
Особенности эксплуатации фуговального станка по дереву в домашних мастерских
Оборудуем домашнюю мастерскую деревообрабатывающими станками

Шлифовальный станок
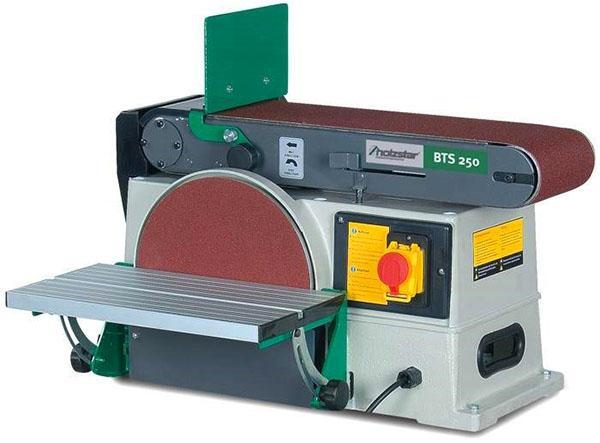 Шлифовальные машины используют для того, чтобы придать деревянному изделию, а точнее его поверхности идеальной гладкости. На каких машинках могут обрабатываться не только новые изделия. Шлифовальный станок по дереву позволяет провести повторную обработку уже готовых или даже используемых в быту деревянных деталей, которые во время эксплуатации пришли в негодность или потеряли гладкость поверхности.
Шлифовальные машины используют для того, чтобы придать деревянному изделию, а точнее его поверхности идеальной гладкости. На каких машинках могут обрабатываться не только новые изделия. Шлифовальный станок по дереву позволяет провести повторную обработку уже готовых или даже используемых в быту деревянных деталей, которые во время эксплуатации пришли в негодность или потеряли гладкость поверхности.
В зависимости от функционального назначения и конструкционных особенностей, такие аппараты разделяют на:
- ленточного типа;
- вибрационные;
- угловые;
- тарельчатые (орбитальные);
- щеточно-шлифовальный;
- комбинированные.
Хотя все эти машины имеют разное строение и отрабатывают материал по-разному, у всех их одно и то же предназначение — придать поверхности деревянного изделия идеально гладкий вид. Стоит отметить, что промышленные аппараты для обработки дерева имеют намного больше разновидностей, чем используемые в домашних условиях. Более того, функционал промышленных устройств намного шире, а их возможности намного превосходят возможности аппаратов, которые можно использовать в домашних мастерских.
В домашних условиях чаще всего используют мини-станки для шлифовки дерева. При обработке мелких деталей их функционала оказывается достаточно.
Распиловочный станок
 Распиловочное оборудование — это станок, который позволяет разрезать деревянные изделия или детали по прямой линии. В самодельных мастерских по обработке дерева чаще всего выбирают машины с дисковым режущим элементом.
Распиловочное оборудование — это станок, который позволяет разрезать деревянные изделия или детали по прямой линии. В самодельных мастерских по обработке дерева чаще всего выбирают машины с дисковым режущим элементом.  Однако, в зависимости от особенности работы главного режущего элемента, оборудование для распиливания разделяется на виды:
Однако, в зависимости от особенности работы главного режущего элемента, оборудование для распиливания разделяется на виды:
- Дисковое. Это оборудование, которое имеет ровную рабочую поверхность и дисковую пилу. Во время работы деревянный элемент подается на диск по направлению вдоль станины. Диск разрезает материал настолько тонко и ровно, что на нём отсутствуют какие-либо сколы, расслоения и так далее.
- Штрипсовое. В таком аппарате процесс разрезания выполняет штрипсовая пила. Однако в домашних мастерских используют такие станки по дереву очень редко, так как они очень объёмные и громоздкие. Их чаще используют в промышленных лесопилках.
- С гибкой пилой. Такое оборудование может иметь разную пилу (ленточную, канатную или цепную). В промышленных условиях используют только ленточную, однако для работы в домашних условиях можно выбрать любой вариант из вышеперечисленных. Аппарат такого типа разрезает материал достаточно быстро, тихо, а скорость работы на таком аппарате превосходит скорость работы на дисковом.
Работая на таком станке, необходимо придерживаться всех правил техники безопасности, поскольку все режущие элементы очень острые и опасные!
Циркулярный станок
 Циркулярные пилы имеют некоторые схожесть с распиловочном оборудованием. Предназначениями циркулярного станка по дереву являются:
Циркулярные пилы имеют некоторые схожесть с распиловочном оборудованием. Предназначениями циркулярного станка по дереву являются:
- Роспуск пиломатериала как вдоль, так и поперёк.
- Изготовление деревянных брусов.
- Распил фанеры.
- Изготовление штапиков.
Циркулярная пила — станок по дереву, который можно изготовить своими руками.
По типу конструкции циркулярные пилы можно разделить на три категории:
- Настольные. Используется в бытовых условиях. Вес такого станка варьируется в пределах до 25 кг. Установить такой аппарат можно на любой рабочей поверхности, например, на столе.
- С подставкой. Этот станок также является переносным, однако оснащен специальной подставкой, которая позволяет обрабатывать доски большой длины.
- Стационарные. Чаще всего такие станки по дереву используются на промышленном производстве. Именно стационарность, то есть неподвижность и устойчивость конструкции позволяет выполнить работу на таком аппарате очень точно и качественно.
Для всех вышеперечисленных пил циркулярного типа необходимо выбирать разные режущие диски.
Рейсмусовый станок
 Основным предназначением рейсмусового станка по дереву является сглаживание поверхности древесного элемента. Кроме того, такие станки используют для того, чтобы откалибровать все однотипные изделия до одного размера.
Основным предназначением рейсмусового станка по дереву является сглаживание поверхности древесного элемента. Кроме того, такие станки используют для того, чтобы откалибровать все однотипные изделия до одного размера.
Конструкция различных установок позволяет производить нарезку как вдоль древесины, так и в поперёк.
 Аппарат имеет рабочую поверхность в виде стола. Она состоит из 2 частей. Одна из них подает деревянный элемент, а другая принимает его. Между этими поверхностями расположен специальный вал в виде ножа, который производят нарезку. После разрезания деревянный элемент поступает на принимающий стол. В этой части машины расположены специальные вальцы, которые поддерживают брус.
Аппарат имеет рабочую поверхность в виде стола. Она состоит из 2 частей. Одна из них подает деревянный элемент, а другая принимает его. Между этими поверхностями расположен специальный вал в виде ножа, который производят нарезку. После разрезания деревянный элемент поступает на принимающий стол. В этой части машины расположены специальные вальцы, которые поддерживают брус.
При выборе такого аппарата следует обратить внимание на способ подачи пиломатериала в рабочую зону. Некоторые модели предусматривает только ручную подачу, в других же это может происходить автоматически.
Фуговальный станок
 Фуговальный станок — это оборудование, которое используют для обработки деревянных заготовок. Различные фуговальные станки имеют разные характеристики, однако их основным предназначением является первичная обработка дерева перед тем, как его будут обрабатывать на других станках.
Фуговальный станок — это оборудование, которое используют для обработки деревянных заготовок. Различные фуговальные станки имеют разные характеристики, однако их основным предназначением является первичная обработка дерева перед тем, как его будут обрабатывать на других станках.
Эти машины для обработки дерева могут 2 видов:
- односторонними;
- двусторонними.
У одностороннего работа производится только с одной стороны деревянного элемента, у двустороннего есть возможность одновременной обработки двух сторон (смежных).
 Кроме того, такие машины разделяют по типу подачи заготовок:
Кроме того, такие машины разделяют по типу подачи заготовок:
- автоматические;
- ручные.
У машины с автоматическим способом подачи материала используется специальный конвейерный механизм или встроенный автоподатчик.
Копировальный станок
 Копировальные станки (чаще изготавливаются в моделях «копировально-фрезерный» или «токарно-копировальный») предназначены для создания копии образца деревянного изделия, максимально приближенного к оригиналу. Такие аппараты позволяют выполнять работу достаточно быстро, иногда изготавливая несколько копий детали одновременно.
Копировальные станки (чаще изготавливаются в моделях «копировально-фрезерный» или «токарно-копировальный») предназначены для создания копии образца деревянного изделия, максимально приближенного к оригиналу. Такие аппараты позволяют выполнять работу достаточно быстро, иногда изготавливая несколько копий детали одновременно. 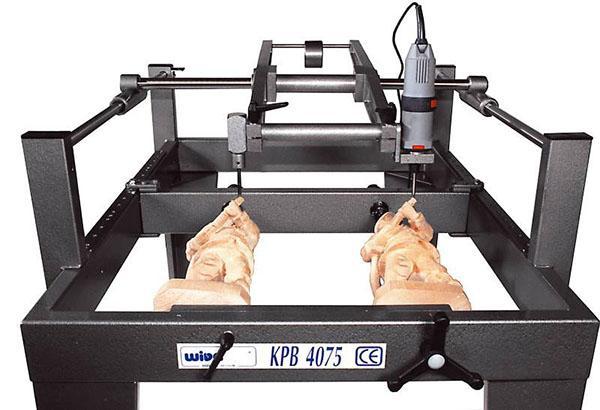 В таких машинах используется методика шаблонного копирования. Это технология позволяет достичь одинаковой формы всех элементов конкретной детали, а также точно скопировать эту деталь один или несколько раз. Таким образом, практически исключается возможность технологической ошибки, поскольку большинство этапов обработки пиломатериала производится автоматически.
В таких машинах используется методика шаблонного копирования. Это технология позволяет достичь одинаковой формы всех элементов конкретной детали, а также точно скопировать эту деталь один или несколько раз. Таким образом, практически исключается возможность технологической ошибки, поскольку большинство этапов обработки пиломатериала производится автоматически.
Следует отметить, что копировальные машины имеют достаточно компактные размеры, но вместе с тем высокую прочность даже при частой эксплуатации, они работают длительный срок без поломок и ремонта, если вовремя проводить обслуживание устройств. Более того, копировально-фрезерные машины позволяют изготавливать элементы с максимальной точностью похожими друг на друга.
Строгальный станок
 Для придания деревянной заготовке требуемой формы используются строгальные станки. После обработки деревянного изделия на такой машине его поверхность получается идеально ровной и гладкой, на ней отсутствуют заусеницы, сколы и расслоения.
Для придания деревянной заготовке требуемой формы используются строгальные станки. После обработки деревянного изделия на такой машине его поверхность получается идеально ровной и гладкой, на ней отсутствуют заусеницы, сколы и расслоения.
Конструкция этого устройства позволяет проводить обработку деревянной детали в любой плоскости:
- вертикальной;
- горизонтальной;
- наклоненной под любым углом.
Такая возможность достигается благодаря тому, что у всех строгальных машин для обработки дерева есть направляющая планка, которая регулирует угол наклона. Благодаря тому, что вся конструкция достаточно прочная и устойчивая, при произведении работ в разных плоскостях можно добиться высокой точности обработки деревоматериала, поскольку уровень вибрации минимален.
Рабочая поверхность данного аппарата разделяется на две части:
- подвижная;
- неподвижная.
Между этими частями располагается движущийся ножевой вал. Основная его задача — срезание тонкой части деревянной детали. Во время движения куска дерева по рабочему столу вальцы придерживают деталь.
В строгальном станке могут быть два или три ножа. Если их три, значительно повышается качество обработки лесоматериалов. К такому аппарату есть сменный комплект ножей. Одни предназначены для работы с мягкими пиломатериалами, другие с более твердыми.
Выбор ножей зависит от дерева, из которого изготовлен конкретный брус.
Ленточнопильный станок
 Ленточнопильные станки, используемые для разрезания дерева, имеют главным отличием то, что при их помощи можно разрезать древесину, придавая ей любую форму. Это устройство позволяет делать распилы как прямой формы, так и криволинейной.
Ленточнопильные станки, используемые для разрезания дерева, имеют главным отличием то, что при их помощи можно разрезать древесину, придавая ей любую форму. Это устройство позволяет делать распилы как прямой формы, так и криволинейной.
По способу расположения такие машины классифицируют на такие разновидности:
- вертикальные;
- горизонтальные.
В зависимости от того, насколько автоматизирована работа в данной конструкции, такие машины разделяют на:
- полностью автоматические (они используются в основном в промышленности);
- полуавтоматические (используются для изготовления мебели, в таких машинах автоматизирована работа режущей пилы и тисков);
- ручные (в этих устройствах материал нужно подавать в ручную, и процесс распила также регулируется вручную, такие машины считаются бытовыми, используется в частных мастерских).
Также такие аппараты классифицируют по типу ленты:
- с узкими пилами (от 2 до 6 см, наиболее часто используемые для изготовления мебели);
- с широкими пилами (от 10 до 30 см).
Если рассматривать эти машины в зависимости от их мощности, они появляются на:
- столярные;
- делительные;
- бревопильные.
В домашних мастерских встречаются преимущественно машины мелких габаритов и не сильно громоздкие, полуавтоматические или ручные.
Комбинированные станки
 Комбинированные станки — устройство, которые достаточно часто используются для обработки дерева в домашних условиях. Это очень удобно, так как зачастую нет возможности обустроить домашнюю мастерскую множеством рабочих установок.
Комбинированные станки — устройство, которые достаточно часто используются для обработки дерева в домашних условиях. Это очень удобно, так как зачастую нет возможности обустроить домашнюю мастерскую множеством рабочих установок.
Комбинированная машина может выполнять много функций одновременно, например:
- пиление;
- фрезерование;
- пазование;
- ресмусование;
- строгание.
Промышленные комбинированные машины для обработки дерева можно разделить на две условные категории:
- бытовые;
- профессиональные.
Основными отличиями этих двух видов являются габариты, параметры двигателя, напряжение питания.
Более того, некоторые станки по дереву комбинированного типа могут быть изготовлены самодельно, и с таким же успехом использоваться в домашних условиях.
Как видно из описанного в этой статье материала, для различных видов обработки древесины есть специальные установки, каждая из которых справляется со своей задачей. Некоторые из них могут частично взаимозаменяемость функционал друг друга. Некоторые же станки, например, копировальные, предназначены лишь для выполнения какой-то определенной работы. Отдельный вид станков по дереву для домашних мастерских — комбинированные. Их функционал более широк, а сфера применения распространяется на многие этапы обработки древесины. Именно такие аппараты чаще всего выбирают для работы в домашних условиях.
Расстановка станков по дереву в мастерской — видео
Особенности эксплуатации фуговального станка по дереву в домашних мастерских
Слово «фуговать» происходит от немецкого fuge (стык). Фуговальные станки по дереву для домашней мастерской используются в создании путем продольного фрезерования ровных чистых поверхностей на заготовке – брусе или доске.
Полученные чистые поверхности позволяют заготовке ориентироваться при дальнейшей обработке.
- Фуговальный станок промышленного изготовления
- Описание и характеристики фуговального станка
- Размеры рабочей площади
- Ножи
- Направляющая планка
- Дополнительные функции
- Настройка фуговального устройства
- Достоинства фуговальных установок
- Юстировка стола
- Установка ножей
- Фуговально-рейсмусовые агрегаты
- Как деревообрабатывающее устройство собрать дома?
- Самодельный фуговальный станок
- Последовательность сборки станка
- Эксплуатация станков для обработки дерева
Фуговальный станок промышленного изготовления
Фуговальный станок также позволяет добиться желаемого класса шероховатости по ГОСТУ 20767 75.

