
Фрезерование по шаблону с применением копировальной втулки
Копировальное кольцо и втулка для фрезера
Так как фрезерный станок является широко распространенным инструментом среди столяров-любителей и профессионалов, такие дополнительные инструменты к нему, как копировальные втулки и кольца, будут незаменимы при работе.
В этой статье мы расскажем, как самостоятельно изготовить копировальное кольцо для фрезера, разберемся, для чего предназначены копировальные втулки, и как с ними обращаться в работе.
Для чего нужна копировальная втулка

Она помогает осуществлять уверенное ведение режущих элементов фрезера по сложной траектории, сохраняя расстояние между лезвием резца и кромкой шаблона. Как правило, она используется совместно с различными шаблонами и правилами, вести которые следует по кромке детали. Внешние края данного инструмента обязательно выходят за границы подошвы инструмента.
Копировальные втулки для фрезера
Установку следует производить с помощью двух болтов крепления. Монтируются они в отверстия с резьбой на подошве фрезера, которые там имеются. Есть отдельный класс втулок, они имеют регулировку по высоте. Их необходимо использовать там, где требуется плотное прилегание самой втулки к шаблону или правилу на предельно большой площади. Фиксируются они с помощью зажимного винта или же ввинчиваются снизу плиты. Производитель изготавливает диаметры направляющей поверхности втулки разными по величине и делает это для того, чтобы была возможность работать с различными по диаметрам фрезами, а также создавать сочетания фрез со втулками. Длина отрезка, ограниченного кромкой шаблона и линией разреза, определяется разницей диаметров направляющей плоскости копировальной втулки и цилиндра. При работе с шаблоном следует учитывать этот параметр. Длина отрезка от втулки до фрезы примерно равна 3–4 мм. Это делается для того, чтобы обеспечить свободный выход стружки, возникающей в процессе работы. Для защиты обрабатываемой детали важно, чтобы фланец и головки крепящих винтов втулки не выходили за плоскость подошвы фрезерного аппарата. Фланец втулки обязательно должен быть плоским, плотно входить в предназначенный для него паз. Перед установкой втулки необходимо очистить этот паз от стружки и смолы. Величина толщины шаблона играет важную роль в процессе работы. При этом она должна быть такой толщины, чтобы втулка не упиралась в заготовку. Это нужно для того, чтобы она выступом не портила деталь. С ее помощью можно заниматься фрезеровкой вкладышей, углублений, а также вырезать различные декоративные элементы.
Копировальное кольцо для фрезера Фиолент
Копировальное кольцо представляет собой круглую пластину с выступающим буртиком, скользящим при работе вокруг шаблона. Таким способом обеспечивается требуемая траектория движения режущего элемента фрезера. Крепится кольцо с помощью винтов на подошве фрезерного аппарата. В процессе работы кольцо защищает шаблон от режущего воздействия зубцов фрезы. Для копировального кольца характерны такие свойства, как прочность, надежность, долговечность, устойчивость к износу.
На российском рынке вы сможете приобрести эти изделия фирмы Фиолент по невысокой цене – около 10–20 у. е. Продукция фирмы Фиолент является бюджетной и рассчитана на массовый сегмент потребителей.
Копировальные втулки для фрезера своими руками
В некоторых случаях производитель не комплектует фрезерный аппарат таким важным инструментом. Чтобы изготовить самому это нужное приспособление, вам понадобятся шайба из дюралюминия или листового металла, сантехнический удлинитель из металла с резьбой. Процесс изготовления выглядит следующим образом:
- Выбирается соответствующая резьбе вашего удлинителя гайка и разрезается таким образом, чтобы в процессе получилось кольцо.
- Затем его следует проточить.
- Круглая площадка вырезается из металлического листа или алюминия толщиной 2 мм. На ней необходимо срезать некоторое количество материала с боков, сделав это на точильном станке, и разместить на подошве.
- Устанавливаем ваш инструмент вертикально и отмечаем места для фиксации через отверстия в подошве.
- Отверстия сверлятся с помощью сверла малого диаметра, а затем таким сверлом, которое соответствует диаметру крепежного болта.
- Одеваем шайбу и закручиваем гайку. Зажимаем деталь в тисках и обрезаем УШМ миллиметры резьбы так, чтобы она оказалась на одном уровне с гайкой.
- Зажимаем тисками деталь и укорачиваем ее.
- После этого выравниваем на шлифовальном круге деталь, вставляем и закрепляем в подошве инструмента.
В этой статье мы постарались кратко осветить ключевые моменты, касающиеся втулок, рассказали о способе их изготовления, немного поговорили о таком полезном инструменте, как копировальное кольцо.
Фрезерование по кольцу и шаблону
