Конструкция, классификация и характеристики токарно-револьверных станков
Конструкция, классификация и характеристики токарно-револьверных станков
Для повышения производительности и качества токарной обработки используют универсальное оборудование. К ним относятся токарно-револьверные станки, имеющие функцию выполнения нескольких операций без смены типа режущего инструмента.
Конструкция токарно-револьверного станка
Современный револьверный станок представляет собой многофункциональный обрабатывающий комплекс, способный выполнять множество операций. Это достигается особой конструкцией головки, в которую можно устанавливать несколько типов резцов.
Она отличается конструкцией и принципом работы. Для увеличения производительности в ней предусмотрена возможность монтажа резцов различного типа. Смена происходит за счет смещения рабочей части инструмента по своей оси. Повышение показателя производительности можно добиться с помощью блока ЧПУ, установленного в револьверные станки. В этом случае участие человека в работе оборудования будет минимальным.
Токарно-револьверные станки обычно состоят из следующих компонентов:
станина. Предназначена для установки всех элементов оборудования;
передняя и задняя бабки. С их помощью происходит фиксация детали и передача ей вращательного движения от электропривода станка;
блок обработки. Включает в себя суппорт и установленную на нем револьверную головку. Их совместная работа позволяет выполнять токарные операции по всей плоскости заготовки. Эта часть конструкции отличается параметрами смещения по осям координат, а также скоростью смены рабочего инструмента;
электрическая часть станка. Состоит из электродвигателей и блока управления. Последний может представлять собой полуавтоматический или автоматический комплекс (ЧПУ), с помощью которого происходит управление функциями станка.
Дополнительно в конструкции должен быть предусмотрен механизм точного позиционирования резцов. Это обусловлено их различной длиной и конфигурацией. Обычно для этого используется система датчиков, данные от которых поступают в ЧПУ.
Повышение производительности в некоторых моделях станков достигается установкой двух рабочих бабок. Это позволяет выполнять обработку заготовки с двух сторон, но только в том случае, если компоновка оборудования включает два и более резцедержателя.
Классификация токарного оборудования
Благодаря универсальной конструкции токарно-револьверный станок с ЧПУ может быть спроектирован с практически любой конфигурацией. По этому признаку различают оборудование общего назначения и узкоспециализированные модели.
Определяющим параметром выбора является расположение револьверного блока. Его локация определит возможность выполнения того или иного типа токарной обработки. В зависимости от этого токарно-револьверные станки могут быть с горизонтальным, вертикальным или наклонным блоком обработки. Также необходимо обращать внимание на конструкцию и характеристики суппорта. Его конфигурация определяется общим принципом компоновки оборудования:
с продольными подачами. Такая конструкция свойственна только для горизонтально расположенной оси обрабатывающего компонента. Применяется в полупрофессиональном оборудовании. Отличается небольшим набором функциональных возможностей. Но при этом агрегат имеет относительно несложную конструкцию, что сказывается на трудоемкости его обслуживания и ремонта;
с продольными и поперечными подачами. Устанавливаются на моделях с вертикальным и наклонным положением токарного блока. Возможность перемещения режущей части по двум осям координат повышает набор выполняемых операций.
Альтернативным вариантом является токарно-револьверное оборудование, со свободным перемещением блока обработки по всем осям координат. Это позволяет выполнять сложные типы токарных работ, формировать изделия различной формы.
Обязательным компонентом данного типа оборудования является наличие блока подачи охлаждающей жидкости. При выполнении токарной обработки на высоких скоростях поверхность детали нагревается, что влечет за собой налипание стружки и пыли на резец. Их своевременное удаление повысит безремонтный срок эксплуатации станка.
Перечень основных технических характеристик
Параметры токарных станков с револьверным резцедержателем практически ничем не отличаются от характеристики аналогичного оборудования с классической компоновкой. Но есть перечень характеристик, которые необходимо рассмотреть детально.
Главным параметром выбора являются характеристики револьверной головки. Помимо вышеописанных качеств (расположение и свойства суппорта) следует учитывать количество устанавливаемых резцовых инструментов, их конфигурацию и длину. Также берется во внимание возможность подключения к блоку ЧПУ. Перечень команд, передаваемых на блок обработки, определит функциональные возможности оборудования.
К другим стандартным характеристикам токарной установки с револьверным блоком обработки можно отнести такие:
максимальный и минимальный размер обрабатываемой детали, возможность ее крепления в суппорте и в центрах;
скорость смены резцов. Их характеристики повлияют на производительность определенной модели и назначение;
наличие и диаметр сквозного отверстия для выполнения токарных работ на поверхности прутка;
параметры подачи суппорта – максимальное смещение в продольном и поперечном направлении, значение для одного шага;
точность позиционирования режущего инструмента;
возможность формирования резьбы различного типа – дюймовых, метрических и притчевых. В паспорте оборудования обязательно указывают их характеристики.
Это общий перечень параметров, который может быть дополнен в зависимости от конструктивных особенностей оборудования. Дополнительно необходимо учитывать максимальное и минимальное вращение шпиндельной головки, а также мощность силовой установки, установленной на револьверный станок.
Преимущества и недостатки применения
Актуальность применения токарных станков с резцедержателем револьверного типа определяется только после детального анализа функциональных возможностей оборудования, его технических характеристик. Но не менее важным является выявление положительных и отрицательных сторон их эксплуатации.
Несомненным преимуществом применения станков этого типа является высокий показатель производительности. Для выполнения различных токарных операций не нужно каждый раз выполнять замену резца. Также стоит отметить их автоматизацию работы, которой обладают револьверные станки. Но это актуально только в том случае, если установлен ЧПУ.
К недостаткам можно отнести только высокую стоимость моделей и повышение трудоемкости и обслуживания. Также предъявляются повышенные требования к профессионализму работающего персонала. Но эти факторы незначительны и учитываются только на стадии разработки технологической схемы производства.
В качестве примера работы оборудования рекомендуется посмотреть видеоматериал, в котором показано выполнение токарных операций с помощью станка с ЧПУ и установленным револьверной головкой обработки:
§ 13. Основные типы токарно-револьверных станков и их устройство.
В зависимости от рода применяемых заготовок различают токарно-револьверные станки для прутковых и патронных работ.
