
Основные принципы работы фрезерного станка с ЧПУ
Области применения и возможности станка с чпу
Современные CAM программы позволяют получать G код для резки на чпу станке за считанные минуты и не требуют специальных навыков и умения писать программы. CAM программа позволяет создать код по чертежу, фотографии или изображению автоматически, пользователю необходимо лишь задать размеры заготовки, глубину фрезеровки и выбрать фрезу (например, см. статью Создание управляющей программы для резки 3D рельефа в программе ArtCAM за 9 шагов).
Простота использования современных CAM программ, а также расширение рынка чпу станков за счет появления оборудования хобби класса и полупрофессиональных станков, с их вполне приемлемой ценой, позволяет многим специалистам, занимающимся резкой, фрезеровкой, гравировкой по дереву и другим материалам, облегчить свой труд и расширить свои возможности.
Вот некоторые области применения станков:
1. Реклама.
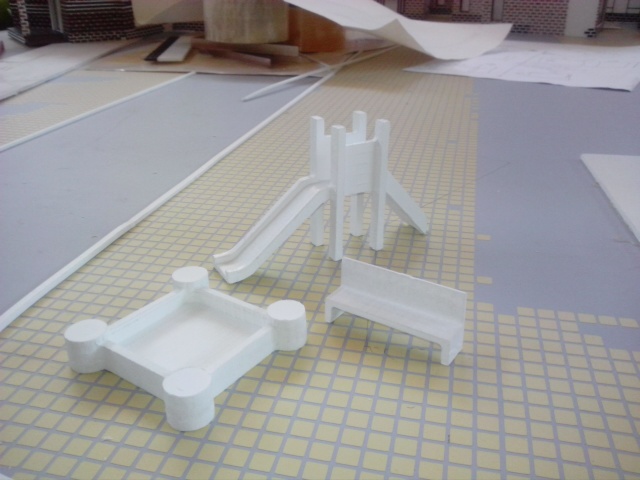
Макеты домов и для строительной компании . Пользователь Сергей Р (г. Краснодар). Станок Моделист4090

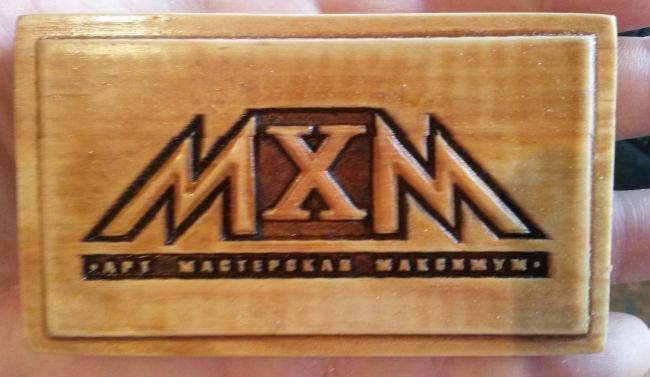
Визитка . Пользователь Алексей М. (г. Улан — Удэ) Станок Моделист4060
Табличка для багетной мастерской. Пользователь Сергей К. (г. Гагарин) Станок Моделист4060

2. Сувенирная продукция и предметы декора.
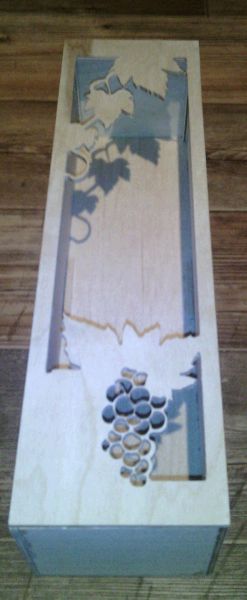
Упаковка бутылки для вина. Пользователь Сергей К. (г. Гагарин) Станок Моделист4060
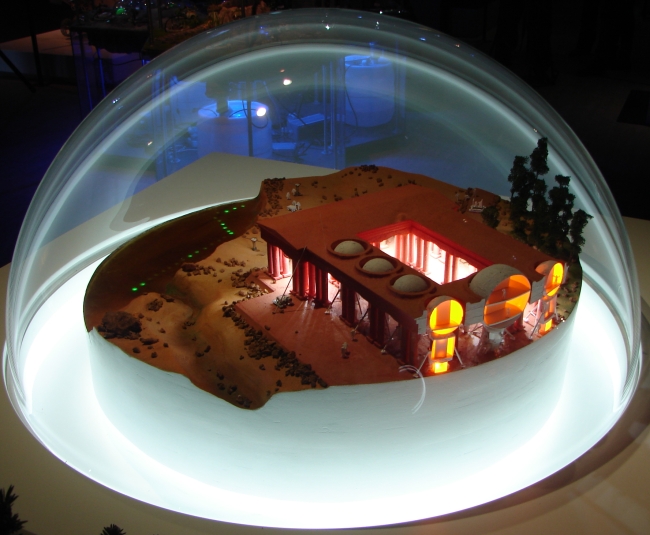
Сувенир ДОМБАЙ . Пользователь Александр Б. (г. Краснодар) Станок Моделист3040

Часы и вешалка . Пользователь Никита Т. (г. Пермь) Станок Моделист3040


3. Мебельная продукция (стулья, столы, обналичники, становые и потолочные модели, балясины и др.). Примеры работ:

Обналичник . Пользователь tech. (г. Чаплыгин) Станок Моделист3040

4. Предметы игровой и учебной деятельности (шахматы, нарды, игрушки, ручки для ножей и др.).
Клешня робота манипулятора для кружка технического творчества . Пользователь Эдуард Н. (г. Краснодар) Станок Моделист3030

Модели Эйфелевой башни и пистолета . Пользователь Сергей К. (г. Гагарин) Станок Моделист4060


Игрушки . Пользователь petr c

5. Ювелирная продукция.
6. Печатные платы.
Пользователь Константин К. (г. Краснодар) Станок cnc-2020al

7. Изготовление клише, пломбираторов.
Клише — это инструмент, который применяется для изготовления визиток, открыток, обложек ежедневников и другой пост-печатной полиграфической продукции, выпускаемой типографиями. Так же клише используют в тюнинге салонов автомобилей для тиснения на коже сидений и приборных панелях.