Принцип фрезерования криволинейных заготовок по кольцу и шаблону. Фрезеровать можно по замкнутому или незамкнутому контуру заготовки. По замкнутому контуру обычно фрезеруют кромки щитовых деталей. Для этого используют специальную оснастку, называемую цулагой (рисунок 6.1), и кольцо, которое позволяет при фрезеровании копировать форму шаблона на заготовке. Цулага может двухсторонней и односторонней. Состоит из шаблона, соответствующего профиля, линейки и упора, базирующих заготовку в цулаге относительно шаблона, и зажимного устройства. Зажимное устройство цулаги может быть эксцентриковым, винтовым или пневматическим. Заготовку крепят к цулаге, базируя по линейке и упору. Цулагу перемещают по столу фрезерного станка так, чтобы шаблон своей рабочей поверхностью непрерывно соприкасался с кольцом, базируя при этом постоянно определенным образом заготовку относительно фрезы. Фреза будет обрабатывать заготовку соответственно по контуру кромки шаблона. Цулага должна обеспечивать необходимую точность базирования заготовки по отношению к шаблону и надежное крепление ее во время работы. Поэтому в массовом производстве целесообразно использовать сборные фрезы с профильными ножами или с неизменяющимся при переточке радиусом резания.
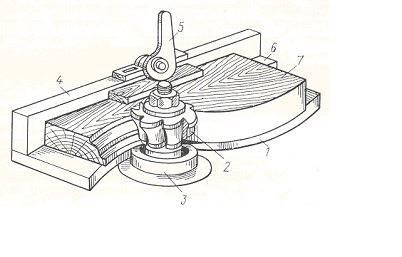
Рисунок 6.1 – Схема фрезерования по кольцу и шаблону
При фрезеровании по кольцу оно может быть укреплено на шпинделе выше или ниже фрезы, как показано на рис. Верхнее расположение кольца делает работу на фрезерном станке менее опасной. Место резания закрыто шаблоном. При этом базируют заготовку непосредственно по столу фрезерного станка. При правильной форме базовых поверхностей заготовки можно получить более точное положение профиля по ширине заготовки. При фрезеровании прямослойных заготовок по криволинейному профилю на отдельных участках резание производится по встречному косослою, приводящему к сколу. Это особенно опасно на конце заготовки при выходе фрезы. Для преодоления этих трудностей используют двухшпиндельныефрезерные станки, на которых устанавливают фрезы одинаковые, но работающие при вращении шпинделей в разные стороны. Обрабатывают сложные детали в таком случае в зависимости oт направления волокон и профиля то на одном, то на другом шпинделе, обеспечивая при этом получение качественной поверхности. Аналогичный эффект достигается при фрезеровании с попутной подачей, когда направление резания и подачи совпадает. Такой прием работы может быть осуществлен только на станках, имеющих механизированную подачу.
При встречном фрезеровании усилие резания плавно возрастает от нуля до максимума в конце образования стружки. При попутном фрезеровании, наоборот, усилие уменьшается от максимума в начальный период до нуля в конце. Очевидно, при попутном фрезеровании поверхность обработки будет более ровной, отсутствуют причины, обусловливающие сколы волокон древесины. При попутной подаче усилие резания совпадает с направлением подачи. Это может привести к затягиванию заготовки, нерегулируемой подаче на резец и нарушению процесса фрезерования. Только механизированная подача при этом обеспечит поддержание установленной и нормируемой величины подачи на резец.
Для достижения высокой производительности и требуемого качества поверхности современные фрезерные станки имеют высокую частоту вращения шпинделей, обеспечиваемую применением преобразователей частоты тока. Фрезерные станки относятся к особо опасным из-за высоких скоростей резания и легкой досягаемости режущего инструмента. При организации работы на фрезерных станках необходимо учитывать сложность фрезеруемого профиля, материал и площадь сечения фрезеруемого слоя. Скорость подачи при ручном фрезеровании определяется предельно допустимым усилием подачи с учетом массы детали и цулаги от_1 до 15 м/мин. При этом она может иметь в зависимости от профиля различное значение при фрезеровании одной и той же детали. При механизированной подаче скорость подачи постоянна и в основном устанавливается в зависимости от требований, предъявляемых к поверхности детали. При фрезеровании твердых пород скорость подачи должна быть в 1,5 раза ниже, чем при фрезеровании мягких. При фрезеровании по кольцу обычно скорость подачи на 25—40 % ниже, чем при фрезеровании по линейке.
При массовом производстве криволинейных деталей фрезерование производят на карусельно-фрезерных станках или специализированных—СТ400А. Такие станки имеют вращающийся круглый стол 1, на котором закреплены шаблоны 2 для обрабатываемых заготовок 3. Заготовки в шаблонах базируются по линейке и упору и закрепляются с помощью автоматически действующих пневмоприжимов. Два электрифицированных шпинделя 4 с фрезами 6 и копирующими шпинделями закреплены на суппортах 5, которые сжатым воздухом прижимаются копировальными роликами к рабочим кромкам шаблонов. Копировальные ролики установлены соосно с фрезами. Поэтому при вращении стола фрезы обрабатывают заготовки соответственно профилю кромок шаблона. Фреза первого по ходу заготовки шпинделя может обрабатывать начерно, снимая основной слой, а вторая зачищает поверхность. Для уменьшения вероятности сколов при фрезеровании на карусельно-фрезерных станках на втором шпинделе возможно применение попутной подачи. Наряду с двухшпиндельными станками имеются одно шпиндельные фрезерные станки с карусельным столом.
Превращение ручного фрезера в станок по изготовлению крупных партий деталей с помощью копировальной втулки
Приспособления для ручного фрезера, такие как копировальная втулка, позволяют изготавливать крупные партии совершенно одинаковых деталей.
Фрезеровка по шаблону увеличивает производительность инструмента. Линии реза ровные, не требующие доработки.