В зависимости от размера заготовок различают токарно-револьверные станки малого размера, на которых обрабатывают прутки с максимальным диаметром до 25 мм или заготовки (в патроне) диаметром до 320 мм.
Станки среднего размера позволяют обрабатывать детали из прутка с максимальным диаметром 65—80 мм и диаметром до 500 мм в патроне.
Тяжелые револьверные станки предназначены для обработки прутков диаметром 100—160 мм и выше и заготовок диаметром 630—800 мм в патроне. На этих станках большей частью обрабатывают штучные заготовки типа поковок или отливок.
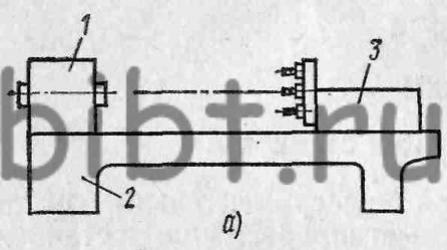
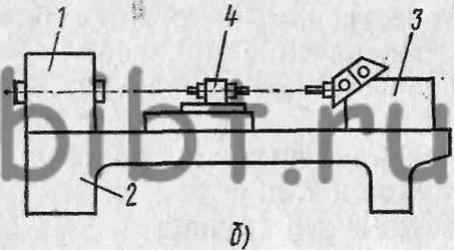
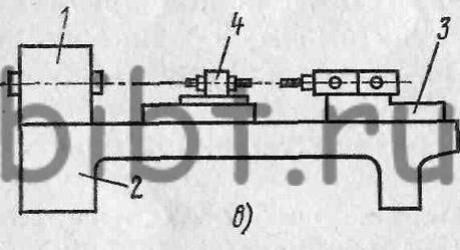
Закрепление заготовки и сообщение ей необходимой скорости вращения осуществляется шпиндельной бабкой 1 (рис. 28). Заготовки обрабатываются инструментом, который закрепляется в головке револьверного 3 или поперечного 4 суппортов. Суппорты сообщают инструменту движение подачи.
Шпиндельная бабка, револьверный и поперечный суппорты и приводы к ним объединяются одной опорой — станиной 2. Относительно станины осуществляются главные и вспомогательные движения при обработке детали.
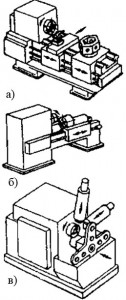
Токарно-револьверные станки различают также по расположению оси вращения револьверной головки в пространстве:
с наклонной осью вращения револьверной головки для обработки прутков диаметром до 10 мм (рис. 28,б);
с вертикальной осью вращения револьверной головки (рис. 28,в); с горизонтальной осью вращения револьверной головки (рис. 28, а).
Станки этого типа могут быть с осью револьверной головки, параллельной оси шпинделя станка, и с осью револьверной головки, перпендикулярной оси шпинделя станка.
На станках с вертикальной и наклонной осями вращения револьверной головки имеется поперечный суппорт 4. Станки с горизонтальной осью вращения револьверного суппорта поперечного суппорта не имеют, так как работы, связанные с поперечным перемещением инструмента, осуществляются поворотом револьверной головки.
Рис. 28. Основные типы токарно-револьверных станков: а — с горизонтальной осью револьверной головки, б — с наклонной осью револьверной головки; в — с вертикальной осью револьверной головки; 1— шпиндельная бабка, 2 — станина, 3 — револьверная головка, 4—поперечный суппорт
Виды и характеристики токарно-револьверных станков
Сегодня большой популярностью пользуются револьверно-токарные станки с ЧПУ, имеющие дополнительные отделения для размещения рабочих инструментов.
Револьверные станки – один из новейших видов оборудование для создания сложных конструкций из металлических заготовок. Каждый из них различается по характеристикам и предназначается для разных видов обработки. В этой статье вы узнаете необходимую информацию о технических особенностях и предназначении устройства.
Аппарат относится к устройствам токарной группы, но имеет преимущество перед старыми моделями. Поворотная головка станка состоит из многопозиционной модели. Деталь повышает скорость и эффективность работы.
Технические характеристики оборудования
Новейшие револьверные станки по обработке металла внесли вклад в развитие металлургической промышленности. Это связано с наличием револьверных головок в аппарате.
Если же проводить работы вместе со станком ЧПУ, то результат заметно улучшится. Мало того, что такое сочетание ускоряет работу, так ещё и повышает точность размеров.
Если работать в паре с ЧПУ, то поверхность изделий повысит шероховатость.
Если вы всерьёз заинтересовались токарными станками, то при выборе обращайте внимание на некоторые детали:
Стоимость. Токарно-револьверные станки имеют высокую стоимость, а поэтому используются для работы на металлургических заводах. Использование аппарата в маленьком цеху не раскроет всей мощности. Оборудование становится не окупаемым.
Класс точности – определяет точность и эффективность работы. Большинству устройств присвоен класс Н.
Размер заготовки и расположение узлов. Станки с наибольшим размером заготовки выполняют работу гораздо быстрее.
Материал заготовки – чугун, углерод, легированная сталь и другие.
Количество оборотов в минуту.
Скорость перемещения каждого отдельного узла.
Характеристики мотора. В профессиональных станках присутствует от 2 до 4 двигателей.
Вес и размер оборудования.
Эти характеристики присутствуют в описании товара.
Преимущества и недостатки
Значительность применения токарных станков с резцедержателем револьверного типа, определяется только после детального анализа функциональных возможностей оборудования, а также его технических характеристик. Но не менее важным является выявление положительных и отрицательных моментов их работы.
— Основным преимуществом использования станков этой группы является высокая производительность. Для выполнения различных токарных операций совершенно не обязательно каждый раз выполнять замену режущего инструмента. Также стоит отметить автоматику, которой обладают револьверные токарные станки. Но это будет иметь смысл только в том случае, если у вас установлено числовое программное управление (ЧПУ).
— К недостаткам можно отнести только относительно высокую стоимость моделей и повышенную сложность изготовления вместе с техническим обслуживанием. Также есть повышенные требования к профессионализму персонала. Но эти факторы ничтожно малы и учитываются только на стадии разработки технологической схемы производства.
Разновидности токарно-револьверного оборудования
Существует огромное количество револьверных станков, которые отличаются друг от друга по некоторым параметрам.
