
Какова температура пламени ацетиленовой горелки малютка?
Какова температура пламени ацетиленовой горелки малютка?
Принцип работы и особенности
Пользователь получает ровный факел, мощность которого контролируется специальным клапаном. За счет чего изменяется температура, на которую он прогревает в зависимости от толщины материала и преследуемых задач.
Устройство экономически более выгодно для проведения сварки и резки, чем массивное дорогостоящее оборудование.
Спектр использования настолько велик, что изделие даже применяется для дезинфекции деревянных ульев, обработки клеток животных, кровле и так далее.
Розжиг горелки производится спичками, зажигалкой или открытым источником огня. Такой вариант дешевле, чем модели с установленным пьезоподжигом. Этот элемент приводит к возгоранию после нажатия кнопки, что провоцирует появление искры, от которой газовая струя поджигается.
По принципу функционирования пьезоэлемент напоминает привычную зажигалку.
Горелка – востребованный инструмент, поэтому разработчики стремятся к усовершенствованию конструкции и увеличению функциональности. Рынок предлагает несколько разновидностей подобного оборудования:
- Газовый паяльник.
- Резак.
- Горелка для туризма.
- Паяльная лампа.
Паяльная лампа – одна из разновидностей горелок. Показывает высокую температуру и применяется для обработки металла, пластика и других прочных материалов.
Каждый вид отличается внешним видом (конструкцией, цветом, упаковкой) и предназначением. Данные особенности учитывают перед покупкой, поскольку это напрямую определяет конечный результат обработки и удобство эксплуатации.
Лампы с наддувом
Устройство и назначение эжекторных паяльных ламп более специфичное. Данные устройства используются для обработки цветных металлов. Благодаря большой температуре и возможности регулировать пламя эти устройства превосходны для пайки и закалки металлов, прочей термической обработки, требующей высокой точности температуры и строго очерченного конуса.
Специфика применения серьезно корректирует размер сопел и горелок. Миниатюрные аппараты служат для пайки тонкого металла и ювелирных украшений. У горелок среднего класса толщина конуса составляет 3−9 мм, они более остальных подходят для электрической пайки соединительных кабельных муфт, алюминиевых и медных трубок.
Читать также: Как измерить амперы тестером
Благодаря высокой мощности более крупные изделия рационально использовать в следующих областях:
- художественная ковка;
- точная штамповка и гибка металла.
Именно эти инструменты используются домашними мастерами в качестве основы самодельных закалочных печей и газовых горнов.
В случае с эжекторными вариантами понятие нестабильности пламени сугубо фигуральное, хотя есть вероятность периодических вспышек газа, в ядре температура остается стабильной относительно. Контур преднагрева газа больше используется для повышения экономичности горелок, быстрейшего их выхода на рабочую мощность, более точного регулирования температуры.
От чего зависит?
Температура горелки определяется химическим составом газа и мощностью изделия. В процессе исследований удалось установить, что температурные показатели факела зависимы от теплотворных свойств газовой смеси.
После соединения топлива с воздухом газ расходуется критически, поэтому интенсивность горения увеличивается. За счет дополнительного источника воздуха повысить какую температуру у горелки вы будите получать. Без обдува значение достигает 1500 градусов, доступ вспомогательного воздушного потока выдает рост до 2200 градусов. В разных частях факела температура отличается:
- Внутренняя. Это короткая зона с незначительным нагревом.
- Средняя. На этом участке температура пламени от газовой горелки достигает предела, но огонь не раскрывается полностью, что связано с нехваткой кислорода и выделением продуктов распада.
- Окаймляющая. Визуально характеризуется ярким огнем с высоким КПД.
Дешевые модели горелок конструктивно одинаковые. Дорогие оснащаются дополнительными элементами, которые увеличивают технические характеристики и удобство использования.
Для выполнения сварки и резки предъявляются особые требования к составу газовой смеси, поскольку от неё зависит температурный режим изделия.
Выбираем оптимальный вариант
При выборе газовой горелки не забудьте о нюансах.
- Для туризма хорошо подходят простейшие факельные горелки без наддува. Произвести розжиг костра или подогреть пищу помогут даже дешевые китайские изделия, которые не особо жалко сломать или потерять.
- Для быта и мелкого ремонта предпочтительны инструменты любительской серии. Конструкция полупрофессиональных горелок более сложна, и в ней нет недостатков, как, к примеру, оплавление пластиковой обкладки мундштука или сбой пьезорозжига.
- Дополнительным аргументом против средних цен является практически повсеместное отсутствие нормального клапана регулировочного, который может быть важным и в случае грубых работ.
- Если с помощью аппарата планируется выполнять тонкую работу, пайку или сварку, дополнительно должно уделяться внимание балансировке и эргономике. Эти работы подразумевают частое включение и выключение горелки, следовательно, форма корпуса и размещение элементов управления должны позволять одной рукой осуществить розжиг и регулировку.
- Выбор мощности диктует толщина и материал обрабатываемых деталей. Горелки мощностью 500−700 Вт вполне годны для пайки медных проводов или обжигания краски. Стальные изделия и трубки из цветных металлов толщиной до 3 мм хорошо прогреются горелкой мощностью порядка 1200−1500 Вт. Горелки в 2−3 кВт используются для нагрева и гибки арматуры толщиной до 14 мм.
- И еще об одной особенности: пламя качественных мощных горелок можно отрегулировать для более тонкой работы, но маломощной горелкой прогреть массивную деталь не удастся.
Всех приветствую на блоге! Сегодня приведу свой Топ 10 лучших газовых горелок для пайки и сварки малогабаритных деталей. Необходимо понимать зачем вообще народ придумал пайку газом и где ее целесообразно применять. Приведу простой пример — электрик в новом доме прокладывает проводку и хочет спаять медные провода в распределительной коробке для надежного соединения. Понятно, что проводки еще нет и паяльник воткнуть некуда. Тут и приходит на помощь газовая горелка или газовый паяльник.
Часто пайку и сварку газом применяют в ювелирке — когда нужна высокая температура плавления и ровный шов деталей изделия.
В радиолюбительской практике газовые горелки распространены мало, но нет ничего лучше такой горелки при пайке радиаторов, корпусов и других деталей, требующих интенсивного прогрева. А как приятно нагревать термоусадку такой горелкой — просто блеск. Ну хватит лирики — приступим к обзору.
Читать также: Диф выключатель или узо
Температурный режим разных видов горелок на баллон
Приобрести горелку можно через Интернет либо в строительном магазине. Лучше отдать предпочтение второму варианту, поскольку покупатель может проконсультироваться с опытным продавцом, он подберет целесообразный вариант в зависимости от задач, которые поставил пользователь. В ассортимент продукции входят модели, отличающиеся по температурному режиму:
- Перезаправляемые. Характеризуются небольшими габаритами и продуманной формой, а также удобством использования и пьезоэлектрическим элементом. К баллонной разновидности горелок на газу этот вид не относится.
- На цанговом баллончике. Являются источником мощного пламени со средней температурой на выходе 1500 градусов.
- Резьбовые. В составе топлива львиную долю занимает пропан, благодаря чему в зоне горения температура составляет 1800 градусов. Продвинутые модели оборудованы системами смешивания воздуха с пропановой смесью.
Некоторые горелки оснащаются автономным подогревом горючей смеси, что увеличивает угол использования.
Важно! Средний расход газа – 125 г/час, показатель определяется видом устройства и требуемой температурой.
Пропан технический: свойства
Среди основных параметров вещества стоит отметить следующие:
- сумма пропилена и пропана составляет не менее 75 % от всего объема (количество последнего не нормируется);
- сумма бутанов и непредельных углеводородов — не нормируется;
- количество жидкого остатка не должна превышать 0,7 % об.;
- давление насыщенных паров при температуре – 20 ◦С должно быть не менее 0,16 МПа;
- количество сероводорода и меркаптановой серы не должна превышать 0,013 % от всего объема;
- интенсивность запаха пропана должна превышать 3 балла.
Минимальная температур горения пропана составляет — 35 °C. Благодаря этому работать с газом можно в любых условиях. Самовоспламеняется пропан, при нормальном атмосферном давлении, при температуре в 466 °C. При 97 °C возникает критическая температура пропана. Температура горения пропан-бутана колеблется от 800 до 1970 °С, пламя сгорания чистого пропана имеет температуру около 2526 °C, а жаропроизводительность, в среднем, составляет 2110 °C. В газовых резаках, при смеси с кислородом от 1:4 до 1:5 (пропан:кислород), возникает температура пламени до 2830 °C.

