главного привода либо от отдельных электроприводов.
Кроме основных движений в станках имеются вспомогательные движения. Они непосредственно не участвуют в процессе резания, но необходимы для обработки изделий, например: установки инструмента, подвода его к заготовке, контроля размеров, подачи смазки и охлаждающей жидкости и т.д.
Передача движений в станках от двигателей к рабочим органам осуществляется кинематическими цепями механизмов станка. Структура этих цепей, их взаимные связи определяются кинематической схемой станка
Рис 10.3. Основные типы передач металлорежущих станков: а – ременная; б – цепная;
в, г – зубчатые; д – червячная; е – реечная; ж – винтовая
Ременная передача (рис. 10.3, а) осуществляется клиновидными, плоскими или круглыми ремнями. Передаточное отношение ременной передачи определяется:
где h = 0,98 – коэффициент, учитывающий проскальзывание ремня;
d1 – диаметр ведущего шкива;
d2 – диаметр ведомого шкива;
n1 и n2 – частоты вращения ведущего и ведомого валов.
Цепная передача (рис. 10.3, б) осуществляется двумя звёздочками и соединяющей их роликовой цепью. Передаточное отношение цепной передачи равно:
где z1, z2 – количество зубьев ведущей и ведомой звёздочек;
n1, n2 – частоты вращения ведущего и ведомого валов.
Зубчатая передача (рис. 10.3, в, г) состоит из пары цилиндрических или конических зубчатых колёс. Предаточное отношение зубчатой передачи равно:
где z1, z2 – количество зубьев ведущего и ведомого зубчатых колёс;
n1, n2 – частоты вращения ведущего и ведомого валов.
Червячная передача (рис. 10.3, д) состоит из червячного колеса и червяка и применяется для резкого снижения частоты вращения. Червяк всегда является ведущим, а червячное колесо ведомым элементом.
Если число заходов червяка равно К, а червячное колесо имеет z зубьев, то передаточное отношение равно:
Реечная передача (рис. 10.3, е) состоит из рейки и зубчатого колеса и служит для преобразования вращательного движения зубчатого колеса в поступательное движение рейки. Если число зубьев на колесе равно z, а модуль (величина зуба) и шаг (расстояние между вершинами соседних зубьев) рейки соответственно m и t, то при n оборотах шестерни рейка пройдёт путь S (в мм):
Винтовая передача (рис 10.4, ж) состоит из винта и гайки. Она преобразует вращательное движение винта в поступательное движение гайки. Если шаг винта (расстояние между вершинами соседних витков) t, то путь гайки S (в мм) за n оборотов винта равен: S = t·n.
В современных металлорежущих станках частота вращения шпинделя регулируется при помощи коробок скоростей. Их конструируют встроенными в станину или переднюю бабку станка.
Рис. 10.4. Двенадцатиступенчатая коробка скоростей
На рис.10.4. представлена схема двенадцатиступенчатой коробки скоростей. Для передачи вращения от электродвигателя валу 1 служит клиноременная передача; от вала 1 валу 2 – механизм с тройным блоком, обеспечивающий передаточное отношение 27/55, 21/61 или 34/48; от вала 2 валу 3 – механизм с двойным блоком, обеспечивающий передаточное отношение 20/60 или 41/41; от вала 3 валу 4 – цилиндрическая зубчатая передача (52/38), а далее либо прямо на шпиндель (i = 1), если муфта включена, либо через механизм перебора (i = 20/56 . 20/56), если муфта выключена.
Для расчёта всех частот вращения шпинделя (nш) составляется уравнение кинематической цепи, представляющее собой произведение частоты вращения приводного электродвигателя (nэ.д.) на передаточные отношения всех последовательных передач от электродвигателя к шпинделю.
Величины характеризующие процесс резания
Обработка изделия на металлорежущем станке характеризуется скоростью резания v м/мин и общим усилием резания F кГ, рав ным геометрической сумме трех взаимно-пер пендикулярных составляющих:
F = FZ + Fy + Fx , где Fx — усилие подачи; Fy — радиальное усилие; Fz — тангенциальное усилие, совпадаю щее по направлению со скоростью резания v .
Усилие Fz определяет крутящий момент, а вместе со скоростью v — мощность резания Рг на рабочем органе главного движения станка.
Наивыгоднейшие или оптимальные значе ния v и Fz зависят от большого числа техно логических факторов (величина подачи и глу бина резания, материал изделия и инструмен та, конструкция резца и условия охлаждения и т.д.
Классификация металлорежущих станков
Металлорежущий станок служит для обтачивания заготовок до заданных технологическим регламентом размеров и форм поверхности. Обработка осуществляется резцовым или абразивным инструментом.
Все металлообрабатывающее оборудование классифицируется по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
Пример классификации станков в зависимости от типа обработки
Общая классификация
Оборудование для обработки металла подразделяются на 11 групп:
- Токарные станки по металлу. Обрабатывают внешние и внутренние поверхности вращения. Их объединяет одно: вращение детали вокруг своей оси.