Вид заготовок. Существует 2 главных элемента для обработки – патроны и пруты. Станки с 1 типом заготовок содержат в себе более крупные валы. Прутковые станки не имеют такой возможности, из-за низкого диаметра заготовок, но длина прутьев больше, чем у патронов.
Расположение заготовки по оси. Заготовка может закрепляться в вертикальном или горизонтальном положении, либо же находиться под наклоном.
Интернет-аукцион Старина
Как работает аукцион
Зачем регистрироваться?
Как покупать?
Как продавать?
Частые вопросы
Корзина
Лоты
Разделы
Поиски
Покупаю
Главная страница
Торгуюсь сейчас
Я купил
Не купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Продать
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
Мой магазин [подробнее]
Активация
Настройка
Покупаю
Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов.
Хотите узнать больше?
Как работает аукцион?
Зачем регистрироваться?
Как покупать?
Как продавать?
Рекомендованные лоты:
МАЗ-6422 Россия, ssm 1177, 1:43
Советы. РСФСР. 1922. Перевёрнутая надпечатка 7500 руб. № 24А. Тонкая бумага.
Официальный значок Эмблема ЧМ по Футболу 2020 (44мм, зеленый — вариант №3)
Хлебо-продовольственная карточка для семьи красноармейца 1920 год!Редкая!
Технология создания токарно-револьверных станков довольна непроста. Устройство имеет очень сложную конструкцию, в которой выделяют несколько элементов:
Коробка скоростей.
Суппорт.
Узел шпинделя.
Коробка скоростей
Скоростная коробка устройства отвечает за количество выполняемых оборотов. С количеством оборотов переключается скорость станка.
В механизме содержится 3-4 электромагнитные муфты, которые определяют количество скоростей устройства. Муфта состоит из металлических дисков.
Виды выполняемых работ
Токарно-револьверные станки работают с множеством материалов, выполняя разные задачи. Список работ:
Чистовой проход и черный проход. Вытачивание изделия по его внешнему диаметру.
Надрезка поверхности. С помощью дополнительных инструментов способен отрезать немалую часть материала.
Работа с внутренней и внешней резьбой.
Создание канавок. Требуются специальные инструменты.
Кроме проводимых работ, присутствует разнообразие обрабатываемых материалов:
Заготовки с фасонным профилем. Лучше всего обрабатывать на полуавтоматическом станке, так как становятся доступны особые шаблоны.
Материалы с конической поверхностью. Для выполнения обработки также используются специальные шаблоны.
Резцы для токарных станков
От того насколько износостойкими являются резцы, которые вы используете для токарной обработки изделий напрямую зависит качество полученных изделий. Надёжная технологическая оснастка позволит справиться даже со сложной производственной задачей, делая её простым и удобным занятием.
Предлагаем вам наборы резцов, в которые в зависимости от комплектации включены следующие виды инструментов:
Отрезные резцы. Эта технологическая оснастка необходима для того, чтобы отделить готовую деталь от заготовки, а также выполнить такие производственные операции, как проточка канавок и вырубка пазов;
Проходные резцы. Используются для выполнения обработки внешних цилиндрических поверхностей. Отогнутый проходной резец позволяет заниматься обработкой торцов при поперечной подаче;
Подрезные резцы необходимы для проточки ступенчатого профиля обрабатываемой детали, подрезки торцов. Благодаря данной технологической оснастки вы сможете заниматься обработкой внешних цилиндрических поверхностей;
Канавочные резцы. Применяются для проточки внутренней канавки;
Расточные резцы для сквозных и глухих отверстий. Расточка выполняется в несколько приёмов с образованием на торце ступенчатой поверхности;
Резьбовые резцы нужны для создания резьбового соединения.
При подборе данной технологической оснастки необходимо учитывать множество параметров:
Важно, чтобы подбор материала и геометрических размеров режущей части рассматриваемого инструмента был оптимальным и в точности соответствовал поставленной производственной задачи;
Режущая часть инструмента должна отличаться износоустойчивостью. Необходимо учитывать максимальное время её работы.
Вы можете купить резцы для токарных станков обратившись к нашему менеджеру. Рассматриваемая технологическая оснастка выполнена в соответствии с ГОСТом, что подтверждено соответствующими сертификатами.
Для получения подробной информации позвоните по номеру, который указан на сайте. Опытный менеджер поможет подобрать качественное токарное оборудование, а также технологическую оснастку к нему.
ONLINE трансляция из демозала Metal Master
Техника безопасности
Перед работой с оборудованием необходимо пройти медицинскую комиссию. Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
Выполнять только ту работу, которая вам предоставлена, и только безопасным способом.
Работать только на том оборудовании, в работе с которым у вас имеются специальные навыки.
Работать только в специальной униформе, которая выдается перед началом работы.
Работнику должны обеспечить широкое пространство для работы.
Перед работой требуется проверка исправности аппарата.
Ни в коем случае не пытаться ремонтировать устройство самостоятельно. Не трогать внутренний механизм станка
На рабочем месте не должно находиться лишних предметов.
Обрабатываемая деталь должна быть прочно закреплена.
Не прикасаться к обрабатываемому материалу.
Не прикасаться к заготовкам во время работы.
Какие работы может выполнять
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Токарные револьверные станки
Особенностью конструкции токарных револьверных станков является наличие поворотного, реже линейно-перемещаемого инструментального держателя, револьверной головки, в которой располагаются необходимые для обработки комплекты инструментов в требуемой последовательности и, как правило, отсутствие задней бабки.
