Обзор фрезерного станка 6Р12: конструкция, характеристики и эксплуатация
Вертикально-фрезерный станок 6Р12

Описание станка
На станке вертикально-фрезерном 6Р12 можно выполнять различные фрезерные, расточные, а так же сверлильные операции по обработке заготовок разной формы и с любыми габаритами, из цветных металлов, стали, чугуна и прочих сплавов.
Шпиндельная головка станка снабжена дополнительным механизмом перемещения гильзы шпинделя по оси, данный механизм позволяет проводить обработку отверстий с наклоном оси под 45° к поверхности стола.
За счет мощных приводов и относительной жесткости станка на нем можно применять фрезы из специальной быстрорежущей стали и другой инструмент из прочных и сверхпрочных синтетических материалов.
Особенности конструкции станка
• механическое закрепление инструмента в шпинделе;
• установлен механизм, пропорционально замедляющий подачу;
• установлен механизм, который позволяет регулировать зазор в винтовой паре продольной подачи;
• установлена муфта, защищающая привод подачи от нежелательных перегрузок;
• при остановке эл. магнитной муфты, происходит торможение горизонтального шпинделя;
• станок снабжен системой защиты от стружки.
Из технологических особенностей станка 6Р12 можно выделить надежность и долговечность конструкции, мощность приводов, широкий диапазон подач и частот вращения, а так же большой выбор автоматических циклов работы.
Скачать паспорт на вертикально-фрезерный станок 6Р12
Технические характеристики вертикально-фрезерного станка 6Р12
| Характеристика | 6Т12 (6Р12) |
| Размеры стола станка, мм | 320х1250 |
| Перемещение стола, мм — продольное (X) — поперечное (Y) — вертикальное (Z) | 800 320 420 |
| Угол разворота в продольной плоскости шпиндельной головки, град | ± 45 |
| Средняя частота вращения основного шпинделя, об/мин | 31,5. 1600 |
| Конус основного шпинделя | 50 |
| Подача стола, мм/мин: — продольная (X) — поперечная (Y) — вертикальная (Z) | 12,5. 1600 12,5. 1600 4,1. 430 |
| На быстром ходу, мм/мин: — продольный (X) 4000 — поперечный (Y) 4000 — вертикальный (Z) 1330 | 4000 4000 1330 |
| Мощность основного шпинделя, кВт | 7,5 |
| Габаритные размеры, мм | 2280х1965х2265 |
| Масса, кг | 3250 |
Модели, описания, характеристики и виды станков
Существует большое многообразие моделей и видов станков, в данном каталоге мы постараемся собрать самые популярные из них, как на отечественном рынке, так и за его пределами и написать наиболее полные, развернутые характеристики и описания станков. Добавить как можно больше технической информации, а так же технической документации на эти станки.
Если у вас есть интересные описания станков или паспортов к ним и вы хотите эти поделится со всеми, отправляйте материал на почту admin@ostankah.ru, он обязательно появятся на страницах портала.
Мы не размещаем материалы со значком копирайта или с запретом копирования, это запрещено законом!
Вертикально-фрезерный станок 6Р12
Вертикально-фрезерный станок 6Р12 получил широкое распространение в машиностроительной промышленности в бывшем СССР. Данный фрезерный станок применим только в среднесерийном производстве для обработки деталей небольших размеров. Вертикально-фрезерный 6Р12 многие знают, как неприхотливый фрезерный станок, который может использоваться в промышленности.

Область применения
6Р12 предназначен для проведения следующих работ:
- Фрезерования.
- Сверления.
- Выполнения расточных работ.
При этом фрезерный станок может применяться для фрезерования самых различных материалов в зависимости от особенностей устанавливаемого режущего инструмента. Шпиндель вертикальный, оснащается устройством поворота и перемещения. Подобная доработка фрезерного станка консольного типа позволяет создавать отверстия под углом 45°.
Консольный вертикально-фрезерный станок 6Р12 создавался на жестком основании, что позволяет устанавливать современный режущий инструмент с пластиками из нержавеющей стали или другого износостойкого сплава.
Обозначение модели
Рассматривая обозначение вертикального фрезерного станка 6Р12 проведем ее расшифровку:
- 6 – обозначает оборудование фрезерного типа.
- Буква «Р» — обозначение производителя.
- 1 – обозначение вертикальной группы
- 2 – типоразмер установленного стала. Вертикальный станок имеет стол, на котором проводится базирование заготовки.
Расшифровка всецело описывает особенности использования консольного вертикально-фрезерного 6Р12. Однако проводя расшифровку можно определить только расположение шпинделя, но, к примеру, мощность мотора или особенности электросхемы определить нельзя – для этого используется информация из паспорта. Расшифровка названия станка схожа с моделью 6Т12: разница заключается лишь в названии завода производителя.
Основные характеристики
Расположение шпинделя определяет положение коробок скоростей. Основными характеристиками можно назвать:
- Рабочая плоскость стола имеет размеры 1250 на 320 мм.
- Есть коробка подач для перемещения заготовки. Паспорт, который был в комплекте поставки вертикально-фрезерного 6Р12, также указывает на возможность регулировки расстояния между вылетом шпинделя и установленной заготовкой.
- Руководство по эксплуатации указывает на то, что шпиндель может быть расположен на расстоянии 30-450 мм от стола. При этом следует учитывать размеры, которые имеет деталь.
- Коробка скоростей позволяет регулировать обороты шпинделя в пределах от 31,5-1 600 мин -1 . Для вращения шпинделя устанавливают электромотор с мощностью 11 кВт, привода стола 3 кВт. Электросхема определяет размещение мотора на шпиндельной бабке.
- Ускорить обработку можно и электрическим приводом. Электрический привод позволяет ускорить перемещение стола. Электросхема предусматривает возможность осуществления перемещения заготовки и в вертикальном направлении. Продольный и поперечный вал изготавливают из высокопрочной стали, работа может проводится с ручной и автоматической подачей
- Характеристика несущей конструкции позволяет базировать заготовку весом до 550 кг. Эксплуатация предусматривает перебазирование для обработки всех поверхностей.
- Электросхема у модели довольно сложна. Рассматривая электросхему отметим два блока управления: один выведен перед столом, второй расположен на шпинделе