Клише изготовлено на станке cnc-2535al, материал клише — магний
Полупрофессиональные станки и станки с чпу хобби класса позволяют обрабатывать большое количество разнообразных материалов. Смотри статью Обработка материалов на фрезерном станке с чпу.
С помощью таких станков можно осуществлять обработку по контуру, гравировать, 3d фрезеровать.
Обработка по контуру . Пользователь Алексей М. (г. Улан — Удэ) Станок Моделист4060

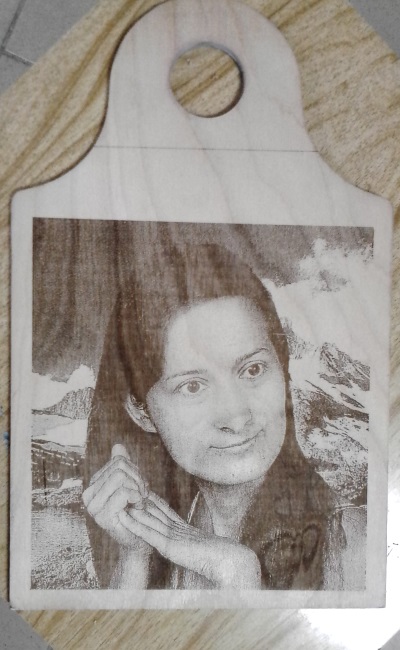
Гравировка . Пользователь Сергей К. (г. Гагарин) Станок Моделист4060

3d резка на ЧПУ . Пользователь Анатолий (г. Пятигорск). Станок cnc-3040al

Возможности чпу станков хобби класса могут быть значительно расширены.
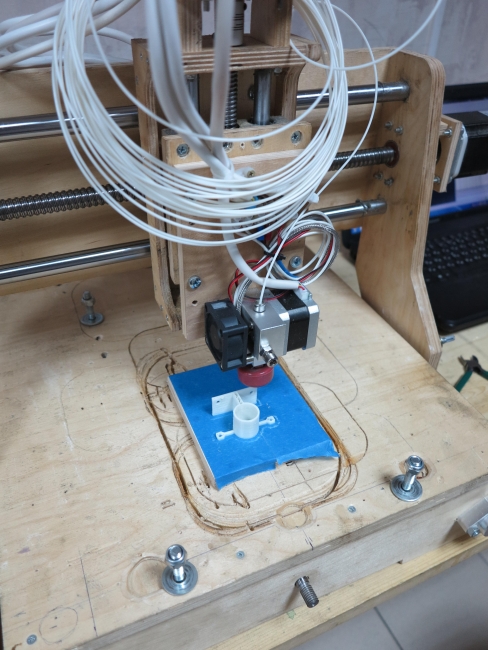
Принцип конструктора, используемый во многих станках, позволяет превращать фрезерный станок в 3d принтер за счет крепления экструдера (печатающей головки)
Ниже представлена фотография печати крепления для лазерной головки фрезерным чпу станком Моделист3040
Еще больше работ на станках с чпу серии Моделист в статье Обработка материалов на фрезерном станке с чпу
Как работает фрезерный станок?
24 Сентября 2019
Фрезерный станок предназначен для обработки ровных и неровных поверхностей: кромок, пазов, канавок.
Фрезер незаменим при создании высокохудожественных изделий из любых пород дерева, фанеры, пластика, оргстекла, мягких металлов и др.
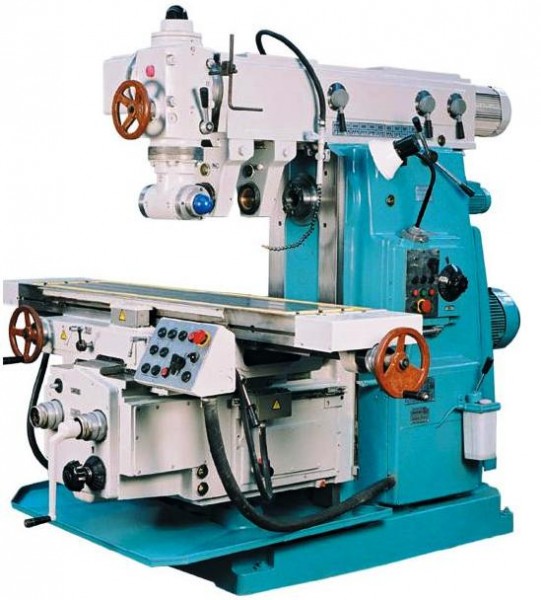
Чтобы разобраться, как работает фрезерный станок рассмотрим его конструкцию на примере нашей модели Orson 1325.

Конструкция фрезерного станка ЧПУ Orson 1325:
1. Станина – основание, на которое устанавливается стол и портал. Чем больше ребер жесткости имеет станина и толще сталь, тем дольше и точнее будет работать станок.
2. Стол – поверхность, куда крепится заготовка для обработки. Стол может быть:
- алюминиевый с покрытием бакелит и креплением Т-паз;
- вакуумный с ячеистой поверхностью с креплением присосками и вакуумной помпой;
- гибридный вакуумный стол с креплением Т-паз.
Для обработки металла и камня используется алюминиевый стол, во всех остальных случаях покупатели отдают предпочтение гибридному столу, т.к. он лучше закрепляет заготовки.
3. Портал – конструкция, установленная на рабочий стол. Передвигается по направляющим с помощью двигателей (шаговых или серво).
4. Шпиндель – вал, куда устанавливается фреза в цанге. Шпиндель бывает с водяным и воздушным охлаждением и крепится на портале станка.
5. Блок управления – специальный шкаф, куда устанавливаются драйверы, инвертор, контроллеры, системы электрораспределения.
6. Программа управления – устанавливается на персональный компьютер и подключается к блоку управления фрезера. Для управления 3х-осевым станком используют программу NC Studio, для 4-х, 5-ти осевых, с асинхронной работой шпинделей, автосменой инструмента применяется Syntec.
Принцип работы фрезерного станка. 7 фактов.
- Обработка материала производится с помощью фрезы, которая устанавливается в цангу. Фреза способна шлифовать, сверлить, гравировать, раскраивать заготовку. В комплекте со станком обычно поставляется набор от 5-ти фрез для черновой и чистовой обработки.
- Цанга с фрезой устанавливается в шпиндель, который крепится на портале.
- Портал передвигает шпиндель с фрезой по трем осям над заготовкой, расположенной на рабочем столе.
- Движение шпинделя и портала по осям обеспечивают двигатели (обычно шаговые, в количестве 3 шт).
- Для того, чтобы механическая часть выполняла нужные команды используется управляющая программа (NC Studio), поддерживающая 3 оси, 3 концевых датчика и управление шпинделем. Состоит из интерфейсной платы, платы развязки и программного обеспечения, которое устанавливается на ПК.
- Перед началом производства оператор ЧПУ создает проект изделия в графическом редакторе (AutoCad, ArtCam, CorelDraw) и сохраняет в G-коде.
- Далее файл загружается в NC Studio, которая его визуализирует и подает соответствующие команды механической части.
Таким образом, принцип работы фрезерного станка с ЧПУ заключается в том, что:
- оператор создает команду в программе на ПК,
- программа передает импульс на фрезу
- фреза обрабатывает материал по заданной команде.
ЧПУ автоматизирует процессы обработки, повышает скорость производства и минимизирует брак. От того как работает фрезер зависит качество изделий, и, в итоге, ваша прибыль.
Нужна консультация?
Оставьте заявку, инженер перезвонит вам течение 5-ти минут.
Основные принципы работы фрезерного станка с ЧПУ
Фрезерные станки с числовым программным управлением (ЧПУ) – это оборудование, предназначенное для механической обработки различных листовых материалов при помощи специального инструмента – фрезы. Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
Фрезы — это металлические инструменты различной формы с несколькими режущими зубьями. По форме фрезы бывают:
- конические,
- цилиндрические,
- концевые,
- торцевые и других видов.
Материал, из которого изготавливается режущая часть, должен быть намного прочнее обрабатываемого материала, потому для фрез подбираются твердые сплавы быстрорежущей стали, может быть использована также минералокерамика или алмаз. Кроме того фрезы различаются по конструкции и типу зубьев: они могут быть:
- цельные (или монолитные, так называемые «пальчиковые фрезы»),
- со сварным режущим элементом,
- сборным или с напаянным режущим элементом.
Вращаясь с большой скоростью, они обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ.
В зависимости от расположения рабочего инструмента, фрезерование может быть горизонтальным или вертикальным. Большое распространение получили универсальные станки, дающие возможность фрезеровать сложные детали под любым углом, применяя разные фрезы.
Фреза, закрепленная в цанге, является основным элементом, находящимся в непосредственном контакте с обрабатываемым материалом. Цанга с закрепленной в ней фрезой устанавливается в шпиндель, обеспечивающий вращение фрезы. В свою очередь шпиндель с фрезой установлен на подвижной балке — портале, который перемещает шпиндель и фрезу в трех осях координат над обрабатываемым материалом, укрепленном на рабочем столе. Перемещение портала, а также перемещение шпинделя по порталу обеспечивают три микрошаговых двигателя. Портал, станина, двигатели, шпиндель и фреза представляют собой механическую часть фрезерного станка. Каждый двигатель обеспечивает перемещение портала и шпинделя по своей оси по заданной программе.
Управляющие станции фрезерных станков с ЧПУ представляют собой электронную часть оборудования и поставляются вместе со станком. Программное обеспечение станка обрабатывает векторные изображения из графических файлов, переводит их в G-коды, управляющие работой микрошаговых двигателей. Таким образом, для изготовления той или иной детали необходимо её построение в графическом редакторе такой компьютерной программы, как, например, AutoCad или Corel Draw. После установки разработанной программы в ОЗУ станка (оперативное запоминающее устройство или оперативная память), оператор может начать работу, предварительно выбрав нужные режимы и параметры в соответствии с поставленной технологической задачей и обрабатываемым материалом.
Числовое программное управление позволяет автоматизировать сложные технологические процессы по обработке тех или иных материалов. Станок с ЧПУ в процессе работы не требует никаких сложных действий от оператора. Станок работает по программе, заложенной в него до начала процесса обработки. Ввод программы осуществляется оператором с пульта, предназначенного для управления станком в ручном режиме. В случае аварийной ситуации пульт используется для отключения станка. Вся текущая информация о работе станка отображается на панели оператора, который визуально контролирует выполнение технологических операций.
Фрезерные станки с ЧПУ – это высокотехнологичное современное оборудование, способное обеспечить необходимую производительность труда и отменное качество обработки материала. Применение станков с ЧПУ повышает уровень безопасности и культуры производства и не требует от станочника виртуозности и высокого профессионализма.
Основные принципы работы фрезерного станка с ЧПУ
7. Принцип работы станков с ЧПУ
Рассмотрим работу станков с системой ЧПУ по упрощенной схеме (рис. 7.1), включающей основные блоки систем ЧПУ и основные элементы кинематической схемы станка. Система ЧПУ состоит из устройств ввода информации, блока запоминания информации БЗИ, блока интерполяции БИ, блока управления приводами подач в виде цифроаналоговых преобразователей ЦАП и двух следящих приводов по осям X и V станка. Следящие приводы состоят из усилителей мощности УМХ и УМУ, сравнивающих устройств УСХ и УСУ, датчиков обратной связи в виде вращающихся трансформаторов ВТХ и ВТУ, кинематически связанных с ходовыми винтами станка, и двигателей подач Мх и Му, которые приводят во вращение ходовые винты станка. В результате вращения винтов перемещаются стол станка и его ползун с фрезой, совместное движение которых определяет конфигурацию изготовляемой детали согласно заложенной программе.
Все современные устройства ЧПУ выполняются на базе какой-либо микроЭВМ или микропроцессоров (одного или нескольких), позволяющих значительно увеличить степень автоматизации станка, т.е. обеспечить: индикацию большого числа параметров на экране дисплея, быстрое диагностирование неисправностей и удобное редактирование программ, запоминание большого объема управляющих программ и т.д.
7.1. Состав системы ЧПУ
Все устройства ЧПУ имеют развитую цикловую автоматику с большим числом входов-выходов, а также связь с ЭВМ высшего уровня, необходимую при создании гибких производственных систем.
Вместе с тем наблюдается разделение устройств ЧПУ по числу управляемых координат, связанное с их назначением: для токарных станков обычно требуется две координаты; для обычных фрезерных – три; для фрезерных станков, предназначенных для объемной обработки, – пять; для многооперационных станков – от четырех до восьми. В настоящее время созданы устройства ЧПУ на 10–12 координат для управления ГПМ. Число координат весьма существенно влияет на конструкцию и стоимость устройства ЧПУ.
Функциональная схема типовой универсальной системы ЧПУ (рис. 7.2) состоит из двух основных устройств: устройства числового программного управления, конструктивно оформленного в виде отдельного шкафа или пульта и исполнительных устройств с приводами и датчиками обратной связи, размещенными на станке. Основные блоки системы ЧПУ описаны ниже.

Рис. 7.1. Упрощенная схема станка с ЧПУ
Устройство ввода информации вводит числовую информацию с программоносителя.
Блок запоминания считанной информации. Помимо запоминания входной информации в этом блоке выполняются ее контроль и формирование соответствующего сигнала в момент обнаружения ошибки. Этот блок, как правило, имеет возможность получать информацию от ЭВМ верхнего уровня, что необходимо при объединении станков в ГПС.
Пульт управления и индикации служит для связи человека-оператора с системой ЧПУ. С помощью этого пульта проводится пуск системы и ее останов, переключение режимов работы с автоматического на ручной и т.д., а также коррекция скорости подачи и размеров инструментов и изменение начального положения инструмента по всем или некоторым координатам. На этом пульте находится световая сигнализация и цифровая индикация о состоянии системы.
В современных ЧПУ индикация обычно осуществляется с помощью встроенного дисплея, позволяющего выводить значительно большее число параметров, а также проводить отработку программ непосредственно на станке.
Блок интерполяции формирует частичную траекторию движения инструмента между двумя или более заданными в программе точками. В большинстве случаев используют линейную и круговую интерполяцию, хотя иногда применяют винтовую или цилиндрическую интерполяцию.
Приводы подач, чаще всего следящие, служат для обеспечения перемещения управляемых элементов станка (столов, суппортов, кареток и т.п.) с необходимой скоростью и точностью при заданном моменте. Под следящим приводом будем понимать систему, состоящую из двигателя (электрического, гидравлического), усилителя мощности, снабжающего этот двигатель необходимой энергией, которая регулируется в широких пределах, датчика обратной связи по положению, служащего для измерения фактического перемещения (или положения) управляемого объекта, и сравнивающего устройства, сравнивающего фактическое положение объекта с заданным и выдающего сигнал ошибки, поступающий на вход усилителя мощности, в результате чего угловая скорость вала двигателя оказывается пропорциональной ошибке системы. В процессе работы эта система перемещает управляемый объект таким образом, чтобы поддерживать минимальное значение ошибки. Если ошибка по каким-либо причинам превышает заранее установленный допустимый предел, то система ЧПУ автоматически отключается с помощью специальных устройств защиты.
Блоки управления приводами подач служат для преобразования информации, получаемой с выхода интерполятора, в форму, пригодную для управления приводами подач, так, чтобы при поступлении каждого импульса управляемый объект перемещался на определенное расстояние, называемое ценой импульса, которая обычно составляет 0,01 или 0,001 мм . В зависимости от типа приводов (замкнутые или разомкнутые, фазовые или амплитудные), применяемых на станках, блоки управления существенно различаются.
В разомкнутых приводах, использующих шаговые двигатели, блоки управления представляют собой специальные кольцевые коммутаторы, на выходе которых включены мощные усилители, питающие обмотки шаговых двигателей, которые служат для циклического переключения обмоток ШД, что заставляет вращаться его ротор. В замкнутых приводах фазового типа, использующих датчики обратной связи в виде вращающихся трансформаторов (ВТ) или индуктосинов в режиме фазовращателей, блоки управления представляют собой преобразователи импульсов в фазу переменного тока и фазовые дискриминаторы, которые сравнивают фазу сигнала на выходе фазового преобразователя с фазой датчика обратной связи и выдают разностный сигнал ошибки на усилитель мощности привода.
В этом же блоке обычно расположены усилители для питания датчиков обратной связи, а также устройства защиты, отключающие приводы при превышении допустимой ошибки слежения.
Датчики обратной связи ДОС являются измерительными устройствами, служащими для определения фактического положения (абсолютного значения координаты) или перемещения (относительного значения координаты) управляемого объекта в пределах шага системы. При этом суммирование шагов производит система ЧПУ. Перемещения объекта определяют как непосредственно с помощью каких-либо линейных измерительных устройств, например, индуктосинов, так и косвенно, измеряя, например, угол поворота вала двигателя подач с помощью какого-либо углового измерительного устройства, например, обычного ВТ или резольвера (точный ВТ синусно-косинусного типа, применяемый в счетно-решающих устройствах).
Помимо индуктосинов, для непосредственного измерения линейных перемещений иногда используют и другие измерительные устройства, например, прецизионные зубчатые рейки с многополюсными ВТ, или для достижения особо высокой точности – оптические штриховые измерительные шкалы с соответствующими импульсными датчиками. Обычно одно и то же устройство ЧПУ может работать с различными типами ДОС.

Рис. 7.2. Функциональная схема системы ЧПУ
Блок скоростей подач обеспечивает заданную скорость подачи, а также разгон и торможение в начале и конце участков обработки по заданному закону, чаще всего – линейному. Скорость подачи задается либо номером скорости соответствующего ряда скоростей, составляющих геометрическую прогрессию со знаменателем порядка 1,25, либо непосредственно в миллиметрах в минуту через 1 или даже через 0,1 мм/мин. Помимо рабочих скоростей подач, составляющих обычно 5–2000 мм/мин, этот блок выполняет, как правило, и установочное движение с повышенной скоростью, на которой производится установка координат при позиционной обработке или переход инструмента из одного участка заготовки в другой при контурной обработке. Эта скорость в современных системах ЧПУ составляет 10–15 м/мин.
Блок коррекции программы вместе с пультом управления служит для изменения запрограммированных параметров обработки, т.е. скорости подачи и размеров инструмента (длины и диаметра). Изменение скорости движения (обычно 5–120 %) сводится к ручному изменению частоты задающего генератора в блоке подач. Изменение длины инструмента (обычно от 0 до 100 мм ) сводится к изменению заданного значения перемещения вдоль оси инструмента, без изменения его начального положения.
Блок технологических команд предназначен для управления цикловой автоматикой станка, включающего поиск и смену достаточно большого числа инструментов (до 100), смену частоты вращения шпинделя, зажим направляющих при позиционировании и разжим их при движении, различные блокировки, обеспечивающие сохранность станка. Цикловая автоматика станка состоит в основном из исполнительных элементов типа пускателей, электромагнитных муфт, соленоидов и других электромагнитных механизмов, а также дискретных элементов обратной связи типа концевых и путевых выключателей, реле тока, реле давления и других элементов, контактных или бесконтактных, сигнализирующих о состоянии исполнительных органов. Часто эти элементы с дополнительными устройствами типа реле реализуют местные циклы (например, цикл поиска и смены инструмента), команды, на исполнение которых подаются из устройства программного управления. Современные устройства ЧПУ, как правило, осуществляют эти циклы внутри, выдавая сигналы на исполнительные элементы станка через согласующе-усилительные устройства, которые могут находиться как в станке, так и в устройстве ЧПУ. Для этого часто используют программируемые контроллеры в виде отдельного блока, размещаемого внутри или вне устройства ЧПУ.
Блок стандартных циклов служит для облегчения программирования и сокращения длины программы при позиционной обработке повторяющихся элементов заготовки, например, при сверлении и растачивании отверстий, нарезании резьбы и других операций.
Помимо этих блоков, применяют блоки адаптации, которые служат для увеличения точности и производительности обработки при изменяющихся по случайному закону внешних условиях (например, припуск на обработку, твердость обрабатываемого материала, затупление инструмента). Это объясняется тем, что любая система ЧПУ является разомкнутой системой управления, так как она не «знает» результата своей работы. В системе ЧПУ с обычной обратной связью заготовка ею не охвачена; задается только перемещение инструмента относительно заготовки. В то же время на точности размеров детали сказывается, например, деформация инструмента, которая в обычных системах ЧПУ может учитываться при программировании только тогда, когда она постоянна или изменяется по заранее известному закону, чего на практике нет.
Контрольные вопросы
1. Расскажите про работу станка с ЧПУ по упрощенной схеме.
2. Назначение пульта управления и индикации.
3. Назовите структуру привода подачи станка с ЧПУ.
4. Назначение блоков управления приводами подач.
5. Назовите виды датчиков обратной связи.
6. Назначение блока технологических команд.
7. Для чего предназначен блок стандартных циклов?
8. В связи с чем наблюдается разделение УЧПУ по числу управляемых координат?
Принцип работы фрезерного станка с ЧПУ
Современный станок с ЧПУ представляет собой сложный автоматизированный комплекс для фрезерования заготовок из дерева, пластика, металла, камня и пр. Автоматизированный комплекс, помимо «классических» механизированных узлов включает в себя электронные компоненты автоматического контроля и управления режимами обработки. Электронная система базируется на алгоритмах числового программного управления (ЧПУ) и в значительной степени упрощает работу на оборудовании (станок функционирует по заранее введённой программе и в течение рабочего цикла не требует вмешательства оператора).
Механическая подсистема станка состоит из станины, рабочего стола с зажимными приспособлениями, подвижного портала со шпинделем, цанговым патроном и цанги для закрепления инструмента, шаговых электродвигателей и ряда других вспомогательных деталей.
Одним из главных элементов станка, непосредственно осуществляющих обработку заготовки, является фреза. Режущая часть фрезы бывает различных форм и размеров — в соответствии с задачами обработки и видом материала заготовки. Цилиндрическая часть фрезы (т. н. «хвостовик») через цангу закрепляется в цанговом патроне, который, в свою очередь, закреплён на валу шпинделя. Электромотор шпинделя передаёт крутящий момент и сообщает фрезе вращательное движение. Соприкасаясь с обрабатываемой поверхностью, фреза снимает слой материала. Шпиндель подвешен на подвижном портале. Электромоторы станка, по командам от контроллера ЧПУ, перемещают портал по трём координатным осям и позиционируют фрезу над поворотным столом с закреплённой заготовкой. Таким способом и осуществляется фрезерование заготовки с целью получения готового изделия заданных форм и размеров.
Электронная часть станка включает в себя контроллер ЧПУ, вспомогательные электронные компоненты и их соединения. Для управления системой, станок может комплектоваться специальным DSP-контроллером, или подключаться к PC.
Электронная «начинка» станка работает под управлением собственного программного обеспечения (поставляется вместе с оборудованием). Задачей этого «софта» — перекодировать загруженную программу (чертеж-рисунок требуемой детали) и транслировать её в специфические G-коды — электрические команды двигателям станка. Таким образом, программным алгоритмом для функционирования станка является файл векторного графического формата (к примеру, построенный в AutoCAD, Corel Draw). Записав файл-программу в оперативную память контроллера, оператору остаётся выбрать режим работы станка (черновая, чистовая, трёхмерная) и частоту оборотов — в соответствие с видом материала заготовки и применяемой для обработки фрезы.
Преимущества оборудования
Современные станки с ЧПУ обладают широким спектром возможностей, обеспечивают быструю и высокоточную обработку, обладают достаточным запасом надёжности и удобством эксплуатации.
Точность обработки является не только следствием прецизионного автоматизированного управления, но и организацией специальных конструктивных мероприятий, направленных, прежде всего, на повышение жёсткости системы. Увеличение жёсткости достигается за счёт уменьшения длины кинематических цепей и количества механических передач, уменьшения зазоров между деталями, снижения потерь на трение, а также увеличения быстродействия.
Надёжность и длительная бесперебойная работа достигается увеличением износостойкости подвижных деталей, а также мерами по снижению теплопотерь и механического трения. Для этого в частности скользящие направляющие изготавливаются в виде «твёрдый материал — мягкий» (например, сталь/чугун по пластику/фторопласту). Сопрягаемые пары качения (в наплавляющих, подшипниках) отличаются ещё меньшими потерями и повышенной долговечностью. В качестве рабочих тел используются ролики с преднатягом, исключающим биение и износ.
Дополнительные системы, такие как вакуумный стол, улавливатель стружки, охлаждение режущего инструмента, переносной пульт (DSP-контроллер) и ряд других, значительно облегчают управление фрезерным комплексом и увеличивают культуру производства.
Работа на оборудовании
Функции оператора станочного комплекса, оборудованного ЧПУ, сводятся к смене и закреплению заготовок, установке требуемого типа фрезы, инсталляции управляющей программы, активации процесса и общим наблюдением за процессом работы станка.
Перед началом обработки работоспособность станка проверяется запуском специальной тестирующей программы. Оператору следует проверить надёжность крепления заготовки и фрезы, её соответствия обрабатываемому материалу.
Перед началом серийного цикла следует обработать первую заготовку, проконтролировать размеры и убедиться в их соответствии чертежу.
Назначение и классификация фрезерных станков
Назначение фрезерных станков и основные типы фрез
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. 1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.
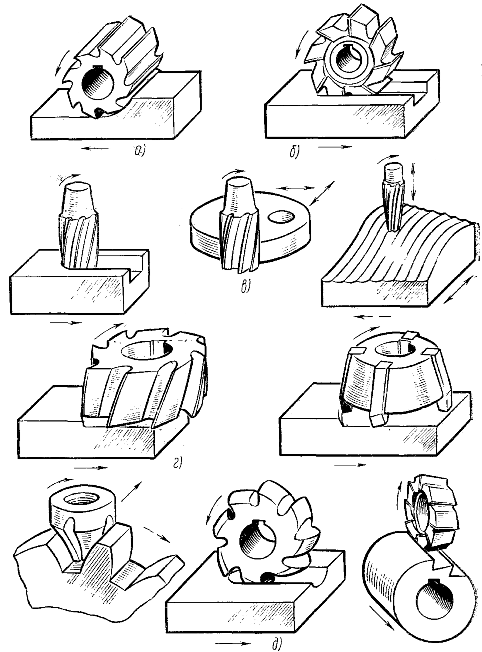
Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82Г, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р83Г, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение — коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) . Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Какой принцип работы станков с ЧПУ ?
Принцип работы станка с ЧПУ – система использования станочного оборудования с числовым программным управлением с целью высокоточной обработки деталей.
Станок с ЧПУ – оборудование станочного типа с числовым программным управлением, предназначенное для высокоточной обработки деталей. Существует множество моделей аппаратов данного типа, но принцип работы станков с ЧПУ и практически идентичны. Устройства могут работать в автоматическом или полуавтоматическом режиме под контролем оператора агрегата.
Конструкция
Чтобы понять, как работать на станке с ЧПУ, необходимо предварительно разобраться в его конструкции. Отдельные модели фрезерных и токарных станков имеют незначительные отличия, но базовые элементы идентичны.
Стандартная конструкция агрегата включает наличие:
- станины;
- коробки подач;
- передней шпиндельной бабки;
- задней бабки;
- стержневого механизма;
- суппорта.

Станина представляет собой основу оборудования – к ней крепятся другие комплектующие. Коробка подач отвечает за передачу движений, которые осуществляет шпиндель. Передаваемые движения принимаются суппортом. Передняя шпиндельная бабка состоит из:
- коробки скоростей;
- шпинделя;
- крепежных элементов для фиксации и вращения заготовки.
Задняя бабка предназначена для закрепления заготовки с противоположной стороны, когда выполняется обработка на станках с ЧПУ центральной части. В качестве стержневого механизма могут выступать различные инструменты, такие как развертка или сверло. Именно этот элемент отвечает за центральную обработку заготовки. Он неразрывно связан с задней бабкой. От суппорта зависит надежность фиксации режущего инструмента и траектории его движения.
Работая с современным оборудованием, следует знать и дополнительных комплектующих. Конструкция станков может быть дополнительно оснащена:
- вакуумным столом;
- улавливателем стружки;
- системой охлаждения фрезы.
Также для удаленного контроля агрегатом иногда могут использовать переносной пульт. По этому принципу работают в основном в узкоспециализированном производстве.

Характеристика
Перед тем, как научиться работать на станке, нужно разобраться в его характеристиках. Отличительной чертой станков, имеющих числовое программное управление, является высокая скорость и точность обработки. В отличие от более старого оборудования подобного типа четырехкоординатные фрезерные станки с системой числового программного управления имеют более высокий показатель надежности и удобства в использовании.
Еще одним фактором, отличающим токарный станок по дереву с числовым программным управлением от его аналогов, заключается в повышенном показателе жесткости. Эта особенность обусловлена:
- короткими кинематическими цепями;
- сниженными потерями на трении;
- минимальными зазорами между элементами конструкции;
- низким количеством механических передач;
- повышенным быстродействием.
Подвижные элементы устойчивы к износу, а теплопотери и механическое трение сведены к минимуму. Для конструкции характерно чередование в соединении между твердыми материалами и мягкими. Так, например, стальные детали могут соединяться с пластиковыми. Работа выполняется благодаря роликам, имеющим преднатяг. Вероятность получения повреждений такими элементами крайне мала.
Принцип работы станка с системой ЧПУ также зависит от отличий приборов. По характеристикам токарные станки отличаются:
- диаметром обрабатываемой заготовки;
- габаритам детали, которую возможно зафиксировать;
- максимальным расстоянием между центрами станочного прибора.
Обработка токарным станком на высоких скоростях и быстрое нагревание не оказывают влияния на показатель трения.

Особенности работы
Принцип работы фрезерного станка основывается на взаимодействии всех комплектующих. Знание связи между рабочими элементами помогает разобраться, как работать на фрезерном станке.
Задняя бабка имеет специальное место, в которое устанавливается рабочий механизм. Затем при помощи направляющих она размещается рядом с заготовкой на расстоянии, необходимом для ее фрезерования. Между задней и передней бабкой находится суппорт. После включения фрезерного станка с ЧПУ с его помощью будут выполняться продольные движения по заготовке.
Фреза выбирается в зависимости от того, из какого материала состоит обрабатываемая деталь, и какой результат нужно получить. Например, дерево обычно не требует применения жестких фрез.
Некоторые резцовые головки способны разместить четыре резца. Четырехкоординатный станок используется повышения качества и скорости обработки. Фрезерный станок с ЧПУ работает от электродвигателя, конструкция которого включает плотные приводной ремень. Он обеспечивает крепление ступенчатого шкива с мотором.
Чтобы фрезерование на ЧПУ станке выполнялась на высоком уровне, необходимо периодически проверять, насколько хорошо натянут ремень.
Работа оператора
Станки работают под контролем оператора. Он отвечает за:
- смену и закрепление заготовок;
- установку фрезы нужного типа;
- запуск управляющей программы;
- включение станка;
- контроль за работой оборудования.

Оператор долго учится прежде, чем приступить к выполнению своих обязанностей. Первый запуск выполняется в тестовом режиме, поскольку вероятность допустить ошибку имеется даже тогда, когда специалист научил оператора правильно. Учащемуся предоставляются точные знания, но даже на самом современном устройстве имеется погрешность. На основе тестового запуска определяется, необходимо ли вносить коррективы в работу четырехосного прибора.
Также проверяется, подходит ли фреза для дерева или другого материала, из которого изготовлена деталь, и соответствуют ли габариты детали допустимым значением станка. На этом принципе основывается процесс работы практически всех моделей четырехкоординатных станков.
Некоторые считают: «Если я пользуюсь станком, больше ничего знать не нужно». Но к работе рекомендуется приступать, научившись создавать управляющие программы.
Программирование
ЧПУ станок запускается автоматическом или полуавтоматическом режиме только при наличии числовых управляющих программ (УП). Она включает все действия и принципы, по которым будет работать четырехосной станочный прибор. При создании управляющей программы задаются:
- количество переходов и проходов;
- параметры обрабатываемой заготовки;
- основные характеристики рабочего инструмента.

УП создается на компьютере при помощи специальных приложений для работы со станками. Учимся работать на программах:
- AutoCAD;
- T-FlexCAD;
- SolidWorks.
На перечисленном программном обеспечении создаются трехмерные примеры, на основе которых изготовляются реальные детали. После этого указывается, какими работами будет реализовываться поставленная задача. Если Вы научитесь создавать управляющие программы, со станочным оборудованием будет работать легче.
Фрезерные работы на станках с ЧПУ: принципы и особенности
Фрезерные работы на станках с ЧПУ позволяют эффективно решать самые сложные задачи по 3D обработке достаточно широкого спектра материалов. Таким образом, широчайший ассортимент производимых изделий обуславливает высокий спрос на такую технику в различных сферах производства.
Чтобы четко понимать, подойдет ли та или иная модель для Вашего бизнеса, необходимо четко представлять ее производственный потенциал. Но для начала узнать принцип работы подобного оборудования и его составляющие.

Составляющие фрезерного станка с ЧПУ
Итак, поставляемые на рынок фрезерно-гравировальные станки с ЧПУ являются автоматизированным комплексом обработки заготовок из пластика, металла, древесины, камня и других материалов. Но, несмотря на свое внушительное разнообразие, в глобальном конструктивном смысле все модели схожи и состоят из общих частей.
К числу таковых относятся:
- Механические узлы и агрегаты;
- Электронные системы контроля;
- Управляющий блок фрезерного станка с ЧПУ.
Механическая часть фрезерного оборудования включает станину, рабочий стол с элементами фиксации заготовки, портал со шпинделем, шаговые электродвигатели, цангу и цанговый патрон, а также ряд других элементов.
Разумеется, главным рабочим инструментом фрезера является металлическая фреза. Эта разновидность инструмента обработки заготовок представлена в широком разнообразии. Фрезы различаются по размеру, типу, назначению для выполнения той или иной операции. Они меняются в ручном (оператором) или автоматическом режиме на современном фрезерном оборудовании. Подбирая ту или иную фрезу, можно выполнять гравирование поверхности заготовки, создание объемного рельефа, ее сверление, обработку краев и другие операции.
Фрезерные работы на станках с ЧПУ осуществляются следующим образом. Вращательное движение фрезе сообщает электромотор шпинделя, который подвешен на портале фрезерного станка. Получая команды от контроллера ЧПУ, электромоторы перемещают портал по соответствующим координатам в трех плоскостях. Это позволяет правильно и точно позиционировать фрезу над обрабатываемой заготовкой.
Перемещением шпинделя, параметрами вращения фрезы, интенсивностью охлаждения и другими факторами управляет соответствующие системы на базе ЧПУ. Точность позиционирования фрезы высока, что положительно сказывается на качестве готовых изделий — она лишь немногим уступается лазерной обработке. По этой причине фрезерные граверы с ЧПУ активно применяются для производства серийных изделий и прецизионной обработки различных изделий.
Электронные системы контроля отслеживают перемещение рабочего инструмента станка.
Их работа основана на алгоритмах числового программного управления, заданных непосредственно через модель обработки заготовки.
Их наличие позволяет практически полностью исключить брак в производстве изделий и своевременно обнаружить отклонения в режиме обработки без участия оператора.
Блок управления станком благодаря установленному софту отдает команды системе фрезерного станка. Его задача заключается в перекодировке загруженной модели обработки заготовки, построенной в AutoCAD, SolidWorks, 3DMAX, ARTCAM, Corel Draw в так называемый G-код. Последний представляет собой специализированные команды, направляемые электродвигателям фрезера. Таким образом, графический файл преобразуется в четкий алгоритм работы механического оборудования с заданным фрезерным набором.
Фрезерные работы на станках с ЧПУ: область применения
При такой особенности конструктивного исполнения фрезерные станки с ЧПУ той или иной модели могут использоваться в различных отраслях. К примеру, к таковым относятся:
- Фрезерные работы по дереву на ЧПУ оборудовании. Это, пожалуй, наиболее популярная сфера производственной деятельности, где используются такие методы обработки заготовок. Объёмная обработка, распил, сверление отверстий под различными углами, торцовка краев, выполнение пазов – все эти операции успешно выполняются фрезерами. Такая техника незаменима при изготовлении дверей, корпусной и сборной мебели, балясин и других элементов лестниц, фигурных карнизов, настенных панно и другой продукции;
- Ритуальный бизнес . Гравировка и фрезеровка являются неотъемлемой частью производства скульптурных памятников и надгробий в виде плит;
- Обработка металлов . Предварительная и чистовая фрезеровка, расточка отверстий, сверление и гравировка металла, а также иные операции по металлу также эффективно выполняются на фрезерах с ЧПУ;
- Стоматология . Благодаря высокой точности обработки, ряд протезов для этой отрасли медицины также может выполняться при помощи предлагаемого оборудования;
- Ювелирное дело . Драгоценные и полудрагоценные камни также нередко обрабатываются при помощи универсальных фрезеров с ЧПУ. Такие аппараты также применяются для гравировки внутренней либо круговой гравировки на изделиях из благородных металлов и их сплавов. Кроме того, с их помощью выполняются формы под литье и другие потребности ювелиров;
- Изготовление рекламной продукции . Резка криволинейных форм, производство фигурных букв для вывесок и других элементов – эти и другие фрезерные работы на станках с ЧПУ Вы также можете выполнить быстро и эффективно;
- Производство сувениров . От брелков для ключей до сложных крупногабаритных скульптурных композиций также можно выполнять на описываемом оборудовании.

Выбираем станок под фрезерные работы с ЧПУ
Для максимально эффективного результата фрезерные работы на ЧПУ необходимо выполнять на современном и функциональном оборудовании, потенциал которого максимально отвечает потребностям владельца. В этом плане компания Миртелс предлагает Вам серию фрезерных станков «Дедал».
Ознакомившись с представленными в каталоге техническими характеристиками станков, Вы наверняка найдете искомый вариант фрезера. При возникновении малейших затруднений или вопросов не стесняйтесь обращаться к менеджерам нашей компании. Их квалифицированная помощь повысит вероятность оптимального подбора техники для Ваших производственных нужд.
Цену на любой из станков, производимых «Миртелс» для отечественного рынка, можно узнать по запросу. Сделать это можно любым удобным Вам способом – электронным письмом, звонком или обращение по скайпу. Контактные данные указаны в соответствующем разделе сайта, а также внизу страницы.
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!

Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф — станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ». После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
Шаг 2: Станина
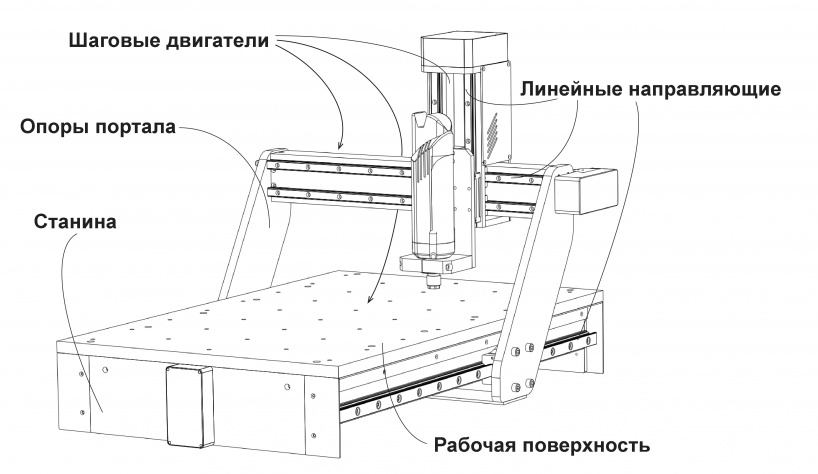
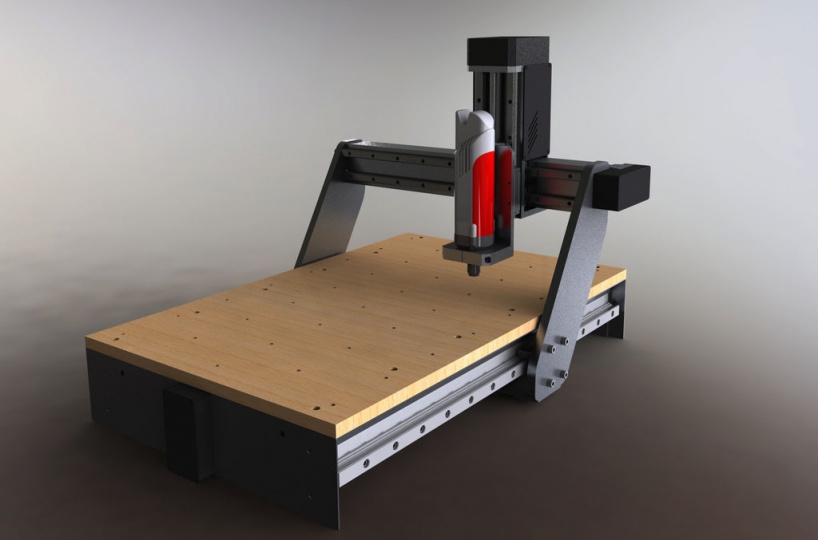
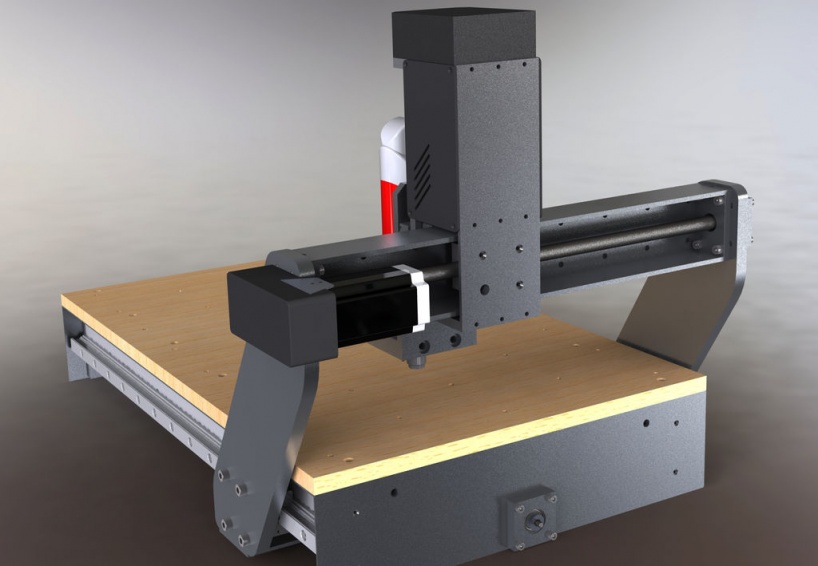
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.