рис. 3.14. Универсальный токарный револьверный автомат: а – с вертикальным расположением револьверной головки; б – с горизонтальным расположением револьверной головки; в – с крестовым расположением револьверной головки
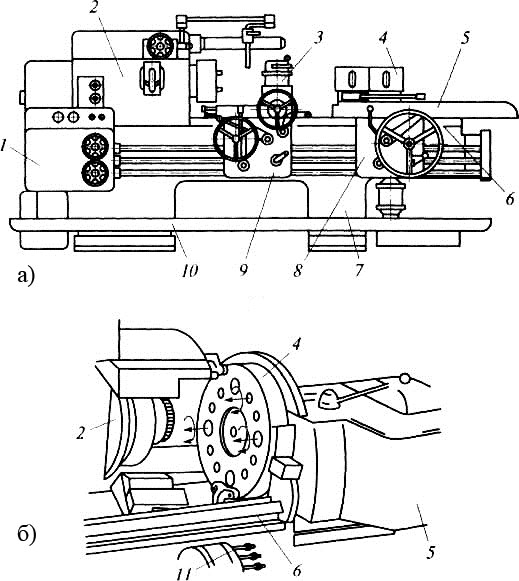
Станки применяются в серийном производстве для изготовления деталей сложной конфигурации из прутка или штучных заготовок. В зависимости от этого станки подразделяются на прутковые и патронные. Различают револьверные токарные станки по расположению оси вращения револьверной головки — горизонтальному или вертикальному, которые могут быть расположены параллельно, перпендикулярно или под углом к оси вращения (рис. 3.14, 3.15). Дополнительно эти станки могут иметь один или несколько боковых инструментальных суппортов и поперечных салазок. Длина обрабатываемой заготовки относится к диаметру заготовки несколько больше, чем один к одному. Револьверные головки монтируется на револьверных салазках, с помощью которых выполняются все перемещения инструмента. Головки в основном используются для смены инструмента и индексирования его в рабочем положении. Обработка может выполняться как отдельными инструментами, так и комбинацией нескольких инструментов одновременно. Шпиндельная бабка 2 (рис. 3.15) токарного револьверного станка жестко закреплена на станине 7 и не имеет продольного перемещения. Суппорты 3 и 5 перемещаются по направляющим 6 станины, сообщая инструменту движение подачи. Рукоятки управления расположены на фартуках 8 и 9. Поддон 10 служит для сбора стружки.
На станке можно одновременно выполнять обработку инструментами, закрепленными в револьверной головке 4 и в поперечном суппорте 3, что позволяет увеличить производительность благодаря параллельной обработке поверхностей несколькими инструментами. Повышению производительности и рентабельности станков способствует его предварительная настройка на обработку заданной детали и последующая работа по упорам 11. По форме револьверные головки могут быть цилиндрическими и призматическими (обычно с шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, расположенных на специальной оправке. Основными параметрами токарно-револьверных станков являются наибольший диаметр обрабатываемого прутка и наибольший диаметр обрабатываемой поверхности штучной заготовки над станиной и над суппортом. К основным параметрам относятся также габаритные размеры рабочей зоны станка, определяющие наибольшую длину обрабатываемой заготовки, и скоростные характеристики. Главное движение в токарно-револьверном станке — вращение шпинделя, несущего заготовку; движения подачи — продольное и поперечное (в станках с горизонтальной осью револьверной головки — круговое за счет вращения головки) перемещение суппортов, несущих инструмент. Токарно-револьверные станки с ручным управлением имеют преселективное или автоматическое управление переключением частоты вращения шпинделя и подач суппорта. При преселективном управлении рукоятки переключения устанавливают во время работы станка в положения, соответствующие режимам, выбранным для следующего перехода, а переключение на новый режим работы происходит поворотом одной рукоятки в момент подачи команды на переключение. Основные узлы токарно-револьверного станка с вертикальной осью револьверной головки в значительной степени похожи по конструкции на аналогичные узлы токарных станков. Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращения шпинделя. В шпиндельной бабке станков малого размера монтируется только шпиндель. Частота вращения шпинделя изменяется с помощью редуктора, установленного в основании станка и связанного со шпинделем ременной передачей. Коробка подач 1 по конструкции проще коробки подач токарно-винторезных станков, так как токарно-револьверные станки имеют меньший диапазон регулирования частоты вращения и меньшее число ступеней подач. Кроме того, в коробке подач отсутствуют элементы, необходимые для нарезания резьбы резцом с помощью ходового винта. Токарно-револьверный станок с ручным управлением является универсальным станком. На нем можно изготовлять детали из прутка и из штучных заготовок, закрепляемых в патроне. Станок оснащается гидравлическим приводом для подачи и зажима прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок производится с помощью прилагаемого к станку специального патрона. В соответствии с кинематической схемой станка осуществляются главное вращательное движение шпинделя, продольное перемещение револьверного суппорта, круговая подача револьверной головки, а также перемещение резьбонарезного инструмента при изготовлении резьбы по копиру. Шпиндель имеет правое и левое вращения (последнее осуществляется реверсом вращения вала электродвигателя). Частота вращения шпинделя изменяется включением электромагнитных муфт, а также ручным перемещением двойного блока зубчатых колес на валу. Токарно-револьверные станки с ЧПУ читать далее ……..
Добавить комментарий Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте как обрабатываются ваши данные комментариев.
Токарно-револьверные станки
Изучение устройства и принципа работы токарно-револьверных станков. Анализ их предназначения и области применения. Обзор станков с горизонтальной и вертикальной осью револьверной головки. Описания станков с системами циклового программного управления.
Рубрика
Производство и технологии
Вид
контрольная работа
Язык
русский
Дата добавления
12.05.2014
Размер файла
314,6 K
посмотреть текст работы
скачать работу можно здесь
полная информация о работе
весь список подобных работ
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Сибирская Государственная Геодезическая Академия
Контрольная работа
Дисциплина: Машины и оборудование
Тема: «Токарно-револьверные станки»
Выполнила Пушкарева Ю.В
1. Состав и краткая техническая характеристика токарно-револьверного станка
2. Область применения токарно-револьверных станков
Список используемой литературы
Введение
Целью моей работы является изучение устройства и принципа работы токарно-револьверных станков. На сегодня токарно-револьверные станки являются распространенными производственными машинами, предназначенными для механической обработки заготовок из металла режущими инструментами. Путем снятия стружки заготовкам придается требуемая форма, размеры и чистота поверхности. На электромашиностроительных заводах механическая обработка занимает значительное место в общем процессе изготовления электрической машины в условиях крупносерийного и массового производства.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента.
Для металлорежущего оборудования характерно быстрое расширение сферы применения числового программного управления с использованием микропроцессорной техники.
Электрооборудование металлорежущих станков постоянно совершенствуется благодаря использованию более новых электрических аппаратов управления, защиты, преобразователей, полупроводниковых приборов и элементов.