Электрическая схема станка
- Габариты вертикально-фрезерного 6Р12 следующие: 2280 на 1965 и на 2265 мм.
- Вес составляет 3 250 кг. Инструкция по эксплуатации предусматривает установку вертикально-фрезерного 6Р12 на жестком основании. Устройство подобного оборудования предусматривает отвод вибрационной нагрузки на основание.
На момент выпуска модель имела высокий технический показатель производительности. Кроме этого электросхема и схема основных узлов определяют высокую ремонтопригодность конструкции.
Вертикально-фрезерный 6Р12 сегодня
Производство коробок и основных узлов рассматриваемой модели было налажено несколько десятков лет на предприятиях бывшего СССР. Однако после распада советского союза предприятия перестали выпускать эту модель. Однако технические характеристики коробки подачи и скоростей, особенности электросхемы стали основой новых вертикально-фрезерных станков.

Внешний вид станка
Стоимость 6Р12 составляет 2 100 000 рублей с учетом НДС. При этом следует тщательнее изучить описание, так как оснащение может существенно отличаться. Электрическая схема, рабочий стол, устройство коробки подач и скоростей и другие элементы конструкции могут существенно отличаться.
Особенности электросхемы
Включить вращение шпинделя можно кнопкой «ПУСК», для его остановки достаточно нажать кнопку «СТОП». Стоит учитывать, что при нажатии второй кнопки останавливается и подача. Есть у модели и режим быстрого хода, который выбирается через специальную кнопку.
Важным моментом является то, что оператор может выбирать только одну подачу: во время выбора другая отключается автоматически. Торможения установленного электродвигателя проводится по электродинамическому принципу.
Устанавливается и специальный предохранитель, который исключает вероятность пробоя селеновый выпрямителей. Пробой, как правило, возникает в случае непредвиденной установки мотора.
Скачать паспорт (инструкцию по эксплуатации) станка 6Р12
Ремонт
Как ранее было отмечено, популярность данный станок завоевал по причине высокой пригодности к ремонту. Некоторые неисправности можно решить самостоятельно без вызова специалиста-наладчика.
Распространенные неполадки следующие:
- Двигатель, который приводит в движение шпиндель, работает на протяжении всего времени обработки. Проблемы с электрической схемой или самим мотором могут стать причиной нагрева и появления сильного шума. Решение проблемы требует профессионального вмешательства, самостоятельный ремонт может еще в большей степени усугубить положение. Наиболее серьезной проблемой можно назвать сгорание обмотки.
- Может возникнуть звук стука в подшипниках. У вертикально-фрезерного станка есть огромное количество вращающихся элементов, которые устанавливаются на подшипниках. При недостаточной смазке и длительной эксплуатации без проведения восстановительных работ подшипники выходят из строя, начинается повышенный износ других элементов.
- Возникают проблемы и с коробкой подач и скоростей. Длительная эксплуатация становится причиной, по которой зубья шестерен изнашиваются. Ремонт предусматривает замену изношенных элементов.
Схема вертикально-фрезерного станка относительно проста, при необходимости можно получить быстрый доступ ко всем элементам конструкции.
Вертикально-фрезерный станок 6Р12: описание, технические характеристики и область применения

Вертикально-фрезерный станок 6Р12 обладает высокими техническими и эксплуатационными показателями. На данном оборудовании производится обработка различных заготовок из стали, чугуна, цветных сплавов. Агрегат одинаково эффективно работает с деталями простой и сложной конфигурации. Основная операция преимущественно ведется торцовыми и концевыми фрезами. Рассмотрим особенности устройства и эксплуатации этой техники.

Устройство
Вертикально-фрезерный станок 6Р12 оснащен вертикальным пинольным шпинделем, рабочей поверхностью в виде передвижного по горизонтали стола. Он зафиксирован на консоли, перемещающейся по вертикали благодаря специальным направляющим элементам. На рассматриваемом оборудовании предусмотрено элементарное числовое программное управление и копировальное приспособление, позволяющее работать с криволинейными деталями.
Поворотная головка шпинделя имеет узел осевого механического передвижения гильзы. Такая особенность дает возможность обслуживать отверстия с осями, размещенные по отношению к поверхности стола под диаметрально противоположными углами в 45 градусов.
Принцип работы вертикально-фрезерного станка 6Р12
Криволинейные заготовки на рассматриваемом оборудовании обрабатывают по копирам. Очертание фрезеруемых поверхностей анализируется датчиком электроконтактного типа с подвижным наконечником. Благодаря жесткой конструкции станка на нем можно эксплуатировать фрезы из быстрорежущих сталей, а также синтетические аналоги твердой и сверхтвердой категории.
Вертикальный консольно-фрезерный станок 6Р12 соответствует классу точности «Н», применяется в единичном и серийном производстве. Во всех случаях приспособление демонстрирует высокий показатель выполнения фрезерных и сопутствующих манипуляций.
Технические характеристики вертикально-фрезерного станка 6Р12
Ниже приведены основные параметры рассматриваемого оборудования:
- Габаритные размеры – 2280/1965/2265 мм.
- Вес – 3,2 т.
- Размеры рабочего стола – 1250/320 мм.
- Предельный вес обрабатываемой детали – 250 кг.
- Ход основной поверхности поперечно/продольно – до 800/250 мм.
- Вертикальное смещение основы – до 420 мм.
- Скорость вращения головки шпинделя – 40-2000 оборотов в минуту.
- Число скоростей – 18.
- Диапазон изменения положения пиноли – 70 мм.
- Число подач – 22.
- Мощность электромотора – 7500 Вт.
Большинство характеристик вертикально-фрезерного станка 6Р12 перешло к его аналогам и последующим моделям. Среди самых популярных модификаций агрегата:
- Версия 6Р13Ф3 (с многофункциональным комплексом ЧПУ).
- Широкоуниверсальная модель 6Р13.
- Варианты 6Т12 и 6Т12-1.
- Зарубежные аналоги (FV401, X5032, ВМ127М, 6Д12).

Электросхема
Вертикально-фрезерный станок 6Р12 оборудован электродвигателем силой 7,5 кВт и мотором подачи на 2,2 кВт. Электрическая схема приспособления дает возможность оператору выбрать одну из трех рабочих позиций:
- Автоматический режим (стол перемещается в продольном направлении).
- Управление посредством рукояток и кнопок.
- Функцию круглого стола.
Чтобы упростить переключение подающих скоростей и вращение шпинделя, агрегат оснастили прибором импульсного пуска силовой установки. При использовании кнопок и рычагов схема функционирует за счет замыкания контактов соответствующих клавиш.
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.

Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.
Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.
Подготовка к эксплуатации
Перед началом использования вертикально-фрезерного станка 6Р12 следует внимательно изучить паспорт и характеристики прибора. В руководстве представлены технические требования к монтажу, правила использования, способы обслуживания, меры безопасности.
Выбирать место для монтажа оборудования необходимо с учетом его габаритов, массы и параметров. Также следует обратить внимание на наличие свободного пространства для оператора и обрабатываемых заготовок. Тяжелые детали обычно помещают при помощи специальных подъемников.
- После распаковки необходимо очистить поверхность оборудования от защитного состава, используя специальные составы.
- Производят смазку агрегатов и элементов, указанных в паспорте.
- Перед эксплуатацией проверяют агрегат на отсутствие дефектов и правильность настройки основных узлов. Стоит учитывать, что фактические параметры могут отличаться от номинальных показателей по причине длительной работы.
- После закрепления фрезы монтируют защитное ограждение. Этот элемент входит в комплект поставки.
- После сборки всех компонентов станок запускают на холостых оборотах, проверяют все рабочие режимы.

Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.
- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
Остальные неисправности требуют участия наладчика или профильного специалиста.
Вертикально-фрезерный станок 6Р12,6Р13
Вы здесь
Оглавление
- Устройство вертикально-фрезерного станка
- Органы управления вертикально-фрезерного станка
- Кинематическая схема вертикально-фрезерного станка
- Коробка скоростей вертикально-фрезерного станка
- Коробка подач вертикально-фрезерного станка
- Консоль вертикально-фрезерного станка
- Техническая характеристика вертикально-фрезерного станка

Вертикально-фрезерный станок моделей 6р12,6р13 предназначен для выполнение разнообразных фрезерных работ любой сложности на деталях из стали, чугуна и цветных металлов. Он не менее популярен, чем фрезерно гравировальный станок с чпу. С применением делительной головки и поворотного стола, увеличиваются его технологические возможности, позволяющие обрабатывать наклонные плоскости, углы и зубчатые колеса. Применяется в условиях индивидуального и серийного производства.
6Р12Б и 6Р13Б – быстроходные станки, отличающейся особенностью этих станков является повышенный диапазон частоты вращения шпинделя, подач стола и увеличенная мощность электродвигателя главного движения.
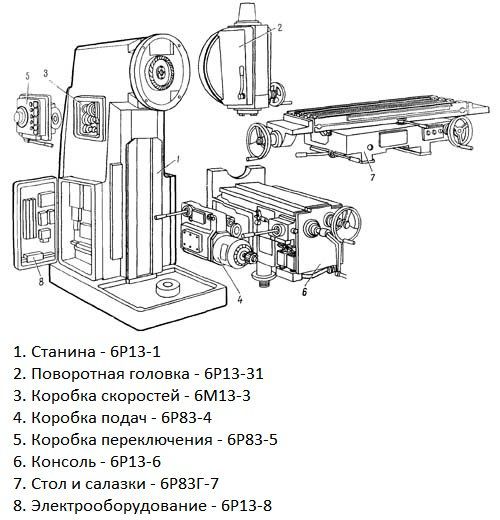
Устройство вертикально-фрезерного станка моделей 6р12,6р13
- Станина;
- Поворотная головка;
- Коробка скоростей;
- Коробка подач;
- Консоль;
- Стол и салазки;
- Электрооборудование
Органы управления вертикально-фрезерного станка моделей 6р12,6р13
- Кнопка “Стоп”;
- Кнопка “Пуск шпинделя”;
- Стрелка-указатель оборотов шпинделя;
- Указатель частоты вращения шпинделя;
- Кнопка “Быстрый стол”;
- Кнопка “Импульс шпинделя”;
- Освещение;
- Поворот головки;
- Зажим гильзы шпинделя;
- Механизм автоматического цикла;
- Включение продольных перемещений стола;
- Зажим стола;
- Продольное перемещение стола;
- Кнопка “Ускоренный стол”;
- Кнопка “Пуск шпинделя”;
- Кнопка “Стоп”;
- Ручное и автоматическое управление продольным перемещением стола;
- Ручное продольное перемещение стола;
- Механизм поперечных перемещений стола;
- Нониус;
- Ручное вертикальное перемещение стола;
- Фиксация грибка переключения подач;
- Грибок переключения подач;
- Указатель подач стола;
- Стрелка-указатель подач стола;
- Включение вертикальных подач стола;
- Зажим салазок;
- Включение продольных перемещений стола;
- Включение вертикальных подач стола (дублирующие);
- Ручное продольное перемещения стола (дублирующие);
- Переключения направления вращения шпинделя;
- Включения насоса охлаждения;
- Переключатель ввода;
- Переключение скоростей шпинделя;
- Автоматическое и ручное управления работой круглого стола;
- Зажим консоли;
- Выдвижение гильзы с шпинделя;
- Зажим головки;
Кинематическая схема вертикально-фрезерного станка 6Р12,6Р13
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.
Консоль вертикально-фрезерного станка моделей 6р12,6р13
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.
Паспорт на вертикально-фрезерный станок можно скачать здесь
Техническая характеристика вертикально-фрезерного станка 6Р12,6Р13
Наименьшее и наибольшее расстояние от
торца шпинделя до стола,мм
Расстояние от оси шпинделя до вертикальных
Вертикально-фрезерный станок 6Р12 – достоинства и недостатки
Универсальный станок 6Р12, позволяющий выполнять достаточно широкий спектр расточных, сверлильных и фрезерных работ, начал выпускаться в 1970-х годах на станкостроительном комбинате г. Горький.
1 Вертикально-фрезерный станок 6Р12 – коротко о главном
Интересующее нас оборудование имеет высокие технические и эксплуатационные характеристики. Именно благодаря им на станке допускается производить обработку разнообразных изделий из чугуна, сплавов цветных металлов, стали. Причем станок с легкостью работает как с простыми по форме заготовками, так и со сложными. В большинстве случаев фрезерование изделий ведется концевыми и торцовыми фрезами.
Агрегат располагает пинольным вертикальным шпинделем, рабочим столом, который передвигается по горизонтали. Стол закреплен на консоли, передвигающейся в вертикальном направлении по специальным направляющим. На 6Р12 имеется простой числовой программный комплекс и копировальный механизм. Последний позволяет работать с криволинейными заготовками.

В целом же характеристики установки таковы, что она без труда фрезерует рамки, всевозможные углы, наклонные, горизонтальные и вертикальные плоскости.
Шпиндельная головка агрегата (она является поворотной) снабжена устройством осевого ручного передвижения гильзы. За счет этой конструктивной особенности на 6Р12 можно обрабатывать отверстия с осями, которые по отношению к столу размещаются под углом от -45 до +45 градусов.
Криволинейные поверхности на станке фрезеруют по копирам. Их контур анализируется электроконтактным датчиком (точнее его подвижным наконечником). Конструкция агрегата жесткая, благодаря этому на него можно устанавливать фрезы из быстрорежущих сталей и разнообразных синтетических композиций твердой и сверхтвердой группы.

Станок 6Р12, имеющий класс точности «Н», рекомендован для использования в серийном и единичном производстве. И в первом, и во втором случае он демонстрирует высокую эффективность выполнения фрезерных и иных операций. Добавим, что ремонт данного оборудования сравнительно прост, что обусловлено отсутствием сверхсложного ЧПУ, а также наличием запасных частей.
Схема станка унифицирована, для замены вышедших из строя деталей допускается применять запчасти с других агрегатов Горьковского и других станкостроительных комбинатов. Понятно, что при таких условиях ремонт 6Р12 особых проблем не вызывает.
2 Технические характеристики универсального станка
Мы не будем приводить здесь все без исключения характеристики и описываемой фрезерной установки, а ограничимся лишь ее основными техническими параметрами. Они таковы:
- частота работы шпинделя – от 40 до 2000 об/мин;
- габариты рабочего стола – 125 на 32 см;
- вертикальные подачи (предельные значения) – 4,1–530 мм/мин;
- продольные и поперечные подачи (предельные значения) – 12,5–1600 мм/мин;
- скорости шпинделя (количество) – 18;
- масса (максимальная) детали для обработки – 250 кг;
- передвижение пиноли – 7 см;
- быстрые перемещения (величина скорости) – 4,1–330 м/мин;
- число подач (в любых рабочих направлениях) – 22;
- ход стола (допустимый) – 420, 250 и 800 мм (соответственно – вертикальный, поперечный и продольный).

Многие характеристики станка остались неизменными и тогда, когда на смену 6Р12 пришли другие агрегаты. К наиболее известным модификациям оборудования относят станок 6Р13Ф3, оснащенный более совершенной и многофункциональной системой ЧПУ, станок 6Р13 (широкоуниверсальный), 6Т12 и 6Т12-1. Кроме того, за границей и в нашей стране выпускались аналоги данного агрегата. Например, болгарский FV401 (312М), китайский Х5032, российские 6Д12 Дмитровского завода и ВМ127М Воткинского.

3 Электрическая схема 6Р12
Станок оснащен электродвигателем с частотой вращения 1460 оборотов в минуту мощностью 7,5 киловатт. Также имеется двигатель подачи (его частота равняется 1430 оборотам в минуту, мощность – 2,2 киловаттам). Электрическая схема агрегата позволяет оператору выбрать один из трех режимов его функционирования:
- управление в автоматическом режиме, когда стол перемещается продольно;
- управление при помощи кнопок и рукояток;
- режим круглого стола.
С целью упрощения переключения скоростей подачи и вращения шпинделя станок снабдили устройством импульсного запуска двигателя. Если же оператор использует рукоятки, схема работает за счет замыкания требуемых кнопок и конечных выключателей.

Шпиндель включается при нажатии кнопки «ПУСК», останавливается кнопкой «СТОП». Причем при активации второй кнопки останавливается и двигатель подачи. Для перевода станка в режим быстрого хода электрическая схема предусматривает отдельную управляющую кнопку.
При выборе одной из доступных подач оператор не может включить другую подачу, схема агрегата просто-напросто блокирует подобную возможность. Торможение двигателя, который вращает шпиндельный узел, происходит по электродинамическому принципу. Электрическая схема, кроме того, включает в себя специальное реле, необходимое для предохранения от пробоя селеновых выпрямителей. Такой пробой вполне может возникнуть при отключении двигателя.

В автоматическом цикле электросхема фрезерного агрегата функционирует следующим образом:
- быстрый подвод;
- подача (рабочая);
- быстрый отвод.
При эксплуатации режима «Круглый стол» оператор не имеет возможности запустить какие-либо подачи, так как они заблокированы. Осуществляется режим за счет двигателя подач, допускается включение быстрого хода «Круглого стола».
4 Ремонт вертикально-фрезерной установки
Некоторые несущественные неисправности станка можно устранить на месте без вызова специалистов-наладчиков. К распространенным неполадкам 6Р12 относят далее указанные явления:
- Двигатель при работе перегревается и сильно гудит. Причиной такого явления обычно является межфазное короткое замыкание либо замыкание между витками обмотки двигателя. Решение проблемы – ремонт обмотки (если после этого двигатель продолжает работать неадекватно, требуется его замена).
- Слышен стук в подшипнике. В данном случае можно смело менять подшипник, так как дело именно в нем.

Если при запуске двигатель сильно гудит и не вращается, вероятнее всего, в одной из фаз отсутствует напряжение. Ремонт в такой ситуации заключается в замене плавких вставок.
Технические характеристики, схемы и эксплуатация фрезерного станка 6Р12
Сведения о производителе фрезерного станка модели 6Р12, особенности, описание. Основные технические характеристики, узлы управления и электросхема.
Фрезерный станок модели 6Р12 представляет собой устройство, широко распространенное в машиностроительной области производства. Использовался он часто во времена Советского Союза — практически каждый завод оснащался прибором. Используется в основном для обработки деталей малых и средних размеров. Сфера применения огромная, так как заслужено пользуется уважением не только многофункциональность, но и надежность работы устройства.
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.

Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.
Скорость работы определяет сферу использования и эффективность работы станка. Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.

Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.
Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.

Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.


Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.

Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.

Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.

Коробка подач фрезерного станка 6Р12
Коробка подач представляет собой базовый механизм, отвечающий на выбор скорости и передачу ее необходимому механизму. Тип коробки подач 6Р82. Привод подач начинается от электрического двигателя. Он непосредственно на консоли. Подач всего 18 в данном аппарате и получаются они через предохранительную муфты. Влияет на ход выбор винта вертикального, продольного или поперечного типа.
Схема электрическая принципиальная
Схема прибора сложна. Состоит из нескольких блоков управления. Первый на шпинделе, что легко увидеть на принципиальной схеме устройства, идущем в комплекте. Вторая выводится перед столом.

Электрооборудование
Прибор используется от питающей сети 380 В с частотой переменного тока 50 Герц. Управляющие системы постоянным током 65 В, с переменным 110 В. Значения показательные равны 20 Амперам, при этом 63 Ампер в пункте питания. Местное освещение потребуется 24 В.
Российские и зарубежные аналоги станка
Полного аналога станка не присутствует, но есть схожие по выполняемым задачам. К числу таких относят JTM-949TS, FV 251M, FV 301, FV 321M, FV 361. Точный — Х5032. Схожи модели из единой серии Р.
Рекомендации по эксплуатации
Эксплуатация происходит по регулирующим нормативам. Обратить внимание следует на частые поломки:
- нагрев и сильный шум — проблемы с электрической схемой;
- звук в подшипниках — эксплуатация при отсутствии смазки;
- медлительность коробки скоростей — изнашивание шестерен.
Популярность станка в том, что опытный мастер решит проблемы самостоятельно. Ремонтируют с заменой изношенных деталей.
Вертикально-фрезерный станок по металлу 6Р12
- Описание
- Тех. характеристики
- Комплектация
- Паспорт
- Поставка
Назначение фрезерного станка по металлу 6Р12
Вертикально-фрезерный станок 6Р12 предназначен для обработки небольших и среднегабаритных деталей из материалов различной твердости — стали, чугуна, труднообрабатываемых и цветных металлов торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Станок модели 6Р12 имеет классическую компоновку для консольных вертикально-фрезерных станков — с поворотной шпиндельной головой, оснащеной механизмом ручного осевого перемещения гильзы шпинделя, позволяющей производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола; с поперечно и продольно перемещающимся в горизонтальной плоскости столом, смонтированным на вертикально двигающейся по направляющим стойки консоли.
| | Стоимость фрезерного станка 6Р12 после капитального ремонта составляет 850 000 руб. . Гарантия 6 месяцев. Обычно оборудование есть в наличии. В случае отсутствия — срок ремонтных работ 30-45 дней. ! |
Обработка криволинейных поверхностей на фрезерных станках 6Р12 производится с помощью специального копировального устройства. Фрезерование таких поверхностей осуществляется по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Подача СОЖ осуществляется двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Станки модели 6Р12 находят широкое применение на механических и ремонтных участках предприятий различных сфер деятельности как в единичном, так и в серийном производстве.
Класс точности станков Н (нормальный) по ГОСТ 8—77.
Модификации вертикального консольного фрезерного станка 6Р12
682 – первая модель фрезерного станка, выпущенная Горьковским заводом в 1932 году
6Б12 – запущен в производство в 1937 года
6Н12 – начало выпуска с 1951 года
6Н13ПР — станок получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году
6Н13Ф3-2 — консольно-фрезерный станок с ЧПУ Контур 3П-68
6М12 – станок выпускался с 1960 года
6М12П – станок повышенной точности, выпускался с 1961 года
6Р12 – начало производства с 1972 года, заменил станок 6М12
6Р12Б – станок быстроходный с повышенной мощностью
6Р13РФ3 – станок с ЧПУ Н33-1М и револьверной головкой
6Р12К-1К-1 – станок с копировальным устройством, принят к серийному производству в 1978 году
6Т12-1 – начало производства с 1985 года
6Т12 – следующая модель серии, выпускается с 1991 года
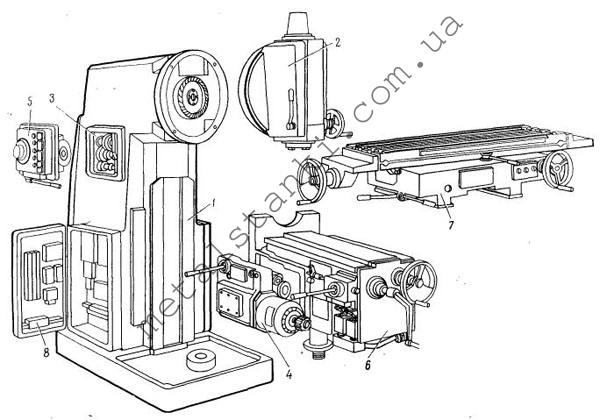
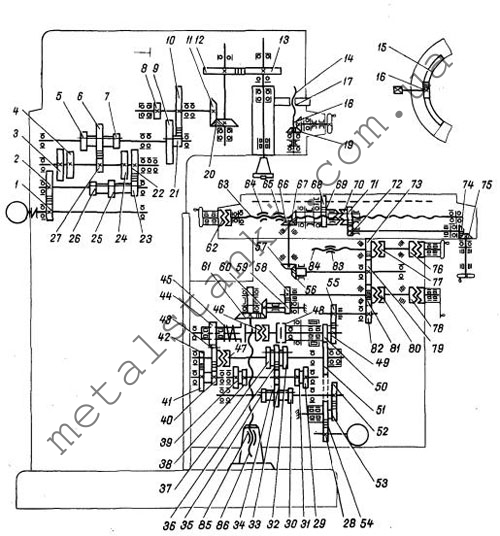
Схема расположения основных узлов фрезерного станка 6Р12