Станки бывают односторонние, то есть обрабатывать одну грань заготовки за один проход или двухсторонние, такие, которыми обрабатываются одновременно поверхность и кромка. Это означает, что такой агрегат имеет два ножевых вала.
Описание и характеристики фуговального станка
Рассматриваемый агрегат – представитель вида специального оборудования, используемого для снятия фаски (прямолинейного строгания) деревянных заготовок – бруса, досок.
Когда возникает необходимость покупки в производственный цех или для индивидуальной деятельности деревообрабатывающего строгального станка, нужно тщательно проанализировать некоторые параметры его конструкции.
Размеры рабочей площади
Важным критерием выбора станка промышленного изготовления является ширина стола. В зависимости от размеров деталей, которые намечено обрабатывать, можно разделить модификации строгальных агрегатов на такие виды:
- Тяжелые, у которых ширина фрезерования достигает 63 см.
- Средние, для которых этот показатель составляет 40 см.
- Легкие, с шириной стола 25 см.

Стол имеет гладкую поверхность. Приемная часть его располагается на уровне образовываемого при кручении ножей контура. Передняя плита регулируемая, с помощью настройки она устанавливается ниже приемной половины рабочего стола на толщину слоя, который требуется снять за один проход доски.
Другим, не менее важным критерием выбора, есть количество ножей на режущем валу, оно может составлять число 3 или 4, когда один или два ножа, его нельзя называть профессиональным, он строго бытового назначения и пригоден только для грубого строгания незначительных деталей в загородном доме.
Режущий вал закреплен между подающей и принимающей плоскостями стола. Ножи должны быть на 100% идентичными, что делает возможным одновременный, равномерный контур обработки. Просвет между плитами комплектуется металлическими накладками, располагающимися заподлицо с задней поверхностью стола. Края накладок не должны иметь механических повреждений и быть хорошо отшлифованными.
Покупая станок, потребителю нужно выяснить важный параметр – периодичность вращения ножевого вала. Он может быть в диапазоне 4,7-5,0 тыс. оборотов, если станок укомплектован электрическим мотором 5-5,5 кВт. Этот параметр есть наиболее востребованным при сборке деревообрабатывающего оборудования.
Направляющая планка
Так же, как и стол, она изготавливается из металла, гладкая. Планка находится в имеющихся на столе пазах и фиксируется болтами. При изменении ширины обрабатываемой детали планка перемещается в пазах поперек стола.

К приемной плите стола крепится веерное ограждение, предусматривающее защиту вала посредством пружины веерного ограждения к направляющей планке.
Дополнительные функции
По желанию потребителя, большинство выпускаемых в настоящее время фуговальных станков могут оснащаться механизмами автоматической подачи деревянных деталей к ножевому валу.
Такое устройство обеспечивает оператору высокую безопасность и выбор оптимальной скорости подачи заготовки к ножам.
Настройка фуговального устройства
Перед использованием нового станка, или в процессе его эксплуатации, через некоторые промежутки времени (в зависимости от рабочей загрузки они могут быть различной продолжительности) требуется заточка ножей. Лезвия снимаются с вала, затачиваются, и после этого они должны быть правильно (строго параллельно) установлены в рабочий вал.
Угол заточки ножей для фуговального станка должен быть 400. Чтобы такой нож заточить, нужно специальное приспособление. Радиус закругления кромки ножа должен не превышать 8 мкм, а прямолинейность ее на 10 см длины быть не более 0,0025 мм.
Для установки в вал наточенных ножей, стол передний, по которому заготовка подается к валу и стол задний, на который поступает «готовая продукция» необходимо опустить. Для установленных лезвий возможен выступ их за край стружколомателя на 1-2 мм, такой же допуск возможен и для самого вала.
Ответственное действие при установке заточенных ножей – контроль их параллельности. Для его осуществления применяется специальное индикаторное устройство.
Достоинства фуговальных установок
На деревообрабатывающих предприятиях используется много самого разнообразного оборудования. Одним из наиболее востребованных агрегатов в столярном цехе является фуговальный станок для обработки деревянных заготовок. Это оборудование характеризуется такими достоинствами:
- Возможностью выполнения множества разных операций.
- Для домашнего использования можно приобрести фуговальный станок промышленного изготовления по приемлемой цене. Наиболее бюджетная модель обойдется домашнему мастеру в пределах 10 тыс. руб. Строгальное устройство способно выполнять обработку массивных деревянных заготовок, и на нем же делают мелкие детали, например, ножки для мебели и другое.
Если коротко сказать о назначении фуговального станка, то главным будет подготовка заготовки из дерева к следующей операции точной обработки. Такие агрегаты делают криволинейное строгание деталей по плоскости или кромкам для сборки мебели, деревянных конструкций. С помощью станка легко можно снять фаску с заготовки под нужным углом.
К ножевому валу обрабатываемая деталь подается вручную или с помощью пристроенного к станку конвейера. Современные фуговальные аппараты снабжены стружкоприемниками и пылепоглотителями.
Фуговальное устройство состоит из таких элементов:
- Массивной металлической станины.
- Стола из двух независимых плоскостей.
- Ограждения всех движущихся деталей.
- Планки, задающей направление деревянной заготовке.
- Вала с ножами.
К станине крепятся все детали, элементы станка, она способна выдержать заготовки, солидные по весу. Для ее изготовления используется металлический прокат с высокими показателями прочности.
Перед каждым новым включением агрегата нужно проконтролировать расположение всех рабочих деталей.
Юстировка стола
При необходимости (изменении параметров строгания) изменяется положение подающей плоскости.
Разница расположения относительно плоскости задней плиты обычно составляет 1,25-1,5 мм, что делает возможным за два прохода обрабатываемой доски выверить плоскость. Приемная плита имеет фиксирующие детали для предупреждения изменения ее параметров высоты.
Установка ножей
Лезвия должны быть строго прямолинейными. Для проверки деталей этого параметра используются специальные приборы. Протестированные ножи укрепляют на валу последовательно, их кромки выступают над обрезом накладок просвета на 1-2 мм.
Для контроля параллельности ножей используется индикатор или проверочный параллелепипед. Первый дает меньшую погрешность при проверке параллельности. Нельзя допускать перекосов ножей при их фиксации.
Фуговально-рейсмусовые агрегаты
Предназначены для одновременной рейсмусовой и фуговальной функций. Рейсмус дает возможность делать выборку фаски на нужную глубину. Рабочий вал находится между подающей частью стола и приемочной, задней.

