Паспорт 2Н55 (Ø 50 мм) Радиально-сверлильный станок (Одесса)
Радиально-сверлильный станок 2М55
Вы здесь
Оглавление
- Устройство радиально-сверлильного станка
- Органы управления радиально-сверлильного станка
- Кинематическая схема радиально-сверлильного станка
- Плита, цоколь и колона радиально-сверлильного станка
- Коробка скоростей сверлильного станка
- Коробка подач сверлильного станка
- Техническая характеристика радиально-сверлильного станка

Радиально-сверлильный станок 2М55 получил широкое применение не только в ремонтных цехах, а и в крупносерийном производстве. На станке можно выполнять следующие виды работ:
- Сверление;
- Рассверливание;
- Зенкерование;
- Развертывание;
- Нарезку резьбы метчиком
С применением приспособления и специального инструмента, на станке возможно выполнять работы, характерные расточным станкам
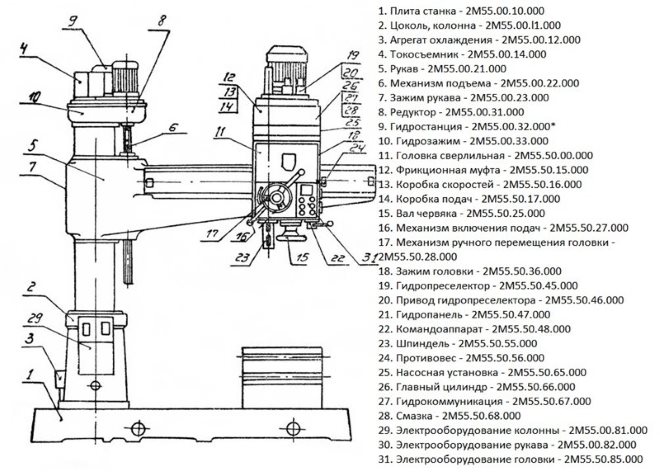
Устройство радиально-сверлильного станка 2М55
- Плита
- Цоколь
- Система охлаждения
- Токосъемник
- Рукав
- Механизм подъема
- Механизм зажима рукава
- Редуктор
- Гидростанция
- Зажим
- Сверлильная головка
- Муфта фрикционная
- Коробка скоростей станка
- Коробка подач станка
- Червячный вал
- Механизм подач станка
- Ручное перемещения сверлильной головки
- Зажим сверлильной головки
- Гидропреселектор
- Привод гидропреселектора
- Гидравлическая панель
- Командоконтролер
- Шпиндельная бабка
- Противовес
- Насос
- Главный цилиндр
- Гидрокоммуникация
- Система смазки
- Электрооборудование для колонны
- Электрооборудование для рукава
- Электрооборудование для головки
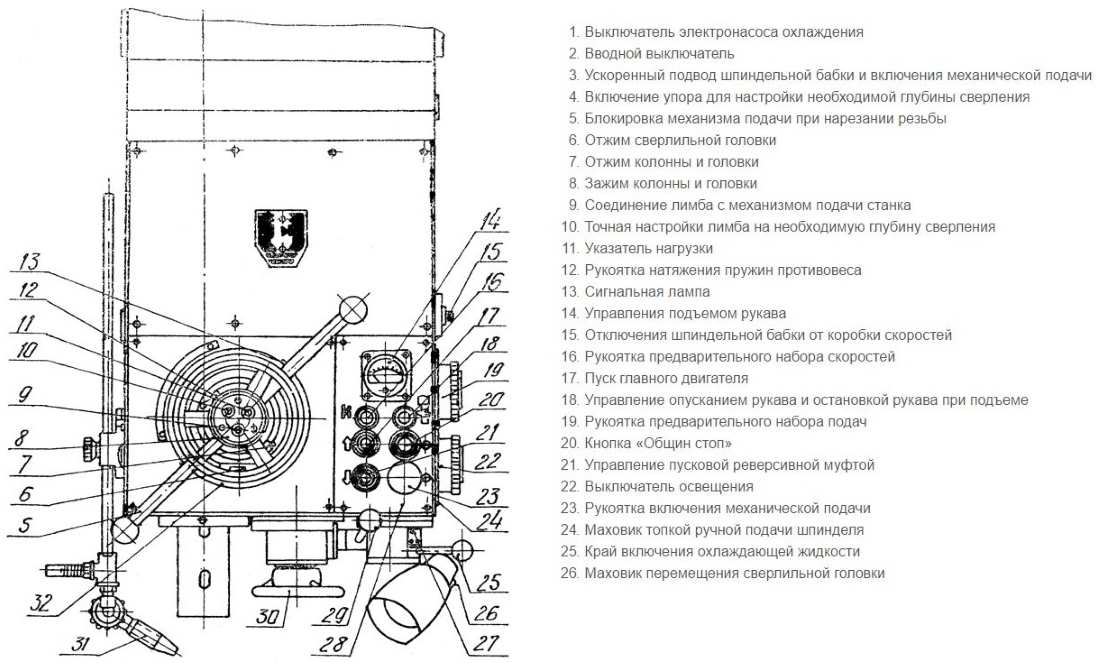
Органы управления радиально-сверлильного станка 2М55
- Выключатель электронасоса охлаждения
- Вводной выключатель из каталога ABB;
- Ускоренный подвод шпиндельной бабки и включения механической подачи
- Включение упора для настройки необходимой глубины сверления
- Блокировка механизма подачи при нарезании резьбы
- Отжим сверлильной головки
- Отжим колонны и головки
- Зажим колонны и головки
- Соединение лимба с механизмом подачи станка
- Точная настройки лимба на необходимую глубину сверления
- Указатель нагрузки
- Рукоятка натяжения пружин противовеса
- Сигнальная лампа
- Управления подъемом рукава
- Отключения шпиндельной бабки от коробки скоростей
- Рукоятка предварительного набора скоростей
- Пуск главного двигателя
- Управление опусканием рукава и остановкой рукава при подъеме
- Рукоятка предварительного набора подач
- Кнопка «Общин стоп»
- Управление пусковой реверсивной муфтой
