Классификация и система обозначения металлорежущих станков
металлорежущие станки
  Металлорежущие станки в зависимости от вида обработки делят на девять групп, а каждую группу — на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента. Например группа 4 предназначена для электроэрозионных, ультразвуковых и других станков.
 Обозначение модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра означает номер группы, вторая — номер подгруппы (тип станка), а последние одна или две цифры — наиболее характерные технологические параметры станка.
1Е116 — означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм; 2Н125 — означает вертикально-сверлильный станок с наибольшим условным диаметром сверления 25мм; 2Г103П — настольный вертикально-сверлильный станок повышенной точности с наибольшим условным диаметром сверления 3 мм.
  Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности.
  Классы точности станков обозначают:
Н — нормальной; П — повышенной, точность 0,6 отклонений от Н; В – высокой, точность 0,4 отклонений от Н; А — особо высокой точности, точность 0,25 отклонений от Н; С — особо точные станки, точность 0,16 отклонений от Н.
П, В, А, С — прецизионные станки (повышенной точности).
  Принята следующая индексация моделей станков с программным управлением:
Ц — с цикловым управлением; Ф1 — с цифровой индексацией положения, а также с предварительным набором координат; Ф2 — с позиционной системой ЧПУ, ФЗ — с контурной системой ЧПУ; Ф4 — с комбинированной системой ЧПУ.
16Д20П — токарно-винторезный станок повышенной точности; 6Р13К-1 — вертикально-фрезерный консольный станок с копировальным устройством; 1Г340ПЦ — токарно-револьверный станок с горизонтальной головкой, повышенной точности, с цикловым программным управлением; 2455АФ1 — координатно-расточной двухстоечный станок особо высокой точности с предварительным набором координат и цифровой индикацией; 2Р135Ф2 — вертикально-сверлильный станок с револьверной головкой, крестовым столом и с позиционной системой числового программного управления; 16К20ФЗ — токарный станок с контурной системой числового программного управления; 2202ВМФ4 — многоцелевой (сверлильно-фрезерно-расточный) горизонтальный станок высокой точности с инструментальным магазином и с комбинированной системой ЧПУ (буква М означает, что станок имеет магазин с инструментами).
  Станки подразделяют на универсальные (общего назначения), широкоуниверсальные (огранич. число операций), специализированные (одного наименования), специальные и агрегатные (из взаимозаменяемых узлов).
  Специальные и специализированные станки обозначают буквенным индексом (из одной или двух букв), присвоенным каждому заводу, с номером модели станка. Например, мод. МШ-245 — рейкошлифовальный полуавтомат повышенной точности Московского завода шлифовальных станков.
  По весу станки делятся на следующие категории:
до 1 т — легкая; до 10 т — средняя; до 30 т — крупная; до 100 т — тяжелая; св 100 т — уникальная. при этом до 5 т — транспортабельные; св 5 т — не транспортабельные.
  По степени автоматизации:
с ручным — нужны команды рабочего; полуавтомат — только для наладки, установки и снятия заготовки; автомат — без участия рабочего от установки детали с ЧПУ — полуавтомат или автомат, управляемый по заранее составленной и легко заменяемой программе.
КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Классификация металлорежущих станков
Металлорежущий станок служит для обтачивания заготовок до заданных технологическим регламентом размеров и форм поверхности. Обработка осуществляется резцовым или абразивным инструментом.
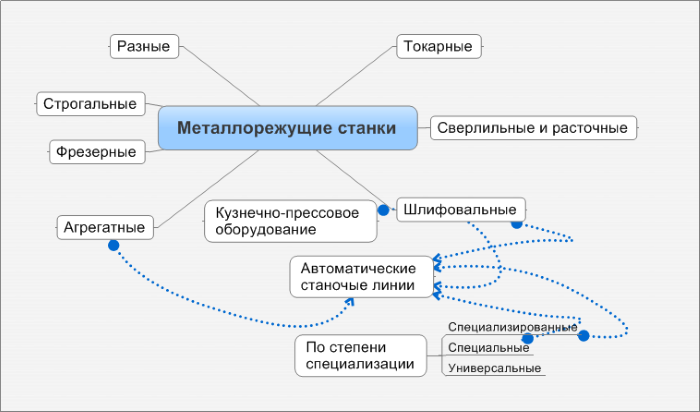
Все металлообрабатывающее оборудование классифицируется по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
Пример классификации станков в зависимости от типа обработки
Общая классификация
Оборудование для обработки металла подразделяются на 11 групп:
Токарные станки по металлу. Обрабатывают внешние и внутренние поверхности вращения. Их объединяет одно: вращение детали вокруг своей оси.
Сверлильные станки. В эту группу входят и расточные станки. Используются для прохода сквозных и глухих отверстий. Их объединяет вращение рабочего инструмента с одновременной его подачей. В горизонтально-расточных механизмах подача происходит благодаря перемещению рабочего стола с закрепленной деталью.
Шлифовальные станки. У всех подобных станков в качестве рабочего инструмента выступает абразивный шлифовальный круг.
Полировальные и доводочные станки. Общий признак — использование абразивных кругов, полировальных пастообразных материалов.
Зубообрабатывающие станки. Предназначены для нарезки зубьев шестерен и колес. Сюда же входят и шлифовальные станки.
Фрезерные станки. В этой группе рабочим инструментом выступает многолезвийная фреза.
Строгальные станки. У этих станков рабочим ходом является возвратно-поступательное перемещение резца или заготовки.
Разрезные станки. Служат для деления на части способом разрезания металлического профиля (уголок, швеллер, пруток и т. д.).
Протяжные станки. Рабочим инструментом служат специальные многолезвийные протяжки.
Резьбообрабатывающие станки. Сюда входит оборудование, специально предназначенное для нарезания резьбы. К этой группе не относятся токарные станки.
Вспомогательные и разные станки. Относятся к отдельной группе, выполняют различные вспомогательные операции.
Классификация по типам
Оборудование одного типа может иметь разную компоновку. Фрезерный станок может называться горизонтальным или вертикальным — по расположению оси шпинделя. Различаются кинематические схемы передачи перемещений, системы управления, параметры точности резания.
Однотипные станки со схожей компоновкой, кинематикой, но имеющие различные размеры, объединятся в размерный ряд. Например, зубофрезерные станки делятся на 12 типоразмеров в зависимости от изготавливаемых деталей (от 80 мм до 12000 мм). Каждый типоразмер станка, предназначенный для определенной обработки деталей, называется моделью. Каждая модель имеет свои обозначения: сочетание цифр и букв, указывающие на группу станка, предельные размеры заготовки, отличие от базовой модели.
Классификация по универсальности
Обрабатывающие механизмы одной и той же группы могут выполнять различные задачи:
Универсальные обрабатывают изделия широкой номенклатуры. Размеры заготовок могут быть различными. Способны выполнять любые технологические операции, предусмотренные для данной группы.
Специализированные изготавливают однотипные детали (детали корпусов, валы, сходные по форме, но отличающиеся размерами).
Специальные выполняют операции с одной деталью различных размеров.
Классификация по степени точности
Степень точности обработки на данном станке указывается буквой, входящей в его обозначение:
Н — нормальная точность;
П — повышенная точность;
В — высокая точность;
А — особо высокая точность;
С — особо точные мастер-станки.
Пример: 16К20П — станок токарный, имеющий повышенную точность.
Классификация по степени автоматизации
Обрабатывающее оборудование делится на автоматы и полуавтоматы. Рабочий цикл у автоматов полностью автономный. В полуавтоматах загрузку заготовок и снятие обработанных изделий проводит оператор. Он же выполняет запуск очередного цикла обработки.
Комплексная автоматизация крупносерийного изготовления металлопродукции подразумевает установку автоматических технологических линий из отдельных станков-автоматов. Выпуск продукции небольшими партиями осуществляется гибкими производственными модулями.
Станки, производящие продукцию под управлением ЧПУ, обозначаются буквой Ц (цикл) или Ф. Цифры обозначают особенность системы управления:
Ф1 — цифровая индикация и предварительный выбор координат;
Ф2 — позиционная система управления;
Ф3 — контурная система управления;
Ф4 — универсальная система управления.
