
Принципы выбора и эксплуатации прижимов для фрезерного станка
Назначение и виды прижимов для фрезерного станка по металлу
Фрезерные станки являются незаменимым оборудованием при механической обработке деталей. Они позволяют выполнять следующие операции: отрезка заготовок, растачивание, сверление, фрезерование плоских поверхностей, уступов, пазов, криволинейных и винтовых поверхностей, а также резьбы.
Выполняя все перечисленные задачи, необходимо закрепить заготовку на станке. Для этого применяют универсальные станочную оснастку.

Назначение
Рациональное использование станочной оснастки позволяет облегчить работу фрезеровщика, сократить вспомогательное время на обработку заготовок, обеспечивает надежное закрепление заготовок и повышает точность заготовки, позволяет проводить одномоментную обработку сразу нескольких заготовок, что положительно влияет на увеличение нормы выработки. Одним из таких приспособлений является прижим.
Прижимами для фрезерного станка называют специальные приспособления, которые используются для базирования (неподвижного крепления) обрабатываемых заготовок на станке. Они повышают производительность труда и позволяют производить обработку без предварительной разметки и выверки. На столе фрезерного станка есть т-образные пазы, служащие для установки в них винтов прижимов.
Зажимы на фрезерном станке должны обеспечивать скорость и жесткость зажима обрабатываемой заготовки, а также должны иметь высокую прочность, иначе обрабатываемая заготовка может вылететь со стола и навредить фрезеровщику или повредить оборудование.

Виды зажимов для металлообрабатывающих станков
Стоит выделить, что для того, чтобы получить высокую степень обработки заготовок по металлу и высший уровень производительности зажимы классифицируют с ориентиром на высокий уровень требований.
Особенное внимание уделяют следующим параметрам: точность и жесткость. При базировании одной заготовки, агрегат позволяет при необходимости произвести точную настройку, которая связана с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов и их элементы установочного типа не мешали продвижению режущей кромки ко всей обрабатываемой поверхности. При этом обрабатываемые заготовки для станков должны иметь поверхности, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.

Универсальный безподкладочный
Представляет собой планку, которая, собственно, и прижимает заготовку. Прижим происходит через винтовую опору. В качестве опоры может использоваться винтовой упор или подкладка. Прижим состоит из т-образного болта, планки, стойки и фиксирующей шайбы.
С-образный
В данном прижиме нет подкладки, но есть шарнирный механизм, с помощью которого можно регулировать нужный вылет. На шарнире имеется гайка, на которую устанавливается специальное кольцо. При необходимости кольцо можно снять, установить гайку на нужную высоту, надеть кольцо обратно. Гайка будет накручиваться по резьбе и закрепит конструкцию.
Быстродействующий
Данный прижим состоит из стойки, зубчатой пластины, пружины и корпуса прижима. Сверху прижима находится пружина, далее зубчатая пластина с рукояткой. Данный механизм зажимает корпус прижима, что позволяет ему двигаться по всей высоте.

Гребенчатый прижимной механизм
Имеет несколько зубьев точной формы, что позволяет плотно зажимать заготовку. Зубцы находятся под маленьким углом, что позволяет получить равномерное давление на заготовку.
Использование струбцины
Струбцина — это вспомогательная оснастка, которая состоит из зажимного устройства и штифта. В нижней части струбцины находится пружина, которая держит всю конструкцию.
- f-образные — для заготовок с большими габаритами;
- g-образные — самые распространённые струбцины, используются для прижима заготовок маленьких размеров;
- трубные — используются для создания большого давления на деталь;
- угловые — соединяют детали под углом.

Какой лучше выбрать?
Выбор прижимов для станка по дереву и по металлу имеет свои особенности.
По дереву
Как правило, прижимы для фрезерных станков по дереву имеют упрощенную конструкцию. Выбирать их следует исходя из того, чтобы ни прижимы, ни их элементы не перекрывали доступ к обрабатываемой заготовке.
По металлу
Выбор прижима зависит:
- от габаритов обрабатываемой заготовки;
- от хода прижима;
- от материала, из которого он изготовлен;
- от механизма прижима.
Прижимы из пластика недолговечны при работе с металлическими заготовками.