Наивысшая температура пламени
Этот показатель определяет скорость резки материала, определяется свойствами газовоздушной смеси и разновидностью горючего. Высокое значение гарантирует ацетилен, вещество стремительно нагревает металл для расплавления. На кончике огня температура достигает около 3000 градусов. Чем дальше от этой точки, тем число меньше.
Сварщик высшей категории ООО «Прогресс» Дегтяренко В.О:«Повышенная температура факела имеет и негативные последствия: оплавление какой-то из кромок обрабатываемого изделия. По этой причине ацетилен показывает не такое качество реза, как пары керосина или бензина».
Регулировка
От правильной настройки пламени зависит чистота резки. Кислородная обработка проводится при несколько окисленном или нормальном факеле. Тщательно откорректированное пламя у резаков с расположением мундштуков концентрического типа окружено режущим потоком кислорода. Ядро факела на каждом участке должно быть симметричным и не отличаться яркостью.
Резку горелкой со сдвинутым мундштуком проводить нельзя, поскольку это приведет к нагреву кромки, что негативно отразится на качестве разреза. Использование самоцентрирующихся мундштуков повышает удобство использования подобного оборудования, ведь устройство делает пламя симметричным.
Иногда движение газовой смеси затрудняется из-за засорения канала, что разделяет факел на струйки и приводит к потере стабильности. Такое изделие не только уменьшает качество обработки, но и снижает производительность. Корректировка пламени основана на создании симметричного пламени нужной мощности по отношению к кислородной режущей струе.
Важно! Установленная мощность горения определяется толщиной материала.
Нормальное пламя обеспечивается на приоткрытых вентилях, что дает возможность проводить регулировку в процессе работы. При полностью открытом ацетилене и кислороде наблюдается чрезмерное количество первого. Плавное перекрытие ацетиленового клапана приводит к стабилизации процесса.
Насколько отличаются горелки под разные горючие смеси
Внешне сварочные горелки под разные рабочие газы выглядят одинаково и содержат одни и те же составляющие: смесительную камеру, инжектор, наконечник с соплом. Чтобы нормально регулировалось пламя для работы с газами, имеющими различную удельную плотность, должно быть подобрано грамотное соотношение внутренних размеров конструкции. Если говорить упрощенно: нужно создать такой канал для прохождения смеси, чтобы пламя не отрывалось и не затухало во время сварки.
Только регулировкой подачи газа и кислорода достичь этого сложно, но в некоторых случаях возможно.
Как работать МАПП газом, имея ацетилен-кислородную горелку?
По рекомендации товарищей, внедрявших в свое время МАФ газ и проводивших серьезные испытания, можно пользоваться стандартными ацетиленовыми горелками Г2-04, Г3-05 по ГОСТ 1077-70 и другими аналогичными, но с незначительной самостоятельной доработкой, связанной с более высокой, чем у ацетилена, удельной плотностью как МАФ, так и МАПП газа.

Оптимальный результат достигается, если перед работой установить инжектор на один номер меньше, чем номер наконечника. Например, с наконечником №2 использовать инжектор №3, с номером три – четвертый. Было также отмечено, что для наконечников, начиная с №4, инжектор можно не менять.
Отдельные сварщики, на основании собственного опыта, увеличивают диаметр сопла путем замены мундштука или расточки.
И в первом, и во втором случае производится подгонка горелки под МАПП за счет изменения соотношения размеров по пути камера-инжектор-сопло.
Когда проходили первые испытания сварки МАФ газом, параллельно были разработаны (вернее, доработаны в заводских условиях) специальные горелки, но в серию почему-то не пошли.
Как работать пропановой горелкой?
Когда горелка анонсируется как пропан плюс кислород, работать на МАПП можно сразу, но следует учитывать, что этот газ требует кислорода примерно в два раза меньше, чем пропан. Впрочем, если сварщик привык поджигать газовый факел с перекрытым кислородом, освоение нового газа пройдет быстрее.
Опытный сварщик соотношение газ-кислород подбирает на основании внешнего вида пламени (цвет, форма). Мощность регулирует вентилями, ориентируясь на скорость нагрева до плавления основного металла, глубину его проплавления, форму и чистоту сварочной ванны, поведение присадочной проволоки (без разбрызгивания и искрения).

Если мощности пламени недостаточно, нужно сменить наконечник, взять на номер больше.
Рекомендации в работе
Газовые горелки функционируют в качестве автономного источника большой тепловой энергии. Посредством регуляции мощности и настройки температурного режима существенно расширяется область применения устройства, она включает:
- обработка легкоплавких металлов (выжигание, прокаливание, прогревание) – использование факела направленного типа с температурой не менее 1500 градусов;
- работа с древесиной – создание узоров, обжиг готовой продукции;
- туристические цели – можно отдать предпочтение компактным моделям с незначительными температурными параметрами.
При использовании газовой горелки необходимо учитывать, что нехватка кислорода приводит к тепловым потерям и накоплению продуктов распада от сгорания газовой смеси. Эти явления провоцируют появление сажи и чрезмерное свечение, что оказывает влияние на качество резки, сварки, плавления.
Сколько составляет температура пламени газовой горелки
 Поджигая газовую горелку, мы запускаем процесс горения, в результате которого образуется пламя. Оно обладает четко обозначенной структурой и состоит из нескольких областей, каждая из которых имеет свои цветовые особенности и температуру. В данной статье мы подробно рассмотрим все характеристики пламени и его распределения.
Поджигая газовую горелку, мы запускаем процесс горения, в результате которого образуется пламя. Оно обладает четко обозначенной структурой и состоит из нескольких областей, каждая из которых имеет свои цветовые особенности и температуру. В данной статье мы подробно рассмотрим все характеристики пламени и его распределения.
Схематическое изображение пламени газовой горелки
Первым делом необходимо разобраться, из каких частей состоит пламя горелки. Сделать это можно с помощью простой схемы, которая приведена ниже.
На этом схематическом изображении буквами обозначены следующие области пламени:
- О – область окислительного пламени; здесь воздушно-газовая смесь сгорает полностью, причем наблюдается повышенное содержание кислорода.
- В – восстановительная область. Здесь газ сгорает не полностью, так как для этого ему недостаточно кислорода. В результате он распадается на молекулы, представляющие собой продукты сгорания. Именно они целиком выгорают в окислительном пламени.
- А – область, в которой осуществляется образование воздушно-газовой смеси. Здесь процесс горения не происходит вообще.
Цифры на схеме предназначены для обозначения областей с разной температурой пламени. Последняя повышается по областям, начиная с области А и заканчивая восстановительной частью пламени. В процессе полного сгорания газа она несколько снижается:
- Области 1-4. В самом низу температура составляет 300 градусов и повышается сперва до 320, а затем до 520 градусов. На участке, обозначенного цифрой 4 она достигает значения в 1540 градусов.
- Области 5-8. Здесь температура составляет 1550-1560 градусов в центре и 450 градусов по краям. Максимальный показатель в 1570 градусов можно наблюдать на самом кончике восстановительной части пламени.
- 9 – это окислительное пламя, температура которого достигает 1540 градусов.
Горелки на газовый баллон: температура пламени
Сегодня большой популярностью пользуются горелки, которые закрепляются непосредственно на газовом баллончике. В зависимости от способа крепления они делятся на три основных вида:
- Резьбовые, которые просто навинчиваются на баллон. Такой способ позволяет обеспечить направленное горение и добиться факельной структуры пламени. Для работы с такими устройствами применяется газ, имеющий повышенное содержание пропана. Максимальная температура пламени газовой горелки составляет 1800 градусов, однако ее можно регулировать, убавляя или добавляя подачу газа либо кислорода с помощью специально предназначенных вентилей.
- Цанговые. Самые распространенные горелки, способные обеспечить температуру пламени до 1500 градусов.
- Пьезоэлектрические, которые отличаются удобством розжига пламени и использования для самых различных целей. Не предназначены для установки на баллончики с газом, но народные умельцы часто применяют именно такие устройства. Температура пламени достигает все тех же полутора тысяч градусов.
Одним из преимуществ таких горелок является возможность регулировать температуру пламени. Именно благодаря ей устройства можно применять для самых различных целей.

