
Фундамент, установка и выравнивание по уровню токарного станка.
Подготовка полов под установку станка для обработки металла

Промежуточным этапом процесса запуска любого станка в эксплуатацию является его правильный монтаж. Исходя из массы оборудования, его устанавливают непосредственно на пол либо на возведенное отдельно основание. Место расположения для него подбирается на предприятиях по плану, а в домашних условиях – произвольно, там, где удобно. Подготовка пола под станок – это важный момент, от которого будет зависеть устойчивость агрегата при работе. Основа должна быть достаточно прочной, чтобы выдерживать динамические и статические нагрузки от оборудования. При необходимости проводят ее укрепление.
Определяющие способ установки станка факторы
Правильный монтаж станков определяет качественные показатели их работы. При этом следует определиться с подходящим фундаментом.
Укрепление пола под установку станка
Фундаменты под станочное оборудование делятся на две группы:
- первую (I) составляют основания, являющиеся только опорой (обычный пол);
- ко второй (II) относятся отдельные фундаменты, жестко связанные со станком.
 Любое основание предназначено для распределения нагрузки от станка, определяющейся его массой и силами, возникающими при его работе. Фундамент должен обеспечивать надежное, устойчивое положение оборудованию.
Любое основание предназначено для распределения нагрузки от станка, определяющейся его массой и силами, возникающими при его работе. Фундамент должен обеспечивать надежное, устойчивое положение оборудованию.
Выбор способа установки оборудования (на отдельное основание либо непосредственно на существующий пол) определяется следующими факторами:
- весом станка (статической нагрузкой);
- необходимой точностью обработки деталей;
- величиной динамических нагрузок;
- рабочим режимом оборудования;
- несущими характеристиками перекрытия либо пола, а также свойствами располагающегося под ним грунта;
- жесткостью станины любого станка.
В таблице далее представлено станочное оборудование, разбитое по разным критериям, с привязкой к фундаментной группе.
| Критерии разделения | Группы (разновидности) станков | Оптимальная фундаментная группа |
| 1 | Уровень точности обработки деталей | |
| с нормальной точностью | I | |
| обдирочные | I | |
| прецизионные | II | |
| 2 | Характер действующей нагрузки | |
| только со статическими усилиями (характерны, главным образом, для агрегатов с основным вращательным типом движения рабочих частей) | I | |
| с динамическими нагрузками (оборудование с возвратно-поступательным движением: строгальное, зубодолбежное и прочее) | II | |
| 3 | Вес | |
| легкие (до 2000 кг) | I | |
| средние (2-10 т) | I | |
| тяжелые (более 10 т) | II | |
| 4 | Расположение приводного механизма | |
| со встроенным размещением двигателей | I | |
| с отдельно расположенными приводами | I | |
| 5 | Степень жесткости станины | |
| с жесткой станиной | I | |
| с относительно нежесткой | II | |
| 6 | Устойчивость | |
| с малым основанием (отдельные модели изделий) | II | |
| с нормальной площадью опоры | I | |
Независимо от того, будет станок устанавливаться на пол или специальный фундамент, должны быть обеспечены при монтаже его вертикальность и горизонтальность.
Если по одному критерию (например, нагрузке, рабочему режиму) оборудование не соответствует первой группе фундаментов, то ставить его следует на отдельное основание.
Подготовка пола к монтажу станка
От правильности монтажа станочных линий или отдельных агрегатов зависит, кроме качества работы, также их долговечность и срок службы опорной конструкции под ними. При установке в любом случае нужно руководствоваться паспортом изделия, а особенно монтажными чертежами.
 Если планируется расположить в цеху либо мастерской несколько единиц станков, то между ними следует оставлять проходы, размеры которых регламентированы правилами охраны труда (техники безопасности).
Если планируется расположить в цеху либо мастерской несколько единиц станков, то между ними следует оставлять проходы, размеры которых регламентированы правилами охраны труда (техники безопасности).
Пол служит только основанием под станок. В цехах предприятий и в домашних мастерских он в основном цементный. Другие материалы применяются гораздо реже. Встречается также бетонный пол с деревянным настилом. Устанавливать станки на доски не рекомендуется, потому что они способны достаточно быстро деформироваться под нагрузкой (если агрегат весит более 200 кг). При этом выверенное положение оборудования нарушается, вызывая сопутствующие неудобства.
Бетонный пол под монтаж станков должен быть определенной толщины, соответствующей величине будущей нагрузки. Если его высота не соответствует, то делают армированную стяжку или отдельный фундамент. Также заливают пол бетоном при сильных колебаниях его уровня, чтобы максимально хорошо выровнять поверхность.
Можно также подготовить (залить раствором, предварительно сделав выемку нужных размеров) не всю основу, а только отдельное место. Получится подобие фундамента.
Для наиболее рационального пользования имеющейся площадью мастерской или цеха, а также с целью повысить удобство рабочего процесса, производят установочную разметку на полу. Это особенно актуально при размещении нескольких единиц оборудования, которое монтируют поперечными или продольными рядами.
Разметка должна быть выполнена так, чтобы обеспечить технологические требования к процессу обслуживания, а также правила техники безопасности. Часто габаритные агрегаты ставят посередине помещения, чтобы было можно без проблем использовать грузоподъемную технику при необходимости. Небольшие аппараты, например, фрезерные станки, устанавливают обычно вдоль стен (поперек к ним).
Для правильного монтажа отмечают оси, отдельно стоящих агрегатов, либо линии, определяющие расположение рядов.
На практике часто встречается, когда подготовку основы ведут так:
- отмечают размещение болтов крепления;
- бурят отверстия;
- устанавливают анкера;
- бетонируют их;
- когда бетон затвердеет в нужной степени, тогда монтируют механизмы.
Такой способ позволяет относительно легко выставить станки, надежно закрепив их к основе. Для большей устойчивости при работе и лучшего соединения с полом, станочное основание заливают бетоном.
В небольших мастерских часто под станки (легкие или средние по весу) подкладывают резину (из транспортерной ленты) на цементный пол.
Монтируют оборудование как на полы, располагающиеся непосредственно на грунте, так и на междуэтажные перекрытия. Главное, чтобы оно соответствовало требованиям, предъявляемым по динамической и статической нагрузке.
Если основанием служат междуэтажные перекрытия, то необходимо проводить дополнительные расчеты, подтверждающие достаточную их прочность.
В следующем видеоролике показывается, как станок ставить на пол.
Подготовку полов под монтаж шлифовальных станков, либо другого их типа, выполняют с учетом рекомендаций, изложенных производителями в эксплуатационной инструкции к устанавливаемой модели. Такое размещение относится к фундаментам первой группы.
Отличным вариантом основания является железобетонный пол, потому что в большинстве случаев он имеет большую прочность и не требует какой-либо предварительной подготовки. Оборудование при этом просто ставят на его поверхность, выставляя по уровню. В других случаях требуется в той или иной степени выполнять усиление основы.
Фундамент, установка и выравнивание по уровню токарного станка.
Глава 10
МОНТАЖ СТАНКОВ
Установка промышленных станков на фундаменты
Металлорежущие станки, устанавливаемые в цехах машиностроительных заводов, в основном относятся к группе средних и легких станков. Качество работы станка в значительной степени зависит от того, как он смонтирован на месте постоянной эксплуатации. Легкие станки, не вызывающие в процессе работы больших сотрясений, устанавливают непосредственно на полу и крепят винтами. Правильность установки станины проверяют по уровню. Установка станка может осуществляться на деревянном полу цеха с соответствующей выверкой и креплением станины к полу винтами, а также на бетонном полу с выверкой и креплением фундаментными болтами.
Крупные станки массой более 10 т, а также прецизионные устанавливают на специальных фундаментах. Назначение фундамента заключается в передаче нагрузки от веса станка и сил инерции во время его работы ближайшему слою грунта, называемому о с-нованием. Точность и долговечность станков зависят от правильности установки их на фундаменты. Руководством при установке станка служит приведенный в паспорте чертеж; указанные на нем размеры обеспечивают свободное пространство для выступающих и движущихся частей станка. Следует сохранить межстаночные проходы, установленные правилами техники безопасности.
Виды фундаментов. Фундаменты под станки подразделяют на две основные группы. К первой группе относятся фундаменты, служащие только основанием для станка; ко второй — фундаменты, которые жестко связаны со станком и придают ему дополнительную устойчивость и жесткость. Если станок хотя бы по одному из своих признаков требует постройки фундамента по второй группе, а по всем остальным — по первой, то расчет и изготовление фундамента надо отнести ко второй группе.
Работа грунта под нагрузкой. Прочный фундамент можно построить лишь на надежном основании. Свойство грунта выдерживать нагрузку без деформаций, которые нарушают целость сооружения, в первую очередь определяется допустимым давлением на грунт. Существуют следующие нормативы допустимого давления
на грунт при заложении оснований на глубине не более 4 м от
поверхности земли, кгс/см2:
Гравий и крупный песок. 6
Плотный глинистый грунт и крупный плотный песок. 4
Пылевой сухой чистый малоуплотненный песок. 2
Слабый глинистый грунт. 1
Илистый грунт. 0,5
Рассмотрим работу грунта под нагрузкой. Если установить на основание фундамент и нагружать его, то основание начнет опускаться, или садиться. Глубина, на которую опустится фундамент, называется осадкой. При этом сначала наступает фаза уплотнения грунта, переходящая под действием все увеличивающейся нагрузки в фазу сдвигов. Вследствие прекращения действия нагрузки грунт стремится занять прежнее положение, но не до конца, так как при этом получаются неупругие осадки, вызывающие уплотнение грунта. С наступлением фазы сдвигов осадки увеличиваются и делаются неравномерными, причем площадки сдвигов образуют под фундаментом непрерывную поверхность скольжения. Тогда может наступить третья фаза — выдавливание грунта. Она заключается в том, что фундамент опускается глубоко вниз, что вызывает образование бугра CDE (рис. 105). Это явление обычно происходит внезапно и носит катастрофический характер.
Методы установки станков. При установке станков в цехе применяют два основных метода. Станки нормальной точности, имеющие жесткую станину и относительно небольшой вес (до 6 т), обычно устанавливают непосредственно на бетонный или другой пол цеха. При установке станка его положение тщательно выверяют при помощи уровня и клиньев, после чего основание станка заливают цементом. Для надежного скрепления станка с бетонным полом цеха применяют фундаментные болты (рис. 106). В бетонном полу вырубают гнезда, глубина которых соответствует длине болта. Свободное пространство между головкой болта и стенками гнезда заливают цементным раствором. Преимущество такого метода установки станков заключается в возможности сравнительно быстро переустанавливать оборудование в цехе, а также в малых затратах.
Тяжелые и точные станки, а также станки, работающие с большими динамическими нагрузками (продольно-строгальные, долбежные и пр.), устанавливают на индивидуальные фундаменты, изготавливаемые из бетона, железобетона, бутобетона или кирпичной кладки. Размеры фундамента в зависимости от
действующих на него нагрузок определяют путем расчета. Изготавливают фундамент в строгом соответствии с чертежом.

Рис. 105. Схема работы грунта под нагрузкой

Рис. 106. Фундаментные болты
Установка станков на отдельном фундаменте. Станки, подверженные сотрясениям во время работы, устанавливают на отдельных фундаментах. В этом случае сотрясение через пол на другие близко работающие станки не передается. Для подготовки фундамента станка снимают часть пола по его размерам и выкапывают яму на расчетную глубину. Затем яму выкладывают кирпичным фундаментом на уровне пола, предусматривая гнезда для фундаментных болтов. Кладка фундамента должна быть сделана за 7. 10 дней до установки станка, с тем чтобы раствор достаточно окреп.
Установка станков на бетонной плите. В этом случае применяют фундаментные болты. В бетонной плите перед заливкой на месте фундаментных болтов устанавливают по размерам гнезд деревянные колодки, которые затем удаляют перед установкой фундаментных болтов. Ширина углубления в верхней части отверстия должна быть достаточной для прохода широкого основания головки болта. Свободное пространство между головкой болта и стенками гнезда заливают цементом.

Рис. 107. Специальный фундаментный болт:
1 — шпилька; 2 — основание
Обычные конструкции фундаментных болтов показаны на рис. 106. Некоторые заводы поставляют оборудование
со специальными фундаментными болтами (рис. 107), состоящими из чугунного основания 2 и шпильки 1, ввернутой в торцевое отверстие основания. Головка такого болта имеет удлиненную пирамидальную форму с заершенными ребрами. Такие фундаментные болты прочно удерживаются в отверстиях фундаментов и обеспечивают длительное и надежное крепление станка.
Подготовка и разметка места установки станка. Перед установкой станков на предназначенные для них места следует произвести монтажную разметку. Обычно при установке станков в цехе преследуют две основные цели: рациональное использование площади и удобство эксплуатации. Станки можно расставить как продольными, так и поперечными рядами, соблюдая при этом расстояния и промежутки, величина которых диктуется требованиями технологического процесса и техники безопасности. Обычно крупные станки располагают в середине цеха продольными рядами, что облегчает их обслуживание подъемными кранами в процессе работы. Малые же станки целесообразно располагать поперечными рядами, вследствие чего облегчается доступ к наружным стенам, где обычно располагается электрическая проводка, водопровод и отопительная система. Перед установкой станков на намеченные для них места следует произвести разметку.
Если станки расположены рядами, то на полу размечают направления рядов. В противном случае наносят оси каждого станка в отдельности. Прямые линии на полу наносят путем отбивки шнуром, натянутым между двумя точками, определяющими направление прямой линии. Предварительно покрытый мелом шнур оттягивают вверх и отпускают, в результате чего на полу остается след мела в виде прямой линии.
Фундамент для токарных станков с ЧПУ
Фундамент, описание технологии подготовки фундамента для токарных станок с ЧПУ
Общие требования к фундаменту.
Фундамент служит основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течении длительного срока, исключающим влияние станка на работу соседнего оборудования. Для этого необходимо чтобы фундамент при удобном размещении и прочном закреплении станка отвечал требованиям обеспечения уровня колебаний, передаваемых от станка. Жесткость закрепления станка на фундаменте оказывает существенное влияние на точность станка при резании. Основное требование, предъявляемое к установке на фундамент высокоточного станка, является обеспечение надежной защиты от колебаний по полу на фундамент, то есть устройство виброизоляции.
Фундамент для станка должен быть изготовлен в соответствии со строй заданием на фундамент, указанном в документации на станок.
Крепёжные детали (анкерные болты) для установки станка на фундамент поставляются со станком или должны быть изготовлены покупателем станка согласно прилагаемой документации.

Технические условия на изготовление фундамента.
Для станков нормальной точности:
Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Для станков повышенной точности:
Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250).
Глубина фундамента Н > 0,6 √F, где F — площадь фундамента.
Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
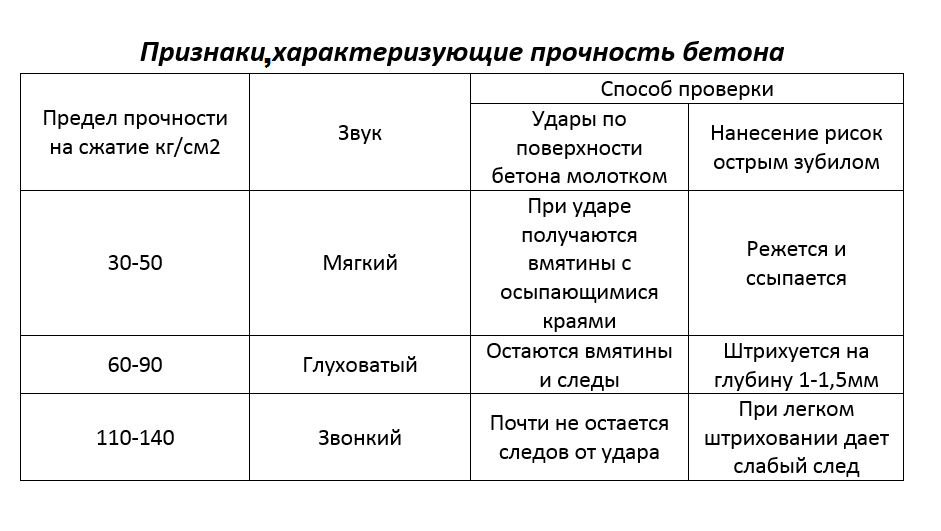
Прочность бетона фундамента.
Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней.
Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм.
Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.
Допустимые отклонения от стройзадания.
Стройзадание является проектным заданием для разработки фундамента и определяет конструкцию только верхней части. Верхняя часть, поверхность для установки станка должна быть ровной, «гладкой», без уклонов и выпуклостей.
Допустимые отклонения:
— установочных поверхностей на фундаменте, возведенных до проектной отметки:
По плоскости в любом направлении +-0,2/500 мм
По высоте -5 мм
По уклону 1/1000 мм
Строители обычно творчески относятся к изготовлению фундамента, требования на чертежах не читают — а делают по сантиметровым строительным допускам.
Внимание. Станок, установленный на полу при отсутствии фундамента без выверки по уровню и без крепления к полу, через короткое время теряет свою точность, изнашиваются направляющие и в результате станок требует ремонта.
Подготовительные работы с опорами.
Подготовка клиновых башмаков заключается в снятии консервационной смазки, краски и грязи с рабочих поверхностей, особенно обратить внимание на наклонные и прилегающие к станине.
Смазка наклонных поверхностей консистентной смазкой. Установка клиновых башмаков в крайнее нижнее положение.
Монтаж станка.
Очистить нижнюю поверхность станины станка от консервации и грязи, особенно места прилегания клиновых башмаков.
Установить станину станка на четыре вспомогательные опоры, расположенные по углам станины между анкерными колодцами фундамента, согласно документации так, чтобы отверстия в станине совпадали с центрами анкерных болтов в анкерных колодцах фундамента. Высота вспомогательных опор должна быть на 5 мм меньше высоты клиновых башмаков в нижнем положении.
Собрать всю структуру станка (стойка, стол, шпиндельная бабка, магазин инструментов, телескопическая защита) и часть кабинета, которая не будет мешать заливке бетоном анкерных колодцев.
Установка и выверка станка.
Установить стол станка по центру перемещений. Используя станочный уровень, установленный в центре стола в двух взаимно перпендикулярных положениях, выставить станок на четырёх вспомогательных опорах с точностью 0,1/1000 мм с помощью домкрата и стальных прокладок толщиной 0,5 – 1 мм.
Используя анкерные болты с приваренными шайбами для поддержки клиновых башмаков, привернуть все клиновые башмаки к станине станка (см. чертёж). Площадь в плане анкерного колодца должна быть больше площади клинового башмака. Клиновые башмаки должны быть в нижнем положении. Залить анкерные колодцы водой для пропитки фундамента вокруг колодцев. Выдержать с водой 8 часов.
Заполнить анкерные колодцы малоусадочным бетоном марки не ниже М300. Уплотнить вибратором и подлить вручную бетон под клиновые башмаки так, чтобы он стоял на щебне бетона и был залит по всей нижней поверхности башмака.
Выдержать залитый в анкерные колодцы бетон 4 дня постоянно влажным для лучшего затвердевания.
Ослабить крепёжные гайки на анкерных болтах. Поднять станок с помощью клиновых башмаков, чтобы убрать вспомогательные опоры.
После 7 дней выдержки бетона, залитого в анкерные колодцы, можно выставить станину станка в горизонтальной плоскости в соответствии с сертификатом качества на данный станок с помощью домкрата, клиновых башмаков и станочного уровня 0,02/1000 мм.
Верх фундамента между клиновыми башмаками заровнять цементным раствором и «зажелезнить». Окончательно затвердевший и выдержанный фундамент покрасить маслостойкой краской для предохранения от разрушающего действия масла и СОЖ.
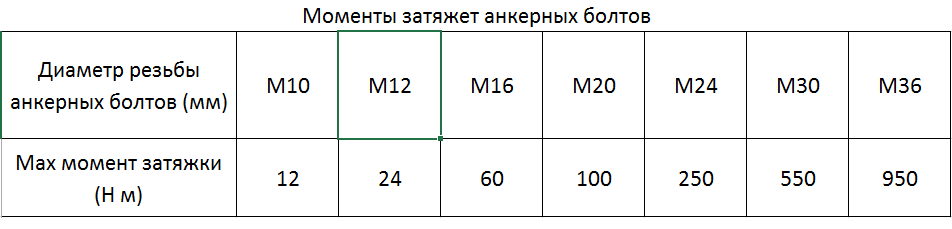
Произвести затяжку гаек на анкерных болтах динамометрическим ключом с моментом, указанном в таблице. При этом, следить за тем, чтобы уровень не изменял показаний при равномерном затягивании гаек.
Фундаменты для фрезерных станков, обрабатывающих центров, расточных и шлифовальных станков могут сильно отличаться по конфигурации и требованиям, будут рассмотрены в дальнейших статьях
Подготовка фундамента для токарных станков
Токарный станок – оборудование требовательное к установке на фундамент. Для безопасности его использования для рабочего и минимизации поломок самого оборудования, особое внимание необходимо уделить подготовке фундамента.


Необычность фундамента под токарное оборудование заключается в том, что при его проектировании необходимо учесть подвод сжатого и подводку электропитания. Обязательны в системе болты заземления. Кроме самого станка на эту бетонную площадку, в зависимости модели, могут быть установлены:
- транспортёр, отводящий стружку от рабочего места;
- гидростанция с жёлобом подачи и отведения воды;
- электрошкаф.
Фундамент должен отвечать требованиям к установке станка, обозначенным в паспорте изделия. Существует несколько различных токарных установок, для каждой из них проект заливки разрабатывается индивидуально.
Необходимость крепления оборудования
Одним из основополагающих факторов для производства фундамента под станок является его назначение. Крепление станка к полу производится преимущественно в том случае, если предназначается он для изготовления деталей с точностью до микрон.
При условии, что оборудование мобильное и периодически перемещается, отдельный фундамент для него не требуется, для его установки необходим идеально ровный бетонный пол или подкладка из бетонной панели, толщиной около 15 см. Учитывая вес оборудования, вплоть до 30 тонн, о его устойчивости можно не беспокоиться.
Во избежание возникновения аварийных ситуаций в цеху, для токарного оборудования всё же необходим собственный фундамент с прокладкой трасс под коммуникационные составляющие, обеспечивающие его работоспособность. Металлические трубы под шланги для подачи воздуха, воды, и электричества с напряжением в 380 В, надёжно сохранят от деформации изолирующий слой и сами провода и шланги.
Высота площадки будет зависеть от диаметра труб и веса оборудования. Площадь фундамента рассчитывается под каждый элемент оборудования отдельно, отчего он может не иметь строгой четырёхугольной формы. Он может выглядеть созданным из отдельных элементов, составленных в единое целое. Несмотря на такую конструкцию, заливается он единой плитой, а не для каждого агрегата в отдельности.
Одним из требований к фундаменту для токарного станка или целого комплекса является выступ площадки из-под каждого узла со всех сторон одинаковой ширины.




Особенности заливки фундамента под токарный станок
На точность обработки на токарном станке оказывает вибрация. При малейшей погрешности в закладке фундамента токарного оборудования, вибрация рабочих частей может усиливаться, что приведёт к поломке сложного механизма.
Избежать подобного нежелательного эффекта поможет правильная проектирование и заливка фундамента. Начало работ должно начаться в конструкторском бюро, где будет составлен проект с указанием высоты, ширины, длины каждого элемента. Так же для большей прочности постамента необходимо равномерное распределение нагрузки, которое создаётся на 3 точки опор. Это отражается в проектно-строительной документации.

За пределы общей площади фундамента выносятся заглубляемые столбы, имеющие квадратное сечение, длина их сторон 50 см. Такие отметки осей применяются для создания платформ объёмом в 150 кубометров и больше.
Учитывая то, что устанавливается станок в цеху, где грунтовые воды, резкие перепады температур и вода не будут взаимодействовать с его фундаментом, достаточно использовать для заливки последнего марки цемента 110 — 140. Наполнителями для бетонов являются гравий, щебень и песок в определённой для каждой марки цемента пропорции.
Фундамент для токарного станка — излагаем во всех подробностях

Фундаменты под оборудование отличаются от оснований жилых или промышленных строений не только размерами. Суть различий кроется в самой конструкции таких фундаментов. Ведь такие основания ведь должны противостоять не только статическим (несущим), но и динамическим нагрузкам, источником которых является закрепленное на фундаменте оборудование.
К тому же, те условия, в которых эксплуатируется фундамент под оборудование, мягко говоря, далеки от идеала. Ведь помимо вибрации корпуса такое основание поглощает и массу агрессивных веществ – смазок, масел, охлаждающих жидкостей и прочих субстанций, действующих на тело фундамента самым разрушительным образом.
Фундамент, описание технологии подготовки фундамента для токарных станок с ЧПУ
Общие требования к фундаменту.
Фундамент служит основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течении длительного срока, исключающим влияние станка на работу соседнего оборудования. Для этого необходимо чтобы фундамент при удобном размещении и прочном закреплении станка отвечал требованиям обеспечения уровня колебаний, передаваемых от станка. Жесткость закрепления станка на фундаменте оказывает существенное влияние на точность станка при резании. Основное требование, предъявляемое к установке на фундамент высокоточного станка, является обеспечение надежной защиты от колебаний по полу на фундамент, то есть устройство виброизоляции.
Фундамент для станка должен быть изготовлен в соответствии со строй заданием на фундамент, указанном в документации на станок.
Крепёжные детали (анкерные болты) для установки станка на фундамент поставляются со станком или должны быть изготовлены покупателем станка согласно прилагаемой документации.
Требования к основанию
Фундамент для установки технологического оборудования, включая станки по механической обработке твердых материалов, несмотря на необходимость проведения индивидуального расчета в конкретных условиях эксплуатации, должен соответствовать СНиП 2.02.05-87.
Общие правила по устройству опор для машин, создающих динамические нагрузки, формулируются так:
- Массивность. Чем больший вес имеет основание, тем выше его способность сопротивляться вибрациям станка.
- Высокая прочность и жесткость. Устойчивость к постоянным и переменным нагрузкам прямо пропорционально влияет на срок эксплуатации оборудования на этом фундаменте. Жесткое крепление важно для высокоточных станков.
- Повышенная устойчивость к агрессивным воздействиям (ГСМ, охлаждающие эмульсии, растворители). Необходимо обеспечивать максимальную инертность хотя бы для верхнего слоя монолита.
Такие характеристики нужны фундаменту в комплексе с выдержкой минимально допустимых отклонений по его расчетным габаритам.
В зависимости от массы станка (до 10 т или более) и класса точности разрешается применять под них различные по конструкции основания (общие, одиночные, вибро-изолированные). Вертикальные разрезы таких опор показаны на чертеже:

Ставить 1 шлифовальный станок или группу можно на утолщенные ленты, специально заливаемые в полу цеха, как показано на этом фото:

При монтаже станков на 2 этаже и выше используют рамный или стенчатый тип бесподвального фундамента. У них нагрузка распределяется через каркас на перекрытия или несущие стены (опорные колонны). Вибрация, создаваемая станком, для такой опоры должна быть минимальная. Устанавливая фрезерный агрегат, можно применить демпферы, гасящие частотные колебания.
Уклон верхней плоскости крепления оборудования категорически не допускается.
В противном случае будет неравномерное распределение эксплуатационных нагрузок, что влияет на характеристики работающего станка, оказывает разрушающее воздействие на станину механизма и анкеры в основании.
Технические условия на изготовление фундамента
Для станков нормальной точности:
Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Для станков повышенной точности:
Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250).
Глубина фундамента Н > 0,6 √F, где F — площадь фундамента.
Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
Прочность бетона фундамента.
Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней.
Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм.
Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.
Строительство основания для оборудования
Строительство простейшего основания плитного типа, под станок или маломощный пресс, происходит следующим образом:
- Вначале следует определить месторасположение основания. Фундамент не должен соприкасаться со стенками, колоннами или внутренними перегородками самого здания. Минимальное расстояние от фундамента пресса до фундамента цеха равно 100 сантиметрам. Иначе вибрация перейдет на основание несущих стен, колон или перегородок.
- После этого следует определить положение крепежных (фундаментных) болтов, фиксирующих станину пресса или станка. При этом нужно учитывать, что минимальное расстояние от края фундамента до оси болта рано 20 сантиметра. То есть, фундамент должен выступать за края станины, как минимум на 20-30 сантиметров.
- Определив вышеупомянутые параметры можно приступать к земляным работам (рытью котлована). Причем глубина выемки грунта в не отапливаемом цеху равняется глубине промерзания + 25-40 сантиметров. В отапливаемом цеху глубина фундамента равняется 50-80 сантиметрам. Габариты самого котлована, равны ширине и высоте фундамента + глубина залегания подошвы. Ведь стенки котлована, как правило, обустраивают под наклоном в 45 градусов.
- Завершив земляные работы можно заняться повышением несущей способности грунта, подсыпав на дно двухслойную песчано-гравиевую подушку (по 15-20 сантиметров на каждую фракцию).
- Следующий этап – строительство опалубки, опоясывающей контур фундамента. Ее собирают из съемных металлических или деревянных щитов, соединенных поперечными стяжками.
- На следующем этапе во внутреннюю полость основания вводят армирующий каркас (в основаниях для небольших станков можно обойтись без каркаса), а дно опалубки укрывают слоем гидроизоляции (рубероида). В особых случаях на дно основания укладывают особый материал, гасящий вибрацию (дубовый брус или что-то другое).
- После этого внутреннюю полость заполняют бетоном, укладывая раствор слоями по 10-15 сантиметров.
Причем каждый слой тщательно утрамбовывается. Заливка и тамбовка каждого слоя должна завершиться до схватывания раствора (35-40 минут от момента введения бетона в опалубку).
- В финале в верхний слой заливки вводят фундаментные болты с коническими или загнутыми торцами.
Фундамент считается готовым к эксплуатации спустя 25-30 дней от момента заливки. За это время монолит основания выйдет на расчетную прочность. Раньше этого срока оборудование на фундамент не монтируют.
Допустимые отклонения от стройзадания
Стройзадание является проектным заданием для разработки фундамента и определяет конструкцию только верхней части. Верхняя часть, поверхность для установки станка должна быть ровной, «гладкой», без уклонов и выпуклостей.
Допустимые отклонения:
— установочных поверхностей на фундаменте, возведенных до проектной от
По плоскости в любом направлении +-0,2/500 мм
По высоте -5 мм
По уклону 1/1000 мм
Строители обычно творчески относятся к изготовлению фундамента, требования на чертежах не читают — а делают по сантиметровым строительным допускам.
Внимание. Станок, установленный на полу при отсутствии фундамента без выверки по уровню и без крепления к полу, через короткое время теряет свою точность, изнашиваются направляющие и в результате станок требует ремонта.
Подготовительные работы с опорами.
Подготовка клиновых башмаков заключается в снятии консервационной смазки, краски и грязи с рабочих поверхностей, особенно обратить внимание на наклонные и прилегающие к станине.
Смазка наклонных поверхностей консистентной смазкой. Установка клиновых башмаков в крайнее нижнее положение.
Монтаж станка.
Очистить нижнюю поверхность станины станка от консервации и грязи, особенно места прилегания клиновых башмаков.
Установить станину станка на четыре вспомогательные опоры, расположенные по углам станины между анкерными колодцами фундамента, согласно документации так, чтобы отверстия в станине совпадали с центрами анкерных болтов в анкерных колодцах фундамента. Высота вспомогательных опор должна быть на 5 мм меньше высоты клиновых башмаков в нижнем положении.
Собрать всю структуру станка (стойка, стол, шпиндельная бабка, магазин инструментов, телескопическая защита) и часть кабинета, которая не будет мешать заливке бетоном анкерных колодцев.
Установка и выверка станка.
Установить стол станка по центру перемещений. Используя станочный уровень, установленный в центре стола в двух взаимно перпендикулярных положениях, выставить станок на четырёх вспомогательных опорах с точностью 0,1/1000 мм с помощью домкрата и стальных прокладок толщиной 0,5 – 1 мм.
Используя анкерные болты с приваренными шайбами для поддержки клиновых башмаков, привернуть все клиновые башмаки к станине станка (см. чертёж). Площадь в плане анкерного колодца должна быть больше площади клинового башмака. Клиновые башмаки должны быть в нижнем положении. Залить анкерные колодцы водой для пропитки фундамента вокруг колодцев. Выдержать с водой 8 часов.
Заполнить анкерные колодцы малоусадочным бетоном марки не ниже М300. Уплотнить вибратором и подлить вручную бетон под клиновые башмаки так, чтобы он стоял на щебне бетона и был залит по всей нижней поверхности башмака.
Выдержать залитый в анкерные колодцы бетон 4 дня постоянно влажным для лучшего затвердевания.
Ослабить крепёжные гайки на анкерных болтах. Поднять станок с помощью клиновых башмаков, чтобы убрать вспомогательные опоры.
После 7 дней выдержки бетона, залитого в анкерные колодцы, можно выставить станину станка в горизонтальной плоскости в соответствии с сертификатом качества на данный станок с помощью домкрата, клиновых башмаков и станочного уровня 0,02/1000 мм.
Верх фундамента между клиновыми башмаками заровнять цементным раствором и «зажелезнить». Окончательно затвердевший и выдержанный фундамент покрасить маслостойкой краской для предохранения от разрушающего действия масла и СОЖ.
Произвести затяжку гаек на анкерных болтах динамометрическим ключом с моментом, указанном в таблице. При этом, следить за тем, чтобы уровень не изменял показаний при равномерном затягивании гаек.
Фундаменты для фрезерных станков, обрабатывающих центров, расточных и шлифовальных станков могут сильно отличаться по конфигурации и требованиям, будут рассмотрены в дальнейших статьях
Статьи
В зависимости от сложности конструкции фундаменты под станки делятся на две группы: к первой относятся фундаменты, которые служат только основанием для станка, ко второй — фундаменты, которые придают станине дополнительную устойчивость и жесткость, которая осуществляется путем жесткой связи фундамента со станком при помощи фундаментных болтов. Для устранения вибраций, передаваемых станкам от грунта, в конструкциях фундаментов должны быть промежуточные эластичные и упругие элементы.
В зависимости от конструкции станков, требующих определенного увеличения жесткости и массы станины, станки могут устанавливаться на жестком слое пола (бетонная подготовка) или на отдельно стоящих фундаментах. Станки весом до 8 т, кроме долбежных, поперечно-строгальных и станков, чувствительных к вибрациям основания (например, координатно-расточпые станки), разрешается устанавливать на бетонном слое пола цеха толщиной 15-20 см.
Под легкие фрезерные, зуборезные и сверлильные станки весом до 4 т высота бетонного фундамента принимается равной 25 см. Фундаменты должны быть сплошными под всей площадью подошвы станины. Под вспомогательные приспособления станка, не связанные непосредственно с его конструкцией, фундаменты могут выполняться раздельными, не связанными с фундаментом станка, например фундаменты под опоры для поддержки прутков в револьверных станках и для поддержки металла в калибровочных и протяжных станках. При длинных станинах прикрепляется к фундаменту неподвижно один конец или середина станины (подливка цементным раствором и крепление), а остальная часть устанавливается на регулируемых башмаках. Для крупных станков с длинными станинами необходимо устраивать отдельные прочные и жесткие фундаменты, компенсирующие недостаточную жесткость станины.
Для сооружения фундаментов под станки применяются бетон, бутобетон и кирпич. Бетон должен быть не ниже марки 75. Бутобетон для фундаментов изготовляется из бутового камня не ниже марки 200 на бетоне марки 75. Для армированных фундаментов применяется бетон не ниже марки 100. Кирпичные фундаменты применяются для легких станков весом до 4 т.
Кирпичная кладка разрешается только для фундаментов, находящихся выше уровня грунтовых вод. Высота кирпичных фундаментов должна быть не менее 0,5 м. Силикатный кирпич нельзя применять для кладки фундаментов.
При проектировании станочных фундаментов решающее значение имеют конструктивные соображения, руководствуясь которыми и намечают необходимые размеры фундамента, а затем проверкой убеждаются в правильности их выбора. Существуют эмпирические зависимости между весом станка и весом фундамента.
Высота фундамента Н (в м) для металлорежущих станков и глубина его залегания определяется на основании веса фундамента, площади в плане, а также удельного веса материала фундамента по формуле или принимается с учетом длины фундаментных болтов.
Расстояние от нижних концов фундаментных болтов до подошвы фундамента пли верха проема в фундаменте должно быть не менее 15 см. Глубина залегания фундамента под оборудование, устанавливаемое на открытом воздухе или в неотапливаемых помещениях, должна быть не менее глубины промерзания грунта.
При наличии вблизи фундаментов машин, работающих с толчками (ударами), фундамент следует окружать изолирующим слоем шлака толщиной 150-160 мм для гашения вибраций грунта. Фундаментные (анкерные) болты, крепящие станки к фундаменту, закладываются в специально оставляемые в фундаменте колодцы, которые имеют преимущественно прямоугольную форму. Глубина фундаментных колодцев под болты зависит от длины болта. Необходимо, чтобы расстояние от грани колодцев для анкерных болтов до грани фундамента было не менее 12 см. Отметка основания фундамента назначается на 10-15 см ниже болтов дна шахты, выемки или канала. Для устройства фундаментных колодцев при изготовлении фундамента в него закладываются деревянные пробки, имеющие форму колодца. Иногда (при круглой форме колодца) в качестве пробки служит тонкостенная металлическая труба, оставляемая в массиве фундамента и после его бетонирования.
При хорошем плотном грунте (за исключением скального) высота фундамента должна быть не менее 1,5 м. При наличии слабых прослоек грунта (торф, плывун и др.) необходимо увеличить высоту фундамента и принять меры для упрочнения грунта. Фундамент рекомендуется изготовлять из железобетона.
При перемещении стола с изделием прогиб фундамента в вертикальных продольной и поперечной плоскостях должен быть не более 0,01 мм на длине 1000 мм. Для защиты фундамента от воздействия на него масла, эмульсии и пр. на его поверхность наносится маслостойкое покрытие Фундаменты под молоты.
Зная массу и площадь основания фундамента, можно определить его высоту, а также глубину заложения, которая зависит от расстояния зеркала нижнего бойка от уровня пола и толщины дубовой прокладки между шаботом и фундаментом. Прокладка состоит из нескольких рядов дубовых брусьев квадратного сечения, стянутых болтами. Удельное давление на прокладку от веса молота и шабота не должно превышать 5 кгс/см 2 . При определении площади прокладок удельное давление принимается 3 кгс/см 2 . Фундаменты для штамповочных молотов выполняются в виде общего блока для молотов и шабота.
Для увеличения упругости при установке ковочных молотов под фундаментную плиту и основание шабота подкладываются дубовые брусья. К фундаменту молот крепится анкерными болтами, проходящими по всей глубине фундамента. Для арочных и мостовых молотов фундаменты изготовляются из трех частей: под две стойки и под шабот, бетонирование фундамента под 16-тонный молот производится в две стадии: 1-я стадия — бетонирование до рабочего шва на отметке — 6 м и 2-я стадия — бетонирование над рабочим швом и бетонирование надшаботной части фундамента. При этом должны соблюдаться следующие основные требования: перед установкой опалубки необходимо тщательно выверить и закрепить днище и обрамление блока фундамента в проектном положении; при бетонировании и монтаже сеток верха подшаботной части блока должна быть соблюдена непрерывность; укладка бетонной смеси должна производиться горизонтальными слоями по 150-500 мм без перерывов в бетонировании с тщательным уплотнением.
Закрепление станка на фундаменте
Станки на фундаментах
В этом случае в станину станка ввертывают рым-болты, которые выводят за упаковку. За них зачаливают при погрузочно-разгрузочных работах.
Установка станка на фундамент влияет на основные показатели его работоспособности. Наиболее распространена установка станков на фундаменты трех видов: бетонные полы первого этажа (общая плита цеха); утолщенные бетонные ленты (ленточные фундаменты); специально проектируемые массивные фундаменты (индивидуальные или групповые), фундаменты обычного типа (опирающиеся на естественное основание), свайные и виброизолированные (на резиновых ковриках или пружинах).
Станки на фундаментах устанавливают: с креплением анкерными болтами — на клиньях с заливкой опорной поверхности станины цементным раствором или на регулируемых опорных элементах (винтовых или клиновых) без заливки; без крепления болтами с заливкой опорной поверхности станины цементным раствором; без крепления болтами и без заливки на жестких металлических регулируемых опорных элементах; на упругих (в частности, на резинометаллических) опорах.
Указанную установку станков можно разделить на жесткую и упругую. К жесткой относят установку станка на жестких (металлических) опорах с креплением или без крепления, у которых фундаментом служит плита или бетонный блок, опирающиеся на естественное основание или перекрытие. К упругой относят все виды установки станка на упругих опорах и установки на жестких опорах, у которых фундаментом служит бетонный блок, спирающийся на упругие опорные элементы (резиновые коврики, пружины и т. п.).
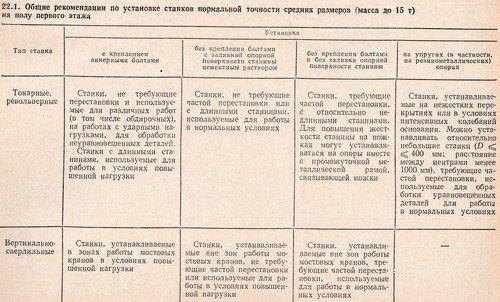
Общие рекомендации по установке станков разных типов на полу первого этажа приведено.
Испытание станков и проверка
При установке станков на перекрытиях применяют те же опорные элементы и такое же крепление станков, как и при установке на полу первого этажа. Установку с креплением болтами применяют только в том случае, когда в помещении предусмотрены специальные устройства для крепления болтов (заделаны швеллеры, металлические плиты и т. п.).
Каждый станок после изготовления или ремонта должен удовлетворять определенным техническим условиям. Согласно действующим общим техническим условиям приемочные испытания станков должны включать:
а) испытание станка на холостом ходу, проверку работы механизмов и проверку паспортных данных;
б) испытание станка в работе под нагрузкой, а специальных станков — и на производительность;
в) проверку станка на геометрическую точность, шероховатость поверхности и точность обрабатываемой детали;
г) испытание станка на жесткость;
д) испытание на виброустойчивость при резании.
Испытания станка должны проводиться в указанной последовательности. Проверку шероховатости поверхности и точности обрабатываемой детали допускается проводить одновременно с испытанием станка в работе и до проверки геометрической точности.
Проверка станков на точность заключается в проверке их геометрической точности, шероховатости поверхности и точности обработки. При проверке на геометрическую точность нужно проверить прямолинейность направляющих, плоскостность столов; горизонтальность или вертикальность установки стоек, направляющих колонн и плит; положение и точность вращения шпинделей; параллельность или перпендикулярность осей между собой или соответствующим направляющим; погрешности ходовых винтов, делительных устройств и т. д.
Повышение надежности металлорежущих станков
Геометрическую точность проверяют в соответствии со стандартом для данного типа станков.
Одних геометрических проверок для станков недостаточно, так как при этом учитывают (или недостаточно учитывают) жесткость деталей станка, качество их обработки и сборки, не говоря уже о влиянии жесткости системы станок — приспособление — инструмент — заготовка на точность обработки. Государственными стандартами предусмотрена обязательная проверка точности станка путем обработки образца и одновременно проверка шероховатости поверхности обрабатываемой детали. Проверку следует проводить после предварительной обкатки станка вхолостую или после испытаний в работе, причем главные элементы станка должны достичь рабочих установившихся температур. Вид образца, его материал и характер обработки для различных станков указаны в соответствующих стандартах.
Проблема обеспечения надежности оборудования комплексная. Каждый из этапов создания станков и условия их эксплуатации оказывают на решение этой проблемы определенное влияние. Надежность станков закладывается при проектировании, обеспечивается при изготовлении и реализуется при эксплуатации.
Современные металлорежущие станки — сложная электро, электрон гидро-, пневмомеханическая система, надежность которой определяется большим числом различных по принципу действия элементов и механизмов. И все же исходя из главного параметра надежности любого станка — обеспечения строго регламентированных показателей качества обработки, — основную нагрузку несет механическая часть станка.
Непреложное требование к конструкции станков — обеспечение высокой жесткости, от которой зависят точность и производительность обработки.
Статическая жесткость станка
Высокая статическая жесткость станка является своего рода необходимым, но недостаточным условием высокого качества обработки на нем. Для этого необходимо обеспечить высокие динамические характеристики станка.
В станках при работе на холостом ходу под нагрузкой возникают вынужденные колебания и автоколебания. Автоколебания при установочных перемещениях (фрикционные автоколебания) и при резании отрицательно сказываются на точности позиционирования, шероховатости и волнистости обработанной поверхности, а при уровне автоколебаний выше определенного процесс обработки вообще невозможен из-за потери устойчивости технологической системы. Поэтому практический интерес представляет определение условий, при которых установочные перемещения и процесс резания будут сохранять устойчивость. Нарушение работоспособности станков во многих случаях вызывается изнашиванием наиболее ответственных деталей. Традиционными способами повышения износостойкости является выбор оптимального вида и режима смазывания узлов трения, их защита от окружающей среды.
В настоящее время в станкостроении наметилась тенденция к комплексной автоматизации станков с ЧПУ, которые могут длительное время (как правило, не менее одной смены) работать в режиме трудосберегающей технологии. Одновременно ужесточаются режимы резания, что приводит к резкому увеличению производительности съема металла. В таких условиях решающим фактором обеспечения надежности оборудования становится решение проблемы эффективного удаления стружки из зоны обработки.
Управления технологического режима обработки
Для обеспечения надежности изготовляемых станков технологический процесс должен предусматривать строгое выполнение всех технических требований, предъявляемых к основным деталям и механизмам станков.
Проблему эксплуатационного обеспечения надежности станков в целом может решить лишь система технической диагностики (СТД). При создании СТД преследуют следующие основные цели:
круглосуточное многосменное использование технологического оборудования с ограниченным числом обслуживающего персонала, т. е. организацию трудосберегающей технологии; в этом случае должны быть автоматизированы все без исключения операции, выполняемые для этого обслуживающим персоналом;
исключение или снижение процента бракованных деталей; это достигается путем дооперационного контроля заготовок, результаты которого являются исходной базой при выборе системой управления технологического режима обработки, а также внутриоперационного контроля большого числа параметров, оказывающих влияние на качество обрабатываемых деталей, и, наконец, послеоперационного контроля размеров, микро- и макрогеометрии обработанных деталей; результаты внутри- и послеоперационного контроля служат основой для коррекции технологического режима обработки;
снижение времени простоев из-за неполадок в станке; для решения этой задачи сигналы со стандартных элементов электроавтоматики станка (датчики давления и расхода, конечные выключатели и т. п.), а также его специальных датчиков (например, износа, температуры, уровня вибраций и т. п.) подаются на устройство, предназначенное для своевременного останова станка, подачи сигнала об этом и определения места нахождения дефекта, вызвавшего останов.
Методы установки и закрепления станка на фундаменте
Установка станка на фундамент влияет на основные показатели его работоспособности. Наиболее распространена установка станков на фундаменты трех видов (рис. 22.1): бетонные полы первого этажа (общая плита цеха); утолщенные бетонные ленты (ленточные фундаменты); специально проектируемые массивные фундаменты (индивидуальные или групповые), фундаменты обычного типа (опирающиеся на естественное основание), свайные и виброизолированные (на резиновых ковриках или пружинах).
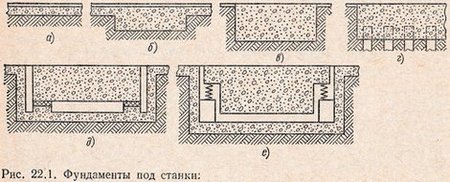
а — пол (общая плита); б — ленточный (сечение в плоскости, перпендикулярной к оси ленты); в — обычного типа; г — свайный; д — на резиновых ковриках; е — на пружинах.
Станки на фундаментах (рис. 22.2) устанавливают: с креплением анкерными болтами — на клиньях с заливкой опорной поверхности станины цементным раствором или на регулируемых опорных элементах (винтовых или клиновых) без заливки; без крепления болтами с заливкой опорной поверхности станины цементным раствором; без крепления болтами и без заливки на жестких металлических регулируемых опорных элементах; на упругих (в частности, на резинометаллических) опорах.

а, в — с заливкой опорной поверхности станины цементным раствором; б — без заливки раствором (с креплением болтами); г — на жестких регулируемых опорах; д – на резинометаллических опорах (без крепления болтами)
Указанную установку станков можно разделить на жесткую и упругую. К жесткой относят установку станка на жестких (металлических) опорах с креплением или без крепления, у которых фундаментом служит плита или бетонный блок, опирающиеся на естественное основание или перекрытие. К упругой относят все виды установки станка на упругих опорах и установки на жестких опорах, у которых фундаментом служит бетонный блок, опирающийся на упругие опорные элементы (резиновые коврики, пружины и т. п.).
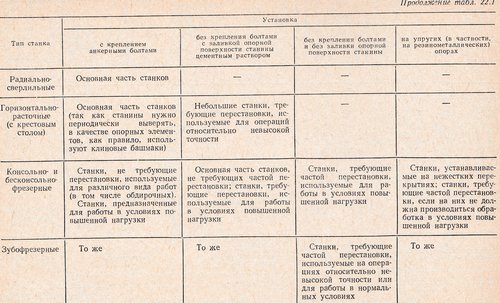
Общие рекомендации по установке станков разных типов на полу первого этажа приведены в табл. 22.1. При установке станков на перекрытиях применяют те же опорные элементы и такое же крепление станков, как и при установке на полу первого этажа. Установку с креплением болтами применяют только в том случае, когда в помещении предусмотрены специальные устройства для крепления болтов (заделаны швеллеры, металлические плиты и т. п.).
Фундамент под металлообрабатывающий станок
 В условиях статических и динамических нагрузок, которые воздействуют на основание, подготовка фундамента под станок является ответственной операцией, требующей четкого проектного расчета и добросовестного соблюдения технологии его изготовления.
В условиях статических и динамических нагрузок, которые воздействуют на основание, подготовка фундамента под станок является ответственной операцией, требующей четкого проектного расчета и добросовестного соблюдения технологии его изготовления.
Суммарная нагрузка (с учетом вибраций), передаваемая на площадь опорной подошвы, не может превышать несущую способность подстилающего грунта, поэтому в зависимости от характера работы оборудования для разных типов станков выбирают разные конструкции фундамента.
Требования к основанию
Фундамент для установки технологического оборудования, включая станки по механической обработке твердых материалов, несмотря на необходимость проведения индивидуального расчета в конкретных условиях эксплуатации, должен соответствовать СНиП 2.02.05-87.
Общие правила по устройству опор для машин, создающих динамические нагрузки, формулируются так:
- Массивность. Чем больший вес имеет основание, тем выше его способность сопротивляться вибрациям станка.
- Высокая прочность и жесткость. Устойчивость к постоянным и переменным нагрузкам прямо пропорционально влияет на срок эксплуатации оборудования на этом фундаменте. Жесткое крепление важно для высокоточных станков.
- Повышенная устойчивость к агрессивным воздействиям (ГСМ, охлаждающие эмульсии, растворители). Необходимо обеспечивать максимальную инертность хотя бы для верхнего слоя монолита.
Такие характеристики нужны фундаменту в комплексе с выдержкой минимально допустимых отклонений по его расчетным габаритам.
В зависимости от массы станка (до 10 т или более) и класса точности разрешается применять под них различные по конструкции основания (общие, одиночные, вибро-изолированные). Вертикальные разрезы таких опор показаны на чертеже:
Ставить 1 шлифовальный станок или группу можно на утолщенные ленты, специально заливаемые в полу цеха, как показано на этом фото:
При монтаже станков на 2 этаже и выше используют рамный или стенчатый тип бесподвального фундамента. У них нагрузка распределяется через каркас на перекрытия или несущие стены (опорные колонны). Вибрация, создаваемая станком, для такой опоры должна быть минимальная. Устанавливая фрезерный агрегат, можно применить демпферы, гасящие частотные колебания.
Уклон верхней плоскости крепления оборудования категорически не допускается.
В противном случае будет неравномерное распределение эксплуатационных нагрузок, что влияет на характеристики работающего станка, оказывает разрушающее воздействие на станину механизма и анкеры в основании.
Сделать для себя
Металлообрабатывающий станок в частной мастерской не является редкостью. Сделать прочный фундамент можно руководствуясь СНиП и техническим описанием для конкретного вида оборудования. В качестве памятки пригодятся такие рекомендации:
- легкие модели станков ставят на железобетон марки М200, М300, тяжелые агрегаты — на М300, М400;
- при расчете давления подошвы на грунт коэффициент условий работы (от 0,5 до 1) зависит от вида оборудования, коэффициент осадки грунта(0,7 – 1) от его влажности;
- контакт материала фундамента с конструктивными несущими элементами здания нежелателен – надо оставлять зазор, устраивать гасящую подушку из щебня, дубового бруса;
- анкера для крепления станка располагаются не ближе 0,2 м к краю основания;
- в отапливаемых мастерских глубина заложения 0,5 – 0,7 м, в неотапливаемых помещениях глубина промерзания + 0,25 м (минимум);
- трамбовка бетона при заливке проводится послойно, толщиной 0,15 м.
Планировать расположение габаритного механизма лучше до заливки пола на предполагаемом месте его установки, как показано на этом фото:
Пример самостоятельного изготовления фундамента под токарный станок ТВ-6 (пошаговые операции) показан на этом видео:
Как и все виды бетонных оснований, фундамент для оборудования нуждается в гидроизоляции, армировании и соблюдении сроков набора крепости монолитом (27 – 30 дней) до начала монтажа на него станка.