Как изготовить своими руками?
Прижимы, изготовленные своими руками, должны удовлетворять следующим критериям:
- плавный ход прижима;
- прижимная планка должна иметь большие размеры, чтобы создавать необходимое давление на заготовку;
- удовлетворять всем требованиям безопасности;
- не должны повреждать заготовку.

Есть два способа изготовления прижимов самостоятельно:
- Достать из стиральной машины валы, которые работают на отжим. Сделать раму с направляющими штифтами, соединить их п-образным профилем, на котором закрепить валы и зажать их регулировочной планкой.
- С двух сторон станины установить по рейке. На ходовой вал установить два подшипника. Зажим будет регулироваться пружиной, которая свободно ходит.
После установки прижима, изготовленного своими руками, не должны ухудшиться эксплуатационные характеристики станка. Фрезерные станки широко применяются на производствах при обработке как металлических заготовок, так и при обработке дерева. Они выполняют широкий спектр операций. Для высокоточных работ заготовки должны быть надежно установлены на станине. Для этого используются прижимы, тиски и прочая цеховая оснастка.
Разновидности прижимов для фрезерного станка
Во всех используемых фрезерных станках по металлу, которые также могут осуществлять сверление и расточку применяются специальные приспособления – прижимы.
Большинство фрезерных станков по дереву, изготовленных своими руками имеют такие прижимные устройства.

Прижимы для фрезерного станка
Основные требования, которые выдвигаются к конструкции фрезерных прижимов для станков по дереву, заключены в реализации возможностей приспособления, которые связанны с быстрой регулировкой по высоте, компактностью и удобством при эксплуатации своими руками.
1 Актуальность применения прижимов
В большинстве случаев, в наборы для фрезерного станка по дереву применяют зажимные устройства с достаточно упрощенной конструкцией.
Стоит отметить, что для того, чтобы добиться высочайшей степени обработки по металлу и уровня соответствующего уровня производительности зажимные приспособления подвергаются классификации с ориентировкой на высокий уровень требований.
Особое внимание уделяется таким параметрам приспособления, как точность и жесткость. При установке одной заготовки на фрезере по дереву, агрегат позволяет при необходимости произвести точную настройку, связанную с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов для фрезеров по дереву и граничащие с ними элементы установочного типа не мешали придвижению режущей кромки ко всей обрабатываемой поверхности. При этом заготовки для станков должны обладать поверхностями, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.

Прижимы помогают точно расположить деталь в станке
При этом зажимные наборы являются наиболее надежными элементами, способствующими эффективной работе фрезерного станка по дереву, который может быть изготовлен своими руками.
При осуществлении перемещения инструмента и находящейся в нем заготовки на станке, оснащенном ЧПУ, корректность работы механизма в достаточно большой степени зависит от того, какой при этом используется зажим.
Эти приспособления способствуют перемещению детали по системе координат с ориентировкой на заданную программу ЧПУ.
Правильная установка заготовки своими руками на поверхности рабочего стола станка по дереву также напрямую зависит от того, какой применяется зажим. Для того чтобы зажимные приспособления крепко удерживались на агрегате, фрезер по дереву оснащен специальными поперечными пазами или одним центральным отверстием.
На тех рабочих столах, которые оснащены пазами поперечного типа зажимные приспособления, изготовленные своими руками, фиксируются с помощью трех призматических или закругленных шпонок. Те столы, которые оснащены отверстиями, обеспечивают крепление зажимов посредством штырей.
Столы станков, сделанных своими руками и не имеющих в своей конструкции представленных элементов, оснащаются специальными переходными плитами. Они оборудованы пазами и координатными отверстиями.
1.1 Виды зажимных устройств
Все современные фрезерные станки совместимы с представленными разновидностями зажимных устройств. Они представлены в виде:
- ступенчатых опор для прихватов;
- винтовых подпорок;
- угольников;
- распорок винтовых;
- передвижных вилкообразных прихватов;
- изогнутых универсальных прихватов;
- передвижных ступенчатых прихватов;
- корытообразных прихватов;
- плиточных упоров.
2 Прижим универсальный безподкладочный
В той ситуации, если деталь прикрепляется на поверхности стола металлообрабатывающего станка, в большинстве случаев актуально применение прижимных планок.
Но использование одной лишь прижимной планки для осуществления полного закрепления недостаточно. В таких случаях используется дополнительная опора, представленная в виде винтового упора или подкладки. Такой прижим способен обеспечить быстроту и надежность закрепления детали, подвергающейся обработке на столе фрезерного станка.