Управление температурой пламени газовой горелки
Значение в 1800 градусов идеально подходит, к примеру, для сварки металлических заготовок, а также для прокаливания, прогрева в зимний период или выжигания отдельных участков трубопроводов. Для легкосплавных дисков и металлов достаточно лишь подобрать горелку, которая способна обеспечить направленное воздействие.
Но для других целей данная температура может оказаться чрезмерно высокой. Поэтому предлагаем ориентироваться на приведенные ниже рекомендации:
- Для обработки древесины будет достаточно температуры в 700-800 градусов. Такое пламя позволит успешно справляться с выжиганием по дереву и украшением изделий из него, растопкой дров на мангале, в камине или в печи.
- Не требуется максимальная температура пламени и для работы со стеклянными, кварцевыми, фарфоровыми изделиями, а также с заготовками из полимерных материалов. Кроме того, для их обработки пламя должно быть обязательно направленным и очень тонким.
- Минимальная температура в 200-350 градусов идеально подойдет для приготовления пищи в туристическом походе или полевых условиях. Кроме того, на такое значение нужно настраивать ее, если требуется обработать тушки птицы, создать какое-то оригинальное оформление десертов или придать блюду более приятный цвет.
Качество и эффективность пламени зависит не только от температурных показателей. Кроме того, очень важно добиться правильного распределения кислорода. В противном случае возникнет недостаток воздуха, что в конечном итоге приведет к скоплению в горелке продуктов горения. Из-за этого появляется сажа, которая затем оседает на обрабатываемых деталях или приготавливаемых блюдах.
Ацетиленовые горелки: описание и правила применения

- Характеристика
- Назначение
- Принцип работы
- Критерии выбора
- Правила использования
Даже люди, далёкие от мира сварочных технологий, периодически слышат что-то об ацетиленовых горелках. Но чтобы эффективно варить металл, этих знаний, конечно, недостаточно. Обязательно необходимо учесть профессиональное описание устройства и правила его применения.

Характеристика
Сварочная ацетиленовая горелка — это специальное устройство, в которое подаётся для сгорания особый газ (ацетилен). Его используют чаще других приспособлений для газовой сварки. Причины популярности вполне очевидны:
пригодность для работы даже при ограниченном наборе оборудования;
высокая эффективность применения (оправданная даже на атомных и иных ответственных объектах).
Температура горения ацетилена больше, чем у любого другого из сварочных газов. Она достигает 3200 градусов. Причина состоит в том, что реакция ацетиленового горения — эндотермическая, в то время как другие газы поглощают тепло в процессе распада. Полное сгорание 1 куб. м. этого газа потребует использовать 2,5 куб. м. воздуха. Таковы расчеты, проведённые химиками на основе формул реагирующих веществ.
Однако на практике в пламени ацетилен сгорает лишь неполно, поэтому при реальной сварке расход воздуха не превышает 1-1,2 куб. м. Из-за этого общая полезная производительность по теплу вместо теоретически рассчитанных 13500 ккал на 1 м3 составляет только 5120 ккал на 1 м3. На практике чаще всего используют кислородно-ацетиленовую смесь, в которой 55% приходится на ацетилен, а остальные 45% массы представлены кислородом.
Именно такое соотношение позволяет добиться наивысшей возможной температуры сжигания.

Полезно разобраться также, чем ацетиленовая горелка отличается от пропановой на практике. Первый тип в основном используется для работы со сравнительно тонким (не более 6 мм) металлом. Наконечники горелочных устройств содержат, кроме инжектора, также мундштук и трубку. Пропорции отверстий в мундштуках и инжекторах рассчитываются строго индивидуально для каждого используемого газа. Поэтому для замены газа приходится использовать другой наконечник, желательно того же производителя.

Назначение
Ацетиленовые горелки можно применять для сварки и резки практически всех металлов и сплавов. Они нужны в строительстве, промышленности, сельском хозяйстве. Востребованность этого метода высока благодаря следующим характеристикам:
независимости от электропитания;
сравнительно медленному аккуратному прогреву поверхности;
более эффективной обработке свинца, чугуна, меди, латуни (в сравнении с электродуговой обработкой).


Принцип работы
Подавляющее большинство ацетиленовых горелок использует инжекторную схему. Эти устройства делятся на ствол и наконечник. Дополнительно присутствуют ниппели под кислород и ацетилен, вентили.
Чтобы начать работу, требуется залить газогенераторную ёмкость вплоть до верхней пробки. В корзину укладывают карбид кальция, после чего крышку накрепко запирают.
Получение газа из 1 кг карбида потребует израсходовать 6 л воды. Образующийся ацетилен проходит сквозь водяной затвор и штуцер в сварочный шланг. Как только давление превышает уровень 1,5 кгс на 1 кв. см., клапан предохранения начинает пропускать избыточный газ в атмосферу. Сами горелки, куда поступает ацетилен, делятся на инжекторный и безинжекторный типы.
В индустрии используют главным образом инжекторные системы.



Горючее вещество подсасывается кислородной струёй. Кислород движется из сопла инжектора, причём скорость его перемещения очень велика. Влиять на уровень подачи ацетилена и кислорода можно при помощи вентилей. Для всех номеров мундштуков подбираются свои режимы использования газов. Их подбирают сообразно толщине металла и методу сварки.
С безинжекторными горелками всё несколько проще. В них горючий ацетилен и кислород поступают под неизменным давлением от начала и до конца. Условия использования на состав смеси не влияют. Так как ниппели имеют различную резьбу, подсоединить шланг к источнику «не того» газа практически невозможно. В самом начале оба вентиля должны быть перекрыты.
Начинают с откручивания кислородного крана на 1 или 2 оборота, лишь затем выпускают ацетилен. Когда кислород через вентиль попадёт в инжекторное сопло, возникает область пониженного давления в ацетиленовом канале. Оттуда начинается засасывание небольшого количества газа в камеру для смешивания. Давление ацетиленовой струи при этом не превышает 0,02 кгс на 1 кв. см.

Через трубку наконечника смешанный состав поступает в мундштук. Далее он выбрасывается из сопла. Сварщик поджигает кислород-ацетиленовую комбинацию. Затем за счёт манипуляций с вентилями он добивается голубой расцветки пламени (в сочетании с красной зоной в середине). Для самой сварки применяют средний участок огня, расположенный сразу за ядром (температура в этом месте составляет 3150 градусов).
Иногда ацетиленовая горелка стреляет. Это обычно провоцируется нарушением рекомендованного давления на выходе из баллона. Пламя регулируют индивидуально. В ряде случаев помогает небольшой сдвиг в пользу кислорода.
Внимание стоит уделить и герметичности всех соединений, шлангов.


Критерии выбора
Важными требованиями для газосварочного оборудования являются лёгкость и компактность. Если эти моменты не обеспечены, перемещать устройства будет труднее. При выборе самих ацетиленовых горелок следует сразу учесть, что они делятся на 2 типа: один предназначен для сварки, а другой — для резки металла. Актуально и различие горелочных устройств по мощности. Есть 4 основных класса:
маломощный (с наконечниками 1-4, для металла от 0,3 до 7 мм);
среднего уровня (наконечники 5-7, работа с изделиями толщиной 7-30 мм);
ГАО-2 (используют в очистке поверхностей);
безинжекторные (главное применение — сварка давлением 0,01-0,08 МПа).