Что это такое и для чего она нужна?
Копировальная втулка – кольцо, скользящее по кромке шаблона. В результате фреза точно повторяет заданный контур и не пересекает линии разметки. Невозможно ровно резать заготовку, направляя инструмент вручную, тем более сделать несколько совершенно одинаковых деталей.
Копировальная втулка состоит из кольца и фланца. Ось симметрии приспособления, совпадает с осью вращения шпинделя. Фланец выполняется по размеру отверстия опорной плоскости фрезера, и крепится на нее. Когда на корпус с двигателем надавливают, рабочая часть инструмента опускается по направляющим, перпендикулярно опорной подошве.

Фреза оказывается ниже подошвы, и врезается в обрабатываемую деталь. Копировальное кольцо упирается боковой поверхностью в торец шаблона, не пуская инструмент за его границы. Используя трафарет, можно вырезать на детали рисунок любой сложности. Достаточно пройти по контуру фрезой, затем зачистить всю площадь занижения.
Особенности производства приспособлений
Перед изготовлением шаблона необходимо точно знать диаметры режущего инструмента и приспособления. Шаблон должен выступать наружу заданного контура выборки на размер, равный разнице радиусов втулки и фрезы. Его толщина допускается от 2 мм до 10 мм. Изготовить трафарет можно с помощью простых инструментов.
- Нанести на лист будущего шаблона контур паза.
- Вычесть разницу диаметров втулки и фрезы.
- Нанести снаружи вырезаемого контура параллельную линию, отступая вычисленный размер.
- Вырезать трафарет по наружной линии.
Зачистить заусенцы и острые кромки. Теперь достаточно закрепить шаблон на обрабатываемой поверхности струбцинами, и можно вырезать пазы.
Как ее сделать своими руками?
От прочности износостойкости металла копировального кольца зависит, как долго прослужит приспособление. Производители электроинструмента делают втулки их инструментальной стали. Чтобы соединить кольцо и фланец применяют специальное сварочное оборудование.
В домашних условиях можно изготовить менее прочные, но дешевые приспособления для фрезера. Для этого понадобится настольный токарный станок.
- Из листа дюрали или стали вырезать круг, по диаметру равный отверстию в подошве фрезера. Снаружи оставляют выступы с отверстиями для крепления приспособления на опорную плоскость фрезера.
- Подобрать трубу с наружным диаметром на 2–4 мм больше необходимого.
- Проточить снаружи будущее кольцо в размер.
- Сделать выборку со стороны торца. Она должна плотно заходить в отверстие фланца.
- Снять лишний металл внутри.
- Прошлифовать шкуркой с маслом кольцо. Отрезать.
Сваривать вместе детали такой толщины сможет только специалист высокой квалификации. Любителям достаточно посадить фланец на клей и расклепать тонкий торец кольца.
Как пользоваться таким приспособлением для фрезера?
Трафарет накладывается на обрабатываемую деталь по разметке и фиксируется. Сверлом делается отверстие. В него заводится фреза, и производится обработка по контуру.

В повседневной жизни чаще всего фрезеровку пазов с применением копировальной втулки применяют при установке дверей. Мастера на месте с высокой точностью вырезают пазы под ручки, замки, делают занижение под планки навесов.

В столярных мастерских по шаблону вырезаются декоративные элементы мебели. Используя фигурные фрезы, столяр изготавливает партии деталей со сложным узором. Копировальная втулка делает доступными и простыми выборки пазов и углублений любой конфигурации. Достаточно правильно сделать шаблон и отрегулировать глубину обработки.
Фрезерование по шаблону с применением копировальной втулки
Приспособления для ручного фрезера
Копировальные кольца и шаблоны
Копировальное кольцо — круглая пластина с выступающим буртиком, скользящим вдоль шаблона и обеспечивающим необходимую траекторию движения фрезы. Копировальное кольцо крепят к подошве фрезера различными способами: вворачивают его в отверстие с резьбой (такие кольца на фото ниже), вставляют усики кольца в специальные отверстия на подошве или прикручивают винтами.

Копировальные кольца

Установка копировального кольца
Диаметр копировального кольца должен быть как можно ближе к диаметру фрезы, насколько это возможно, но при этом кольцо не должно касаться её режущих частей. Если диаметр кольца больше диаметра фрезы, то шаблон должен быть меньше чем готовые детали, чтобы компенсировать разницу между диаметром фрезы и диаметром копировального кольца.

Фрезерование кромки с использованием шаблона и копировального кольца
Шаблон закрепляется на заготовке двухсторонним скотчем, затем обе части прижимаются струбцинами к верстаку. Закончив фрезерование, проверьте, что кольцо прижималось к краю шаблона в течение всей операции.
Можно сделать шаблон для обработки не всей кромки, а только для закругления углов. При этом, используя шаблон изображенный ниже, можно сделать закругления четырех разных радиусов.

Сначала угол нужно отпилить

Закругление угла с использованием шаблона
На рисунке выше используется фреза с подшипником, но шаблон можно использовать и с кольцом, только, либо кольцо должно точно соответствовать диаметру фрезы, либо упоры должны давать возможность отодвинуть шаблон от края на разницу радиуса фрезы и кольца. Это касается и более простого варианта изображенного ниже.

Шаблон для закругления углов

Закругление угла с использованием шаблона
Шаблоны используются не только для фрезерования кромок, но и пазов на пласти.

Фрезерование паза по шаблону
Шаблон может быть регулируемым.

Регулируемый шаблон

Фрезерование паза по шаблону
Фрезерование по шаблону — отличный метод для того, чтобы вырезать пазы для петель.