Фиксирование детали на станке с помощью прижимов
- силового болта;
- фиксирующей шайбы;
- планки плавающего прижима;
- стойки.
Особенность представленной конструкции выражена в том, что прижимная планка является разборной. В ее наборы входит корпус, пластина, которая находится на оси и зажимной винт. Прижимная планка при содействии специальной шайбы связывается со стойкой, которая имеет цилиндрические пазы.
Стойка крепится при помощи винта и гайки на поверхности приспособления Т-образного сухаря. Когда прижим полностью собран он подвергается установке на поверхность металлорежущего станка, после чего осуществляется его подводка к детали.
Далее винт упирается в пластину, в результате чего корпус разворачивается по своей оси. Деталь закрепляется.
2.1 С-образный
Режим С-образного типа не требует применения вместе с ним подкладки. Исходя из того, что корпус имеет своеобразную форму, шарнирное соединение зажимного болта Т-образной формы при содействии оси обеспечивает закрепление прижимов на нужной высоте.

Самодельный фрезерный станок с гребенчатыми прижимами
Посредством вращения гайки производится надежное закрепление детали. Все вставки и приспособления изготавливаются с применением высококачественной стали, и эти наборы проходят несколько этапов предварительной термической обработки.
Такой прижим отличается удобством работы и общей степенью надежности. При его использовании значительно сокращаются временные затраты, связанные с установкой и снятием обрабатываемой детали.
Для того чтобы существенно сократить время, требующееся для переналадки, зажимная гайка имеет вид разрезной и делится на две равных половины. Между ними устанавливается специальная пружина. На гайку сверху надевается кольцо. Когда оно опускается, половинки гайки смыкаются и с помощью резьбы примыкают к Т-образному болту.
Когда гайка подвергается вращению, она начинает перемещаться по стволу болта и с помощью двуплечей планки приводит к закреплению детали.

Прижимы для настольных фрезерных станков
Эта разновидность прижима также предназначена для того, чтобы производить закрепление деталей на рабочем столе металлорежущего станка. Конструкция этого устройства базируется на пружинно-рычажном зубчатом механизме.
В наборы входит пружина, зубчатая рейка, расположенная в отверстии стойки, зубчатый сектор, вращающийся на оси и корпус прижима. Пружина располагается в самой верхней части корпуса прямо над рейкой зубчатого типа и прикрывается гайкой.
Зубчатый сектор снабжен прикрепленной рукояткой и в процессе работы может быть выведен из сцепления с помощью рейки. Находясь в таком положении, корпус зажима может при необходимости перемещаться вдоль всей длины стойки.
Это делает возможным ее настройку с ориентировкой на высоту детали. Для этого следует провернуть рычаг по часовой стрелке.

Фиксация детали прижимом
Находясь в нерабочем положении, стойка не может двигаться из-за того, что на нее воздействует Т-образная головка и фланец.
Рычаг нужно поворачивать до тех пор, пока он не подвергнется закреплению с помощью фиксатора. В процессе подпружиненная рейка провернет рычаг в направлении против часовой стрелки и расклинится с сектором.
Когда это произойдет, корпус можно будет поднять, а деталь снять с рабочего стола. Пи этом параметр максимальной высоты зажимной детали должен составлять 120 миллиметров, а предельный показатель диаметра сверления – 25 миллиметров.
При использовании такого прижима значительно сократится время, уходящее на закрепление и последующую обработку детали.
к меню ↑
2.2 Струбцина для закрепления заготовок листового типа
Для того чтобы в процессе работы стружка эффективно удалялась и можно было беспрепятственно наблюдать за выходом режущей кромки инструмента, все листовые заготовки подвергаются установке с учетом расстояния, равного 25 миллиметрам от крайней поверхности фрезерного стола.
Это производится при содействии подкладок, обладающих одинаковым значением высоты. Представленные наборы в своем составе содержат как зажим, так и подставку.