Правила использования
Подготовка к разжиганию ацетиленовой горелки не слишком сложна, но должна вестись кропотливо. Первым шагом будет подключение редукторов давления. Ёмкости для выработки ацетилена либо баллоны ставят строго вертикально. Их желательно даже закрепить, чтобы исключить падение или опрокидывание. Перед началом работ стоит убедиться, что пропускной канал вентиля не засорён и не содержит посторонних включений.
Отверстие для выпуска направляют от себя. Вентиль быстро откручивают на четверть и немедленно закрывают его. Это позволяет выдуть многие загрязнения. Продувка около места самой работы недопустима. Нельзя вести её также там, где есть искры и тем более открытый огонь. Когда этот этап подготовки пройден, присоединяют редукторы на баллоны.

Для неподходящего к баллону редуктора используют переходник. Гайки на редукторах затягивают гаечными ключами. Внимание: разводной ключ не подойдёт, обязательно должно быть неизменное отверстие. Регулировка после открытия газового баллона возможна. Но в таком случае надо непременно перекрывать подачу и лишь затем подтягивать гайку.
Винт немного откручивают влево, пока не будет достигнуто свободное вращение. Такая настройка должна быть проведена на всех редукторах. До накачки давлением клапан требуется держать перекрытым; снимать давление поможет вращение регулирующего винта против хода часов. Шланги подключают к редукторам на соответствующих баллонах.


Непосредственная подача газов на горелку перед работой производится максимально медленно. Настроить нужное давление поможет выходной манометр. Превышать рекомендуемое производителем горелки давление нецелесообразно. Чтобы правильно разжечь пламя, стоит не только ознакомиться с инструкцией, но и изучить сайт изготовителя, тематические форумы. Разжигать огонь можно только специальной зажигалкой, спички любого рода использовать нельзя.
Если из горелки не выходит пламя, клапан ацетилена надо перекрыть. Затем внимательно обследуют все соединения. Выход кислорода в момент зажигания недопустим. Подачу ацетилена понижают, добиваясь клубов черного дыма. Затем её снова увеличивают, пока этот дым не пропадет; внимательно следят, чтобы огонь выходил ровно из наконечника, а не «вырывался» и не «отскакивал» от него.


Правильно отрегулированный огонь — ровный, голубого окраса. Малейшее шипение недопустимо. При внезапном гашении горелки следует немедленно остановиться. Это означает, что горелка напрямую коснулась металла. Если разжечь её не получается, или потухание прозошло без касания металла, налицо ошибка в подборе давления либо выход сопла из строя.
В таких случаях правильнее всего приостановить работу и ещё раз внимательно всё проверить. Опасность представляет обратный удар пламени. При этом раздаётся явное шипение или свист. В такой ситуации требуется сначала дождаться охлаждения горелки, а затем уже пытаться разжечь её с нуля. При сохранении обратного удара пламени, вероятна неисправность отдельных деталей устройства – его не чинят, а заменяют.
Нельзя допускать к ацетиленовой горелке детей, домашних питомцев или неподготовленных людей. Работать с ней можно только людям с короткими волосами. Чтобы не обстригать их, надо завязывать или накрывать банданой, шапкой. Сопла горелок надо поддерживать в чистоте. При малейших неисправностях работу следует немедленно останавливать.


Описание и правила применения горелок смотрите в следующем видео.
Как выбрать и настроить ацетиленовую горелку
Ацетиленовая горелка — специальное устройство для сварки, в котором происходит перемешивание ацетилена с О2 из воздуха и одновременно образуется газосварочное пламя.
Подобная технологическая схема дает возможность добиться хорошего качества сварных соединений, поэтому ее используют при монтаже трудоемких и ответственных строительных конструкций, к примеру, на ТЭЦ и АЭС.
Поэтому на протяжении нескольких десятилетий, ацетиленовая горелка под пропан считается самым главным инструментом газосварщика.
- 1 Устройство ацетиленовой горелки
- 1.1 Температура пламени горелки
- 2 Принцип действия
- 3 Плюсы и минусы
- 4 Как выбрать ацетиленовую горелку
- 4.1 Топ 6 надежных горелок
- 5 Инструкция по эксплуатации
- 5.1 Как зажечь
Устройство ацетиленовой горелки

Ацетиленовая газосварка — выполняет термический процесс, позволяющий соединить металлические детали под действием высокотемпературного пламени, образующегося при горении ацетилена с катализатором О2. После нагрева на граничных зонах соединяемых деталей формируются сварочные ванны.
Рабочие элементы ацетиленовой горелки:
- бронзовая трубка;
- регуляторы газового топлива, по одному на каждый газовый баллон;
- ацетиленовая форсунка, откалиброванная для обеспечения тонкого распыления газовой смеси под высоким давлением.
Раньше для сварки ацетилен добывали в газогенераторах, сегодня сварщики чаще применяют ацетилен в баллонах, окрашенных в белый цвет, которые перевозят на специализированных тележках.
Температура пламени горелки
Ацетиленовое пламя имеет три конуса:
- а — голубого цвета, в нем горение отсутствует, а только протекает процесс смешения ацетилена с воздухом;
- б – восстановительный светящийся конус, имеет неполный процесс сгорания, состоит из раскаленных частиц углерода;
- в – окислительный бесцветный конус, имеет полное сгорание ацетилена, вызванного избытком О2 из воздуха.
Сварочный процесс проистекает во 2-м и 3-м конусах. Наименьшая температура воспламенения ацетиленовой смеси располагается в границах от 410 до 430 С, пламя распространяется со скоростью до 200 м/сек и зависит от объема содержимого кислорода. Температура пламени у такого сварочного устройства равна 3500 С.
Принцип действия
Газосварочные горелки ацетиленовые выполнены таким образом, что ацетилен и кислород движутся по собственным каналам к соплу, где протекает процесс смешивания.
В результате химической реакции образуется кислородно — газовая смесь, которая выходит с высокой скоростью сквозь откалиброванное сопло наконечника. Топливную смесь зажигают, в результате чего создается сварочный факел, величину которого регулируют кранами.

Сварочный процесс стартует с нагревания кромок элементов, после чего они оплавляются и соединяются. Сварка требует значительного расхода газа, для формирования высокотемпературного режима.
Следующий этап соединения металлических деталей — наплавление присадочного металлического прутка с мягкой структурой, который способен заполнить сварочную ванну, образованную у кромок деталей.
Плюсы и минусы
Наибольшим преимуществом данного типа сварки считается ее автономность. При проведении сварочных операций не нужен источник тока, что особенно предпочтительно при производстве монтажно-строительных работ на стройплощадках, не имеющих стационарного электропитания.
Преимущества газовой горелки на пропане:
- Возможность регулировки дистанции до свариваемой зоны и температурных режимов, что исключает прожоги при сварке тонких изделий.
- Мобильность передвижения по строительному участку.
- Надежность и высокое качество сварных соединений.
- Контролирование сварочного процесса.
- Способность исполнения неповоротного сварного шва, рядом с препятствиями, без выполнения операционного стыка.
- Формирование неразъемных соединений из металла с различной температурой плавления.
- Регулирование мощности и величины сварочного пламени.
- Увеличение производственного качества сварного шва благодаря использованию легирующей сварной проволоки.
- Низкая цена горелки и материалов для обеспечения работы устройства.
Минусы при эксплуатации сварочных устройств на ацетилене:
- Работы можно производить исключительно обученным и аттестованным сварщикам.
- Небольшая продуктивность работ.
- Трансформация химических и структурных качеств металла на значительной зоне нагрева.
- Использование ацетилена формирует высочайшую пожарную опасность в окружающем пространстве.
- Низкокачественная сварка деталей из легированных металлов.
- Неосуществимость проведения сварочных операций внахлест.
Как выбрать ацетиленовую горелку

В торговой сети реализуются множество модификаций сварочных горелок, как отечественного, так и западного производства. Наконечник ацетиленовой горелки бывает от 0 до 7 типоразмера.
Главные параметры выбора зависят от параметров свариваемых деталей:
- толщины свариваемых узлов;
- химического состава свариваемого металла;
- размер соединительного сварочного шва.
Топ 6 надежных горелок