Список основных узлов консольно-фрезерного станка 6Р12
- Станина — 6Р12-1
- Поворотная головка — 6Р12-31
- Коробка скоростей — 6М12П-3
- Коробка подач — 6Р82-4
- Коробка переключения — 6Р82-5
- Консоль — 6Р12-6
- Стол и салазки — 6Р82Г-7
- Электрооборудование — 6Р12-8
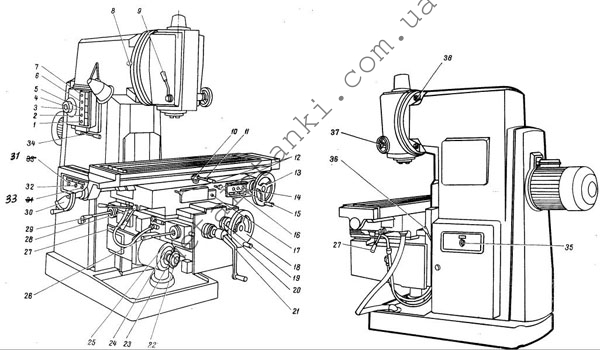
Схема органов управления вертикально-фрезерного станка 6Р12
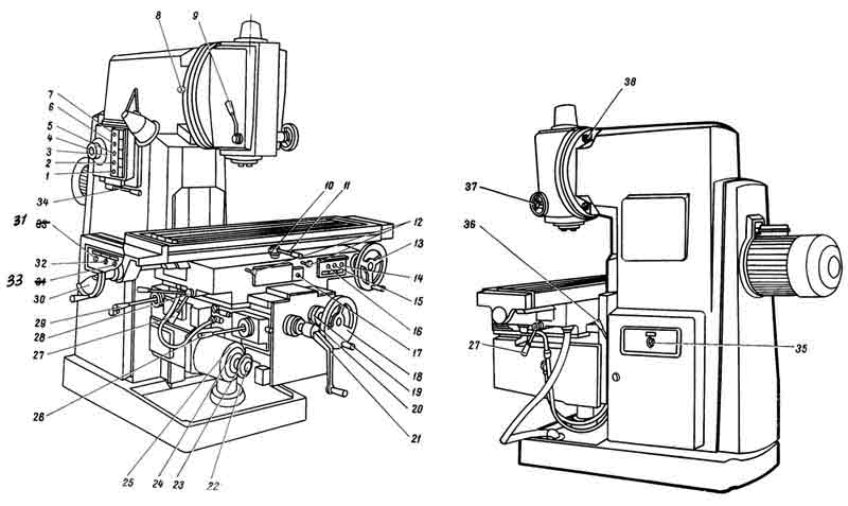
Спецификация органов управления станка 6Р12
- Кнопка „Стоп» (дублирующая)
- Кнопка „Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол» (дублирующая)
- Кнопка „Импульс шпинделя»
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол»
- Кнопка „Пуск шпинделя»
- Кнопка „Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено выключено»
- Переключатель ввода „включено-выключено»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Вертикальный консольно-фрезерный станок 6Р12 снят с производства и в данное время заводом производителем не выпускается.
Так что купить станок 6Р12 можно только б.у на специализированных площадках по продаже оборудования бывшего в употреблении (бу), таких как АВИТО и других.
Предлагаем купить вертикально-фрезерный станок 6Р12 после капитального ремонта или его новые аналоги по выгодной цене.
Технические характеристики вертикально-фрезерного станка 6Р12
| Параметр | Значение |
|---|---|
| Основные параметры станка | |
| Размеры поверхности стола, мм | 1250 х 320 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих (вылет), мм | 350 |
| Наибольшее ручное перемещение стола в продольном/ поперечном/ вертикальном направлении, мм | 800/ 250/ 420 |
| Наибольшее механическое перемещение стола в продольном/ поперечном/ вертикальном направлении, мм | 800/ 240/ 410 |
| Наибольшая масса обрабатываемой детали, кг | 250 |
| Шпиндель | |
| Частота вращения шпинделя, об/мин | 31,5..1600 |
| Количество скоростей шпинделя | 18 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 70 |
| Перемещение пиноли на одно деление лимба, мм | 0,05 |
| Перемещение пиноли на один оборот лимба, мм | 4 |
| Конец шпинделя по ГОСТ 836-62 | 3 |
| Наибольший угол поворота шпиндельной головки, град | ±45 |
| Рабочий стол | |
| Перемещение стола на одно деление лимба. Продольное, поперечное, вертикальное, мм | 0,05 |
| Перемещение стола на один оборот лимба. Продольное, поперечное/ вертикальное, мм | 6/ 2 |
| Пределы продольных и поперечных подач стола (X. Y), мм/мин | 12.5..1250 |
| Пределы вертикальных подач стола (Z), мм/мин | 8,3..416,6 |
| Количество подач продольных/ поперечных/ вертикальных | 18 |
| Скорость быстрых перемещений X, Y/Z поперечных, м/мин | 3/ 1 |
| Механика станка | |
| Наибольшее усилие резания, допускаемое механизмом подачи в продольном/ поперечном/ вертикальном направлении, кН | 15/ 12/ 5 |
| Наибольший допускаемый диаметр фрез при черновой обработке, мм | 160 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка раздельного включения подачи | есть |
| Автоматическая прерывистая подача Продольная | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет |
| Торможение шпинделя | есть |
| Предохранение от перегрузки (муфта) | есть |
| Электрооборудование и привод станка | |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 2,2 |
| Электродвигатель насоса охлаждения, кВт | 0,125 |
| Габаритные размеры и масса станка | |
| Габаритные размеры (длина х ширина х высота), мм | 2305 х 1950 х 2020 |
| Масса станка 6Р12, кг | 3120 |
Станок 6Р12 — где купить, оплата, доставка, гарантия
Цена на консольно-фрезерный станок модели 6Р12 указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 6Р12 несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа вертикального фрезерного станка по металлу 6Р12 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки.
Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании.
Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки.
Гарантия на вертикально-фрезерный станок 6Р12 после капремонта — 6 мес., на новые аналоги — 12 мес..
Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам станочного оборудования!
Если Вам необходимо купить Вертикально-фрезерный станок по металлу 6Р12 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Вертикально-фрезерный станок по металлу 6Р12 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Фрезерный станок 6Р12 – начало начал
Фрезерный станок 6Р12 – одна из наиболее успешных разработок Горьковского завода, который по праву можно считать постсоветским лидером в сфере создания металлорежущей техники. Агрегаты этого модельного ряда увидели мир в 1972 году. С тех пор началось их триумфальное распространение по всей территории СССР, а после – популяризация на постсоветском пространстве.
Вертикально-фрезерный станок 6Р12 – это агрегат с пинольным шпинделем. Конструкция стола, представляющего собой крестовую поверхность, дает возможность перемещать его по горизонтали и вертикали. Одной из отличительных особенностей 6Р12 можно считать наличие копировального устройства и незамысловатое в эксплуатации числовое программное управление.

Эта техника рассчитана на обработку различных заготовок из металлов (в том числе из труднообрабатываемых). При использовании концевых и торцовых фрез станок способен продемонстрировать максимальную производительность. Как аргумент в пользу универсальности станка можно использовать тот факт, что он способен обрабатывать любые поверхности, будь то горизонтальные, вертикальные или наклонные плоскости, углы, пазы, рамки и криволинейные поверхности.
К слову, последние удается обрабатывать с высокой точностью, благодаря наличию специального копировального механизма, о котором было сказано выше. Криволинейные поверхности обрабатываются с помощью специальных копиров, чьи контуры определяются наконечником встроенного датчика.
У фрезерного станка 6Р12 есть ряд конструктивных особенностей, о которых стоит упомянуть. Среди них:
- Подача смазочно-охлаждающей жидкости осуществляется через особое сопло по трубкам непосредственно к рабочему инструменту. Такая конструкция обеспечивает минимальных износ ключевых узлов и деталей.
- Поворотная шпиндельная головка укомплектована специальным механизмом, который дает возможность передвигать гильзу шпинделя по оси. Это дает возможность обрабатывать отверстия, чья ось располагается под углом в 45 градусов по отношению к рабочей поверхности.
- Наличие высокомощного мотора и отменная жесткость конструкции вертикально-фрезерного станка 6Р12 дает возможность задействовать в работе инструмент из быстрорежущей высокопрочной стали и инструмент, изготовленный с применением сверхтвердых искусственных материалов.
Таким образом, несмотря на то, что эта техника была спроектирована относительно давно, она все ещё отвечает основным требованиям рынка. А ее универсальность и многофункциональность позволяет эксплуатировать ее как для целей единичного производства, так и на крупномасштабных предприятиях, где она подвергается самым жестким испытаниям.
У 6Р12 существует целый ряд модификаций, среди которых отметим ключевые:
- 682 – прародитель модели 6Р12, представленный Горьковским заводом в довоенное время.
- 6Н13ПР – уникальная разработка Горьковского завода, получившая звание «Гран-При» на Брюссельской выставке.
- 6Н13Ф3-2 – станок консольного типа, оснащенный числовым программным управлением.
- 6Р12Б – быстроходный высокомощный агрегат, рассчитанный на интенсивную эксплуатацию.
- 6Р13РФ3 – агрегат, укомплектованный программным управлением и револьверной головкой.
- 6Р12К-1К-1 – техника, оснащенная устройством копирования.
Каждая из представленных моделей сыграла свою роль в развитии отечественного станкостроения и в эволюции модели 6Р12 в частности. Но можно ли считать этот фрезерный станок незаменимым? Разумеется, его цена более чем демократична, что является несомненным плюсом 6Р12.

Если же говорить о технологическом совершенстве, то у данного агрегата есть масса конкурентов, основные из которых – это:
- FSS315 – белорусский аналог 6Р12;
- ВМ127М – техника, производимая Воткинским машиностроительным заводом;
- 6Д12 – агрегат, спроектированный ДЗФС;
- X5032 – основной импортный конкурент 6Р12, производимый в КНР;
- FV321M – детище болгарской компании Arsenal J.S.Co.
Характеристики модели 6Р12
Рассмотрим наиболее важные параметры станка:
- Рабочая поверхность составляет 1250х320 миллиметров;
- Предельное расстояние до шпинделя – 450 миллиметров;
- 18 встроенных скоростей шпинделя;
- 22 подачи стола;
- Диапазон частот вращения шпинделя – 31.5-1600 оборотов в минуту;
- Мощность основного привода – 7.5 кВт;
- Мощность привода подач – 3 кВт;
- Предельно допустимая масса обрабатываемой заготовки – 400 кг;
- Габариты агрегата: 2280х1965х2265 миллиметров;
- Масса агрегата: 3250 кг.
Выводы
Фрезерный станок 6Р12– это техника, зарекомендовавшая себя как надежная, неприхотливая в обслуживании и очень «живучая» даже при агрессивной эксплуатации. Несмотря на то, что спроектирована она была относительно давно, она всё еще остается серьезным конкурентом многих зарубежных аналогов.

Мощная и производительная, простая и многофункциональная, она сочетает в себе именно те качестве, которые важны опытному мастеру. Все это и стало причиной ее активной популяризации на постсоветском пространстве, где у нее есть явное ценовое преимущество.
Обзор фрезерного станка 6Р12: конструкция, характеристики и эксплуатация

Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р12 отличается от станка 6P13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Кинематическая схема

Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис. 4 и 5.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения.Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка

Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят и следующем порядке:
— выдвигается гильза шпинделя;
— демонтируется фланец 6;
— с правой стороны корпуса головки вывертывается резьбовая пробка;
— через отверстие отвертыванием винта 2 расконтривается гайка 1;
— стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
— замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
— полукольца устанавливаются на место и закрепляются;
— привертывается фланец 6. Для устранения радиального люфта в 10 мкм полукольца необходимо подшлифовать примерно на 120 мкм.
Коробка скоростей

Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
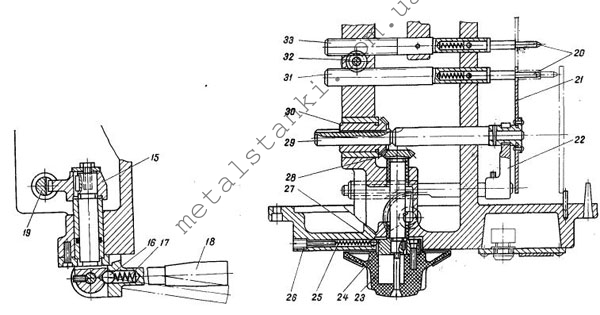
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей

Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения .9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки и конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач

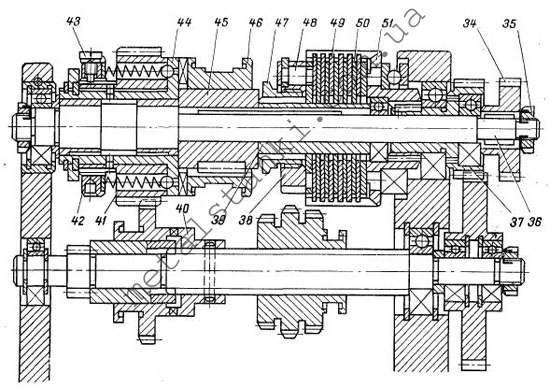
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль

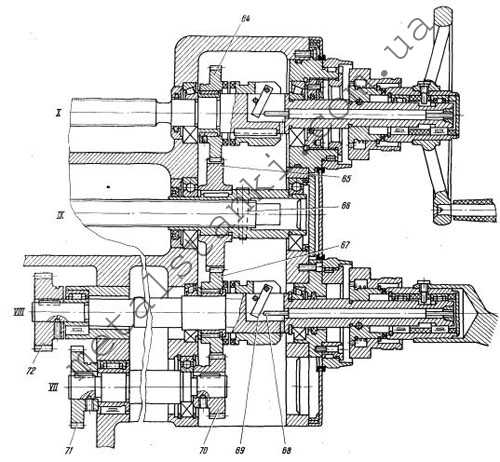
Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач

Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты —конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки

Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении.Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.