Прижим для столешницы станка
Корпус и стакан снабжены боковыми пазами, которые нужны для фиксации заготовки. Одна плоскость корпуса выполняет функцию опорной базы, а вторая – прижимает полученное крепление в тот момент, когда завинчивается гайка.
Когда происходит закрепление детали, корпус фиксируется на поверхности рабочего стола металлорежущего станка.
При повороте прижим продолжает удерживать винт прижимного типа, который установлен в корпусе. Струбцина способствует надежному закреплению заготовки с параметром толщины от 1 до 30 миллиметров.
При осуществлении деталей обладающих сложной и криволинейной формой в рамках мелкосерийного и экспериментального производства, закрепление деталей может быть выполнено с помощью комплекта кулачков.
В каждом комплекте находится пять монолитных зажимов. Каждый из зажимов имеет по две базовых поверхности. Установка зажимов производится на рабочий стол станка или на плиту, оснащенную Т-образными пазами. Крепление проводится при участии сухаря и болтов.
к меню ↑
2.3 Как своими руками сделать прижим для фрезерного станка? (видео)
Регулировка фрезерных станков

Регулировка фрезерных станков
В результате нормальной эксплуатации станков в течение длительного времени, а также под воздействием вибраций и перегрузок время от времени возникает необходимость устранения появляющихся отклонений от нормального состояния частей станка, которые могут привести к некачественной обработке заготовок, а иногда и к поломке станка или режущего инструмента.
Регулирование зазоров в подшипниках шпинделей. Передние опоры шпинделей большинства моделей консольных фрезерных станков (6М80Г, 6М82, 6Р83Г, 6М83, 6Н11, 6М12, 6Р12, 6Р13, 6Р13Ф3, 6Р11Ф3 и др.) имеют идентичные конструкции, в которых применены двухрядные роликовые подшипники с конусным посадочным отверстием внутреннего кольца.
Органы управления консольно-фрезерным станком

Органы управления консольно-фрезерным станком
Шпиндельная группа консольно-фрезерного станка 6р13.
Регулировка радиального зазора подшипников
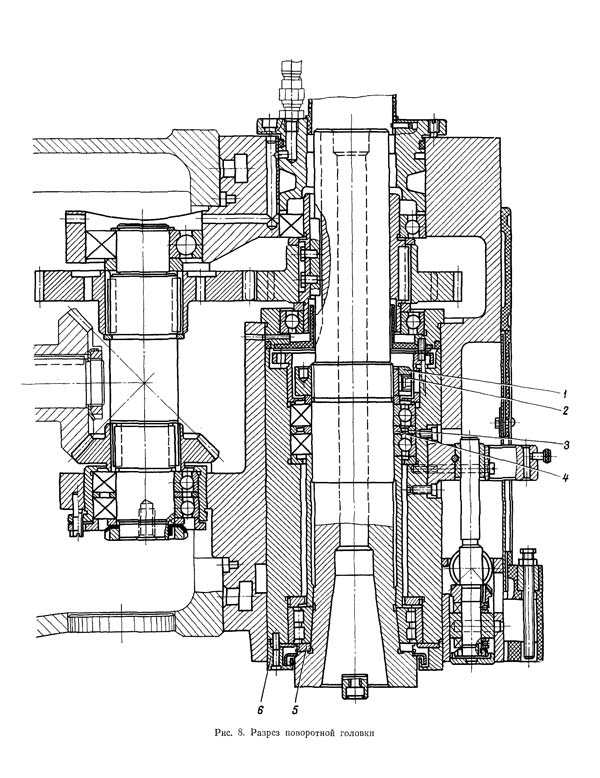
Чертеж поворотной головки консольно-фрезерного станка 6р13