1.Состав и краткая техническая характеристикатокарно-револьверногостанка
Токарно-револьверные станки предназначены для обработки деталей из прутков или штучных заготовок. На них возможно выполнение почти всех видов токарных работ.
Детали, подлежащие обработке на токарно-револьверных станках, имеют несколько обрабатываемых поверхностей, что определяет необходимость много инструментальной наладки.
Револьверная головка позволяет осуществить такую наладку, так как имеет несколько гнезд для крепления державок с инструментом. В державке, в свою очередь, может быть установлено также несколько инструментов. Сочетание поперечного суппорта с револьверной головкой дает возможность обрабатывать несколько поверхностей детали одновременно.
Токарно-револьверные станки снабжены устройствами для сокращения вспомогательного времени при выполнении операции: командо-аппаратами или упорами, которые осуществляют автоматическое переключение частот вращения шпинделя и подач, устройством для поворота револьверной головки и т. д.
Токарно-револьверные станки разделяют на две группы: с вертикальной осью вращения револьверной головки и с горизонтальной осью вращения револьверной головки.
Токарно-револьверные станки с горизонтальной осью револьверной головки применяют главным образом при обработке деталей из прутка, а также штучных заготовок небольшого размера. Станки имеют револьверную головку барабанного типа, ось вращения которой параллельна оси шпинделя и смещена относительно ее. Револьверная головка имеет продольную и поперечную (круговую) подачи, поэтому подобные станки не имеют поперечного суппорта. На станке можно производить много инструментальную наладку для точения, сверления, растачивания, зенкерования, развертывания, нарезания резьбы и других операций. Особенностью станка является наличие командо-аппарата с шестнадцатью кулачками, которые при движении или повороте револьверной головки действуют на конечные выключатели, управляют электромагнитными муфтами.
Командо — аппарат служит для предварительного набора и автоматического управления частотами вращения шпинделя, подачами револьверной головки и периодическим поворотом ее в нужную позицию по заданной программе. Кроме того, станок имеет гидравлический механизм подачи и зажима прутка, копировальную линейку для обработки конических поверхностей и резьбонарезное устройство.
Отличительной чертой структуры токарно-револьверных станков есть присутствие поворотной, изредка линейно перемещаемой револьверной головки, в которой находятся нужные для обработки комплекты инструментов в необходимой последовательности Местонахождение оси поворота револьверной головки 4 определяет компоновку токарно-револьверных станков: с горизонтальной осью и вертикальной осью револьверной головки.
Суппорты, которые сообщают инструменту движение подачи 3 и 5 передвигаются по направляющим 6 станины, шпиндельная бабка 2 крепится на станине 7. Поддон 10 используется для сбора стружки. Рукоятки управления находятся на фартуках 8 и 9.
На токарно-револьверном станке можно сразу производить обработку инструментами, которые закреплены в поперечном суппорте 3 и в револьверной головке 4, что дает возможность повысить производительность с помощью параллельной обработки плоскостей несколькими инструментами. Увеличению рентабельности и производительности станков содействует его начальная настройка на обработку заданной заготовки и последующая работа по упорам 11.
Схема: Токарно-револьверный станок
Виды токарно-револьверных станков. По форме револьверные головки делятся на призматические и цилиндрические (чаще всего шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, которые расположены на специальной оправке.
Главными параметрами токарно-револьверных станков есть максимальный диаметр обрабатываемого прутка и максимальный диаметр обрабатываемой плоскости штучной заготовки над суппортом и над станиной. К основным параметрам включают также габаритные размеры рабочей зоны станка, которые определяют максимальную длину обрабатываемой детали, и скоростные характеристики.
2.Область применения токарно-револьверных станков
токарный револьверный станок головка
Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутка или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой может быть установлен разнообразный инструмент, при наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами револьверная головка может поворачиваться вокруг своей оси , и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта. Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется большое количество режущего инструмента.
К преимуществам токарно-револьверных станков, по сравнению с токарными относятся: возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами.
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки малого размера — прутковые, а среднего размера могут быть как прутковые так и патронные. Крупные револьверные станки обычно выпускаются патронными. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью вращения с расположением горизонтальной оси головки параллельно или перпендикулярно оси шпинделя станка.
Кроме универсальных токарно-револьверных станков широкое применение получили токарно-револьверные станки с программным управлением. Оно обеспечивает возможность более быстрой переналадки станка. По виду управления станки с программным управлением делят на станки с системами циклового программного управления и станки с системами числового программного управления. Цикловые системы ПУ обеспечивают управление последовательностью перемещений суппорта с инструментом, выбором и переключением частоты вращения шпинделя и подач суппорта, включением и отключением охлаждающей жидкости, поворотом револьверной головки. В этих системах геометрия детали и ее размеры устанавливают с помощью путевых упоров, кулачков, копиров. Последовательность перемещений и других команд задают соответствующей установкой штекеров и переключателей. Цикловые системы ПУ применяют при обработке ступенчатых валов с прямолинейным профилем.
На револьверных станках возможна обработка сложных по конфигурации деталей из прутка и штучных заготовок. Эти станки целесообразно применять при обработке одинаковых деталей партиями, так как установка инструментов в определённой последовательности и на необходимые размер требует много времени.
Кроме характерных для станков этого типа видов обработки: точения, расточки, сверления, зенкерования, отрезки при применении специальных приспособлениях можно производить нарезание резьбы резцом по эталонному винту, обтачивать пологие и длинные конусы и т.д.
Г.Д. Пекелис «Технология ремонта металлорежущих станков» Машиностроение, 1976г.- 320с.
Размещено на Allbest.ru
Подобные документы
Современное состояние и тенденции в производстве токарных станков, особенности их конструкций. Разновидности и отличительные признаки современных токарно-винторезных станков, их преимущества и недостатки. Характеристика новых моделей тяжелых станков.
реферат [15,3 K], добавлен 19.05.2009
Изучение принципа действия, назначения, правил эксплуатации и технических характеристик металлообрабатывающих станков: токарно-револьверный одношпиндерный прутковый 1Б140, горизонтально-расточной станок 2А620Ф2, вертикально-сверлильный станок 2А135.
отчет по практике [3,1 M], добавлен 01.12.2010
Методы повышения качества продукции на всех стадиях производственного процесса. Описание работы токарно-винторезных станков. Принципиальная электрическая схема управления. Разработка алгоритмов проверки работы станка. Алгоритм работы контроллера.