Шаблон для фрезерования пазов для петель

Фрезерование пазов для петель


Составитель. Патлах В.В.
http://patlah.ru
© «Энциклопедия Технологий и Методик» Патлах В.В. 1993-2007 гг.
Как фрезеровать с копировальным кольцом — урок 4
 Используя копировальное кольцо, можно фрезеровать по шаблону, неоднократно копируя один и тот же рисунок.
Используя копировальное кольцо, можно фрезеровать по шаблону, неоднократно копируя один и тот же рисунок.
При выполнении различных работ, например, установке дверных петель, нужны столярные навыки и умение обращаться с инструментами. Для установки нескольких петель обычно требуется немало времени, если только не воспользоваться ручным фрезером с копировальным кольцом. При помощи этого инструмента с такой трудоемкой задачей можно справиться быстро, и при этом каждый раз довольно точно фрезеруя мелкие детали.
Одна из задач копировального кольца — это защита шаблона от фрезы. Фланец копировального кольца, скользящий по краю шаблона, должен быть такой величины, чтобы не мешать вращению фрезы. Поэтому необходимо учитывать расстояние между копировальным кольцом и фрезой.
Совет: если диаметр копировального кольца равен 24 мм, а фрезы — 16 мм, то отнимите 16 от 24 и разделите пополам. И получите расстояние между кольцом и фрезой.
При изготовлении шаблонов с цифрами следует прибавить расстояние между копировальным кольцом и фрезой, которую необходимо перемещать внутри шаблона.
Также шаблон должен быть немного больше.
Чтобы понять, как именно будет перемещаться фреза, необходимо добавить расстояние между копировальным кольцом и фрезой.
Упражнение
Необходимо заподлицо прикрепить петли размером 30 х 71 мм для раскладного стола. Воспользуемся 12-миллиметровой пазовой фрезой и копировальным кольцом с диаметром 16 мм. После установки копировальное кольцо на 5 мм смещено под основанием. Шаблон изготавливаем из дощечки толщиной не менее 6 мм. Отпиливаем кусок дощечки такой величины, чтобы получить опору для всего основания. С одной стороны отмечаем место для петель и добавляем расстояние между копировальным кольцом и фрезой: 16 мм — 12 мм = 4 мм, которые делим пополам. То есть, необходимо прибавить 2 мм.
Как работает кольцо
Оно действует очень просто: ведя фрезер вдоль шаблона (внутри, как с цифрами, или снаружи), можно получить соответствующий шаблону рисунок.  Этот метод можно применить для изготовления эффектной дверной таблички, но особенно он полезен, когда, например, нужно поставить заподлицо петли для нескольких дверей шкафа. На такой случая можно смастерить свой шаблон и фрезеровать по нему необходимое число пазов для установки петель. На изготовление шаблона понадобится время, зато потом на каждый петельный паз уйдет всего несколько секунд. Ведь чтобы сделать петельный паз обычным долотом, времени потребуется гораздо больше.
Этот метод можно применить для изготовления эффектной дверной таблички, но особенно он полезен, когда, например, нужно поставить заподлицо петли для нескольких дверей шкафа. На такой случая можно смастерить свой шаблон и фрезеровать по нему необходимое число пазов для установки петель. На изготовление шаблона понадобится время, зато потом на каждый петельный паз уйдет всего несколько секунд. Ведь чтобы сделать петельный паз обычным долотом, времени потребуется гораздо больше.
Готовый шаблон
Мы купили готовый шаблон с цифрами. Он очень похож на шаблоны, которыми пользуются для рисования цифр карандашом.
Буквы ручным фрезером
Зажимаем шаблон струбцинами, вставляем в него фланец копировального кольца, включаем фрезер, погружаем фрезу в деталь и перемещаем фрезер по форме шаблона.
1-2-3
Вот как просто фрезеровать при помощи шаблона. Здесь ясно видно, что фрезерование выполнено не на всю ширину шаблона, и между выфрезерованным пазом и краем шаблона есть небольшое расстояние.
Используем кольцо