- Выключатель освещения
- Рукоятка включения механической подачи
- Маховик топкой ручной подачи шпинделя
- Край включения охлаждающей жидкости
- Маховик перемещения сверлильной головки
Паспорт 2Н55 (Ø 50 мм) Радиально-сверлильный станок (Одесса)
Паспорта на электрооборудование
ПАСПОРТа на Сверлильные станки
- 2А53 (Одесса) сверлильный станок Скачать
- 2А55 (Одесса) сверлильный станок Скачать
- 2А106П (Молодечко) сверлильный станок Скачать
- 2А125 (Стерлитамак), (Новочеркасск) сверлильный станок Скачать
- 2А135 (Стерлитамак) сверлильный станок Скачать
- 2А150 сверлильный станок Скачать
- 2А554 сверлильный станок Скачать
- 2А576 сверлильный станок Скачать
- 2А587 сверлильный станок Скачать
- 2А592 (Витебск) сверлильный станок Скачать
- 2Б118 (Витебск) сверлильный станок Скачать
- 2Б125 (Луганск) сверлильный станок Скачать
- 2Г106П (Ереван) сверлильный станок Скачать
- 2Г125 (Ворошиловград) сверлильный станок Скачать
- 2Е52 сверлильный станок Скачать
- 2К52 (Гомель) сверлильный станок Скачать
- 2К522 (Гомель) сверлильный станок Скачать
- 2К52-1 сверлильный станок Скачать
- 2Л53 сверлильный станок Скачать
- 2Л53У (Октемберян) сверлильный станок Скачать
- 2532ЛАС41 (Октемберянск) сверлильный станок Скачать
- 2М55 (Одесса) сверлильный станок Скачать
- 2М57 (Одесса) сверлильный станок Скачать
- 2Н53; 2Н55 (Одесса) сверлильный станок Скачать
- 2Н55 (Одесса) сверлильный станок Скачать
- 2Н57 (Одесса) сверлильный станок Скачать
- 2Н58 (Одесса) сверлильный станок Скачать
- 2Н106П сверлильный станок Скачать
- 2Н118 (Молодечко) сверлильный станок Скачать
- 2Н118-4 (Молодечко) сверлильный станок Скачать
- 2Н125 (Стерлитамак) сверлильный станок Скачать
- 2Н125П сверлильный станок Скачать
- 2Н135 (Стерлитамак) сверлильный станок Скачать
- 2Н135Ф2 (Стерлитамак) сверлильный станок Скачать
- 2Н150 сверлильный станок Скачать
- 2Р135Ф2-1 сверлильный станок Скачать
- 2С132 (Стерлитамак) сверлильный станок Скачать
- 2118 (Витебск) сверлильный станок Скачать
- 2170 (Стерлитамак) сверлильный станок Скачать
- 2532Л сверлильный станок Скачать
- МН-18Н; МН18-47 (Молодечко) сверлильный станок Скачать
- МН-18Н-52 (Молодечко) сверлильный станок Скачать
- МН-25-24 (Молодечко) сверлильный станок Скачать
- СПС-50 (Приоркск) сверлильный станок Скачать
- СС1271 сверлильный станок Скачать
- BFP 160|1 (ГДР) сверлильно-фрезерный сверлильный станок Скачать
- VO 50 (Чехословакия) сверлильный станок Скачать
- VR-2 сверлильный станок Скачать
Стоимость выполнения схемы в формате «КОМПАС-3D V12» от 10 $ до 40 $