- Сверлильные станки. В эту группу входят и расточные станки. Используются для прохода сквозных и глухих отверстий. Их объединяет вращение рабочего инструмента с одновременной его подачей. В горизонтально-расточных механизмах подача происходит благодаря перемещению рабочего стола с закрепленной деталью.
- Шлифовальные станки. У всех подобных станков в качестве рабочего инструмента выступает абразивный шлифовальный круг.
- Полировальные и доводочные станки. Общий признак — использование абразивных кругов, полировальных пастообразных материалов.
- Зубообрабатывающие станки. Предназначены для нарезки зубьев шестерен и колес. Сюда же входят и шлифовальные станки.
- Фрезерные станки. В этой группе рабочим инструментом выступает многолезвийная фреза.
- Строгальные станки. У этих станков рабочим ходом является возвратно-поступательное перемещение резца или заготовки.
- Разрезные станки. Служат для деления на части способом разрезания металлического профиля (уголок, швеллер, пруток и т. д.).
- Протяжные станки. Рабочим инструментом служат специальные многолезвийные протяжки.
- Резьбообрабатывающие станки. Сюда входит оборудование, специально предназначенное для нарезания резьбы. К этой группе не относятся токарные станки.
- Вспомогательные и разные станки. Относятся к отдельной группе, выполняют различные вспомогательные операции.
Классификация по типам
Оборудование одного типа может иметь разную компоновку. Фрезерный станок может называться горизонтальным или вертикальным — по расположению оси шпинделя. Различаются кинематические схемы передачи перемещений, системы управления, параметры точности резания.
Однотипные станки со схожей компоновкой, кинематикой, но имеющие различные размеры, объединятся в размерный ряд. Например, зубофрезерные станки делятся на 12 типоразмеров в зависимости от изготавливаемых деталей (от 80 мм до 12000 мм). Каждый типоразмер станка, предназначенный для определенной обработки деталей, называется моделью. Каждая модель имеет свои обозначения: сочетание цифр и букв, указывающие на группу станка, предельные размеры заготовки, отличие от базовой модели.
Классификация по универсальности
Обрабатывающие механизмы одной и той же группы могут выполнять различные задачи:
- Универсальные обрабатывают изделия широкой номенклатуры. Размеры заготовок могут быть различными. Способны выполнять любые технологические операции, предусмотренные для данной группы.
- Специализированные изготавливают однотипные детали (детали корпусов, валы, сходные по форме, но отличающиеся размерами).
- Специальные выполняют операции с одной деталью различных размеров.
Классификация по степени точности
Степень точности обработки на данном станке указывается буквой, входящей в его обозначение:
- Н — нормальная точность;
- П — повышенная точность;
- В — высокая точность;
- А — особо высокая точность;
- С — особо точные мастер-станки.
Пример: 16К20П — станок токарный, имеющий повышенную точность.
Классификация по степени автоматизации
Обрабатывающее оборудование делится на автоматы и полуавтоматы. Рабочий цикл у автоматов полностью автономный. В полуавтоматах загрузку заготовок и снятие обработанных изделий проводит оператор. Он же выполняет запуск очередного цикла обработки.
Комплексная автоматизация крупносерийного изготовления металлопродукции подразумевает установку автоматических технологических линий из отдельных станков-автоматов. Выпуск продукции небольшими партиями осуществляется гибкими производственными модулями.
Станки, производящие продукцию под управлением ЧПУ, обозначаются буквой Ц (цикл) или Ф. Цифры обозначают особенность системы управления:
- Ф1 — цифровая индикация и предварительный выбор координат;
- Ф2 — позиционная система управления;
- Ф3 — контурная система управления;
- Ф4 — универсальная система управления.
Например, ассортимент токарных станков по металлу с ЧПУ от компании СтанкоМашКомплекс можно посмотреть по указанной ссылке.
Классификация по массе
В зависимости от массы изготавливаемых деталей станки делятся на:
- легкие, весом до 1000 кг;
- средние, весом до 10000 кг;
- тяжелые, весом от 10000 кг, которые, в свою очередь, подразделяются на крупные (16000—30000 кг) и собственно тяжелые (до 100000 кг);
- особо тяжелые — свыше 100000 кг.
Нумерация станков
Идентификация любого металлообрабатывающего станка основана на присвоении ему буквенно-цифрового шифра.
Цифры говорят, к какой группе относится станок (токарной, фрезерной и т. д.), указывают на тип и условный размер оборудования. Расшифровав нумерацию, можно узнать высоту центров, предельные размеры заготовок или диаметры сверления обрабатываемых деталей.
Обрабатывающие станки одного размера, но с разными характеристиками обозначаются буквой, введенной между первой и второй цифрой. Например, токарные станки моделей 162 и 1К62 различаются максимальной скоростью вращения. У первого она 600 об/мин, у второго — 2000 об/мин.