Обзор фрез-4. Копировальные фрезы, втулки, упоры, ролики и работа по шаблонам.
admin
20 ответов на “Обзор фрез-4. Копировальные фрезы, втулки, упоры, ролики и работа по шаблонам.”
Спасибо! про Форстера Буквально утром выяснил что не стоит его пихать во фрезер))) благо ни чего не сломал и не повредил, но дымнуло нормально прям с первой секунды))))
Михаил, добрый день. я новичок в работе с фрезером. Посоветуйте, на какой скорости нужно работать, я собираюсь, работать с фрезой Производители: Корвет, Диаметры хвостовиков 8, Диаметры кромочных прямых фрез 16, Рабочие длины: 40 на Фрезер BOSCH POF 1400 ACE. Буду работать по шаблону с фанерой 3 см. Очень нужен Ваша профессиональная помощь.
А я сверлом форстнера работал на фрезере фестол of2200 ,сверлил под мебельные петли и все нормально,ничего не погнуло.
у меня на боше копировальньій ролик вешается на упор и оч большой диапазон размещения и за предельі фрезьі — так что то у вас какойто бош недоделанньій попался
Добрый день, Михаил. Пересмотрел все Ваши видео, большое спасибо Вам за Ваш труд. Купил себе фрейзер и до того как попал к Вам на канал уже успел угробить почти весь набор прилагаемых китайских фрез, уж сильно руки чесались))) Теперь стал выбор новых фрез и на просторах интернета глаза разбежались) Скажите какой минимальный набор фрез должен быть у новичка? Допустим прямые пазовые фрезы нужны всех диаметров или можно взять какие то самые распространенные? если да, то какие? для начала хотелось бы сделать разделочные доски и стул лесенку по Вашим урокам. И скажите никогда не сталкивались с фрезами фирмы Атака? Заранее спасибо!
Михаил, вы не сталкивались с фрезерами Skil? Было бы здорово ваше мнение услышать.
Как вариант можно дорожку от подшипника смочить водой слегка и дерево отойдет быстрее, а потом зашлифовать.
Как определить несоосность при покупке ?
здравствуйте Михаил. как насчёт кукурузы копировальная наборная фреза d22.обгонял боковинки стула прямой фрезой макита вдоль волокон идёт хорошо на торцах вырывает куски сосны приходится склеивать обрабатывать заново получается неочень.спиралки, смт с наклоном дороговато а кукурузу нашёл за 2т.
Внешний подшипник на бош не выдвигается по тому что КРОМОЧНЫЙ ФРЕЗЕР с кромочной подошвой, на всеми любимой маките на кромочном фрезере это сделано так же на кромочной подошвой, не путайте универсальные фрезеры где ролик крепится к параллельному упору и специализированные кромочные фрезеры. Они нужны для того что фрезеровать кромку. А на универсальных фрезерах бош сделано как вы говорите ролик крепится к параллельному упору!!
Спасибо! Четко, ясно, по делу, без косноязычия . На редкость правильная для такого ролика работа оператора, грамотный монтаж.
добрый день, посоветуйте фрезу по фанере и дереву, для станка чпу. шпиньдель хочу вставить макита700. хочу отрезать (не гравировать) материал глубиной до 20мм
спасибо большое за обзор, жаль вы не уточнили, почему копировальные фрезы разного диаметра? вы показали и тонкие и толстые, как выбрать? в чём отличие:?
Михаил, как относитесь к копиркам со сменными ножами?
подскажите пожалуйста, каким радиусом лучше делать полукруглую фаску для сиденья скамьи и для ступеней двухярусной кровати (будут расположены вертикально друг над другом)?
Михаил! Здравствуйте! Очень благодарен Вам за лекции ,которые Вы читаете!Ничего подобного не встречал еще на Ютубе.Умно и грамотно.Огромное Вам спасибо.!Низкий поклон.
Доброе время суток. Каким образом выбрать D копировальной фрезы, для определенной работы, или D не имеет значение?
Огромное спасибо, долго искал на просторах Ютюба подобные ролики, но именно ваши целиком и полностью ответили на все мои вопросы.Еще раз спасибо за ваш труд!
с каких пор бош стала уважаемой фирмой?
Спасибо большое за Ваш огромный труд!!Вы большой молодец и большой профессионал!!Помогите новичку, суть в следующем: сделал деревянное колесо в котором необходимо сделать паз для обода глубина 4 мм, высота 30 мм: какую фрезу посоветуете для выполнения данного задания!Заранее большое Спасибо!!
очень все доходчиво, здорово! Особенно хорошо, что затрагиваете технику безопасности.
Добавить комментарий Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте как обрабатываются ваши данные комментариев.
Приспособления для фрезерования
Для полноценной работы с ручным фрезером кроме самого инструмента, материала и соответствующего набора фрез необходимо иметь еще один компонент — приспособления. Чтобы фреза могла формировать заготовку в соответствии с замыслом мастера, — срезая материал именно там, где требуется, — она в каждый момент времени должна находиться в строго определенном положении относительно заготовки. Для обеспечения этого и служат многочисленные приспособления для ручного фрезера. Некоторые из них — самые необходимые — входят в комплект поставки инструмента. Другие приспособления для фрезерования, приобретаются или изготавливаются своими руками. При этом самодельные приспособления так просты, что для их изготовления можно обойтись и без чертежей, используя только их рисунки.
Параллельный упор
Чтобы установить приспособление в рабочее положение, необходимо штанги 2 вдвинуть в отверстия станины 3, обеспечивая необходимое расстояние между опорной поверхностью упора и осью фрезы, и зафиксировать их стопорным винтом 4. Для точного позиционирования фрезы, нужно отпустить стопорный винт 9 и вращением винта точной настройки 5 установить фрезу в нужное положение. У некоторых моделей упора, размеры опорной поверхности можно менять, сдвигая или раздвигая опорные накладки 8.
Если к параллельному упору добавить одну простую деталь, то с его помощью можно фрезеровать не только прямолинейные, но и криволинейные пазы, например, обрабатывать круглую заготовку. Причем внутренняя поверхность бруска, расположенного между упором и заготовкой, не обязательно должна иметь округлую форму, повторяющую кромку обрабатываемой детали. Ей можно придать и более простую форму (рисунок «а»). При этом траектория движения фрезы не изменится.
Конечно, и обычный параллельный упор, благодаря выемке в центре, позволит ориентировать фрезер вдоль округлой кромки, однако положение фрезера может быть недостаточно устойчивым.
Направляющая шина
К столу или детали направляющая шина крепится струбцинами или специальными зажимами. Шина может быть укомплектована адаптером (башмаком), который соединен с основанием фрезера двумя штангами. Скользя по профилю шины, адаптер задает прямолинейное движение фрезы.
Иногда (при слишком близком расстоянии шины от фрезера) опорные поверхности шины и фрезера могут оказываться в разных плоскостях по высоте. Для их выравнивания некоторые фрезеры оснащают выдвижными опорными ножками, которые изменяют положение фрезера по высоте.
Подобное приспособление легко сделать своими руками. Самый простой вариант — это длинный брусок закрепленный на обрабатываемой детали струбцинами. Конструкцию можно дополнить боковыми упорами.
Положив брусок сразу на две, и более, выровненные заготовки, у них можно сделать пазы за один проход.
При использовании в качестве упора бруска, неудобно располагать брусок на определенном расстоянии от линии будущего паза. Этого неудобства лишены два следующих приспособления. Первое сделано из скрепленных вместе доски и фанеры. При этом расстояние от края упора (доски) до края основы (фанеры) равно расстоянию от фрезы до края базы фрезера. Но это условие соблюдается только для фрезы одного диаметра . Благодаря этому приспособление быстро выравнивается по линии края будущего паза.
Следующее приспособление можно использовать с фрезами разного диаметра, плюс при фрезеровании фрезер упирается всей своей подошвой, а не половиной, как в предыдущем приспособлении.