Фуговально-рейсмусовые устройства особенно востребованы на крупных деревообрабатывающих предприятиях и на строительных площадках. Такая популярность данных агрегатов объясняется возможностью делать заготовки требуемой толщины.
Как деревообрабатывающее устройство собрать дома?
В нашей стране левшей и кулибиных еще хватает, и собрать настольный фуговальный, фуговально-рейсмусовый или циркулярный агрегат могут многие мужчины.
Это тем более реально, что в настоящее время можно купить любой металлопрокат, электромотор, режущий вал и любую деталь для станка. Да еще в специальном магазине отрежут нужную деталь требуемого размера, просверлят, подберут крепежные детали. Умельцу необходимо только составить подробный чертеж желаемого агрегата, определившись с его назначением. Самодельный фуговальный станок может быть:
- Односторонним, выполнять только одну рабочую функцию строгания, обрабатывать за один проход одну грань заготовки.
- Двухсторонним, обрабатывающим поверхность и кромку заготовки за один ее проход.
- Фуганок совмещенный с циркуляркой, то есть на одном валу «сидят» вал с лезвиями и дисковая пила, при этом КПД собранного своими руками деревообрабатывающего агрегата увеличивается в два раза.
- Трудновыполнимо, но все же есть мастера, которые к фуговальному агрегату прибавляют устройства для сверления, заточки, шлифовки.
Умельцы самодельный фуговальный станок чаще всего совмещают с циркулярной дисковой пилой. В этом варианте исполнения три рабочих стола – два для подачи и приема заготовки при фуговании, и один служит для работы с дисковой пилой.
Такие совмещенные конструкции имеют приспособления для безопасности оператора. При работе с фуганком, пила накрывается специальным кожухом и наоборот, когда работает пила, режущий вал закрывается приспособленной планкой.
Самодельный фуговальный станок
Для домашнего пользования мастера часто на металлический каркас мини-станка кладут в качестве рабочих столов и веерной защиты финскую фанеру, или обыкновенную, толщиной не менее 5-6 мм. Привод агрегата состоит из трехфазного электромонтера 380В и мощностью не менее 3кВт.
От двигателя к рабочему валу вращение передается клинообразными ремнями, которые зарекомендовали себя с наилучшей стороны своей надежностью, большим сроком безупречной эксплуатации.
Чтобы ускорить вращение рабочего вала, устанавливаются шкивы различного диаметра, на двигателе – большего, на рабочем валу – шкив меньший. Вспомним цепную передачу на велосипеде.
Последовательность сборки станка
Чтобы работа увенчалась успехом, сначала составляются рабочие чертежи и краткое описание устройства.
- Начинается сборка станка с переноса на заготовки размеров с чертежа, и изготавливаются детали в натуральную величину. При этом нужно обратить внимание на местоположение подшипников ротора.
- Устанавливается ротор с подшипником, ремни присоединяются к ножевому валу и двигателю.
- Монтируются подающий и принимающий столы. Движущиеся части станка закрываются листами металла или фанеры.
- Устанавливается пусковой включатель/выключатель.
- Делается контрольный пуск агрегата.
Видео: фуговальный станок вместо рейсмуса.
Эксплуатация станков для обработки дерева
Деревообрабатывающие механизмы требуют особой осторожности и внимания при работе с ними. Существуют правила, которые должны неукоснительно соблюдаться:
- Профилактические ремонты, заточка ножей, дисковых пил, должны проводиться регулярно.
- Контроль работы двигателя, смазка подшипников, подтяжка ремней, зачистка контактов, должны проводиться оператором как можно чаще.
- Не допускается работа станка без защитного кожуха электродвигателя.
Рабочее место у станка должно быть свободным от опилок, стружек, пол – противоскользящий, освещение – достаточно мощное.
Фуговальный станок по дереву — описание, особенности конструкции, лучшие модели
Одним из основных приемов обработки древесины считается строгание. Оно позволяет получить гладкую, ровную и плоскую поверхность заготовки. Ручной инструмент способен дать достаточно качественную плоскость, но для этого нужен немалый опыт и наличие профессиональных навыков. Современные мастера используют строгальные станки, которые дают практически одинаковый результат независимо от уровня квалификации работника. Рассмотрим особенности их конструкции и наиболее популярные модели.
Конструкция и особенности

Фуговальный станок имеет несложную конструкцию. Однако, простота имеет оборотную сторону — для качественной работы все элементы должны быть тщательно настроены. Это условие, обеспечивающее точность, наличие ровной плоскости, прямой кромки.
Основным элементом станка является ножевой вал. Это массивный металлический цилиндр с продольными проточками, в которые вставляются режущие кромки (ножи) и клиновидные прижимы. Для настройки вылета ножей в пазах имеются специальные винты, которыми регулируют высоту ножа по отношению к касательной.
Вал приводится в движение электродвигателем через ременную передачу. Как правило, частота вращения находится в диапазоне 5-10 тыс. об/мин. Поскольку вал имеет большую массу, вращение на таких скоростях требует тщательной балансировки, иначе станок во время работы будет сильно бить.
Для обеспечения чистоты обработки и увеличения промежутка между заточкой режущих кромок создана новая конструкция ножевого вала — спиральная. В ней отсутствуют длинные ножи, которые заменили на множество коротких (2-3 см) режущих инструментов.  Они расположены на поверхности вала по спирали, что исключает возможность резкого удара ножом по заготовке, придает обработке мягкость, устраняет характерные поперечные полоски на остроганной заготовке.
Они расположены на поверхности вала по спирали, что исключает возможность резкого удара ножом по заготовке, придает обработке мягкость, устраняет характерные поперечные полоски на остроганной заготовке.
Кроме этого, важными элементами конструкции являются столы. Один из них неподвижный, он находится позади ножевого вала (если смотреть по направлению подачи, т.е навстречу вращению вала).
Ножи (и сам стол) настраиваются так, чтобы его поверхность проходила по касательной к окружности вращения режущих кромок. Если это условие не выполняется, на конце каждой заготовки будет появляться небольшая «ступенька». Ее высота равна разнице между уровнем ножа и плоскости стола.
Передний стол — подвижный. Его высоту можно регулировать. Это удобно, когда черновая заготовка имеет неровную поверхность с массой дефектов. Стол опускают, изменяют разницу высот его плоскости и высоты кромок ножей. Регулировка стола производится с помощью специального рычага, который приводит во вращение несколько эксцентриков. Как правило, максимальная толщина стружки (согласно инструкции, к станкам) не должна превышать 3 мм, но многие модели позволяют опускать стол на 5 мм и больше.
Еще один элемент — упор. Это вертикальная (обычно) плоская пластина, к которой прижимают заготовку для получения кромки под прямым углом к пласти детали. Большинство упоров имеют способность изменять наклон, что позволяет снимать фаску под заданным углом.
Достоинства и недостатки

К достоинствам строгальных станков следует отнести:
- простота конструкции;
- возможность быстро и качественно выровнять поверхность, устранить все дефекты, сделать заготовку чистой и гладкой;
- допускается обработка деталей толщиной от 5 мм;
- есть возможность настройки упора, изменяющего наклон кромки по отношению к плоскости;
- высокая производительность с неизменным качеством поверхности.
Есть и недостатки:
- работа на фуговальных станках относится к наиболее опасной, требующей строгого соблюдения правил безопасности;
- настройка ножей требует тщательности и внимания. Неопытные мастера часто допускают массу ошибок, не затягивают клиновые упоры, отчего ножи вылетают из гнезда;
- для заточки ножей необходимы специальные приспособления или полноценные станки;
- от настройки столов зависит качество плоскости и прямизна кромки.
Правила безопасности
Работа на фуговальном станке относится к высшей категории опасности и требует строгого соблюдения правил безопасности. Их много, рассмотрим только самые основные:

 во время строгания не держать руки над вращающимся ножевым валом;
во время строгания не держать руки над вращающимся ножевым валом;- рукава рабочей куртки должны быть застегнуты, никаких свисающих концов быть не должно;
- во время работы надо пользоваться специальным толкателем для заготовок;
- начинать работу только после полного набора скорости вращения ножевого вала;
- вести заготовку надо плавно, без рывков;
- необходимо нормальное освещение станка, при этом, нельзя освещать рабочую зону лампами дневного света (из-за мерцания).
Производители
Фуговальные станки относятся к базовому набору столярной мастерской. Поэтому, их изготовлением занимаются все производители деревообрабатывающего оборудования, среди которых можно назвать следующие фирмы:
- Jet (Швейцария);
- Metabo (Япония);
- BELMASH (Беларусь);
- Энкор (Россия);
- Зубр (Россия);
- PATRIOT (Германия);
- Dewalt (США);
- Makita (Япония).
Полный перечень производителей гораздо длиннее. Привести его целиком невозможно, да это и не имеет смысла. Здесь указаны самые популярные фирмы, продукция которых высоко оценивается пользователями и вполне устраивает своих владельцев.
Лучшие модели
Моделей фуговальных станков много. Их можно разделить на профессиональные и бытовые, пригодные только для использования в небольшой мастерской. Рассмотрим наиболее популярные образцы, которые пользуются спросом в разных областях деятельности:
JET PJ-1696HH POWERMATIC