Сегодня самыми популярными устройствами являются:
- горелка ацетиленовая г2 — м «Малютка» — для пайки высокотемпературным припоем, цена: 2650 руб.;
- горелка ацетиленовая г2 — 4м,с 4-мя цельнотянутыми наконечниками: от 0 до 3 размера, с возможной толщиной свариваемого металла от 0.3 до 8.,0 мм, цена: 2559 руб.;
- горелка ацетиленовая гс — 2, с толщиной свариваемого металла от 0.5 до 5.0 мм, цена: 1250 руб.;
- горелка ацетиленовая г2 — 23, с толщиной свариваемого металла от 1.0 до 4.0 мм, цена: 1439 руб.;
- горелка ацетиленовая гс -3, с наконечниками 4,6 с климатическим исполнением +45С до -40С, цена: 1197 руб.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.
Чем отличается пропановая горелка от ацетиленовой
Газовая горелка — устройство, которое обеспечивает стабильный режим сгорания газа с возможностью регулировки температуры пламени и его формы.
В горелке происходит смешивание горючего газа с воздухом или кислородом, в результате чего образуется пламя, необходимое для обработки нужного материала. Различаются горелки:
- по виду используемого горючего газа (ацетилен, пропан или др.);
- по назначению — для разогрева, сварки, пайки, резки, универсальные;
- по мощности.
При использовании сварочной горелки следует учитывать, что рассчитывается каждая модель под определенный горючий газ.
Ацетиленовые горелки применяют для сварки металлов толщиной от 1 до 11 миллиметров, для пайки с твердым припоем, для резки и подогрева тонкостенных деталей, труб.
Особенности ацетиленовых горелок:
- простота использования;
- медленный и аккуратный прогрев поверхности
- высокая эффективность;
- экономичность;
- возможность работать при ограниченном наборе оборудования.
Ацетиленовые горелки могут использоваться для газопламенной обработки практически любых металлов и сплавов. Они применяются в промышленности, строительстве, сельском хозяйстве.
Температура горения ацетилена выше, чем любого из других сварочных газов.
Пропановые горелки в качестве горючего газа используют пропан. Они применяются для сварки, наплавки,пайки с мягкими и твердыми припоями, для нагрева и отжига.
Сравнение ацетиленовой и пропановой горелки
- Пропан значительно дешевле ацетилена. Поэтому эксплуатация ацетиленовой горелки существенно дороже пропановой.
- Температура пламени ацетиленовой горелки достигает 3150°C, а у пропановой — примерно 2300 °C.
- Ацетилен с кислородом смешивается примерно в соотношении 1:1, а кислород с пропан-бутаном 3,5:1.
- Скорость горения пламени ацетиленовой горелки выше пропановой.
- У ацетиленовой и пропановой горелок разные геометрические параметры каналов инжектора, смесительной камеры и сопла.
Ацетиленовые горелки при работе на пропане дают неустойчивое пламя малой мощности.
Поскольку все размеры отверстий в инжекторах и мундштуках рассчитываются строго под используемый газ, при смене газа нужно использовать другой наконечник, причем, лучше того же производителя.
Ацетилен — газ с самой высокой температурой пламени!
Содержание
- История получения
- Получение
- Применение
- Горение
- Хранение и транспортировка
- Физические свойства
- Коэффициенты перевода объема и массы С2Н2 при Т=15°С и Р=0,1 МПа
- Коэффициенты перевода объема и массы С2Н2 при Т=0°С и Р=0,1 МПа
- Газ в баллоне
При нормальном давлении и температуре от -82,4°С (190,6 К) до -84,0°С (189 К) переходит в жидкое состояние, а при температуре -85°С (188 К) затвердевает, образуя кристаллы плотностью 0,76 кг/м 3 . Жидкий и твердый ацетилен легко взрывается от трения, механического или гидравлического удара и действия детонатора. Технический ацетилен при нормальных давлении и температуре представляет собой бесцветный газ с резким специфическим чесночным запахом из-за содержащихся в нем примесей в виде сернистого водорода, аммиака, фосфористого водорода и др.
История получения ацетилена
В 1836 г. в Бристоле на заседании Британской ассоциации Эдмунд Дэви (Edmund Davy), профессор химии Дублинского Королевского общества и двоюродный брат Гемфри Дэви (Humphry Davy), сообщил:
. При попытке получить калий, сильно нагревая смесь прокаленного винного камня с древесным углем в большом железном сосуде, я получил черное вещество, которое легко разлагалось водой и образовывало газ, оказавшийся новым соединением углерода и водорода. Этот газ горит на воздухе ярким пламенем, более густым и светящимся даже сильнее, чем пламя маслородного газа (этилена). Если подача воздуха ограничена, горение сопровождается обильным отложением сажи. В контакте с хлором газ мгновенно взрывается, причем взрыв сопровождается большим красным пламенем и значительными отложениями сажи. Дистиллированная вода поглощает около одного объема нового газа, однако при нагревании раствора газ выделяется, по-видимому, не изменяясь. Для полного сгорания нового газа необходимо 2,5 объема кислорода. При этом образуются два объема углекислого газа и вода, которые являются единственными продуктами горения. Газ содержит столько же углерода, что и маслородный газ, но вдвое меньше водорода. Он удивительно подойдет для целей искусственного освещения, если только его удастся дешево получать.
Дэви получил карбид калия К2С2 и обработал его водой.
В статье о получении карбида кальция мы писали о том, что его «двууглеродистый водород» впервые был назван ацетиленом французским химиком Пьером Эженом Марселеном Бертло (Marcellin Berthelot) в 1860 г. Только через 60 лет после открытия Дэви предсказанное им использование ацетилена для освещения явилось первым толчком для его промышленного получения.
Получение ацетилена
Получение ацетилена производится двумя основными способами:
- в результате реакции карбида кальция и воды
- из метана путем сжигания в смеси с кислородом в специальных реакторах при температуре 1300-1500°C
А вот какой способ сейчас более распространён можно узнать из статьи о получении ацетилена.
Применение ацетилена
Применение ацетилена при газовой сварке обусловлено тем, что у него самая большая температуры горения. Но он также нашел свое применение в химической отрасли для получения пластмасс, синтетического каучука, уксусной кислоты и растворителей. Более подробный ответ по данному вопросу можно найти в статье о применении ацетилена.
Горение ацетилена
Для полного сгорания 1 м 3 ацетилена по вышеуказанной реакции теоретически требуется 2,5 м 3 кислорода или = 11,905 м 3 воздуха. При этом выделяется тепло Q1 ? 312 ккал/моль. Высшая теплотворная способность 1 м 3 С2Н2 при 0°C и 760 мм рт. ст., определенная в газовом калориметре, составляет QВ = 14000 ккал/м 3 (58660 кДж/м 3 ), что соответствует расчетной:
312?1,1709?1000/26,036 = 14000 ккал/м 3
Низшая теплотворная способность при тех же условиях может быть принята QH = 13500 ккал/м 3 (55890 кДж/м 3 ).
Практически для горения в горелках при восстановительном пламени в горелку подается не 2,5 м 3 кислорода на 1 м 3 ацетилена, а всего лишь от 1 до 1,2 м 3 , что примерно соответствует неполному сгоранию по реакции:
где Q2 ? 60 ккал/моль или 2300 ккал/кгС2H2. Остальные 1,5-1,3 м 3 кислорода поступают в пламя из окружающего воздуха, в результате чего в наружной оболочке пламени протекает реакция:
Реакция неполного горения ацетилена протекает на внешней оболочке светящегося внутреннего конуса пламени, причем под влиянием высокой температуры на внутренней поверхности конуса происходит распад С2Н2 на его составляющие по реакции:
где Q4?54 ккал/моль или 2070 ккал/кг С2H2.
Таким образом, общая полезная теплопроизводительность пламени применительно к сварочным процессам представляет собой сумму тепла, выделяемого при распаде С2Н2, и тепла, выделяемого при неполном сгорании, что составляет Q4 + Q2 = 2070 + 2300 = 4370 ккал/кг или 4370?1,1709 ? 5120 ккал/м 3 .
При содержании С2Н2 в смеси около 45% (т. е. при отношении кислорода к ацетилену, примерно равном 1,25) достигается максимальная температура горения ацетилена, которая составляет 3200°С.
Следовательно, температура пламени изменяется в зависимости от состава смеси.
При содержании 27% С2Н2 достигается максимальная скорость воспламенения ацетилено-кислородной смеси, которая равна 13,5 м/сек.
Следовательно, в зависимости от состава смеси также изменяется и скорость воспламенения.
Данные зависимостей скорости воспламенения и температуры пламени и от содержания в ней ацетилена представлены ниже в таблице.
| Содержание С2Н2 в смеси в объемных процентах | 12 | 15 | 20 | 25 | 27 | 30 | 32 | 35 | 40 | 45 | 50 | 55 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Максимальная температура горения ацетилена, °С | — | 2920 | 2940 | 2960 | 2970 | 2990 | 3010 | 3060 | 3140 | 3200 | 3070 | 2840 |
| Скорость воспламенения смеси, м/сек | 8,0 | 10,0 | 11,8 | 13,3 | 13,5 | 13,1 | 12,5 | 11,3 | 9,3 | 7,8 | 6,7 | — |
Необходимо понимать, что полное сгорание ацетилено-воздушной смеси достигается при наличии в ней не более 1?100/(1+11,905)=7,75% ацетилена (так называемая стехиометрическая смесь). При этом продуктами реакции являются только углекислый газ (СО2) и вода (H2О). При содержании ацетилена более 17,37% в виде сажи выделяется свободный углерод.
С увеличение процентного содержание ацетила выделение сажи также возрастает (коптящее пламя), а при 81% С2Н2 — процесс горения прекращается или не возникает.
Хранение и транспортировка ацетилена
Ацетилен выпускают по ГОСТ 5457 растворенным и газообразным. Хранят и транспортируют его в растворенном состоянии в специальных стальных баллонах по ГОСТ 949, заполненных пористой, пропитанной ацетоном массой. Ацетилен, растворенный в ацетоне не склонен к взрывчатому распаду.
Баллоны окрашены в серый цвет и надписью красными буквами «АЦЕТИЛЕН» на верхней цилиндрической части.