Выравнивание упора происходит по краю откидываемой на петлях доски и центральной линии паза. После фиксации упора, откидываемая доска откидывается, освобождая место для фрезера. Ширина откидываемой доски вместе с зазором между ней и упором (если он есть) должна быть равна расстоянию от центра фрезы до края базы фрезера. Если ориентироваться на край фрезы и край будущего паза, то приспособление будет работать только с одним диаметром фрезы.
При фрезеровании пазов поперек волокон, на выходе из заготовки, при фрезеровании открытого паза, нередки случаи задира древесины. Минимизировать задиры помогут следующие приспособления, которые прижимаю волокна в месте выхода фрезы, не давая им отщепиться от заготовки.
Две доски, строго перпендикулярно, соединяются шурупами. С разных сторон упора используются разные фрезы, чтобы ширина паза в приспособлении совпадала с шириной паза фрезеруемой детали.
Другое приспособление для фрезерования открытых пазов, можно сильнее прижать к заготовке, что еще больше минимизирует задиры, но оно подходит для фрезы только одного диаметра. Состоит оно из двух L-образных частей соединяемых на заготовке струбцинами.
Копировальные кольца и шаблоны
Диаметр копировального кольца должен быть как можно ближе к диаметру фрезы, насколько это возможно, но при этом кольцо не должно касаться её режущих частей. Если диаметр кольца больше диаметра фрезы, то шаблон должен быть меньше чем готовые детали, чтобы компенсировать разницу между диаметром фрезы и диаметром копировального кольца.
Шаблон закрепляется на заготовке двухсторонним скотчем, затем обе части прижимаются струбцинами к верстаку. Закончив фрезерование, проверьте, что кольцо прижималось к краю шаблона в течение всей операции.
Можно сделать шаблон для обработки не всей кромки, а только для закругления углов. При этом, используя шаблон изображенный ниже, можно сделать закругления четырех разных радиусов.
На рисунке выше используется фреза с подшипником, но шаблон можно использовать и с кольцом, только либо кольцо должно точно соответствовать диаметру фрезы, либо упоры должны давать возможность отодвинуть шаблон от края на разницу радиуса фрезы и кольца. Это касается и более простого варианта изображенного ниже.
Шаблоны используются не только для фрезерования кромок, но и пазов на пласти.
Шаблон может быть регулируемым.
Фрезерование по шаблону — отличный метод для того, чтобы вырезать пазы для петель.
Приспособления для фрезерования округлых и эллиптических пазов
Лучше конечно, чтобы циркуль был из двух штанг.
Вообще, циркули являются очень распространенным приспособлением. Существует большое количество фирменных и самодельных приспособлений для фрезерования по окружности, различающихся размерами и удобством пользования. Как правило, циркули имеют механизм, обеспечивающий изменение радиуса окружности. Обычно он выполняется в виде винта со штифтом на конце, перемещающегося по пазу устройства. Штифт вставляется в центральное отверстие детали.
Когда нужно фрезеровать окружность маленького диаметра, штифт должен находиться под базой фрезера, и для таких случаев используют другие приспособления, прикрепляемые к низу базы фрезера.
Обеспечивать движение фрезы по кругу с помощью циркуля довольно просто. Однако нередко приходится сталкиваться с необходимостью выполнения эллиптических контуров — при врезке зеркал или стекол овальной формы, устройстве окон или дверей арочного типа и т.п. Приспособление PE60 WEGOMA (Германия) предназначено для фрезерования эллипсов и окружностей.
Оно представляет собой основание в виде плиты, крепящейся к поверхности с помощью вакуумных присосок 1 или винтами, если характер поверхности не позволяет закрепиться с помощью присосок. Два башмака 2, движущиеся по пересекающимся направляющим, обеспечивают движение фрезера по эллиптической траектории. При фрезеровании окружности используется только один башмак. В комплект приспособления входят две монтажные штанги и кронштейн 3, с помощью которых производится соединение фрезера с плитой. Пазы на кронштейне позволяют установить фрезер таким образом, чтобы его опорная поверхность и основание плиты находились в одной плоскости.
Как видно из фотографий выше, фрезер использовался вместо лобзика или ленточной пилы, при этом, за счет высоких оборотов фрезы, качество обработанной поверхности получается гораздо выше. Так же при отсутствии ручной циркулярной пилы, фрезер может заменить и её.
Приспособления для фрезерования пазов на узких поверхностях
Для выполнения пазов в торце, можно изготовить простое приспособление в виде плоского основания, крепящегося к подошве фрезера. Его форма может быть не только круглой (по форме основания фрезера), но и прямоугольной. С двух его сторон нужно закрепить направляющие штыри, которые будут обеспечивать прямолинейное движение фрезера. Главное условие при их устройстве заключается в том, чтобы их оси находились на одной линии с центром фрезы. При обеспечении этого условия, паз будет располагаться точно по центру заготовки, независимо от ее толщины. Если потребуется сместить паз в ту или иную сторону от центра, на один из штырей нужно надеть втулку с определенной толщиной стенки, в результате чего паз сместится в ту сторону, с которой расположен штырь с втулкой. При использовании фрезера с таким приспособлением, его нужно вести таким образом, чтобы штыри прижимались с двух сторон к боковым поверхностям детали.
Если к фрезеру прикрепить второй параллельный упор, тоже получится приспособление для фрезерования пазов в кромке.
Но можно обойтись и без специальных приспособления. Для устойчивости фрезера на узкой поверхности, с двух сторон детали закрепляют доски, поверхность которых должна образовывать с обрабатываемой поверхностью единую плоскость. При фрезеровании фрезер позиционируется с помощью параллельного упора.
Можно сделать усовершенствованный вариант, увеличивающий площадь опоры для фрезера.
Устройство для обработки балясин, столбов и прочих тел вращения
Иногда возникает необходимость во фрезеровании различных пазов в телах вращения. В этом случае полезным может оказаться приспособление, изображенное ниже.
Устройство служит для фрезерования продольных канавок (каннелюр) на балясинах, столбах и т.п. Оно состоит из корпуса 2, передвижной каретки с установленным фрезером 1, диска установки угла поворота 3. Работает приспособление следующим образом. Балясина помещается в корпус и закрепляется там с помощью винтов 4. Поворот на нужный угол и фиксация заготовки в строго определенном положении обеспечивается диском 3 и стопорным винтом 5. После фиксации детали, приводится в движение каретка с фрезером (по направляющим планкам корпуса), и осуществляется фрезерование паза по длине заготовки. Затем производится расстопорение изделия, поворот его на требуемый угол, стопорение и выполнение следующего паза.
Подобное приспособление можно использовать вместо токарного станка. Заготовка должна медленно вращаться помощником или простеньким приводом, например, из дрели или шуруповерта, а лишний материал снимается движущимся по направляющим работающим фрезером.
Приспособления для фрезерования шипов
На рисунке ниже представлен промышленный образец шипорезного устройства для изготовления трех видов соединений — «ласточкин хвост» (глухой и сквозной вариант) и сквозное соединение прямым шипом. Две сопрягаемые детали устанавливаются в приспособление с определенным сдвигом друг по отношению к другу, контролируемым штифтами 1 и 2, затем производится их обработка. Точная траектория фрезы задается формой паза в шаблоне и копировальным кольцом фрезера, которое скользит по кромке шаблона, повторяя его форму.
Что такое копировальные втулки для фрезера и как ими пользоваться?

- Что это такое?
- Для чего нужны?
- Как сделать своими руками?
- Инструменты и материалы
- Схема изготовления
- Как пользоваться втулкой?
При обустройстве производственных линий и даже небольших мастерских важно знать, что из себя представляют копировальные втулки для фрезера, как пользоваться ими, и что это такое вообще. Полезно разбираться, как идёт работа со втулками на ручном фрезере. Ещё одна тонкость — как сделать втулку своими руками и для чего она нужна.

Что это такое?
Копировальные втулки для фрезера — это специальные приспособления, которые могут обеспечить особо скрупулёзные манипуляции с деталями. Копирование возможно при использовании хорошего шаблона или, иначе говоря, лекала. Стоит отметить, что есть и альтернативное название — копировальное кольцо. Инструмент работает путём крепления к рабочей части станка за счёт винтов либо предусмотренных конструкторами защёлок. Иногда втулка не входит в набор поставки фрезера либо штатная экипировка не годится для определённых задач.
Решение этой проблемы возможно при помощи:
покупки у производителя фрезерных аппаратов;
покупки у изготовителей шаблонов;
заказа у частных токарей;
самостоятельного изготовления приспособления.



Для чего нужны?
Копировальные кольца (втулки) применяют, если требуется повторять массу однородных манипуляций с различными деталями. Яркий тому пример — врезка различной фурнитуры в двери, а именно:
обычных и замаскированных петель;
планки для защелок.




Вместо копировальных втулок иногда применяют фрезы, укомплектованные подшипниками. Есть два частных варианта: с размещением подшипника выше фрезы либо на её переднем крае. Отрицательной стороной такого решения оказывается невозможность глубоко погрузить инструмент в материал, поэтому кольцо более эффективно. При его применении можно не ограничиваться высотой торцов шаблонов.
Специалисты отмечают, что добиться успеха можно, если правильно выбирать габариты втулки и фрезы. Расхождение их не позволяет выполнять фрезеровку правильно. Различие между габаритами колец и режущего инструмента планируется конструкторами чётко при формировании шаблонов. Также оптимальный результат достигается, если у фрезера нет люфтов при нагрузке как в продольной, так и в поперечной плоскости.
Наружное сечение колец центруется по отношению к режущему участку фрезы.
§ 24. Фрезерование фасонных поверхностей незамкнутого контура
На рис. 106 приведены некоторые детали с фасонными поверхностями рассматриваемого типа. Такие поверхности могут быть обработаны фрезерованием на обычных фрезерных станках фасонными фрезами или, в отдельных случаях, цилиндрическими фрезами с применением копировальных приспособлений, а также на копировально-фрезерных станках и на станках с программным управлением.

Рис. 106. Детали с фасонными поверхностями незамкнутого контура с прямолинейной образующей
Фрезерование фасонными фрезами. Фасонные фрезы применяют при обработке самых разнообразных фасонных поверхностей незамкнутого контура с криволинейной образующей и прямолинейной направляющей, а также для образования стружечных винтовых канавок режущих инструментов (фрез, сверл, разверток, метчиков и др.).
Следует отметить, что в ряде случаев фасонная фреза является единственным инструментом, при помощи которого может быть образован сложный фасонный профиль детали.
Профиль зуба фасонных затылованных фрез должен соответствовать фасонному профилю детали. Это достигается при условии, что передний угол у фрезы будет равен нулю. Как видно из рис. 107, наличие переднего угла γ увеличивает высоту профиля фрезы на величину х. Поэтому если при расчете фрезы задан какой-то положительный передний угол для данных условий обработки (например, γ = 5°), то необходимо произвести корректирование профиля зуба фрезы, т. е. найти сокращенный профиль фрезы. Сокращенный (корректированный) на величину х профиль зуба фрезы с заданным передним углом γ дает требуемый профиль готовой детали. При заточке затылованных фрез по передней поверхности не следует изменять значение переднего угла, принятого при расчете и конструировании фрезы, во избежание искажения фасонного профиля детали. На торце фрезы должно быть клеймо — величина переднего угла γ.

Рис. 107. Искажение профиля при наличии положительного ереднего угла
Точность фасонного профиля обработанной детали зависит непосредственно от точности профиля фрезы. Все погрешности профиля инструмента сказываются на обработанной детали. Профиль фасонной фрезы проверяют по шаблону.
Фасонные фрезы в зависимости от метода образования задней поверхности разделяются на две группы: затылованные — с задними поверхностями зубьев, образованными архимедовой спиралью (см. рис. 8, б) и острозаточенные (незатылованные, см. рис. 8, а). Затылованные фасонной фрезы для сохранения профиля зубьев при переточке затачивают по передней поверхности.
В массовом производстве чаще применяют острозаточенные фасонные фрезы, так как они обеспечивают большую производительность и более высокий класс шероховатости обработанной поверхности. Острозаточенные фасонные фрезы затачивают по задней поверхности. Однако трудоемкий процесс изготовления и заточки фрез, а также необходимость тщательного контроля профиля фрез после каждой переточки ограничивают их применение.
Обычно фасонные фрезы изготовляют из быстрорежущей стали. Фасонные фрезы, оснащенные пластинками твердого сплава, не получили пока широкого применения из-за трудности получения пластинки фасонного профиля и ее заточки. В настоящее время спроектировано несколько типов фасонных фрез, оснащенных круглыми неперетачиваемыми твердосплавными пластинками для обработки деталей сложного профиля.
Фасонные фрезы изготовляют цельными и сборными (со вставными зубьями).
Применение фасонных фрез особенно эффективно при обработке узких и длинных фасонных поверхностей.
Для обработки широких профилей применяют наборы из двух и более фасонных затылованных или острозаточенных фрез.
На рис. 108 показан набор фасонных фрез из стали Р6М5 для фрезерования детали на горизонтально-фрезерном станке.

