
Как сделать направляющие для станков своими руками?
Как выбрать направляющие для станка с ЧПУ
В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Валы круглого сечения

Наиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш. Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости. Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества. Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
- нет фиксации на основании. Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
- провисают на длинных отрезках. В связи с провисанием валы длиннее 100 см в станкостроении не применяют. Следует также учитывать соотношение толщины и длины вала. Оптимальным считается соотношение 0,05, а лучше от 0,06 до 0,1.
Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
- шариковые втулки;
- подшипники скольжения.
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
- выдерживают малую нагрузку;
- невысокий ресурс работы — шарик прилегает к валу лишь в единой точке, поэтому здесь образуется высокое давление. Постепенно в месте соприкосновения пробивается канавка и вал необходимо своими руками менять;
- большой люфт — дешевые подшипники (а их большинство) производятся со значительным люфтом;
- легко забиваются опилкой и пылью.
Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Постепенно изделие изнашивается и его необходимо периодически подгонять, чтобы убрать зазоры. Чаще всего при изготовлении направляющих своими руками, используются более доступные шариковые подшипники.
Шлицевые валы

Вал круглого сечения имеет продольные пазы, по которым двигаются шарики втулки. Конструкция обладает повышенной жесткостью по сравнению простыми шлифованными валами, более длительным сроком эксплуатации, способна воспринимать с втулки усилия кручения.
При этом они также просто устанавливаются на два крепления по концам. Благодаря конструкции можно обеспечивать натяжение вала, поэтому их используют при необходимости крепежа направляющих по концам.
Один из основных минусов шлицевых направляющих — их высокая цена, поэтому в обычных станках с ЧПУ они используются редко.
Цилиндрические валы

Конструкция цилиндрических валов позволяет удерживать уровень по всей длине, полностью исключая провисание под весом каретки или своим собственным. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
Минусы цилиндрических валов:
- малый срок эксплуатации;
- заметный люфт втулок.
Если подшипники линейного типа одинаково работают с нагрузками разного направления, то на цилиндрических валах каретки показывают меньшую стабильность. Это объясняется замкнутой поверхностью втулок, которой не обладают каретки. Поэтому следует быть готовым к тому, что аппарат с ЧПУ малого размера с увесистой кареткой на опорных валах будет работать с большей погрешностью, нежели такой же станок с ЧПУ на обычных круглых рельсах.
Технология изготовления цилиндрических рельс очень проста, поэтому их производят и известные фирмы, и кустарные мастерские. Этим объясняется разброс технических характеристик и цен. Зачастую каретки и рельсы одного изготовителя «ноу нэйм» не совпадают.
Профильные рельсовые направляющие

Такие направляющие устанавливаются в станках ЧПУ особой точности, фиксируются прямо к станине, они могут быть шариковыми и роликовыми.
Шариковые профильные направляющие
На профильных направляющих есть дорожки, по которым перемещается каретка. Поэтому нагрузка распределяется равномерно по длине дорожки: шарик каретки прилегает к рельсу по дуге. Рельсы-направляющие характеризуются геометрической точностью. При перемещении тяжелой каретки их прямолинейность не нарушается. Служат они долго и практически не дают люфт.
Минусы шариковых рельс:
- к местам крепления существуют высокие требования по прямолинейности и шероховатости;
- достаточно сложно монтируются на станок с ЧПУ.
В продаже можно найти модели кареток и направляющих с разными грузоподъемностью и преднатягом. Производство рельс дорого, технология сложна. Поэтому кустари не занимаются их изготовлением, а представленная на рынке продукция достаточно качественная. Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
Роликовые профильные направляющие
Это одна из разновидностей профильных рельс с плоскими пазами качения. Опорные модули вместо шариков оснащаются роликами. Благодаря этой разнице направляющие получаются еще более жесткими, выдерживающими большие грузы и длительный срок эксплуатации. Такие рельсы устанавливают на интенсивно работающее оборудование для фрезеровки камня, прочных марок стали и чугуна.
Призматические рельсы и «ласточкин хвост»
Их устанавливают на металлообрабатывающих производствах, где требуется повышенная жесткость. Рельсы «ласточкин хвост» представляют собой два скользящих друг по другу, плоских элемента. Отличие конструкции в большой плоскости соприкосновения. Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Самодельные направляющие из того, что нашлось под рукой
Простейшие направляющие можно собрать своими руками из металлического уголка, подшипников, гаек и болтов. Алюминиевые уголки для направляющих использовать не стоит — деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Не следует подбирать слишком широкие подшипники, это бесполезно. Ширина «выедаемой» дорожки на направляющей не зависит от габаритов подшипника. Диаметр болтов должен совпадать с внутренним поперечником подшипника.
Чертежи, схемы и презентация самодельных направляющих в видеороликах:
Как сделать направляющие для станков своими руками?
Когда вы разрабатываете и строите ЧПУ станок, первое, что должно быть спроективано — это основание станка(станина). Основание связывает все остальные части воедино, несет на себе львиную долю возникающих нагрузок и определяет взаиморасположение двигателей и передач осей и т.п. Возможно, дизайн станины будет зависеть от того, какими материалами и средствами обработки Вы располагаете, приводов, укладывающися в бюджет и так далее. Такое часто происходит, если проектируется единичное изделия для собственного пользования. По этой причине в самодельных ЧПУ роутерах сложно встретить две абсолютно одинаковые детали. Однако, необходимо представлять себе возможные виды структуры станины, чтобы иметь возможность выбрать наилучший вариант и докупить недостающие комплектующие.
СТРУКТУРА ОСИ X
Ось Х является основанием для всего станка, так как Х — ближайшая к земле ось. Рама оси Х выполняет 3 основные задачи:
- Служит основанием для остальных частей станка
- Является опорой для системы линейного перемещения по оси Х
- Несет на себе рабочий стол
Основные виды дизайна рамы оси Х таковы:
Рама с полной опорой.
Рама с полной опорой — один из наилучших вариантов и используется в большинстве профессиональных станков. «Полная опора» означает, что конструкция опирается на пол или другую несущую поверхность по всей своей длине и ширине. Такой конструктив означает, что не получится сделать портал, охватывающий рабочий стол «кольцом». Такая конструкция весьма жесткая, а главное — не прогибается под вертикальными нагрузками, своим весом и весом шпинделя. Это существенный момент, так как прогиб на большой длине может свести на нет все усилия — прогиб в 0.1 мм допустим только если вы рассчитываете получить от станка точность 0.5 мм. У этого варианта есть и минусы, прежде всего это необходимость установки двух передач на одну ось — двух винтов, двух гаек, двух двигателей и двух драйверов. Синхронизацию осей можно делать программно, а можно воспользоваться ременной передачей с раздаточного шкива на две оси. В этом случае необходимо убедиться, что мощность мотора достаточно для вращения двух осей. Используя конструктив с полной опорой, вы можете не задумываться о весе материала, из которого будет станина и его влиянии на прогиб — он целиком будет передаваться на опорную плоскость.