Максимальное давление ацетилена при заполнении баллона составляет 2,5 МПа (25 кгс/см 2 ), при отстое и охлаждении баллона до 20°С оно снижается до 1,9 МПа (19 кгс/см 2 ). При этом давлении в 40-литровый баллон вмещается 5-5,8 кг С2Н2 по массе (4,6-5,3 м 3 газа при 20°С и 760 мм рт. ст.).
Давление ацетилена в полностью наполненном баллоне изменяется при изменении температуры следующим образом:
| Температура, °С | -5 | 0 | 5 | 10 | 15 | 20 | 30 | 40 |
|---|---|---|---|---|---|---|---|---|
| Давление, МПа | 1,3 | 1,4 | 14 | 1,7 | 1,8 | 12 | 2,4 | 3,0 |
Другие требования техники безопасности можно узнать из статьи о классе опасности и мерах безопасности при работе с ацетиленом
Физические свойства ацетилена
Физические свойства ацетилена представлены в таблицах ниже.
Коэффициенты перевода объема и массы С2Н2 при Т=15°С и Р=0,1 МПа
| Масса, кг | Объем газа, м 3 |
|---|---|
| 1,109 | 1 |
| 1 | 0,909 |
Коэффициенты перевода объема и массы С2Н2 при Т=0°С и Р=0,1 МПа
| Масса, кг | Объем газа, м 3 |
|---|---|
| 1,176 | 1 |
| 1 | 0,850 |
Ацетилен в баллоне
| Наименование | Объем баллона, л | Масса газа в баллоне, кг | Объем газа (м 3 ) при Т=15°С, Р=0,1 МПа |
|---|---|---|---|
| С2Н2 | 40 | 5 | 4,545 |
Благодаря информации в таблице можно дать ответы на часто задаваемые вопросы:
- Сколько ацетилена в одном баллоне?
Ответ: в 40 л баллоне 5 кг или 4,545 м 3 ацетилена - Сколько весит баллон ацетилена?
Ответ:
58,5 кг — масса пустого баллона из углеродистой стали согласно ГОСТ 949;
18-20 кг — масса пористого материала, пропитанного ацетоном;
5,0 — кг масса С2Н2 в баллоне;
Итого: 58,5 + 20,0 + 5,0= 83,5 кг вес баллона с ацетиленом. - Сколько м 3 ацетилена в баллоне
Ответ: 4,545 м 3
Какова температура пламени ацетиленовой горелки малютка?