Профессиональный станок со спиральным ножевым валом helical 1791283-RUHH. Ширина строгания — до 40 см, длина рабочей базы — 2,44 м. Мощность электродвигателя — 5,5 кВт. Частота вращения ножевого вала — 5000 об/мин. Общее количество режущих кромок на валу — 57 шт. Диаметр ножевого вала — 101 мм. Цена станка — 496000 руб.
КОРВЕТ 20М

Компактный станок для установки на собственную подставку или верстак. Рабочая база — 1,27 м, максимальная ширина строгания — 254 мм. Мощность двигателя — 1,6 кВт, частота вращения ножевого вала — 9000 об/мин. Станок оснащен возможностью рейсмусования со скоростью подачи 6 м/мин. Цена станка — 27200 руб.
BELMASH J150/1170ARH

Станок оснащен спиральным (или сегментированным) валом на 30 режущих кромок. Станина чугунная, массивная, Исключающая перемещение во время работы. Мощность — 1,1 кВт, частота вращения вала — 5000 об/мин. Длина рабочей базы — 1,2 м. ширина заготовки (максимальная) — 152 мм. Стоимость — 80000 руб.
Калибр ССР-1600 1,5кВт

Станок отечественного производства имеет мощность двигателя 1,5 кВт. Частота вращения (на холостом ходу) — 8000 об/мин. Ширина строгания — 21 см. На ножевом валу установлены 2 ножа. Максимальная глубина строгания за 1 проход — 3 мм. Цена — 23000 руб.
Robland S 410

Станок для обработки пласти и кромки. Мощность трехфазного электродвигателя — 4 кВт, частота вращения вала — 5500 об/мин. Диаметр ножевого вала составляет 90 мм, 4 ножа обеспечивают высокую чистоту обработки. Длина рабочего стола — 2,36 м (обе части), ширина строгания — 41 см. стоимость станка — 441000 руб.
PATRIOT WW160 170300160

Небольшой станок, который можно установить на верстак или на собственное основание. Мощность двигателя — 1,6 кВт, частота вращения — 15000 об/мин. Ширина строгания — 15 см. длина рабочей базы — 65 см. ножевой вал оснащен 2 ножами. Стоимость станка — 14000 руб.
ЗУБР СРФ-204-1500

Фуговально-рейсмусовый станок, оснащенный дополнительной функцией образования параллельных пластей на противоположных сторонах детали. Мощность двигателя составляет 1,5 кВт, скорость вращения — 9000 об/мин. Ширина строгания — 20 см, ножевой вал обычного типа с двумя режущими кромками. Цена — 20000 руб.
Критерии выбора
 Выбор станка производится по нескольким критериям:
Выбор станка производится по нескольким критериям:
- размеры;
- ширина строгания;
- частота вращения;
- цена.
Величина станка должна соответствовать размерам мастерской, с учетом длины заготовок с обеих сторон рабочей базы. Ширина строгания важна для мастеров, занятых изготовлением мебели. Скорость вращения обеспечивает чистоту обработки. Важно также учесть скорость вращения вала и количество ножей — чем их больше, тем сложнее настройка высоты, труднее заточка.
Новые сегментированные валы реже нуждаются в заточке, но специалистов по работе с ними пока немного. Если выбран станок с таким валом, надо внимательно изучить инструкцию по замене и заточке режущих кромок. Необходимо иметь в виду, что спиральный вал значительно дороже обычного ножевого, что заметно увеличит цену станка.
Фуговальный станок — необходимый элемент оснащения мастерской. Его конструкция сравнительно проста, но относиться к ней слишком легкомысленно не следует. Любая ошибка при настройке ведет к появлению дефектов обработки, нарушениям плоскости или прямизны кромок. Кроме этого, фуговальные станки требуют осторожности, соблюдения правил безопасности, обеспечения нормальных условий работы. Тогда результаты обработки заготовок будут стабильно качественными.
Читайте также другие полезные статьи:
Видео-обзор: что такое фугование и рейсмусование
Особенности фуговальных станков по дереву

Такое оборудование, как фуговальный станок получило широкое распространение при обработке древесины. Эти агрегаты отличаются тем, что они оборудованы направляющей планкой, за счет которой и удается добиться высокой точности среза.
Такое оборудование, как фуговальный станок получило широкое распространение при обработке древесины. Эти агрегаты отличаются тем, что они оборудованы направляющей планкой, за счет которой и удается добиться высокой точности среза. Чаще всего эти станки применяются в столярных цехах. Однако в последние годы и многие домашние мастера, которые изготавливают изделия из древесины, также часто задумываются о приобретении подобного оборудования.
Достоинства фуговальных станков
 В сфере деревообработки используется большое количество различного оборудования. Часто применяется и фуговальный станок по дереву. Для этого оборудования характерен определенный набор преимуществ:
В сфере деревообработки используется большое количество различного оборудования. Часто применяется и фуговальный станок по дереву. Для этого оборудования характерен определенный набор преимуществ:
- он задействуется для выполнения большого числа операций;
- на рынке фуговальные станки предлагаются по доступной цене. Самый недорогой можно приобрести за 10 000 р.
С помощью этого оборудования можно производить обработку массивного бруса. Также оно подходит для выполнения обработки деталей будущих стульев и столов.
Если говорить о назначении этого агрегата, то основным является подготовка деревянной заготовки для последующей высокоточной обработки. Если говорить конкретнее, то с помощью фуговальных станков выполняется криволинейное обстругивание будущей детали. Она осуществляется по кромкам или плоскости. Также к использованию этого оборудования прибегают при выполнении операции по снятию фаски на изделиях под углом.
Характеристики оборудования
Если вы решили приобрести в свой цех фуговальный станок по дереву, то при выборе этого оборудования во внимание нужно принимать следующие моменты.
Ширина стола и заготовок
 По такому критерию, как ширина стола и заготовок это оборудование разделяется на следующие виды:
По такому критерию, как ширина стола и заготовок это оборудование разделяется на следующие виды:
- легкие – аппараты этой группы имеют ширину фрезерования 250 мм;
- средние – у этого оборудования ширина фрезерования равна 400 мм;
- тяжелые — у них этот параметр равен 630 мм.
Количество ножей
Фуговальное оборудование разделяется еще и по количеству ножей. На валу, на котором закрепляются ножи, их количество может варьироваться от 3 до 4. Если количество ножей на станке меньше, то его нельзя отнести к группе профессионального оборудования.
Чистота выработки
 На чистоту обработки оказывает влияние такой фактор, как частота вращения ножевого вала. На рынке потребителям предлагаются модели фуговальных агрегатов, у которых этот параметр варьируется в диапазоне от 4700 до 5000 об/мин. при мощности установленного электродвигателя от 5 до 5,5 кВт. Отметим, что эта чистота среди данной разновидности деревообрабатывающего оборудования является наиболее распространенной. Если показатели у выбранного вами аппарата будут ниже минимальных, то такой станок тоже нельзя будет отнести к числу профессионального оборудования.
На чистоту обработки оказывает влияние такой фактор, как частота вращения ножевого вала. На рынке потребителям предлагаются модели фуговальных агрегатов, у которых этот параметр варьируется в диапазоне от 4700 до 5000 об/мин. при мощности установленного электродвигателя от 5 до 5,5 кВт. Отметим, что эта чистота среди данной разновидности деревообрабатывающего оборудования является наиболее распространенной. Если показатели у выбранного вами аппарата будут ниже минимальных, то такой станок тоже нельзя будет отнести к числу профессионального оборудования.
Принцип действия фуговального станка
Важным элементом в фуговальных станках по дереву является ножевой вал. На нём непосредственно закрепляются режущие ножи. Сам вал монтируется на станину оборудования. Задняя часть стола является неподвижной и крепится на уровне окружности лезвий ножа. Установка передней части производится по высоте на толщину снимаемого с заготовки слоя древесины.
Когда вал с ножами начинает вращаться, ему навстречу подается обрабатываемая заготовка. Происходить это может с помощью автоподатчиков или в ручном режиме. Если используется автоматическая подача заготовки, то в этом случае обеспечивается:
- высокая безопасность работы оператора;
- подача детали в оптимальном скоростном режиме.
По желанию заказчика многие модели современных фуговальных станков оснащаются такими механизмами. Однако в некоторых из них имеется встроенная конвейерная подача.
Не очень сложным на таком оборудовании является процесс сострагивания. Проходя по нижней части детали, лезвия делают ровной её поверхность. За один проход конструкция агрегата в состоянии обработать только одну поверхность. Правда, на рынке имеются модели, которые за один проход могут обрабатывать обе части заготовки.
Настройка аппарата
Перед тем как приступать к использованию станка, следует выполнить его настройку. Она предполагает заточку ножей. Кроме этого их необходимо грамотно установить в ножевой вал.
Во время работы этого оборудования используются ножи, которые имеют фаску и угол заострения 40 градусов. Заточка таких ножей осуществляется на специальном ножеточильном оборудовании. Не более 6-8 мкм должен составлять радиус закругления режущей кромки. Что касается прямолинейности длины ножа на 100 мм, то она не должна превышать величины 0,0025 мм.
Перед тем как производить установку ножей в вал, следует опустить передний и задний столы. Когда лезвия будут установлены, вполне допускается их выступ за кромку стружколомателя на величину 2 мм, а вала – не более 2 мм. Важным моментом являетсяконтролирование параллельности ножей. Для этого используется специальное оборудование. Разница не должна превышать величину 0,1 мм на длину 1000 мм. Индикаторный прибор используют для более точной установки ножей.
Далее переходят к настройке столов, направляющей линейки и механизмов подачи. Когда все это сделано, станок запускается в холостом режиме. Если в его работе выявляются какие-то отклонения, то выполняют его донастройку.
Виды фуговальных станков и их применение
Все многообразие фуговальных станков по дереву, предлагаемых на рынке, принято разделить на два вида:
- односторонние;
- двухсторонние.
Ранее было сказано о том, что большинство моделей этого оборудования при использовании в состоянии за один проход обрабатывать только одну поверхность. Но двухсторонние агрегаты, благодаря особенностям конструкции могут выполнять обработку двух смежных частей — пласти и кромки.
 Для фугования досок и бруса используются односторонние станки. Особенность этого оборудования заключается в том, что у них заготовка подается в ручном режиме. У двухсторонних фуговальных станков имеется больше возможностей. Используя это оборудование, можно осуществлять операции по выборке пазов и фуг. На этих станках производителями устанавливается ролик автоподатчика.
Для фугования досок и бруса используются односторонние станки. Особенность этого оборудования заключается в том, что у них заготовка подается в ручном режиме. У двухсторонних фуговальных станков имеется больше возможностей. Используя это оборудование, можно осуществлять операции по выборке пазов и фуг. На этих станках производителями устанавливается ролик автоподатчика.
На односторонних станках можно осуществлять обработку заготовок длиной до 1,5 м. На таком оборудовании может работать только один оператор. Заготовки подаются со скоростью 10 м/мин. Если используется двухсторонний фуговальный станок, то его обслуживанием могут заниматься двое рабочих.
Производители
 Фуговальные станки, отличающиеся высоким качеством и различной ценой, в настоящий момент на рынке предлагает большое количество производителей. Высокими характеристиками обладает не только зарубежное оборудование, но и продукция отечественных компаний. Хорошо представлена на рынке продукция, выпускаемая Кировским заводом, которая по своей цене доступна для многих потребителей. Из зарубежных компаний выделим такие, как GRIGGIO, Stomana. Цены на это оборудование весьма доступные.
Фуговальные станки, отличающиеся высоким качеством и различной ценой, в настоящий момент на рынке предлагает большое количество производителей. Высокими характеристиками обладает не только зарубежное оборудование, но и продукция отечественных компаний. Хорошо представлена на рынке продукция, выпускаемая Кировским заводом, которая по своей цене доступна для многих потребителей. Из зарубежных компаний выделим такие, как GRIGGIO, Stomana. Цены на это оборудование весьма доступные.
Выбор фуговального станка для потребителя ограничивается только его финансовыми возможностями. При этом даже если у вас небольшой бюджет на приобретение этого станка, то вы вполне сможете подобрать себе качественное и при этом достаточно функциональное оборудование для деревообработки.
Если говорить о лидере рынка фуговального оборудования, то таковым в настоящий момент является модель SF-400A. Цена этой установки составляет 100 000 р.
Эксплуатация фуговального станка
 При выборе фуговального оборудования внимание в первую очередь следует обращать на диаметр ножевого вала. Чем больше диаметр ножевого вала, тем большая окружная скорость резания будет обеспечена при использовании оборудования. Это дает возможность для получения обработанной поверхности заготовок высокого качества.
При выборе фуговального оборудования внимание в первую очередь следует обращать на диаметр ножевого вала. Чем больше диаметр ножевого вала, тем большая окружная скорость резания будет обеспечена при использовании оборудования. Это дает возможность для получения обработанной поверхности заготовок высокого качества.
Многие мастера при использовании этого оборудования для решения производственных задач делают выбор в пользу совмещенного фуговального станка. Его применение позволяет производить сразу несколько операцийодновременно. Например, оно может использоваться для строгания оставшейся кромки одновременно с лицевой и тыльной поверхности. Такая функциональность обеспечивает экономию времени при выполнении операции.
Если вам необходим станок для домашнего использования, то вы можете с небольшими затратами приобрести это оборудование. Домашние станки стоят недорого. Обычно цена моделей для бытового применения на рынке варьируется в диапазоне от 15 000 до 20 000 р. Если же вам необходимо оборудование для промышленного использования, то придется потратить гораздо больше. Ценник на такие станки варьируется в диапазоне от 150 до 200 тысяч рублей. Стоимость конкретного станка во многом зависит от производителя, а также его комплектации.
Заключение
 В сфере деревообработки приходится использовать большое количество оборудования для обработки заготовок и производства готовой продукции. Наряду с пилорамами применяется фуговальное оборудование. С его помощью можно обеспечить качественную обработку заготовки. Приобрести такой агрегат в настоящее время не составляет большой проблемы.
В сфере деревообработки приходится использовать большое количество оборудования для обработки заготовок и производства готовой продукции. Наряду с пилорамами применяется фуговальное оборудование. С его помощью можно обеспечить качественную обработку заготовки. Приобрести такой агрегат в настоящее время не составляет большой проблемы.
На рынке предлагаются как отечественные модели, так и зарубежные аналоги. В плане качественных характеристик они между собой не отличаются. Естественно, импортные станки обеспечивают высокий уровень функциональности, поэтому и стоят дороже. Правильно подобрав фуговальный станок, можно получить надежное в работе оборудование, которое обеспечит качественное выполнение всех технологических операций.
Фуговальный станок по дереву для домашней мастерской
 Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Подача заготовки в работу организовывается механизированным или ручным способом. Для механического передвижения детали используют приспособление автоматической подачи, пристроенное к станку, или конвейер, встроенный в агрегат. Для очистки от пыли и стружки предусмотрены стружкоприемники.
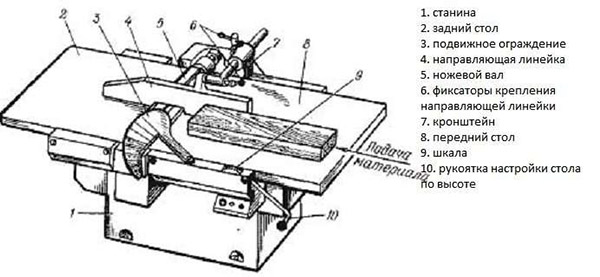
Устройство фуговального станка
Агрегат состоит из конструкционных частей:
- станины;
- стола;
- веерного ограждения;
- направляющей линейки;
- ножевого вала.
 Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Стол оснащен двумя плитами — передней и задней. Задняя плита своей поверхностью располагается касательно контура цилиндрической формы, получаемого при кручении ножевых лезвий. Поверхность передней плиты располагается ниже от задней на толщину снимаемого слоя за один проход детали. Направляющая линейка и рабочий стол изготавливают с гладкими и ровными поверхностями.
Вал для ножей установлен между плитами рабочего стола. Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Направляющая линейка располагается в пазах на рабочих поверхностях и закрепляется болтами. Линейка сдвигается поперек стола при изменении ширины заготовки.
Веерное ограждение вала укрепляют на передней плите рабочего стола. Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
 Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Ножевые валы выполняют цилиндрической формы, но не рекомендуется для этого применять сегментные накладки, которые в процессе отеляются из-за большой центробежной силы или расслабления крепления. Распространен способ зажима ножей в пазы трапециевидной формы и фиксации болтами и клиньями, в этом варианте при вращении ножи дополнительно заклиниваются.
Подготовка фуговального агрегата к работе
Перед началом строгания настраивают конструктивные части и контролируют установку рабочих элементов.
Регулировка стола фуговального станка
 Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Материалом для плит стола служит серый чугун. С обратной стороны рабочей плоскости выполнены жесткие ребра для снижения вибрационного движения. Для предотвращения износа плитных торцов при истирающей нагрузке делают стальные накладки, они же служат для уменьшения расстояния от кромок лезвий и обеспечивают дополнительную безопасность работы.
Установка рабочих лезвий
Ножи выбирают с прямолинейными лезвиями, отклонение проверяют щупами и проверочной линейкой, при этом зазор не должен превышать 0,1 мм. Подготовленные и проверенные ножи устанавливают в последовательном порядке, при этом кромки лезвий выступают над краем стальных пластин щели на 1−2 мм. Параллельность ножей между собой проверяют контрольным бруском или специальным индикатором.
При использовании индикатора точность установки больше, чем при использовании контрольного бруска. Избегают перекосов лезвий при закреплении, они должны располагаться на общем цилиндрическом контуре вращения, при этом ось цилиндра совпадает с осью вала для ножей. Запрещается использовать любые типы прокладок при установке лезвий, ножи, пришедшие в негодность от стачивания или изменения ширины лезвия, заменяются в обязательном порядке.
Контрольный брусок
Используется для настройки фуговального станка при установке режущих лезвий. Приспособление изготавливают из твердых пород высушенной древесины, контрольные грани обрабатывают с высокой точностью. Бруски выполняют сечением:
- 20×30 для длины 400 мм;
- 20×50 для длины 400 или 500 мм;
- 30×50 или 30×70 для длины 500 мм.
В процессе использования бруска его грани проверяют и дополнительно выверяют и фугуют для удаления зубцов и впадин. При установке ножей измерительное приспособление располагают на задней плите рабочего стола. Поворачивая вал рукой, добиваются касания лезвий нижней стороны бруска. Положение контролируют в трех точках вала, посередине и на концах на расстоянии 70−100 мм от края. Регулировку проводят до тех пор, пока не добьются равномерного выступания ножей на всех промежутках и одинакового касания.
Фуговально-рейсмусовый агрегат
 Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Одновременная фуговальная и рейсмусовая обработка позволяет строгать заготовку на выбранную глубину, поэтому его используют в крупных производственных мощностях. Отлично работает в условиях строительной площадки, куда подвозят древесину с первичной обработкой, а последующее строгание в размер производится на площадке перед установкой в конструкцию.
Изготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.
Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
 Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.- К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок. Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
- Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
- В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования. В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
Электрический привод станка
 Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Передача вращения от двигателя к валу производится посредством ременной передачи. Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
 Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.- Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования. Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
- Комплектуют ротор с подшипником и устанавливают их. Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
- Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
- Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
Особенности эксплуатации
Деревообрабатывающее оборудование, как и любое другое, требует внимательности и осторожности, соблюдения определенных правил работы:
 проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;
проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;- выполняется профилактическое шприцевание подшипников, контрольная проверка работы двигателя, осмотр ремней, подтяжка провисания, зачистка контактов и другие работы;
- на двигатель предусматривается защитный кожух, работа без него запрещается;
- рабочее место станочника обязательно хорошо освещается, покрытие пола выполняется из шероховатых материалов, исключающих скольжение;
- для работы с длинными и габаритными деталями приглашают помощника, это обезопасит мастера от травм и поломок станка;
- соблюдают чистоту рабочего места, своевременно убирают стружку с пола и внутренностей агрегата (после выключения электричества), убирают лишние предметы с рабочего пространства вокруг станка.
Правила эксплуатации показано на видео.
Использование электрической обработки древесины эффективно по сравнению с ручным строганием, фугованием. Для получения качественных заготовок без травм и аварий соблюдают технику безопасности и правила эксплуатации оборудования.
Фуговальный станок: виды и принцип работы, преимущества и недостатки
 На промышленных предприятиях, где регулярно производят обработку пиломатериала, основным типом оборудования считается деревообрабатывающий фуговальный станок. Его также устанавливают в частных и столярных мастерских.
На промышленных предприятиях, где регулярно производят обработку пиломатериала, основным типом оборудования считается деревообрабатывающий фуговальный станок. Его также устанавливают в частных и столярных мастерских.
В последнее время фуговальное оборудование приобретают домашние мастера, занимающиеся изготовлением деревянных изделий.
Такой аппарат хорош тем, что прост в использовании, а срезы получаются высококачественные и точные. Добиться подобных результатов удается благодаря встроенной направляющей планке.
- Виды фуговальных станков
- Принцип работы
- Преимущества
- Критерии выбора фуговального станка
- Настройка оборудования
- Производители фуговальных станков
Виды фуговальных станков
Производители предлагают два вида фуговальных станков: односторонние и двухсторонние.
- Односторонние станки. Оборудование используют для фугования досок и бруса длиной до 1,5 м. Подача заготовок происходит в ручном режиме со скоростью до 10 м/мин. За один проход аппарат способен обработать только одну поверхность. Односторонний фуговальный аппарат может обслуживать один оператор.
- Двухсторонние станки. Имея особую конструкцию, двухсторонние фуговальные станки способны за один проход обработать сразу две смежные части. Они оборудованы роликом автоподатчика и удобны тем, что позволяют во время работы выбирать нужные пазы и фуги. Это оборудование могут обслуживать несколько рабочих.
Принцип работы
 Ножевой вал — это основная деталь в фуговальном станке, в который устанавливают режущие ножи. Его крепят на станину аппарата, так чтобы задняя часть стола располагалась на одном уровне с окружностью ножевых лезвий, при этом задняя часть остается неподвижной. А переднюю часть, монтируют по высоте. Ее высота должна соответствовать толщине слоя, который снимается с древесины.
Ножевой вал — это основная деталь в фуговальном станке, в который устанавливают режущие ножи. Его крепят на станину аппарата, так чтобы задняя часть стола располагалась на одном уровне с окружностью ножевых лезвий, при этом задняя часть остается неподвижной. А переднюю часть, монтируют по высоте. Ее высота должна соответствовать толщине слоя, который снимается с древесины.
Древесную заготовку подают в ручном режиме или с помощью автоподатчиков, после включения аппарата, когда вал с ножами начнет вращаться. Лезвия, обрабатывают поверхность заготовки и делают ее абсолютно ровной. Каждую сторону нужно обрабатывать несколько раз, в зависимости от внешнего вида древесины. Некоторые фуговальные станки уже имеют встроенную конвейерную подачу, а если нет, то их можно оснастить таким механизмом. Механизм подачи удобен тем, что:
- Древесину можно подать в подходящем режиме.
- Автоматическая подача, защищает человека, работающего на аппарате от травм.
Преимущества
Главная задача фуговального аппарата — подготовить деревянную заготовку, чтобы в дальнейшем ее можно было обработать еще точнее. Плюсы оборудования:
 Аппарат позволяет проводить множество разных операций.
Аппарат позволяет проводить множество разных операций.- Можно обрабатывать крупные брусья.
- Хорошо обстругивать детали для мебели, к примеру, ножки для столов и стульев.
- Обстругивает деталь криволинейно: по плоскости или по краю.
- Если на изделиях нужно снять фаску под углом, то также используют это оборудование.
- Имеют доступную цену.
Нужно знать, что строгать по толщине в размер на фуганочном промышленном и бытовом аппарате нельзя. Еще аппарат не предназначен для обработки параллельных поверхностей.
Критерии выбора фуговального станка
Выбирая для своей мастерской фуговальный станок по дереву, нужно учитывать: размер стола в ширину, а также заготовки, количество установленных ножей, чистоту обработки.
 Ширина стола и заготовок. По ширине оборудование разделяется на три вида: легкие, средние и тяжелые. Выпускают модели с шириной строгальной поверхности 250, 400, 500 и 630 мм.
Ширина стола и заготовок. По ширине оборудование разделяется на три вида: легкие, средние и тяжелые. Выпускают модели с шириной строгальной поверхности 250, 400, 500 и 630 мм.- Ножи. На валу фуговального аппарата могут быть закреплены несколько ножей. К профессиональному оборудованию относятся те станки, у которых имеется от 3 до 4 ножей.
- Чистота обработки. От частоты оборотов вращения ножевого вала зависит, насколько качественно обработается древесина. Самой распространенной моделью является аппарат, у которого мощность электродвигателя составляет 5—5,5 кВт с оборотами 4700—5000 в минуту.
Следует знать, что от диаметра ножевого вала, зависит качество заготовок. Чем больше его размер, тем окружная скорость резания будет выше, создавая высококачественные заготовки. Поэтому выбирая фуговальный аппарат, первым делом необходимо обратить внимание на эту деталь.
Произвести одновременно несколько операций поможет совмещенный фуговальный аппарат. Поэтому большинство мастеров, приобретая станок, выбирают именно эту модель. Функциональное оборудование выполняет операцию за короткий срок, тем самым экономя ваше время. К примеру, кромка заготовки обрабатывается сразу с двух сторон (тыльная и лицевая).
Настройка оборудования
Приступая к работе, первое, что нужно сделать, это правильно настроить оборудование. В настройку входит: заточка и монтаж ножей, контроль параллельности ножей, определение толщины слоя, который необходимо снять, установка скорости подачи древесины.
 При запуске оборудования, начинают работать ножи. Каждый нож имеет заостренный угол на 40 градусов и фаску. Их затачивают с помощью ножеточильного аппарата. У режущей кромки радиус закругления не должен превышать 8 мкм.
При запуске оборудования, начинают работать ножи. Каждый нож имеет заостренный угол на 40 градусов и фаску. Их затачивают с помощью ножеточильного аппарата. У режущей кромки радиус закругления не должен превышать 8 мкм.- Передний и задний стол опускают, и только потом, ножи устанавливаются в вал. Допускается до 2 мм выступ лезвий за кромку стружколомателя. При этом вал не должен выступать более 2 мм.
- Чтобы ножи установились точно, используют специальное индикаторное оборудование. Разница между ножами на длину 100 см не должна быть выше величины 0,1 мм.
- Когда ножи установлены, настраиваются столы, направляющая линейка и подающий механизм.
- После подготовки, делают пробный запуск оборудования.
Если оборудование работает неточно или с отклонениями, то следует провести дополнительную регулировку.
- Слишком короткая древесина иногда выскальзывает из ножа, а это может травмировать работника. Если заготовка излишне длинная, то с ней будет неудобно работать. Поэтому лучше выбирать древесину, длина которой составляет 1—1,5 м.
- Опытный мастер сразу определит необходимую толщину снимаемого слоя. Если у вас такого навыка нет, то проводят пробное строгание.
- Стол нужно немного опустить, если после строгания на заготовке остались нетронутые места. Резку выполняют дважды при погрешности свыше 2,5 мм. Когда высота отрегулирована, определяют расстояние между плитами и кромками лезвий. Зазор в 2 мм считается самым приемлемым. Древесина начнет рваться кусками, если данные параметры будут превышены. Резак деформируется, если размер щели будет меньше 2 мм.
Производители фуговальных станков
 Фирмы производители предлагают множество фуговальных станков любой комплектации, по различной цене и качеству. Даже с маленьким бюджетом, вы сможете подобрать для себя функциональное и качественное оборудование для деревообработки. Изделия зарубежных производителей, таких как GRIGGIO и Stomana, имеют доступную цену. А аналоги отечественных фирм, так же как и изделия зарубежных, характеризуются довольно высокими показателями.
Фирмы производители предлагают множество фуговальных станков любой комплектации, по различной цене и качеству. Даже с маленьким бюджетом, вы сможете подобрать для себя функциональное и качественное оборудование для деревообработки. Изделия зарубежных производителей, таких как GRIGGIO и Stomana, имеют доступную цену. А аналоги отечественных фирм, так же как и изделия зарубежных, характеризуются довольно высокими показателями.
Станки, предназначенные для промышленных предприятий, стоят дорого. Их цена зависит от производителя и комплектующих. Приблизительная стоимость оборудования составляет 150—200 тысяч рублей. Для собственных нужд, можно приобрести домашнее оборудование. Оно имеет доступную цену от 15 до 20 тысяч рублей. В настоящее время модель SF -400 A является лидирующей среди фуговального оборудования. Ее стоимость составляет около 100 тысяч рублей.
Фуговальный станок будет работать надежно, а все технологические операции выполнятся качественно, при правильно подобранном оборудовании.
Строгальное оборудование: фуговальный станок для обработки дерева
 В сфере деревообработки имеется большое количество оборудования, к которому относятся строгальные, токарные, фрезерные, фуговальные, рейсмусовые, сверлильные станки. Одним из распространённых и главных видов оборудования для обработки древесины является фуговальный станок. Применяют его на лесообрабатывающих заводах, столярнях, в мастерских, где постоянно ведутся работы с деревом.
В сфере деревообработки имеется большое количество оборудования, к которому относятся строгальные, токарные, фрезерные, фуговальные, рейсмусовые, сверлильные станки. Одним из распространённых и главных видов оборудования для обработки древесины является фуговальный станок. Применяют его на лесообрабатывающих заводах, столярнях, в мастерских, где постоянно ведутся работы с деревом.
Типы фуговочного станка
Отличаются станки возможностью снятия фаски с разных углов по ширине изделия, которое обрабатывается. Станки имеют также разную длину стола и производительность двигателей. По наличию режущих частей выделяют два вида фуганков: двухсторонние и односторонние. Кроме того, их можно разделить на несколько классов по рабочим параметрам:
- по ширине поверхности строгания, которая может быть 40, 50−52, 60−63 см;
- по длине столешницы: 250, 250−300 см;
- по частоте оборотов ножевого вала: 4700−4800, 5000 об/мин.
Помимо станков промышленного оборудования, производятся фуговальные устройства для работы с деревом в домашних условиях. Размеры такого механизма значительно меньше, соответственно, как и обрабатываемая, с его помощью, ширина. Благодаря длинным столешницам производственного устройства есть возможность прострагивать заготовки больших размеров. Качество обработки такими станками также значительно выше, нежели при работе малыми устройствами. Частота вращения мотора на производственных машинах может доходить до 12000 об/мин. Что является значительно большим показателем, нежели показатели двигателя домашнего устройства.
Настройка работы изделия
 Благодаря длительной практике известно, что на устройство лучше укладывать обрабатываемые предметы длиной 1 -1,5 метра. Более короткие детали могут выскальзывать из-под ножа и тем самым нанести травму оператору. Очень длинные заготовки неудобно строгать. Перед началом работы стоит определить толщину снимаемого с дерева слоя. Если оборудование с автоподачей, нужно выставить скорость подачи обрабатываемого материала.
Благодаря длительной практике известно, что на устройство лучше укладывать обрабатываемые предметы длиной 1 -1,5 метра. Более короткие детали могут выскальзывать из-под ножа и тем самым нанести травму оператору. Очень длинные заготовки неудобно строгать. Перед началом работы стоит определить толщину снимаемого с дерева слоя. Если оборудование с автоподачей, нужно выставить скорость подачи обрабатываемого материала.
Профессионал может определить толщину слоя снятия «на глаз» или выяснить её, проведя пробное пиление. Если остались незатронутые места после пробного строгания, стол со станком фуганком немного опускается. При отклонении более 2,5 мм совершается два повторения порезки. Когда высота стола выставлена, измеряется расстояние между краем ножа и плитой, лучшим считается зазор в 2−3 мм. Если эти параметры превышены, древесная заготовка будет резаться рваными кусками. Если щель меньше 2-х мм, начнёт деформироваться нож. Кроме того, стоит определить размещение рейки направления. Расстояние от левого края ножевого вала до рейки должно быть шире бруска.
Принцип действия фуганка
В отверстии стола располагается ножевой вал, запускающийся электродвигателем. Благодаря валу и происходит строгание. Обрабатываемый предмет перемещается на ножевой вал с помощью роликового механизма. Наклон подпоры под изделие делают под разными углами, а благодаря передвижению столешницы вверх и вниз устанавливается толщина заготовки. Односторонние режущие валы рассчитаны для обработки одной доски, тогда как двусторонние одновременно обрабатывают две плоскости дерева. Рейсмусовые станки иногда оборудуют четырьмя и более ножами. Благодаря этому, обрабатываемая плоскость получается намного аккуратнее.
Материалом для изготовления столешниц фуговальных и рейсмусовых станков используют чугун. Определённые места закрывают стальными накладками. На столе находятся линейки направления, обеспечивающие возможность более удобной работы. Фуговальный станок устанавливается на чугунной станине. В отличие от фуговального, благодаря рейсмусовому станку, изделие не только начисто выстругивается, но и выводится требуемая высота заготовки.
Использование рейсмусового станка
Как для только начинающих работать с рейсмусом, так и для опытных мастеров отлично подойдут устройства средней производительности. Хороши они благодаря небольшим размерам и весу, доступной стоимости, высокой выработке и большому функциональному потенциалу.
К возможностям хорошего рейсмуса можно отнести:
 калибровка обрабатываемого материала с отменной точностью толщины;
калибровка обрабатываемого материала с отменной точностью толщины;- предоставляет возможность обработки материала любой ширины;
- передний и задний край стола оборудован удлинителями, благодаря которым удобно обрабатывать заготовки большой длинны;
- зачастую на таких устройствах установлена автоподача обрабатываемых деталей, что позволяет свести работу оператора до минимума;
- отвод стружки благодаря вмонтированной турбине.
Правильно настроенные строгальные станки по дереву гарантируют длительный срок использования устройства. Чтобы станок долгое время эффективно работал, стоит вовремя очищать его от стружки и проводить техническое обслуживание. Для того чтобы выбрать самый лучший рейсмусовый станок, стоит тщательно изучить характеристики устройства, отзывы о производителях, обратиться за советом к профессионалам.
Немного о фуговальном станке

Хочу немного рассказать о таком важном инструмента для столяра как фуговальный станок. Что это и зачем он нужен. Нужен он для строгания и формирования базовых плоскостей на заготовках из дерева. Всем хорошо известно, что с кривой доской работать сложно, вот тут фуговальный станок и поможет. Формирование плоскостей – это то, с чего мастер начинает работу с заготовками. Чаще всего необходимо создать угол в 90 градусов, от которого уже можно отталкиваться при распиловке. При помощи фуговального станка можно выбирать четверть и строгать под заданным углом.
Фуговальный станок – сложный и требующий тонкой регулировки механизм, от точности его настроек напрямую зависит качество столярного изделия. Самая важная деталь – столы. Они должны быть качественно отлиты, плоскость столов должна быть ровная и гладкая, они не должны быть «домиком» (когда столы образуют тупой угол) или «винтом» (когда столы завалены на бок в разные стороны). Конечно, столы имеют возможность регулировки, для этого есть специальные ручки. Высота подающего стола меняется постоянно в зависимости от того какую величину съема мы хотим получить. Принимающий стол выставляется один раз и надолго (его регулировка производится только в случае необходимости). Качество исполнения регулировочных механизмов играет очень важную роль. Настройки станка могут зависеть даже от времени года, металл расширяется или сужается в зависимости от температуры и в результате можно получить погрешность в доли миллиметра, что, несомненно, повлияет на качество работы.
Ножи строгального вала выполнены из специальной быстрорежущей стали, они долго держат заточку и с легкостью режут древесину. Ножи на строгальном валу могут располагаться прямо или под определенным углом. Сейчас есть строгальные валы с кучей маленьких ножей, качество строгания заметно выше, но стоимость очень велика. Относительно бюджетные станки оснащены тремя ножами с прямым расположением.
Станок имеет и средства защиты: защита от перегрузок, заземление, есть защитный кожух строгального вала для предотвращения попадания в него посторонних предметов, рук (не дай Бог) или одежды. Станок оснащен магнитным включателем, если произойдет отключение электроэнергии во время работы, то при восстановлении электропитания станок не включится сам.
При выборе фуговального станка следует обращать внимание на все вышеперечисленные детали. Прежде всего, приобретая себе такой инструмент — вы покупаете себе верного и надежного помощника в вашем нелегком труде, поэтому не стоит торопиться с выбором. Определитесь с размером исходя из ваших конкретных потребностей, с возможностями его размещения. Большие станки не всегда оправдывают себя. Например, мой станок длинной всего 1,2 метра, а ширина строгания 15 сантиметров, но для моих задач он полностью подходит. Важно роль играет вес станка, чем он тяжелее, тем меньше будет вибрации и лучше стабильность.
Вообще, при выборе инструмента всегда стоит руководствоваться принципом разумной достаточности. Постоянно совершенствуясь в своем деле вы постепенно «вырастаете» из того или иного инструмента и лучше понимаете что вам действительно необходимо. Спасибо за внимание и удачи.
Далее я представлю немного фотографий с описанием конструкции.
Портативный рейсмус в домашней мастерской и всё, на что он способен
Для чего нужен рейсмусовый станок?

Основная функция этого станка — простругивание досок в размер по толщине. Пропуская доску через рейсмус и поочередно обрабатывая каждую ее пласть, вы получаете начисто обработанную заготовку с параллельными сторонами и одинаковой толщиной по всей длине.
Калибровка по толщине — это главная, но не единственная функция рейсмуса. Забегая вперед, отметим, что возможности рейсмуса можно использовать и для других операций: фугования кромок, калибровки досок по ширине и даже устранения некоторых видов коробления.
Чем рейсмусовый станок отличается от фуговального?
Это еще один вопрос, который нередко озадачивает начинающих мастеров. Несмотря на кажущуюся функциональную схожесть фуговального и рейсмусового станков, речь идет о двух разных инструментах, которые выполняют совершенно разные операции.

Фуговально-строгальный станок предназначен для того, чтобы убрать с доски все неровности — следы грубого раскроя или кривизну, вызванную короблением. Обработав заготовку на фуговальном станке, вы получаете доску пригодную для дальнейшей работы — идеально ровную, со строго параллельными пастями и кромками.
Таким образом, в деревообрабатывающем цикле фуганок используют первым. После него заготовку отправляют на рейсмус, с помощью которого уже выровненную доску доводят до нужной толщины. Обе машины работают в паре и взаимно дополняют друг друга.
Для дома, как правило, достаточно возможностей одного рейсмусового станка. Если мастер работает с более-менее подготовленными досками, функционала портативного рейсмуса хватит чтобы выполнять задачи фуганка — сглаживать умеренные неровности или небольшие покоробленности. Приобретать фуговальный станок целесообразно, когда работают в более серьезных масштабах и имеют дело с большим объемом необработанной древесины.
Закрывая тему, отметим, что отдельно существуют комбинированные варианты станков — рейсмусно-фуговальные, способные выполнять полный цикл обработки доски.
Как работает рейсмус?
Из всех видов рейсмусов именно портативные модели снискали наибольшую популярность как оснащение для домашних мастерских.

Режущим инструментом рейсмуса выступает подвесной ножевой вал со сменными лезвиями. В отличие от фуганка при рейсмусовании не нужно управлять доской. Ее подают в рейсмус, где она прижимается двумя подающими валами; вращаясь, они протягивают деревянную заготовку через станок, в котором она обрабатывается режущими элементами. Рукояткой регулировки высоты строгания опускают ножевой вал, устанавливая толщину съема материала с доски за один проход. Передний (подающий) и задний (принимающий) столы обеспечивают нужное базирование заготовки, и поддерживают ее на входе и выходе из станка.

Подающие вальцы прижимают доску с большой силой. Проходя через рейсмус, заготовка даже с самым сильным короблением становится ровной. Ножевой вал обрабатывает плоскую поверхность, но на выходе материал принимает свою прежнюю форму. Доска становится тоньше, но изначальная покоробленность остается.
Именно поэтому перед рейсмусованием минимум одну пласть заготовки простругивают на фуговальном станке. Нижняя поверхность доски должна быть максимально ровной и не иметь зазоров со столом рейсмуса. В этом случае ножевой вал остругает верхнюю пласть строго параллельно нижней. Забегая вперед, отметим, что существуют приемы, которые позволяют выравнивать рейсмусом покоробленные доски. Об этих профессиональных хитростях мы поговорим ниже.
Сколько материала снимать за один проход и какая скорость предпочтительней?
Вне зависимости от того какая работа выполняется на рейсмусе возьмите за правило не устанавливать глубину съема материала более 1,5 мм. Это поможет избежать вырванных волокон и задиров, которые доставляют немало головной боли и часто делают непригодной заготовку для запланированных целей.
Оптимальная регулировка рейсмуса — когда за один проход с доски снимается не более 0,8 мм. С нормальными ножами риск вырывов при такой глубине минимален. Перед последним «чистовым» прогоном заготовки рекомендовано устанавливать глубину реза не более 0,4 мм.
Перед тем как подавать заготовку, подождите пока рейсмус наберет максимальное число оборотов. Если станок имеет регулировку скорости подачи, первые проходы уместно делать на больших скоростях. Последние «чистовые» прогоны лучше производить на низких оборотах — это обеспечит более качественную обработку поверхности.
И, наконец, даже если одна сторона доски имеет идеально отфугованную пласть, рейсмусование детали производят попеременно с обеих сторон — обрабатывают сначала одну пласть, затем переворачивают доску и прогоняют через станок другой стороной. Неравномерное удаление материала с разных сторон доски может увеличить дисбаланс внутренних напряжений и привести к ее короблению.
Как избежать дефектов поверхности: вырванных волокон, задиров, вмятин?
Одна из главных задач рейсмуса — создание гладкой поверхности. Но так получается далеко не всегда. Вырванные волокна, задиры, вмятины и другие дефекты поверхности, которые невозможно устранить шлифованием, — это проблемы, доставляющие немало головной боли. Чтобы свети к минимуму или же вовсе избежать подобных неприятностей, рекомендуем придерживаться нескольких простых правил.
Контролируйте скорость подачи и толщину съема материала. Это то, о чем мы говорили выше. Шаг съема материала — не более 0,8 мм; на последних проходах — не более 0,4 мм. Чистовые проходы лучше делать на небольших скоростях.

Подавайте заготовку с правильной ориентацией волокон. Самый надежный способ избежать вырывов — это внимательно изучать направление волокон на заготовке и правильно подавать ее в рейсмусовый станок. Волокна на торце должны быть ориентированы вниз, как бы спускаться в станок так, как это показано на фото.
Подавайте доски под небольшим углом. Загружая доску, ориентируйте ее под небольшим углом — это уменьшает риск вырванных волокон на ее торце.
Подключайте систему стружкоудаления. Попадание стружки под вальцы приводит к образованию вмятин на поверхности доски. Избежать такого дефекта помогает исправно работающая система пылеудаления. Инвестиция в хороший промышленный пылесос даст не только хорошо обработанную поверхность, но и защитит от перегрева двигатель, предотвратит пробуксовку досок внутри станка, увеличит срок службы ножей.
Следите за остротой ножей. Вырванные волокна и полосы на оструганной поверхности могут объясняться затупившимися ножами. При появлении подобных симптомов следует переставить лезвия (если речь идет о двусторонних ножах), заточить их (если предусмотрена возможность переточки) или установить новый комплект.
Как убрать ступеньку на рейсмусе?

Ступенька — это небольшое углубление длиной в несколько сантиметров, образующееся в начале и в конце доски, пропущенной через рейсмус. Этот дефект возникает из-за того, что на входе и выходе один конец заготовки какое-то время не поддерживается вторым подающим роликом — когда на доске располагается только один валец, ножевой вал снимает немного больше материала, образуя ступеньку. Эта проблема присуща всем портативным рейсмусам. Но глубину ступеньки легко уменьшить или же вовсе свести на нет при помощи несложных приемов.

Подавайте заготовку под острым углом (фото 1). Это не только обезопасит от вырывов на торце доски, но и сведет к минимуму размеры ступеньки. Последующие доски подавайте одну за другой, плотно стыкуя их торцы (фото 2).

Убрать ступеньку на рейсмусе можно при помощи еще одного приема: нужно немного приподнять один конец доски на входе (фото 3), и аналогичным образом поступить, принимая заготовку на выходе (фото 4).
Что важно знать о рейсмусовых ножах?
Самостоятельная заточка ножей рейсмуса — процесс непростой, от которого большинство мастеров предпочитает отказываться после первых неудачных экспериментов. Угол заточки на всех ножах — обычно ножевой вал имеет два или три лезвия — должен быть строго одинаковым, в противном случае это может привести к тому, что на доске будут образовываться полосы и другие дефекты. Более того, заточке могут подвергаться только специальные лезвия, которые изначально рассчитаны на это.

Срок полезного использования ножей зависит от множества факторов: интенсивности эксплуатации станка, ширины обрабатываемых досок, их твердости и, конечно, качества самого ножа. Наиболее долговечны лезвия из чистосортных твердых сплавов с добавлением кобальта или вольфрама.
Чтобы продлить жизнь строгальных ножей задействуйте всю ширину рабочей зоны станка. Приучите себя подавать заготовки не только по центру стола, но и смещая ее к краям. В этом случае лезвия будут изнашиваться равномерно по всей длине вала, а не только посередине, и прослужат намного дольше. Перед подачей пиломатериала в станок внимательно изучайте заготовку на предмет гвоздей, металлических скоб и других инородных предметов, которые испортят ножи.
Доска плохо идет через станок. С чем это связано?
В правильно настроенном и исправно работающем рейсмусе доска равномерно протягивается через станок, имея на выходе чистую и гладкую поверхность. Но на деле так бывает не всегда. В процессе обработки доска может двигаться с неодинаковой скоростью, делать рывки или останавливаться, продолжая движение вперед только после подталкивания; а на выходе на ее поверхности нередко образовываются выхваты волокон или прижоги. Такие симптомы не являются нормальными, и могут объясняться несколькими причинами.
Скорее всего пришло время сменить ножи. Тупые лезвия способны значительно замедлять подачу, а при сильном износе вызывать прижоги.
Проблемы с проходом доски также могут объясняться тем, что под вальцы попадает стружка, из-за которой ослабевает сцепление с доской и возникают пробуксовки. Наиболее эффективно проблему отходов может решить только внешняя система стружкоудаления.
Наличие поверхностных загрязнений — еще одна причина проскальзывания прижимных вальцов по заготовке. Если вы заметили, что ролики сильно запачканы грязью или смолой, протрите их чистой ветошью, смоченной в уайт-спирите или керосине. Аналогичным образом можно поступить и с металлическим столом станка.
Как выровнять покоробленную доску? Фугование рейсмусом

Сразу отметим, рейсмус способен справиться далеко не со всеми видами коробления. Исправление крыловатости и других видов сложной деформации — это компетенция фуганка. Но когда речь идет о простом продольном или поперечном короблении, проблему можно решить и обычным портативным рейсмусом.
Мы уже рассказывали почему рейсмус не может исправить деформации. Когда в станок подается кривая доска, она с большим усилием прижимается вальцами и временно выравнивается, но на выходе принимает исходную форму. Таким образом, пройдя через рейсмус, заготовка становится тоньше, но сохраняет кривизну.
Чтобы не дать вальцам выпрямить доску, нужно заполнить зазор между покоробленной доской и столом рейсмуса. Для этого удобно использовать приклеенную полоску шпона; если нужно исправить сильное коробление — лучше подложить ламель из фанеры нужной толщины. В несколько проходов через рейсмус покоробленная доска приобретает идеально ровную пласть, по отношению к которой уже без подкладки выравнивается обратная сторона.
Почему рейсмусование фанеры — не лучшая идея?
Есть несколько веских причин этого не делать. Клей и смолы, используемые для скрепления фанерных слоев, быстро затупляют ножи станка. При этом, пропустив фанеру через рейсмус, вы вряд ли добьетесь желаемого результата, и вместо ровной поверхности получите длинные вырванные волокна из тонкого слоя шпона, которые ко всему прочему сильно забьют стружкоотвод.
Фанеру нецелесообразно простругивать в размер, поскольку всегда проще выбрать материал нужной толщины. Если же вам нужна заготовка с безупречно гладкой поверхностью, используйте фанеру соответствующих сортов или решайте эту задачу при помощи шпонирования.
Техника безопасности. Чего не напишут в инструкции по эксплуатации
Мы не будем останавливаться на общих правилах техники безопасности, бесспорно, важных и обязательных к соблюдению при работе с любым деревообрабатывающим станком — их вы всегда найдете в инструкции по эксплуатации станка. Здесь мы предупредим о тех потенциальных рисках, которые не всегда проговариваются «сухим» языком техдокументации.
Будьте внимательны при подаче заготовки. Она быстро заходит в станок с довольно большим прижимным усилием. Попадание рук под доску во время ее затягивания в рейсмус может закончиться тяжелыми травмами.

Правильно обрабатывайте короткие заготовки. Строгать небольшие доски небезопасно. Такие детали могут «выстрелить» из станка нанеся травмы или повредить имущество мастерской. Безопасно обработать короткие заготовки можно с помощью несущих брусков, подобранных вровень по толщине.
Становитесь сбоку от станка. Даже при работе с длинными досками, которые протягиваются более послушно, заведите привычку становиться сбоку от станка. Если заготовка слишком длинная и ее неудобно принимать в этом положении, используйте удлиняющий стол или роликовые опоры.
Не пытайтесь снять кожух. Несмотря на очевидную опасность такого поступка, некоторые предпочитают решать проблему стружкоудаления именно таким образом. В отличие от промышленного пылесоса, снятый кожух полностью не решит проблему отходов, зато в разы увеличит риск получения травмы.

Правильно обрабатывайте кромки. Простругивая материал по ширине, следите за тем, чтобы в подаваемом наборе присутствовали доски приблизительно одинакового размера. Заготовка с сильно выступающей кромкой может быть вырвана из пакета вращающимся валом.