Паспорт 2Н55 (Ø 50 мм) Радиально-сверлильный станок (Одесса)
Наименование издания: Руководство к станку
Выпуск издания: Одесский завод радиально-сверлильных станков
Год выпуска издания: —
Кол-во книг (папок): 1
Кол-во страниц: 89
Стоимость: Договорная
Описание: Полный комплект документации
Руководство к станку
Содержание:
Введение
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка и установка
Ведомость комплектации
Краткая инструкция по использованию станка
1. Конструкция и работа станка
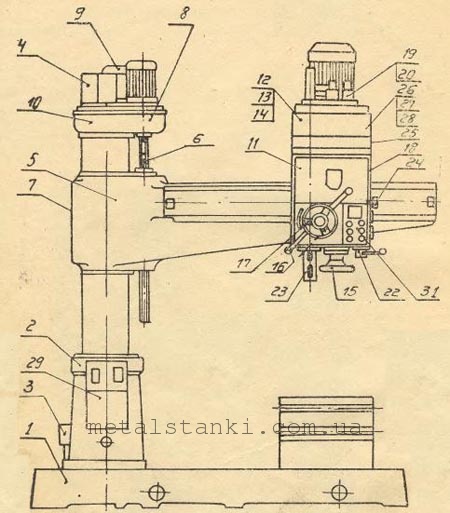
Общая компоновка станка. Спецификация узлов
Кинематическая схема станка
Спецификация зубчатых и червячных колёс, червяков, винтов и гаек
2. Конструкция узлов станка
Плита, цоколь, колонна
Охлаждение
Механизм зажима колонны
Рукав, его зажим на колонне и механизм подъёма
Сверлильная головка и её зажим
Фрикционная муфта
Коробка скоростей
Коробка подач
Механизм подачи
Механизм управления фрикционной муфтой
Шпиндель
Пружинный противовес
3. Электрооборудование станка
Общие сведения
Электросхема станка
Указания по обслуживанию электрооборудования станка
Спецификация покупного электрооборудования
4. Гидрооборудование станка
Техническая характеристика гидрооборудования
Схема гидравлическая принципиальная
Гидропреселектор
Привод гидропреселектора
Указания по обслуживанию гидрооборудования
5. Смазка станка
Спецификация мест смазки
6. Подготовка станка к первоначальному пуску. Первоначальный пуск и указания по технике безопасности
7. Настройка и наладка станка
8. Регулирование станка
Спецификация подшипников качения
Спецификация чертежей быстроизнашивающихся деталей
9. Особенности разборки и сборки станка при ремонте
Материалы по быстроизнашивающимся деталям
Чертежи и схемы станка:
— Расположение составных частей станка
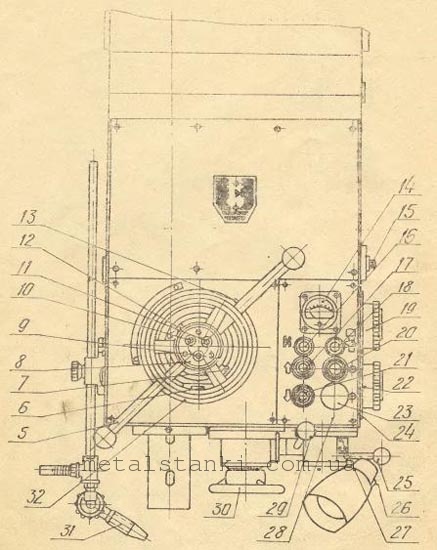
— Расположение органов управления и табличек с символами
— Перечень графических символов, указываемых на табличках
— Схема кинематическая
— Цоколь и колонна
— Охлаждение
— Гидрозажим колонны
— Редуктор
— Механизм подъёма
— Зажим рукава
— Механизм зажима сверлильной головки
— Коробка скоростей и фрикционная муфта
— Коробка подач
— Механизм включения подач
— Цилиндр управления фрикционной муфты
— Циклограмма работы гидропреселектора
— Гидропреселектор
— Привод гидропреселектора
— Командоаппарат
— Шпиндель
— Противовес
— Схема расположения электрооборудования
— Схема электрическая принципиальная
— Схема электрическая соединений. Колонна.
— Схема электрическая соединений. Рукав.
— Схема электрическая соединений. Панель управления.
— Схема электрическая соединений. Сверлильная головка.
— Схема гидравлическая принципиальная
— Гидропанель
— Схема смазки
— Схема транспортировки станка
— Фундамент станка
— Установка станка
Описание станка:
Техническое издание на радиально сверлильный станок 2н55 паспорт которого, в том числе находится в нашем архиве документации мы безусловно можем предложить согласно потребностям заказчика. Дело в том, что именно такая модель станка связанного со сверлильной обработкой металла представляет собой весьма и весьма востребованный вариант оборудования промышленного направления. Применяется станок в довольно широком сегменте операций, в состав которых по классике входит не только сверление отверстий в металле, но и рассверливание, зенкерование, что конечно расширяет возможности этой модели оборудования, именуемого ещё станочной единицей. Но вместе с этим, он осуществляет подрезку торцов и нарезку резьбы с помощью метчиков, что, конечно, будет являться классической задачей. Безусловно, обладая таким расширенным потенциалом представленная модель оборудования способна уверенно осуществлять и прочие операции, связанные с обработкой металла или же заготовок, затем идущих в серийное производство. Хотя, если рассматривать возможности сверлильного станка в более широком спектре, то здесь можно будет отметить и применение специальных приспособлений, а вместе с этим инструмента, что позволит действительно расширить возможности этого станка.
Отметим так же, что при наличии специализированной оснастки, станок вполне себе прекрасным образом справляется с операциями присущими расточному станку. Как мы видим, возможности этого оборудования, несмотря на довольно давний год выпуска всё же применимы и для современных производственных условий. Тем не менее, документация на станок была произведена Одесским заводом, который специализируется как раз на производстве радиально-сверлильных станков и сопутствующего им оборудования. В том случае, если рассматривать объём предлагаемой нами документации, то здесь присутствует издание порядка восьмидесяти девяти страниц, которые будут поданы в формате А4. При этом здесь находится и электрооборудование сверлильного станка, которое представлено в виде описания, т.е. теоретической части, но так же оно состоит из схем электрики, что будет являться действительно ключевым моментом в направлении работы с представленным станком. Кроме раздела электрооборудования, здесь можно обнаружить и механическую часть станка, на которой, конечно, базируется вся работа, связанная с механикой. В соответствующем разделе можно найти как теоретическую подачу материла для наиболее рационального изучения возможностей и особенностей станка.
Но и конечно практическую, ведь наличие разнообразных чертежей и схем механической части позволит уже не только эксплуатировать оборудование так сказать, на более высоком уровне. Но и заниматься его обслуживанием, а в некоторых случая даже мелким и средним ремонтом, хотя безусловно, этими направлениями работ лучше взаимодействовать профессионально подготовленным рабочим. Как уже было отмечено нами выше, что электросхема сверлильного станка в разнообразных модификациях так же имеется в наличии в представленных нами документах. Вместе с этим все чертежи схемы на станок были выведены отдельной главой, что позволят наиболее рациональным образом ознакомиться с содержанием на станок. Ведь, мы получаем наиболее выразительный вариант подачи документа и предпочтительную позицию по изучению возможностей и конечно вариативных особенностей станка. Ведь, радиально-сверлильный станок весьма успешным образом применим как в условиях ремонтных цехов, так и в условиях крупносерийных производств. Гласное чтобы у предприятия была потребность в технологичной обработке металла, а точнее, в создании отверстий в металлических заготовках и материалах.
Радиально-сверлильный станок модели 2Н55
Назначение и область применения
Радиально-сверлильный станок модели 2Н55 предназначен для широкого применения в промышленности.
Станок — универсальный и находит применение везде, где требуется обработка отверстий — от ремонтного цеха до крупносерийного производства.
На станке можно производить сверление в сплошном материале, рассверливание, зенкерование, развертывание, подрезку торцов, нарезку резьбы метчиками и другие подобные операции.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя вытачивать внутренние канавки, вырезывать круглые пластины из листа и т. д. При соответствующей оснастке на станке можно выполнять многие операции, характерные для расточных станков.
Кинематическая схема станка
Шпиндель получает вращение от электродвигателя через пусковую фрикционную муфту и коробку скоростей с тремя передвижными зубчатыми блоками. Фрикционная муфта соединяется с коробкой скоростей одной из двух передач: через шестерни 3 и 7, либо через шестерни 4, 6 и паразитку 5, что обеспечивает плавное реверсирование шпинделя. Передвижные блоки шестерен (один тройной и два двойных) позволяют получить 12 ступеней чисел оборотов шпинделя. Можно получить еще столько же скоростей реверсированием фрикционной муфты с одновременным реверсированием электродвигателя. Структурный график построен таким образом, что три ступени чисел оборотов перекрываются, а остальные 21 образуют геометрический ряд с у =1,26 в интервале от 20 до 2000 об/мин.
Реверсирование электродвигателя одновременно с реверсированием фрикционной муфты достигается автоматически с помощью специального механизма, который описан ниже.
Коробка подач получает вращение от шпинделя через шестерни 21 и 22. Один тройной и два двойных блока обеспечивают получение 12 подач, образующих геометрический ряд с р =1,41 в интервале от 0,056 до 2,5 мм/об.
ПАСПОРТА (руководство, документация) НА СВЕРЛИЛЬНЫЕ СТАНКИ

КЛАССИФИКАЦИЯ И НУМЕРАЦИЯ СВЕРЛИЛЬНЫХ СТАНКОВ
Сверлильные станки относятся ко второй группе. Первая цифра 2 означает принадлежность ко второй группе.
Вторая цифра означает класс станка:
1 — Вертикально-сверлильные
2 — Одношпиндельные автоматы
3 — Многшпиндельные полуавтоматы
5 — Радиально-сверлильнын
8 — Горизонтально-сверлильные
9 — Разные сверлильные
В зависимости от цифрового обозначения типов сверлильных станков каждой моодели станка присваивается свой индивидуальный номер. Например, станок 2150 расшифровывается следующим образам: станок относится к сверлильной группе (первая цифра 2), тип станка — вертикально-сверлильный (вторая цифра 1), максимальный диаметр сверления отверстия 50 мм. (последние две цифры 5 и 0); станок 2А150: цифры 2; 1 и 50 обозначают то же, что и в предыдущем случае, буква А указывает на модернизацию станка 2150.
Паспорт сверлильного станка, его назначение и содержание.
На каждый станок составляется паспорт, в котором указывается завод-изготовитель, модель станка и основная его техническая характеристика (максимальный диаметр сверления, число оборотов электродвигателя, число скоростей шпинделя, пределы чисел оборотов шпинделя в минуту ит.д.).
В паспорте приводится кинематическая схема станка и описание его кинематической цепи, конструкции узлов станка, системы смазки и устройства для охлаждения инструмента, а также электрическая схема станка. Кроме того, прилагаются спецификации и чертежи на быстроизнашиваемые и запасные детали станка.
Паспорт служит основным документом для наладки, эксплуатации и ремонта станка.
 |
. СКАЧАТЬ ПАСПОРТ СТАНКА БЕСПЛАТНО: Паспорт — это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств. Радиально-сверлильный станок 2М55: характеристики и документацияРадиально-сверлильный станок 2М55, который относится к категории двухколонного оборудования, пришел на смену устаревшей модели 2Н55. Технические возможности данного станка, который массово выпускался на Одесском станкостроительном заводе во второй половине прошлого века, позволяют применять его для эффективного выполнения различных технологических операций при работе с деталями корпусного типа.
Внешний вид радиально-сверлильного станка 2М55 Сферы применения и технические особенности станкаСтанок 2М55, конструкция которого разработана в известном Одесском конструкторском бюро «АРС», служит для выполнения таких технологических операций, как:
Благодаря универсальности радиально-сверлильного станка модели 2М55 его успешно используют на предприятиях, выпускающих продукцию единичными, мелкими и средними сериями, и в сборочных цехах предприятий, работающих в сфере тяжелого транспортного машиностроения. Технические возможности станка позволяют оснащать его дополнительными приспособлениями и инструментами, благодаря которым это устройство можно использовать в крупносерийном производстве.
Массивное основание станка 2М55 позволяет разместить два стола и работать с крупногабаритными деталями Важное преимущество использования рассматриваемого аппарата состоит в том, что обрабатываемая деталь остается неподвижной, а все перемещения совершает шпиндельный узел с закрепленным в нем режущим инструментом. Такая конструктивная особенность модели 2М55 позволяет экономить время, а также исключает необходимость перемещать габаритные и тяжелые детали по рабочему столу оборудования.
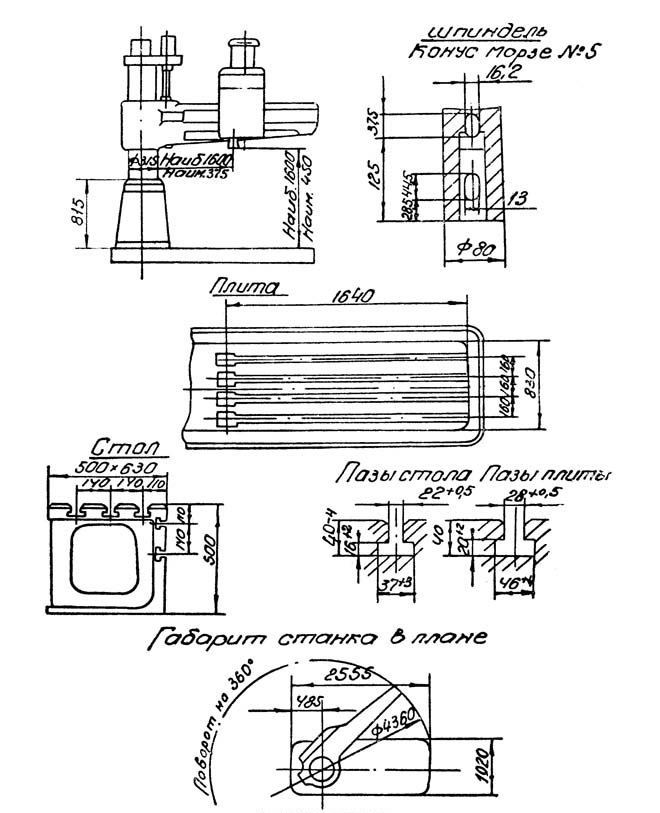
Установочные размеры станка К преимуществам радиально-сверлильного станка модели 2М55 относят следующие особенности.
Органы управления станка (нажмите для увеличения) Конструкция оборудованияРадиально-сверлильный станок модели 2М55 состоит из:
Устройство станка 2М55 Функцию основания радиально-сверлильного станка выполняет массивная плита. На ней монтируется цоколь для установки вращающейся колонны. На выполненной из стали колонне находится рукав с рабочей головкой, перемещение которого обеспечивает специальный механизм.
Доступ для регулировки давления в гидросистеме осуществляется с тыльной стороны станка Рабочая головка – это отдельный механизм, включающий несколько конструктивных элементов: шпиндельный узел, противовес, коробку подач и скоростей. По траверсе данный узел перемещается в ручном режиме, а в необходимом положении фиксируется посредством специального зажимного механизма.
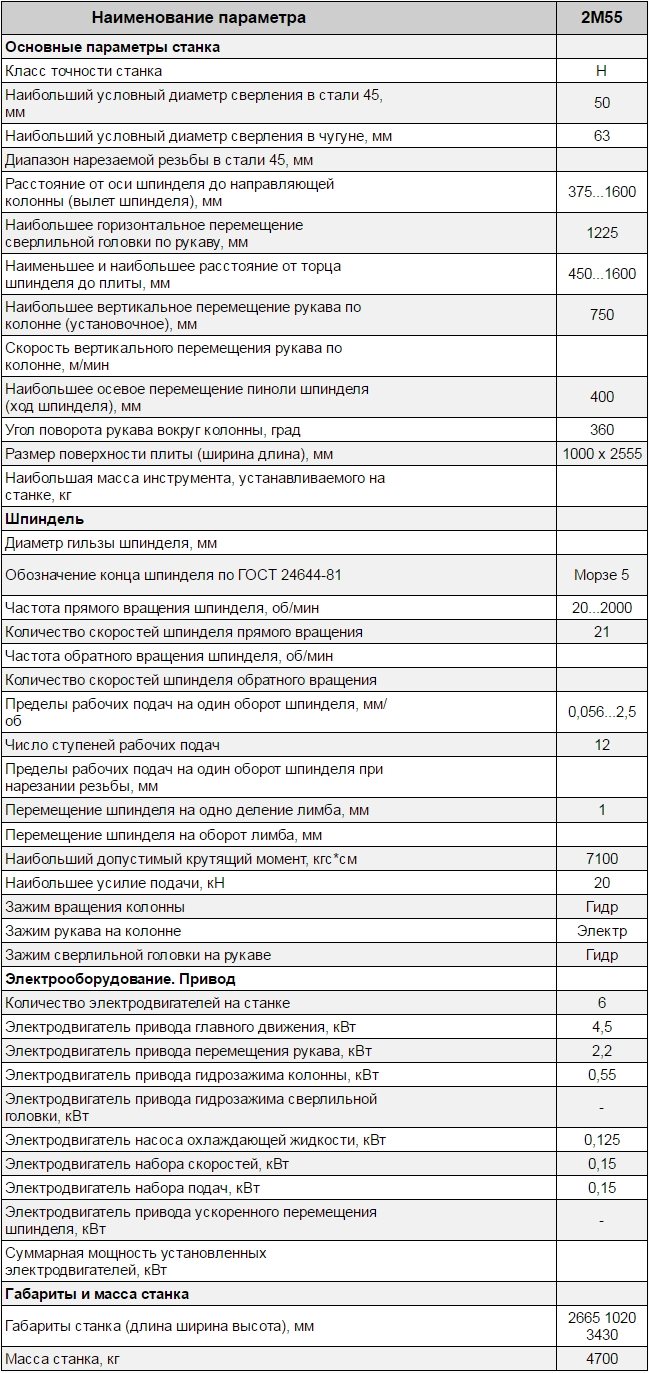
Снятая рабочая голова станка Технические характеристики моделиРадиально-сверлильный станок рассматриваемой модели, согласно паспорту, обладает следующими техническими характеристиками.
Характеристики станка 2М55 На станке данной модели, согласно паспорту, установлено шесть электрических двигателей:
Для питания радиально-сверлильного станка 2М55 необходима трехфазная электрическая сеть с напряжением 380 В. Выключатели для запуска аппарата и его охлаждающей системы находятся на цоколе колонны. Панель с кнопками, управляющими работой станка, располагается в нише траверсы. Электрическое питание и заземление агрегата обеспечиваются за счет использования токосъемника кольцевой конструкции.
Пульт управления сверлильным станком 2М55 Пульт, расположенный на сверлильной головке, оснащен блоком управления рабочими режимами оборудования, а также индикатором, отражающим уровень нагрузки на станок, что позволяет контролировать работу главного электрического двигателя. Работа шпиндельного узла управляется при помощи специального командного аппарата, на панели которого для этого имеются кнопки и соответствующие рукоятки. Для того чтобы выполнить полную остановку радиально-сверлильного станка, необходимо задействовать кнопку с толкателем красного цвета.
Паспорт на станок 2Н55
Паспорт на станок радиально сверлильный 2Н55 Руководство к станку Чтобы заказать это руководство к станку, воспользуйтесь одним из этих способов связи с нами:
Мы ответим на вашу заявку в течении часа, а по телефону вы сможете получить Хотите купить радиально-сверлильный станок 2А55 в Ростов-на-Дону?Технические характеристики технологического оборудования для сверленияПроизводителем станка является Одесский завод радиально-сверлильных станков. Указанное устройство выпускается с 1974 г.
При производстве отверстий в стали 45 максимальное значение диаметра используемого сверла составляет 50 мм. Допускается сверлить отверстия на расстояние 400 мм.
Технические характеристики радиально сверлильного станка 2М55
Конструктивные особенностиКомпоновка устройства выполнена в двухколонном виде. В результате создана жесткая конструкция. Она не допускает перемещение оси шпинделя при фиксации колонны. Для жесткой установки используется специальный фиксатор, гарантирующий надежную установку. Поэтому сверление может выполняться с высоким значением подачи инструмента. Поворот колонны происходит при небольшом приложении силы (10…15 Н). Достаточно ослабить фиксацию в ней. Поэтому оператор легко перенастраивает станок для выполнения нового вида работы. 21 скорость вращения шпинделя позволяет подобрать оптимальный режим сверления для самых разных типов конструкционных материалов, а также видов используемого инструмента. При завершении сверления на заданную глубину автомат отключит подачу исполнительного инструмента вглубь обрабатываемой детали. Работа противовеса заключается в уравновешивании нагрузок на сверлильной колонне, что облегчает настройку оборудования даже при использовании довольно тяжелого инструмента. Конструктивные особенности станка
Радиально-сверлильный станок 2М55 имеет достаточно широкий набор операций. С его помощью можно выполнять сверление, рассверливание, зенкерование, подрезку торцов заготовки специальным инструментом, формирование резьбы и много другое. В паспорте оборудования указан полный перечень функций. Конструкция станка во многом стандартна — на плите станка располагается колонна. На ней с помощью специального зажима крепится подвижный рукав. Именно на нем располагаются основные узлы и агрегаты оборудования – электродвигатель, коробка передач и шпиндельная головка. В конструкции предусмотрены механизмы смещения рукава по вертикальной плоскости колонны, а также изменение положения шпинделя в горизонтальном направлении. Согласно техническим характеристикам из паспорта у станка 2М55 есть следующие особенности эксплуатации:
На верхнем торце станка 2М55 отсутствуют компоненты, которые требуют обслуживания. Это повышает эксплуатационные качества оборудования, так как сокращается время выполнения ремонтных и профилактических работ. Выполнение работы по сверлению на станкеВращение от электродвигателя передается на:
Наличие в коробке скоростей накидной шестерни позволяется организовывать обратное вращение шпинделя. Ее включение происходит после остановки фрикционов. На каждые две скорости прямого вращения имеется одна скорость обратного. В двойных блоках зубчатых колес имеется возможность перемещения ползуна так, что в третьем промежуточном положении зацепления нет. Тогда оператор может производить вращение от руки, не прилагая больших усилий (зацепления нет, не нужно вращать блоки шестерен). Для вертикального перемещения шпинделя вверх и вниз используется муфта включения подачи. Здесь применяется червячная передача: червячное колесо и червяк. Они осуществляют движение пиноли шпинделя в прямом и обратном направлениях (изменяется путем включения реверсированного включения двигателя). Возможны грубая и точная подача инструмента с использованием рукояток и маховиков управления на сверлильной колонне станка. При выполнении производственного процесса можно сверлить детали в ручном режиме, вращая маховик. При выборе необходимой подачи на пульте управления (необходимое перемещение шпинделя в мм/об сверла) работа выполняется автоматически. Нужно задать требуемую глубину сверления. При реверсированном переключении двигателя подачи шпинделя используется кулачковая предохранительная муфта. В случае увеличения предельного усилия перемещения происходит ее отключение. Такое техническое решение позволяет не перегружать инструмент (предотвращает его поломку) при сверлении отверстий. Технические параметры и характеристикиРадиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
Параметры электрических элементов:
Особенности конструкции узлов станкаРабочий столОпорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:
Опорная колоннаДля фиксации колонны используется конусное кольцо. При осевом перемещении конус зажимает цилиндр, не позволяя ему проворачиваться во втулке. Непроизвольный поворот колонны невозможен. Она жестко фиксируется. Для облегчения перемещений конусного кольца использованы специальные фланцы. Для их смещения применяют винтовые зажимы, соединенные рукоятками управления и соответствующими механизмами продольного перемещения. Технические свойстваТехнические характеристики данной модели следующие:
Учитывая все эти характеристики, модель 2М55 смогла приобрести такую популярность среди производственных предприятий разного типа. Электроснабжение сверлильной головкиВнутри колонны проложен кабель. Чтобы электрическая энергия передавалась при любом повороте, применяются ртутные токосъемники. Они бесперебойно проводят ток к двигателю и блоку управления. Для предотвращения испарения токонесущей жидкости (ртути) предусмотрена сложная герметичная конструкция токосъемного устройства. Инструкция по монтажу станка и установке узлов имеется в паспорте, прилагаемому к каждому изделию. Там же указывается актуальная цена устройства. Видео: радиально-сверлильный станок 2М55. ПреимуществаПреимуществами радиально-сверлильного станка 2М55 считают:
Иллюстрации и спецификации станкаДля ознакомления приведены схемы и чертежи основных узлов станка. Пользуясь ими, можно понять, из каких конструктивных элементов он состоит. Радиально-сверлильный станок 2М55Радиально-сверлильный станок 2М55 нашел применение не только в единичном и мелкосерийном производстве, но и в серийном и крупносерийном производстве, при условии дооснащения его специализированными приспособлениями. Завод изготовитель и основоположник производства станков находится в Украине, городе Одессе. Выпуск налажен с 1946 года.
НазначениеКак видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали. Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку. Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию. Расшифровка названия станкаРасшифровывается маркировка следующим образом:
Технические параметры и характеристикиРадиально-сверлильный станок 2М55, технические характеристики которого отражают следующие параметры:
Параметры электрических элементов:
Паспортные данныеПаспорт радиально-сверлильного станка содержит дополнительные характеристики:
Кинематика
Кинематическая схема станка 2М55 Кинематическая схема станка 2М55 обеспечивает движение четырех цепей:
ЭлектрооборудованиеНа станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.
Электрическая схема станка 2М55
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки. Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла. Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2. Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы. На шпинделе организовано реверсивное вращение. Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1. Органы управленияНа станок 2М55 руководство по эксплуатации приводит описание управления станком.
Органы управления станком 2М55 На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
Система охлажденияВ полости плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в зону резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно производить регулирование высоты наконечника. В 2М55 количество СОЖ заливается в зависимости от производительности насоса. Его производительность 22 л/мин.
Система охлаждения станка Перечень элементов системы охлаждения:
Возможные неисправностиНеисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.  Похожие публикации |