Станина с полной опорой и направляющие с полной опорой
Полная опора — это когда примыкание объекта к опоре идет по всей длине. В качестве объекта причем может выступать не только станина, но и направляющие оси. Роль вида крепления направляющих обсуждается в отдельных статьях: Линейные направляющие в станках с ЧПУ и Выбор направляющих для станка с ЧПУ, но это будет позже, здесь только обратим внимание на опору станины, и на то, что возможно сделать станок с полной опорой направляющих, но точечной опорой станины: такой дизайн не избавляет станок от прогиба под вертикальными нагрузками.
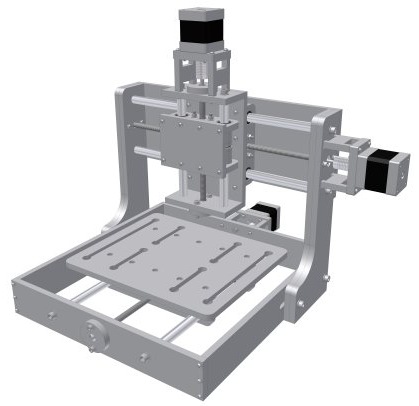
Станина с полной опорой по оси Y и частичной опорой по X
Наиболее распространенный вариант дизайна, его вы можете видеть на картинке. Рама оси Х ставится на плоскость ножками, оставляя свободное пространство снизу, поперек кладутся балки, несущие рабочий стол. В результате стол получает большую жесткость при сгибе по Y, и малую — при воздействии по X. Портал в этом случае имеет замкнутый контур и две балки, соединяющие стойки портала сверху и снизу. Нижняя балка соединена с гайкой передачи, перемещаясь в свободном пространстве под рамой. Этот конструктив подразумевает установку направляющих как с фиксацией по всей длине(профильные рельсы), так и по концам(валы). В любом случае прогиба не избежать, но первый случай позволит вам несколько снизить погрешность, т.к. портал будет повторять изгибы оси X. Дизайн с частичной опорой по X подходит в тех случаях, когда длина оси X не слишком велика и не ставится высоких требований точности по оси Z. В противном случае рассмотрите другие варианты.

Станина с полной опорой по оси X и частичной опорой по Y
Если у нас есть только один двигатель и один приводной винт для оси X, но требуется получить высокую точность позиционирования, можно использовать этот вид. В нем рама оси Х расположена целиком на опорной плоскости, и отстуствуют балки вдоль оси Y. Освободившееся место использовано для хода портала — рама портала расположена внутри рамы оси X. Теперь, как бы не был нагружен портал, ось Х не прогнется(упругие деформации материала станины не учитываем из-за их малой величины). Зато может прогнуться ось Y и — рабочий стол. Рабочий стол в данном случае наиболее проблемное место — он должен быть сооружен таким образом, чтобы не мешать перемещениям нижней балки: это означает, что закрепить его удастся лишь по краям, и стол будет подвержен прогибам. Перед использованием такого конструктива примите решение, что важней — отсутствие деформаций в собственно станке или чтобы станок и стол все же могли изгибаться как единое целое.
Прочие варианты
Существуют и другие компоновки, а также — разнообразные вариации уже изложенных. Например, чтобы получить преимущества станины с полной опорой, можно отказаться от нижней балки портала, и приводить в движение П-образный портал винтом, расположенным сверху — прикрепив гайку ШВП к верхней балке(правда, это довольно громоздко и затрудняет доступ к рабочей области). Можно обратиться к классическому решению — расположить 2 привода по бокам оси X.
Подвижный рабочий стол
В в нем перемещение портала по оси X заменяется перемещением рабочего стола. Это позволяет решить сразу несколько проблем, в том числе получить станину и направляющие с фиксацией по всей длине(на рисунке показан вариант без фиксации), но сокращает рабочее поле. А также преимущество в том, что требуется только один привод по оси X.
Во время разработки станины, на выбор конструктива существенное влияние оказывает материал — разные материалы по-разному деформируются. Наиболее популярны следующие материалы:
- алюминиевые станочные профили
- стальной прокат
- фрезерованные детали из алюминиевых сплавов типа Д16Т
- Чугун
- Полимерные материалы -полимербетон, полимергранит
- Прочие бюджетные материалы — фанера, МДФ, оргстекло
Обязательно учитывайте свойства материала при создании вашего станка.
Быстросъемный параллельный упор для станков своими руками
Здравствуйте, уважаемые читатели и самоделкины!
Одним из наиболее важных конструктивных приспособлений для множества разнообразных станков является параллельный упор. Без него невозможно выполнить ряд основных операций на циркулярном, фрезерном и ленточно-пильном станках.
Конечно, это приспособление почти всегда идет в комплекте с заводскими станками, однако некоторые станки можно сделать самостоятельно, это же касается и параллельного упора.
В данной статье автор YouTube канала «Crazy Workshop» расскажет Вам, как он сделал быстросъемную разновидность такого упора.

Этот проект достаточно прост в изготовлении, однако потребуется небольшой объем сварочных работ.
Материалы.
— Стальные профильные трубы 20X20 40X40 мм
— Бакелитовая барашковая гайка M8
— Листовая фанера 25 мм толщиной
— Стальная шпилька M8, гайки, шайбы, уголки
— Пружина сжатия, саморезы
— Аэрозольная эмаль, клей ПВА, наждачная бумага.












На профильную трубу наносится слой клея ПВА, и к ней прикручивается фанерная деталь. При этом автор использует саморезы с конусной головкой под потай.
Конечно, перед склеиванием этих элементов нужно зачистить раму лепестковым диском, обезжирить и покрасить ее, чтобы защитить от коррозии.









Затягивая эту гайку, будет прижиматься подвижная «губка», и вся конструкция упора будет работать как подобие длинной струбцины, фиксируясь на краях стола.
Конечно, оба края стола должны быть параллельны друг другу.





Конечно, она требует нескольких доработок.
Например, подвижный прижим стоит сделать с направляющей из 100-150 мм обрезка профильной трубы 35X35 мм, которая будет вставляться в раму практически без люфта.
К такой направляющей следует приварить трубу 20X20 мм, аналогично неподвижному упору.
Таким образом, параллельный упор будет фиксироваться с двух сторон стола широкими «губками», что уменьшит отклонение плоскости упора от угла в 90 градусов относительно края стола.
Благодарю автора за реализацию простой конструкции быстросъемного параллельного упора для станков.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Самодельная регулируемая направляющая для распиловочного станка и фрезера

