
Как в домашних условиях лить детали из пластмассы
Литье из пластмасс в домашних условиях
Авторизация на сайте
Мелкие детали моделей изготавливают обычно из пластмассы или металла механической обработкой. Однако когда их требуется много, детали лучше отливать из пластмассы в гипсовые формы.
Приготовить пластмассу можно из акрилатного порошка АКР-7, замешенного на растворителе до тестообразного состояния. Оба необходимых компонента имеются в зубопротезных наборах.
Если деталь симметрична и имеет несложную конфигурацию, например якорь, колесо или спасательный круг, то форму удобнее сделать разборную, из двух половин, которые можно будет использовать многократно.
Формуя, металлические или пластмассовые литейные модели вдавливают в еще не застывший гипс до плоскости симметрии (разъема) и дают застыть. Вторую половину формы заливают, предварительно смочив нижнюю часть слабым мыльным раствором, чтобы облегчить разделение половин. Верхняя часть формы должна иметь сквозное отверстие: диаметр 3-4 мм для заполнения пластмассой и выхода излишков её при полимеризации. Вынув литейную модель и сложив обе половины, стягивают их между собой шпагатом или резиной — и форма готова.
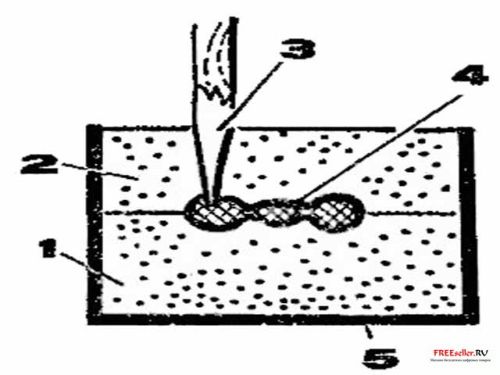
Рис. 1. Разборная форма для литья:
1 — основание формы; 2 — верхняя половина; 3 — установочный стержень (дерево); 4 — пластмассовая модель; 5 — картонная коробка.
Для изготовления детали сложной конфигурации необходима форма, состоящая из трех и более частей. Здесь лучше использовать метод, применяемый в точном литье, — по выплавляемой модели.
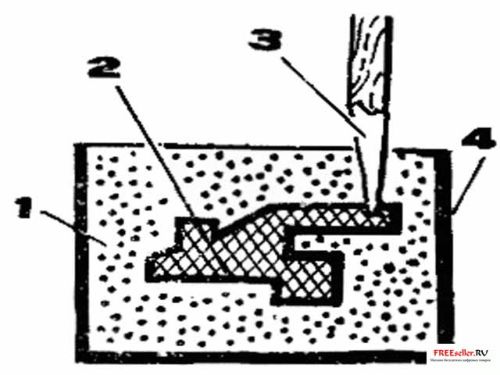
Рис. 2. Не разборная форма для литья:
1 — гипсовая заливка; 2 — парафиновая модель; 3 — установочный стержень (дерево); 4 — картонная коробка.
Форма при этом будет неразъемной, то есть одноразового пользования. Модель для ее получения делают из парафина, заливают раствором гипса, предусмотрев в самой верхней части цилиндрическое или коническое, расширяющееся кверху отверстие диаметром 3-5 мм — литник. Через 30-40 мин застывшую гипсовую форму погружают в сосуд с холодной водой литником кверху и кипятят до полного расплавления литейной модели. Парафин, как более легкий, вытесняется из формы водой и всплывает на поверхность. Затем, не вынимая форму, воду охлаждают и с ее поверхности снимают слой застывшего парафина. Для удаления из формы его остатков прогревание следует повторить.
Благодаря этому способу получаем в гипсе полость, точно воспроизводящую форму детали, Если внутри будущей детали желательны крепежные элементы, то следует вставлять их в парафиновую литейную модель, чтобы при выплавлении они не сместились. Например, если требуется иметь в детали металлическую гайку, то ее ставят с выступающим болтиком и все заливают гипсом. Тогда свободный конец болтика окажется в толще гипса и после выплавки парафина удержит гайку в нужном месте.
При неразборной форме пластмассу приготавливают в стеклянной посуде, доводя до консистенции жидкой сметаны. Перемешав массу стеклянной палочкой, вливают через литниковое отверстие в форму. Приготовление полимера и заполнение формы производят без задержки, так как масса быстро густеет. В момент заливки форма изнутри обязательно должна быть увлажненной, иначе поверхность готовой детали получится шероховатой и пористой.
Заполненную форму выдерживают при комнатной температуре 15-30 мин до резиноподобного загустения массы. После чего ее уплотняют через литниковое отверстие стеклянной или деревянной палочкой. Уплотнённая поверхность массы не должна доходить до верхнего края формы на 3-5 мм, так как при полимеризации акрилат расширяется.
Литниковое отверстие прикрывают увлажненным целлофаном и обрезком фанеры и затягивают струбциной. Затем форму вместе со струбциной погружают в кастрюлю с водой комнатной температуры и постепенным нагревом в течение 30-40 мин доводят до кипения. Оно не должно быть бурным и продолжается не менее 45 мин. После этого нагрев прекращается, и форма выдерживается в кастрюле еще 15-20 мин. Для получения более качественной отливки необходимо медленное полное охлаждение формы до комнатной температуры.
Как в домашних условиях лить детали из пластмассы

Изделия из пластика используются в пищевой, медицинской, строительной и прочих сферах. Поэтому литье пластмассы в домашних условиях может стать не только хобби, но и прибыльным занятием. Производство деталей на продажу или на заказ – востребованный бизнес, поэтому мастера пробуют делать тестовые пробы литья на дому.
Подготовка материала для литья
 Дома можно создавать крышки, игрушки, сувениры, домашнюю утварь и другие цельные предметы. Для процедуры нужно подготовить ряд материалов:
Дома можно создавать крышки, игрушки, сувениры, домашнюю утварь и другие цельные предметы. Для процедуры нужно подготовить ряд материалов:
- пластмассу для литья;
- емкость для плавки;
- мастер-модель;
- пресс-форму;
- смазку.
И другие средства.
Для литья может применяться пластиковый лом, который измельчают и расплавляют. Однако температура плавления у всех видов пластмасс различается, и для создания заготовки используют лишь один конкретный тип. Если не соблюдать это правило, пластмасса плавится неравномерно и созданные из нее детали получаются неоднородными, пузырчатыми.
В быту проще использовать готовые смеси, например жидкую пластмассу или эпоксидную смолу. Материал не требует расплавления, быстро готовится и схватывается, а продукция из него не уступает по качеству аналогам. Как альтернатива – подходит и порошок АКР-7, требующий смешивания с растворителем. Пластмасса из него готовится дольше, но результат радует.
Однако если все-таки принимается решение о расплавлении лома, например, старых ящиков, ведер, посуды, следует соблюдать технику безопасности и проводить литье в проветриваемых, нежилых помещениях, так как пары пластика токсичны и опасны для человека.
Самостоятельное изготовление формы
 Производство пластиковых изделий без формующей емкости невозможно. Сделать ее можно собственноручно, и лучше всего для этих целей подходит силикон. Он может быть обмазочным или заливочным, подходят оба варианта. Главное, чтобы коэффициент удлинения был не менее 200%. Стоит обращать внимание и на уровень вязкости. Чем он меньше, тем более детализированной получится пресс-форма.
Производство пластиковых изделий без формующей емкости невозможно. Сделать ее можно собственноручно, и лучше всего для этих целей подходит силикон. Он может быть обмазочным или заливочным, подходят оба варианта. Главное, чтобы коэффициент удлинения был не менее 200%. Стоит обращать внимание и на уровень вязкости. Чем он меньше, тем более детализированной получится пресс-форма.
Чтобы сделать заготовку, необходимо иметь мастер-модель – образец для будущих изделий. Ее можно создать из гипса, дерева, пластилина, напечатать на 3D-принтере или использовать имеющуюся деталь.
Этапы изготовления формы для литья:
- Обмазать мастер-модель тонким слоем смазки, например, литолом.
- Поместить в заготовленную опалубку и залить силиконом.
- Либо обмазать кисточкой, если выбран обмазочный силикон.
- Выждать около 8 часов до застывания материала.
- Извлечь форму из опалубки, сделать отверстие для заливки.
- Разрезать на 2 равные части, извлечь модель.
Таким способом получается разборная форма, которая подходит для литья симметричных пластиковых изделий. Но сделать можно и неразъемную форму для простых по конструкции заготовок. Ее делают из парафина, который заливается гипсом. После застывания парафин выплавляется из формы путем ее медленного кипячения.
Процесс литья в силиконовые формы
 Когда изготовлена форма и подготовлен материал, можно начинать литье пластика в домашних условиях. На первом этапе заготовка тщательно очищается от возможного мусора и промазывается внутри смазывающим веществом. Для лучшего разъединения ее края следует смазать мыльным раствором. Затем две половинки разъемной формы соединяются и скрепляются скотчем либо резинками.
Когда изготовлена форма и подготовлен материал, можно начинать литье пластика в домашних условиях. На первом этапе заготовка тщательно очищается от возможного мусора и промазывается внутри смазывающим веществом. Для лучшего разъединения ее края следует смазать мыльным раствором. Затем две половинки разъемной формы соединяются и скрепляются скотчем либо резинками.
В отдельной емкости разводят двухкомпонентный пластик либо готовят пластмассу другим способом, в зависимости от того, что выбрано в виде сырья. На этом этапе в материал добавляют краситель. Жидкая пластмасса полимеризуется за 10-15 минут, поэтому работать стоит быстро.
Готовый материал медленной струей заливается внутрь формы, так, чтобы заполнилось и отверстие для вливания. После застывания пластмасса усаживается, и изделие приобретает необходимую форму. Выждав обозначенное в характеристиках время, для жидкого пластика – это 15 минут, можно извлекать модель.
Литье из порошка
 Для приготовления пластмассы порошок АКР-7 смешивается с растворителем до состояния теста. Пропорции указаны на упаковке. Полученное сырье заливают в формы и выжидают до 30 минут, а после через литейное отверстие утрамбовывают палочкой, пока не освободится минимум 3–5 мм от верхнего края формы.
Для приготовления пластмассы порошок АКР-7 смешивается с растворителем до состояния теста. Пропорции указаны на упаковке. Полученное сырье заливают в формы и выжидают до 30 минут, а после через литейное отверстие утрамбовывают палочкой, пока не освободится минимум 3–5 мм от верхнего края формы.
Литейное отверстие следует закрыть и затянуть, например, струбциной. Форму помещают в воду комнатной температуры и доводят до кипения. Заготовка варится на медленном огне порядка 40-45 мину и после выключения печи остается в воде еще на 20 минут. После остывания материала форму можно разъединять и извлекать пластиковое изделие, созданное в домашних условиях.
Домашние ручные станки для литья
Для мелкосерийного литья пластмассовых деталей могут использоваться настольные аппараты. Это компактное оборудование, которое поместится в любой частной мастерской или гараже. Лить пластмассу на них можно в единичные либо многоместные формы, в зависимости от размера и серийности производства. Агрегаты отличаются от промышленного оборудования лишь небольшими размерами. Настольный пресс подходит для работы со всеми полимерами и легко управляется.
Этапы литья дома на станке:
- Монтаж аппарата и литьевой насадки.
- Установка формы и ее смазка силиконом;
- Загрузка полимера в бункер;
- Нагрев и размешивание материала при помощи шнека;
- Заливка сырья в пресс-формы;
- Выжидание охлаждения;
- Извлечение пластиковой детали.
Также в быту могут использоваться сварочные экструдеры, скрепляющие пластиковые детали для производства более сложной продукции.
Изготавливать пластиковые изделия своими руками возможно единично, в качестве развлечения, или при разовой необходимости. А также массово, на продажу или для последующего производства. Для этого подойдут самодельные формы и подручные средства либо специализированное, домашнее оборудование. Массовое литье выгодней доверить специалистам, так как для этого требуется дорогое, габаритное оборудование и работа опытного персонала.
Как в домашних условиях лить детали из пластмассы