§ 44. Сварочные горелки
Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих (ацетиленовые и др.) и жидких (пары керосина). Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом.
Схема и принцип работы инжекторной горелки. Горелка состоит из двух основных частей — ствола и наконечника (рис. 64). Ствол имеет кислородный 1 и ацетиленовый 16 ниппели с трубками 3 и 15, рукоятку 2, корпус 4 с кислородным 5 и ацетиленовым 14 вентилями. С правой стороны горелки (если смотреть по направлению течения газов) находится кислородный вентиль 5, а с левой стороны — ацетиленовый вентиль 14. Вентили служат для пуска, регулирования расхода и прекращения подачи газа при гашении пламени. Наконечник, состоящий из инжектора 13, смесительной камеры 12 и мундштука 7, присоединяется к корпусу ствола горелки накидной гайкой.
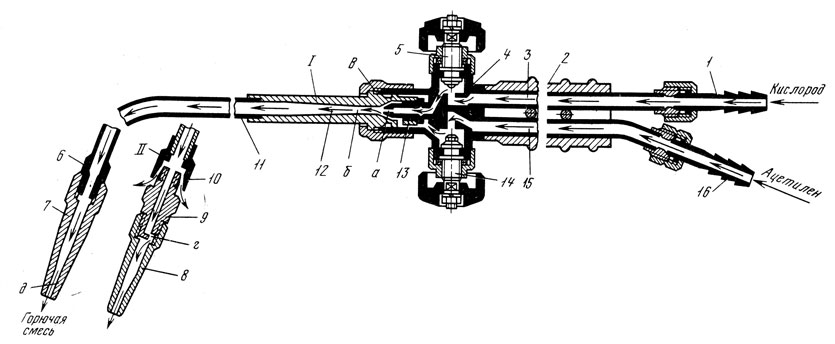
Рис. 64. Устройство инжекторной горелки: 1, 16 — кислородный и ацетиленовый ниппели, 2 — рукоятка, 3, 15 — кислородная и ацетиленовая трубки, 4 — корпус, 5, 14 — кислородный и ацетиленовый вентили, 6 — ниппель наконечника, 7 — мундштук, 8 — мундштук для пропан-бутан-кислородной смеси, 9 — штуцер, 10 — подогреватель, 11 — трубка горючей смеси, 12 — смесительная камера, 13 — инжектор; а, б — диаметры выходного канала инжектора смесительной камеры, в — размер зазора между инжектором и смесительной камерой, г — боковые отверстия в штуцере 9 для нагрева смеси, д — диаметр отверстия мундштука
Инжектор 13 представляет собой цилиндрическую деталь с центральным каналом малого диаметра — для кислорода и периферийными, радиально расположенными каналами — для ацетилена. Инжектор ввертывается в смесительную камеру наконечника и находится в собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струей создавать разреженное состояние и засасывать ацетилен, поступающий под давлением не ниже 0,01 кгс/см 2 . Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль 5, составляет от 0,5 до 4 кгс/см 2 .
Инжекторное устройство показано на рис. 65.
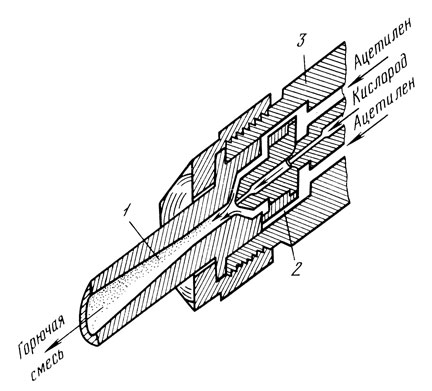
Рис. 65. Разрез инжекторного устройства: 1 — смесительная камера, 2 — инжектор, 3 — корпус горелки
В смесительной камере кислород перемешивается с ацетиленом и смесь поступает в канал мундштука. Горючая смесь, выходящая из мундштука со скоростью 100 — 140 м/с, при зажигании горит, образуя ацетилено-кислородное пламя с температурой до 3150°С.
В комплект горелки входит несколько номеров наконечников. Для каждого номера наконечника установлены размеры каналов инжектора и размеры мундштука. В соответствии с этим изменяется расход кислорода и ацетилена при сварке.
Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных горелок тем, что перед мундштуком имеется устройство 10 (рис. 64) для подогрева пропан-бутан-кислородной смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции.
Техническая характеристика инжекторных горелок. В настоящее время промышленность выпускает сварочные горелки средней мощности — «Звезда», ГС-3 и малой мощности — «Звездочка» и ГС-2. В эксплуатации находятся также горелки «Москва» и «Малютка», выпускавшиеся до 1971 г.
Горелки «Москва», «Звезда» и ГС-3 предназначены для ручной ацетиленокислородной сварки стали толщиной 0,5 — 30 мм.
В комплект горелки средней мощности входит ствол и семь наконечников, присоединяемых к стволу горелки накидной гайкой (табл. 15), Обязательный комплект включает наконечники № 3, 4 и 6, чаще всего необходимые при выполнении сварочных работ, остальные наконечники поставляются по требованию потребителя. Горелки «Звездочка», ГС-2 и «Малютка» поставляются с наконечниками № 0, 1, 2, 3. В горелках «Звезда», ГС-3, «Звездочка» мундштуки изготовляются из бронзы Бр.Х 0,5, металла более стойкого, чем медь МЗ, применявшаяся для изготовления мундштуков горелок «Москва» и «Малютка». По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее.
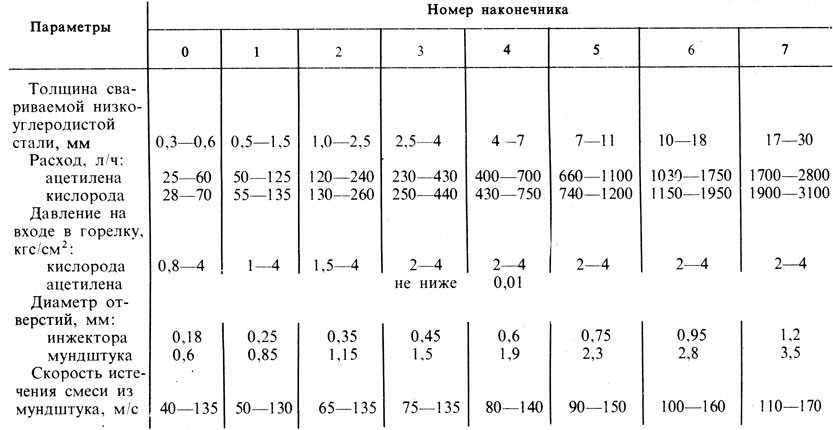
15. Техническая характеристика горелок малой и средней мощности
Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Горелки малой мощности «Малютка», «Звездочка» и ГС-2 предназначены для сварки сталей толщиной 0,2 — 4 мм. Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм.
Для пропан-бутан-кислородной смеси промышленность выпускает горелки типов ГЗУ-2-62-I и ГЗУ-2-62-II; первая предназначена для сварки стали толщиной от 0,5 до 7 мм, вторая — для подогрева металла. Для пламенной очистки поверхности металла от ржавчины, старой краски и т. д. выпускается ацетиленокислородная горелка Г АО (горелка ацетиленовая, очистка). Ширина поверхности, обрабатываемой горелкой за один проход, составляет 100 мм.
Для закалки металла выпускаются наконечники НАЗ-58 к стволу горелки ГС-3.
Сварку и другие виды обработки металлов пропан-бутан-кислородным пламенем можно производить горелкой ГЗМ-2-62М с четырьмя наконечниками.
Нарушение работы инжекторного устройства приводит к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора — в 3 раза меньше.
Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки.
Инжекторы горелки «Москва» можно использовать в горелке «Звезда», а инжекторы горелки «Малютка» — в горелке «Звездочка».
Проверка горелки на инжекцию (разрежение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав и открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля.
Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по форме и размерам (см. гл. X). Мундштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5 — 1 мм, калибровкой и полировкой выходного отверстия.
После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70.
Безынжекторные горелки работают под одинаковым давлением кислорода и ацетилена, равным от 0,1 до 0,8 кгс/см 2 . Эти горелки обеспечивают более постоянный состав горючей смеси в процессе работы. Безынжекторные горелки можно питать ацетиленом, либо от баллонов, либо от генераторов среднего давления.
Специальные горелки. Для газопламенной обработки материалов иногда целесообразно применять специальные горелки. Промышленностью выпускаются горелки для нагрева металла с целью термической обработки, удаления краски, ржавчины, горелки для пайки, сварки термопластов; пламенной наплавки и др. Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа.
1. Почему для газовой сварки из горючих газов употребляют главным образом ацетилен?
2. Расскажите о классификации ацетиленовых генераторов.
3. Какую роль выполняет в горелке инжектор?
4. Какое влияние оказывает инжекторное устройство и устройство мундштука на работу горелки?
5. Какие бывают специальные горелки?
По сниженной стоимости самоспасатель спи 20м на нашем сайте.
Наивысшая температура пламени горелки. Регулировка пламени горелки.
Наивысшая температура пламени горелки. Регулировка пламени горелки.
Длина подогревательного пламени зависит от его мощности, т. е. от количества горючего газа, подводимого к пламени, а также от рода горючего газа.
Наивысшая температура пламени горелки.
Температура пламени является одним из важнейших его свойств, от которого зависит скорость резки.
Температура пламени зависит от рода горючего и состава смеси, подаваемой в резак. Она различна для разных зон пламени.
Наиболее высокую температуру пламени дает ацетилен, обеспечивающий быстрый нагрев металла до температуры начала горения. Поэтому ацетилен является наиболее распространенным горючим газом, применяемым при кислородной резке.
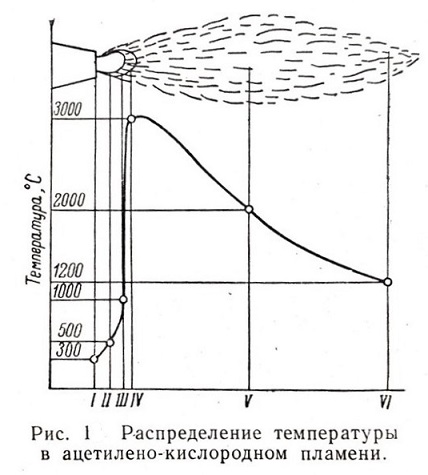
Наибольшую температуру (около 3100°С) имеет ацетилено-кислородное пламя на расстоянии 3—4 мм от конца ядра по оси пламени. По мере удаления от ядра температура понижается.
Распределение температуры в нормальном ацетилено-кислородном подогревательном пламени по его длине показано на рис. 1.
Слишком высокая температура, развиваемая ацетилено-кислородным пламенем, часто приводит к оплавлению кромок разрезаемых деталей. Поэтому ацетилен, несмотря на все его преимущества, дает при резке менее чистый рез, чем водород, пары бензина и керосина и другие горючие газы.
Регулировка пламени горелки.
От правильной регулировки подогревательного пламени в значительной мере зависит качество резки. Кислородная резка ведется при нормальном или слегка окислительном пламени.
У резаков с концентрическим расположением мундштуков правильно отрегулированное пламя окружает режущую струю кислорода, при этом внутреннее ядро должно быть симметричным и везде одинаковым по яркости.
Если мундштуки резака сдвинуты, сечение кольцевого канала, из которого вытекает горючая смесь, нарушается и пламя получается односторонним. Таким пламенем резку производить нельзя, так как одна кромка разреза будет сильнее нагреваться, оплавляться и рез получится нечистым. Применение разработанных одним из институтов разъемных самоцентрирующихся мундштуков обеспечивает (вследствие самоцентрирования) симметричную форму пламени.
Очень часто происходит засорение канала, по которому проходит горючая смесь, в результате чего пламя разбивается на отдельные струйки и становится неравномерным. Таким пламенем резать нельзя, так как помимо получения некачественного реза заметно снижается производительность.
Регулировка пламени заключается в том, чтобы создать симметричное по отношению к режущей струе кислорода нормальное или слегка окислительное пламя необходимой мощности. Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Обычно при правильно установленном давлении и полностью открытых кислородном и ацетиленовом вентилях (на резаке) в зажженном подогревательном пламени есть некоторый избыток ацетилена. Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя.
Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.
Регулировку на слегка окислительное пламя начинают с установления нормального пламени, а затем прибавляют кислород или убавляют ацетилен до тех нор, пока пламя не приобретет требуемой величины.
В правильно отрегулированном пламени (если регулировка производилась при закрытой режущей струе кислорода) после пуска струи давление кислорода подогревательного пламени несколько понижается и пламя становится ацетиленистым. Поэтому окончательную регулировку подогревательного пламени следует вести при открытом вентиле режущего кислорода, а после регулировки вентиль следует закрыть.
Если режущий кислород подается в резак по отдельному от подогревательного кислорода шлангу, дополнительная регулировка пламени не требуется.
Статья оказалась полезной?! Поделись с друзьями в социальных сетях.
Кислородно-ацетиленовая сварка своими руками