курсовая работа [1,4 M], добавлен 25.05.2015
Числовое программное управление (ЧПУ). Общие сведения и конструктивные особенности станков с ЧПУ. Организация работы оператора многоцелевых станков. Технологии обработки деталей на многоцелевых станках. Оснастка и инструмент для многоцелевых станков.
реферат [6,2 M], добавлен 26.06.2010
Понятие, сущность, основные виды, технология изготовления штамповки, а также описание отделочных операций на них. Основные типы токарных станков. Общая характеристика и классификация токарно-винторезных станков, особенности обработки заготовок на них.
магистерская работа [6,7 M], добавлен 06.09.2010
Токарные станки — металлорежущее оборудование, их предназначение для обработки тел путем снятия слоя материала (стружки). Классификация токарных станков. Универсальные и специализированные токарные станки. Двухстоечный токарно-карусельный станок.
реферат [2,0 M], добавлен 22.05.2013
Сущность и виды пайки. Классификация фрезерных станков. Исходные материалы, необходимые для производства чугуна в доменной печи. Назначение токарно-карусельных станков. Припой — металл, температура плавления которого меньше, чем у соединяемых изделий.
лабораторная работа [167,3 K], добавлен 11.10.2009
Изучение конструкций и подсистем станков, их технические характеристики и кинематика. Привод вращения инструмента токарных многоцелевых станков. Конструкции пружинно-зубчатых муфт. Требования к совершенствованию современного станочного оборудования.
дипломная работа [2,3 M], добавлен 17.12.2012
Токарно-винторезные станки: понятие и общая характеристика, сферы практического применения. Структура и основные узлы, принцип работы и технологические особенности. Анализ кинематики токарно-винторезного станка с ЧПУ модели 16К20Ф3, его назначение.
контрольная работа [481,5 K], добавлен 26.05.2015
Устройство и принцип действия зубострогальных станков. Нарезание конических зубчатых колес на специальных зуборезных станках. Технические характеристики станков. Цикл работы станка при чистовом зубонарезании. Перспективы развития станочного оборудования.
курсовая работа [184,3 K], добавлен 03.07.2009
Токарно-револьверные станки
Общие сведения
Токарно-револьверные станки (рис.1) предназначены для токарной обработки деталей из прутка, разного рода поковок и отливок, а также производства других операций с заготовками, таких как:
сверление;
зенкерование;
расточка;
развертывание;
нарезка резьбы метчиками и плашками;
создание фасонных поверхностей;
нарезка резьбы резцом.
Рисунок 1. Токарно-револьверный станок.
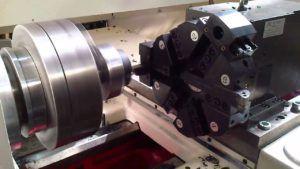
Основным отличием токарно-револьверного станка от других станков токарной группы является наличие револьверной головки (рис.2). Револьверная головка представляет собой удерживающее режущий инструмент приспособление, которое способно путем поворота барабана производить смену рабочего резца.
Рисунок 2. Револьверная головка.
Применяются токарно-револьверные станки в самых разноплановых сферах с различными объемами производства: от мелкосерийного до крупного. Обусловлено это довольно широкими технологическими возможностями данного станка. В то время как станки более узкой специализации для обработки сложной заготовки требуют неоднократной смены режущего инструмента и даже типа оборудования, станки револьверного типа способны производить широкий комплекс металлорежущих операций за один установ детали. Это позволяет значительно экономить время и энергозатраты.
Конструкция и принцип работы
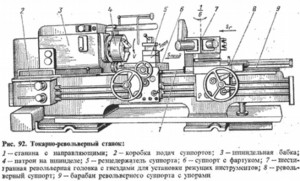
В общем случае токарно-револьверный станок (рис. 3) состоит из станины (1), на которой закреплены основные узлы. Коробка скоростей (2) служит для изменения частоты вращения шпинделя или механизма зажима и подачи прутка (3). Оснащение станка шпинделем или механизмом подачи прутка зависит от специфики его работы. Если в качестве сырья для обработки используется металлический пруток, то станок оснащается механизмом подачи. Если же обрабатываемая деталь представляет собой поковку или отливку, то устанавливается стандартный для этой группы металлорежущих станков шпиндель.
Для изменения скорости продвижения прутка к револьверному суппорту (7) имеется коробка подач (4). Для расширения технологических возможностей токарно-револьверные станки часто оснащаются дополнительными устройствами. Представленный в качестве образца для рассмотрения станок имеет дополнительно резьбонарезное (5) и копировальное (6) устройство. Резьбонарезное устройство служит для создания резьбы по заданным параметрам. Копировальное устройство предназначено для создания поверхности на обрабатываемой заготовке по образцу. Управляется револьверная головка фартуком (8) и барабаном упоров (9).
Имеется насосная станция (10), которая создает давление для работы гидравлических приводов. В охлаждающем устройстве (11) происходит снижение температуры рабочей жидкости. Редуктор (13) служит для понижения рабочих скоростей станка. Упор барабана (12) отключает подачу в нужный момент. Стойка (14) необходима для поддержки прутка, подаваемого в работу.
Рисунок 3. Токарно-револьверный станок для работы с прутком.
Последнее время все большим спросом, несмотря на высокую стоимость, пользуются модифицированные токарно-револьверные станки с расширенными технологическими возможностями и числовым программным управлением. Такие станки обладают высокой производительностью и точностью изготовления деталей. Здесь работа оператора сводится к загрузке по мере необходимости прутка, контролю над работой станка и приемку готовых изделий.
Классификация
Существует несколько признаков, согласно которым происходит классификация токарно-револьверных станков.
1. По типу обрабатываемых заготовок:
работающие с прутком — имеют в конструкции механизм подачи, который продвигает по мере необходимости пруток или шестигранник к револьверной головке;
работающие со штучными заготовками — оснащаются стандартным шпинделем, в котором крепится отливка или поковка.
2. По расположению револьверной головки:
горизонтальные;
вертикальные;
расположенные под определенным углом.