Creativity Hero с сайта instructables.com поделилась результатом создания направляющей для верстака. Далее с её слов.
Чтобы облегчить себе работу в мастерской, я соорудила собственное рабочее место, основываясь на своих требованиях. В нем имеется съемная секция для установки циркулярной пилы или фрезера. Но для качественной работы с этими инструментами мне была необходима направляющая, подходящая под мои размеры стола.
Я решила сделать ее самостоятельно. Это очень простая конструкция, но при этом отлично выполняет свою функцию.
Подготавливаю материалы и инструменты
Вот материалы, которые использовались:
- фанера 122 х 244 см, толщина 21 мм;
- клей для дерева;
- врезные гайки;
- эпоксидная смола быстрого действия;
- полиуретан на водной основе;
- краска цвета орех;
- болты и гайки.
Также применялись следующие инструменты:
- циркулярная пила;
- электрический лобзик;
- фрезер;
- аккумуляторная дрель;
- пазовая фреза;
- шлифовальная машинка;
- наждачная бумага;
- ручной лобзик;
- струбцины, зажимы;
- сверло для зенковки.
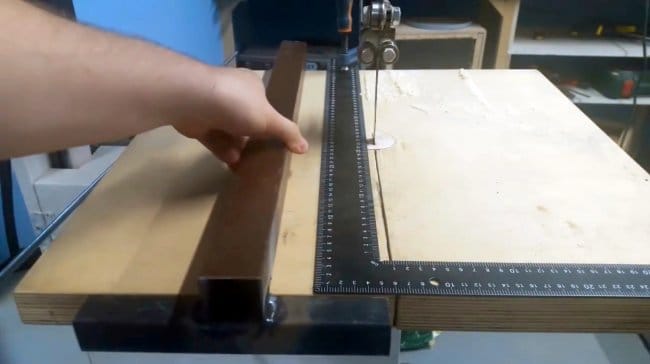
Вырезаю фанеру под необходимые размеры






- Чтобы получить необходимые размеры, положила лист фанеры на верстак и отмеряла необходимую длину. Затем вырезала три части полученной длины шириной 120 мм циркулярной пилой.
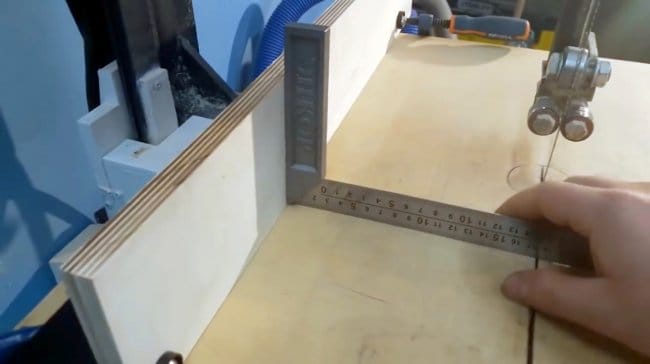
- Мелкие части вырезала исходя из ширины склеенных деталей, примерно 160 мм используя электрический лобзик для большей точности. Высота так же 120 мм.
- Также вырезала две небольшие детали длиной 160 мм, одна шириной 30 мм, другая 40 мм. И еще одну 120 на 40 мм. Помимо этого, решила изготовить ручки регулирующих болтов из маленьких брусочков. Их размеры выбирала из имеющихся обрезков.
- Все полученные детали зашлифовала перед сборкой, будущим ручкам закруглила все острые края.
Собираю основной каркас




Для получения необходимой конструкции направляющей:
- Склеиваю три длинных детали в форме буквы «П» и крепко зажимаю струбцинами.
- После схватки клея просверливаю предварительные отверстия сверлом с зенковкой на местах соединений. Это необходимо для того, чтобы фанера не расслоилась в месте соединения. Они должны быть достаточно глубокими, чтобы шурупы были заподлицо.
- Закручиваю в полученные отверстия 5 мм шурупы. Они будут крепко держать части вместе.
Прикрепляю остальные части





Перехожу к установке передней части:
- Она должна выступать снизу на 65 мм. Чтобы было проще работать, отмечаю это расстояние на детали.
- Затем приклеиваю ее на место и прикручиваю шурупами предварительно просверлив отверстия.
- Чтобы получить механизм зажима, переворачиваю конструкцию и просверливаю два отверстия с одинаковыми отступами от края.
- Добавляю на задней части еще один брусок. Он увеличивает прочность и предотвращает сгибание верхней части.
Изготавливаю зажим



Из-за конструкции столешницы моего верстака, лучшим зажимом будет «Г»-образная деталь. Для этого склеиваю два бруска и просверливаю в них отверстия под направляющие болты. После этого закрепляю в них врезные гайки с помощью эпоксидной смолы. Они имеют внутреннюю резьбу, что и требуется для направляющих.
Для изготовления ручек просверливаю отверстия в середине самых маленьких кусочков фанеры, куда будут вставляться болты.
Добавляю вырез под фрезер


Чтобы направляющую можно было использовать еще и с фрезером, добавляю необходимую выемку по центру. Оно диаметром 35 мм.
Для этого высверливаю его имеющимся сверлом и снял лишнюю фанеру ручным лобзиком.
Крашу древесину



Теперь, когда все части готовы к сборке, переходу к покраске. Для начала покрываю все слоем полиуретана.
Направляющую для зажима крашу в ореховый цвет, чтобы она совпадала со столешницей верстака.
Даю всем деталям просохнуть.
Собираю конструкцию вместе




Для начала собираю зажим. У меня был стержень с резьбой. Разрезаю его на две равных части. Прикрепляю их к ручкам, затягивая с обоих сторон гайками.
После этого вставляю ручки в отверстия, сделанные ранее, и, наконец, присоединяю «Г»-образный кусок сзади и прикрепляю его гайками.
Устанавливаю направляющую зажима




Чтобы было к чему крепить направляющую, добавляю место крепления.
Для этого ранее вырезанную и покрашенную полоску фанеры приклеиваю и прикручиваю шурупами к столешнице с нижней части, чтобы получить необходимую выемку.
Зажимаю все струбцинами и даю высохнуть.
После этого размещаю направляющую на месте.
Испытываю в работе




Результат проекта меня порадовал. Направляющая отлично выполняет свою функцию и позволяет делать ровные распилы и вырезы в деталях. В дальнейшем планирую изготовить еще несколько столярных приспособлений для упрощения работы.
Сборка направляющих и кареток для ЧПУ станка своими руками
Механика каждого станка, независимо от его предназначения и типа, содержит комплектующие, которые относятся к базовым. Поэтому игнорировать их параметры недопустимо. Общепризнанно, что такой важной составляющей для металлорежущих или деревообрабатывающих устройств считаются направляющие. Именно ними определятся безошибочная и цикличная работа.
Поэтому тот, кто решил создать станок, должен позаботиться, чтобы в его конструкции использовались качественные направляющие для ЧПУ, положительно влияющие на функционал устройства. На приобретении комплектующих не экономят.
Основные типы направляющих
В процессе конструирования и монтажа станков (заводского и самодельного изготовления) применяют разные типы направляющих устройства. Это связано с их предназначением – фрезерование, сверление или токарные работы. Они могут быть двух типов.
Направляющие скольжения
Их используют в оборудовании небольшой мощности, не требующем особой точности и высокой производительности. Такими деталями комплектуют сверлильные и токарные агрегаты настольного типа, деревообрабатывающие станки.
Полированный вал, как вид направляющей, относится к бюджетным. Он наиболее распространен.
ВАЖНО! Его изготавливают из высоколегированной стали, выполняют индукционную закалку и, впоследствии, шлифовку. Такая обработка служит для увеличения продолжительности работы, а вал изнашивается меньше.

Полированный вал имеет недостатки:
- крепление в концевых точках, со станиной нет крепления, из-за чего налицо отсутствие жесткой связи со столом и наличие погрешностей в обработке,
- провисание при увеличенной длине, поэтому допустим её максимум – 1 метр. Рекомендуют иметь оптимальное соотношение диаметра вала и его длины (0.06-0.1), чтобы достичь нормальных результатов.
Направляющие качения
Они сконструированы при участии подшипников качения.
У линейных подшипников – больший люфт, чем у каретки рельсовых направляющих, он меньше нагружен. Но у него есть ряд минусов:
- низкий уровень грузоподъемности,
- недолговечность,
- изготовление с солидным люфтом,
- чувствительный к воздействию пыли и стружек на вал.
Материал для производства втулок – бронза, латунь, капролон. Если имеет место соблюдение допусков, бронзовые подшипники скольжения не уступают подшипникам качения. Время от времени, если подшипник скольжения износился, его подгоняют, и чтобы устранить зазоры. Поэтому шариковая втулка более предпочтительна, благодаря тому, что она доступна и взаимозаменяема.

Вал и его виды
Стоит дать краткую характеристику и остальным видам.
- Шлицевому валу свойственно наличие специальной дорожки для шариков втулки. Отличаясь большей жесткостью и износостойкостью, сравнительно с валом обычного вида, применим в механизмах, в которых желателен монтаж направляющих на концах. В конструкции станков задействованы крайне редко из-за дороговизны.
- Вал на опоре в виде цилиндрических рельс линейного типа не допускает прогибания под нагрузкой и собственным весом. Его крепят на станине, надежно фиксируя. Несмотря на минусы, выражающиеся в наличии большого люфта втулок, их малом сроке эксплуатации, у цилиндрических рельс – большая грузоподъемность. Отличаясь от линейных подшипников, каретка по-разному реагирует на степень нагрузок. У небольшого станка ЧПУ, имеющего тяжелый шпиндель, есть вероятность того, что снизится точность.
- Предназначение профильных рельсовых направляющих – большая точность. Они также прикреплены к станине. Благодаря специальным дорожкам качения, нагрузки на каретку распределяются равномерно по поверхности, а профилем касания шарика к рельсе есть дуга. Среди плюсов – наличие хорошей грузоподъемности и износоустойчивости, а люфт сведен к минимуму. Сложности производства таких рельсов, отрицательно сказываются на ценообразовании, они дорогостоящие. Особенно это относится к направляющим, поставляемым известными брендами, у которых станки имеют числовое программное управление.
- У роликовых рельсов – плоские дорожки качения, а в опорном модуле, на месте шариков, установлены ролики, улучшающие все параметры направляющей. Их применяют в станках, фрезерующих черные металлы, сталь и камень.
- «Ласточкин хвост» выбирают для промышленного металлообрабатывающего оборудования, если нужна повышенная жесткость крепления. В направляющих этого типа – скольжение плоских поверхностей при максимальной площади контакта. Их выполняют в виде монолита со станиной. Вследствие сложности и трудоемкости процесса изготовления и ремонта, поэтому хоббийное станкостроение не приемлет эти направляющие.

Каким конструкциям отдать предпочтение
Не все могут позволить себе приобрести, скажем, обрабатывающий центр с ЧПУ для изготовления мелкосерийных деталей в домашних условиях, станок форматного типа или для токарных работ. Но самодельный агрегат с ЧПУ, сделанный собственноручно – реально. Собранное устройство в умелых руках продемонстрирует образцы правильной обработки деталей.
Собирая механику программируемых станков, обычно применяют самодельные линейные направляющие, так как в устройствах с круговым движением нет необходимости. Обратим внимание на некоторые конструкции, применяемые при этом.
Оцинкованные или хромированные трубы
Они идут с различным диаметром можно использовать как стержни при монтаже маломощных устройств – плоскошлифовальных наждаков, сверлильных или токарных станков. По шлифованному цилиндрическому стержню осуществляется движение бронзовой втулки. Иногда суппорт делают и без нее. У труб – невысокая цен, их легко обрабатывать. Хотя есть минус: небольшой ресурс (стирание защитного слоя наступает спустя 15-20 проходок, после чего сталь изнашивается более интенсивно), нет нужного уровня прочности при высоких нагрузках.
Фрезер
Эффективен фрезер, в котором направляющий механизм изготовлен на основе бывшего в употреблении матричного принтера или печатной машинки «Янтарь». При таком варианте прослужит долго. Не нужно искать очень широкие подшипники, их внутренний поперечник должен равняться диаметру болтов.
Мебельные стержни
Проблему механики для станков с ЧПУ можно правильно решить при помощи мебельных стержней. Тем более, что самоделки с их применением гарантируют тщательную обработку на деревообрабатывающем, ленточно-шлифовальном оборудовании, и даже фрезерном с невысокой мощностью. Мебельные комплектующие относятся к дешевым, хотя ресурс у них небольшой.
Полированный вал
Недорогой и часто применяющийся тип направляющей. Сущность обработки – индукционно закалить верхний слой, что способствует повышению длительности эксплуатации и снижению интенсивности процесса изнашивания. Затем вал полируется, и каретка движется при минимальном трении.
Самодельные
Часто практикуется установка самодельных направляющих, используя то, что есть в наличии. Например, можно воспользоваться стальным уголком, подшипниками, гайками и болтами.
ВАЖНО! Не берите алюминиевый, в таком случае надо быть готовым к частой замене детали. Дорожки в ней выедают шарикоподшипники каретки.
Предпочтение лучше отдать стальному уголку. Если использование механизма ожидается интенсивным, лучше его закалить и отшлифовать для снижения трения на подшипниках.
Штоки
Собирая маленький домашний станок, иногда пользуются, как направляющими, штоками автомобильных стоек из отечественного авто. Они прочны и изготовлены из металла высокого качества. Это ощутимо сократит затрату средств на стоимость комплектующих.
Есть и такой вариант: алюминиевые шины из распредустройства трансформаторной подстанции с впрессованными медно-графитными втулками от стартера МАЗа. А подвижные узлы делают из пневмоклапанов, которые применяются для управления пневмоцилиндрами.
При изготовлении направляющих и кареток для чпу своими руками (роликовых или шариковых), надо пользоваться такими ожидаемыми критериями:
- сохранение заданных параметров,
- плавное линейное перемещение кареток,
- эффективность работы,
- низкое трение.
ОБРАТИТЕ ВНИМАНИЕ! Некоторые умельцы советуют в механике на станке обойтись без втулок. Такой вариант возможен, но это чревато ухудшением производимых изделий, а сроки эксплуатации установленного устройства из стержней – снизятся.

Заключение
Если установленные комплектующие же умельцем подобраны или обработаны неточно, с таким устройством будут проблемы. Поэтому важно всегда учитывать эти рекомендации:
- в фрезеровке металлических или каменных заготовок, профильным рельсам нет замены,
- если строится станок с рабочим полем, превышающим 7 кв. м., лучше подобрать вариант профильных направляющих,
- в оборудовании по обработке мягких материалов с маленьким рабочим полем, меньшим формата А4, применим полированный вал с диаметром 16-25 мм.
Если направляющая соответствует всем критериям, и каретка по ней движется плавно и равномерно, то и работа такого узла будет правильная.
Сборка направляющих и кареток для ЧПУ станка своими руками
Собирая станок с ЧПУ своими руками и определяясь с его комплектующими, важно правильно подобрать направляющие и каретки, которые по ним передвигаются. От этого зависит стабильная работа устройства и точность обработки.
Механика каждого станка, независимо от его предназначения и типа, содержит комплектующие, которые относятся к базовым. Поэтому игнорировать их параметры недопустимо. Общепризнанно, что такой важной составляющей для металлорежущих или деревообрабатывающих устройств считаются направляющие. Именно ними определятся безошибочная и цикличная работа.
Поэтому тот, кто решил создать станок, должен позаботиться, чтобы в его конструкции использовались качественные направляющие для ЧПУ, положительно влияющие на функционал устройства. На приобретении комплектующих не экономят.
Основные типы направляющих
В процессе конструирования и монтажа станков (заводского и самодельного изготовления) применяют разные типы направляющих устройства. Это связано с их предназначением – фрезерование, сверление или токарные работы. Они могут быть двух типов.
Направляющие скольжения
Их используют в оборудовании небольшой мощности, не требующем особой точности и высокой производительности. Такими деталями комплектуют сверлильные и токарные агрегаты настольного типа, деревообрабатывающие станки.
Полированный вал, как вид направляющей, относится к бюджетным. Он наиболее распространен.
ВАЖНО! Его изготавливают из высоколегированной стали, выполняют индукционную закалку и, впоследствии, шлифовку. Такая обработка служит для увеличения продолжительности работы, а вал изнашивается меньше.

Полированный вал имеет недостатки:
- крепление в концевых точках, со станиной нет крепления, из-за чего налицо отсутствие жесткой связи со столом и наличие погрешностей в обработке;
- провисание при увеличенной длине, поэтому допустим её максимум – 1 метр. Рекомендуют иметь оптимальное соотношение диаметра вала и его длины (0.06-0.1), чтобы достичь нормальных результатов.
Направляющие качения
Они сконструированы при участии подшипников качения.
У линейных подшипников – больший люфт, чем у каретки рельсовых направляющих, он меньше нагружен. Но у него есть ряд минусов:
- низкий уровень грузоподъемности;
- недолговечность;
- изготовление с солидным люфтом;
- чувствительный к воздействию пыли и стружек на вал.
Материал для производства втулок – бронза, латунь, капролон. Если имеет место соблюдение допусков, бронзовые подшипники скольжения не уступают подшипникам качения. Время от времени, если подшипник скольжения износился, его подгоняют, и чтобы устранить зазоры. Поэтому шариковая втулка более предпочтительна, благодаря тому, что она доступна и взаимозаменяема.

Вал и его виды
Стоит дать краткую характеристику и остальным видам.
- Шлицевому валу свойственно наличие специальной дорожки для шариков втулки. Отличаясь большей жесткостью и износостойкостью, сравнительно с валом обычного вида, применим в механизмах, в которых желателен монтаж направляющих на концах. В конструкции станков задействованы крайне редко из-за дороговизны.
- Вал на опоре в виде цилиндрических рельс линейного типа не допускает прогибания под нагрузкой и собственным весом. Его крепят на станине, надежно фиксируя. Несмотря на минусы, выражающиеся в наличии большого люфта втулок, их малом сроке эксплуатации, у цилиндрических рельс – большая грузоподъемность. Отличаясь от линейных подшипников, каретка по-разному реагирует на степень нагрузок. У небольшого станка ЧПУ, имеющего тяжелый шпиндель, есть вероятность того, что снизится точность.
- Предназначение профильных рельсовых направляющих – большая точность. Они также прикреплены к станине. Благодаря специальным дорожкам качения, нагрузки на каретку распределяются равномерно по поверхности, а профилем касания шарика к рельсе есть дуга. Среди плюсов – наличие хорошей грузоподъемности и износоустойчивости, а люфт сведен к минимуму. Сложности производства таких рельсов, отрицательно сказываются на ценообразовании, они дорогостоящие. Особенно это относится к направляющим, поставляемым известными брендами, у которых станки имеют числовое программное управление.
- У роликовых рельсов – плоские дорожки качения, а в опорном модуле, на месте шариков, установлены ролики, улучшающие все параметры направляющей. Их применяют в станках, фрезерующих черные металлы, сталь и камень.
- «Ласточкин хвост» выбирают для промышленного металлообрабатывающего оборудования, если нужна повышенная жесткость крепления. В направляющих этого типа – скольжение плоских поверхностей при максимальной площади контакта. Их выполняют в виде монолита со станиной. Вследствие сложности и трудоемкости процесса изготовления и ремонта, поэтому хоббийное станкостроение не приемлет эти направляющие.

Каким конструкциям отдать предпочтение
Не все могут позволить себе приобрести, скажем, обрабатывающий центр с ЧПУ для изготовления мелкосерийных деталей в домашних условиях, станок форматного типа или для токарных работ. Но самодельный агрегат с ЧПУ, сделанный собственноручно – реально. Собранное устройство в умелых руках продемонстрирует образцы правильной обработки деталей.
Собирая механику программируемых станков, обычно применяют самодельные линейные направляющие, так как в устройствах с круговым движением нет необходимости. Обратим внимание на некоторые конструкции, применяемые при этом.
Оцинкованные или хромированные трубы
Они идут с различным диаметром можно использовать как стержни при монтаже маломощных устройств – плоскошлифовальных наждаков, сверлильных или токарных станков. По шлифованному цилиндрическому стержню осуществляется движение бронзовой втулки. Иногда суппорт делают и без нее. У труб – невысокая цен, их легко обрабатывать. Хотя есть минус: небольшой ресурс (стирание защитного слоя наступает спустя 15-20 проходок, после чего сталь изнашивается более интенсивно); нет нужного уровня прочности при высоких нагрузках.
Фрезер
Эффективен фрезер, в котором направляющий механизм изготовлен на основе бывшего в употреблении матричного принтера или печатной машинки «Янтарь». При таком варианте прослужит долго. Не нужно искать очень широкие подшипники, их внутренний поперечник должен равняться диаметру болтов.
Мебельные стержни
Проблему механики для станков с ЧПУ можно правильно решить при помощи мебельных стержней. Тем более, что самоделки с их применением гарантируют тщательную обработку на деревообрабатывающем, ленточно-шлифовальном оборудовании, и даже фрезерном с невысокой мощностью. Мебельные комплектующие относятся к дешевым, хотя ресурс у них небольшой.
Полированный вал
Недорогой и часто применяющийся тип направляющей. Сущность обработки – индукционно закалить верхний слой, что способствует повышению длительности эксплуатации и снижению интенсивности процесса изнашивания. Затем вал полируется, и каретка движется при минимальном трении.

Самодельные
Часто практикуется установка самодельных направляющих, используя то, что есть в наличии. Например, можно воспользоваться стальным уголком, подшипниками, гайками и болтами.
ВАЖНО! Не берите алюминиевый, в таком случае надо быть готовым к частой замене детали. Дорожки в ней выедают шарикоподшипники каретки.
Предпочтение лучше отдать стальному уголку. Если использование механизма ожидается интенсивным, лучше его закалить и отшлифовать для снижения трения на подшипниках.
Штоки
Собирая маленький домашний станок, иногда пользуются, как направляющими, – штоками автомобильных стоек из отечественного авто. Они прочны и изготовлены из металла высокого качества. Это ощутимо сократит затрату средств на стоимость комплектующих.
Есть и такой вариант: алюминиевые шины из распредустройства трансформаторной подстанции с впрессованными медно-графитными втулками от стартера МАЗа. А подвижные узлы делают из пневмоклапанов, которые применяются для управления пневмоцилиндрами.
При изготовлении направляющих и кареток для чпу своими руками (роликовых или шариковых), надо пользоваться такими ожидаемыми критериями:
- сохранение заданных параметров;
- плавное линейное перемещение кареток;
- эффективность работы;
- низкое трение.
ОБРАТИТЕ ВНИМАНИЕ! Некоторые умельцы советуют в механике на станке обойтись без втулок. Такой вариант возможен, но это чревато ухудшением производимых изделий, а сроки эксплуатации установленного устройства из стержней – снизятся.

Заключение
Если установленные комплектующие же умельцем подобраны или обработаны неточно, с таким устройством будут проблемы. Поэтому важно всегда учитывать эти рекомендации:
- в фрезеровке металлических или каменных заготовок, профильным рельсам нет замены;
- если строится станок с рабочим полем, превышающим 7 кв. м., лучше подобрать вариант профильных направляющих;
- в оборудовании по обработке мягких материалов с маленьким рабочим полем, меньшим формата А4, применим полированный вал с диаметром 16-25 мм.
Если направляющая соответствует всем критериям, и каретка по ней движется плавно и равномерно, то и работа такого узла будет правильная.
Цилиндрические направляющие


Полированные валы и цилиндрические рельсы
Цилиндрические направляющие используются в станках с ЧПУ, для которых точность обработки не так важна, и на первое место ставится стоимость оборудования. Технология индукционной закалки поверхности (твердость доходит до 60 HRC) повышает износостойкость, последующая шлифовка до Ra 0,8 max уменьшает коэффициент трения. Используются в комплекте как с бронзовыми или фторопластовыми втулками скольжения, так и с подшипниками качения.
Полированные валы
Характеризуются ценовой доступностью и легкостью монтажа, что снижает затраты на ремонт. Не рекомендуются к применению как направляющие для перемещаемых столов, расход которых превышает 1 м, поскольку крепление к станине в двух точках приводит к провисанию под нагрузками. В то же время, пригодны для перемещения шпинделя по оси Z, при условии, что шпиндель не нагружается (гравировка, раскрой тонкого листового металла, резьба по дереву и т.д.) и уравновешивается противовесом.
- при использовании подшипников качения давление со стороны шарика прикладывается в одной точке, со временем в этой точке продавливается канавка;
- повышенная чувствительность к стружке и пыли;
- невозможность подгонки подшипника к валу и создания преднатяга.
Тем не менее, эти минусы нивелируются низкой стоимостью и простотой замены вала, а проблема пыли и стружки в дерево- и камнеобрабатывающих мастерских решается установкой вытяжки с раструбом непосредственно в рабочей зоне.
Цилиндрические рельсы на опорах
Главный недостаток полированного вала – отсутствие опоры по длине, в этой конструкции компенсируется тем, что вал укладывается на алюминиевый профиль, крепящийся непосредственно к станине. Сопротивление нагрузке на изгиб одинаково во всех точках длины вала, поэтому цилиндрический рельс не прогибается.
Используются при построении бюджетных станков с рабочей зоной более 1 м. Но есть один нюанс, обуславливаемый конструкцией подшипников. Разомкнутый контур подшипника воспринимает усилия, прилагаемые в разных направлениях, по-разному, что требует контроля совпадения центра масс устанавливаемой на стол заготовки и геометрического центра стола. По этой же причине не применяются в кинематических схемах осей Z в станках с тяжелыми шпинделями.
Цилиндрические направляющие – бюджетный вариант, идеально подходящий для использования в малогабаритных или ненагружаемых станках с легкими шпинделями.
Как сделать направляющие для станков своими руками?
Направляющие для самодельного станка, естественно, нужно делать своими руками, иначе зачем надо было начинать его изготовление.
Я живу в довольно маленьком городе, и выбор на строительном рынке у нас не слишком большой. А цены дерут зверские. Я долго мучился, заказывал из интернета, но однажды не выдержал. Почта, которая никогда не привозит ничего вовремя. транспортные компании, которые дерут за каждый лишний грамм огромные деньги.
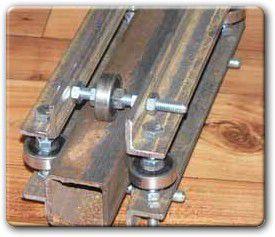
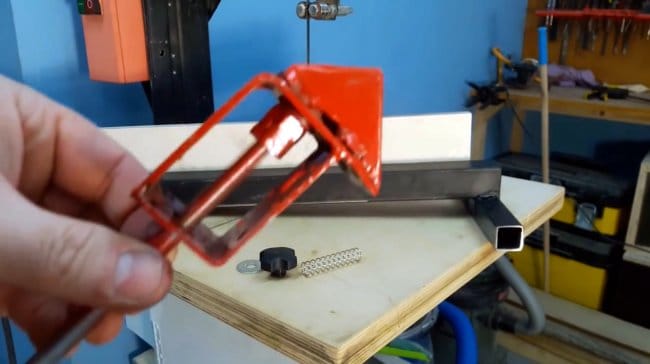
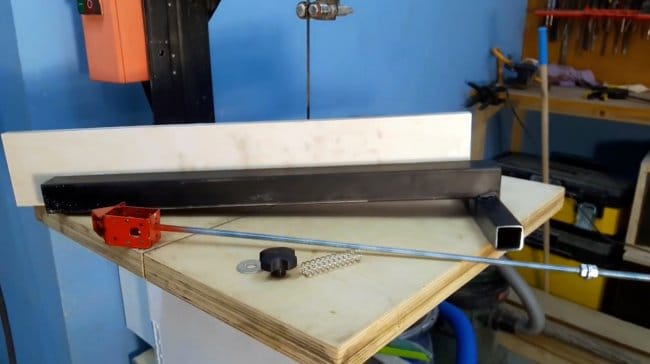
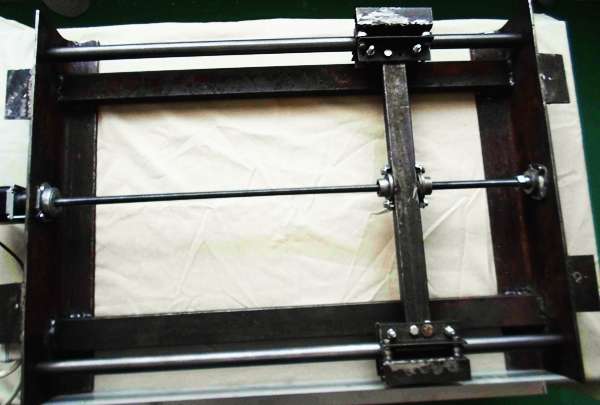
В общем, вопрос встал – мне нужны направляющие для станков, и нужны прямо сейчас. Так как взять их неоткуда, пришлось делать самому.  На выходе получилось очень симпатично, да и вполне функционально. Описывать сам процесс изготовления станины смысла нет, все и так понятно. Все запчасти, которые вам понадобятся, изображены на этом фото :
На выходе получилось очень симпатично, да и вполне функционально. Описывать сам процесс изготовления станины смысла нет, все и так понятно. Все запчасти, которые вам понадобятся, изображены на этом фото :

В умелых руках – 5 минут и готово.
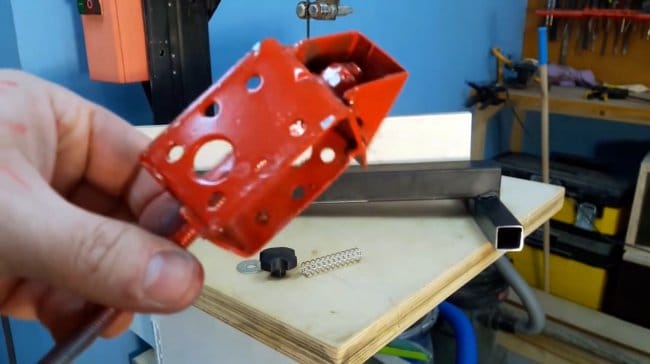
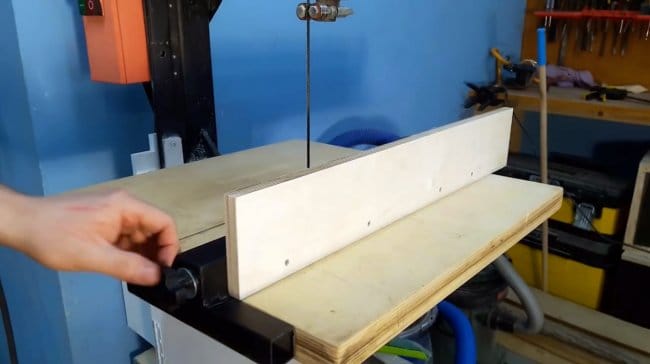
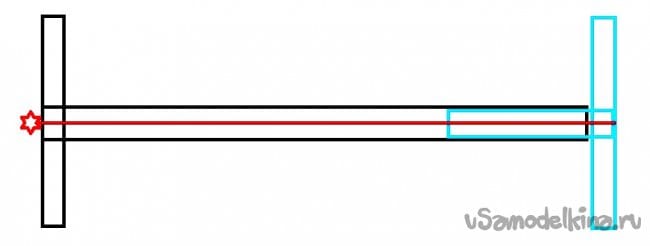
Но, так как этот вариант не универсален, я начал копать дальше. Захотелось сделать рельс 
Делал из дерева, крепил на металлическую основу. У станка рабочее поле вышло 1050 мм на 1050 мм – универсально и удобно. Первый вариант не устроил из-за тяжелого движения – почему-то была очень большая сила трения. Переделывал пару раз. Остановился на таком варианте – работают как часы!

Если не очень поняли по фото – вот схематичное изображение. Ничего сложного.
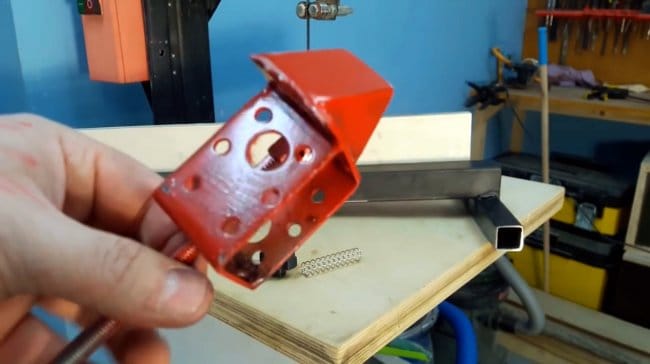
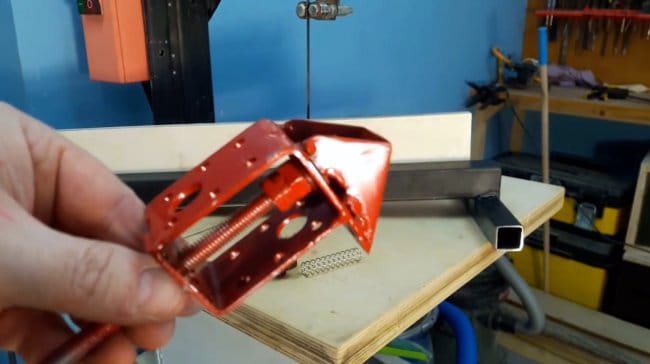
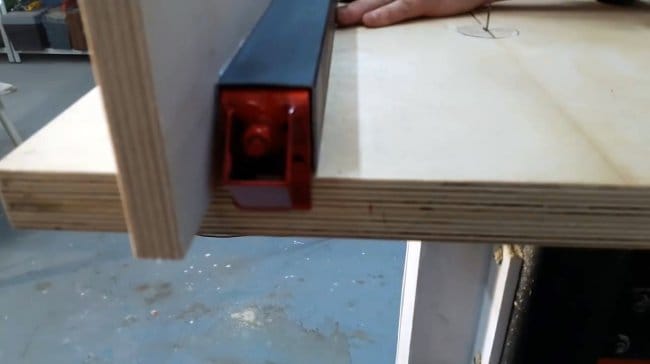
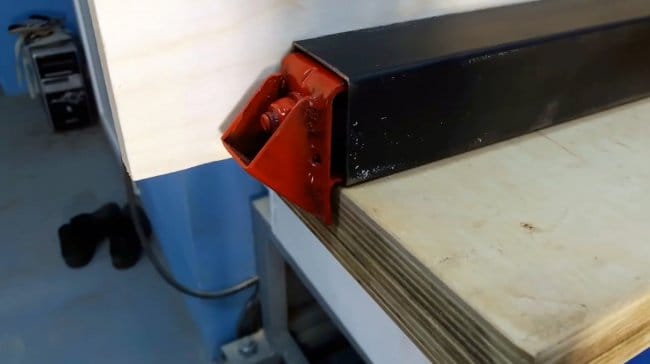
Дальше ушел в рельсы с головой, немного поколдовал и вышло как-то так:

Этот вариант местные мастера попросили у меня купить. Можно бизнес открывать.
В общем, я могу с уверенностью человека, который покопался в этой теме и попробовал все своими руками, сказать, что сделать своими руками направляющие для станков несложно, если вы дружите с руками, головой и инструментами. Главное – начните. Любые возникающие вопросы можно погуглить, но делать это лучше по ходу дела. Если начнете откладывать дело, пытаясь изучить все заранее, можете не приступить вообще.
Видео: ЧПУ своими руками (мебельные направляющие)
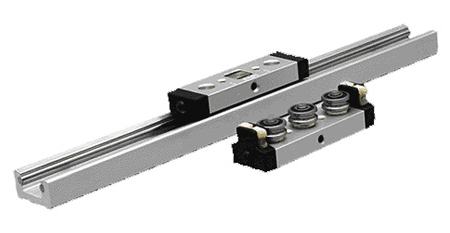
Линейные направляющие своими руками
Профильные линейные направляющие, своими руками сделанные или приобретенные – это роликовые или шариковые высокоточные подшипники качения, служащие в линейных перемещениях. Они обладают возможностью воспринимать силы, действующие в любых направлениях, исключая направление перемещения.
Виды линейных направляющих
Линейные направляющие бывают двух видов:
- с циркуляцией шариков;
- с циркуляцией роликов.
Шариковые направляющие делают двух-, четырех- и шестирядные. Они миниатюрные, пригодные для использования в ограниченном монтажном пространстве. Линейные направляющие изготавливаются с разными приводами. Среди них чаще встречаются зубчатый ремень или привод ШВП (шариковые винтовые передачи).