Температура пламени зависит от теплоты сгорания топлива и теплоемкости продуктов реакции. Когда мы сжигаем что-то в воздухе — нагревать приходится и азот (которого почти 80%), потому температура пламени в воздухе обычно не высокая (
1500-2000C и ниже). А вот в чистом кислороде, при правильном соотношении объема горючего и кислорода — греть нужно только продукты реакции, и достижимы намного более высокие температуры.
Как топливо обычно рассматривают углеводороды. Углерод при сгорании дает углекислый газ, а водород — воду. Вода имеет очень большую теплоемкость (4.183 против 1.4 кДж/(кг*К) ), соответственно, чем больше в горючем будет углерода, и меньше водорода — тем выше в первом приближении потенциально достижимая температура.
Наилучшее сочетание — у ацетилена C2H2, а например у метана CH4 и пропана C3H8 — это соотношение намного хуже.
Но существуют и другие соединения с равным количеством углерода и водорода — например бензол, C6H6. Помимо токсичности бензола, при его сгорании выделяется меньше энергии, т.к. в ацетилене «лишняя» энергия запасена в нестабильной тройной углеродной связи, что и обеспечивает ему одну из наибольших температур горения в кислороде — 3150 °C.
Эта лишняя энергия (
16%) может выделится во время самопроизвольной детонации сжатого ацетилена даже без доступа воздуха (продуктом реакции будет как раз бензол и винилацетилен). Wikipedia утверждает, что для этого нужно давление всего в 2 атмосферы — но я в шприце сжимал ацетилен до 4-5 атмосфер и ничего не происходило (видимо нужны катализаторы, удар или повышенная температура). В любом случае, из-за этого эффекта ацетилен в сжатом виде не хранят, а растворяют его в баллонах в ацетоне. Но есть и более простой и безопасный при маленьких объемах способ получения ацетилена — реакция карбида кальция с водой. Именно этот способ и будет использоваться.
Что примечательно, достигнуть еще бОльшей температуры можно — если использовать как топливо вещества, не содержащие водорода вообще: cyanogen (привет Android), (CN)2 — горит при 4525 °C и dicyanoacetylene C4N2, горит при 4990 °C (опять благодаря тройным углеродным связям, и меньшему относительному количеству лишнего азота). Но практически с этой целью их не используют из-за токсичности.
Безопасность
Сжатые кислород и ацетилен в баллонах — могут быть очень опасны при малейших нарушениях правил эксплуатации, потому их я конечно использовать не буду.
Ацетилен будет генерироваться из небольшого количества карбида кальция (
100г на одну сессию), в бутылке объемом 0.5л. Изначально я хотел использовать 2л, чтобы давление было более равномерное — но посмотрев на YouTube как взрывается литр ацетилена с кислородом — решил урезать осетра. Чтобы не создавалось опасного давление в генераторе — выход ацетилена на горелке никогда нельзя перекрывать. Генератор ацетилена нужно охлаждать — иначе будет «саморазгон» реакции из-за нагрева.
Кислород — будет генерироваться медицинским концентратором кислорода, что относительно безопасно.
Могла быть еще опасность накачать кислорода в генератор ацетилена с последующим хлопком — но для этого нужно, чтобы не сработал защитный клапан в генераторе кислорода, и был заблокирован (грязью например) выход газа из горелки.
И конечно работать нужно в специальных очках — не только для защиты от брызг металла, но и ультрафиолетового излучения пламени (т.е. прозрачные пластиковые защитные очки тут не подойдут).
Чтобы не допустить скапливания взрывоопасной концентрации ацетилена в случае утечек — вентилятор постоянно обдувал рабочее место + все операции проводились на свежем воздухе.
Также существует проблема «обратного удара» (в видео в конце статьи показан на 1:30): когда скорость течения газа в горелке становится слишком маленькая, пламя уходит внутрь горелки с хлопком, и если в ацетилене есть воздух — пламя может дойти до генератора ацетилена. Потому я не поджигал ацетилен сразу после начала реакции, а ждал
15-30 секунд пока воздух не будет вытеснен. Также эта проблема может быть решена добавлением водяного клапана на пути ацетилена.
Конструкция
Итак, нам понадобится генератор кислорода. В моем случае — медицинский кислородный концентратор Atmung (цена порядка 20к рублей — но он, к счастью, уже был в наличии). Может генерировать 1 литр в минуту 95% кислорода, и бОльшие объемы при снижении концентрации. Работает по принципу короткоцикловой безнагревной адсорбции — за счет различной скорости прохождения газов через поры цеолита:

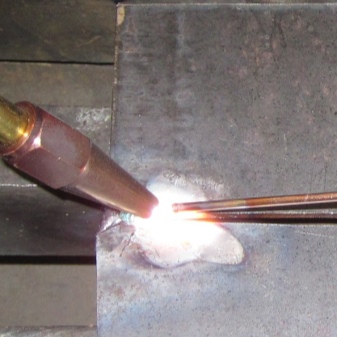
Далее — стандартная ацетиленовая горелка «Малютка», у неё самое маленькое сопло, куплена в интернет-магазине (960 рублей):

Мой генератор ацетилена работает следующим образом: вода из банки, стоящей на высоте 1-2 метра (для создания давления) через иглу инсулинового шприца маленькими каплями капает на карбид кальция в бутылке. Как только давление вырастает из-за выделившегося газа — вода капать перестает, до тех пор пока давление не снизится. Таким образом система стабилизирует сама себя. Тем не менее, генератор в банке с холодной водой — чтобы не допустить излишнего нагрева:

Пламя ацетилена в воздухе сильно коптит, и выглядит вполне заурядно:

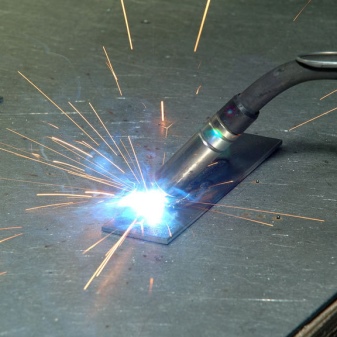
С включением кислорода все меняется:

Можно плавить и поджигать сталь, резать все-таки не хватает мощности (надо брать более толстый наконечник, увеличивать давление):

Оказалось, гибкое стеклянное «оптоволокно» получается автомагически — когда расплавленное стекло капает, как только толщина шейки становится достаточно маленькой, оно очень быстро остывает и дальше не утончается.

Можно плавить стекло как масло, запаивать капсулы из стеклянных трубок:

Видео самодельного кислородно-ацетиленового сварочного аппарата:

