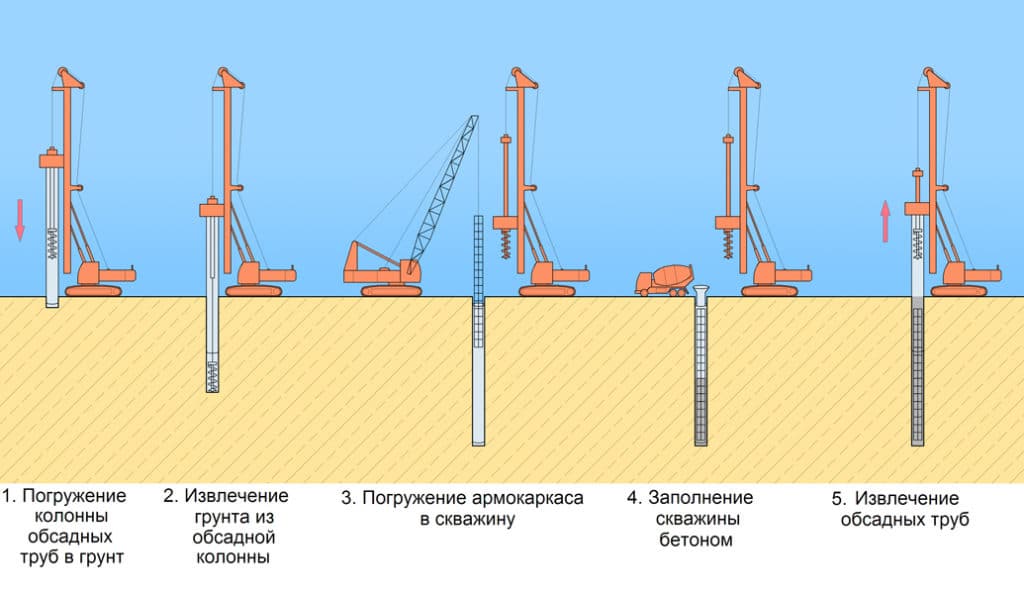
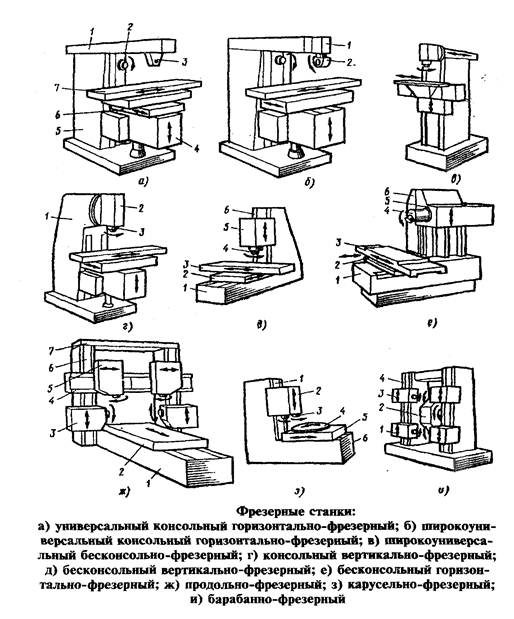
Горизонтально-фрезерный станок: назначение и разновидности
Виды фрезерных станков
Фрезерные станки предназначены для обработки деталей и заготовок с плоскими и фасонными поверхностями. Широко распространены в металлообрабатывающей области промышленной сферы. Несмотря на разнообразие видов станка основные элементы конструкции схожи. Технологические возможности фрезерного станка расширяются с помощью следующих дополнений:
• Универсальной, вертикальной или долбежной головки;
• Универсального делительного аппарата;
• Круглого делительного стола;
• Устройства для нарезания гребенок и т. д.
Остановимся на каждом виде фрезерного станка подробней.
Вертикально-фрезерные станки

(Рис. 1) Данное оборудование предназначено для металлообработки заготовок с помощью торцевых, фасонных, цилиндрических и концевых фрез. Не исключено выполнение сверлильных работ. Применяется для обработки зубчатых колес и пазов, углов и рамок, вертикальных и горизонтальных плоскостей, выполненных из чугуна, стали, цветных металлов и различных сплавов.
Стоит отметить, в таких станках отсутствует консоль, а стол перемещается по направляющим станины. Благодаря такой конструкции станок обладает предельной жесткостью, что обеспечивает сравнительную точность обработки. Шпиндельная головка является и коробкой скоростей. Имеет установочное передвижение по вертикальным направляющим. Обращаем ваше внимание, что шпиндель вместе с гильзой можно сдвигать в осевом направлении.
Также вертикально-фрезерный станок имеет два вида:
• Вертикальный консольно-фрезерный станок;
• Вертикальный фрезерный станок без консоли.
Примеры: 6Р12П,6Р13,Кратон WMM-2,25.
Горизонтально-фрезерные станки
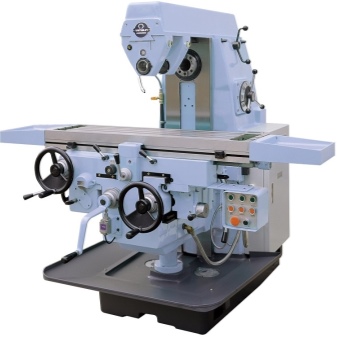
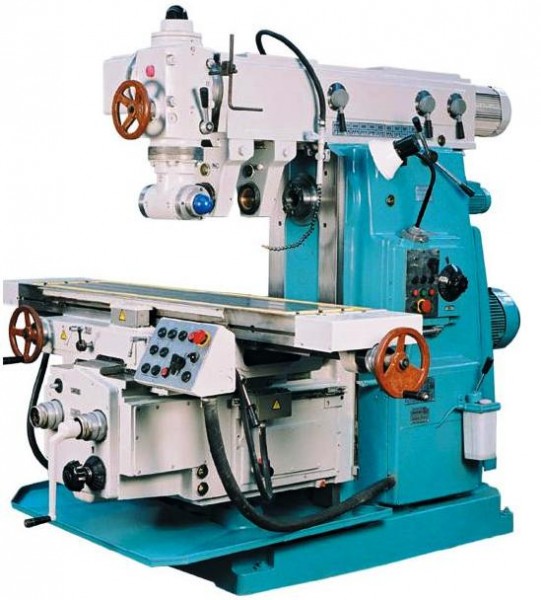
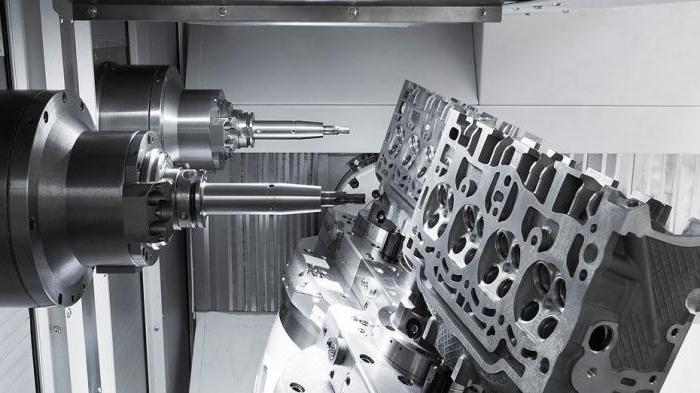
(Рис. 2) Данный тип оборудования имеет горизонтально расположенный шпиндель. Применяется для обработки небольших деталей/заготовок. Конструкция станка позволяет обрабатывать винтовые и фасонные, горизонтальные и вертикальные поверхности, а также углы и пазы. Работы выполняются с помощью дисковых и цилиндрических, угловых и концевых, торцевых и фасонных фрез. Обработка, требующая винтового движения или деления возможна только с применением дополнительных приспособлений.
Отличительной особенностью станка является возможность перемещать стол как перпендикулярно, так и параллельно оси шпинделя. Все «жизненно важные» узлы оборудования установлены на станине, внутри которой также находится коробка скоростей и шпиндельный узел. Коробка подач размещена на консоли, та в свою очередь перемещается по вертикальным направляющим. А оправку с инструментами поддерживает хобот с серьгами.
Приведем несколько моделей в качестве примера: НГФ-110-Ш4, 6П80Г, 6М82ГБ (на базе станка 6М82Г).
Сверлильно-фрезерные станки
(Рис. 3) Сверлильно-фрезерные станки по металлу предназначены для обработки горизонтальных, вертикальных и наклонных плоскостей, а также пазов в крупногабаритных заготовках. Благодаря отличному совмещению двух наиболее часто выполняемых операций в одном станке, существенно экономится производственное пространство и материальные средства. Стоит отметить, что сверлильно-фрезерная головка позволят производить обработку наклонных поверхностей и сверлить под углом. Также головка оснащена автоматическим реверсивным циклом.
Приведем несколько известных моделей: ВСМ-029, СФ-1, Stalex ZX50C, Stalex ZX7550C с УЦИ.
Универсальный фрезерный станок
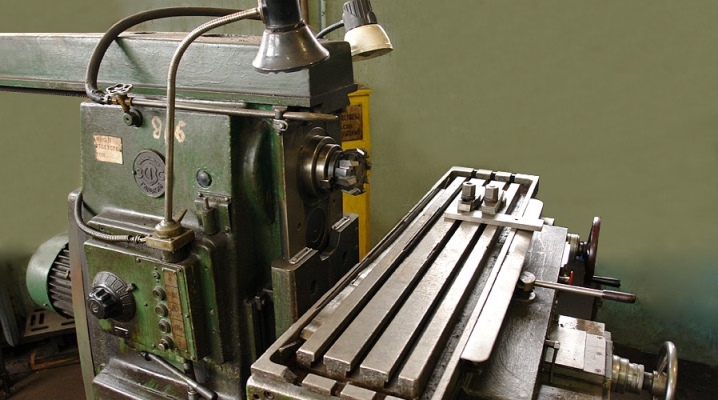
(Рис. 4) Данный вид станков используется для изготовления деталей методом фрезерования в мелкосерийном производстве, в инструментальных цехах и небольших ремонтно-механических мастерских. Применяется для обработки вертикальных и горизонтальных плоскостей, моделей штампов, спиралей и т. д.
Коробка скоростей и шпиндельный узел размещены внутри станины вместе с основными узлами оборудования. Консоль передвигается по вертикальным направляющим, а по консольным направляющим перемещаются салазки с поворотным устройством, на котором располагается специальный стол, он в свою очередь, перемещается в горизонтальной плоскости под разными углами относительно оси шпинделя. Благодаря конструкционным особенностям, производимые работы выполняются быстро и качественно.
Некоторые модели: XW6136, X6436, XN6336C, PROMA FVV-30, Optimum MF1 Vario.
Настольные фрезерные станки
(Рис. 5) Благодаря своей компактности этот тип станков обрел широкую популярность среди ремонтных мастерских и автосервисов, школ и ПТУ. С его помощью выполняются такие операции — сверление отверстий, нарезание резьбы, горизонтальное фрезерование цилиндрическими, дисковыми, фасонными, и другими фрезами, вертикальное фрезерование торцевыми, концевыми, шпоночными и другими фрезами.
Среди конструкционных особенностей выделяют особую жесткость (при правильной установке станка), благодаря чему все работы выполняются с относительной точностью. Данный тип станков применят для серийного производства различных деталей. Основные преимущества настольных фрезерных станков это низкий уровень потребления энергии, мобильность, невысокая стоимость и компактность. Приведем несколько моделей: Optimum BF16 Vario, ВМД-16В (WMD16V), ВМД-20В (WMD20V).
Настольные фрезерные станки с ЧПУ
(Рис. 6) Данный тип станков предназначен для выполнения фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в единичном, мелкосерийном и серийном производстве. Это оборудование оснащается приводами, которые управляются контроллерами, подключенными к любому IBM PC совместимому персональному компьютеру.
Среди основных преимуществ отмечают:
• Значительное увеличение производительности по сравнению со станками ручного управления;
• Очевидное снижение необходимости в квалифицированных работниках;
• Существенное уменьшение сроков перехода на изготовление новых деталей;
• Более простое и практичное технологическое оснащение;
• Значительное сжатие сроков производственного цикла.
Самыми распространенными моделями являются: BF20 CNC Optimum, BF20L CNC, Optimum BF20 CNC PRO с ШВП.
Фрезерные обрабатывающие центры с ЧПУ
(Рис. 7) Фрезерные обрабатывающие центры с ЧПУ используются в следующих секторах промышленности: аэрокосмической, автомобильной, в сфере машиностроения, приборостроения, и других областях, которые не обходятся без массового производства высококачественных деталей. С помощью этих фрезерных обрабатывающих центров выполняется широкий диапазон фрезерных, сверлильных и растачивающих операций. Станки оснащаются современными приводами, управляемые специальными контроллерами, подключенными к любому IBM PC. Выпускается два типа станков: вертикальные и горизонтальные.
Стоит отметить, что все оборудование оснащается системой ЧПУ FANUC 0i Mate – MB. А системы контроля и управления оборудованы высококлассными элементами от мировых производителей. Эта разновидность станочного оборудования отличается высокими скоростями резания и высокой точностью позиционирования инструмента.
Вот несколько известных моделей: JET JVC-3S CNC с ЧПУ Siemens 828D, JET JVC-3F CNC с ЧПУ Fanuc 0i MATE MD, JET JVC-4F CNC, M500, DMTG VDL1000.
Фрезерные станки с ЧПУ
(Рис. 8) Такие станки применяются для массового производства деталей высокого качества в различных областях промышленной отрасли. Изготавливается оборудование с применением последних технологий, поэтому отличаются абсолютно всем от обычных фрезерных станков. Среди особенностей выделяют высокую скорость производительности и отличное качество изготовленных деталей.
Приведем примеры: DALIAN XKW7136b, ОРША-Ф32ВФ3х01, 6ДМ83ШФ2, 6М81ШФ2.
Широкоуниверсальные фрезерные станки
(Рис. 9) Широкоуниверсальные фрезерные станки предназначены для выполнения всех видов фрезерных работ со сталью, чугуном, сплавами и другими материалами. В отличие от горизонтально-фрезерных станков, данный тип имеет еще одну шпиндельную головку, установленную на выдвижном хоботе, ее можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Не исключена раздельная и одновременная работа обоими шпинделями. Для дополнительной универсальности станка на поворотной головке устанавливают накладную фрезерную головку, она дает возможность обработать на станке детали необычной сложной формы не только с помощью фрезерования, но и сверлением, зенкерованием, растачиванием и т. д.
В отдельных видах широкоуниверсальных станков отсутствует консольная панель. Вместо нее по вертикальным направляющим станины, передвигается каретка, которая в свою очередь имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами. Как правило, с их помощью устанавливается дополнительные приспособления такие как, делительный стол или другое делительное устройство.
Приведем в качестве примера несколько широко распространенных моделей данного станка: НГФ-110-Ш4+ВФГ, JET JMD-939GH, СФ-676 (675), JET JMD-1452TS DRO.
Из вышеперечисленных моделей состоит фрезеровочная группа токарных станков. Они различны по габаритам и типу выполняемых работ. Но одинаково применяются в промышленной отрасли. Каждый из приведенных типов предназначается для выполнения специальных работ, которые невозможно произвести на станках другого класса.
Технические характеристики полностью зависят от конкретного производителя и марки станка. А качество производимых деталей зависит от уровня профессионализма мастера-фрезеровщика.
Автор: Администрация Общая оценка статьи:  Опубликовано: 2015.05.11 Обновлено: 2020.03.04
Опубликовано: 2015.05.11 Обновлено: 2020.03.04
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Фрезерные станки

Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.

Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.

Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
- универсальные;
- специализированные.
4. По наличию консоли:
- консольные;
- бесконсольные.
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).

Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
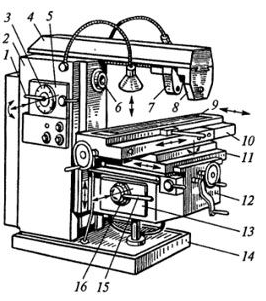
Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Прочие фрезерные станки
Рассмотрим другие фрезерные станки, которые составляют меньшую группу по сравнению с двумя образцами, описанными выше.
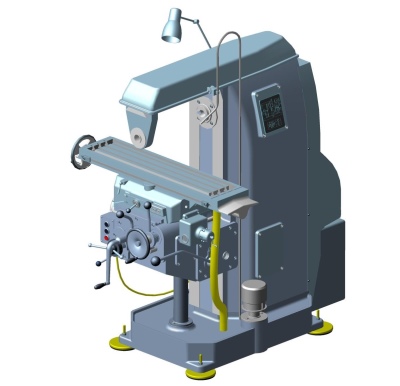
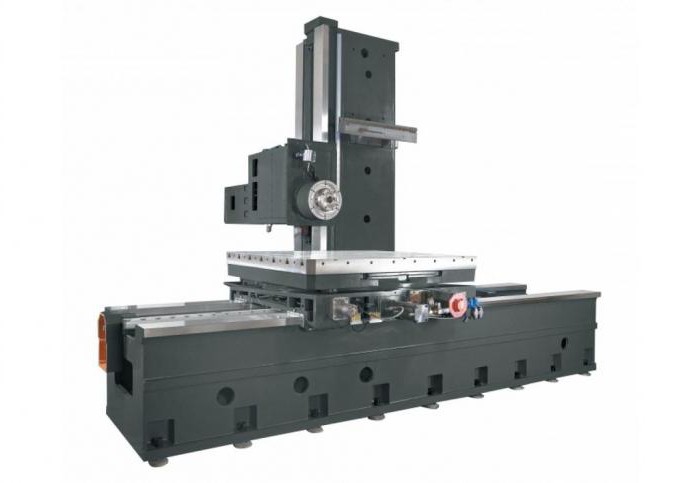
1. Бесконсольные фрезерные станки (рис. 5). Могут быть как с вертикальным, так и с горизонтальным расположением шпинделя. Служат для более простой фрезерной обработки металлов и дерева в плане сложности самих фрезерных операций. Не имеет настроек по высоте подъема стола ввиду отсутствия консоли. Преимуществом является повышенная точность обработки.

Рисунок 5. Бесконсольный фрезерный станок.
2. Продольно-фрезерный станок (рис. 6). Предназначен для продольного фрезерования деталей большой длины или деталей, которым необходима простая прямолинейная обработка. Также эти станки могут работать со шлифовальными кругами.
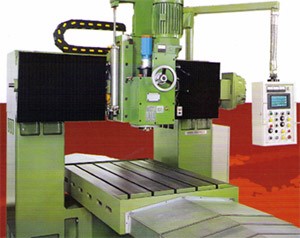
Рисунок 6. Продольно-фрезерный станок.
3. Шпоночно-фрезерный станок (рис. 7.). Предназначен для прорезания шпоночных пазов на заготовках различной формы. Работают такие станки в автоматическом режиме после задания параметров шпоночного паза.

Рисунок 7. Шпоночно-фрезерный станок.
4. Зубофрезерный станок (рис. 8). Используется для создания зубьев различных параметров. Для этих станков применяются специальные фрезы, предназначенные под создание определенных профилей зубчатых колес и червячных передач.
Горизонтально-фрезерные станки
- Устройство
- Назначение
- Обзор видов
- По массе
- По типу управления
- Маркировка
- Дополнительные приспособления
- Применение
Горизонтально-фрезерные станки – распространенный вид устройств. Они применяются для выпуска как крупных партий, так и мелких серий, а также уникальных изделий из твердых материалов.


Устройство
Фрезеры – вид оборудования, предназначенного в промышленности для обработки всех типов металлов и сплавов. Принцип работы такого устройства заключается в следующем: деталь, укрепленная на рабочем столе, обрабатывается особым режущим инструментом, фрезой. Обтачивание ведется с высокой точностью.

Фрезы подразделяются по внешнему виду. Чаще всего применяются концевые, цилиндры, фасонки, пазовые. С помощью режущего инструмента доводятся до заданных параметров плоскости, зубчатые колеса, заготовки из металла.

Оправка фрезы крепится в шпинделе. Он представляет собой вал с зажимным патроном, совершающий правый и левый обороты вращения. Базовым для станка считается движение фрезы, подающим – перемещение заготовки, которая лежит на рабочей поверхности. Подача объекта совершается либо прямолинейно, либо по кривой, иногда одновременно по обеим траекториям.
Горизонтально-фрезерный станок имеет отличительную черту – «лежащий» шпиндель, агрегат, оснащенный поворотным устройством, называется универсалом. Рабочая поверхность широкого формата смещается по трем перпендикулярным осям: продольной, поперечной и вертикальной.

Как правило, техника укомплектована массивными частями, поскольку на ней дорабатывают крупные заготовки. Универсал выпускается с вращающейся плитой, при помощи которой стол может переходить в наклонное положение.
Все основные узлы устройства монтируются на станине. Внутри нее размещаются переключатель скоростей и механическая часть. Оправка с фрезой удерживается в конструкции специальным хоботом.
Цилиндры подрезают заготовку по горизонтали, для вертикальных плоскостей нужны торцевики или диски. Их можно комбинировать, использовать одновременно несколько различных. Чем жестче закреплен инструмент по длине оправки, тем точнее выполняется обтачивание. Непоколебимость фрезы поддерживают подвески. Для достижения устойчивости диаметр выбранного инструмента должен соответствовать нормативам, установленным производителем.

Для работы оператора предназначена размещенная по центру станины панель управления. Во многих разновидностях панели расположены по обе стороны. Это облегчает работу оператора и значительно увеличивает производительность.
Горизонтальное устройство – это мощный многофункциональный агрегат с большим диапазоном скоростных режимов. Точность выполнения задач любого уровня сложности на современном устройстве отвечает высоким стандартам качества.

Назначение
Назначением устройства является расточка, то есть увеличение диаметра отверстий до необходимой величины в заготовке из металла. Оборудование, помимо этого, служит для таких операций:
обтачивание, выравнивание поверхностей и пазов;
нарезание всех видов резьбы;

Технические характеристики таких станков обеспечивают им успешную работу с любыми плоскостями. Жесткая конструкция позволяет выдерживать значительную весовую нагрузку. Для эффективной работы все части агрегата производятся из прочных металлов и сплавов. Благодаря этому уровень вибрации и динамические колебания сведены к минимуму. Направляющие выполнены из твердых материалов, устойчивых к износу при продолжительном трении. Кнопки аварийного отключения и предохранительные устройства служат для безопасности при работе.

Обзор видов
Горизонтальные станки классифицируются на консольные и бесконсольные. Бывают с одной или двумя стойками.

Станки по дереву предназначены для изготовления деталей сложной конфигурации. Они бывают ручными, настольными, копировальными. Такие устройства используются в домашних мастерских. Широкоуниверсальные фрезеры по дереву, совмещенные с электроникой, относятся к новым и самым мощным.

Токарные агрегаты подразделяются на классы в зависимости от назначения. Часть оборудования по металлу рассматривают только как модели для нарезки резьбы и обточки зубьев.

По массе
Металлообрабатывающие устройства принято разделять на классы в зависимости от массы.
Первый класс – легкие. Масса станков до 1 тонны.
Второй – средние по массе, до 10 тонн.
Третий – тяжелые станки. Выделяют три подгруппы: крупновесные от 1 до 30 тонн, очень тяжелые – свыше 30 и до 100 тонн, уникальные – больше этого веса.



По типу управления
Тип управления определяется как ручной, автоматический или полуавтоматический. Любой станок может быть оснащен числовым программным управлением (ЧПУ). В ручном режиме все операции выполняет токарь – запускает оборудование, выбирает режим подачи инструмента и скорости, размещает деталь и снимает ее с рабочей поверхности, останавливает процесс.

В полуавтоматическом режиме работать становится проще, так как выполняется заданный цикл. Работник размещает деталь и закрепляет ее, производит включение. После того как все операции выполнены, ему нужно только снять готовое изделие со стола и поместить следующее.
Станки с ЧПУ работают по записанной на флеш-карту программе без участия оператора. Рабочий приводит в действие цикл и наблюдает за процессом, выступая в роли наладчика, если это необходимо. Для универсального станка наличие ЧПУ может замедлить процесс производства, так как потребуется значительное время для перепрограммирования.

Маркировка
Агрегаты маркируются в зависимости от специализации. Проставленные цифры обозначают: первая – номер группы, берется из классификационной таблицы; вторая цифра – вид оборудования.
- 1 – Вертикальные консольные устройства.
- 2 – Изготавливающие одинаковые детали поточным методом, непрерывного действия.
- 3 – Копировальные. Выполняют действия по трафарету.
- 4 – Гравировальные.
- 5 – Вертикальные бесконсольные.
- 6 – Предназначенные для массового производства, продольные фрезерные.
- 7 – Универсальные. Благодаря широкому спектру возможностей отлично подходят для работы в мастерских, мелкосерийного и штучного производства.
- 8 – Горизонтальные консольные.
- 9 – Различные, других видов и предназначения.


Третья или третья и четвертая цифры указывают на габариты. Между первой и второй помещают букву, что означает, что модель – модернизированная. В случае если основная модель имеет конкретную характеристику, букву размещают в конце маркировочной цепочки.
Буквы С, А, П, В характеризуют класс точности обработки. Горизонтально-фрезерные станки маркируются буквой Г. Широкоуниверсальные обозначаются в конце маркировки буквой Ш.

Дополнительные приспособления
Чтобы усилить жесткость и надежность, конструкцию совершенствуют, помещают дополнительную опору и укрепляют рабочий стол. Особенно это относится к станкам с ЧПУ.

Очень важно правильно выбрать фрезу. Если станок многошпиндельный, можно производить обтачивание металлических деталей различными фрезами одновременно, закрепленными в револьверной головке. Инструмент вставляется в оправку, и затем в шпиндель. Работы по металлу производят с применением специальных головок.
Сквозные пазы на фрезере протачиваются трехсторонними дисками. Чтобы получить высокую точность, желательно проточить паз за один проход. Это сложная задача, если нужен широкий паз, и в этом случае чистовой проход делается фрезой с большим диаметром. Инструмент крепится для надежности в двухопорный шпиндель.
Простые станки предназначаются для работы одним или двумя видами фрез. Горизонтально-фрезерные устройства для обточки цилиндрами и дисками, как правило, имеют расширенные возможности за счет добавления торцевых фрез.
Применение
Универсальность сделала оборудование незаменимым как в крупном производстве, так и в индивидуальном бизнесе. На станках обрабатываются вертикальные и горизонтально расположенные поверхности. Обеспечивается фрезерование заготовок с разделением.
На горизонтально-фрезерных станках вырезают шпоночные канавки в деталях. А также выполняют разноплановые работы по металлу. Одного цикла фрезерования достаточно, чтобы сделать шпицы на валах до 100 мм. Если валы более широкие, может потребоваться два захода.
Горизонтальные фрезеры удобны для обработки деталей с большим диаметром, поскольку они оснащены делительными механизмами и разделительными головками, необходимыми для чернового фрезерования.
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
 Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные ЧПУ
 При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные системой числового программного управления, имеют следующие особенности компоновки:
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные системой числового программного управления, имеют следующие особенности компоновки:
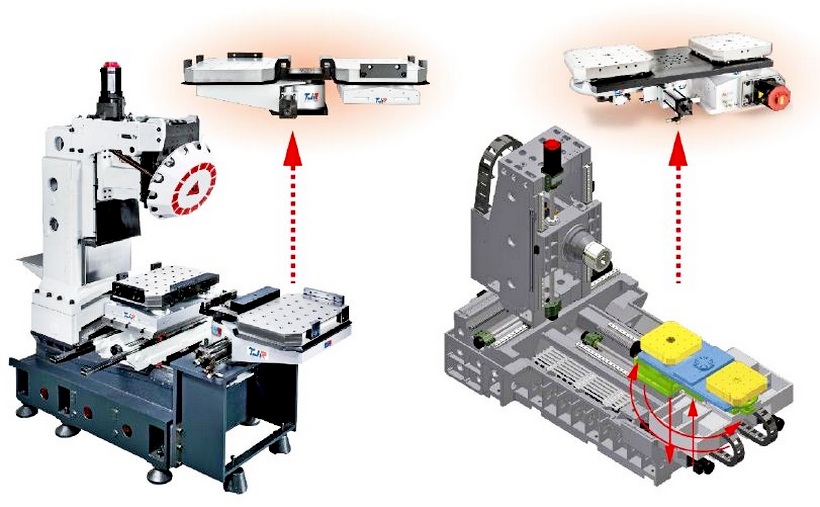
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими специалистами компании «СМК» по телефонам 8 (4822) 620-620
Горизонтально-фрезерный станок

Горизонтально фрезерный станок – оборудование для обработки металла или дерева. С точки зрения конструкции это агрегат с ЧПУ и поворотным столом. В зависимости от типа станок может комплектоваться консолями или нет, быть одно- или двух-стоечным.
Горизонтально фрезерный станок: описание
Конструкция горизонтального сверлильного станка включает в себя такие узлы, как перемещаемая консоль, стол, коробка скоростей, шпиндель, салазки. Агрегат выполняет такие работы:
- обтачивание деталей, сверление;
- обработка материалов различного типа, включая металлы;
- изготовление деталей по заданным чертежам;
- снятие стружки необходимой толщины;
- создание прототипов.
Горизонтально фрезерный станок отличается от вертикального расположением рабочего шпинделя. Также модели этого типа имеют функцию перемещения рабочего стола в 3-х осях, что расширяет возможности оборудования и делает его более удобным для обработки материалов.
Расточные станки различны по особенностям конструкции, рабочему функционалу. Они могут иметь функцию передвижения оси в нескольких плоскостях. Важные критерии — это также наличие ЧПУ, программного обеспечения, функции чтения чертежей.
Устройство горизонтально фрезерного станка
Модификаций конструкции оборудования несколько. Базовая модель включает в себя такие узлы:
- станина (основание, на котором располагаются механизмы и элементы управления);
- коробка скоростей;
- перемещаемая консоль;
- рабочий стол для материалов или деталей (может ходить в нескольких плоскостях);
- шпиндель (горизонтальная ориентация);
- коробка подач;
- хобот для фиксации подвески;
- фрезерная оправка;
- поперечные салазки;
- подающий механизм;
- двигатель (мощность зависит от типа установки, класса).
Благодаря особенностям конструкции с поворотной плитой можно горизонтальную поверхность превратить в наклонную, облегчив работу и повысив производительность. Наличие ЧПУ может сильно замедлить процесс обработки, так как потребуется времени на перепрограммирование.
Рабочая поверхность оборудования может двигаться в разных направлениях. Обычно она крепится на 3 осях, которые обеспечивают движение:
- вертикальное — по направляющим основной станины (происходит при перемещении консоли);
- поперечное — при перемещении салазок;
- продольное — по направляющим салазок.
Назначение
Работает станок при помощи дисковых и торцевых фрез. Есть станки, оснащённые фрезами обоих типов. Точность работы зависит от материала, правильности установки фрез по всей длине отправки. Для повышения жесткости применяют подвески. Контроль осуществляется через ЧПУ.
Для оборудования, работающего в полуавтоматическом режиме, необходимо задать цикл и нажать кнопку. В промышленности рекомендуют автоматические установки — токарь занимается отладкой этого оборудования и наблюдением, участие рабочего не требуется.
Могут применяться узлы, расширяющие функциональность оборудования. Многофункциональный узел с ЧПУ с блоком CNC для сложных работ позволяет задавать схему в автоматическом и полуавтоматическом режимах. Оборудование чаще применяют для обработки деталей из твердых сталей и сложных материалов.
Магнитные и электромагнитные столы для обработки металлов исключают необходимость применения механического крепежа, что повышает качество обработки.
Технические характеристики и маркировка
Все обрабатывающие станки делят по таким характеристикам:
- число скоростей переключения;
- частота вращения;
- количество оборотов рабочей головки (обычно 400-3500 оборотов за минуту);
- мощность установки (влияет на скорость обработки);
- особенности хода стола в вертикальном и горизонтальном направлениях;
- способ подачи (ручная / механическая);
- ручное или электронное управление;
- наличие охлаждающей системы, ЧПУ.
Могут использоваться фрезы разных типов. Угловые — для получения требуемой конфигурации детали. Торцевые — для вертикальной обработки заготовок (формируется профильная структура). Плоскостные и цилиндрические — для поверхностной обработки, снятия слоя определенной толщины. Фрезы последнего типа могут иметь разное количество зубьев.

При выборе фрезерной установки учитывайте тип оборудования — смотрите на маркировку:
- консольный вертикально-фрезерный станок «1»;
- работающий на поток (непрерывного действия для изготовления однотипных деталей) «2»;
- трафаретные (копировальные) «3»;
- гравировальное оборудование «4»;
- бесконсольные с крестовым столом «5»;
- продольно-фрезерные (применяются редко) «6»;
- универсальные широкого спектра применения (используются для штучного производства, мастерских) «7»;
- горизонтальные консольные «8»;
- прочие «9».

Маркировка указывает на тип базовой модели. «Ш» означает широкую универсальность. «В», «П», «А», «С» показывают класс точности. «Г» говорит о горизонтальной ориентации рабочего шпинделя.
Классификация горизонтально фрезерных станков
Горизонтальный станок по металлу или дереву по принятой классификации относится к 6-й группе, но некоторые типы оборудования определяются как резьбонарезные и зубообрабатывающие. Блоки ЧПУ обычно ставят на устройства 6 группы. Агрегаты 5 группы для выполнения тонких задач не пригодны.
Классификация токарного оборудования:
Назначение, вес установки
Легкие устройства, вес – до 1 т (применяют в быту, в мастерских)
Горизонтально-фрезерные станки
Фрезерные станки используются для обработки металлических заготовок с помощью вращающейся фрезы. Принцип работы заключается в перемещении заготовки под вращающейся фрезой. Управление фрезерным станком может осуществляться как ручным, так и автоматическим методом, осуществляемым с помощью ЧПУ.
Наиболее распространенный подвид станков с фрезой — это горизонтально-фрезерные, поскольку они более универсальны, и обладают более широкой областью применений.
Классификация горизонтально-фрезерных станков
Фрезерные станки классифицируют по нескольким группам:
— консольные горизонтально-фрезерные станки;
— с поворотным столом;
— широко-универсальные (с большим количеством дополнительных фрезерных головок);
— вертикальные станки, с консолью или без нее;
— горизонтальные и вертикальные с установленным крестовым столом;
— копировальные фрезерные станки;
— портальные — с передвижным порталом;
— широкоуниверсальные инструментальные станки;
— карусельные;
— фрезерные станки с непрерывным типом работы;
— барабанные и т.д.
Принцип работы горизонтально-фрезерных станков
Как в любом фрезерном станке, принцип работы фрезеров, в которых работающий шпиндель установлен горизонтально, основан на передвижении движущегося стола с заготовкой под вращающейся неподвижной фрезой. Такие станки могут быть как консольными, так и бесконсольными. На горизонтально фрезерных станках производится обработка заготовок и деталей сравнительно небольшого размера и веса. Стол имеет два направления движения в одной плоскости. Возможно использование любых видов фрез: концевых, пальцевых, фасонных и так далее. С помощью этих станков можно обрабатывать не только горизонтальные, но и вертикально расположенные поверхности, а также пазы, углы и так далее. При помощи делительных устройств возможна очень высокая точность обработки заготовок, которые необходимо периодически делить.

Все узлы горизонтально-фрезерного станка собраны на станине, в внутри нее расположены механизмы управления скоростями и прочая механика. Часть моделей этих станков является широкоуниверсальными, благодаря большой площади стола и поворотным головкам фрезы. Управление станком осуществляется с приборной панели, которые могут быть дублированы для удобства управления.
Эксплуатация горизонтально-фрезерных станков
Горизонтально-фрезерные станки используются не только в маленьких цехах, но и на очень больших заводах. Использование станков для обработки металлических изделий весом около тонны возможно только теперь благодаря появлению высококачественных сплавов для конструкции станины станка и подвижного стола, которые способны выдерживать такие нагрузки при относительно небольших размерах.
Обладая большим выбором скоростей и очень высокой мощностью, фрезерные станки также являются высокоточными, что обеспечивается гасителями вибрации, которая иначе ухудшала бы точность работы.
Отличительной особенностью консольных горизонтально фрезерных станков стал повышенный диапазон возможностей, обеспечиваемых дополнительным оборудованием, таким как поворотный стол. На таких станках возможна выточка зубьев для шестерен и других сложных заготовок.
Широкий спектр работ выполняется именно с помощью горизонтально-фрезерных станков, которые позволяют с высокой скоростью и точностью обрабатывать твердые сплавы в ручном или автоматическом режимах. Станки с ЧПУ и копировально-фрезерные автоматы способны в автоматическом режиме вытачивать огромное количество деталей после одного прогона на программирование, что сокращает необходимость в ручной работе до достаточно небольших объем, а следовательно и уменьшает затраты на производство.
Назначение и классификация фрезерных станков
Назначение фрезерных станков и основные типы фрез
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
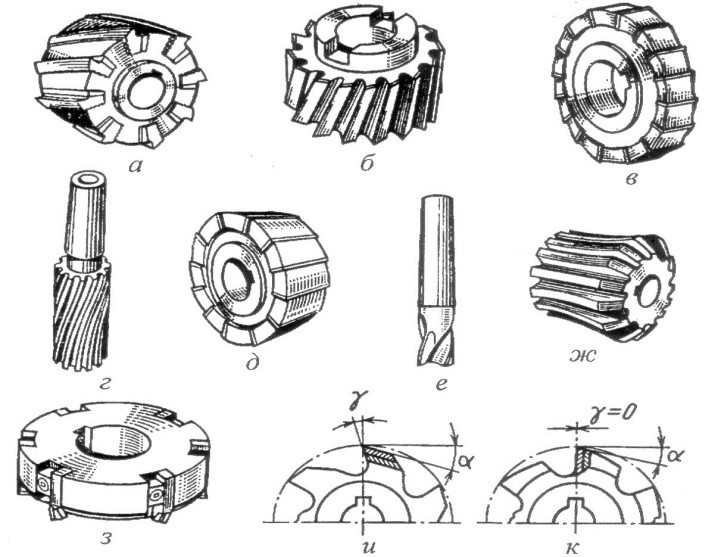
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. 1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.
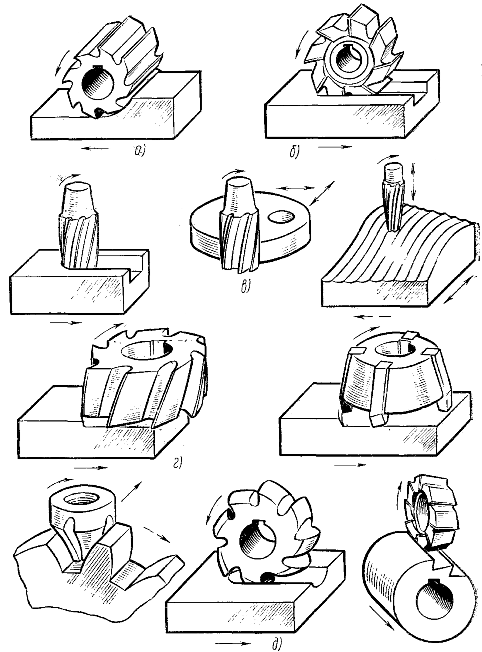
Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82Г, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р83Г, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение — коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Характеристики горизонтально-фрезерных станков, как выбрать модель
Конструкция горизонтально-фрезерного станка. Технические характеристики оборудования, скорость обработки и особенности станков, как выбрать модель.
Обработка неподвижных объектов с отделением материала от основной детали по плоскости ведется на горизонтально фрезерных станках. Их назначение – восстанавливать геометрические поверхности с заданной кривизной методом резания вращающимся инструментом. Популярно стало использование УСП (универсальные сборочные приспособления), эти станки также используют для торцовочных, черновых шлифовальных и горизонтально-расточных операций.
Процесс горизонтальной обработки материалов резанием с использованием вращающегося инструмента называется фрезерованием. Фрезеровка очень похожа по технологии на сверление, но отличается возможностью работы боковой режущей кромкой инструмента.
Основные технические характеристики
Основное отличие фрезерных операций и предназначенного для этого оборудования — количество координат, в которых одновременно обрабатывается поверхность. Для описания технологических свойств фрезерных станков служат следующие параметры:
- точность выполнения операций;
- максимальные перемещения по координатам;
- режимы и скорость подач;
- режимы резания и нагрузки;
- наличие механизированной смены инструмента;
- возможность установки дополнительного оборудования;
- потребляемая мощность.
Каждая из этих характеристик влияет на общую конструкцию станка. Итоговые параметры сочетают в себе компромисс между основными характеристиками.

Область применения
Характер применения горизонтально-фрезерных станков очень разнообразен. Перечислим материалы, которые могут быть на них обработаны:
- черные металлы и чугун;
- цветные и драгоценные металлы;
- древесина;
- полимерные материалы, пластикат.
По типу операций, проводимых на станках этого типа, они делятся на:
- продольно-фрезерные;
- рейсмусовые;
- горизонтально-расточные.
Продольные фрезеры по металлу используются в черновых заготовительных операциях, выполнении пазов, протяженных полостей, торцовочных и раскроечных операциях дисковыми фрезами.
Рейсмусовые станки используются в деревообрабатывающей промышленности для калибровки доски по толщине. Их отличает механизированная подача обрабатываемого материала.
Горизонтально-расточные фрезеры используются в составе промышленных линий по производству автокомпонентов, в ремонтных мастерских.
Использование поворотных столов и УСП (универсальные сборочные приспособления) позволяет расширить сферу применения этого типа станков. Одним из назначений, при установке заготовки в делительную головку, является нарезание элементов зубчатых колес.

Выбираем модель по техническим характеристикам
Параметры оборудования задаются технологическим процессом, используемым на предприятии. Например ремонтные мастерские широко используют малые станки 6Т82, 6Т83. Этот тип фрезеров имеет подходящие габариты, мощность и стоимость для небольшой мастерской.
По частоте шпинделя
Черновые и торцовочные работы не требуют высокой чистоты обработки. Для этого типа работ достаточно низкоскоростных шпинделей с частотой до 2500 тыс. об. Они приводятся во вращение ременными передачами через шестереночную коробку скоростей с ручным или механизированным устройством смены диапазонов. К таким моделям относятся станки 676П, 6Т82, 6Т83, НГФ-110-Ш4.
Среднечастотные шпиндели применяются в большинстве универсальных фрезеров. Их частоты от 0 до 12000 об. мин. Привод от мотора ременной, непосредственный, без промежуточных шестерен. Такой частоты хватает для чистовой обработки всех материалов, включая сыпучие и камнеподобные. Представитель станка со шпинделем этого типа — Starlex WFM 750.

Частоты от 12000 до 18000 — это высокочастотный диапазон. Он используется в ювелирном деле и зубном протезировании. Эти шпиндели уже относятся к прецизионным механизмам с непосредственной связью ротора мотора и конуса инструмента. Из-за сильного нагрева требуют принудительного охлаждения. Применяются в обработке ценных пород древесины, мебельном производстве, зубопротезном и часовом производстве,
Обороты от 18000 и выше — это диапазон ультраскоростей. Применяются в микроэлектронике, микрохирургии, ювелирном деле. Выполняются как монолитные моторшпиндели с жидкостными или пневмоподшипниками и принудительным охлаждением диэлектрическим теплоносителем.
Высокоскоростные шпиндели используются на горизонтальных станках очень редко: это вотчина вертикальных типов. Чаще всего такое оборудование изготавливается под заказ, на специализированные узконаправленные операции.
По скорости
Скорость подач зависит от конструкции направляющих механизмов. Чугунные полозья на станине обладают массой достоинств по точности работы, жесткости обработки, невысокой стоимости ремонта, но ограничивают скорости перемещения, имеют низкий ресурс. Большая площадь трущихся поверхностей заставляет применять более мощные моторы подач. В сочетании с приводом исполнительного механизма от пары винт-гайка скорость такой системы не превышает 1000 мм. мин.
Рельсовые шариковые направляющие — это новый этап развития станкостроения. Они являются универсальными элементами подач, которые используются в широкой номенклатуре механизированных станков. Легкость монтажа, большой выбор моделей, технологичность изготовления, минимальное сопротивление трению — это их основные достоинства. Применяются во всех типах фрезеров современных типов, особенно с компьютерным управлением. Так как сервоприводы больших мощностей, требуемые для классических направляющих, очень сильно увеличивают стоимость всего станка, такие модели стоят дороже универсальных механических аналогов При применении ШВП могут обеспечить скорость подачи до 50000 мм. мин.

Как устроена конструкция станка
Конструкции горизонтально-фрезерного станка классифицируются на консольные и бесконсольные. Они отличаются возможностью менять расстояние между режущей плоскостью инструмента и деталью при помощи подъема стола. К консольным относятся все модели малых и средних фрезеров, которым не нужна повышенная жесткость при работе, так как они не работают с крупногабаритными деталями. В консоль убраны коробка скоростей и ходовой винт подачи стола, муфты быстрого хода. Бесконсольные станки используются при обработке больших корпусов.

Станина
Все устройства и механизмы фрезерного станка смонтированы на станине. Это основной конструктив, от которого зависит точность и качество выполняемой работы. Она выполнена по схеме с расположением рабочих органов в разрыве линии, составляющей рисунок буквы С. Станина изготавливается из чугуна, имеет большую жесткость и вес. Это снижает вибрации инструмента в процессе работы, увеличивает чистоту реза за счет гашения колебаний в массивном основании.

Коробка подач
Разные материалы требуют индивидуальных величин подач и частоты вращения инструмента. Задача коробки скоростей — изменение передаточного отношения приводного вала и оси инструмента для регулировки режимов резания. Рабочие величинами для механических коробок подач – от 400 до 600 мм.мин.
Современные универсальные фрезеры постепенно лишаются механических элементов. Станок 6Т12Ф не имеет классической коробки скоростей. Она заменена на высокомоментный двигатель постоянного тока. Применение такое решения на универсальном станке позволило сделать диапазон рабочих подач бесступенчатым. Достоинства бесступенчатой подачи:
- повышение жесткости конструкции за счет меньшего количества люфтов в механизмах;
- увеличение максимальных скоростей обработки в двое;
- увеличение надежности станка.

Консоль
Консоль служит регулировочным органом для рабочей высоты над столом. Установлена на винт с отдельным приводом, который служит ей опорой. В корпусе консоли размещена коробка скоростей подач стола, салазок, их ходовые винты, механизм быстрого хода. Высота над столом настраивается перед началом работы и не меняется во время рабочего хода.
Коробка переключения скоростей
Привод главного движения фрезера оснащается асинхронными электродвигателями с частотами вращения 1500, 3000 об.мин. Так как технологические режимы обработки требуют индивидуального подбора, то необходим механизм изменения скорости вращения фрезы. Для этого станок оснащен коробкой переключения скоростей. Диапазон регулировки от 25 до 2500 об.мин.

Стол и салазки
Фрезерный стол — это база для всех измерений и место крепления обрабатываемой детали. От точности исполнения его плоскости зависит точность фрезеровки на нем изделий. На столе располагается Т-образный паз, в который устанавливаются крепежные болты. Сбоку стола смонтированы кулачки путевых выключателей и измерительный лимб ходового винта. В системе координат станка стол носит название координаты «Y».
Салазки — это координата «X», по которой деталь перемещается в поперечном направлении. На них также расположены кулачки путевиков и лимб.
В процессе работы приводится в движение только одна координата. Одновременное движение по двум координатам возможно только на станках с независимым приводом, к которым относятся станки с ЧПУ.

Особенности станка с числовым управлением
Основой горизонтально-фрезерных станков с ЧПУ является та же станина, что и на универсалах. Кардинально они отличаются в организации привода координат и инструмента. Место механических органов регулировки скорости подач занимают высокомоментные сервоприводы, а вместо лимбов появляются оптические энкодеры. Привод главного движения заменяется на частотно регулируемый, позволяющий полностью избавиться от промежуточных механизмов между мотором и шпинделем.
Такое построение станка диктуется необходимостью контроля стойкой ЧПУ текущего положения всех систем и механизмов. Эти данные заносятся в память компьютера, а на их основе выдаются команды движения.
Конструкция станков с ЧПУ стала проще и надежнее из-за отсутствия большого количества механизмов. Их функции перенесены в программное обеспечение. Так как ненадежные шестереночные передачи заменены прямыми приводами, то возросла скорость и точность обработки, появилась возможность одновременного перемещения детали по всем координатам с регулировкой скорости подачи.

Правила эксплуатации
При работе на горизонтально-фрезерном станке нужно соблюдать паспортные режимы и правила техники безопасности. Операторы станков пренебрегают этими правилами, а это представляет большую опасность для окружающих и работоспособности оборудования.
Чтобы станок служил долго и исправно, нужно изучить его предельные характеристики. Их ни в коем случае нельзя превышать, так как это чревато не только порчей оборудования, но и травмой оператора. Сломанный инструмент из-за нарушения режимов резания может искалечить работающего на нем человека. Запрещено работать на станке без индивидуальных средств защиты и защитных экранов.
Горизонтально-фрезерные станки: модели, технические характеристики, устройство, назначение
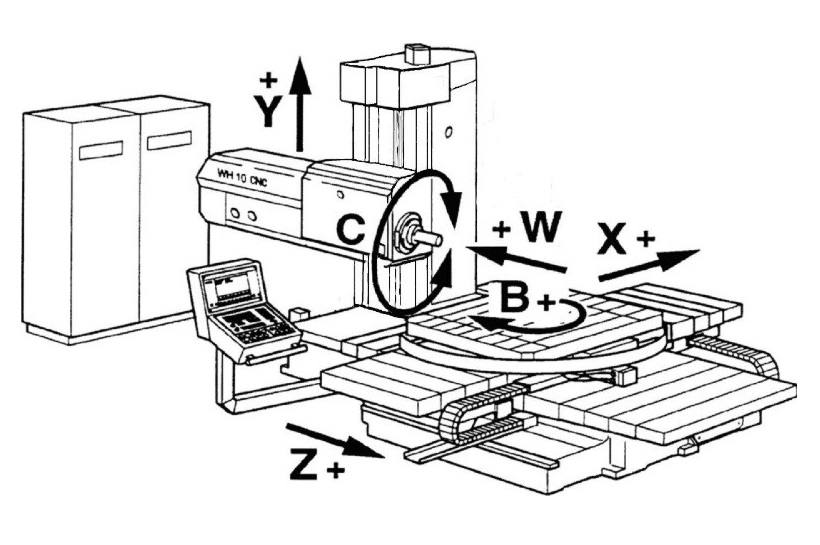
Горизонтально-фрезерные станки используются для производства деталей, получаемых за счет вращательных движений режущего инструмента. Одновременно с этим фреза может выполнять в цилиндрических заготовках отверстия, делать плоские участки, пазы, кромки. У такого оборудования обязательно присутствует как минимум 3 оси: шпиндельная-вращательная, вертикальная и горизонтальная. Может быть и 4, часто используется дополнительная вертикальная ось. Это дает больше свободы движению режущего инструмента.
Устройство и назначение
Горизонтально-фрезерные станки выполняются под различные размеры: от маленьких настольных до уникальных промышленного назначения. Обработке подвергаются материалы из металла, пластмассы, стекла, дерева и др. Заготовка размещается на столе и крепится скобами либо вакуумом. Режущий инструмент крепится в шпиндельном узле, и он может перемещаться вертикально. Чаще стол имеет две оси, что позволяет смещать заготовку в требуемую координату.
Горизонтально-фрезерные станки имеют множество модификаций, у которых одна ось стола может двигаться перпендикулярно инструменту, другая параллельно. В большинстве случаев этого становится достаточно, чтобы производить корпусные детали, блоки двигателя и другие аналогичные изделия. Обороты инструмента зависят от мощности шпиндельного мотора, а вид материала для обработки от жесткости конструкции.
Горизонтально-фрезерные станки используются несколько десятков лет. Внедрение систем ЧПУ позволило повысить точность обработки и производительность оборудования. Одним из пользующихся спросом является горизонтально-фрезерный станок 6Р82, производимый еще во времена СССР. Электронная начинка позволяет встроить машину в технологическую линию или реализовать производство уникальной продукции.
Универсальная модель
Горизонтально-фрезерный станок 6Р82 можно подстраивать под уникальные задачи за счет следующих модификаций:
- Делительной головки.
- Накладной универсальной головки.
- Круглого поворотного стола.
- Дополнительной оси вращения.
- Устройства для нарезания гребенок.
- Универсального делительного аппарата.
Горизонтальный консольно-фрезерный станок 6Р82 разработан таким образом, что оператор-наладчик без задержек меняет режущий инструмент за счет быстросъемных креплений. Электроника работает по принципу защиты инструмента – происходит снижение подачи в автоматическом процессе реза. А нагрузка на ось становится безопасной при применении бесконтактных электромагнитных муфт. Привод подач провернется при превышении момента давления на валу, и основные узлы кинематики останутся целыми.

Для удобства смены инструмента на панели станка имеются кнопки толчковой подачи шпинделя и удержания его в фиксированном положении. Горизонтально-фрезерный станок с ЧПУ 6Р82 потерпел изменения и был значительно доработан производителем. Сменился принцип управления, электронная начинка, повысилась жесткость конструкции. Вместе с тем изменилась маркировка станка, Горьковский станкостроительный завод расширил линейку оборудования, но запчасти на устаревающие модели продолжает поставлять.
Надежное оборудование
Горизонтально-фрезерный станок с ЧПУ – это еще и надежное устройство, позволяющее работать с твердосплавными металлами. Для обработки применяются следующие виды фрез:
- Дисковые.
- Фасонные.
- Угловые.
- Цилиндрические.
- Концевые.
Основные технические характеристики горизонтально-фрезерных станков:
- Размеры стола и длина хода осей станка.
- Жесткость конструкции.
- Мощность шпиндельного узла.
- Тип управления и двигателей, датчиков обратной связи.
- Наличие опций для реализации узких задач производства.
- Тип осей: скольжения, качения.
- Наличие магазина для автоматической смены инструмента.
- Комплектация вторым столом и возможность его смены в автоматическом цикле.
Конструкция оборудования
Устройство горизонтально-фрезерного станка влияет на его возможности. В большинстве случаев он состоит из несущей части: станины и колонны, которые устанавливаются на фундаментную плиту. Уже на несущие части крепятся хобот, стол с направляющими скольжения, качения либо винтовая пара.

Дополнительно устанавливаются консоль с оправкой. Далее несущие части обвешиваются коробкой передач и шпинделем. Завершением конструкции являются защитные кожуха с замками безопасности. На современных моделях присутствует технологичный пульт управления с хорошей эргономикой.
Похожее оборудование
Универсальный горизонтально-фрезерный станок марки KH40G Троицкого завода является аналогом приведенных моделей. В конструкции имеется два сменных стола, на которых закрепляются габаритные детали. Шпиндельный узел имеет три оси: вертикальную и две горизонтальных. Стол также имеет ось для смены палет.

Управление станком производится неприхотливой в обслуживании и надежной системой ЧПУ Fanuc, существует возможность реализации на основе Sinumerik, но это значительно повышает стоимость оборудования. Столы имеют отличную геометрию, поставляются из Японии.
Станок имеет компактные размеры, вес и возможность установить дополнительные опции. Система охлаждения размещается под рабочим объемом, что позволяет жидкости циркулировать по замкнутому циклу. Для питания станка требуется воздух и 3-фазное подключение электричества.
ТСГФ-50 — аналог корейского HS5000
Существуют более производительные горизонтально-фрезерные станки, назначение которых — выпускать габаритные корпусные детали в промышленных масштабах. При всех функциях и размерах оборудование довольно компактно размещается в малом цеху. Станок оборудован двумя заменяемыми автоматически столами, изготавливаемыми с японской точностью.

Динамика движения осей соответствует передовым достижениям в станкостроении. Двигатели постоянного тока обеспечивают равномерность перемещения осей, а позиционирование может достигать 0,01 мкм благодаря линейкам производителя Heidenhain. Оси скольжения обеспечивают равномерность перемещения и способны выдерживать большие механические нагрузки.
Также в корпус машины встроен автоматический сменщик инструмента. Инженерами продуман безопасный вывод из аварийных ситуаций в полуавтоматическом режиме при помощи M-кодов, что исключает повреждение конструкции при ошибках оператора.
Особенности отдельных узлов
Все горизонтально-фрезерные ЧПУ станки имеют высокооборотистый шпиндельный мотор. Нагрузка на него значительно снижается благодаря использованию механизма передачи, который имеет автоматическую функцию смены в последних версиях оборудования. Автоматический сменщик инструмента может иметь более 30 позиций, что сокращает переналадку на новый тип заготовок и деталей.

Полезной функцией является продувка патрона шпинделя от жидкости охлаждения, чтобы при смене инструмента не происходило загрязнение крепежных частей узла. Станки часто комплектуются водяными и воздушными пистолетами. Допуск биений инструмента и шпиндельного узла не более 0,01 мкм. Для высокой интенсивности работы применяется блок охлаждения шпинделя, устанавливаемый снаружи станка.
Станина
Жесткость несущих частей — важный параметр для соблюдения геометрии производимой продукции. Качественный сплав из металлов высокой прочности обеспечивает надежность геометрии станка на долгие годы. Но для соблюдения этого параметра требуется качественный монтаж и периодический контроль уровня в различных точках расположения инструмента.
От правильности выставленного уровня станины зависит: соосность шпинделя и отверстий на детали, перпендикулярность и параллельность движения фрезы. Классический станок имеет несколько ножек, установленных на регулируемые опоры. Важное внимание уделяется бетонному основанию. В идеале фундамент должен иметь 0,8 метра монолитного основания, которое может включать металлическое армирование для веса оборудования в 3 тонны.
Последовательность наладки станка
При выставленном уровне станка следует дать оборудованию отстояться, как минимум сутки. За это время со станины снимется остаточное напряжение металла и произойдет перераспределение нагрузки. За этим следует процесс проверки соосности узлов. Замеряется геометрическая точность частей, указанных в спецификации, поставляемой заводом-изготовителем.
При отклонениях от заданных параметров производится дополнительная регулировка. Чтобы не было биений в процессе работы, контролируют смещение уровня станины при различных комбинациях расположения шпиндельного узла и стола с заготовкой. Вращение самого инструмента может иметь бой в пределах допуска, все зависит от требуемой точности выпускаемых деталей. Доработка на месте требуется для решения индивидуальных требований заказчика.
При приемке станка обращают внимание на расход масла. Завод-изготовитель часто завышает его для исключения заклинивания при работе в условиях, отличных от нормальных (температура воздуха от 20 и не выше 35 градусов, влажность малых значений, низкая запыленность среды). Также следует проверять поставляемые части и наличие указанных опций.