Роликовые исполняются в виде цилиндрических направляющих и направляющих с плоским сепаратором.
Все направляющие должны обладать главными свойствами:
- малым трением;
- высокой эффективностью;
- плавным линейным перемещением;
- способностью сохранять рабочие параметры.
Модули линейного перемещения
В последнее время в связи с развитием автоматизации большое значение приобрело применение модулей линейного перемещения, которые состоят из:
- прочного несущего профиля;
- точной направляющей системы;
- долговечного приводного механизма;
- серводвигателя с простым управлением.
В такой модульной составляющей находят свое применение направляющие как с подшипниками-шариками, так и с подшипниками-роликами. Рабочий привод осуществляется с помощью линейного двигателя, зубчатого ремня или шарикового винтового механизма.

Нашли свое применение и линейные столы, использующиеся при необходимости перемещения больших масс по осям. Благодаря габаритам, они воспринимают большие моментные нагрузки. В линейных столах используются:
- втулки линейного перемещения;
- направляющие с циркуляцией шариков.
Методика измерения точности
Если вы делаете линейные направляющие своими руками, вам нужно контролировать точность. Это делается довольно просто. На установленную базовую поверхность ставится рельс. В этом случае точность – выражение среднего значения показаний индикатора в центральной части измеряемой поверхности. Также точность линейных направляющих определяется измерением ширины и длины. При этом измеряется допуск на размер для каждого блока, что установлен на рельсе.
Жесткость и преднатяг
Во время работы профильные рельсовые направляющие подвергаются, ввиду приложенной нагрузки, воздействию упругой информации. Показания величины деформации зависят от типов элементов качения. Но так или иначе она становится меньшей, когда нагрузка увеличивается.

Для увеличения жесткости системы применяется преднатяг. Он уменьшает срок службы линейных направляющих, вызывая в них внутреннее напряжение, но при этом способен к поглощению деформирующих нагрузок при работе линейной направляющей в условиях сильной вибрации или ударной нагрузки. В связи с тем, что преднатяг вызывает упругую деформацию подшипников, они становятся зависимыми от негативного влияния ошибок при монтаже. Это говорит о том, что больше внимания следует обращать на точность обработки установочной поверхности.
- нормальный — применяется при наличии незначительных вибраций;
- легкий — используется при наличии легких вибраций и легком крутящем моменте;
- средний — применяется при ударных нагрузках и сильных вибрациях, а также при опрокидывающих нагрузках.
Монтаж рельсовых направляющих
Важно знать, что линейные рельсовые направляющие подвержены действию силы и момента. Для них должны определяться значения: допустимый статический момент и грузоподъемность, которые вычисляются при помощи формул. Рассчитывая номинальный ресурс шариковых и роликовых направляющих, надо использовать разные формулы.
При постоянной длине хода и частоте перемещений ресурс работы выражается через время. Обладая компактными монтажными размерами, профильные рельсовые направляющие имеют высокую грузоподъемность. Устанавливаемые в различных видах станков или в другом оборудовании, они монтируются двумя различными способами: в виде горизонтального рельса и способом боковой установки.
Так как комплектация осуществляется из двух параллельных рельсов, то расположение первого рельса исполняется на базовой стороне, а другого – на стороне регулируемой.
При работах с большими ударными нагрузками и вибрациями установка дополнительных боковых деталей – боковой прижимной пластины, установочных затяжных винтов, конического клина – способствует их устранению.
Установка же дополнительных прижимных деталей при работе с малой нагрузкой и небольшими скоростями перемещений не обязательна.
Линейные направляющие для станков ЧПУ
Что составляет систему линейных перемещений? Это комбинирование передачи и линейных направляющих.
Линейные направляющие для ЧПУ — это линейные подшипники, направляющие втулки, валы. Сами же направляющие должны решать три основные задачи:
- быть опорой для комплектования станка;
- при минимальном трении, с нужной точностью по заданной траектории обеспечивать движение деталей станка;
- принимать нагрузки, возникающие при рабочем процессе.
Линейные направляющие делятся в зависимости от способа крепления на станок. Это направляющие, осуществляющие полную поддержку — метод крепления к станине по всей длине направляющих, и частичную поддержку — метод концевого крепления.

Направляющие с полной поддержкой имеют большую грузоподъемность, в отличие от направляющих с частичной поддержкой. Иногда бывают варианты, когда по осям устанавливаются линейные направляющие — как с полной, так и с частичной фиксацией.
Представителями такой группы являются линейные цилиндрические направляющие. Они осуществляют возможность применения нескольких видов цилиндрических направляющих:
- направляющие полированные валы – является наиболее распространенным (высокая доступность, легкость в установке);
- шлицевые валы – высокая износостойкость и жесткость, способность принятия крутильных усилий с втулки. Используется при концевом монтаже направляющих;
- валы на опоре – это цилиндрические рельсы. Они используются в виде непосредственного крепления на станок.
Точность монтажной поверхности
Профильные рельсовые направляющие устанавливаются при помощи крепления на обработанную базовую поверхность. Метод крепления заключается в создании буртика на посадочной поверхности у становления по нему базовой поверхности или каретки. Исключение перекосов возможно при наличии канавки в углу самого буртика.

Существует прямая взаимосвязь между точностью поверхности рельса и точностью перемещения. От этого будет зависеть и точность всего оборудования. При этом точность обработанной монтажной поверхности обязательно соответствует заданной точности перемещения. Важно помнить, что нужно обязательно учитывать плоскостность блока, исключая при этом деформацию каретки.
Базовые поверхности
Чтобы обеспечить точную и более простую установку, необходимо создать базовые поверхности, которые должны располагаться на каретке и на рельсе с одной стороны.
При этом метка должна располагаться с противоположной стороны. Если достаточная точность не обеспечивается ввиду особенностей схемы монтажа, тогда осуществляется обработка базовых поверхностей и со второй стороны.
Защита от коррозии и смазка
Чтобы защитить направляющие от воздействия коррозии, их исполняют из нержавеющей стали. Есть вариант с нанесением специального защитного покрытия. Его применение осуществляется при необходимости в высокой степени защиты от коррозии.

Готовые заводские направляющие смазываются пластичной смазкой, выполненной на основе литиевого мыла. После этого они могут использоваться по назначению. Различные условия работы потребуют нужной периодичности добавления смазки такого же типа.