Например, ассортимент токарных станков по металлу с ЧПУ от компании СтанкоМашКомплекс можно посмотреть по указанной ссылке.
Классификация по массе
В зависимости от массы изготавливаемых деталей станки делятся на:
легкие, весом до 1000 кг;
средние, весом до 10000 кг;
тяжелые, весом от 10000 кг, которые, в свою очередь, подразделяются на крупные (16000—30000 кг) и собственно тяжелые (до 100000 кг);
особо тяжелые — свыше 100000 кг.
Нумерация станков
Идентификация любого металлообрабатывающего станка основана на присвоении ему буквенно-цифрового шифра.
Цифры говорят, к какой группе относится станок (токарной, фрезерной и т. д.), указывают на тип и условный размер оборудования. Расшифровав нумерацию, можно узнать высоту центров, предельные размеры заготовок или диаметры сверления обрабатываемых деталей.
Обрабатывающие станки одного размера, но с разными характеристиками обозначаются буквой, введенной между первой и второй цифрой. Например, токарные станки моделей 162 и 1К62 различаются максимальной скоростью вращения. У первого она 600 об/мин, у второго — 2000 об/мин.
Различие модификаций станков одной и той же модели можно определить по букве в конце номера. Если нумерация базовой модели горизонтально-фрезерного станка — 6Н82, то упрощенная модификация этого станка — 6Н82Г.
Встречается нумерация, когда четвертая цифра определяет усовершенствованный вариант станка того же типоразмера. Так, горизонтально-расточной станок модели 262 имеет современную модификацию, обозначаемую 2620.
Присвоение металлообрабатывающим станкам буквенно-цифровых индексов позволяет с легкостью найти соответствующее оборудование по специальным каталогам. Также индексация дает возможность быстрого поиска необходимых запасных частей.
Классификация металлорежущих станков
Существует большое разнообразие типов и моделей металлорежущих станков . Они различаются по виду технологических процессов, осуществляемых на данном станке, типу применяемых инструментов, степени чистоты обрабатываемой поверхности, конструктивным особенностям, степени автоматизации, числу важнейших рабочих органов станка.
По виду обработки и виду режущего инструмента станки напиваются токарными , сверлильными , фрезерными , шлифовальными и т. д.
В зависимости от чистоты обработанной поверхности станки делят на обдирочные, чистовые, отделочные, доводочные, а по конструктивным особенностям — на горизонтальные, вертикальные (сверлильные, фрезерные, протяжные вертикальные и горизонтальные). По степени автоматизации станки делят на автоматы, полуавтоматы, станки с программным управлением.
По числу рабочих органов станка (шпинделей, суппортов) различают сверлильные одношпиндельные, сверлильные многошпиндельные, токарные односуппортные, многосуппортные и т. п.
Все металлорежущие станки в зависимости от специализации делят на следующие три группы:
Универсальные, применяемые для обработки различных по форме и размерам поверхностей на деталях многих наименовании. Универсальные станки используются в штучном и отчасти в мелкосерийном производствах и в ремонтных цехах.
Специализированные, применяемые для обработки различных поверхностей на деталях одного наименования или немногих наименований, сходных по конфигурации, но различных размеров, например ступенчатых валиков, колес подшипников качения, шкивов и т. п. Специализированные станки используются главным образом в серийном производстве.
Специальные, применяемые для обработки одних деталей, как, например, обточки шеек коленчатых валов, для обточки фасонного профиля реборд вагонных колес и т. п.
Кроме этого, в зависимости от веса и размеров станки классифицируют на:
легкие станки, применяемые для обработки деталей приборов, часов, швейных машин;
средние станки весом до 10 т, применяющиеся главным образом в среднем машиностроении;
крупные станки весом от 10 до 30 т (за исключением внутри-шлифовальных, шлифовально-притирочных и зубообрабатывающих, для которых предельный вес составлят 20 т);
тяжелые станки весом от 30 до 100 т и особо тяжелые или уникальные (свыше 100 т).
Нумерация металлорежущих станков производится по системе, предложенной экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС).
Согласно этой системе все станки делятся на девять групп. Каждому станку присваивается трех- или четырехзначный номер. Первая цифра номера означает группу станка: 1 — токарные, 2 — сверлильные и другие (см. табл. 11). Вторая цифра означает разновидность (тип) станков, например токарно-винторезные станки имеют вторую цифру 6, токарные полуавтоматы и автоматы одношпиндельные — вторую цифру 1 и т. д. Третья и четвертая цифры номера станка обозначают условно размеры обрабатываемой заготовки или размеры режущего инструмента. Для отличия новой модели станка от старой, выпускавшейся ранее, к номеру добавляют букву. Буква после первой цифры указывает на модернизацию станка (например, токарно-винторезный станок модель 1А62, 1К62), буква после всех цифр обозначает видоизменение (модификацию) основной модели станка (1Д62М — токарно-винторезный, 3153М — круглошлифовальный, 372Б — плоскошлифовальный модифицированный)
Таблица.11. Классификация и нумерация металлорежущих станков
Металлическая заготовка проходит много стадий: от отливки стали до шлифовки. На производстве можно устанавливать универсальные устройства или заточенные под одну цель. В статье поговорим про металлообрабатывающее оборудование, представим классификацию металлорежущих станков с особенностями каждого вида.
Разновидности
Многообразие изделий легко объясняется большим разнообразием операций, которые можно сделать с металлом. Помимо этого, есть много оснований, по которым можно проводить различия – зависимость от привода, размеров, типа стали. Рассмотрим, как можно их классифицировать.
По количеству задач:
Универсальные. Они очень подходят на небольших производствах, когда каждый заказ – индивидуальный. Обычно такой прибор требует предварительной наладки, а также редко обладает высокой точностью. Но зато хорошо экономит средства, поскольку можно установить одно устройство вместо двух-трех.
Специализированные. Они же серийные. По сути они выполняют одинаковые движения, но изменяют размеры. Поэтому на одной программе можно сделать целую серию одинаковых деталей с разными габаритами.
Специальные. Это еще более узкопрофильные модели для обработки листового металла, они часто бывают на основе ЧПУ. Их задача – максимально точно выполнять одну заданную программу для многосерийного производства одинакового элемента.
По показателю точности все оборудование делится по пятибалльной шкале от самого низкого (норма) до наиболее высокого уровня – мастер. Во многом это зависит от качества материала, из которого изготовлено лезвие, а также от его заточки. Второй важный параметр – это управление. Вручную любые махинации будут не очень точными, потому что имеет значение человеческий фактор. Наиболее полное соответствие с заданными размерами детали (в мкм) будет достигнуто на станках с ЧПУ от компании «Сармат». Фрезерные и токарные установки подходят для изготовления миниатюрных элементов. А поверхность часто не требует шлифовки или иной финишной металлообработки.
По уровню автоматизации:
Полуавтоматические. Оператор следит за каждым циклом и принимает в нем участие, например, кладет заготовку, настраивает лезвия, нажимает пусковую кнопку и пр.
Автоматические. Роль сотрудника полностью минимизирована. Труд становится более простым, условия в цеху намного лучше.
Также есть отдельный вид – это оборудование для обработки металла с программным управлением (ПУ). Их различают по двум категориям:
Цикловое (Ц) – в программу вносятся параметры по одному завершенному циклу.
Числовое (Ч), наиболее распространенное. Происходит полный удаленный контроль за всеми процессами: программирование, поиск ошибок, изменение показателей.
Также всю аппаратуру разделяют по массе. Чем больше вес установки, тем крупнее заготовки могут быть разрезаны.
По типу привода различают:
Ручные.
Электрические.
Первые, например, ножницы по металлу, приходят в действие после приложения физического усилия человека, в то время как вторые питаются от движка.
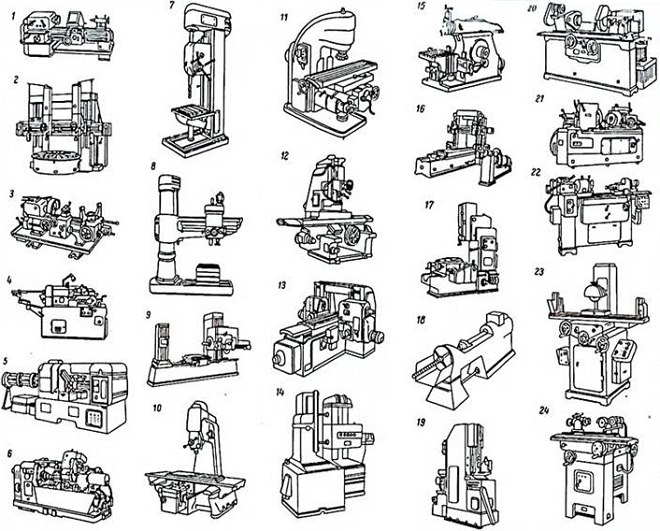
Но наиболее важна классификация, которая применяется чаще всего, имеет в основе задачу металлообработки. Посмотрим на картинке изображения и поговорим ниже подробнее о каждом:
Типы и группы металлорежущих станков: таблица
Представим в двух словах определение каждого изделия:
Обработка окружностей при постоянном вращении заготовки – валов, цилиндров и пр.
Образование сквозного или частичного отверстия с последующей расточкой по диаметру.
Снятие верхнего шероховатого слоя с металлической поверхности.
Аналогичная процедура, но используется шлифовка с более мелкими абразивными веществами, пасты.
Образование зубьев на деталях.
Обработка заготовок посредством крутящихся фрез, то есть лезвий.
Устранение стружки с поверхности металла.
Разъединение стального листа на две и более части, срезка краев, образование кромок.
Нанесение внешней и внутренней резьбы с помощью электронных метчиков и плашек.
Каждая из представленных групп оборудования для металлообработки делится на более мелкие категории в зависимости от режущего элемента, типа движения, привода и прочих параметров. Теперь подробнее поговорим о различных технологиях, которые используются на производстве при работе на одной из представленных машин.
Токарные станки
Основная идея конструкций берет начало еще в 19 веке. Технологически это достаточно старая методика, но со временем она настолько усовершенствовалась, что остается востребованной на настоящий момент.
Суть операции точения – заготовка зажимается с двух (реже крепится с одной) сторон и вращается. В ходе движения на нее оказывается воздействие различными инструментами для резки. Это может происходит вручную (особенно при мягких материалах) или механизировано.
Основные элементы – надежная станина, шпиндели, которые зажимают металлический брусок, резаки, двигатель. Электрический импульс передается с помощью тел вращения и ремней на рабочую зону.
Сейчас наиболее популярна токарная обработка металла на станках с ЧПУ. Приобрести их можно в компании «Сармат». Их особенность в высокой точности и простоте работы.
Задачи, которые можно выполнить на представленном оборудовании:
Суть процесса заключается в двух разнонаправленных движениях – вращательное у инструмента и поступательное у заготовки. С помощью подобных установок можно сделать:
глухие и сквозные отверстия различного диаметра;
зенкерование;
шлифовальную (финишную) металлообработку полости;
нарезание внутренней резьбы и пр.
Наладка металлообрабатывающего станка этого типа заключается в выборе инструмента в соответствии с задачей и материалом, а также в подборе скорости вращения. Используются резцы, метчики, сверла, зенкеры, развертки и др.
Модели между собой различают по расположению заготовки в пространстве (горизонтальные и вертикальные), по количеству шпинделей (одношпиндельные и многошпиндельные) и по прочим параметрам.
Шлифовальные, полировальные, доводочные устройства
Все перечисленные выше разновидности применяются при финишной обработке металла, то есть уже после основных операций по созданию формы. Итоговая металлообработка имеет две основные цели:
Повышение точности размеров детали. Можно срезать слой толщиной меньше 1 мкм.
Снятие шероховатостей и иных изъянов с поверхности.
Обычно шлифование происходит вручную, то есть небольшим ручным аппаратом, однако, есть настольные металлообрабатывающие станки для особо крупных элементов.
Рабочий инструмент – диск, покрытый мелкими абразивными частицами. В зависимости от их фракции, происходит более щадящая или грубая металлообработка. Но сама поверхность насадки не обязательно имеет круглую форму. Часто она выпукла или остра. А иногда имеет причудливую конфигурацию, например, при шлифовании резьбы.
Полировальный прибор требуется в случаях, когда даже мельчайшая шероховатость, делающая сталь матовой, недопустима. Их применяют для придания зеркальной гладкости.
Чтобы в процессе работы не могли произойти температурные деформации после нагрева детали, используются специальные пасты. Они также могут иметь внутри абразивные вещества мелкой фракции.
Активное использование абразива привело к возникновению оборудования для пескоструйной обработки металла. Обычный песок и мощная струя воздуха под давлением могут привести к точному и быстрому прорезыванию стали.
Комбинированные станки
Они же – универсальные. Из основное назначение – токарная металлообработка, но дополнительные устройства позволяют одновременно производить и сверление, и распиловку листов, и шлифование, иные махинации в зависимости от цели.
Часто соединены бывают только две задачи. Например, гибка и разрезание. Такую аппаратуру часто ставят либо на мелкосерийном производстве, либо используют в частных хозяйствах. Их минус в малом классе точности. Многозадачность выгодна, когда нет возможности приобрести несколько различных приборов, а поток изготовляемых деталей мал. Или производство индивидуальное, не серийное.
Резьбо- и зубообрабатывающие машины
Зубья наносятся на шестернях и на зубчатых колесах. Резьба – на внутренней стороне крепежного инструмента (гайки, шайбы) и деталях для последующего соединения, на внешней поверхности у цилиндрических прутков. Таким образом изготавливаются саморезы и болты.
Особенность работы в том, что следует верно установить параметры:
шаг, то есть расстояние от одного гребня до соседнего;
глубину впадин;
диаметр отверстия перед нанесением резьбы.
Вторая важная характеристика – требуется 3 или 4 подхода – от чернового до финишного. Поэтому применяется несколько метчиков (или иных приборов). Ремонт металлообрабатывающих станков заключается часто в замене режущих элементов, так как лезвия быстро ломаются или приходят в негодность.
Фрезерное оборудование
Заготовка крепко закреплена. Движение происходит за счет перемещения инструмента и стола. Различаются по направлению поверхности – в одной плоскости или в нескольких, под углом.
Сейчас очень распространены устройства с ЧПУ, так как они значительно ускоряют передвижение рабочей зоны и шпинделя без допуска ошибок в связи с человеческим фактором.
Долбежные, строгальные и протяжные
Этот класс один из немногих, в котором используется однонаправленное движение – горизонтальное или вертикальное. Сперва производится обработка металла на токарном станке или иных агрегатах, а только затем приступают к протяжке. Задача – получить поверхность с определенной шероховатостью или канавки. Очень важно вовремя убирать стружку.
Разрезные
Несмотря на видимую простоту цели, – разделить одну заготовку на две части – в этом направлении металлообработки применяются все новые технологии. Основное направление развития метода движется в сторону ускорения процесса и улучшению качества среза. Поскольку часто разрез получается шероховатый, грубый, по причине воздействия высоких температур, то применяют различного типа охлаждение. Высокоэффективная резка – плазменная, водная, лазерная, абразивная.
Но на некоторых производствах используются металлообрабатывающие станки, не прошедшие модернизацию. Они работают на основе давления. Это классические ножницы по листовому металлу или штамповка, основанная на лезвиях из инструментальной стали и пресса.
Маркировка
Обозначение наносится по соответствующему ГОСТ, поэтому каждый специалист знает, с каким оборудованием ему предстоит работать. Номер состоит из цифр и букв. Цифровые параметры:
группа;
тип;
типоразмер.
Буквенные сопровождения требуются для дополнительных характеристик. Наиболее доступно все объяснено на данной схеме:
Классификация по уровню автоматизации
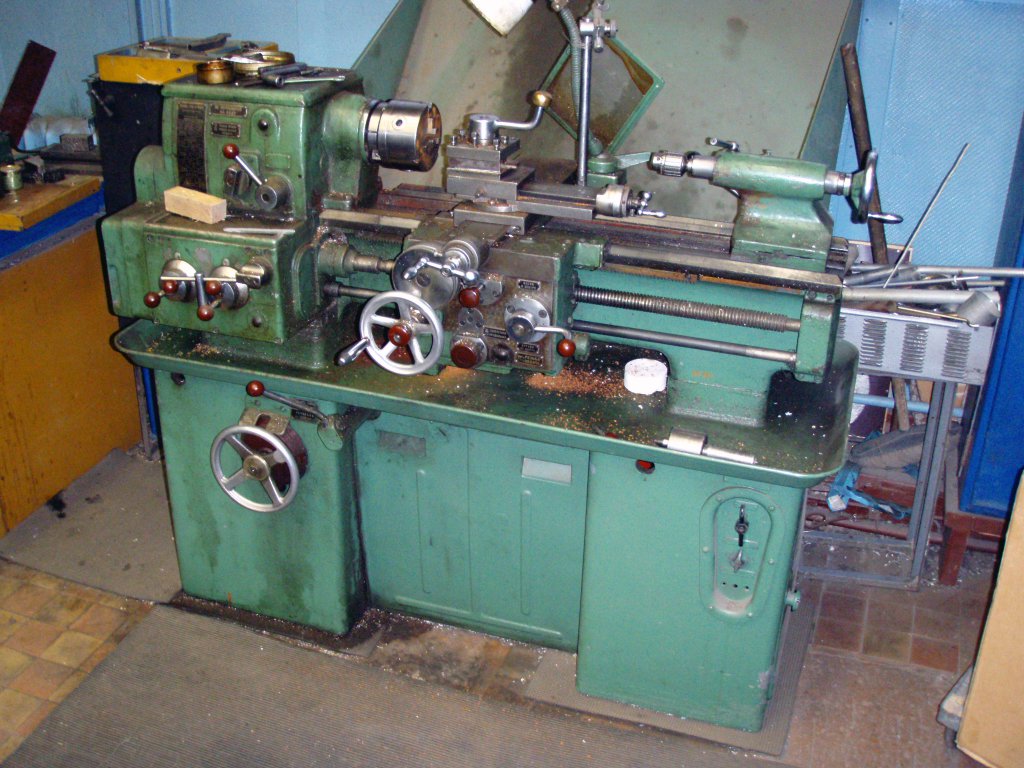
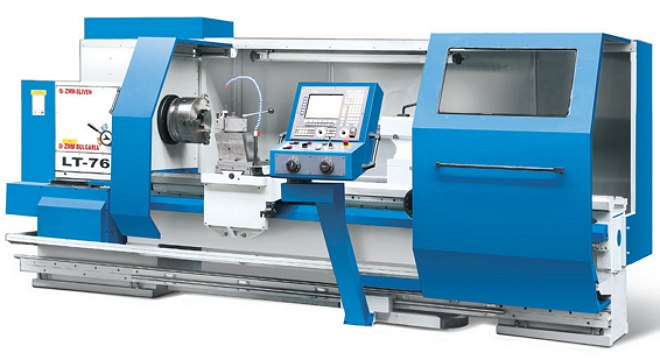
Все модели можно поделить на три категории в зависимости от работы, которую прикладывает оператор. Представим изображение токарно-винторезного станка:
Вся процедура происходит в постоянном режиме. Работник только производит первичный запуск, а затем следит за правильностью выполнения цикла. Есть возможность принудительной остановки при возникновении ошибки.
Полуавтоматические
Цикличность прерывается, поскольку оператор обязан каждый раз заново запускать аппаратуру, устанавливать заготовку, а также снимать с конвейера изделие. Но сам процесс (разрезание, штамповка и пр.) происходит автоматически, то есть без применения физической силы работника.
Оценка металлообрабатывающих станков с ЧПУ
Возникновение пульта управления привело к качественному прорыву в металлообработке. В первую очередь повысилась производительность и снизилось количество погрешностей. Точность процедуры теперь увеличилась до максимально возможного уровня.
Предварительно на специальном компьютерном обеспечении производится проектирование детали. Программа должна иметь возможность сохранить файл в формате, который воспринимается техникой. Затем данные с компьютера переносятся на устройство. Происходит программирование. Пульт управления сам создает программу движения исходя из чертежа.
Работа происходит максимально быстро и точно, без вмешательства человека. В любой момент можно перепрограммировать агрегат.
Приобрести изделия с ЧПУ можно в компании «Сармат». Фирма предлагает доставку, установку и наладку.
Конструкция
В основном все устройства состоят из:
крепкой станины;
рабочей зоны;
зажимов или иных приспособлений для удержания заготовки;
двигателя и ремней, передающих вращение;
инструмента для резания (шлифования).
Интересен вопрос, какие лакокрасочные покрытия наносят на металлообрабатывающее оборудование. Особенность ЛКП в том, чтобы оно могло переносить повышенное трение, а также высокие температуры.
В статье мы рассказали о станках для обработки металла, а в качестве завершения темы посмотрим видеоролик:
Классификация, группы, типы и виды металлорежущих станков
Классификация, группы, типы и виды металлорежущих станков.
Классификация металлорежущих станков по группам, подгруппам и типам, по классу точности, по степени автоматизации и специализации и массе.
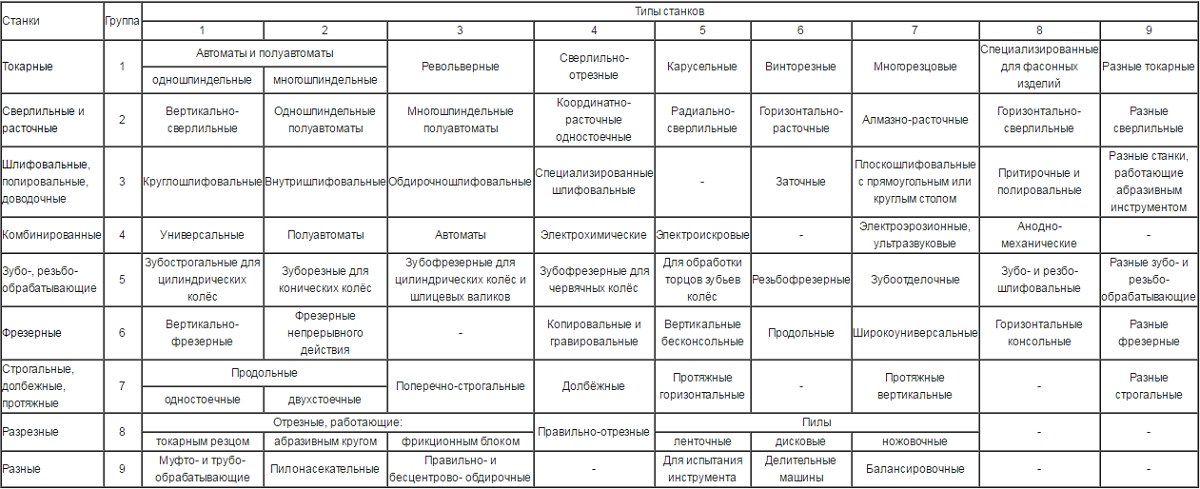
Классификация металлорежущих станков по виду обработки, принятая Экспериментальным НИИ металлорежущих станков (ЭНИМС):
Металлорежущие станки в зависимости от вида обработки делят на девять групп, а каждую группу – на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента.
По виду обработки металлорежущие станки делятся на следующие типы и группы:
1. Токарные станки
1 и 2. Автоматы и полуавтоматы
1. Одношпиндельные
2. Многошпиндельные
3. Револьверные
4. Сверлильно-отрезные
5. Карусельные
6. Винторезные
7. Многорезцовые
8. Специализированные для фасонных изделий
9. Разные токарные
2. Сверлильные и расточные станки
1. Вертикально-сверлильные
2. Одношпиндельные полуавтоматы
3. Многошпиндельные полуавтоматы
4. Координатно-расточные одностоечные
5. Радиально-сверлильные
6. Горизонтально-расточные
7. Алмазно-расточные
8. Горизонтально-сверлильные
9. Разные сверлильные
3. Шлифовальные, полировальные, доводочные станки
1. Круглошлифовальные
2. Внутришлифовальные
3. Обдирочношлифовальные
4. Специализированные шлифовальные
5. —
6. Заточные
7. Плоскошлифовальные с прямоугольным или плоским столом
8. Притирочные и полировальные
9. Разные станки, работающие абразивным инструментом
4. Комбинированные станки
1. Универсальные
2. Полуавтоматы
3. Автоматы
4. Электрохимические
5. Электроискровые
6. —
7. Электроэрозионные , ультразвуковые
8. Анодно-механические
9. —
5. Зубо- и резьбообрабатывающие станки
1. Зубострогальные для цилиндрических колёс
2. Зуборезные для конических колёс
3. Зубофрезерные для цилиндрических колёс и шлицевых валиков
4. Зубофрезерные для червячных колёс
5. Для обработки торцов зубьев колёс
6. Резьбофрезерные
7. Зубоотделочные
8. Зубо- и резбошлифовальные
9. Разные зубо- и резьбообрабатывающие
6. Фрезерные станки
1. Вертикально-фрезерные
2. Фрезерные непрерывного действия
3. —
4. Копировальные и гравировальные
5. Вертикальные бесконсольные
6. Продольные
7. Широкоуниверсальные
8. Горизонтальные консольные
9. Разные фрезерные
7. Строгальные, долбежные и протяжные станки
1 и 2. Продольные
1. одностоечные
2. двухстоечные
3. Поперечно-строгальные
4. Долбёжные
5. Протяжные горизонтальные
6. —
7. Протяжные вертикальные
8. —
9. Разные строгальные
8. Разрезные станки
1. Отрезные, работающие токарным резцом
2. Отрезные, работающие абразивным кругом
3. Отрезные, работающие фрикционным блоком
4. Правильно-отрезные
5. Пилы ленточные
6. Пилы дисковые
7. Пилы ножовочные
8. —
9. —
9. Разные
1. Муфто- и трубообрабатывающие
2. Пилонасекательные
3. Правильно- и бесцентровообдирочные
4. —
5. Для испытания инструмента
6. Делительные машины
7. Балансировочные
8. —
9. —
Таблица групп и типов металлорежущих станков:
Для удобства данную классификацию можно представить в виде таблицы:
Группа
Типы станков
1
2
3
4
1
Автоматы и полуавтоматы
Револьверные
Сверлильно-отрезные
Одношпиндельные
Многошпиндельные
2
Вертикально-сверлильные
Одношпиндельные полуавтоматы
Многошпиндельные полуавтоматы
Координатно-расточные одностоечные
3
Круглошлифовальные
Внутришлифовальные
Обдирочношлифовальные
Специализированные шлифовальные
4
Универсальные
Полуавтоматы
Автоматы
Электрохимические
5
Зубострогальные для цилиндрических колес
Зуборезные для конических колес
Зубофрезерные для для цилиндрических колес и шлицевых валов
Зубофрезерные для червячных колес
6
Вертикально-фрезерные
Фрезерные непрерывного действия
—
Копировальные и гравировальные
7
Продольные
Поперечно-строгальные
Долбежные
Одностоечные
Двухстоечные
8
Отрезные, работающие
Правильно-отрезные
Токарным резцом
Абразивным кругом
Фрикционным блоком
9
Муфто- и трубообрабатывающие
Пилонасекательные
Правильно- и бесцентровообдирочные
—
Группа
Типы станков
5
6
7
8
9
1
Карусельные
Винторезные
Многорезцовые
Специализированные для фасонных изделий
Разные токарные
2
Радиально-сверлильные
Горизонтально-расточные
Алмазно-расточные
Горизонтально-сверлильные
Разные сверлильные
3
—
Заточные
Плоскошлифовальные с прямоугольным или круглым столом
Притирочные или полировальные
Разные станки с абразивным инструментом
4
Электроискровые
—
Электроэрозионные, ультразвуковые
Анодно-механические
—
5
Для обработки торцов зубьев
Резьбофрезерные
Зубоотделочные
Зубо- и резьбошлифовальные
Разные зубо- и резьбобрабатывающие
6
Вертикальные консольные
Продольные
Широкоуниверсальные
Горизонтальные консольные
Разные фрезерные
7
Протяжные горизонтальные
—
Протяжные вертикальные
—
Разные строгальные
8
Пилы
ленточные
Дисковые
Ножовочные
—
—
9
Для испытательного инструмента
Делительные машины
Балансировочные
—
—
Классификация металлорежущих станков по классу точности:
По классу точности металлорежущие станки классифицируются на:
– Н – нормальной точности,
– П – повышенной точности, точность 0,6 отклонений от Н,
– В – высокой точности, точность 0,4 отклонений от Н,
– А – особо высокой точности, точность 0,25 отклонений от Н,
– С – особо точные станки (мастер-станки), точность 0,16 отклонений от Н.
Классификация металлорежущих станков по степени автоматизации:
По степени автоматизации металлорежущие станки классифицируются на:
– ручные,
– полуавтоматы,
– автоматы,
– станки с ЧПУ,
– гибкие производственные системы.
Классификация металлорежущих станков по степени специализации:
По степени специализации металлорежущие станки классифицируются на:
– универсальные. Применяются для изготовления широкой номенклатуры деталей малыми партиями. Используются в единичном и серийном производстве, а также при ремонтных работах;
– специализированные. Применяются для изготовления больших партий деталей одного типа. Используются в среднем и крупносерийном производстве;
– специальные. Применяются для изготовления одной детали или детали одного типоразмера. Используются в крупносерийном и массовом производстве.
Классификация металлорежущих станков по массе:
В зависимости от массы металлорежущие станки делятся на следующие категории:
Классификация металлорежущих станков
Металлорежущим станком называется механизм по обработке заготовок, посредством снятия стружки режущим инструментом. Существуют следующие режущие инструменты: резец, сверло, фреза, протяжка, долбяк. Металлорежущие станки по характерным признакам образуют группы:
токарные;
строгальные;
долбежные;
сверлильные;
расточные;
фрезерные;
протяжные;
зуборезные;
шлифовальные;
специальные.
В соответствии с выполняемым рабочим ходом, оборудование подразделяется на следующие категории:
Станки, имеющие основное вращательное движение (шлифовальные, сверлильные, фрезерные, токарные).
Станки, у которых основное поступательное движением (протяжные, долбежные, строгальные).
Параметры для классификации металлорежущих станков:
по чистоте и точности резания;
по уровню автоматики;
по технологическим преимуществам станка;
по используемым инструментам;
по главному принципу резания.
Данная классификация металлорежущих станков позволяет разделить оборудование на: шлифовальные, протяжные, зуборезные, фрезерные, сверлильные, строгальные и токарные станки.
Классификация станков по конструктивному размещению шпинделя:
вертикально-сверлильные;
вертикально-фрезерные;
горизонтально-сверлильные;
горизонтально-фрезерные.
Токарные станки
Группа токарных станков — это лидер среди оборудования металлообработки. Они выполняют следующие операции:
расточка фасонины, цилиндров, конусов;
обрезание боковых стенок;
расточка отверстий в конусах, цилиндрах;
нарезка резьбы снаружи и внутри;
развертка, сверловка, зенкеровка.
По уровню автоматики металлорежущие станки изготавливаются:
автоматические;
полуавтоматические;
с ЧПУ;
автоматические станочные линии.
По степени точности металлорежущие станки разделяются:
с обычной точностью;
прецизионные.
В зависимости от степени чистоты резания они могут быть обдирочные и чистовые.
Классификация станков по их универсальным признакам:
Специализированные станки, которые обрабатывают только одну конкретную деталь либо несколько заготовок, с похожей конфигурацией, нос разными размерами. Пример: станки, обрабатывающие шейки коленчатых валов и ступенчатые валики.
Универсальные станки с расширенными технологическими возможностями. Они выполняют множество разных технологических операций с широким разнообразием заготовок.
Виды производства
Выбирая металлорежущее оборудование на крупных промышленных предприятиях для оснащения цехов и мастерских, всегда учитывается производственная программа. В зависимости от нее, различается три типа производства:
Единичное.
Серийное.
Массовое.
При единичном производстве машины, либо детали выпускаются в единичных экземплярах. За станками постоянно не закреплены отдельные операции или изготовление определенных деталей. Станки выполняют каждый раз новую работу. Здесь используется универсальное оборудование.
Признаком серийного производства является выпуск однородной продукции повторяющимися партиями. Число изделий в партии характеризует крупно-серийность, либо мелко-серийность производства. Для него используется и универсальное, и специальное оборудование. С целью облегчения обработки на станки устанавливают специальные приспособления.
Выпуск однородной продукции, в значительных количествах показывает, что данное производство — массовое. За каждым станком четко закрепляются операции металлообработки, используются специализированные станки. Оборудование расположено поточным методом, в соответствии с техническом процессом — сплошная механизация, без использования ручных работ, полная взаимозаменяемость. Строгая ритмичность, производство осуществляется непрерывным потоком.
Понятие и классификация металлорежущих станков
Металлорежущие станки являются основным видом промышленного оборудования для размерной обработки заготовок. В следствие быстрого развития вычислительной техники за последнее время конструкции станков существенно изменились.
Понятие металлорежущего станка
Дадим определение термина «металлорежущий станок»:
Металлорежущий станок – технологическая машина, которая предназначена для обработки металлических заготовок посредством снятия материала механическим способом (резания), в результате чего обеспечивается заданная форма и размеры заготовки.
Процесс обработки на станках осуществляется с помощью движений формообразования, в которых участвуют инструмент и заготовка. Движения формообразования могут быть движениями резания и движениями подачи. Эти движения в процессе резания образуют на заготовке заданные поверхности.
В основном, этот процесс обработки производится посредством снятия стружки с помощью режущего инструмента (лезвийного или абразивного). Однако существуют особые методы обработки: электрохимические, электрофизические, поверхностным пластическим деформированием, оптическим лазерным лучом, а также операции по измерению или контролю обрабатываемых деталей, а также с их сборкой.
Для лучшего понимания вопроса дадим определения терминам «заготовка» и «деталь»:
Заготовка – это предмет труда, из которого путем изменения размеров, формы и свойств поверхности изготавливают деталь.
Деталь – это продукт труда (изделие), который предназначен для использования на предприятии в основном или вспомогательном производстве.
Основная классификация металлорежущих станков
Основная классификация, которая предложена Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), является цифровой и предполагает разделение металлорежущих станков на 9 групп по технологическому признаку (по виду обработки и применяемому режущему инструменту). Каждую группу подразделяют на типы (подгруппы), а каждый тип – на типоразмеры.
Группы станков определяют по технологическому назначению станка (токарные, сверлильные, фрезерные, шлифовальные и т.д.), типы станков – по расположению рабочих органов (внутришлифовальные, бесцентрово-шлифовальные), по числу основных рабочих органов (многошпиндельные, одношпиндельные), по степени автоматизации (автоматы, полуавтоматы).
копировально- прошивочные, для удаления заусенцев, маркировочные, контурно- доводочные
вырезные
прошивочные для извлечения остатков сломанного инструмента
копировально- прошивочные, ультразвуковые и электрохимические комбинированные прошивочные
Зубо- и резьбо- обрабатывающие
5
Резьбонарезные
Зубострогальные для цилиндрических колёс
Зуборезные для конических колёс
Зубофрезерные для цилиндрических колёс и шлицевых валов
Зубофрезерные для нарезания червячных колес
Для обработки торцов зубьев колёс
Резьбофрезерные
Зубоотделочные, проверочные и обкатные
Зубо- и резбо- шлифовальные
Разные зубо- и резьбо- обрабатывающие
Фрезерные
6
Барабанно- фрезерные
Вертикально- фрезерные консольные
Фрезерные непрерывного действия
Продольно- фрезерные одностоечные
Копировально- фрезерные и гравировальные
Вертикально- фрезерные бесконсольные
Продольно- фрезерные двухстоечные
Консольно-фрезерные широкоуниверсальные
Горизонтально- фрезерные консольные
Разные фрезерные
Строгальные, долбежные, протяжные
7
—
Продольные:
Поперечно- строгальные
Долбёжные
Протяжные горизонтальные
—
Протяжные вертикальные
—
Разные строгальные
одностоечные
двухстоечные
Отрезные (разрезные)
8
—
Отрезные, работающие:
Правильно-отрезные
Пилы:
—
—
резцом
абразивным кругом
гладким или насечным диском
ленточные
дисковые
ножовочные
Разные
9
—
Муфто- и трубо- обрабатывающие
Пилонасекательные
Правильно- и бесцентрово- обдирочные
—
Для испытания инструмента
Делительные машины
Балансировочные
—
—
Нумерация металлорежущих станков
Исходя из выше представленной классификации, моделям станков присваивают условное обозначение (индекс или шифр), состоящее из сочетания нескольких цифр и букв:
первая цифра – номер группы, к которой относится данный станок;
вторая цифра – номер типа станка в пределах данной группы;
буква после первой или второй цифры определяет, модернизирован ли станок, либо указывает на определенную техническую характеристику станков одного размера;
третья или третья-четвертая цифры определяют типоразмеры — одни из важнейших цифровых параметров станка и обрабатываемой детали;
буква после всех цифр в конце номера означает конструктивную модификацию базовой модели или технологические особенности станка.
Другие типы классификации металлорежущих станков
Станки классифицируют по многим признакам. Рассмотрим основные из них.
По классу точности металлорежущие станки могут быть:
нормальной (Н) точности
повышенной (П) точности
высокой (В) точности
особо высокой (А) точности
сверхвысокой (С) точности
По степени универсальности металлорежущие станки бывают:
универсальные (общего назначения) – используются для небольших партий деталей широкого спектра наименований и размеров
специализированные – используются для больших партий однотипных деталей схожих конфигураций, но разного размера
специальные – используются для очень крупных партий деталей одного вида или типоразмера
По уровню автоматизации металлорежущие станки делят на:
ручные
станки-полуавтоматы
станки-автоматы
станки с ЧПУ
гибкие производственные модули
По массе металлорежущие станки принято подразделять на:
легкие (до 1 т)
средние (1-10 т)
тяжелые (более 10 т)
уникальные (более 100 т)
Компания «СДТ» предлагает купить металлообрабатывающие станки по лучшим ценам в весьма широком ассортименте, для использования во всех сферах металлообрабатывающего производства. Ознакомиться с ним можно в нашем каталоге металлообрабатывающих станков.
Обозначение моделей станков
Классификация металлорежущих станков
Металлообрабатывающий станок — это машина, предназначенная для обработки металлических заготовок в целях образования заданных поверхностей путем снятия стружки.
Станки классифицируются по следующим признакам:
По степени универсальности:
— Универсальные (общего назначения), предназначены для обработки деталей широкой номенклатуры. На данных станках выполняются различные технологические операции.
— Широкого назначения, предназначены для обработки деталей широкой номенклатуры, но на данных станках выполняется ограниченное число операций
— Специализированные, предназначены для обработки однотипных деталей, сходных по форме, но с различными размерами
— Специальные, предназначены для изготовления одной определенной детали
— Агрегатные станки, предназначены для обработки корпусных деталей и состоят из унифицированных узлов и механизмов.
— с ручным управлением. Наладку станка, а также управление станком осуществляется рабочим станочником.
— полуавтоматы. Это станки, на которых цикл обработки детали осуществляется автоматически, а установка-выгрузка детали выполняется рабочим, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
— автоматы. Это станки в которых после наладки все движения, необходимые для выполнения цикла обработки деталей, в том числе загрузка-выгрузка деталей, также пуск станка осуществляется автоматически. Рабочий должен следить за непрерывной подачей заготовок в накопитель станка, а также периодически контролировать размеры обработанных деталей.
— станки с ЧПУ. Это полуавтоматы и автоматы в которых все движения связанные с обработкой деталей осуществляются автоматически по заранее составленной программе.
По точности:
— нормальной точности (Н);
— повышенной точности (П);
— высокой точности (В);
— особо высокой точности (А);
— особо точные (мастер-станки) (С)
ПО массе:
— легкие — до 1 тонны;
— средние — до 10 тонн;
— крупные — до 30 тонн;
— тяжелые — до 100 тонн;
— особо тяжелые — свыше 100 тонн.
По технологическому признаку:
4. Электрофизические и электрохимические.
5. Зубо- и резьбообрабатывающие.
7. Строгальные, долбежные и протяжные.
Модель станка обозначается тремя или четырьмя цифрами с добавлением в некоторых случаях букв. Существует следующее правило обозначения моделей станков.
Группа и тип станка выбираются из таблицы, разработанной Эксперементальным научно- исследовательским институтом металлорежущих станков (ЭНИМС), таблица 1.
Буква, стоящая в конце цифровой части означает модификацию, класс точности (П — повышенной точности, В — высокой точности, А — особо высокой точности, С — мастер-станки); наличие револьверной головки — Р; наличие магазина инструментов — М; принята следующая индексация моделей станков с программным управлением: Ц — с цикловым управлением; Ф1 — с цифровой индексацией положения, а также с предварительным набором координат; Ф2 — с позиционной системой ЧПУ; Ф3 — с контурной системой ЧПУ;
Ф4 — с комбинированной системой ЧПУ. Завод изготовитель обозначается буквой.
ПРИМЕРЫ:
16К20П
1 — токарный (группа станка),
6 — токарно-винторезный (тип станка),
20 — основной технологический размер (максимальный диаметр обрабатываемой заготовки),
П — повышенный класс точности.
2Н125
2 — сверлильный (группа станка),
Н — завод изготовитель,
1 — вертикально-сверлильный (тип станка),
25 — основной технологический размер (максимальный диаметр обрабатываемого отверстия),
53А50
5 — зубо-резьбообрабатывающий (группа станка),
3 — зубофрезерный для обработки цилиндрических колес и шлицевых валов,
А — завод изготовитель,
50 — основной технологический размер(максимальный диаметр и модуль обрабатываемого колеса)
3 — основной технологический размер (максимальный размер рабочей поверхности стола),
Ф3 — контурная система ЧПУ.
7Б55
7 — протяжной (группа станка),
Б — завод изготовитель,
5 — горизонтально-протяжной (тип станка),
5 — основной технологический размер(основное тяговое усилие при протягивании)
1Н713
1 — токарный (группа станка),
Н — завод изготовитель,
7 — многорезцовый и копировальный,
13 — основной технологический размер( максимальный диаметр обрабатываемой заготовки)
1Г340ПЦ
1 — токарный (группа станка),
Г — завод изготовитель,
3 — токарно-револьверный (тип станка),
40 — основной технологический размер (максимальный диаметр обрабатываемой заготовки),
П — повышенный класс точности,
Ц — цикловое программное управление.
Таблица 1 – Классификация металлорежущих станков.
Классификация металлорежущих станков – все об оборудовании для обработки металла
Металлорежущие станки, выпускаемые отечественными производителями, подразделяются на несколько категорий, которые характеризует соответствующая классификация. Определить, к какой категории относится то или иное оборудование, можно по его маркировке, которая о многом говорит тем, кто в ней разбирается. Однако к какой бы категории ни относилось металлорежущее устройство, суть обработки на нем сводится к тому, что режущий инструмент и деталь совершают формообразующие движения, а именно они и определяют конфигурацию и размеры готового изделия.
Металлорежущие станки в зависимости от назначения подразделяются на девять основных групп. К ним относятся следующие устройства:
токарные — все разновидности станков токарной группы (в маркировке обозначаются цифрой «1»);
сверлильные и расточные — станки для выполнения сверлильных операций и расточки (группа «2»);
шлифовальные, полировальные, доводочные — металлорежущие станки для выполнения доводочных, шлифовальных, заточных и полировальных технологических операций (группа «3»);
комбинированные — металлорежущие устройства специального назначения (группа «4»);
резьбо- и зубообрабатывающие — станки для обработки элементов резьбовых и зубчатых соединений (группа «5»);
фрезерные — станки для выполнения фрезерных работ (группа «6»);
долбежные, строгальные и протяжные — металлорежущие станки различных модификаций соответственно для строгания, долбежки и протяжки (группа «7»);
разрезные — оборудование для выполнения отрезных работ, в том числе пилы (группа «8»);
разные — примеры таких металлорежущих агрегатов — бесцентрово-обдирочные, пилонасекательные и другие (группа «9»).
Группы и типы металлорежущих станков (нажмите, чтобы увеличить)
Кроме того, металлорежущие станки могут относиться к одному из следующих типов:
много- и одношпиндельные, специализированные (полуавтомат и автомат), копировальные многорезцовые, револьверные, сверлильно-отрезные, карусельные, лобовые и специальные типы токарных станков;
оборудование для выполнения технологических операций расточки и сверления: много- и одношпиндельные, полуавтоматы, сверлильные станки вертикального, горизонтального и радиального типа, расточные устройства координатного, алмазного и горизонтального типа, разные сверлильные модели;
различные типы шлифовальных станков (плоско, внутри- и круглошлифовальные), обдирочное и полировальное оборудование, заточные и специализированные агрегаты;
типы металлообрабатывающих станков, предназначенные для обработки элементов зубчатых и резьбовых соединений: зуборезные (в том числе предназначенные для обработки колес конической формы), зубострогальные — для цилиндрических зубчатых колес, зубофрезерные, резьбонарезные, резьбо- и зубошлифовальные, зубоотделочные, проверочные, резьбо-фрезерные, устройства для обработки торцов зубьев и элементов червячных пар;
металлорежущие станки, относящиеся к фрезерной группе: консольные (вертикальные, горизонтальные и широкоуниверсальные модели) и бесконсольные (вертикальные устройства, продольные, копировальные и гравировальные модели);
строгальное оборудование и модели подобного назначения: продольные станки, на которых установлена одна или две стойки; горизонтальные и вертикальные протяжные устройства;
разрезное оборудование: оснащенное абразивным кругом или гладким металлическим диском, резцом или пилами различной конструкции (ленточными, дисковыми, ножовочными); правильно-отрезные типы металлообрабатывающих станков;
остальные типы станков для обработки металлических заготовок: делительные, используемые для осуществления контроля сверл и шлифовальных кругов, опиловочные, балансировочные, правильно- и бесцентрово-обдирочные, пилокасательные.
Вертикально-фрезерный станок — один из представителей обширной фрезерной группы
Классификация металлорежущих станков также осуществляется по следующим параметрам:
по весу и габаритным размерам оборудования: крупное, тяжелое и уникальное;
по уровню специализации: станки, предназначенные для обработки заготовок одинаковых размеров — специальные; для деталей с разными, но однотипными размерами — специализированные; универсальные устройства, на которых можно выполнять обработку деталей любых размеров и форм;
по степени точности обработки: повышенной — П, нормальной — Н, высокой — В, особо высокой точности — А; также различают станки, на которых можно выполнять особо точную обработку — С, их еще называют прецизионными.
Маркировка станков
Классификация оборудования, предназначенного для обработки заготовок из металла, предполагает, что, увидев его маркировку, любой специалист сразу сможет сказать, какой металлорежущий станок перед ним находится. Такая маркировка содержит в себе буквенные и цифровые символы, которые обозначают отдельные характеристики устройства.
Первая цифра — это группа, к которой принадлежит металлорежущий станок, вторая — разновидность устройства, его тип, третья (а в некоторых случаях и четвертая) — основной типоразмер агрегата.
Расшифровка маркировки металлорежущих станков
После цифр, перечисленных в маркировке модели, могут стоять буквы, по которым определяется, обладает ли модель металлорежущего станка особыми характеристиками. К таким характеристикам устройства может относиться уровень его точности или указание на модификацию. Часто в обозначении станка букву можно встретить уже после первой цифры: это свидетельствует о том, что перед вами модернизированная модель, в типовую конструкцию которой были внесены какие-либо изменения.
В качестве примера, можно расшифровать маркировку станка 6М13П. Цифры в данном обозначении свидетельствуют о том, что перед нами фрезерный станок («6») первого типа («1»), который относится к 3-му типоразмеру («3») и позволяет выполнять обработку с повышенной точностью (буква «П»). Литера «М», присутствующая в маркировке данного устройства, свидетельствует о том, что оно прошло модернизацию.
Уровни автоматизации
Виды токарных станков, а также устройства любого другого назначения, которые используются в условиях массового и крупносерийного производства, называют агрегатными. Такое название они получили по причине того, что их комплектуют из однотипных узлов (агрегатов): станин, рабочих головок, столов, шпиндельных узлов и других механизмов. Совершенно другие принципы используются при создании станков, которые необходимы для мелкосерийного и единичного производства. Конструкция таких устройств, отличающихся высокой универсальностью, может быть совершенно уникальной.
Токарный станок с ЧПУ
Классификация токарных станков (а также оборудования любых других категорий) по уровню автоматизации подразумевает их разделение на следующие виды:
ручные модели, все операции на которых осуществляются в ручном режиме;
полуавтоматические, в которых часть технологических операций (установка заготовки, запуск устройства, снятие готовой детали) выполняется в ручном режиме (все остальные операции, относящиеся к вспомогательным, проходят в автоматическом режиме);
автоматические, для работы которых необходимо только задать параметры обработки, все остальные операции они выполняют самостоятельно, в соответствии с заданной программой;
металлорежущие агрегаты с ЧПУ (всеми процессами на таких станках управляет специальная программа, которая содержит закодированную систему числовых значений);
металлорежущее оборудование, относящееся к категории гибких автоматизированных модулей.
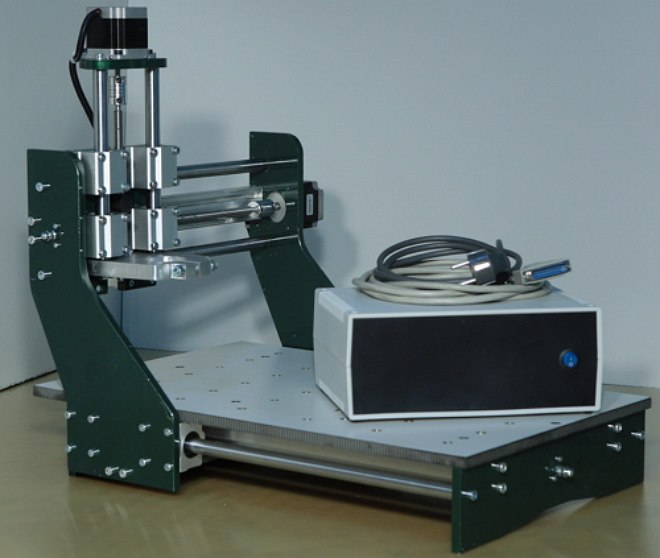
Наиболее яркими представителями металлорежущих станков являются устройства с ЧПУ, работой которых управляет специальная компьютерная программа. Такой программой, которую в память станка вводит его оператор, определяются практически все параметры работы агрегата: частота вращения шпинделя, скорость обработки и др.
Системой ЧПУ могут оснащаться даже самые компактные настольные станки
Все виды металлообрабатывающих станков, оснащенные системой ЧПУ, содержат в своей конструкции следующие типовые элементы.
Пульт (или консоль) оператора, посредством которого в память станка водится компьютерная программа, управляющая его работой. Кроме того, с помощью такого пульта можно выполнять и ручное управление всеми параметрами работы агрегата.
Контроллер — важный элемент системы ЧПУ, с помощью которого не только формируются управляющие команды, передаваемые на рабочие элементы оборудования, и контролируется правильность их выполнения, но также производятся все необходимые расчеты. В зависимости от степени сложности модели агрегата в качестве контроллера для его оснащения может быть использован как мощный компрессор, так и обычный микропроцессор.
Экран или дисплей, выступающие в роли управляющей и контрольной панели для оператора. Такой элемент позволяет в режиме реального времени наблюдать за работой металлорежущего станка, контролировать процесс обработки, а при необходимости оперативно менять параметры и настройки.
Принцип работы металлообрабатывающих станков, оснащенных системой ЧПУ, несложен. Предварительно пишется программа, учитывающая все требования к обработке конкретной заготовки, затем оператор вводит ее в контроллер станка, используя специальный программатор. Команды, заложенные в такую программу, подаются на рабочие элементы оборудования, а после их выполнения станок автоматически отключается.
Использование металлорежущих станков, оснащенных числовым программным управлением, позволяет выполнять обработку с высокой точностью и производительностью, что и является причиной их активного использования для оснащения промышленных предприятий, выпускающих изделия крупными сериями. Такие агрегаты благодаря высокому уровню своей автоматизации отлично встраиваются в крупные автоматизированные линии.
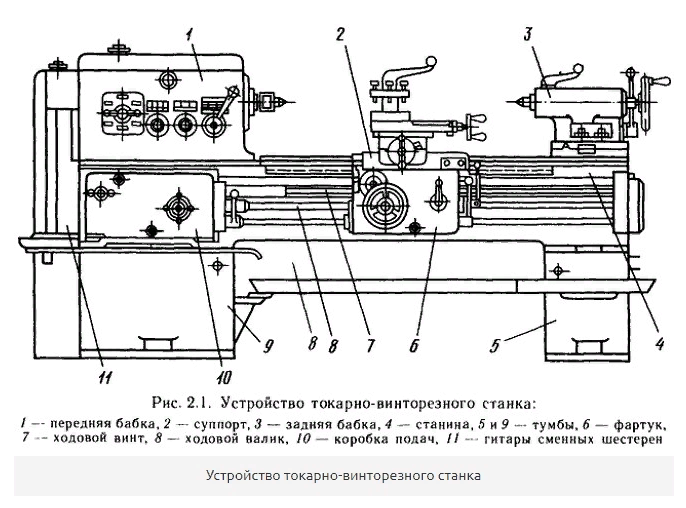
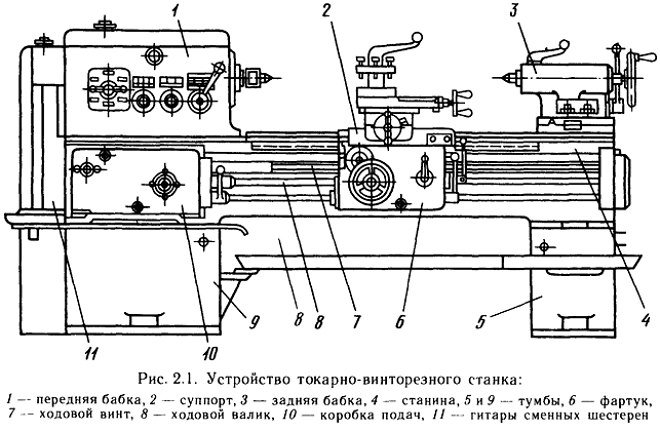
Устройство токарно-винторезного станка
Конструкция станков
Все станки, относящиеся к категории металлообрабатывающих, имеют много общих черт в своей конструкции. По сути, устройство и технические характеристики таких агрегатов должны обеспечивать правильность выполнения технологических движений двух типов:
движение подачи, которое совершает приспособление для резки или сама заготовка;
движение, посредством которого осуществляется резка.
Для выполнения этих движений, а также для обеспечения стабильности функционирования всех остальных элементов оборудования для металлообработки его конструкция включает в себя следующие рабочие органы:
систему управления, отвечающую за запуск и остановку станка, осуществление контроля за всеми параметрами его работы;
узел, с помощью которого движение от электродвигателя преобразовывается и передается исполнительному механизму;
непосредственно сам привод, который может быть электрическим, механическим, пневматическими или гидравлическим.
Важным элементом конструкции являются также узлы металлорежущего оборудования, на которых устанавливается и закрепляется режущий инструмент. Именно при помощи таких узлов реализуется основная функция устройства — обработка деталей, изготовленных из металла.