- Как в домашних условиях лить детали из пластмассы
- Как изготовить силикон
- Как плавить пластик
Вас выручат «полуфабрикаты»
Пластиковый лом можно найти повсюду. Дома постоянно появляются старые сломанные вещи, на улице полно бутылок и упаковок. У любителя делать что-то своими руками может возникнуть мысль все это собрать, измельчить и переплавить во что-нибудь ценное.
Начинающему «литейщику» делать этого не стоит, поскольку каждый вид пластмассы обладает лишь ему присущими свойствами, так что плавить пришлось бы при разной температуре. Кроме того, на производстве обычно отливают детали в специальных установках, где поддерживается высокое давление.
Даже если вам удастся подобрать куски пластмассы одного вида и измельчить их, при плавлении получатся пузырьки. Так что лучше всего отправиться в строительный магазин и купить жидкую пластмассу, из которой детали получаются ничуть не менее прочными, чем заводские. Заменить пластмассу может и эпоксидная смола. Вам понадобятся также:
— силикон;
— большая емкость;
— литол.
Если вы все-таки решились что-то сделать из пластмассового лома, не занимайтесь этим в закрытом помещении. Пары пластмассы токсичны.
Делаем форму
Для отливки в домашних условиях нескольких деталей из пластика вам понадобится мастер-модель. Сделать ее можно из чего угодно. Вам подходят:
— пластилин;
— гипс;
— дерево;
— бумага и многие другие материалы.
Сделайте модель детали, которую будете отливать. Обмажьте ее литолом или другой смазкой. После этого сделайте форму. Все большую популярность приобретают формы из силикона. Это и понятно, работать с этим материалом легко и удобно, но нужно учитывать несколько обстоятельств. Во-первых, силикон бывает двух видов, заливочный и обмазочный. Во-вторых, у каждого вида – свой коэффициент удлинения и своя вязкость. Что касается первого параметра, то для литья пластмасс годится силикон с коэффициентом от 200%.
Обратите внимание на коэффициент вязкости. Чем она меньше, тем более точной получится форма. Это особенно важно, если вы собираетесь работать с заливочным силиконом. Учтите также время полимеризации. Если у вас заливочный силикон, мастер-модель поместите в опоку (она может быть из стали или, например, бронзы) и залейте силиконом. Обмазочный материал аккуратно нанесите кисточкой, учитывая все неровности. Дайте силикону застыть, после чего извлеките мастер-модель.
Опока представляет собой металлическую емкость. Она должна быть чуть больше мастер-модели.
Как в домашних условиях можно отлить любые пластиковые детали
Получайте на почту один раз в сутки одну самую читаемую статью. Присоединяйтесь к нам в Facebook и ВКонтакте.


Что понадобится : силиконом «ЭЛАСТОЛЮКС-М», разделитель на основе керосина (или вазелина), гнет для формы, «УНИКАСТ 9», затвердитель, пластиковый стакан, весы.
Сначала делается многоразовая силиконовая форма. Для этого берется деталь, которую нужно повторить или мастер-модель распечатанная на 3D принтере. В роли литников можно использовать обычные зубочистки. Для создания формы используется силикон – материал высокой эластичности и достаточно прочности. Для того, чтобы получить толщину изделия в 10-15 мм лучше всего использовать двухкомпонентный силикон «ЭЛАСТОФОРМ» (или подобный ему). Когда форма будет готова, можно начинать процесс литья.
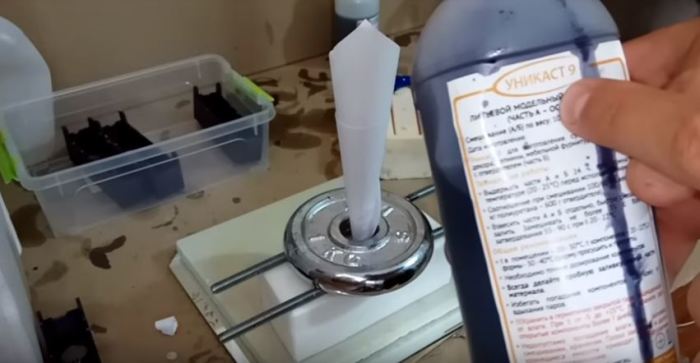
Итак, силиконовая форма ставится на подложку. Если использовать форму планируем больше одного раза, то ее следует в обязательном порядке смазать разделителем. Сверху форма придавливается при помощи гнета (груза), вес которого должен быть около 1 кг. Для того, чтобы заливка была ровной и аккуратной настоятельно рекомендуется создать воронку из бумаги. На этом форма готова.

В качестве самого дешевого материала заливки можно использовать полиуретан «УНИКАСТ 9» и затвердитель, которые используются в пропорции 1 к 0.6. В основу можно добавить любой краситель по своему усмотрению. На 1кг полиуретана добавляем 90-100 капель краски. При перемешивании ингредиентов стаканчик начнет нагреваться. Это означает, что процесс полимеризации запущен и смесь готова к заливке. Заливать в форму состав нужно без перерыва.
Важно : для действительно качественного смешивания материалов следует использовать прецизионные весы и пластиковый стаканчик.

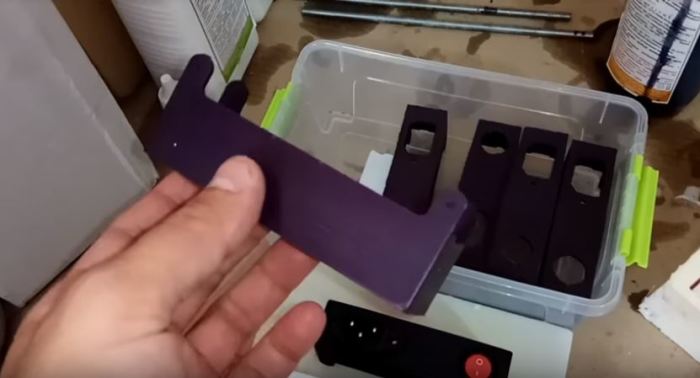
Первичное затвердевание займет до 2 минут. Полное затвердевание – 10-15 минут. Тем не менее, лучше дать форме «настояться» полчаса. После этого можно приступать к извлечению деталей из формы. Делаем все аккуратно и не спеша.
Видео
Понравилась статья? Тогда поддержи нас, жми:
Литье пластмасс под давлением в домашних условиях
Этот видео урок канала очумелецТВ о том, как осуществлять литье пластмассы в домашних условиях. Расплавленная пластмасса не бывает полностью в жидком состоянии. Это густая масса, поэтому её льют под давлением. Чтобы создать его, мастер сделал металлический шприц. Использовал сантехнический сгон. Поршень. Направляющая.
Твердая пресс-форма. Из эпоксидной смолы. Изготавливать винтовой барашек. В качестве сырья использовал полипропилен. От старого ящика. В домашних условиях лучше лить полипропилен и полиэтилен, так как эти пластмассы нетоксичные.

При нагревании они не выделяют вредных продуктов. Мелкие кусочки заполняем в шприц. Ставим в духовку она 220-240 градусов. Деталь простая, поэтому пластик не стоит сильно перегревать. Пока греется пластик будем собирать пресс-форму.
Сначала закрепим болт на нужное расстояние. Достаточно потянуть руками, здесь не нужен гаечный ключ. Давление не столь высоко. Чтобы болты не ходил туда сюда, используем крышечку. Материал дсп. Устанавливаем крышку и стягиваем гайками. В отверстие будем заливать пластик.
Прошло 30 минут. Одеваем специальные перчатки, достаем шприц. Быстренько накручиваем. Надавим, чтобы выдавить пластмассу. Устанавливаемых поверх пресс-формы. Давим. Выдерживаем определенное время. Необходимо держать под давлением, чтобы усадка была минимальная.
Разберем форму и посмотрим, какое получилось изделие.


Видно, что всё пролилось. Извлекаем. Деталь получилась. Болт хорошо залился, сидит прочно. Выступы можно обрезать. Так можно делать литье полипропилена и др. в домашних условиях. Это самый примитивный кустарный способ. Чтобы можно было быстро и легко отлить изделие.
Изготовление пресс-формы
Далее смотрите видео о том, как сделать пресс-форму, чтобы лить пластмассу.
Станок для литья полипропилена
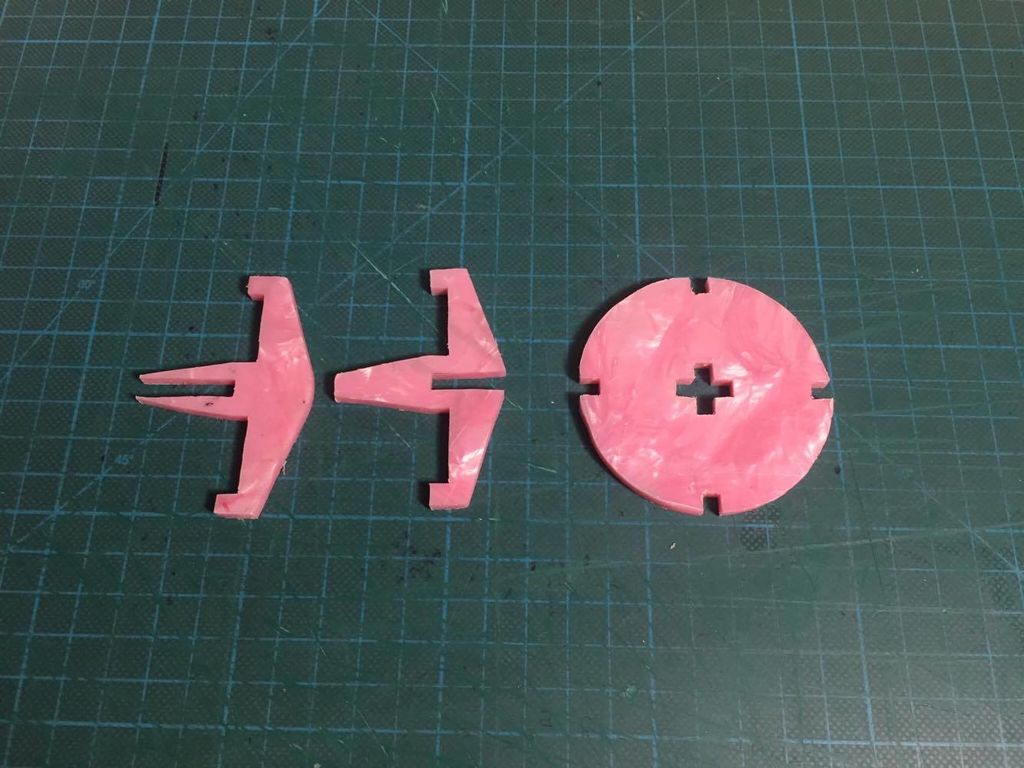
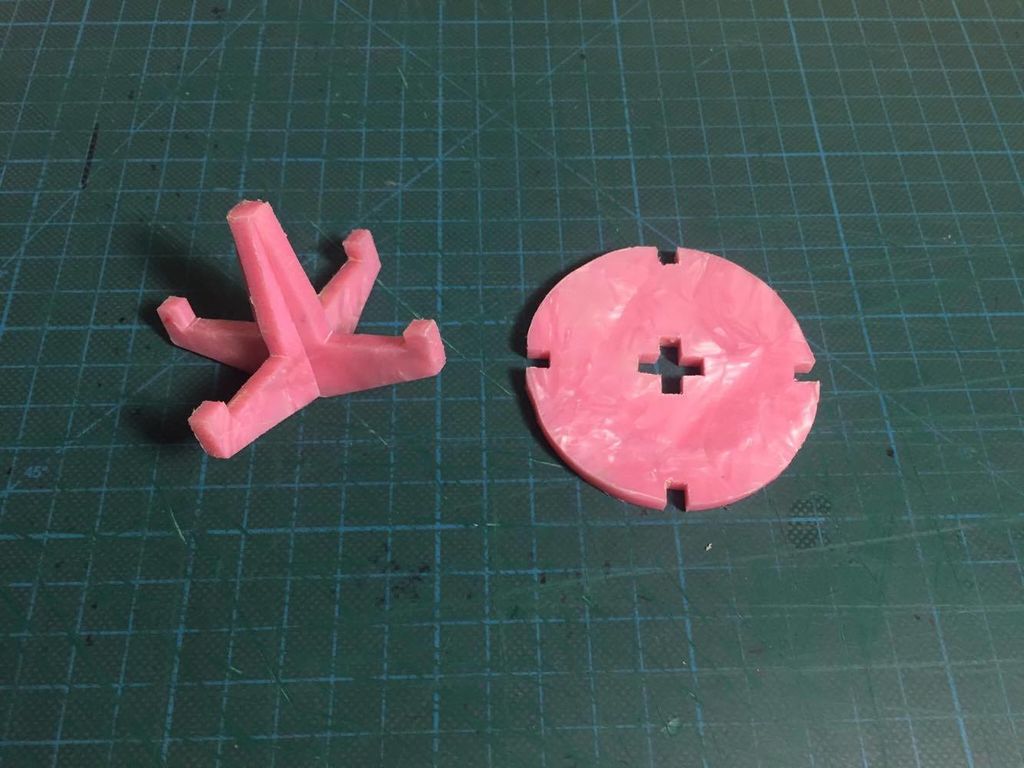
Автор канала ОумелецТВ показал изготовленный своими руками станок для домашнего литья пластмассы. Он электрический. Поршень ручной. Термостат для точного контроля температуры. На видео показана его испытания. Для этих целей он будет лить нейлон или полиамид. Есть еще одно название – капрон. Из нейлона обычно делают крестовины для стульев. Как раз такая нашлась у мастера, он её раскрошил. Перед применением кружку нужно просушить при температуре до 100 градусов. Это нужно делать в течение 2-4 часов.

Загрузим гранулы в станок. Установим 250 градусов. Это оптимальная температура для литья полиамида. Подождем, когда наберется необходимое градусы. Потом установим поршень. Станок вышел на оптимальный режим, индикаторная лампочка горит. Теперь нужно подождать 5 минут, чтобы пластик полностью прогрелся изнутри.
Полиамид нагрелся. Ставим его на пресс-форму. Вдавливаем. Делаем выдержку под давлением. Видно, что он залился. Дадим ему немного остыть. Теперь разбираем пресс-форму. Училась пластмассовое изделие. Как видите, усадки нет.
Станок для литья пластмассы дома
Далее видеоматериал, объясняющий, как изготовить станок для литья пластмассы. Что для этого потребуется в домашних кустарных условиях? Шток с поршнем. Труба на три четверти в качестве цилиндра. Полдюймовой переходник на 3/4 трубу. Штуцер, срезанный для удобства. Металлическая прокладка со слюдой для изоляции. Термостат. Он регулирует температуру до 350 градусов. Тен на 600 ватт. Две гайки и коробка для крепления термостата. Одеваем переходник. Закручиваем шайбу.
Для того, чтобы нихром не сползал вниз.

Начинаем собирать блок управления. Потом прикрепим термопару от термостата к корпусу цилиндра. Автор не стал показывать, как он будет все это собирать, но представил схему. На фото устройства показано в сборе.

Крепим блок управления к шприцу. Затягиваем гайками. Термопары по длине достаточно. Теперь нужно закрепить. Слюда для предотвращения проскакивания термопары через керамические изоляторы. Для перематывания используется не просто нить, а кремнеземная. Она жаростойкая, то есть не горит, не плавится. Можно использовать асбестовый шнур. Но поскольку его не было в наличии у мастера, пришлось покупать кремнеземную.
Обматываем ТЭНом. Далее можно использовать минеральную вату или асбестовую ткань. Необходимо для избежания теплопотерь. Мастер использовал минвату от старой духовки. Алюминиевым проводом зафиксировал. Сборка закончена. Можно проводить испытания под давлением.
Выставляем термостат на 100 градусов. Посмотрим, как в этом режиме дома будет работать станок.
Переплавка пластиковых бутылок в домашних условиях — как расплавить пластмассу и зачем
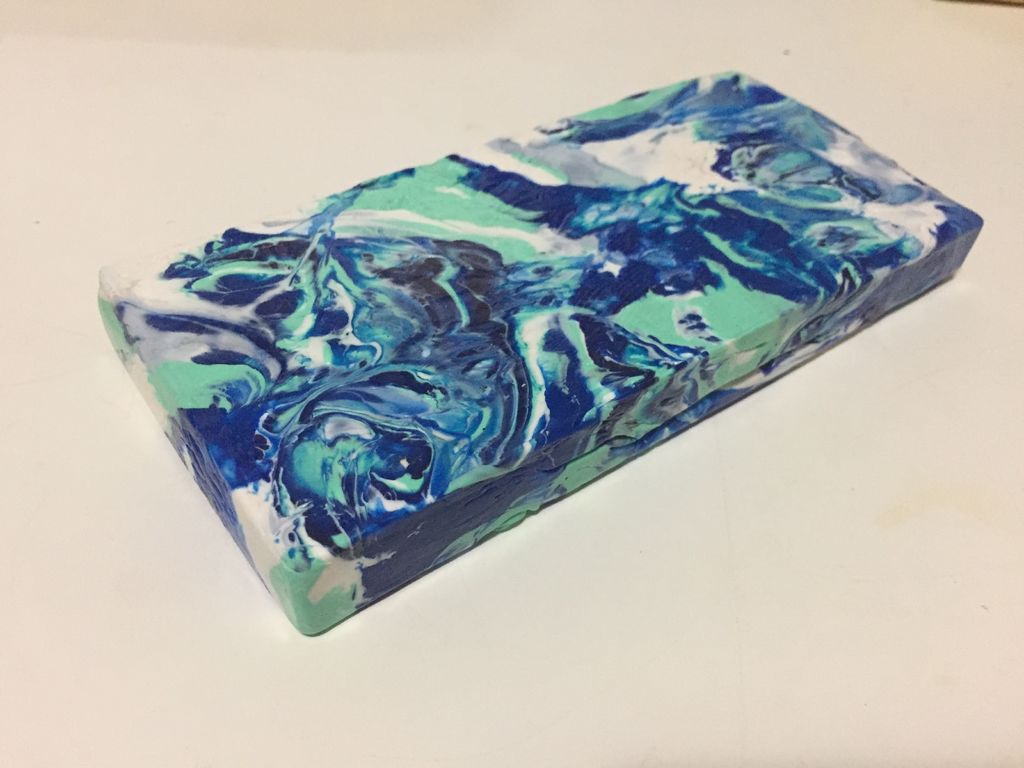
В этом руководстве я расскажу вам, как плавить пластмассу в домашних условиях. Переплавка пластиковых бутылок из полиэтилена высокой плотности (HDPE) и изготовление из них блоков, которые можно использовать разными способами.

Каждый день мы используем и выбрасываем много пластиковых бутылок… Давайте изменим это!
Дэйв Хаккенс удивительный парень, который сделал много видео об утилизации пластика. Он показывает, как собирать, расплавлять и обрабатывать пластиковые предметы, чтобы создавать новые вещи. Однако, если вы хотите просто попробовать переработать несколько бутылок, следуйте этому краткому руководству.
Шаг 1: Материалы и инструменты



- Бутылки из полиэтилена высокой плотности (HDPE)
- Деревянные дощечки (для изготовления формы)
- зажимы
- бумага для выпечки
- перчатки с термозащитой
- ножницы/нож
Шаг 2: Форма



Нет необходимости делать очень сложную форму для плавки пластика.
Поскольку мы собираемся расплавить пластик и получить обычный блок, нам нужна простая коробка. Чем точнее и аккуратнее будет собрана коробка, тем точнее и аккуратнее будет блок.
Как вы можете видеть из приведенных выше рисунков, я использовал деревянные доски, которые лежали в моей мастерской, так же я накрыл каждую внутреннюю поверхность коробки бумагой для выпечки. Это будет важно позднее, когда будем извлекать блок из формы. Древесина — пористый материал, а расплавленный пластик — очень липкий, так что не стоит им соприкасаться.
Шаг 3: Как разрезать бутылки
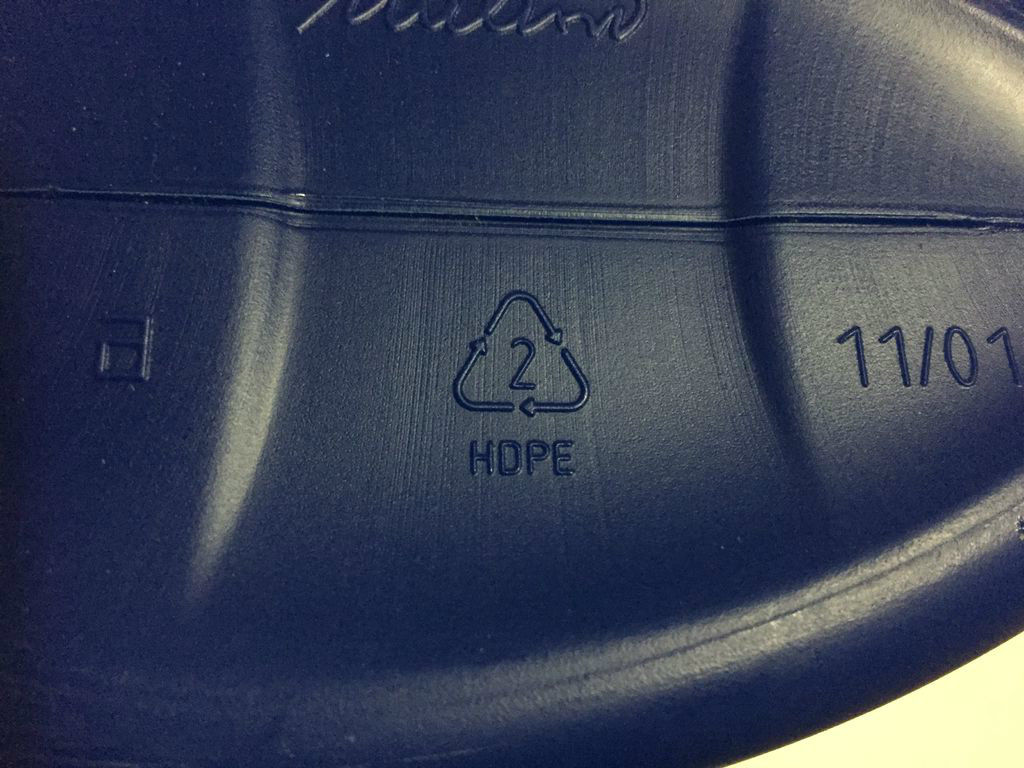


Прежде всего, HDPE, что это такое? Как можно отличить его от всех других видов пластика?
HDPE — полиэтилен высокой плотности. Это довольно распространенный материал, используемый специально для производства пластиковых бутылок и коррозионностойких трубопроводов.
Как вы можете видеть на рисунке №1, его легко отличить от другого типа пластика благодаря цифре «2» в качестве идентификационного кода смолы.
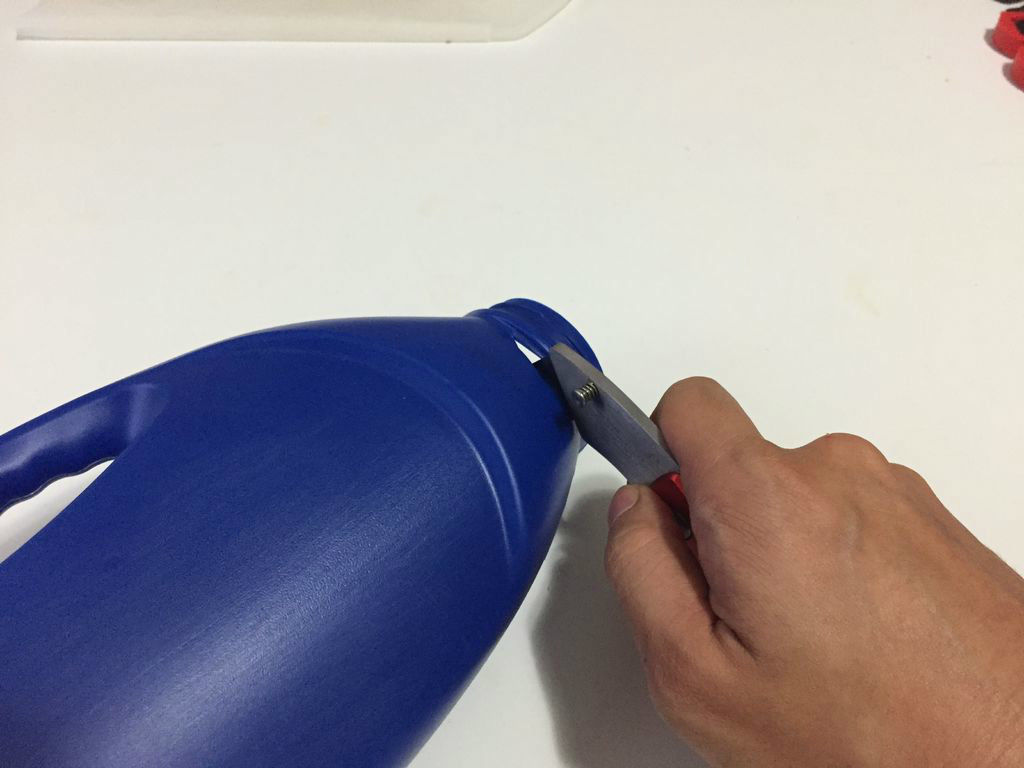
После удаления этикеток и мытья бутылок нам нужно разрезать их на мелкие кусочки. Чем меньше, тем лучше, так как потребуется меньше времени для плавления. Используйте нож или крепкие ножницы.
Обычно я начинаю с ножа, отрезаю горлышко (фото № 2), которое является более жесткой частью, затем отрезаю основание и, наконец, ручку.
После этого вы можете использовать ножницы, чтобы сделать из больших кусков более мелкие (фото № 4).
Шаг 4: Плавление


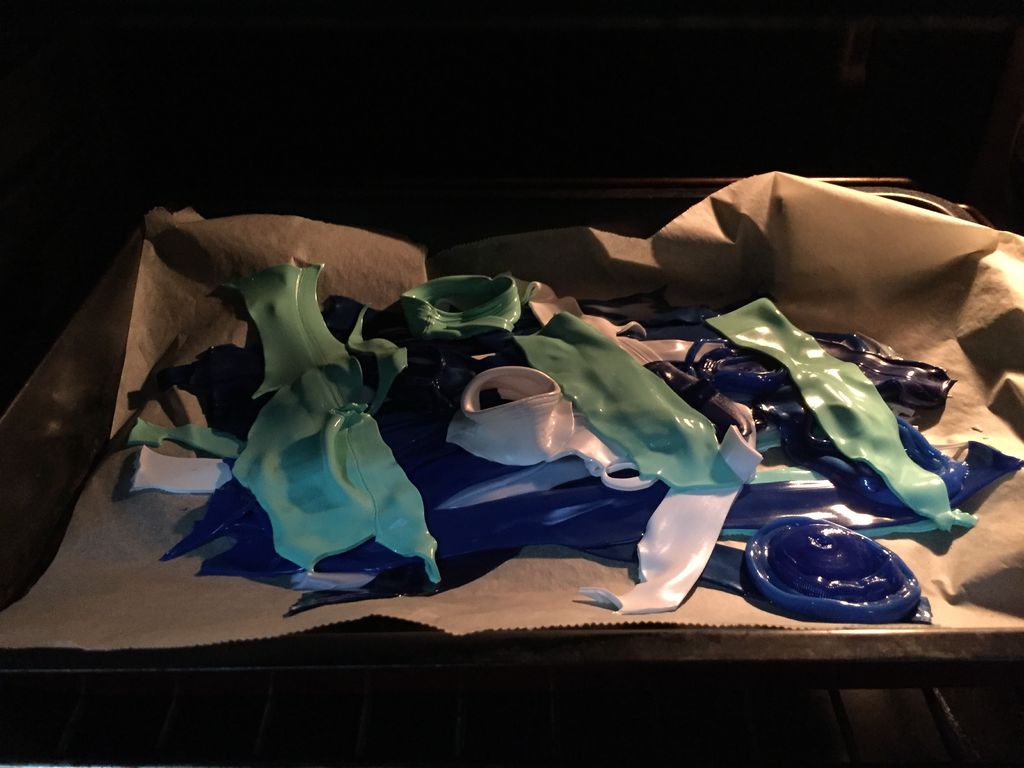
Каждый тип пластика имеет разную температуру плавления.
Дэйв Хаккенс отлично изучил каждый тип, чтобы индивидуализировать правильную точку плавления (здесь вы можете увидеть его работу).
Я узнал, что в моей печи HDPE обычно плавится при температуре около 180°C.
В то время пока нагревается духовка, положите кусок бумаги для выпечки на противень и расположите на ней кусочки пластика. Наконец поместите противень в духовку и проверяйте его каждые 10 минут.
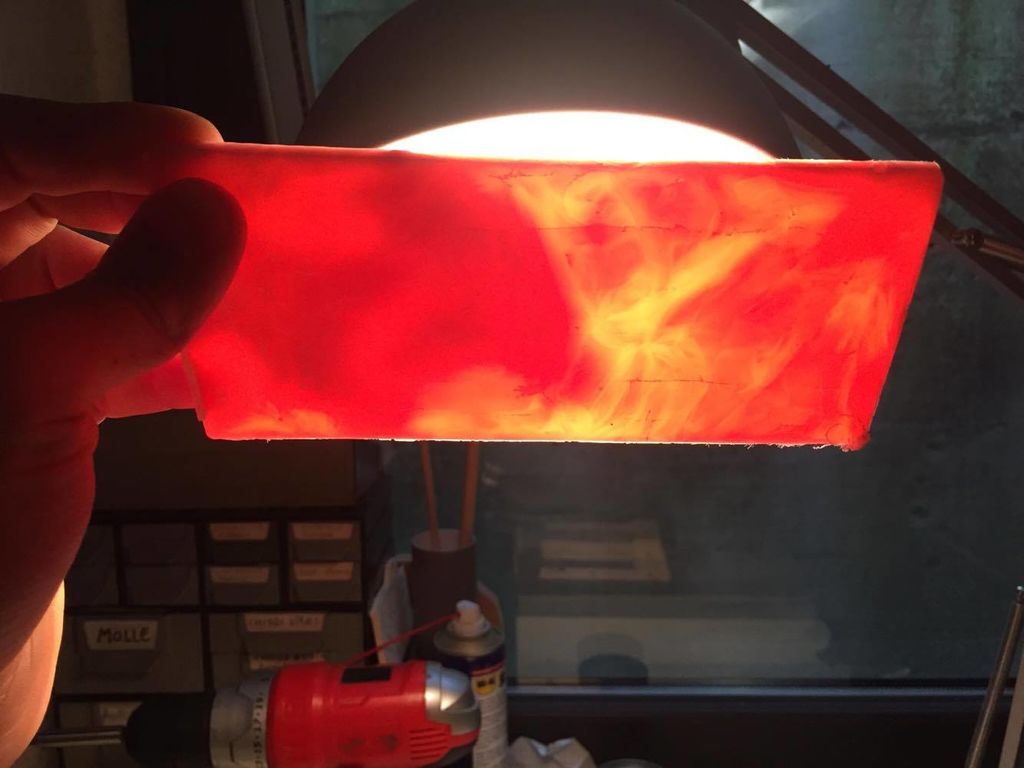
Шаг 5: Эффект мрамора




Первый раскрас, который я покажу вам, мой любимый: эффект мрамора.
Через 10/15 минут, если вы видите, что пластик выглядит липким, вы можете вытащить его из духовки. Оденьте жаростойкие перчатки и скрутите пластик (фото № 2/3).
Действуйте быстро (пластик остывает), но имейте ввиду, что он очень горячий и липкий.
Как только у вас получится что-то вроде того, что вы можете увидеть на фото №4, вы можете положить обратно в духовку.
ПРЕДУПРЕЖДЕНИЕ: Используйте перчатки! Если пластик попал на вашу кожу, немедленно промойте пораженное место холодной водой, чтобы уменьшить боль.
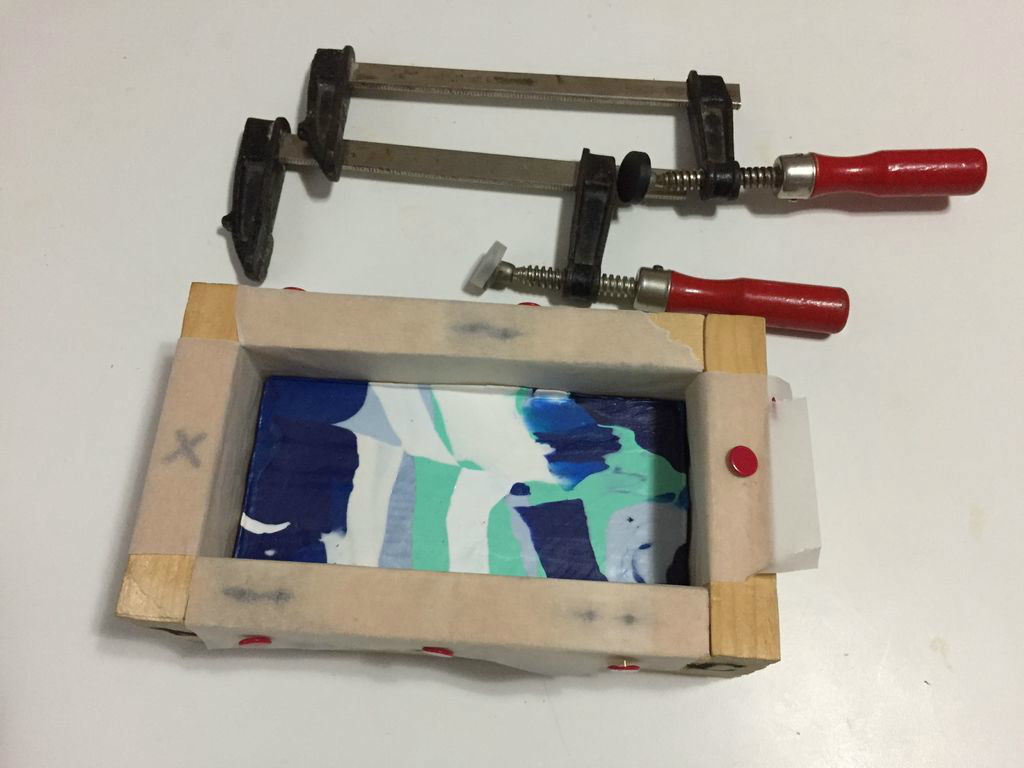
Шаг 6: Закрепляем форму



Через 10 минут извлеките пластик из духовки и положите его в форму. Зажмите его так сильно, как можете, и каждые 5 минут, затягивайте зажимы сильнее. HDPE сжимается, когда он остывает, поэтому, чтобы получить плоский блок, вы должны часто затягивать зажимы.
Шаг 7: Мраморный блок

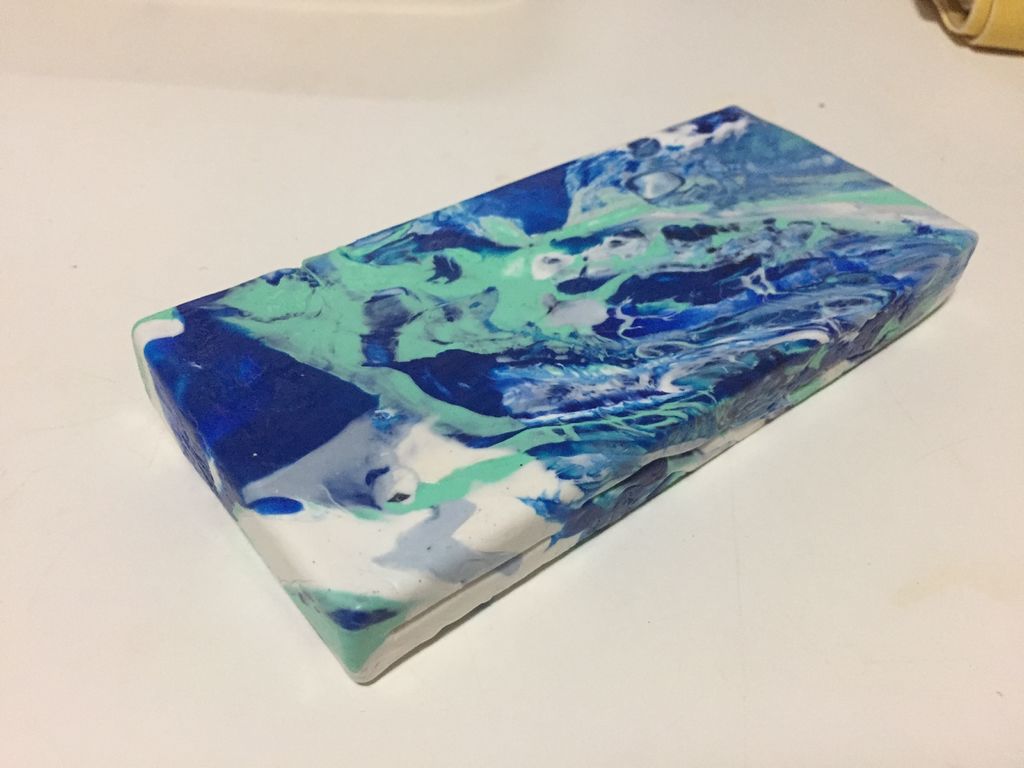
Это результат после 2 часов охлаждения.
Как видно из фото, благодаря технике крутильно-вращательного движения, которую мы использовали, получился прекрасный эффект мрамора. Мне очень нравится этот метод, потому что вы можете видеть все используемые цвета.
Шаг 8: Эффект «Камуфляжа»




Вот еще один раскрас. Я называю его эффектом камуфляжа.
Это проще и безопаснее, чем эффект мрамора, потому что нет нужды касаться пластика руками. Как и в Шаге 5, после 10/15 минут, если вы видите, что пластик выглядит липким, вы можете извлечь его из духовки.
На этот раз мы будем использовать технику складывания. Очень аккуратно (и всегда используйте перчатки), поднимите бумагу для выпечки с одной стороны и сложите пластик на себя (фото № 2).
Повторите тоже самое с другой стороны и положите обратно в духовку.
Шаг 9: Закрепляем форму



После 10 минут плавления выньте пластик из духовки, сложите в последний раз, сделав что-то вроде яичного рулета (фото № 1) и поместите его в форму.
Как и на шаге 6, зажмите его так сильно, как можете, и возвращайтесь каждые 5 минут, чтобы затянуть зажимы. Затем оставьте его остывать на пару часов.
Шаг 10: Камуфляжный блок


Вот результат. Выглядит действительно как камуфляж.
Шаг 11: Что можно сделать из блоков?


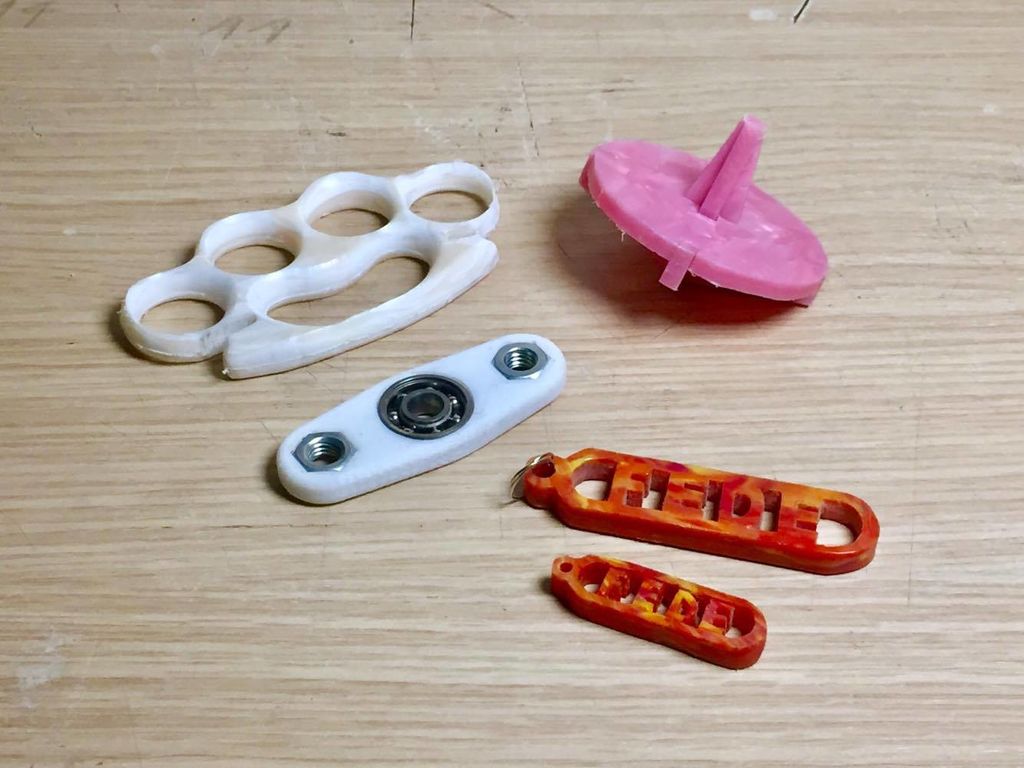
Эти блоки невероятно прочные, простые и тяжелые. Вы можете использовать их по-разному.
На фотографии № 3 вы можете увидеть, кастет, спиннер, несколько брелков и юлу. На сайте preciousplastic вы можете найти другие способы применения HDPE, такие как, например, плитка — фото № 1.
Шаг 12: Самодельная юла



Вот пример того, что вы можете сделать с помощью единственной бутылки из-под моющего средства.
Прежде всего, я удалил этикетку, и я очень хорошо промыл бутылку, избавляясь от всех мыльных остатков. Затем я расплавил пластик в тонкий блок (по методу, показанному на предыдущих этапах), и я сплющил его до толщины 5 мм (фото № 2).
Я нарисовал юлу, состоящую из 3-х частей и приклеил шаблон к блоку. Затем, разрезал все фигуры по линиям с помощью лобзика и отшлифовал вручную все края.
Спустя 2 часа, после того как я сделал блок из бутылки, и двадцати минут работы над блоком, у меня получилась эта классная юла.
Надеюсь, вам понравилось, и вы попытаетесь переработать несколько пластиковых бутылок, сделав из них что-нибудь интересное.
Спасибо, что прочитали мое руководство!

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Литье из пластмассы в домашних условиях
В помощь домашнему мастеру
Мелкие детали моделей изготавливают обычно из пластмассы или металла механической обработкой. Однако когда их требуется много, детали лучше отливать из пластмассы в гипсовые формы.
Приготовить пластмассу можно из акрилатного порошка АКР-7, замешенного на растворителе до тестообразного состояния. Оба необходимых компонента имеются в зубопротезных наборах.
Если деталь симметрична и имеет несложную конфигурацию, например якорь, колесо или спасательный круг, то форму удобнее сделать разборную, из двух половин, которые можно будет использовать многократно.
Формуя, металлические или пластмассовые литейные модели вдавливают в еще не застывший гипс до плоскости симметрии (разъема) и дают застыть. Вторую половину формы заливают, предварительно смочив нижнюю часть слабым мыльным раствором, чтобы облегчить разделение половин. Верхняя часть формы должна иметь сквозное отверстие: диаметр 3-4 мм для заполнения пластмассой и выхода излишков её при полимеризации. Вынув литейную модель и сложив обе половины, стягивают их между собой шпагатом или резиной — и форма готова.

1 — основание формы; 2 — верхняя половина; 3 — установочный стержень (дерево); 4 — пластмассовая модель; 5 — картонная коробка.
Для изготовления детали сложной конфигурации необходима форма, состоящая из трех и более частей. Здесь лучше использовать метод, применяемый в точном литье, — по выплавляемой модели.
1 — гипсовая заливка; 2 — парафиновая модель; 3 — установочный стержень (дерево); 4 — картонная коробка.
Форма при этом будет неразъемной, то есть одноразового пользования. Модель для ее получения делают из парафина, заливают раствором гипса, предусмотрев в самой верхней части цилиндрическое или коническое, расширяющееся кверху отверстие диаметром 3-5 мм — литник. Через 30-40 мин застывшую гипсовую форму погружают в сосуд с холодной водой литником кверху и кипятят до полного расплавления литейной модели. Парафин, как более легкий, вытесняется из формы водой и всплывает на поверхность. Затем, не вынимая форму, воду охлаждают и с ее поверхности снимают слой застывшего парафина. Для удаления из формы его остатков прогревание следует повторить.
Благодаря этому способу получаем в гипсе полость, точно воспроизводящую форму детали, Если внутри будущей детали желательны крепежные элементы, то следует вставлять их в парафиновую литейную модель, чтобы при выплавлении они не сместились. Например, если требуется иметь в детали металлическую гайку, то ее ставят с выступающим болтиком и все заливают гипсом. Тогда свободный конец болтика окажется в толще гипса и после выплавки парафина удержит гайку в нужном месте.
При неразборной форме пластмассу приготавливают в стеклянной посуде, доводя до консистенции жидкой сметаны. Перемешав массу стеклянной палочкой, вливают через литниковое отверстие в форму. Приготовление полимера и заполнение формы производят без задержки, так как масса быстро густеет. В момент заливки форма изнутри обязательно должна быть увлажненной, иначе поверхность готовой детали получится шероховатой и пористой.
Заполненную форму выдерживают при комнатной температуре 15-30 мин до резиноподобного загустения массы. После чего ее уплотняют через литниковое отверстие стеклянной или деревянной палочкой. Уплотнённая поверхность массы не должна доходить до верхнего края формы на 3-5 мм, так как при полимеризации акрилат расширяется.
Литниковое отверстие прикрывают увлажненным целлофаном и обрезком фанеры и затягивают струбциной. Затем форму вместе со струбциной погружают в кастрюлю с водой комнатной температуры и постепенным нагревом в течение 30-40 мин доводят до кипения. Оно не должно быть бурным и продолжается не менее 45 мин. После этого нагрев прекращается, и форма выдерживается в кастрюле еще 15-20 мин. Для получения более качественной отливки необходимо медленное полное охлаждение формы до комнатной температуры.
Мастер-класс: вакуумное литье пластмасс в силикон
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.

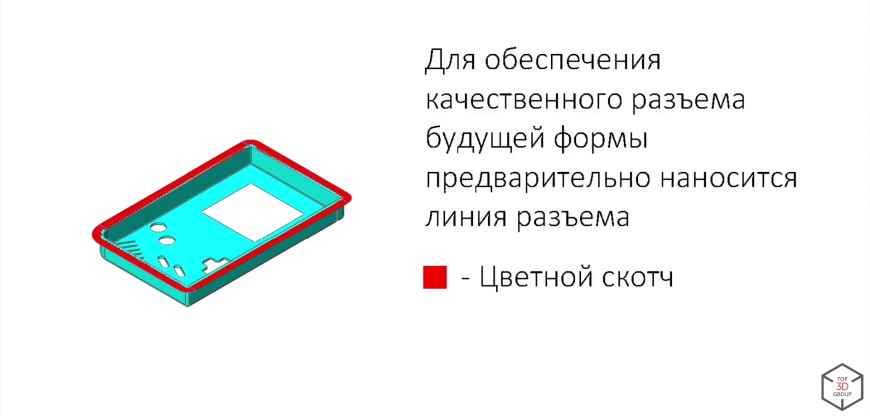
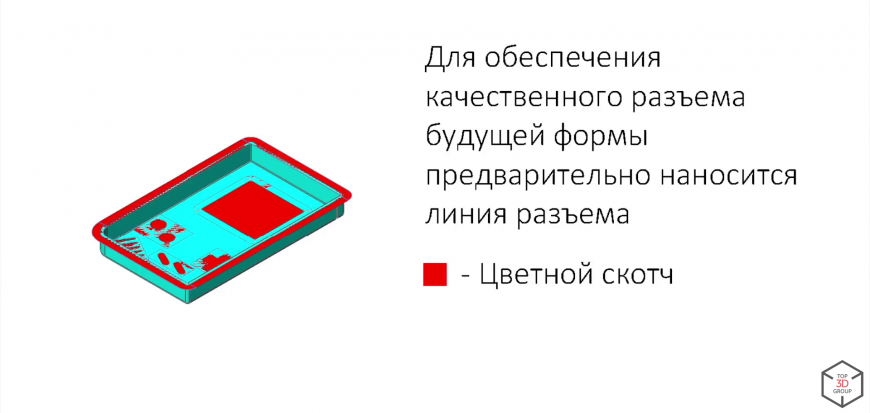
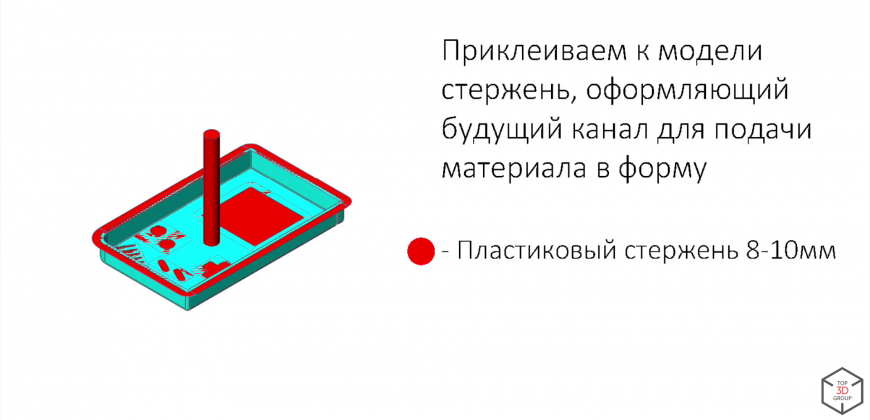
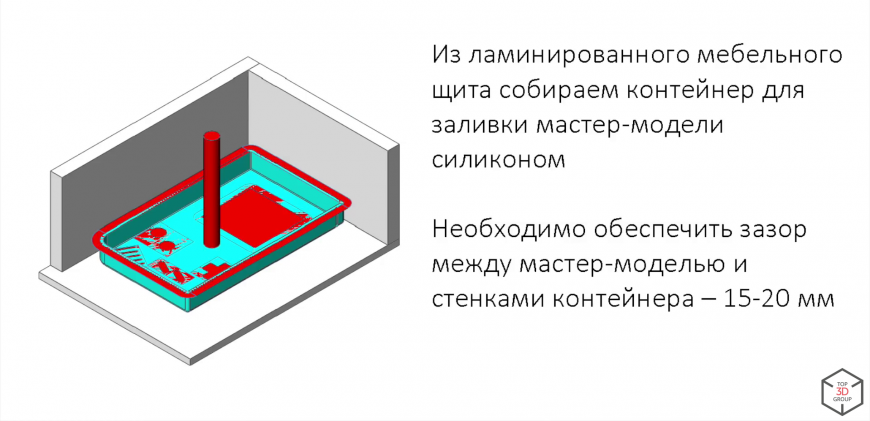
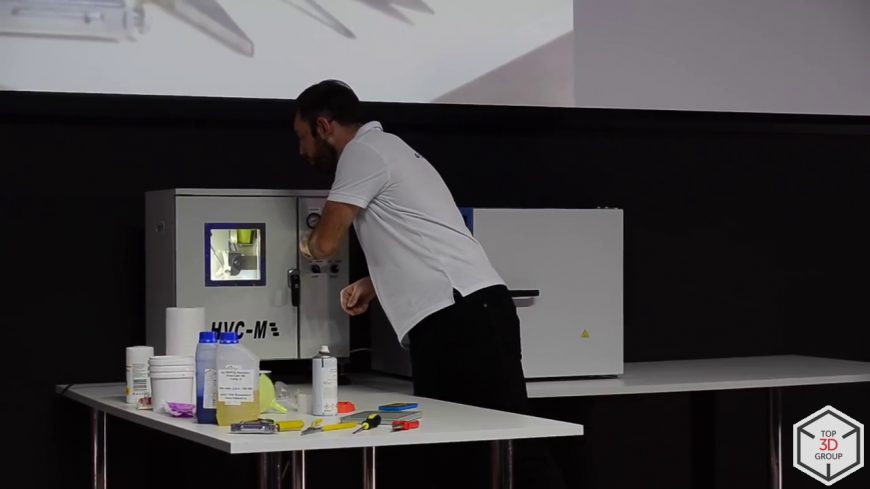
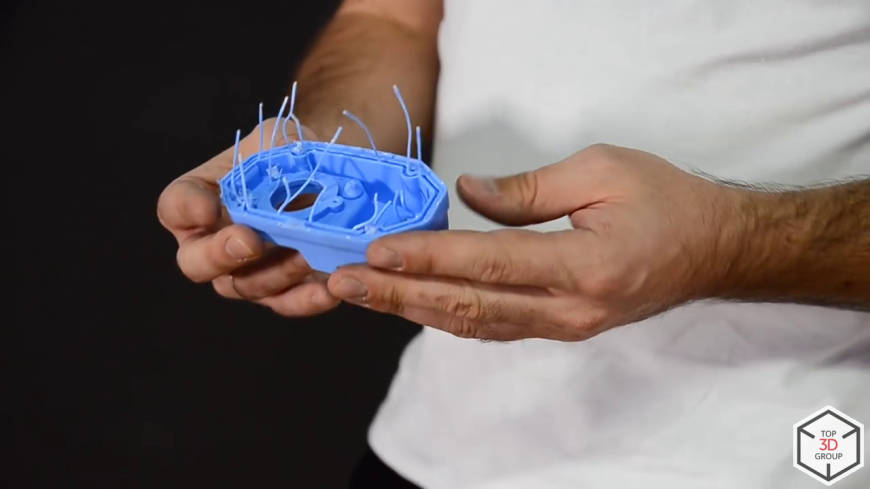
Для тех, кто не смог посетить Top 3D Expo, рассказываем о мелкосерийном производстве пластиковых деталей методом вакуумного литья в силикон, мастер-класс по которому был организован на конференции с помощью наших друзей из «Фолипласт».
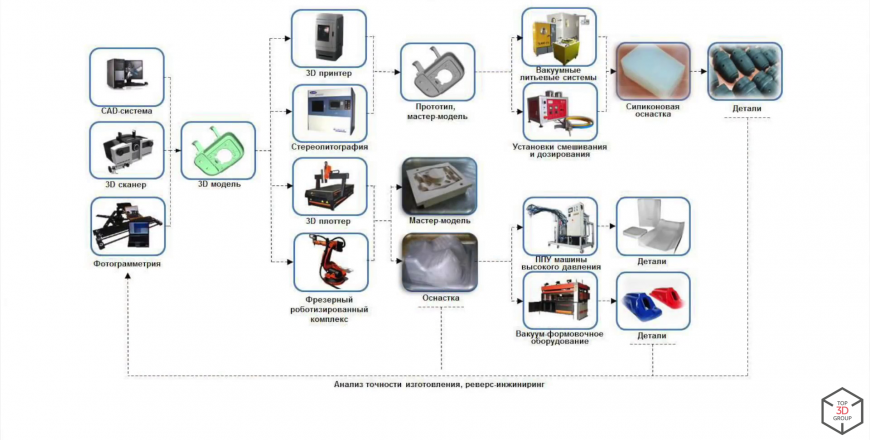
Сначала производится 3D-сканирование необходимой детали, далее — создается 3D-модель и, с помощью одного из методов 3D-печати, изготавливается прототип/мастер-модель, на основании которой уже можно получить, с помощью вакуумно-литьевых систем и силиконовой оснастки, партию готовых полиуретановых деталей.
Назначение технологии вакуумного литья

На текущий момент серийность всех изделий по России снижается и находится в области мелких/средних серий. Таким образом, технология вакуумного литья стала востребована для производства таких серий.
Преимущества вакуумного литья

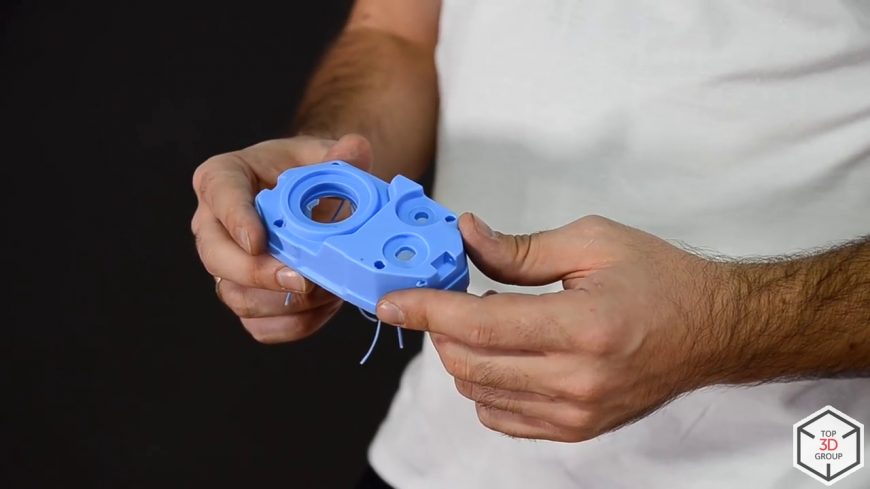
Главное преимущество — очень короткие сроки изготовления, после создания 3D-модели, и использование материалов с различными свойствами, в том числе и двухкомпонентных полиуретанов, которые имитируют основные пластмассы и резину. При этом изделия не имеют внешних отличий и полностью соответствуют изделиям изготовленным на традиционном термопластавтомате (ТПА) из классичего материала, и подойдут для отработки технологии. Фактура поверхности зависит от технологии 3D-печати прототипа. Соответственно, если вы хотите получить качество как после ТПА, то необходима доводка прототипа. В большинстве случаев это ручной труд и для его сокращения мы используем технологию стереолитографии в 3D-печати прототипов.
Оборудование
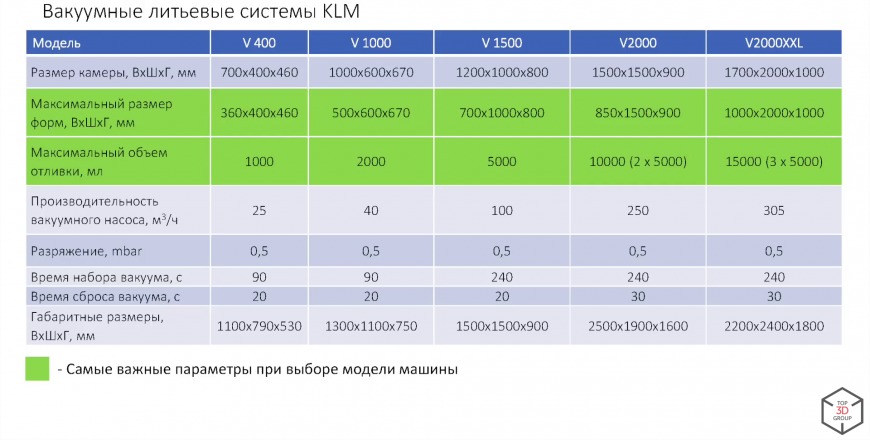
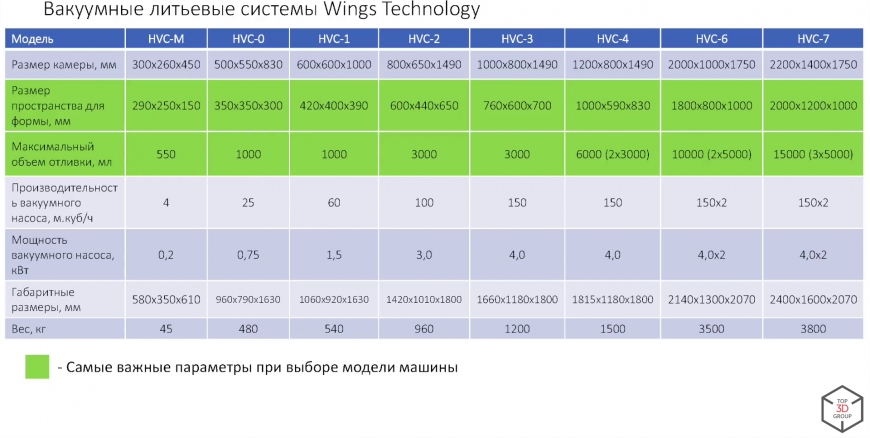
Мы сосредоточились на двух производителях вакуумных литьевых систем — это немецкая компания KLM и китайская компания WINGS TECHNOLOGY. В таблице выделены зеленым цветом самые основные/важные параметры, на которые следует обратить внимание при подборе оборудования.
Вакуумные литьевые системы KLM, Германия


Вспомогательное оборудование
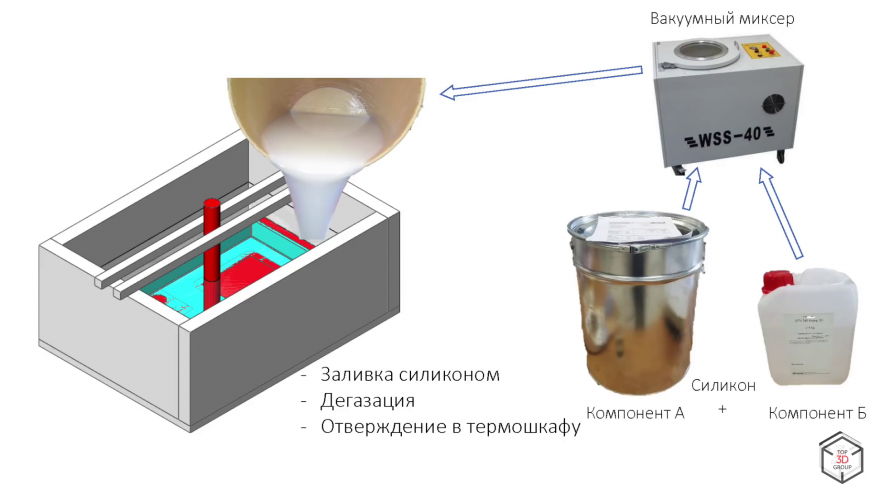
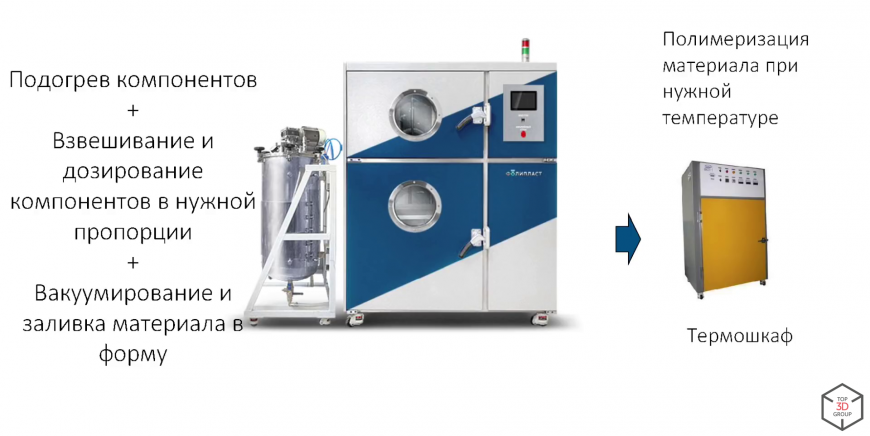
При изготовлении силиконовых форм и литье в них используется вспомогательное оборудование — термошкаф (нагревание материалов до 40 градусов перед заливкой, полимеризация при 60/70/80 градусах), вакуумный миксер (для изготовления силиконовой оснастки — одновременное вакуумирование и перемешивание силикона, удаление пузырьков воздуха из силикона), дозатор силикона (автоматическая дозировка и подача силикона).


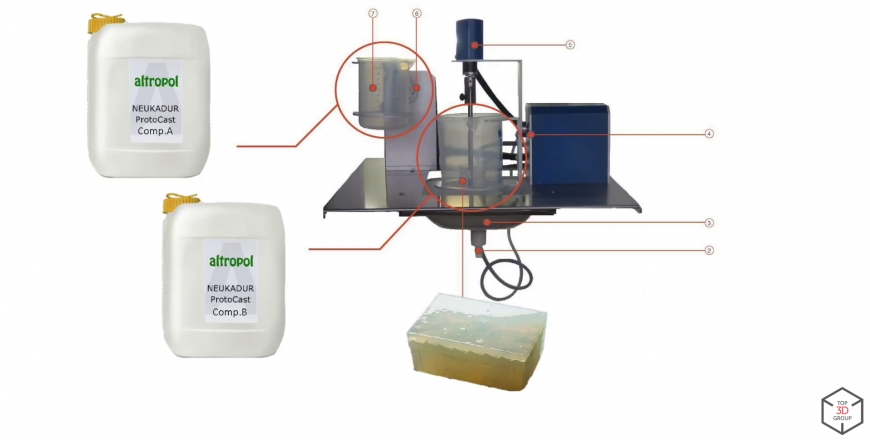
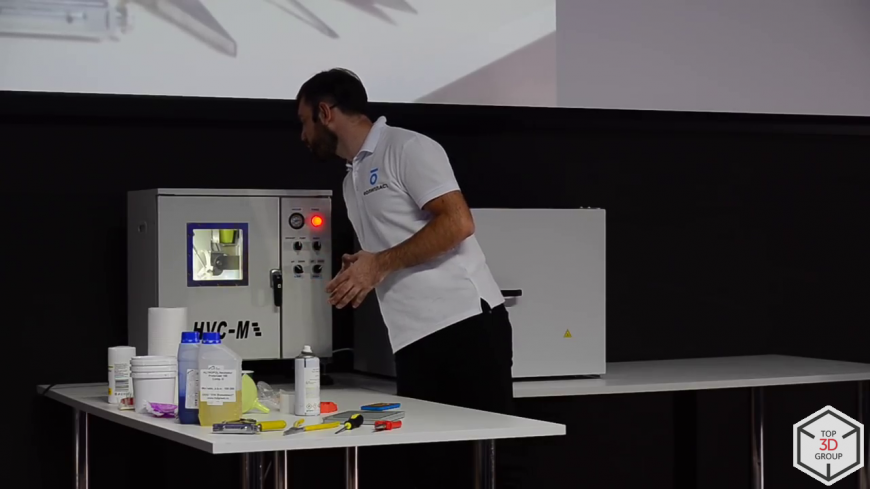
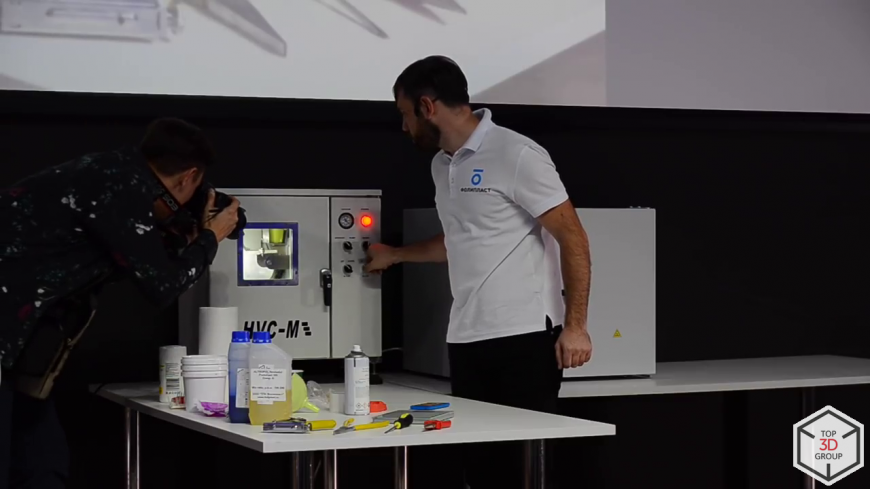
Вакуумно-литьевая машина изнутри
Машина состоит из следующих основных элементов:
1. Вакуумный шкаф. Конструкция из нержавеющей стали, выкачивает воздух из рабочей камеры.

2. Литьевая система, состоящая из двух чашек, А и Б, каждая для своего компонента, а также системы подачи и смешивания.
Устройство литьевой системы:
Технология вакуумного литья состоит из следующих основных этапов:
1. Мастер-модель, подготовка:
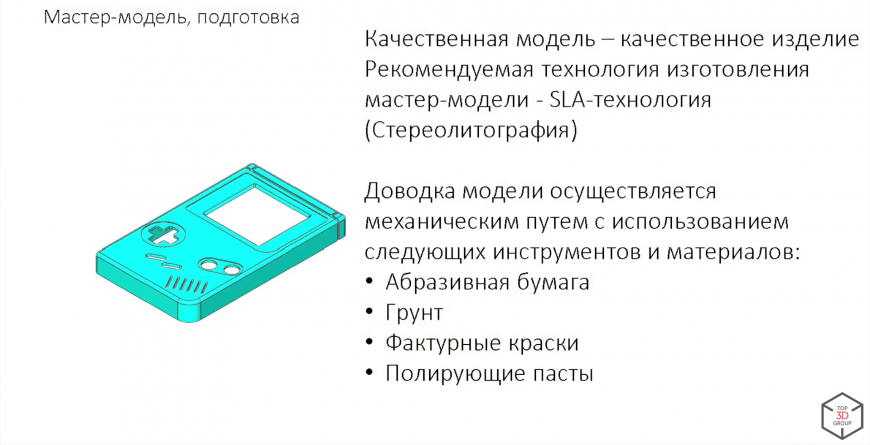



Необходимо использовать вакуумирование для извлечения влаги из компонентов, иначе полиуретан может начать кипеть. Используются практически безусадочные компоненты мы можем получить 14 квалитет точности на изделиях. Пока ни один из видов 3D-печати не может предложить такое качество изделий из пластмассы, как вакуумное литье при мелком или серийном выпуске. Начиная от 3-5 изделий, экономически более выгодно использовать вакуумное литье вместо 3D-печати.
Демонстрация технологии
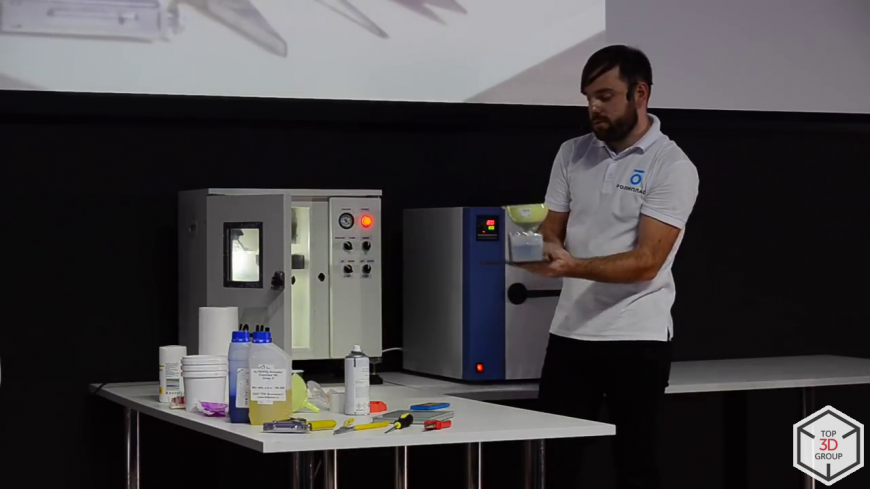
Демонстрируем изготовление изделия на компактной машине HVC-M.
В термопечи разогреваем силиконовую форму.









Различия между классическим и автоматизированным вакуумным литьем
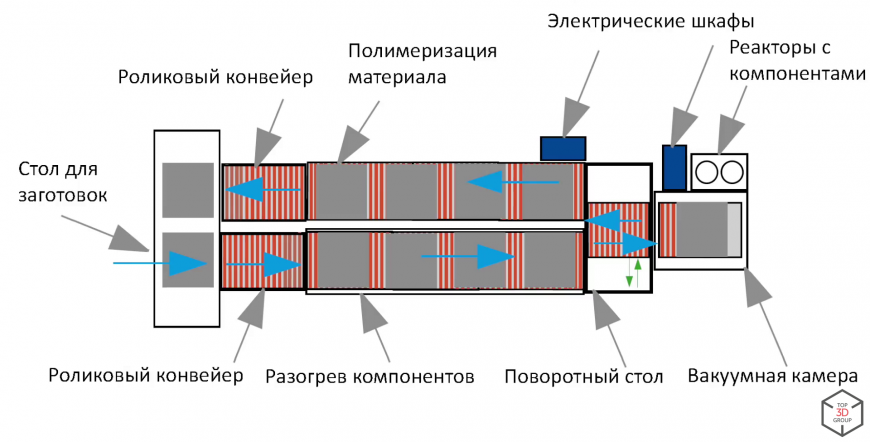
Классическая схема вакуумного литья

На текущий момент широко используется автоматизированная схема вакуумного литья. Дозировка, подача, подготовка, вакуумирование смеси и заливка в форму происходят в автоматическом режиме, в одном узле. Такая схема позволяет в разы сократить цикл заливки, то есть — 4 минуты в автоматическом варианте, против 12 минут в классическом. Весь процесс сокращается, примерно, в 1,6 раза.
Автоматизированные литьевые машины:


Вакуумное литье пластика в силикон — оптимальный способ производства малых и средних партий изделий, твердо занимающий свои позиции между 3D-печатным прототипированием и фабричным серийным производством и обеспечивающий разумную стоимость изделий при сохранении высокого качества.
Заказать штучное и малосерийное вакуумное литье пластика в силикон, а также приобрести оборудование и материалыдля него можно в Top 3D Shop — подберем оптимальный вариант под любые задачи.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Изготовление пластиковых изделий и форм своими руками
 Бизнес идея для организации мелкосерийного производства изделий из различных литьевых материалов в домашних условиях. Благодаря инновационным технологиям сегодня при изготовлении пластиковых изделий можно обойтись без дорогих станков термопласт автоматов. Более того, наладить мелкосерийное мини-производство можно прямо на своем рабочем столе. Данную бизнес идею можно рассматривать в двух направлениях:
Бизнес идея для организации мелкосерийного производства изделий из различных литьевых материалов в домашних условиях. Благодаря инновационным технологиям сегодня при изготовлении пластиковых изделий можно обойтись без дорогих станков термопласт автоматов. Более того, наладить мелкосерийное мини-производство можно прямо на своем рабочем столе. Данную бизнес идею можно рассматривать в двух направлениях:
- Как основной бизнес по изготовлению готовых изделий и форм путем литья из:жидкого:
- пластика;
- силикона;
- полиуретана;
- прозрачных смол и прочих материалов.
- Изготовление форм как эффективное дополнение к другим видам бизнеса в области:
- строительства;
- пищевой промышленности;
- мыловарения.
В первом и во втором случаи литье в домашних условиях не требует больших вложений финансовых средств. Начать литьевой бизнес можно просто сейчас.
Изготовление с помощью жидких пластиков
 Процесс изготовления осуществляется с помощью жидких пластиков и силиконовых форм. Теперь появилась возможность в домашних условиях производить пластиковые изделия мелкими сериями:
Процесс изготовления осуществляется с помощью жидких пластиков и силиконовых форм. Теперь появилась возможность в домашних условиях производить пластиковые изделия мелкими сериями:
- сувенирную продукцию;
- игрушки;
- бижутерию;
- запчасти для автотюнинга;
- запчасти для разных механических устройств;
- обувь;
- посуду.
Существуют компоненты для изготовления деталей из тонкостенного пластика, которыми можно существенно расширить ассортимент продукции и производить детали любой сложности. Например, смешивание двух компонентов марки Axson FASTCAST F32 от французского производителя позволяет получить супер-жидкий пластик, который оттекает мельчайшие складки рельефа формы модели. К тому же он безвредный для детей и не имеет запаха.
Подготовка к производству
 Для организации производства потребуется в первую очередь модель-образец. По ней сначала нужно сделать форму из специальных силиконовых или полиуретановых компонентов. С опытом и качеством материалов можно научиться снимать формы с моделей на таком высоком уровне, что будут даже видны отпечатки пальцев на изделиях (при необходимости). То есть копия получиться на уровне идентичности, которую нельзя отличить не вооруженным глазом. Пластиковым изделиям можно придать сложные компаунды с любым рельефом. Если нет готовой модели для образца, а нужно сделать уникальные изделия, ее можно заказать у владельцев 3D принтера. Кстати литье существенно превышает по показателям производительности 3D печати из пластика.
Для организации производства потребуется в первую очередь модель-образец. По ней сначала нужно сделать форму из специальных силиконовых или полиуретановых компонентов. С опытом и качеством материалов можно научиться снимать формы с моделей на таком высоком уровне, что будут даже видны отпечатки пальцев на изделиях (при необходимости). То есть копия получиться на уровне идентичности, которую нельзя отличить не вооруженным глазом. Пластиковым изделиям можно придать сложные компаунды с любым рельефом. Если нет готовой модели для образца, а нужно сделать уникальные изделия, ее можно заказать у владельцев 3D принтера. Кстати литье существенно превышает по показателям производительности 3D печати из пластика.

Когда ваше изделие готово его можно оформить с помощью сопутствующей продукции, которая прилагается к жидким пластикам:
- краски для художественных эффектов;
- грунтовки;
- клея.
Естественно в некоторых случаях без творчества не обойтись, и придется вручную разрисовать изделия, что может отразиться на производительности. Но создания каждого бизнеса это бесспорно творческий процесс. Ведь управление финансами – это искусство.
Изготавливаем изделие из жидкого пластика
 Технология создания идеального мелкого рельефа при изготовлении в силиконовой форме своими руками. Для начала необходимо подготовить все компоненты и материалы. Нам потребуются:
Технология создания идеального мелкого рельефа при изготовлении в силиконовой форме своими руками. Для начала необходимо подготовить все компоненты и материалы. Нам потребуются:
- Селикон Platinum.
- Жидкий пластик Axson FASTCAST F18 (цвет белый, имеет консистенцию воды, без запаха!).
- Краситель для силикона алого цвета.
- Полиуретановый лак.
- Весы.
- Шприц.
- Пилка-баф.
Надежно закрепляем модель-образец на дне опалубки для формирования формы, с помощью нейтрального воскового пластилина (чтобы избежать подтекания силикона). Красим силикон, из которого получиться готовая форма в алый цвет, чтобы на форме четко было видно качество вымешивания компонентов жидкого, белого на цвет пластика. Полезный совет: чтобы форма была идеальна, следует предварительно модель-образец обмазать силиконом с помощью широкой кисточки. Таким образом, аккуратно заполнить все углубления рельефа компаунды. Только после этого, заливаем форму полностью. Силиконом заполняем всю опалубку. Оставляем на закрепления структуры формы 7-8 часов. Самое трудное позади.
Поздравляем. Теперь у вас есть готовая форма для неоднократного производства изделий-копий модели-образца. Перед началом литья убедитесь в том, что форма полностью высушена, дабы избежать образования пузырьков. Потом очень тщательно смешиваем компоненты пластика 1:1 по весу (для этого лучше использовать аптечные или лабораторные электронные весы). Время схватывания 7 минут, но для полного закрепления потребуется еще 20 минут. Этот пластик нейтрален к силикону и не прилипает к нему. Но после многократного использования компаунды со временем, возможно, понадобится смазка-разделитель с защитными свойствами EaseRelease. После истечения необходимого времени достаем готовое изделие, которое скопировано точно по образцу.
Полиуретановые формы для строительства
 Вместе с пластиковыми изделиями можно производить формы для литья. Применение литьевых форм в строительстве сейчас очень популярно. Можно производить компаунды для производства строительных материалов. Они долговечны и не требуют обработки специальными разделяющими смазками при изготовлении. Ведь бетон абсолютно нейтрален к полиуретану. Например, жидкие полиуретановые компаунды позволять изготавливать формы для заливки:
Вместе с пластиковыми изделиями можно производить формы для литья. Применение литьевых форм в строительстве сейчас очень популярно. Можно производить компаунды для производства строительных материалов. Они долговечны и не требуют обработки специальными разделяющими смазками при изготовлении. Ведь бетон абсолютно нейтрален к полиуретану. Например, жидкие полиуретановые компаунды позволять изготавливать формы для заливки:
- бетонных декоративных изделий (плитки, заборы и др.);
- гипсовых элементов декорации интерьера (балясины, лепины и др.);
- жидкого пластика при создании самых разных изделий (сувениры, игрушки, статуэтки и др.).
Силиконовые формы для кондитера и мыловарения
 Применение технологии литья в формах в пищевой промышленности вполне очевидно. Новые инновационные решения в области химии сегодня предлагают жидкие: пластики, силиконы, силиконовые массы, которые соответствуют всем нормам здравоохранения и имеют соответствующие сертификаты. Такими безопасными компонентами можно изготавливать формы для пищевой промышленности. Например, для производства:
Применение технологии литья в формах в пищевой промышленности вполне очевидно. Новые инновационные решения в области химии сегодня предлагают жидкие: пластики, силиконы, силиконовые массы, которые соответствуют всем нормам здравоохранения и имеют соответствующие сертификаты. Такими безопасными компонентами можно изготавливать формы для пищевой промышленности. Например, для производства:
- шоколада;
- карамели;
- изомальта;
- льда;
- мастики.
Также компаунды пользуются большим спросом у мыловаров. Они всегда нуждаются в новых оригинальных формах, для создания продаваемых сувениров сделанных из мыла. Совершенно не сложно найти заказчика желающего изготавливать свою продукцию с уникальной формой.
Возможности небольшой бизнес-идеи
 Данная бизнес-идея позволяет легко создавать востребованную продукцию своими руками. Готовые работы можно продавать через интернет-магазин. Также можно предоставлять услуги или продавать готовые компаунды для других производителей в других отраслях. Самое главное, что при всех этих широких возможностях домашнего бизнеса стоимость компонентов более чем доступна. Ассортимент компонентов широк и позволяет выбрать необходимые материалы для создания форм или их заливки. Все что потребуется это модель-образец, с которой будет снята форма. Такая бизнес-идея весьма привлекательна для домашнего бизнеса. Она не требует много затрат, позволяет производить полезные товары и увлекает творческим процессом производства.
Данная бизнес-идея позволяет легко создавать востребованную продукцию своими руками. Готовые работы можно продавать через интернет-магазин. Также можно предоставлять услуги или продавать готовые компаунды для других производителей в других отраслях. Самое главное, что при всех этих широких возможностях домашнего бизнеса стоимость компонентов более чем доступна. Ассортимент компонентов широк и позволяет выбрать необходимые материалы для создания форм или их заливки. Все что потребуется это модель-образец, с которой будет снята форма. Такая бизнес-идея весьма привлекательна для домашнего бизнеса. Она не требует много затрат, позволяет производить полезные товары и увлекает творческим процессом производства.