Различие модификаций станков одной и той же модели можно определить по букве в конце номера. Если нумерация базовой модели горизонтально-фрезерного станка — 6Н82, то упрощенная модификация этого станка — 6Н82Г.
Встречается нумерация, когда четвертая цифра определяет усовершенствованный вариант станка того же типоразмера. Так, горизонтально-расточной станок модели 262 имеет современную модификацию, обозначаемую 2620.
Присвоение металлообрабатывающим станкам буквенно-цифровых индексов позволяет с легкостью найти соответствующее оборудование по специальным каталогам. Также индексация дает возможность быстрого поиска необходимых запасных частей.
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ, машины для изготовления частей других машин в основном путем снятия с заготовки стружки режущим инструментом. Многое из того, что производится в результате человеческой деятельности в настоящее время, делается на металлорежущих станках или с помощью машин, изготовленных с применением таких станков. Их спектр очень широк – от строгальных станков с ручным управлением до компьютеризованных и роботизованных систем. Более 500 разных типов существующих металлорежущих станков могут быть подразделены не менее чем на десять групп по характеру выполняемых работ и применяемому режущему инструменту: разрезные, токарные, сверлильные, фрезерные, шлифовальные, строгальные, зубообрабатывающие, протяжные, многопозиционные автоматические и др.
Режущий инструмент того или иного вида (резец, фреза и т.п.) снимает с обрабатываемого (металлического, пластмассового, керамического) изделия стружку примерно так же, как это происходит при чистке картофеля ножом. Материал режущего инструмента должен быть значительно более твердым и прочным, чем материал обрабатываемой детали. Станок оборудуется механизмом, обычно состоящим из салазок, шпинделей, ходовых винтов и столов с поперечным и продольным перемещением, который позволяет перемещать инструмент относительно обрабатываемой детали. На станках с ручным управлением такое относительное перемещение задает оператор, пользуясь маховичками подачи для перемещения суппорта с резцедержателем. На станках с числовым программным управлением (ЧПУ) перемещения задаются программой последовательных команд, записанной в памяти компьютера. Программа включает и выключает приводные механизмы, например электродвигатели и гидроцилиндры, которые осуществляют подачу суппорта с автоматическим регулированием взаимного положения обрабатываемой детали и режущей кромки.
Станки почти всех типов выпускаются как с ручным управлением, так и в варианте с ЧПУ. В механических мастерских бытового обслуживания, в любительских домашних, на машиностроительных заводах чаще всего встречаются разрезные, сверлильные, токарные, фрезерные и шлифовальные станки.
Разрезные станки
предназначены для разрезания и распиловки сортового проката (прутков, уголков, швеллеров, балок). Режущим инструментом служат сегментная дисковая пила, абразивные диски или ножовочное полотно. Главное движение – вращение диска или возвратно-поступательное движение ножовочного полотна. Автоматические разрезные станки работают на разных скоростях, оборудуются устройствами периодической подачи заготовки и системами двухкоординатного управления рабочим столом.
Сверлильные станки,
пожалуй, наиболее распространенный тип станков. Назначение – просверливание и обработка отверстий, главные движения – вращение и подача режущего инструмента (сверла). Сверло подается вручную или автоматически с переключением скорости подачи и вращения. В зависимости от материала детали и сверла, глубины сверления и диаметра отверстия частота вращения шпинделя может быть постоянной, имеющей ряд фиксированных значений или переменной.
Сверлильные станки более широкого назначения оборудуются рабочим столом с двумя салазками, перемещающимися под прямым углом друг к другу, устройством ЧПУ для перемещения стола и управления подачей сверла и устройствами для автоматической смены сверла. Существуют многошпиндельные сверлильные станки, работающие одновременно с несколькими сверлами, а также применяются сверлильные бабки с несколькими шпинделями, закрепляемые в патроне одношпиндельного станка.
Токарные станки.
Главным движением токарного станка является вращение заготовки, а режущие инструменты (обычно однолезвийные) регулируемо закрепляются на неподвижной станине. Резец может подаваться по направляющим вдоль или поперек оси шпинделя. Заготовка закрепляется либо в патроне шпинделя, либо в центрах передней и задней бабки. Скорость подачи может регулироваться вручную или автоматически посредством ряда клиноременных или зубчатых передач, приводящих в движение ходовой винт и поперечные салазки суппорта. Скорость вращения заготовки регулируется в широких пределах в соответствии с выбранными режимами резания. Приводной электродвигатель может иметь как фиксированную, так и переменную частоту вращения. На токарных станках (а они составляют основу станочного парка) обычно выполняют операции обработки цилиндрических поверхностей, поперечной обточки и обрезки, нарезания винтовой резьбы и расточки осевых отверстий.
Существуют токарные станки разных видов, типов и размеров. Токарно-револьверный станок, часто применяемый для изготовления одинаковых деталей, снабжается несколькими режущими инструментами, закрепленными в поворотном (револьверном) суппорте. Блок управления револьверного токарного станка с ЧПУ дает команды движения шпинделя, поворота и перемещения револьверных суппортов, перемещения задней бабки. В тех случаях, когда очень велик вес заготовки или ее форма такова, что заготовку легче обрабатывать на горизонтальном столе, применяются большие токарно-карусельные станки. Рабочий стол такого станка вращается вместе с заготовкой, а режущие инструменты подаются либо сбоку, либо с торца заготовки.
Фрезерные станки.
Это универсальные станки с многолезвийным режущим инструментом – фрезой; главное движение – вращение фрезы. Шпиндель вертикально-фрезерных станков, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтально-фрезерного станка горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
На станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.

Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Шлифовальные станки.
Такие станки, главным движением которых является вращение шпинделя шлифовального круга, позволяют обрабатывать детали с высокой степенью точности и чистоты. Обрабатываемая деталь закрепляется на станочном столе, который можно перемещать в разных направлениях при помощи микрометрических винтов. Материалом абразивного круга обычно служит карбид кремния или оксид алюминия, но для обработки закаленной стали применяется карбид бора, а для шлифования стекла и керамики – природный или синтетический алмаз.
Абразивный круг плоскошлифовального станка для обработки плоских поверхностей вращается на горизонтальной оправке над столом, на котором закреплена обрабатываемая деталь. Быстрое возвратно-поступательное перемещение стола в сочетании с более медленной поперечной подачей обеспечивает обработку всей поверхности детали. Цилиндрошлифовальные станки подобны токарным (существует шлифовальная оснастка и для токарных станков). Обрабатываемая деталь вращается, и быстро вращающийся абразивный круг приводится в контакт с ее наружной или внутренней цилиндрической поверхностью; иногда используются два круга, обрабатывающие обе поверхности одновременно. Бесцентровошлифовальный станок предназначен для высокоточной наружной обработки поверхностей стальных валов и труб. Деталь, вращающаяся между двумя подающими кругами и удерживаемая под шлифовальными, медленно подается, пока не будет пройдена вся длина детали. Фасонным шлифованием называется обработка поверхности шлифовальным кругом, имеющим сложный профиль (частично сферический, ступенчатый), который передается детали. Фасонный профиль поддерживается путем «алмазки» шлифовального круга.
Другие станки.
К ним относятся, в частности, строгальные, протяжные и зуборезные станки. Последние предназначаются для нарезания зубчатых колес различных типов – цилиндрических с прямыми и косыми зубьями, конических, шевронных, червячных, – применяемых в современном машиностроении. Протяжные станки используются для точной обработки наружных и внутренних поверхностей любого профиля специальным многолезвийным инструментом, зубья которого за один проход снимают весь припуск.
Многоцелевой станок (обрабатывающий центр) сходен с фрезерным, но имеет больше осей перемещения и всегда снабжается системой ЧПУ. Фрезеровальные центры допускают быстрый переход с одного процесса резания на другой, например с одного сверла на другое или со сверла на метчик (инструмент для нарезания внутренней резьбы). Многоцелевые станки, как правило, рассчитаны на выполнение совокупности таких операций, как сверление, развертывание, нарезание резьбы метчиком, подрезка, торцовое фрезерование, нарезание канавок, расточка и пр. Имеются модели с вертикальными и горизонтальными шпинделями. Многие выпускаемые станки могут выполнять точную обработку одновременно четырех или пяти сторон призматической детали. При обработке сложных деталей, таких, как головка цилиндра или корпус редуктора, требующих выполнения некоторой последовательности разных операций, многоцелевые станки заменяют несколько станков разного типа.
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
Производственная система представляет собой группу станков, последовательно обрабатывающих одну заготовку. Для массового изготовления, например, автомобильных деталей применяются специализированные производственные системы, называемые автоматическими линиями. Такая линия состоит из отдельных станков (фрезерных, сверлильных, расточных), связанных между собой системой перемещения деталей от одного станка к другому. Автоматические линии позволяют удешевить массовое производство однотипных деталей.
Однако в машиностроении преобладают серийное и единичное производства, требующие частой переналадки оборудования. Применение обычных автоматических линий в таких производствах малоэффективно. Основу комплексной механизации здесь составляют групповая технология, станки с ЧПУ, промышленные роботы, автоматические транспортно-складирующие системы. На их базе с применением координирующих компьютеров создаются быстропереналаживаемые автоматизированные комплексы, называемые гибкими производственными системами (ГПС). При изготовлении, например, головок цилиндра дизельного двигателя ГПС способна обрабатывать головки цилиндра от 5 до 100 разных размеров и типов, причем их заготовки могут поступать в случайном порядке.
Кочергин А.И. и др. Металлообрабатывающие станки, линии и инструменты. Минск, 1979
Власов С.Н. и др. Устройство, наладка и обслуживание металлорежущих станков и автоматических линий. М., 1983
Салазки (деталь станка)
- Салазки (в машиностроении) — деталь металлорежущего станка или другой машины, предназначенная для перемещения инструмента, изделия или узла машины в двух (чаще всего взаимно перпендикулярных) направлениях и обычно имеющая две системы направляющих. Различают продольные, поперечные и поворотные салазки. Сечение салазок станков средних размеров сплошное, тяжёлых станков — коробчатое.
Салазки являются одной из составных частей консольно-фрезерного станка. Они монтированы на подвижной консоли, и, в свою очередь, могут двигаться в поперечном по отношению к консоли направлении, что обеспечивает удобство обработки детали прикреплённой к неподвижному столу фрезой. Салазки используются также в конструкции фрезерного станка с крестовым столом.
Салазками называются также неподвижные металлические балки, по которым в процессе эксплуатации передвигаются узлы машины, например электродвигатели.
Связанные понятия
Фре́зерные станки́ — группа металлорежущих и деревообрабатывающих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка, совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся.
Упоминания в литературе
Связанные понятия (продолжение)
Кра́н мостово́го ти́па (англ. overhead crane) называется кран с грузозахватным устройством, подвешенным к грузовой тележке или тали, которые перемещаются по подвижной стальной конструкции (мосту).
Дéревообрабатывающий станóк — станок, применяемый для механической обработки древесины (пиления, строгания и др.), с помощью режущего инструмента или давления.
Планша́йба (нем. plan плоский + нем. scheibe диск, круг, пластина) — специальное устройство для крепления деталей или инструмента на оси шпинделя.
Козловы́е кра́ны — краны мостового типа, мост (пролётные строения) которых установлен на опоры, перемещающиеся по рельсам, установленным на бетонные фундаменты. Внешне похожи на козлы, отсюда и название.
Верхний силовой привод (ВСП) — важный элемент буровой установки, который представляет собой подвижный вращатель, совмещающий функции вертлюга и ротора, оснащённый комплексом средств для работы с бурильными трубами при выполнении спуско-подъёмных операций. ВСП предназначена для быстрой и безаварийной проводки вертикальных, наклонно-направленных и горизонтальных скважин при бурении.
Базовые детали металлорежущих станков.




![]()
![]()
![]()
![]()
Пространственное расположение инструмента и заготовки под воздействием сил резания, собственного веса узлов и температурных воздействий обеспечивается несущей системой станка.
Несущая система — это совокупность базовых деталей и узлов между инструментом и заготовкой.
К базовым деталям и узлам относят:
1. корпусные детали (станины, основания, стойки, колонны, корпуса шпиндельных бабок и т.д.);
2. каретки, суппорта;
Коробчатые базовые детали— шпиндельные бабки, коробки скоростей и подач. Они обеспечивают жесткость узлов станка за счёт увеличения жесткости их стенок путем установки бобышек и рёбер.
Кроме неподвижных базовых деталей в станках применяются узлы для перемещения инструмента и заготовки к ним относятся: шпиндельные и мехатронные узлы, суппорты, салазки, столы (прямоугольной или круглой формы): подвижные, неподвижные.
Большинство базовых деталей подвергаются деформациям на растяжение (сжатие), изгиб, кручение и под действием температур, поэтому они рассчитываются на жесткость и температурные деформации.Базовые детали (станины, колонны, основания) выполняют более жесткими за счет введения дополнительных ребер жесткости. Повышенную жесткость имеют и подвижные несущие элементы (суппорты, столы, салазки). Столы, например, конструируют коробчатой формы с продольными и поперечными ребрами. Базовые детали изготовляют литыми или сварными. Наметилась тенденция выполнять такие детали из полимерного бетона или синтетического гранита, что еще больше повышает жесткость и виброустойчивость.
Для улучшения условий эксплуатации при создании новых моделей станков с ЧПУ часто меняют традиционную компоновку, например токарные станки выполняют с вертикальной компоновкой, что обеспечивает удобный подход для загрузки-разгрузки промышленным роботам, хороший отвод стружки и т. д.
ТРЕБОВАНИЯ К БАЗОВЫМ ДЕТАЛЯМ
Базовые узлы станков должны иметь:
· ─ высокую точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности станка;
· ─ высокую жесткость, определяемую контактными деформациями подвижных и неподвижных стыков и деформациями самих базовых деталей;
· ─ высокие демпфирующие свойства, т.е. способность гасить колебания между инструментом и заготовкой от действия различных источников вибраций;
· ─ долговечность, которая выражается в стабильности формы базовых деталей и способности сохранять первоначальную точность в течение заданного срока эксплуатации.
Кроме того, базовые детали должны иметь малые температурные деформации, из-за которых могут произойти относительные смещения между инструментом и заготовкой.
При конструировании базовых деталей стремятся к созданию жестких конструкций, но имеющих малую массу; простых по конфигурации, но обеспечивающих высокую точность, дающих экономию металла, но учитывающих возможности литейной технологии и технологии сварных конструкций. Конструирование базовых деталей во многом опирается на богатый практический опыт, накопленный за долгие годы у нас в стране и за рубежом.
Корпусные детали
К корпусным деталям станков относят: станины 1, стойки 3, траверсы, проставочные плиты 2, корпуса силовых головок 4, коробок скоростей, подач, задних бабок, суппортов 5, столов, планшайб и др. (рис. 2.35). Основное требование, предъявляемое к корпусным деталям: возможность в процессе работы станка и в течение длительного времени сохранять неизменность относительных положений базовых поверхностей, т.е. неизменность геометрической формы. Данные требования обеспечиваются высокой жесткостью и виброустойчивостью конструкций, износостойкостью направляющих. Это достигается с помощью как конструктивных способов, так и технологическими методами.
Оценить работоспособность корпусных деталей можно на основе учета максимальных усилий, действующих в процессе работы станка. Поскольку корпусные детали и в первую очередь станины находятся под действием сложной системы переменных сил и имеют различную толщину стенок, ребра жесткости, перегородки, окна и т.п., то расчет деформаций таких деталей представляет определенные трудности. Для удобства расчета сложные формы корпусных деталей можно представить в виде ферм, балок упрощенной конструкции. Это дает возможность оценить различные варианты конструкций, напряжений и деформаций в них. Наиболее важное значение имеет проверка жесткости станины, стоек, траверс на изгиб и кручение. Для проверочных расчетов составляют расчетную схему с указанием направления и значений действующих нагрузок, которые и являются исходными для расчета базовых узлов и механизмов станка. В качестве примера на рис. 2.36 показана схема сверлильно-фрезерно-расточного станка и эпюры изгибающих Ми и крутильных М кмоментов, действующих в станине.

Из всех приведенных корпусных деталей наиболее ответственной является станина, на базовых поверхностях которой располагаются различные подвижные и неподвижные узлы и механизмы станка: суппорты, стойки, столы, приводы и т.п. В основе конструкции станин, несмотря на большое разнообразие их форм, лежат некоторые общие принципы, обусловленные конструктивными, технологическими и прочностными требованиями. Конструкция станины должна обеспечить возможность рационального расположения на ней всех необходимых узлов и механизмов, а также удобства их монтажа и разборки. Технологичность конструкции должна обеспечить возможность изготовления станины с требуемой точностью геометрической формы и качеством базовых поверхностей при высокой производительности их обработки.
Наивыгоднейший профиль станин по конструктивным соображениям и прочностным характеристикам — сечение в форме полого прямоугольника или кольцевого профиля (рис. 2.37, а, б, в).

Такие профили наиболее характерны для вертикальных станин МС. Однако не всегда удается выдержать по всей длине станины замкнутый профиль, что связано с необходимостью обеспечить удобство удаления стружки, компактное расположение различных механизмов, узлов и агрегатов, сборку и демонтаж станка. Поэтому часто форма профиля станины имеет открытый вид, а для повышения ее жесткости применяют ребра жесткости, двойные стенки и т.п. (рис. 2.37, г, д, е). Жесткость станины значительно повышается, если полая внутренняя часть выполнена с перегородками (рис. 2.38).

Станины. Несущую систему станка образует совокупность его элементов, через которые замыкаются силы, возникающие между инструментом и заготовкой в процессе резания. К основным элементам несущей системы станка относятся станина и корпусные детали (поперечины, хоботы, ползуны, плиты, столы, суппорты и т.п.).
Станина служит для монтажа деталей и узлов станка, относительно нее ориентируются и перемещаются подвижные детали и узлы. Станина, как и другие элементы несущей системы, должна обеспечивать в течение срока службы станка возможность обработки заготовок с заданными режимами и точностью. Это достигается правильным выбором конструкции, материала станины и технологии ее изготовления для обеспечения необходимой жесткости, виброустойчивости и износостойкости направляющих.
Станины делят на горизонтальные и вертикальные (стойки). Форма сечения горизонтальных станин (рис. 2.1, а) определяется многими факторами: расположением направляющих, условиями удаления стружки и СОЖ, условиями размещения резервуаров для СОЖ и защитных устройств, необходимостью установки на ней подвижных и неподвижных узлов, требованиями к жесткости, удобством проведения ремонтных работ и т. п. Форма сечения вертикальных станин (рис. 2.1, б) определяется главным образом требованиями к жесткости. В целях повышения жесткости станины выполняют с двойными стенками или сплошного сечения, с замкнутым контуром, увеличенным числом перегородок и ребер; с этой же целью исключают люки и окна или уменьшают их размеры.
Основным материалом для изготовления служат чугун — для литых станин, сталь — для сварных. Для изготовления станин тяжелых станков иногда применяется железобетон. Для станин станков высокой точности применяется искусственный материал — синтегран, изготовляемый на основе крошки минеральных материалов и смолы. Этот материал характеризуется незначительными тепловыми деформациями.
Шпиндельные узлы
Шпиндельные узлы предназначены для передачи вращательного движения и крутящего момента от коробок скоростей к обрабатываемой детали или инструменту. В конструкцию шпиндельного узла входят опорные подшипники, собственно шпиндель и зубчатые колеса, сообщающие ему вращение. Валы осуществляют вращательное движение и передают крутящий момент шпинделям. Валы в процессе своей работы испытывают деформации кручения, изгиба, растяжения и сжатия. Валы в зависимости от конструкции могут быть гладкие, ступенчатые, шпоночные и шлицевые. В коробках скоростей чаще всего применяются шлицевые валы. Детали, монтируемые на валу, закрепляют при помощи шпонок. Для уменьшения массы и габаритных размеров сильно нагруженные валы станков изготовляют полыми. Полые валы необходимы по условиям конструкции, чтобы пропустить через них другой вал или деталь, например, шпиндели токарных, фрезерных и других станков. Шлицевые валы обеспечивают плавное перемещение зубчатых колес и муфт вдоль вала. Для монтажа подвижных зубчатых колес и зубчатых блоков обычно применяют шести- и четырехшлицевые валы.
Шпиндель станка служит для передачи вращения обрабатываемой детали или инструменту. Шпиндели сверлильных, расточных и некоторых других станков кроме вращательного движения осуществляют одновременно поступательное движение, а шпиндели хонинговальных станков одновременно осуществляют возвратно-поступательное движение. Шпиндель является весьма ответственной деталью станка. От точности вращения шпинделя зависит точность обработки деталей. Основные требования к шпинделям станков следующие.
Книга: Резание конструкционных материалов и металлорежущие станки
Федеральное агентство по образованию Хакасский технический институт — филиал
Красноярского государственного технического
Резание конструкционных материалов и металлорежущие станки
УДК 621 91 914 02
Резание конструкционных материалов, режущие инструменты и станки: Учебное пособие для студентов специальности 151001.65 по дисциплине «Металлорежущие станки и промышленные роботы» очной и заочной форм обучения / Сост. С.Г.Ларионов. Красноярск; КГТУ, 2006. 136 с.
Печатается по решению редакционно-издательского совета университета
© КГТУ, 2006 Редактор Н.Ф.Смирнова
Подп. в печать 12.12.05. Формат бумаги 60х84/16. Бумага тип.
№1. Усл. печ. л. 6,8. Уч-изд. 6,8. Тираж 150 экз. Заказ С.569.
Отпечатано в ХТИ -филиале КГТУ
655017, Абакан, ул. Щетинкина, 27
Металлорежущие станки (МРС) являются основным видом заводского оборудования, предназначенным для производства всех современных машин, приборов, инструментов и других изделий, поэтому количество металлорежущих станков, их технический уровень в значительной степени характеризуют производственную мощь страны.
Станкостроительная промышленность является материальной основой технического прогресса в машиностроении. Поэтому она должна развиваться опережающими темпами по сравнению с другими отраслями производства.
Тело деталей машин ограничено геометрическими поверхностями, возникающими в процессе обработки. Это в основном плоскость, цилиндрическая и конусная поверхности, линейчатая и шаровая поверхности, имеющие определенную протяженность и взаимное расположение.
Поверхности обрабатываемых деталей можно рассматривать как непрерывное множество последовательных геометрических положений (следов) движущейся производящей линии, называемой образующей, по другой производящей линии, называемой направляющей. Например, для получения плоскости необходимо образующую прямую линию 1 перемещать по направляющей прямой линии 2 (рис.1,а ).
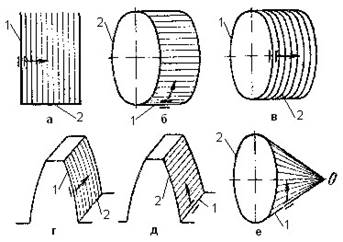
Рис.1. Схемы образования поверхностей
Цилиндрическая поверхность может быть получена при перемещении образующей прямой линии 1 по направляющей линииокружности (рис.1,б ) или образующей окружности 1 вдоль направляющей прямой линии 2 (рис.1,в ). Рабочую поверхность зуба цилиндрического колеса можно получить, если образующую линию — эволъвенту 1 передвигать вдоль направляющей 2 (рис.1,г ) или, наоборот, образующую прямую 1 — по направляющей — эвольвенте 2
(рис.1,д ).
Рассмотренные поверхности называют обратимыми, так как их форма не изменяется, если поменять местами образующие линии с направляющими. В противоположность им этого нельзя сделать при образовании необратимых поверхностей. Например, если левый конец образующей прямой линии 1 перемещать по направляющей окружности 2, то получим круговую коническую поверхность (рис.1,е ). Но если окружность 2 сделать образующей и переместить вдоль направляющей прямой, то конус не получится. В этом случае необходимо, чтобы по мере перемещения окружности к точке О ее диаметр изменялся, достигая в вершине нуля. Такие поверхности называют также поверхностями с изменяющимися производящими линиями, в противоположность поверхностям, у которых производящие линии постоянны (рис.1,а — д ).
Большинство поверхностей деталей машин может быть образовано при использовании в качестве производящих линий прямой линии, окружности, эвольвенты, винтовой и ряда других линий. В реальных условиях обработки производящие линии не существуют. Они воспроизводятся комбинацией согласованных между собой вращательных и прямолинейных перемещений инструмента и заготовки. Движения, необходимые для образования производящих линий, называют рабочими формообразующими движениями. Они могут быть простыми, состоящими из одного движения, и сложными, состоящими из нескольких простых движений. Существует четыре метода образования производящих линий: копирования, обката, следа и касания.
Метод копирования основан на том, что режущая кромка инструмента по форме совпадает с производящей линией. Например, при получении цилиндрической поверхности (рис.2,а ) образующая линия 1 воспроизводится копированием прямолинейной кромки инструмента, а направляющая линия 2 — вращением заготовки. Здесь необходимо одно формообразующее движение — вращение заготовки. Для снятия припуска и получения детали заданного размера необходимо поперечное перемещение резца, но это движение (установочное) не является формообразующим. На рис.2,б показан пример обработки зубьев цилиндрического колеса. Контур режущей кромки фрезы совпадает с профилем впадин и воспроизводит образующую линию. Направляющая линия получается прямолинейным движением заготовки вдоль своей оси. Здесь необходимы два формообразующих движения: вращение фрезы и прямолинейное перемещение заготовки. Кроме этого, для обработки последующих впадин заготовка должна периодически поворачиваться на угол, соответствующий шагу зацепления. Такое движение называют делительным.
Метод обката (огибания) основан на том, что образующая линия возникает в форме огибающей ряда положений режущей кромки инструмента, в результате его движений относительно заготовки. Форма режущей кромки отличается от формы образующей линии и при различных положениях инструмента является касательной к ней. На рис.2,в показаны схемы обработки зубьев цилиндрического колеса по методу обката. Режущая кромка инструмента имеет форму зуба зубчатой рейки. Если сообщить вращение заготовке и согласованное с ним прямолинейное перемещение рейки вдоль ее оси, как в реечной передаче, то в своем движении относительно заготовки режущий контур инструмента займет множество положений. Их огибающей явится образующая линия в форме впадины колеса. Направляющая линия по предыдущему образуется прямолинейным перемещением инструмента или заготовки вдоль оси колеса. Для рассматриваемого случая требуется три формообразующих движения: вращение заготовки, перемещение инструмента вдоль своей оси, перемещение инструмента или заготовки вдоль оси зубчатого колеса.
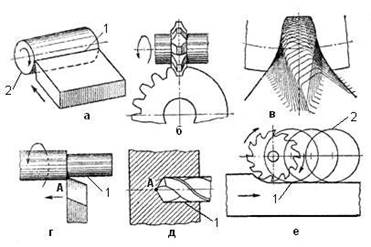
Рис.2. Методы воспроизводства образующих линий
Метод следа состоит в том, что образующая линия получается как след движения точки — вершины режущего инструмента. Например, при точении образующая 1 (рис.2,г ) возникает как след точки А — вершины резца, а при сверлении (рис.2,д ) — сверла. Инструмент и заготовка перемещаются относительно друг друга таким образом, что вершина А режущего инструмента все время касается образующей линии 1. Направляющая линия получается вращением заготовки (рис.2,г ), сверла или заготовки (рис.2,д ). В обоих случаях требуется два формообразующих движения.
Метод касания основан на том, что образующая линия 1 является касательной к ряду геометрических вспомогательных линий 2, образованных реальной точкой движущейся режущей кромки инструмента (рис.2,е ).
Итак, образование различных поверхностей сводится к установлению таких формообразующих движений заготовки и инструмента, которые воспроизводят образующие и направляющие линии.
2. КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Металлорежущий станок является сложным пространственным механизмом, конечные звенья которого, совершая определенные движения, удаляют с заготовки слой материала для получения требуемых формы, размеров и качества поверхности.
Существует большое количество металлорежущих станков различных по назначению, техническим возможностям, размерам, производительности и другим параметрам. Совокупность всех типов и размеров выпускаемых станков и станков, намечаемых к выпуску в течение определенного периода времени, например за пятилетие, называется типажом. Типаж станков непрерывно увеличивается.
По классификации «Экспериментального научно-
исследовательского института металлорежущих станков» (ЭНИМС), все станки, выпускаемые серийно, делятся на девять групп. Каждая группа, в свою очередь, включает несколько типов станков (см. табл.).
2.1. ОБОЗНАЧЕНИЕ СТАНКОВ
Модель станка обозначают тремя или четырьмя (иногда с добавлением букв) цифрами:

