
Основы технологии лазерной резки металла
Лазерная резка металла: технологии и принципы работы
Лазерная резка металла признана одной из самых перспективных технологий раскроя листовых материалов, разрезания корпусных заготовок. Преимущества бесконтактного метода в высокой скорости, исключительной точности и образцовом качестве получаемого реза. По окончании кроя детали, полученные из заготовок, не требуют дальнейшей доработки, готовы для последующих операций. Гибкость настроек лазерной резки обуславливает возможность изготовления деталей сложной формы. С помощью этой прогрессивной технологии, в частности, получают:
- комплектующие для сборки узлов машин, механизмов, летательных аппаратов, водных судов;
- детали печных дымоходов, отопительных котлов, емкостей, резервуаров;
- кованые изделия для ворот, калиток, ограждений, в том числе декоративные элементы;
- торговое и промышленное оборудование;
- комплектующие для монтажа стеллажей, изготовления эксклюзивной дизайнерской мебели;
- трафареты, сувенирную продукцию, игрушки;
- вывески, буквы;
- ювелирные изделия, элементы для электроники;
- посуду;
- комплектующие для роботизированной техники.

Из наименования метода понятно, что лазерная резка реализуется посредством применения лазерного луча, получаемого с помощью специального оборудования. Луч фокусируют в определенном месте, где высокоплотная энергия активно разрушает материал. Линия реза плавится, металл при этом сгорает или удаляется газовой струей.
По сути при резке лазером металлический лист (стенка корпусной детали) прожигается насквозь. При этом режущая головка не касается поверхности заготовки, процесс ведется бесконтактно. Технология резки металла лазером одинаково хороша для работы с тонкими стальными листами и тугоплавкими сплавами. Направленным мощным лучом разрезают мягкие и твердые металлы: сталь, медь, алюминий, алюминиевую фольгу, серебро, сплавы, а также и другие материалы, например, стекло, пластик. Мощный поток имеет стабильные задаваемые рабочие параметры, поддерживаемые автоматически. Он не изнашивается, поэтому и рез получается идеально ровным, без сколов, зазубрин и окалины. Кромка не нуждается в шлифовании или другой механической обработке.
Крой с помощью лазерного луча демонстрирует наибольшую эффективность при штучном производстве и выпуске ограниченных партий продукции. Технология не требует предварительной подготовки форм, за счет этого экономична. Способ предпочтителен при работе с металлами с низким показателем теплопроводности. При крое материалов, легко проводящих тепло, может образовывать грат (заусенцы).
Методы лазерной резки
Существует два основных вида резки металлов лазерным лучом:
- Плавление;
- Испарение.
В мировой практике наиболее распространена лазерная резка металла плавлением. Обработка с использованием рабочих газов (кислород, азот, неон, гелий, аргон, их смеси, воздух, инертные газы) определяется как газолазерная резка. Газ, который подбирают, исходя из обрабатываемых материалов, позволяет повысить тепловую мощность на линии реза, уменьшить отражающую силу материала за счет активации окисления. Кроме того, он за счет направленности потока выдувает из области кроя продукты сгорания, металлический мусор и прочие частицы, охлаждает нагреваемую зону.
Наибольшую эффективность демонстрирует кислород, с ним заметно повышается скорость операций, результативность в отношении кроя толстостенных материалов. Азот используется в случаях, когда требуется сохранить структуру металла на кромке. Азот обладает свойством снижать температуру в области резки, сократить толщину окислов. Скорость обработки с применением азота заметно ниже, но в некоторых случаях сохранение структуры металла в месте реза является обязательным условием.
Газолазерная резка не допустима при работе с материалами, чувствительными к перегреву: легированными, цветными металлами. Лазерная обработка не подходит для разделения материалов, склонных к растрескиванию.

При испарении также происходит тепловое воздействие луча, линия реза сначала прогревается до температуры плавления, затем до показателей, при которых начинается кипение, улетучивание. Как уже отмечалось выше, бесконтактная резка металла испарением признана высокозатратной, возможна в отношении листов (заготовок) небольшой толщины.
Для реализации разделения испарением задействуется высокомощное оборудование, для нормального функционирования которого необходимо значительное количество энергии. Высокие затраты не всегда экономически оправданы, процесс фактически невозможно применить в отношении толстолистовых материалов. Метод обработки испарением применяют только для резки тонкостенных заготовок, раскроя листов малой толщины.
Способ сквозного прожигания посредством лазерного луча не нов, его начали использовать еще в 60-х годах прошлого столетия. С того времени технология совершенствовалась, модернизировалось оборудование для ее реализации.
Основные виды оборудования для лазерной резки
Лазерная резка металла осуществляется с помощью высокотехнологичного оборудования, которое принято классифицировать как:
- Газовые установки.
- Комплексы твердотельного типа.
- Газодинамические устройства.
Лазерные станки функционируют непрерывно или импульсно. В состав оборудования входит несколько узлов, каждый из которых отвечает за определенное действие, работает согласованно с остальными.
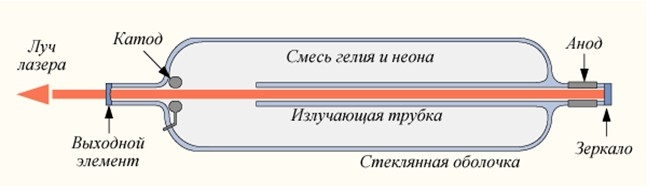
Газовые лазеры
Газовые установки отличаются компактными размерами, демонстрируют высокую мощность, рекомендованы для резки заготовок из сверхпрочных сплавов. Газ (углекислый, азот или гелий) закачивается в газоразрядную камеру, он является активным элементом. Побуждение газа выполняется посредством посыла непрерывных высокочастотных импульсов, под воздействием которых частицы газа дают монохроматическое (электромагнитное с малым разбросом частот) излучение. Наиболее распространены щелевидные газовые лазеры, активным компонентом в которых является углекислый газ. Щелевидные лазеры с поперечной прокачкой выигрывают благодаря компактности, способности вырабатывать высокую мощность, безопасности, удобству и простому управлению.
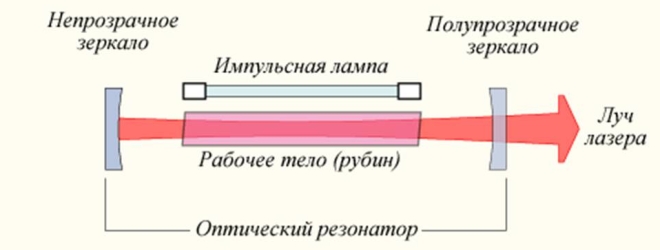
Твердотельные лазеры
Твердотельное оборудование для лазерной резки металла уступает газовым моделям по мощностным параметрам. В целом оно также обладает эксплуатационной простотой. Лазеры такого типа комплектуются твердым стержнем, изготовленным из алюмоиттриевого граната, рубина или неодимового (минерального) стекла. Возбуждение стержня осуществляется за счет непрерывной накачки световым потоком. Фокусирование и усиление излучения происходит системой отражателей, призмами, резонаторами.
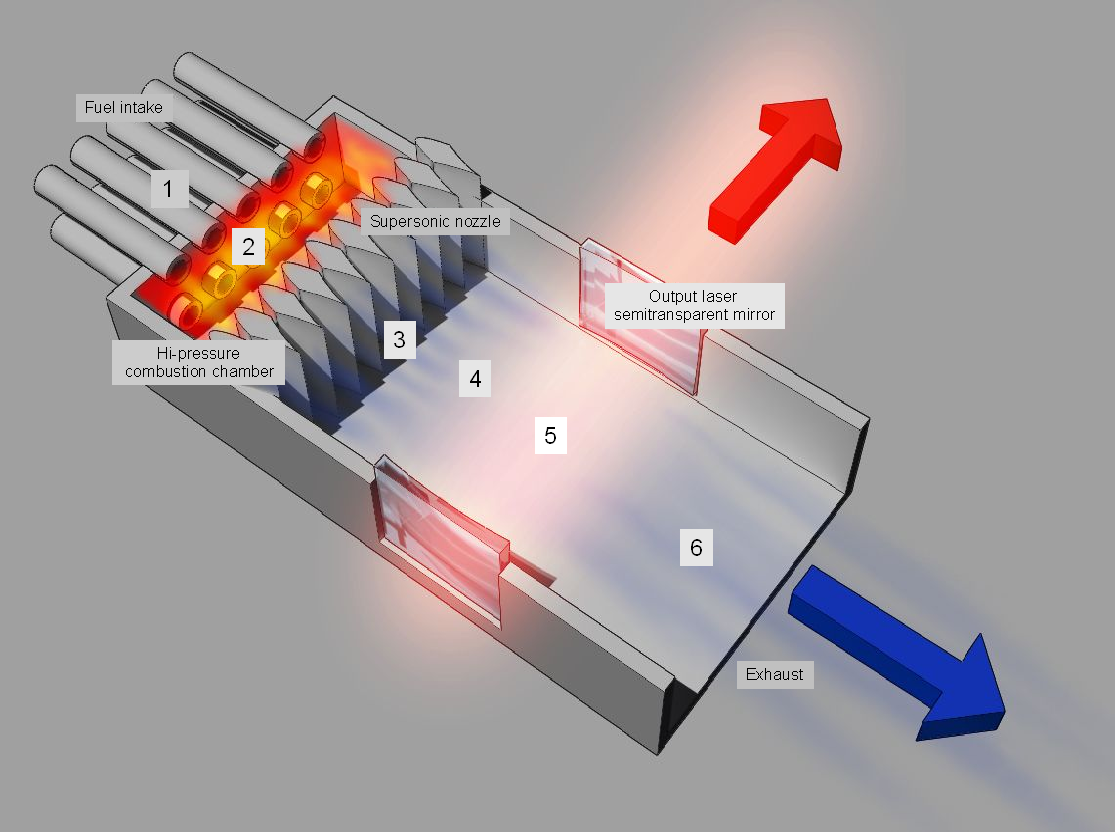
Газодинамические лазеры
Газодинамические лазерные комплексы относятся к категории самого дорогостоящего оборудования. Активным веществом в них, как и в газовых, является газ, который предварительно подогревается до высоких температур. После подогрева рабочая смесь направляется в специальное сопло на сверхскорости, а затем охлаждается.
Резка материалов с помощью лазерного луча позволяет получать детали точных размеров, воплощать в реальность сложные в техническом плане задачи по изготовлению ответственных комплектующих, фигурных элементов для декорации. Этот способ обработки металлов имеет массу достоинств, как и у всех остальных технологий, у него есть свои недочеты.
Преимущества и недостатки лазерной резки
К достоинствам лазерной резки металлов принято относить:
- Экономичность: обусловлена оперативностью процесса, высокой производительностью установок, безотходностью, отсутствием необходимости дополнительной обработки деталей.
- Возможность кроя металлических заготовок в широком диапазоне толщин. Например, лазером можно резать нержавейку толщиной до 50 мм, алюминиевые листы толщиной от 0,2 до 20 мм.
- Удобство выпуска ограниченных партий продукции без необходимости подготовки форм, выполнения литья и штамповки.
- Отсутствие механического контакта лазера с обрабатываемой поверхностью: обеспечивает возможность резки тонких и хрупких заготовок без риска их повреждения.
- Высокий уровень промышленной безопасности.

В станках для резки металлических заготовок лазером предусмотрено программное обеспечение, что значительно повышает результативность работы, исключает ошибки. В систему загружаются чертежи требуемого формата, далее программа сама обрабатывает полученные данные и выполняет настройку режимов резки. Это исключает влияние человеческого фактора, гарантирует высокую скорость и точность обработки.
К недостаткам технологии резки с применением лазера принято относить существенные расходы. Метод штамповки деталей, например, более экономичен, чем лазерная резка. Но если в общую стоимость деталей, полученных штампованием, включить сумму затрат на технологическую оснастку, то их цена фактически будет такой же, как если бы их изготавливали с помощью лазерного станка. Кроме того, к недочетам лазерной резки относят ограничения по толщине материалов.
Применение бесконтактной газолазерной резки металлов в промышленном производстве становится все более востребованным. Однако высокотехнологичный метод пока не может полностью заменить устоявшиеся способы обработки металлов резанием. Несмотря на то, что есть реальная перспектива снижения суммы затрат на реализацию лазерной резки, стоимость ее остается достаточно высокой. Таким образом резка материалов лазерным лучом является экономически оправданной при условии рационального ее внедрения, когда традиционные технологии требуют слишком больших трудозатрат и времени или применить их представляется невозможным.
Общая оценка статьи:  Опубликовано: 2019.07.05
Опубликовано: 2019.07.05
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Технология лазерной резки металла
 Среди большого количества технологий по обработке железа лазерная резка выделяется экономичностью и производительностью. Эта технология позволяет не только сверхточно производить изделия со сложным геометрическим контуром, но и обеспечивает высокую скорость изготовления этих изделий.
Среди большого количества технологий по обработке железа лазерная резка выделяется экономичностью и производительностью. Эта технология позволяет не только сверхточно производить изделия со сложным геометрическим контуром, но и обеспечивает высокую скорость изготовления этих изделий.
- Описание технологии
- Разновидности лазерных приборов
- Оборудование
- Лазерная резка тонкого железа
- Инновационные лазерные комплексы
- Преимущества и недостатки технологии
Описание технологии
 При применении лазерной резки вальцуемый металл подвергается влиянию эффектов отражения и поглощения излучения от лазера. Изменение габаритов и формы элементов при лазерной обработке достигается благодаря воздействию двух результатов излучения: плавления и испарения. Описание процесса заключается в следующем:
При применении лазерной резки вальцуемый металл подвергается влиянию эффектов отражения и поглощения излучения от лазера. Изменение габаритов и формы элементов при лазерной обработке достигается благодаря воздействию двух результатов излучения: плавления и испарения. Описание процесса заключается в следующем:
- Лазерный луч оказывает воздействие на железо в определенной точке.
- Сначала элементы оплавляются до оптимальной температуры, потом начинается процесс плавки металла.
- В фазе плавления возникают углубления.
- Влияние энергии излучения лазера приводит ко 2 фазе процесса — кипит и испаряется металлическое вещество.
Однако, последний механизм требует высоких энергозатрат и осуществим лишь для достаточно тонкого металла. Поэтому на практике резку выполняют плавлением. При этом в целях существенного сокращения затрат энергии, повышения толщины обрабатываемого металла и скорости разрезания применяется вспомогательный газ, вдуваемый в зону реза для удаления продуктов разрушения металла. Обычно в качестве вспомогательного газа используется кислород, воздух, инертный газ или азот. Такая резка называется газолазерной.
Разновидности лазерных приборов
 Лазер состоит из элементов:
Лазер состоит из элементов:
- Особенного ключа энергии (системы накачки).
- Рабочего объекта, обладающего возможностью вынужденного излучения.
- Оптического резонатора (набор специализированных зеркал).
Принадлежность обработки к той или иной вариации определяется по методу применяемого лазера и его мощи. Сейчас имеется следующее классифицирование лазеров:
- Твердотельные (мощь не более 7 квт).
- Газовые (мощь до 22 квт).
- Газодинамические (мощь от 110 квт).
В производственных целях большей известностью пользуется обработка железа с твердотельным прибором. Светоизлучение может подаваться в импульсном или сплошном режиме. В качестве трудового тела применяется рубин, стекло с добавкой неодима или CaF2 (флюорит кальция). Главным достоинством твердотельных лазеров считается способность создания мощного импульса энергии за несколько секунд.
Газовые лазеры используются для обработки железа в технологических и научных целях. Активным катализатором выступает смесь газообразного азота, углекислого газа и гелия, элементы которых активизируются электрическим разрядом и дают лазерному лучу монохромность и направленность.
Огромной мощностью отличаются газодинамические устройства. Рабочее тело — углекислый газ. Сначала газ прогревается до самой высокой температуры, потом он пропускается через небольшой канал, где случается расширение и последующее охлаждение углекислого газа. В результате этой процедуры выделяется энергия, применяемая для лазерной обработки железа.
Газодинамические устройства можно применять для обработки железа с любой поверхностью. Благодаря небольшому расходу лучевой энергии, их можно разместить на расстояние от обрабатываемой части и при этом сберечь качество резки железа.
Оборудование
 Лазерные устройства для резки железа состоят из элементов:
Лазерные устройства для резки железа состоят из элементов:
- Специализированного излучателя (твердотельный или газовый прибор). Должен обладать нужными энергетическими и оптическими показателями.
- Система формирования лучей и газа. Отвечает за подачу луча от цели излучения к детали, которая обрабатывается, и изменение показателей поступающего к точке рабочего газа.
- Устройство передвижения (координации) как самого железа, так и воздействующего на него лазерного луча. А также включает в себя электроисполнительный механизм, привод и мотор.
- АСУ (автоматизированная система управления). Регулирует лазерный луч и управляет координатным механизмом и системой транспортирования и формирования луча и газа. Снабжена разнообразными датчиками и подсистемами.
Современный прибор резки железа способен исполнять любые трудные задачи, даже художественную резку. Их изготовлением занимаются как российские фирмы («Технолазер»), так и иностранные предприятия (немецкая фирма «Trumpf»).
Лазерная резка тонкого железа
 Промышленным изготовителям удобнее применять листы металла для нарезки, чем необработанные части большой толщины. При этом можно экономить электроэнергию и применять методы резки листового железа с большей мощностью.
Промышленным изготовителям удобнее применять листы металла для нарезки, чем необработанные части большой толщины. При этом можно экономить электроэнергию и применять методы резки листового железа с большей мощностью.
Методы нарезки железа, лист которого подготовлен к обработке, — это кислородная нарезка (выжигание), резка группой газов (аргон, азот) и сжатым воздухом. Среди достоинств лазерной нарезки листового железа перед прочими видами обработки возможно выделить:
- Большую точность отдачи и нарезки лазерного луча.
- Возникает меньше пыли на плоскости детали.
- Маленькая вероятность нанесения повреждений листу железа.
- Понижение энергетических затрат.
- Формирование объемных простых конструкций с высокий скоростью и наименьшей площадью отделываемого материала.
Благодаря своим плюсам и применению точного передового оборудования, резка железа используется для создания:
- Частей машиностроительной техники.
- Декоративных подставок, полок, стеллажей и оснащения для торговой промышленности.
- Составляющих котлов, емкостей, дымоходов и печей.
- Звеньев дверей и ворот, кованных ограждений.
- Личного дизайна шкафов и корпусов.
- Своеобразных вывесок, букв и трафаретов.
Использование резки имеет массу преимуществ перед иными видами отделки металла. Потому все больше предприятий употребляют в своем производстве именно лазерную обработку железа.
Инновационные лазерные комплексы
 Всемирная станочная индустрия идет в ногу со временем и дает своим потребителям всевозможное электрооборудование для резки железа. Многокоординатные аппараты призваны сменять громкие и низко плодотворные механические резаки. Энергия лазера зависит от специфичности производства и финансового обоснования избранного агрегата. Новейшее поколение прецессионных разделывающих станков с ЧПУ разрешают проводить отделку материалов с верностью до 0,005 мм. Метраж обработки отдельных моделей лазерных установок достигает многих квадратных метров.
Всемирная станочная индустрия идет в ногу со временем и дает своим потребителям всевозможное электрооборудование для резки железа. Многокоординатные аппараты призваны сменять громкие и низко плодотворные механические резаки. Энергия лазера зависит от специфичности производства и финансового обоснования избранного агрегата. Новейшее поколение прецессионных разделывающих станков с ЧПУ разрешают проводить отделку материалов с верностью до 0,005 мм. Метраж обработки отдельных моделей лазерных установок достигает многих квадратных метров.
Огромным достоинством считается минимизирование человеческого фактора, содержащаяся в высокой автоматизации промышленного процесса. Геометрия компонентов задается в макропрограммный блок, исполняющий управление лазером и трудовым столом с болванкой. Системы настройки фокуса машинально выбирают приемлемое расстояние для действенного резания.
Специфические теплообменники регулируют температуру лазерного агрегата, выдавая оператору контрольные сведения настоящего состояния инструмента. Лазерный механизм оснащается клапанными приспособлениями для подключения газобаллонного снабжения, чтобы снабдить подачу запасных газов в рабочую часть. Система дымоулавливания призвана улучшить расходы на вытяжную вытяжку, включая её прямо в момент обработки. Зона обработки полностью экранируется предохранительным кожухом для защищенности обслуживающего персонала.
Резка листового железа на современном оборудовании преобразуется в легкий процесс задания числовых характеристик и получения на выходе готового компонента. Продуктивность оборудования впрямую зависит от характеристик станочного комплекса и квалификации оператора, формирующего программный код. Методика резки железа пропорционально вписывается в концепцию роботизированного изготовления, призванного полностью избавить человека от тяжелого труда.
Изготовители предлагают разные типы лазерных станков:
- Многоцелевые.
- Специальные.
 Стоимость первых больше, но они дают возможность производить некоторое количество операций и выпускать детали более трудной формы. Немалое количество рыночных услуг дает возможность выбора для заинтересованных покупателей.
Стоимость первых больше, но они дают возможность производить некоторое количество операций и выпускать детали более трудной формы. Немалое количество рыночных услуг дает возможность выбора для заинтересованных покупателей.
Профессионалы машиностроительных предприятий понимают возможности использования предоставленной технологии для изготовления точных деталей с превосходной шероховатостью. Область использования обширна: от обычного раскроя листового металлопроката до приобретения сложных кузовных деталей автомашин.
Видимые плюсы нарезки железа сводятся к нескольким аспектам:
- Высокое качество отделанной поверхности.
- Бережливость материала.
- Умение работы с непрочными материалами и мелкими заготовками.
- Вероятность получения компонентов сложной конфигурации.
- Высокая цена оснащения.
- И расходных материалов.
Нарезка железа и цветных металлов пользуется огромным рыночным спросом. Лазерные технологии интенсивно применяются в декоративном творчестве при создании дизайнерских украшений и уникальных сувениров.
Решение об использовании обработки должно приниматься с учетом расчета окупаемости оснащения и величине рабочих расходов. В настоящее время подобные установки могут себе разрешить в основном большие предприятия с немаленьким производственным циклом. С раскручиванием технологии будут уменьшаться стоимость станков и величина употребляемой энергии, поэтому в будущем лазерные агрегаты вытеснят своих конкурентов.
Преимущества и недостатки технологии
 Нарезка железных изделий имеет множество значимых преимуществ по сравнению с иными способами резки. Из многочисленных достоинств настоящей технологии стоит в обязательном порядке отметить следующие:
Нарезка железных изделий имеет множество значимых преимуществ по сравнению с иными способами резки. Из многочисленных достоинств настоящей технологии стоит в обязательном порядке отметить следующие:
- Интервал толщины изделий, которые можно успешно подвергать гравировке, довольно широкий: сталь — от 0,2 до 22 мм, медь и латунь — от 0,3 до 16 мм, сплавы на базе алюминия — от 0,3 до 22 мм, нержавеющая сталь — до 55 мм.
- При применении лазерных аппаратов исключается надобность механического контакта с обрабатываемой составной частью. Это позволяет производить, таким образом, резки просто деформирующиеся и хрупкие детали, не волнуясь за то, что они будут испорчены.
- Получить с помощью нарезки продукт требуемой конфигурации просто для этого довольно загрузить в блок регулирования лазерного агрегата чертеж, сделанный в специальной программе. Все остальное с наименьшей степенью погрешности (достоверность до 0,2 мм) осуществит оборудование, оснащенное компьютерной системой управления.
- Агрегаты для выполнения нарезки могут с большой скоростью обрабатывать нетолстые листы из стали, а также фабрикаты из твердых сплавов.
Лазерная обработка способна полностью заменить дорогостоящие научно-технические операции литья и штамповки, что уместно в тех случаях, когда нужно изготовить маленькие партии продукции. Можно существенно снизить первоначальную стоимость продукции, что достигается за счет более высокой скорости и выработки процесса обработки, снижения объема остатков, отсутствия потребности в последующей механической обработке.
Наряду с высокой мощностью, приборы для лазерной обработки имеют необыкновенную универсальность, что дает возможность вычислять с их помощью задачи любого уровня сложности. В то же время для лазерной обработки характерны и определенные недостатки.
Из-за высокой силы и значительного энергопотребления оснащения для лазерной резки, первоначальная стоимость изделий, изготовленных с его использованием, выше, чем при их производстве способом штамповки. Однако это можно причислить только к тем ситуациям, когда в себестоимость штампованного элемента не включена цена производства технологической оснастки.
Технологические процессы лазерной резки

Успехи по созданию и применению лазерной резки на практике за период почти 40 лет поистине превзошли все ожидания. Уже в 1962 г., спустя лишь 1,5 года после создания первого лазера, фирма «Спектра физикс» (США) поставила на рынок первые коммерческие лазеры. Множество модификаций и типов конструкций лазеров трудно поддается учету и анализу. Самый миниатюрный лазер имеет длину несколько микрон, самая крупная по габаритам лазерная установка «Нова» в Национальной лаборатории Лоуренса Ливермора в США — 137 м и суммарную мощность 1014 Вт. Она используется для фокусировки излучения на смеси дейтерия и трития при термоядерном синтезе. Самый мощный лазер Европы «Астерикс» в институте Макса Планка имеет мощность 1012 Вт, работает на атомах йода с накачкой светом фотовспышек.
Области применения лазеров и лазерной техники еще более многочисленны, чем разнообразие их конструкций. Всего насчитывается несколько сотен областей использования лазеров на практике. Наиболее массовой областью использования лазерной техники является в настоящее время лазерная обработка материалов, в основе которой лежит в большинстве случаев тепловое воздействие лазерного излучения.
Создание в 70-х гг. газовых лазеров непрерывного действия повышенной мощности (свыше 1 кВт) открыло новые перспективы в применении лазерной техники. С их появлением область использования лазерного луча для обработки материалов расширилась от микроэлектроники и приборостроения до многих энерго- и материалоемких отраслей промышленности, таких как машиностроение, электротехническая промышленность, металлургия и т.д. Этому способствовали уникальные свойства лазерного излучения как инструмента при обработке материалов. Высокие плотности мощности лазерного излучения, существенно превосходящие другие источники энергии (до 108-109 Вт/см2 в непрерывном режиме и до 1016-1017 Вт/см2 в импульсном режиме), позволяют не только значительно увеличить производительность обработки, но и получать качественно новые результаты по свойствам обрабатываемых материалов. В этой связи лазерный луч как источник нагрева при термической обработке материалов имеет как общие особенности, свойственные всем другим высококонцентрированным источникам, так и свои специфические преимущества, среди которых можно выделить две большие группы.
- Высокая концентрация подводимой энергии и локальность. Это позволяет произвести обработку только локального участка материала без нагрева остального объема и нарушения его структуры и свойств, что приводит к минимальному короблению деталей. В результате достигаются экономические и технологические преимущества. -Кроме того, высокая концентрация подводимой энергии позволяет провести нагрев и охлаждение обрабатываемого объема материала с большими скоростями при очень малом времени воздействия. В результате открывается возможность получения уникальной структуры и свойств обработанной поверхности.
- Высокая технологичность лазерного луча, что подразумевает возможность регулирования параметров обработки в очень широком интервале режимов, легкость автоматизации процесса, возможность обработки на воздухе, исключение механического воздействия на обрабатываемый материал, отсутствие вредных отходов, возможность транспортировки излучения и др.
В результате удается реализовать такой широкий круг технологических процессов и методов обработки материалов (сварка, наплавка, маркировка, закалка, резка и др.), который недоступен другим видам инструмента.
Благодаря созданию надежного и достаточно экономичного лазерного оборудования в 70-80-х гг. возникла новая промышленная технология — лазерная технология обработки материалов.
Всемерное развитие лазерной техники и технологии является сейчас одним из приоритетных направлений ускорения научно-технического процесса, важным фактором интенсификации различных областей промышленности. До настоящего времени выполнен большой объем исследований по применению лазеров в обработке материалов, сформированы основные научные направления, получен большой материал по работе лазерной техники в промышленности.
Рассмотрим особенности конкретных технологических процессов лазерной обработки материалов.
Фигурная резка древесных материалов. Этот процесс широко используется на многих малых предприятиях при изготовлении наличников, карнизов, кронштейнов, мебели и кухонных изделий, шкатулок, сувениров и художественных изделий, эмблем и товарных знаков из драгоценных пород дерева. Раскрой материалов из доски, фанеры, древесно-стружечных плит толщиной до 40 мм осуществляется по сложному программируемому контуру при скорости реза до 3 м/мин. Особый интерес представляет при этом изготовление художественного инкрустированного паркета.
Резание металлов. Лазерная резка стальных листов толщиной до 6 мм по сложному контуру является наиболее распространенным технологическим процессом лазерной обработки в промышленности. Ее применяют для вырезки таких деталей, как прокладки, кронштейны, панели, приборные щитки, двери, декоративные решетки, дисковые пилы. Весьма эффективным оказалось применение лазерной резки фигурных изделий на стадии освоения новой продукции, так как из-за высокой гибкости лазерного оборудования значительно сокращаются сроки освоения изделий. В этих условиях лазерная резка экономичнее резки водяной струей и эрозионной проволокой. В настоящее время высокими темпами развивается резка пространственных изделий, в том числе с использованием роботов-манипуляторов, при этом лазерное излучение к зоне обработки может передаваться по гибкому оптоэлектронному лучепроводу.
Резка неметаллов и труднообрабатываемых материалов. Как показала практика, лазерное излучение может эффективно использоваться для раскроя неметаллических материалов: оргстекла толщиной до 50 мм, фторопласта до 30 мм, стеклотекстолита, гетинакса, полиэтилена, поливинилхлорида до 2 мм, асбоцемента, базальтовых тканей, тканей для бронежилетов, кожи, картона для упаковки, керамики, ситалла, ковров и текстиля. Разработаны экономичные методы резки и термораскалывания стекла, в том числе и по сложному контуру.
Сварка. Лазерной сваркой достаточно просто формируются соединения из углеродистых и легированных сталей толщиной обычно до 10 мм. Наиболее полно преимущества лазерной сварки реализуются при сварке тонких изделий (до 1 мм): электроконтактов, корпусов приборов, батарей аккумуляторов, сильфонов, переключателей, сердечников трансформаторов. Проводится высококачественная сварка ювелирных изделий из золота, платины -(цепочек, колец), а также сварка термопар, -токовводов и т.д.
Маркировка. Этот процесс получил распространение при нанесении размерных шкал на мерительный инструмент, изготовлении табличек и указателей, маркировке изделий (инструмента, подшипников) и товаров, изготовлении сувениров в виде значков или в виде объемных рисунков внутри стеклянных изделий. Процесс маркировки деталей приборов высокопроизводителен и отличается малой стоимостью. Все больше места в общем объеме процессов находит декоративная гравировка: нанесение художественных рисунков на панно, элементы мебели, стекло, кожу и т.д.
Пробивка отверстий. С помощью этого метода можно получать отверстия диаметром 0,2-1,2 мм при толщине материала до 3 мм. При соотношении высоты отверстий к их диаметру 16:1 лазерная пробивка превосходит по экономичности почти все другие методы. Объектами применения этой технологии являются: сита, ушки игл, форсунки, фильтры, ювелирные изделия (подвески, четки, камни). В промышленности с помощью лазеров осуществляется пробивка отверстий в часовых камнях и в волочильных фильерах, причем производительность достигает 700 тыс. отверстий в смену.
Лазерная закалка. Воздействие лазерного излучения на поверхность сплавов позволяет получить глубину упрочнения до 1,5 мм при ширине единичных полос 2-15 мм. Обработке обычно подвергаются детали, работающие в условиях интенсивного износа: направляющие станков, детали двигателей, кольца подшипников, валы, барабаны, запорная арматура, режущий инструмент, штамповая оснастка. Обычно достигается увеличение стойкости изделий в 1,5-5 раз.
Легирование и наплавка. С помощью этих процессов на поверхности сплавов получают слои с уникальными свойствами: высокой износостойкостью, теплостойкостью и т.д. Наибольшее распространение получает лазерная наплавка с целью восстановления изношенных деталей машин: распредвалов, коленвалов, клапанов, шестерен, штампов. Процесс отличается минимальными деформациями детали и повышенной износостойкостью поверхности.
Процессы микрообработки. Высокая степень автоматизации в последние годы позволила вновь на новой стадии использовать на практике такие процессы, как подгонка номиналов резисторов и пьезоэлементов, отжиг имплантированных покрытий на поверхности полупроводников, напыление тонких пленок, зонная очистка и выращивание кристаллов. Возможности многих процессов к настоящему моменту еще не до конца раскрыты.
Лазерная стереолитография. Суть этой технологии состоит в послойном изготовлении вещественных копий компьютерных образов деталей, формируемых с помощью пакетов трехмерной графики. Конкретно технология включает в себя следующие этапы: создание компьютерного образа детали при разбиении его на тонкие поперечные сечения, последовательное воспроизведение этих поперечных сечений при полимеризации поверхности жидкой фотополимеризующейся композиции сфокусированным лазерным излучением, перемещающимся по этой поверхности. Каждый полимеризующийся слой имеет свою сложную конфигурацию, макет изделия формируется при последовательном наложении слоев. Поскольку сфокусированное излучение имеет размеры в несколько десятков микрон и скорость его перемещения может достигать 1 м/с, то можно говорить о создании высокоточной сверхскоростной компьютерной технологии воспроизведения формы пространственных объектов. Для логического завершения этой проблемы необходима реализация последнего, очень важного этапа: превращения полимерных объектов в детали машин или другие изделия, отвечающие определенным требованиям, например, из различных сплавов. Таким процессом, завершающим цикл прототипирования, может быть процесс литья.
Разрабатываемые перспективные технологии. Среди разработок новых техпроцессов большое место занимают комбинированные методы обработки, где воздействие лазерного излучения совмещено с другими техпроцессами. Так, использование лазерного луча совместно с электрической дугой, плазменной струей или газовой горелкой позволяет в несколько раз повысить эффективность воздействия, то есть увеличить толщину сварки, резки или закалки.
Применение лазерного излучения при механической обработке металлов и сплавов позволяет поднять производительность в несколько раз, улучшить качество обработки. Применение пластического деформирования сплавов перед или после лазерной закалки позволяет получить новые свойства поверхности. Интенсивно развиваются методы лазерной обработки тонкостенных листовых материалов для формирования объемных конструкций вследствие направленного деформирования. Известны работы в нашей стране и за рубежом по скоростной лазерной обработке поверхности электротехнических сталей и сплавов для изменения электромагнитных свойств. Большой интерес представляют процессы, основанные на инициировании химических реакций на поверхности материалов, в частности, реакций восстановления металлов, синтеза нитридов, карбидов и других соединений. С успехом проведены работы по очистке от загрязнений и окислов произведений искусства под воздействием лазерного излучения, а также по очистке поверхностей от лакокрасочных покрытий. Имеются проекты по использованию лазерного луча для разрушения горных пород при их бурении, для вскрытия льда на трассе ледокола и даже для выпечки хлеба.
Таким образом, теория и практика лазерной обработки материалов подтверждает огромные возможности лазерных технологических процессов, которые позволяют эффективно решать крупные производственные задачи. При этом применение лазерной техники выводит производство на новый высокоинтеллектуальный уровень, на уровень технологий будущего столетия.
Автор статьи: Сафонов А. Н., источник: Журнал «Технологическое оборудование и материалы» №5, май, 1998.
Лазерная резка металла: особенности, преимущества, принципы работы
Лазерная резка – это современный и инновационный метод обработки металлических изделий и продукции для придания ей необходимых форм и создания разнообразных элементов. Технология такого воздействия на листовой металл позволяет выполнять многие работы. Универсальность использования оборудования для лазерной резки металла определяется высокой точностью, аккуратностью срезов и отсутствием необходимости дополнительно обрабатывать или усовершенствовать поверхность среза.
Оборудование для лазерной резки металла.
Для выполнения таких технологических процессов обработки металлических листов используется специальное оборудование – лазерные станки.
В зависимости от особенностей принципов выполнения работы установки бывают таких видов:
- Твердотельные станки для лазерной резки металла – активно применяются для корректной, быстрой и эффективной обработки изделий из алюминия и алюминиевых сплавов различных составов, медных листов и заготовок из латуни.
Установка укомплектована диодом и специальной формы стержнем. Такая деталь изготавливается из рубина, гранита или определенных видов стекла.
Принцип работы такого станка заключается в проекции заряда энергии на стержень для его перенаправления на поверхность, которую необходимо обработать.
Дополнительными компонентами, которые позволяют повысить эффективность работы установки, точность и мощность проведения процедуры нарезки элементов, являются зеркала и призма.
- Волоконные приборы – основой генерации лазера является оптоволокно. Такие компоненты обеспечивают выполнение больших объемов производства деталей за достаточно короткое время с возможностью точно устанавливать необходимые размеры и параметры нарезки.
- Газовые станки в качестве генератора используют гелий, азот или углекислый газ. Особенности применения таких компонентов позволяют просто и эффективно обрабатывать прочные и крепкие сплавы металлических листов.
Выбрать оптимальный вариант оборудования для получения желаемых результатов, точно и аккуратно созданных конкретных деталей просто с учетом типа металлического сплава.
Сферы применения лазерной резки металла.
Использование технологий такой обработки элементов из различных сплавов и массовое производство деталей уместно и выгодно для таких сфер:
- производство автомобилей, технических транспортных средств и разнообразных машин;
- детали и оборудование для обслуживания и создания торговых павильонов – стеллажей, подставок, поддонов и других подобных деталей;
- компоненты для производства корпусной мебели;
- создание трафаретов, вывесок и надписей из металла;
- комплектация и украшение кованых деталей;
- производство элементов декора для помещений, фасадов домов, парковых зон, загородных домов и дач.

Использовать продукцию, изготовленную на станках лазерной резки, можно и в других сферах.
Положительные моменты применения технологии лазерной резки металла.
Преимуществами нарезки изделий при помощи точно направленного лазера на специальном станке являются:
- Точно направленный луч разделяет лист на части без механического воздействия на его поверхность – отсутствие какой-либо силы и нажима на металл мягких сплавов полностью исключает возможность его деформации, загибов или возникновения других дефектов по такой причине.
- Универсальность применения – обрабатывать таким способом можно практически все виды сплавов на станках разных типов и мощности лазера.
- Элементы, которые обрабатываются таким методом, не нагреваются, и их можно сразу отправлять на следующие этапы производства.
- Автоматизация процессов работы станка и раскрой листа с использованием специального программного обеспечения позволяет экономить ресурс предприятия на оплату труда сотрудников и обеспечивает снижение объемов обрезков. Такой подход позволяет снизить стоимость готовых элементов благодаря оптимальным затратам на их изготовление.
- Лазер точно по запрограммированному трафарету, быстро, без лишних манипуляций создает разрезы установленных параметров толщины, глубины, что позволяет выпускать серийную продукцию в оптимально короткие сроки.
- Функциональность станков для лазерной резки позволяет наладить проведение большого количества работ – высверливание отверстий разного диаметра, глубины и сложности, гравировка поверхности разных товаров для надежного нанесения необходимых данных, фрезеровка и другие.
- Во время обработки исключен риск облома, царапин или порчи заготовки благодаря минимальному контакту оператора установки с ней и отсутствию применения силы.
- Простота использования станков – наличие программного обеспечения устройства позволяет автоматизировать процесс и наладить работу под контролем электронной системы, которая не допускает ошибок или неточностей в своей работе в отличие от работы человека.
- Для производства серийных деталей можно загрузить готовый трафарет, по которому будут вырезаться элементы для гарантии точного соблюдения размеров и параметров продукции.
- Разнообразие станков по мощности и габаритам позволяет устанавливать их в мастерских и цехах для достижения конкретных целей и создания необходимых деталей.
Минусы лазерных станков.
Как любые другие механизмы и устройства, лазерные станки имеют недостатки:
- Ограничение параметров листового материала, который можно качественно отработать без проблем. Толщина металла не должна превышать показатели в 4 сантиметра.
- Технология достаточно затратная, что отображается на стоимости готовых товаров.
- Проводить работы для создания внутренней резьбы или необходимых рельефов лазерными установками не получится.
Лазерная резка – это направление обработки листового металла для создания большого количества высокоточных и качественных деталей для промышленности и бытового применения.
Лазерная резка металла: основы технологии и главные преимущества
Лазерная резка – это одна из многочисленных технологий обработки металлических деталей, используется для точного и быстрого придания им необходимых форм. Высокий уровень производительности и возможность достаточно быстро создавать самые сложные фигуры из металлов различных характеристик делают такие способы востребованными и практичными. Изделия, которые изготавливаются с применением специальных лазерных станков, являются оптимальными как для производственных, так бытовых целей.

Принцип работы лазера для резки металла
Лазерная резка по металлу состоит из двух основных этапов работы с деталью: плавления и испарения. Для того чтобы создать элемент определенной формы и с конкретными параметрами, выполняются следующие работы:
- 1. Лазерный луч определенных характеристик воздействует на конкретную точку металлической поверхности, которая подлежит нарезке.
- 2. Под таким лучом металл разогревается до температуры плавления, вследствие чего появляются углубления по контуру резки.
- 3. Далее точечное воздействие энергии лазера доводит до кипения металлический сплав для испарения веществ.
С целью ускорить и усовершенствовать процесс изготовления деталей установки для лазерной резки используют этап плавления в качестве основного. Такой подход гарантирует оперативное выполнение производственных операций и точное соблюдение формы и размеров.
Какими бывают лазеры для резки?
Установки, которые используются для фигурной резки металла, могут быть разнообразными по характеристикам лазера, мощности и другим параметрам.

Классифицируют оборудование по таким основным критериям:
1. В зависимости от рабочей среды лазеры бывают:
- Твердотельные – такие установки оснащены специальной камерой, в которой при помощи источника света обрабатывается элемент. Деталь, которая подлежит нарезке, располагается под твердым стержнем из стекла или других компонентов, с лазерным лучом определенных характеристик. Сила света увеличивается в результате многократного отражения в зеркальных деталях.
- Газовые – такие устройства работают на основе использования в качестве рабочего инструмента газа. В этих целях может применяться углекислый газ или смесь азота и гелия. Электрические заряды создают лучи благодаря воздействию газа, который поступает через трубку под воздействием насоса.
- Газодинамические – такие приборы являются самыми мощными устройствами для эффективной работы с разными материалами и создания изделий с разными параметрами и сложностью узоров.
2. В зависимости от особенностей подачи энергии агрегаты могут быть с постоянной мощностью деталей или с импульсными типами поступления ресурсов для резки листов.
Разновидность таких установок может также определяться мощностью луча, габаритами и скоростью создания готовых изделий.
Лазерная резка металлических поверхностей позволяет применять детали для комплектации различных механизмов или создания элементов декора или изделий с необычными и сложными геометрическими формами – вывесок магазинов, других заведений, деталей для создания большого количества комплектующих, шкатулок и других оригинальных вещей.
Еще одним примером применения таких устройств является создание гравировки на металлических поверхностях различных изделий.
Положительные характеристики применения лазерных установок
Достоинствами использования таких установок для оперативной и качественной обработки металлических деталей являются такие моменты:
- высокий уровень соблюдения всех размеров и точных пропорций обрабатываемых деталей, что расширяет сферу применения и гарантирует качество производства металлических элементов;
- во время работы лазера нагревание поверхности происходит только в точке его воздействия без увеличения температуры всего изделия, что обеспечивает удобную и безопасную работу с ним;
- создание конструкций сложного строения и форм;
- простые методы управления установками;
- универсальность применения – кроме большого количества металлических сплавов с помощью лазерных установок можно эффективно обрабатывать картон, кожу, дерево, пластиковые изделия, тканевые компоненты;
- ровные и качественные срезы без дефектов с минимальной необходимостью проводить обработку компонентов после нарезки;
- отсутствие механического воздействия и нагрузок на отдельные участки создают условия для исключения деформации металла;
- возможность автоматизировать раскрой материала, что снижает необходимость привлекать большое количество персонала и увеличивает производительность;
- нет пыли, которая препятствует соблюдению необходимых линий.
Использование лазерной резки металлов широко применяется для ровного создания среза без дефектов и заусенцев практически из любого листового материала.
Недостатки технологии лазерной резки металла
Привлечение таких технологий при всех своих положительных характеристиках имеют и некоторые ограничения и недостатки. Такими минусами оборудования могут стать следующие моменты:
- применять лазер можно для металлических листов толщиной до 20 мм;
- коэффициент полезного действия на поверхностях со способностями отражать свет сводятся к минимуму;
- обслуживание установок достаточно затратное;
- эффективность работы каждого агрегата определяется параметрами и способностями конкретного лазера.
Перечисленные недочеты могут корректироваться, а металлические листы, которые плохо поддаются таким типам обработки, нарезаются другими устройствами.
Резка металла лазером – это способ работы с поверхностями, который позволяет создавать изделия различной сложности с ровными срезами без необходимости дополнительно их исправлять и дорабатывать. Изделия, созданные с помощью таких установок, могут использоваться в самых разных сферах.
Добавлено: 15.12.2019 00:34:13
Еще статьи в рубрике Статьи на тему изделий из металла для строительства и ремонта, Металлические изделия в интерьере жилых помещений:

 Тройники стальные: что нужно знать об особенностях
Тройники стальные: что нужно знать об особенностях
Современный рынок предлагает две разновидности стальных тройников – фланцевый и прямой. Последний вариант применяется тогда, когда возникает необходимость в стыковке с .
 Что необходимо знать о резьбовых соединениях?
Что необходимо знать о резьбовых соединениях?
Для того чтобы обеспечить отдельные зоны путепроводных конструкций к ремонтным мероприятиям применяются резьбовые соединения, которые в настоящее время представлены самыми различными .
 Кованые изделия: когда качество и долговечность вне конкуренции!
Кованые изделия: когда качество и долговечность вне конкуренции!
Кованые изделия всегда были и остаются в цене. Их приобретают люди с безупречным вкусом и хорошим достатком. Кованые заборы, ворота, калитки, .
- Из-за отсутствия механического воздействия обработке могут подвергаться любые металлы: от хрупких до достаточно прочных материалов.
- Высочайшая точность разреза и ровно обработанные края детали. Отсутствие дефектов при работе.
- Деталь сразу готова к использованию и не требует дальнейшей обработки.
- Из-за точности работы имеется возможность кроить детали абсолютно любой формы.
- Для загрузки формы в аппаратуру достаточно чертежа, выполненного в любой чертежной программе.
- Высокая эффективность в сочетании с производительностью, которая на порядок выше.
- Возможность компактного размещения деталей на одном листе.
- Общая экономия со стороны использования ресурсов, финансов и рабочего времени.
- Достаточно дорогостоящее оборудование.
- Не подвергаются воздействию и обработке металлы с повышенными отражающими свойствами.
- Допустимая толщина для обрабатываемого металла – 20 миллиметров.
- Твердотельные лазерные станки. Снабжены диодом и стержнем, состоящим из рубина, граната либо неодимового стекла. Мощные лампы направляют заряд энергии на оптический стержень, который осуществляет ее проекцию на рабочую поверхность. Фокусировка осуществляется в том числе благодаря зеркалам и призме. Твердотельное оборудование предназначено для разрезания меди, алюминия, алюминиевых сплавов, латуни.
- Волоконные. Генератором луча служит оптоволокно. Современные станки оснащены опцией быстрой настройки размера фокального пятна, благодаря чему значительно повысилась производительность нарезки деталей из меди, стали, алюминия.
- Газовые. В качестве генератора выступают газы – обычно гелий, углекислый газ и азот. Они под давлением поступают в газоразрядную трубку, активируясь при этом электрическими импульсами. Преимущество лазерной резки газовыми станками в том, что ей подлежат даже высокопрочные сплавы.
- Сталь обычная. Максимальная толщина стального листа должна не превышать 20 мм, в противном случае нужно обратиться к другому методу.
- Сталь нержавеющая. Ограничение по толщине составляет 16 мм. Именно при таких показателях удастся избежать возникновения облоя или же его можно будет удалить без последствий. Лазерная резка нержавеющей стали толщиной более 16 мм возможна только в расплавном режиме, и зона резки будет шершавой и с трудноудаляемыми излишками материала.
- Латунь. Для лазерной резки этого металла подойдут листы толщиной не более 12 мм, поскольку сопротивление материала довольно велико. Накопления облоя не избежать, однако он ликвидируется легко.
- Сплав алюминия. Можно резать лист металла толщиной не более 10 мм. Также образуется облой в зоне резки.
- При ее проведении отсутствует механическое воздействие на обрабатываемую поверхность. Благодаря этому можно нарезать материалы, которые при обычной резке получили бы повреждения или деформировались.
- Обработке подлежат многие виды металлов, в том числе сплавы алюминия и различные типы стали.
- Чаще всего лазерная резка листового металла не сопровождается возникновением облоя. В противном случае он легко удаляется с поверхности, не оставляя царапин.
- Детали при нарезании не нагреваются. Можно применять лазерную резку листа даже для тех металлов, которые имеют высокую теплопроводность.
- Раскрой материала полностью автоматизирован. Погрешность при нарезке составляет не более 0,1 мм, процент отходов минимален. Это позволяет снизить себестоимость производства.
- Высокая производительность лазерного оборудования, в итоге – значительно экономится время резки.
- Нет необходимости приобретения дорогостоящих молдов или пресс-форм.
- Универсальность оборудования. С помощью приспособления для лазерной резки металла можно изготавливать самые различные типы деталей.
- В случае необходимости, оборудованием для резки листовых металлов можно осуществлять фрезеровку и высверливание отверстий нужного диаметра и глубины.
- Есть возможность гравировки поверхностей.
 Металлопрокат – неотъемлемая часть строительства в Москве
Металлопрокат – неотъемлемая часть строительства в МосквеО важности приобретения качественного металлопроката можно говорить бесконечно. К сожалению, многие пренебрегают этим советом и делают выбор в пользу поставщиков, установивших .
 Как выгодно продать металлолом?
Как выгодно продать металлолом?
Цена на металлолом имеет сезонный характер. Изучите предложения в регионе, когда спрос на металлолом больше всего и продавайте свой товар по .
 Сварка металлов – эффективный способ получить пространственные конструкции
Сварка металлов – эффективный способ получить пространственные конструкции
Чтобы листы металла или арматуру превратить в готовые изделия, их нужно обработать и соединить. Это подразумевает многие этапы и действия. .
Технология лазерной резки металла
Резка металла с помощью оборудования для лазерной резки металла – это одна из передовых технологий, которая используется наравне с использованием газа и плазмы при обработке металлов. Эти принципы обработки относятся к немеханическим способам и основываются на воздействии температур на поверхность металла.
Особенности технологии лазерной резки металла
В основе технологии лазерной резки лежит то, что луч имеет точное направление и получается при работе специализированного оборудования. Контакт лазера с поверхностью в таких случаях равняется нескольким микронам, а кристаллические решетки материалов достигают температуры, необходимой для плавления металла.
Минимальность соприкосновения луча с поверхностью обеспечивает то, что остальная часть детали не нагревается во время работы. Это обеспечивает безопасность персонала при использовании оборудования.
Еще одним достоинством является погрешность, которая достигает минимума. В местах разреза металл плавится и сразу испаряется, выкипает. При этом расстояние от оборудования для лазерной резки металла до детали должно составлять пару сантиметров, но не более.
Для работы допускаются металлические детали небольшой толщины, иначе лазерный луч может не справиться с поставленной задачей.
Работа настолько аккуратна и эффективна, что деталь, обработанная подобным способом, может не обрабатываться дополнительно и сразу отдается к следующему необходимому процессу или в использование. Это значительно экономит затраты производителя.
И хотя главным назначением является вырезание деталей и заготовок, при помощи лазерного оборудования можно фрезеровать и просверливать углубления необходимого диаметра и глубины. Основным недостатком является невозможность внутренней резьбы.
Оборудование для лазерной резки металла отлично подходит для выполнения гравировки, в таком случае не стоит применять трудное в использовании оборудование, а диаметр лазерной установки должен быть минимальным.
Плюсы и минусы технологии лазерной резки оборудованием
Хотя обработка лазером считается самым качественным и современным способом среди всех остальных, она имеет как преимущества, так и недостатки.
Минусы:
Принцип работы оборудования лазерной резки металла
Конструкция аппаратов намного проще и компактнее, но обладают они большей мощностью, чем другое оборудование для обработки металла.
Главным элементом аппарата является стержень, который является сердцем излучателя. Благодаря непрерывному световому потоку стержень возбуждается и накачивается.
Специальная система задает лучу фокус, а резонаторы придают ему необходимую для плавления силу.
Все узлы аппарата управляются программно с помощью автоматизации и заложенного в память станка ПО.
Самым используемым и продуктивным газом в аппаратах является кислород, так как при его использовании возможно достичь наибольшей температуры в сравнении с использованием других газов. Это происходит за счет реакции, которая получается при соприкосновении кислорода с раскаленной поверхностью металла. От чистоты кислорода зависит скорость обработки.
Технология лазерной резки металла на выставке
Подробнее с технологиями лазерной резки металлов можно ознакомиться на выставочных семинарах и экспозициях.
На выставке «Металлообработка» представлены самые современные образцы моделей отечественных и зарубежных производителей. Здесь вы сможете не только выбрать лазерное оборудование для резки металла от производителя по выгодным ценам, но и ознакомиться с его принципом действия, посмотреть его в работе.
Лазерная резка: специфика процесса, оборудование, материалы
В строительной и производственной сферах большой популярностью пользуется нарезка деталей при помощи лазерных установок. Механическое воздействие на материал при таком процессе сводится к нулю, и это гарантирует отсутствие деформаций рабочей поверхности. Эксплуатация лазеров позволяет получить высококачественные детали, избежав при этом производственных затрат, связанных с человеческим фактором. Однако лазерная резка металла от 1 детали имеет ряд нюансов. Предлагаем с ними ознакомиться.
Как работает лазерная резка
Лазерная резка металла от 1 детали может производиться разными способами: при помощи кислорода, с использованием смеси газов (аргона или азота), с помощью сжатого воздуха. Выбор газа для резки лучом зависит от того, из какого материала состоит деталь, какую толщину имеет заготовка, предстоит ли дальнейшая обработка. Например, использование кислорода позволяет добиться максимально высоких температур при резке, а аргон будет незаменим при нарезании титана и циркония.
 лазерная резка металла
лазерная резка металла
Современные лазеры предназначены для раскраивания металла толщиной от 0,2 мм до 40 мм. Принцип лазерной резки состоит в том, что луч обеспечивает возгорание, плавление, испарение, выдувание газовой струей материала того участка, на который он направлен.
В зависимости от тела, которое генерирует луч, можно выделить три типа оборудования для листовой лазерной порезки:
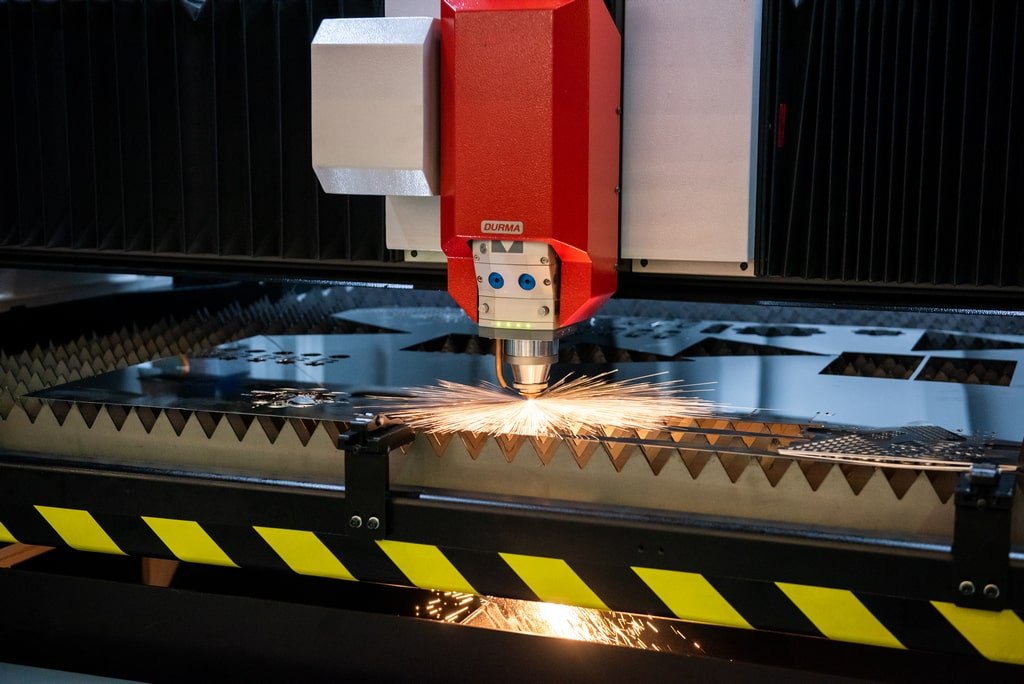
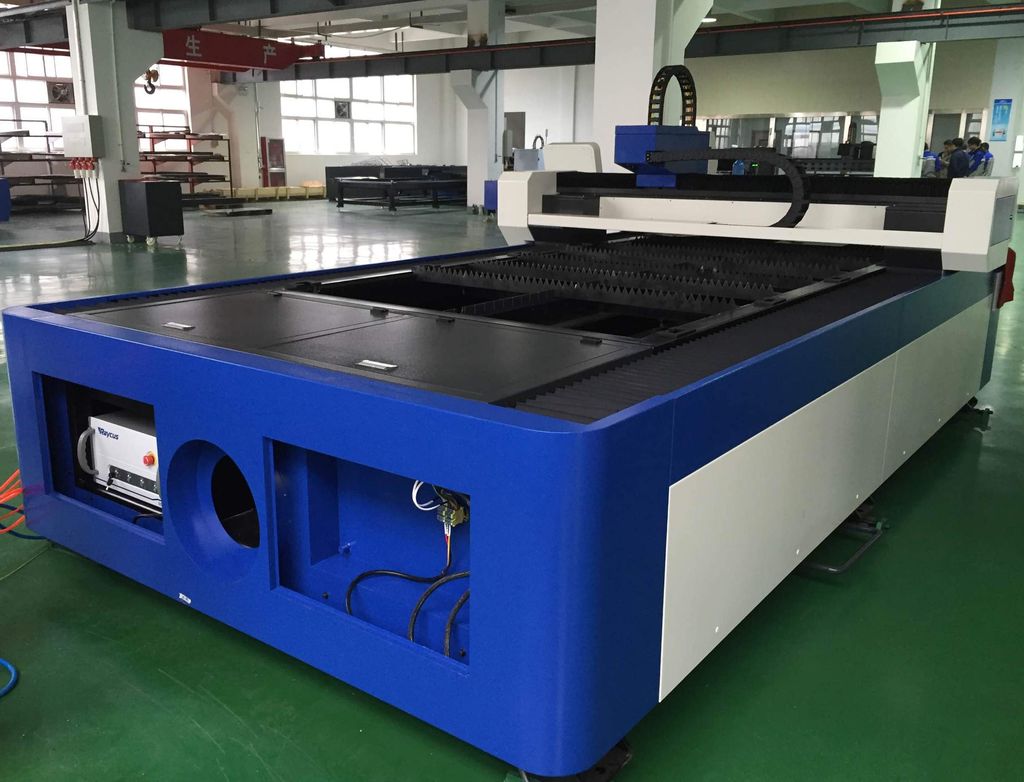
Управление станком для лазерной резки деталей
Автоматизированный станок для нарезания металла лазером состоит из непосредственно лазера, снабженного источником питания, системы управления, а также контура, обеспечивающего передачу излучения в зону резки. По принципу действия это излучение напоминает плазменную дугу или газовое пламя, однако имеет гораздо большую концентрацию мощности – до 5 000 Вт.
 станок для лазерной резки металла
станок для лазерной резки металла
Управление лазерным станком довольно несложное. Для осуществления лазерной резки деталей расходный материал фиксируется на рабочем столе. Затем в блок управления задаются параметры будущей детали (длина, ширина), указываются тип и толщина листового металла. Откалибровка фокуса и выбор расстояния от резака до разрезаемой поверхности происходит автоматически. В автоматическом режиме происходит и температурный контроль. Если технический процесс требует подачи вспомогательных газов, то к аппаратуре необходимо подключить баллоны с необходимым веществом. Для этого предусмотрены патрубки, снабженные клапанами. Защитный кожух ограждает оператора и прочий персонал от мелких частиц металла.
Лазерная резка каких материалов возможна
Резка лазерным лучом возможна, если основной материал – это:
 лазерная резка алюминия
лазерная резка алюминия
Каждому типу металла соответствует своя разновидность лазера.
Внимание! Принцип лазерной резки неприменим для следующих металлов: вольфрам, титан, латунь, молибден, оксидированный алюминий. Все они обладают высокой прочностью, которая приводит к выходу лазерного оборудования из строя.
Преимущества и недостатки лазерной резки
Лазерная резка имеет ряд положительных качеств. Например:
 резка металла лазером
резка металла лазером
Преимущества лазерной резки сопровождаются некоторыми недостатками:
- Листовой металл, подлежащий резке лазером, не может быть толще 40 мм, а его площадь – больше 1500 на 3000 мм.
- Этот способ резки относительно дорог.
- Невозможно производить внутреннюю резьбу.
- Необходима настройка оборудования перед каждым использованием.
Лазерная резка деталей: примеры
Прибегнув к лазерной резке, вы за относительно короткий промежуток времени можете получить детали, применяемые в машиностроении; комплектующие для торгового оборудования (в том числе стеллажей, шкафов, поддерживающих установок, полок и т.д.); декоративные элементы для дизайна помещений; детали для вывесок, бигбордов и прочих рекламных носителей; трафареты, шаблоны и многое другое. Пользуются популярностью и резаные лазером элементы отопительного оборудования — печей, дымоходов, котлов, и детали ограждений, ворот. Принцип лазерной резки применяется при изготовлении многих деталей лифтового оборудования и вендинговых аппаратов.
 детали, нарезанные лазером
детали, нарезанные лазером
Как можно заметить, лазерной резкой пользуются в тех случаях, когда необходимо получить высококачественные детали с минимальной шириной реза, гладкими и ровными краями, и при этом есть возможность пренебречь некоторым изменением цвета изделия в месте раскройки.
Что лучше — резка металла лазером или плазмой
Плазменная резка отличается от лазерной тем, что проплавление металла производится при помощи плазменной дуги, в то время как плазменная струя удаляет расплав. Резку плазмой применяют для обработки тонколистового металла, однако экономически целесообразно использовать для толстых поверхностей: меди (до 80 мм), чугуна (до 90 мм), алюминия (до 120 мм), сталей (до 150 мм). Хорошее качество отверстий гарантировано в случае, если их диаметр будет не меньше диаметра поверхности, разрезаемого плазмой. Нижние кромки отверстий, как правило, меньше верхних. Поверхность реза конусная и составляет от 3 до 10 градусов.
Про особенности плазменной сварки можно прочитать здесь.
Эксплуатация лазера имеет наибольшую эффективность при нарезке стали толщиной до 6 мм. Сфокусированное лазерное излучение производит качественные узкие резы, диаметр произведенных отверстий в нижней части имеют несколько больший размер, чем в верхней. Отклонение кромки реза от заданных параметров – около 0,5 градуса.
Выбирая между плазмой и лазером, стоит ориентироваться прежде всего на тип и толщину материала, подлежащего обработке. Кроме этого, стоит учесть, что лазерное оборудование имеет большую цену, однако при необходимости вырезания большого количества отверстий в детали часовая стоимость использования плазменного станка выше.
В заключение
Принцип лазерной резки может быть применим во всех случаях, когда требуется высокоточная нарезка деталей, фрезеровка или гравировка. Оборудование вне зависимости от его типа (твердотельное, газовое, волоконное) позволяет осуществить разрезание листов металла практически в автоматическом режиме. При этом гарантированы аккуратная поверхность реза, минимальное количество облоя или его полное отсутствие, минимальная погрешность нарезки, высокая производительность. Преимущества лазерной резки численно превышают ее недостатки, наиболее существенным из которых представляется стоимость. При выборе между лазерной и плазменной резкой стоит обратить внимание на цену оборудования и часовую стоимость его эксплуатации, а также на толщину рабочего материала.
Основы технологии лазерной резки металла
Сегодня можно увидеть, что лазерная резка металла применяется почти во всех отраслях, которые связаны с металлопрокатом и с каждым днем спрос на этот вид услуг только возрастает.
Принцип функционирования лазерной резки металла
Лазерная резка листового металла осуществляется с применением кислорода, выполняющего роль вспомогательного газа. Рассматривая детальнее причины сколь высоко качество лазерного кроя, нужно отметить следующее.
Известно, что узконаправленный световой поток может нагревать предметы до неимоверно высоких температур. В этом случае лазер – это поток, который отличается небольшим диаметром и значительной интенсивностью. При попадании на какую-либо поверхность он нагревает ее. Температура места, куда воздействует лазер, настолько высока, что металл в точке контакта начинает быстро плавиться.
Но, не смотря на это, прилегающие к потоку лазера участки металла остаются неповрежденными и нагретыми. Точное и направленное передвижение луча лазера обеспечивает тонкий срез с гладкими краями. Лазер может разрезать абсолютно любые металлы. На сегодняшний день есть только одно ограничение по толщине металла. Лазер может разрезать металлы шириной не более 25 мм. Если же пробовать резать более толстые листы, то возникает вероятность некачественного среза. В настоящее время лазерная резка металла совмещает в себе 2 типа работ, а именно резка и раскрой.
Лазерная резка в работе
Обычно качественное оборудование, предназначенное для лазерной резки металла достаточно дорогостоящее, но эффективное. Стоимость раскроя выполненного с использование этого устройства выше, чем эта же услуга, но выполненная вручную. Но разница все, же очевидна. Измеряется точность лазерной резки металла в микронах, а не в миллиметрах и контролируется программным обеспечением. Благодаря компьютеру возможен раскрой не единиц, а сотен и даже тысяч сложных и маленьких деталей, к тому же за короткое время.
Сложно не согласиться с тем, что за такую работу не возьмется не один токарь какой бы квалификации он не был. Скорость резки металла лазером превышает скорость электроэрозионной обработки. Также существует возможность бесконтактного обрабатывания заготовок, что содействует улучшению не только производительности труда, но и рентабельности предприятия, т.к. временные издержки в производстве значительно сокращаются. Стоит подчеркнуть, что этот тип резки позволяет существенно сократить расходы материала для выполнения разнообразных заданий.
Тонкий луч лазера разрезает металл с небольшим расстоянием между деталями. Помимо этого, режущие инструменты не давят на лист, а значит, он не прогибается и вероятность возникновения брака сводиться к минимуму.
Выгодна лазерная резка металла не только во время работы со сложными деталями, к которым обычно предъявляются высокие требования, со сложными и большими проектами. Кроме этого такой метод резки наиболее эффективен по сравнению с его аналогами.
В результате лазерной резки металла края получаются без заусениц. Они не требуют дополнительной обработки и полностью пригодны для работы. Лазерная технология резки металлического материала является первым шагом в совершенствовании производства металлоконструкций.
- Услуги
- Продукция
- Заказ
- Контакты
- Резка металла
- Плазменная резка
- Лазерная резка
- Газовая резка
- Сварочные работы
- Аргонная сварка
- Электро дуговая сварка
- Полуавтомат сварка
- Гибка металла
- Токарно / Фрезерные работы
- Слесарные работы
- Доставка
Наши преимущества
Лазерная резка металла. Описание технологии и суть метода
 Одним из передовых направлений в сфере металлообработки является сегодня лазерная резка металла.
Одним из передовых направлений в сфере металлообработки является сегодня лазерная резка металла.
С ее помощью можно производить изделия со сложными геометрическими контурами, обеспечивая высокую точность размеров и качество исполнения кромок.
Сегодня лазерная резка металла относится к наиболее передовым направлениям металлообработки. Это способ раскроя или резки различных материалов с использованием мощного лазера. Технология состоит в фокусированном воздействии лазерного луча на обрабатываемую поверхность. (обычно оператор управляет процессом с помощью компьютера). При этом происходит нагревание участка поверхности до высокой температуры, в результате чего лист материала прожигается лучом лазера и таким образом разрезается или раскраивается. Материал разрезаемого участка удаляется за счет плавления, возгорания, испарения или выдувания струей газа. Наибольшее распространение в промышленности получала лазерная резка металла, хотя технология позволяет использовать лазер и для резки многих других материалов, например, дерева.
Преимущества лазерной резки
Важным преимуществом лазерной резки является отсутствие механического воздействия на разрезаемый материал. Поэтому данная технология успешно применяется для разрезания и раскроя даже наиболее легкодеформируемых заготовок.
Благодаря большой мощности излучения лазера получается разрез высокого качества. Также благодаря большой мощности обеспечивается и высокая производительность процесса.
Управление процессом лазерной резки достаточно простое, что обеспечивает высокую точность резки и раскроя. Кроме того, это позволяет производить резку по сложным контурам плоских и объемных заготовок, а также достигать высокой степени автоматизации процесса.
Возможности лазерной резки
В целом можно сформулировать список возможностей, которые дает лазерная резка:
- Возможность резки легко деформируемых и хрупких материалов – благодаря отсутствию механического контакта.
- Возможность резки заготовок из твердых сплавов.
- Возможность высокоскоростной резки – благодаря мощности лазера.
- Возможность выгодного использования при выпуске ограниченных партий изделий (здесь лазерная резка более экономична, чем изготовление деталей литьем или прессованием).
- Возможность автоматического раскроя материала по чертежу.
Такие возможности технологии лазерной резки (вместе с такими преимуществами как отсутствие деформаций и точность обработки) обеспечили данному методу металлообработки широкое промышленное применение.
Оборудование для лазерной резки металла
Для лазерной резки использует разное оборудование. Наиболее распространены станки на основе волоконных или твердотельных лазеров, а также газовых CO2-лазеров. Эти установки работают и в непрерывном, и в импульсно-периодическом режимах излучения. Следует отметить, что, хотя процент резки с использованием газолазерной резки постоянно повышается, полностью заменить традиционные способы резки металлов он в настоящее время не может. Причина в том, что, хотя в стоимости лазерного оборудования наметилась определенная тенденция к снижению, она все еще достаточно высока. Поэтому производить сходные операции часто оказывается более выгодно на традиционном оборудовании. А процесс лазерной резки часто становится целесообразным только тогда, становится эффективным только тогда, когда использование традиционных способов признается неприемлемо трудоемким или вообще невозможным.
Для оценки целесообразности использования для выполнения конкретной операции того или иного оборудования, необходимо учитывать его цену, а также цену обслуживающего оборудования, затраты на содержание устройств и т.д.
Материалы заготовок для лазерной резки
Технология лазерной резки позволяет обрабатывать такие заготовки из следующих материалов:
- стали (обыкновенную и нержавеющую);
- алюминия и его сплавов;
- меди;
- латуни;
- некоторых неметаллических материалов (например, из древесины).
Особенности применения оборудования
Следует учитывать, лучше режутся лазерным способом металлы с низкой теплопроводностью, так как в этом случае энергия лазера концентрируется в меньшем объеме материала. Что касается типа лазера, то его следует выбирать специально для каждого случая.
Следует также отметить, что промышленные лазеры нуждаются в качественном охлаждении.
В зависимости от размеров, мощности и назначения лазерного устройства, охлаждение производится или методом воздушного обдува, или с использованием теплоносителя в системе теплообменника. Возможен также вариант использования промышленной холодильной установки. По каждой единице оборудования следует выбрать свой вариант, который позволяет использовать его с максимальной выгодой.