Рис. 108. Фрезерование фасонной поверхности набором фрез
Диаметр крайних фрез = 125 мм, число зубьев z = 12. Диаметр средних фрез 80 мм с числом зубьев z = 8. Материал заготовки — серый чугун, НВ = 180.
Установка набора фасонных фрез 3 может производиться по габариту 2 на призме 1 (рис. 109). При этом, как указывалось ранее, по габариту устанавливают только одну фрезу.

Рис. 109. Установка фасонных фрез по габариту
Так как все четыре фрезы вращаются с одним и тем же числом оборотов, то скорость резания фрез меньшего диаметра будет меньше скорости резания крайних фрез большего диаметра.
Выбор числа оборотов шпинделя станка производится следующим образом. Сначала определяют оптимальную скорость резания для каждой фрезы комплекта. По скорости резания и диаметру фрезы находят число оборотов шпинделя станка для каждой фрезы набора. Из полученных значений чисел оборотов выбирают наименьшее значение, так как в противном случае для фрезы, по которой выбрано число оборотов (лимитирующая фреза), другие значения чисел оборотов давали бы завышенную скорость резания, а следовательно, малую стойкость.
Минутная подача также назначается по лимитирующему инструменту, т. е. по наименьшему ее значению. Это значит,что для каждой фрезы комплекса назначают максимально допустимую подачу на зуб. Число зубьев каждой фрезы известно.
Так как число оборотов для всех фрез набора одинаковое, то можно определить по формуле подачу на один оборот для каждой фрезы. Может случиться, что число оборотов шпинделя фрезы ограничивается одной фрезой, а минутная подача — другой.
Контроль фасонного профиля обработанной поверхности производят при помощи шаблона. Для проверки фрез служит контршаблон, изготовленный из листового материала в соответствии с профилем детали.
Во избежание брака необходимо клеймить фрезу, шаблон и контршаблон. На рис. 110 показаны набор фрез, шаблон и контршаблон, применяемые при фрезеровании фасонной поверхности детали с криволинейной образующей и прямолинейной направляющей.

Рис. 110. Набор фрез, профиль детали, шаблон и контршаблон
Оправка с набором фрез, разработанная Воронежским станкостроительным заводом имени 50-летия Ленинского комсомола, предназначена для обработки деталей сложного профиля из трех- и четырехшпиндельных продольно-фрезерных станках. На оправке 1 закрепляют комплект фрез: 3, 4, 5, 6, 8 и 9. Между фрезами устанавливают распорные втулки 2 и 7. Весь набор крепят гайками 10. Диаметр и профиль фрез выбирают в соответствии с профилем обрабатываемой детали. Оправку 1 устанавливают в один горизонтальный шпиндель станка, поддерживающую оправку 12 — в другой горизонтальный шпиндель. Шлифованный цилиндрический хвостовик оправки 1 входит в бронзовую втулку 11 оправки 12. Оправка 1 получает вращение от одного шпинделя, оправка 12 — от второго шпинделя станка. Происходит одновременное вращение всего набора. Втулка 11 работает только при пуске и выключении станка. Подобные наборы фрез позволяют значительно повысить производительность обработки деталей сложного профиля при обработке на горизонтально-фрезерных или продольнофрезерных станках.
Фасонные поверхности незамкнутого контура с прямолинейной образующей и криволинейной направляющей могут быть обработаны цилиндрической фрезой. Однако криволинейная направляющая (контур) в этом случае должна быть образована плавной кривой с достаточно большими радиусами закруглений. Кроме того, ширина обрабатываемых деталей должна перекрываться длиной цилиндрической фрезы. Такие детали можно обрабатывать на горизонтально-фрезерном станке с помощью копировального приспособления. На рис. 111 приведена схема такого приспособления. Заготовку 2 устанавливают на плите 1, на которой снизу закреплен копир 8. Плита 1 может перемещаться вверх и вниз по двум стойкам 5.

Рис. 111. Схема капировального приспособления для фрезерования фасонной поверхности цилиндрической фрезой
На двух кронштейнах 7, закрепленных на поперечных салазках, смонтирован стержень 9 с пальцем 6. Под действием двух пружин 4 копир 8 будет всегда прижат к пальцу 6. При продольном перемещении стола 10 палец 6 в зависимости от профиля копира то поднимает, то опускает плиту 1 с обрабатываемой заготовкой 2. Таким образом, будет профрезерована фасонная поверхность по заданному профилю копира. Пружины 4 закрыты колпачками 3, которые предохраняют их от засорения.
Фрезерование пространственно-сложных фасонных поверхностей. Пространственно-сложные фасонные поверхности, как правило, ни в одном из сечений двумя взаимно перпендикулярными плоскостями не образуют прямолинейного контура. Они не могут быть получены фрезерованием фасонными фрезами. Такие поверхности обрабатывают на копировально-фрезерных станках (см. § 39) или на станках с программным управлением (см. гл. XII) копирными (пальцевыми) фрезами.