3. По расположению револьверной головки относительно шпинделя или механизма подачи прутка (рис. 4):
с осью вращения, расположенной вертикально (а);
с горизонтальной осью вращения, проходящей параллельно оси шпинделя или механизму подачи прутка (б);
с горизонтальной осью вращения, проходящей перпендикулярно оси вращения шпинделя (в).
Рисунок 4. Расположение револьверной головки.
4. По возможности установки приводного инструмента (для зенкерования, сверления, развертывания и осуществления других операций в поверхностях, не проходящих через центр вращения, где необходимо наличие отдельного привода):
с возможностью установки приводного инструмента;
без возможности установки приводного инструмента.
5. По количеству одновременно закрепляемого в головке инструмента: от 3 до 12 (в некоторых специализированных станках количество одновременно устанавливаемого инструмента может достигать нескольких десятков).
6. По типу управления:
с ручным управлением;
с числовым программным управлением.
В настоящее время токарно-револьверные станки становятся все более технологичными. Это не только увеличивает возможности обработки, но и в некотором роде стирает границы классификации. И станки, производимые сегодня ведущими станкостроительными фирмами хоть и имеют револьверную головку, но в некоторых случаях все больше похожи на универсальные. Связано это с большим количеством типов операций, которые данный станок способен выполнить.
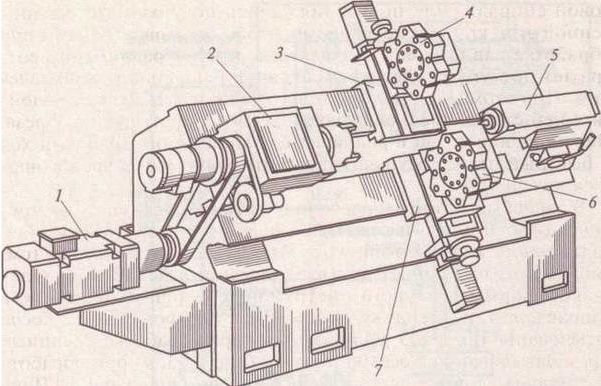
Токарно-револьверные станки последних модификаций (рис. 5), работающие с прутком, имеют дополнительно второй шпиндель, который расположен с противоположной подающему механизму стороны. Служит второй шпиндель для перехвата обработанной с одной стороны детали после ее отделения от прутка, что дает возможность обработать ее с другой стороны без вмешательства оператора.
Рисунок 5. Двухшпиндельный двухревольверный станок с ЧПУ.
По центру находится револьверная головка, которая не только способна перемещаться в любой плоскости, но и имеет собственные приводы в некоторых посадочных гнездах для установки сверл, зенкеров, разверток и другого металлорежущего инструмента. Это позволяет протачивать, сверлить, зенкеровать и проводить большое количество других операция в плоскостях, не проходящих через ось вращения. Иногда устанавливаются две револьверные головки.
В процессе работы такой станок способен на выходе выдать полностью готовую деталь.
Токарно-револьверные станки
Токарно-револьверные станки применяют в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют продольный суппорт, несущий револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Область применения
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большою количества режущею инструмента и размер партии детали составляет не менее 10-20 шт. К преимуществам токарно-револьверных станков но сравнению с токарными относятся возможность сокращения машинного и вспомогательного времени на счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами.
Токарно-ренольверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые и патронные. Обычно станки малого размера-прутковые, а среднего размера — как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и станки с горизонтальной осью вращения револьверной головки (рис. 71). Револьверные головки бывают призматические и цилиндрические. Призматические головки (рис. 71,а) обычно имеют вертикальную ось и шесть граней с гнездами. Цилиндрические головки делают с горизонтальной осью вращения (рис. 71, 6,в) с расположением горизонтальной оси головки параллельно (рис. 71,6) или перпендикулярно оси шпинделя станка (рис. 71,е).
Движения в револьверных станках
Главным движением в рассматриваемых станках является вращение шпинделя, несущего заготовку: движением подачи — продольное s, и поперечное s, перемещения суппортов, несущих режущий инструмент.
В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением головки (рис. 71,6). В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении (рис. 71,а).
Вспомогательными движениями в рассматриваемых станках являются повороты (индексирование) револьверной головки для последовательного «вода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппорта и др.
Отличие токарных станков с револьверной головкой от обычных универсальных токарных станков — в наличии многопозиционного держателя обрабатывающего инструмента — револьверной головки. Большой выбор оснастки и резцов для токарных станков в продаже Вы можете найти у нас в магазине .
Револьверная головка позволяет вести последовательную обработку заготовки несколькими инструментами с получением детали за одну установку. Это расширяет технологические возможности многооперационной обработки и сокращает время операции резания за счет отсутствия необходимости в перенастройке станка.
Револьверная головка напоминает барабан револьвера с крепежными пазами и отверстиями для установки режущего инструмента. Способ крепления инструмента и дал название обширной группе токарного оборудования.
Токарно-револьверные станки имеют «конкурентов» по эффективности обработки — группу оборудования с линейными многопозиционными резцедержками (крепление оправок на суппорте в Т-образный паз), есть комбинированные модели, оснащенные и тем и другим видом державок для инструмента. Применение линейных резцедержек чаще всего эффективно на небольших диаметрах обработки.
В зависимости от модели оборудования, в револьверную головку можно закрепить от 6 до 12 инструментов и производить с ее помощью операции растачивания, обтачивания, рассверливания, зенкерования, нарезания резьбы и так далее на металлических, композитных, пластиковых и деревянных изделиях.
Современное оборудование токарно-револьверной группы поставляется только под управлением системы ЧПУ.
Назначение и устройство токарно-револьверных станков ЧПУ
При изготовлении средних и крупных партий деталей на токарно-винторезных станках принято вести пооперационную обработку металла, так как на каждую операцию необходим свои режимы обработки, вид режущего инструмента и прочая настройка оборудования (например проверка зон взаимовлияния резцов). Такие станки при серийном производстве часто работают парами (или с применением противошпинделя), образуя единую технологическую линию, где изделие, обработанное с одной стороны, передается на другой станок для дообработки. Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
Станок ЧПУ токарно-револьверной группы (двухсуппортной, с наклонной станиной):
Точная обработка изделий с помощью станков ЧПУ требует грамотного базирования заготовки (выбор технологической базы) и уточненной настройки режущего инструмента (например с помощью системы HPMA от Renishaw). Особенно это касается деталей сложной конфигурации, с жесткими допусками и высокими требованиями к точности поверхностей.
Программированием ЧПУ модуля станка и калибровкой режущего инструмента задается точность обработки. Если ось головки можно позиционировать под различным углом к заготовке, получают детали с более сложными поверхностями.
Виды многопозиционных резцедержек
Выделяют следующие группы:
По количеству закрепляемого инструмента различают 4x-12- ти позиционные револьверные головки. Большее количество позиций очень сильно усложняет конструкцию и уменьшает ремонтопригодность.
По виду привода резцедержки подразделяют на гидравлические и электромеханические (станки ТС16К20).
Резцедержка токарно-револьверного станка может быть с горизонтальной, вертикальной осью вращения. Со времен универсальных станков повелось, что 4х позиционные фиксаторы инструментов с вертикальной осью — считаются резцедержкой. Устройство с горизонтальной осью вращения из-за своей похожести на магазин револьвера называется револьверной головкой. Резцедержка с вертикальной осью имеет меньшее количество позиций, но обладает большей жесткостью. Револьверная головка/резцедержка установлена на суппорт станка, перемещающийся в продольном, поперечном направлениях.
Револьверная головка также может быть снабжена приводом для инструмента, обеспечивающим его вращение относительно неподвижной или подвижной детали (ТС1720Ф4). Таким образом на станках токарной группы, оснащенных приводной револьверной головкой, можно реализовать операции фрезерования в осевом и аксиальном направлении, с получением более сложных поверхностей.
Параметры выбора токарно-револьверных станков
Выделяют следующие параметры:
Расстояние между центрами (РМЦ) определяет максимальную длину обрабатываемой заготовки (например для станков ТС16К20Ф3 и ТС1640Ф3 составляет 1500 мм).
Высота оси шпинделя над станиной станка определяет максимальный диаметр заготовки. У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца)
Диаметр отверстия шпинделя характеризует максимальный диаметральный размер прутковой заготовки, проходящей через шпиндельную бабку. Этот параметр важен при обработке длинномерных заготовок, а также при обработке серии заготовок малой длины.
Момент на шпинделе (измеряется в Н*м) характеризует мощностные параметры обрабатывающего станка и максимальный диаметр рассверливания заготовки, глубину резания и подачу инструмента. Современные мощные обрабатывающие токарные станки производят операции резания габаритных термообработанных заготовок.
Бесступенчатое регулирование оборотов на всем рабочем диапазоне скоростей вращения шпинделя или внутри диапазона (например ТС16А20Ф3) позволяет производить более точную настройку режимов резания и получать более высокую скорость вращения шпинделя из-за отсутствия ограничений скорости вращения шестерен.
Максимальная скорость вращения шпинделя: величина, определяющая диапазон обрабатываемых материалов и чистоту получаемой поверхности. На высоких скоростях производят изготовление деталей из вязких сплавов.
Станки с наклонной станиной имеют более жесткую конструкцию, что повышает и жесткость всей системы станок-инструмент-деталь (ТС1720Ф3, ТС1720Ф4). Также обеспечивают удобство стружкоотведения (наличие транспортера). Телескопическая защита зоны резания увеличивает ресурс направляющих.
Консультанты нашей компании в любом случае помогут подобрать нужный станок под Ваши требования. Все вопросы Вы можете задать по телефонам 8 (4822) 620-620.
Назначение токарно-револьверного станка и характеристики
Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Аппарат отличается своей универсальностью и высокой производительностью, а также имеет обычную конструкцию. В механизме устройства присутствует блок числового программного обеспечения.
Особенности конструкции
Эксплуатация
Классификация
Какие работы может выполнять
Некоторые особенности станков
Особенности конструкции
Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Станки такого характера работают с заготовками, которые предварительно были обработаны на станочных установках иного типа.
Агрегаты могут выполнять такие манипуляции:
сверлить отверстия;
растачивать отверстия и кромки;
оттачивать поверхности;
наносить внутреннюю и внешнюю резьбу;
выполнять нарезания асимметричных узоров.
Ряд задач, выполняемых агрегатом, очень велик и зависит только от фантазии специалиста-наладчика.
Эксплуатация
Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Приспособления фиксируются и заранее готовятся в резцедержателе, а также в позициях, в которых требуется обрабатывание поверхности с помощью головки станка.
Во время приготовления инструменты вводятся в работу синхронно либо же в порядке очерёдности. Револьверная головка делает поворот, а после завершения одного рабочего хода деталь обрабатывается последующим прибором. Упоры, которые необходимы для того, чтобы включить продольную и поперечную, определяют ходовые показатели инструмента.
Станки, относящиеся к револьверной группе, помогают обрабатывать детали с помощью комбинаторных алгоритмов. После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
С помощью замеров и проходов, осуществлённых предварительно, не будет необходимости в изменениях технических настроек изделия, исходя из его родной установки.
Классификация
Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Во втором случае агрегаты можно разделить на вертикальные/горизонтальные либо же наклонные. Токарно-револьверный станок, который используется для выполнения патронных работ, оснащён чипом (ЧПУ).
Станок для прутковых работ с полным отсутствием программного управления используют для обработки кованых или же проштампованных материалов.
Оборудование может быть оснащено гидравлическими или ручными фиксаторами, которые будут оказывать давление на детали. Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Станки, используемые в работе с прутками, имеют в наличии небольшие сечения, а также отверстия в шпиндельном узле. А также агрегат имеет в своём арсенале определённый механизм, который помогает создавать подачу заготовки и отвечает за её фиксацию. Если такие агрегаты поставить на патрон, то можно допускать обработку штампованных и литых, а также кованых изделий.
Револьверные станки, у которых ось рабочей головки изначально будет размещена горизонтально, в наличии будут иметь только револьверный суппорт, а поперечный в этом случае будет отсутствовать. В этом случае конструкция агрегата позволит головке выполнять как продольную, так и круговую подачу.
Агрегаты, имеющие наклонную или вертикальную ось, всегда имеют в наличии револьверный и поперечный суппорт. Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Какие работы может выполнять
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
Комбинаторная работа револьверного и поперечного суппорта.
Быстрое изменение приспособления, которое используется в работе.
Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.