Шпиндельная группа станка 6р13 (регулирование подшипников)
Подшипники шпинделя консольно-фрезерного станка 6р13
Шпиндель станка 6р13 смонтирован на 3-х подшипниках:
- Верхний подшипник № 46117 шариковый радиально-упорный однорядный, класс точности В (5), размер 85х130х22
- Верхний подшипник № 46117 шариковый радиально-упорный однорядный, класс точности В (5), размер 85х130х22
- Нижний подшипник № 3182118 двухрядный роликовый, класс точности А (4), размер 90х140х37
Регулировка радиального зазора двухрядного роликового подшипника (на примере станка модели 6Р13) производится следующим образом (рис. 11.2):
- В конус шпинделя вставляется деревянная оправка;
- С выступающей цилиндрической поверхностью шпинделя 3 вводится в контакт измерительный штифт индикатора с часовым циферблатом или микрокатора с ценой деления не более 2 мкм;
- Покачивая при помощи оправки шпиндель в его опоре, замечают крайние наибольшие отклонения стрелки индикатора. Если общее отклонение превышает 8—10 мкм, то зазор необходимо уменьшить до этого значения. С этой целью отвинчивают винты 2 и снимают кольцо 1. Затем, ввернув пробку 9, расконтривают гайку 7, отвернув штифт 8;
- Далее ударом медной выколотки по заднему торцу шпинделя подают его несколько вперед (на 0,5—1,0 мм) и, развернув виток упругой проволоки 12, вынимают дистанционные полукольца 4;
- После этого завинчивают гайку 7, втягивая шпиндель, одновременно насаживая и растягивая на его конусной шейке внутреннее кольцо двухрядного роликового подшипника 11;
- В процессе этой операции шпиндель покачивают и наблюдают показания индикатора. По достижении отклонения 8—10 мкм затягивание гайки 7 прекращают и тщательно замеряют точными концевыми мерами в четырех местах размер Н, оставшийся под полукольца 4;
- Затем полукольца шлифуют на замеренный размер Н и притирают на плоскостность, после чего ставят на место и закрывают кольцом 1;
- В заключение затягивают гайку 7 (сдавливая кольцо 6, подшипники и втулку 5) так, чтобы был обеспечен плотный контакт полуколец 4 с буртиком шпинделя и кольцом подшипника 11, гайку законтривают и завертывают пробку 9.
- Перед возобновлением работы необходимо смазать переднюю опору.
Регулировка осевого зазора радиально-упорных подшипников шпинделя
- При регулировании осевого зазора в конус шпинделя устанавливается оправка;
- Торец шпинделя фиксируется (с натягом) измерительным штифтом индикатора часового типа;
- Через динамометр шпинделю в осевом направлении сообщается знакопеременная нагрузка Р = 1176 ÷ 1960 Н (120..200) кг). При этом замечаются наибольшие крайние отклонения стрелки индикатора, разность которых составляет осевой люфт шпинделя;
- Затем отвинчиваются гайки 7 и 10. Продвигается вперед и вынимается шпиндель;
- Демонтируются радиально упорные шарикоподшипники и с ними дистанционные кольца;
- Дистанционное кольцо 6 шлифуется по размеру, учитывающему размер замеренного осевого люфта;
- После этого все снятое ставится на места, гайкой 10 наружные кольца шарикоподшипников сжимаются, чем достигается их плотный контакт с дистанционным кольцом 6.
Технические характеристики подшипника № 3182118
Подшипник 3182118 — это двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), канавкой и отверстиями для внесения смазочного материала. Комплект тел качения с внутренним кольцом способны перемещаться относительно наружного в обе стороны. Двухрядные подшипники способны обеспечивать высокую грузоподъемность и жесткость при относительно небольших габаритах. Этот типоразмер, как и большинство роликоподшипников этой серии производится в настоящее время только высокоточным, вторым или четвертым классом (ранее выпускался и 6-ым классом точности), поскольку основная область применения — прецизионные станки, при работе которых недопустимо высокое биение, возникающее вследствие даже небольших отклонений от заданных размеров.
Основным производителем подшипников подобной конструкции всегда считался московский ГПЗ-1, сейчас же его производство перевели в город Волжский, на филиал Завода Авиационных Подшипников при 15 ГПЗ (все заводы объединены под эгидой Европейской Подшипниковой Корпорации). В настоящее время изготавливается четыре разные модификации — 2-3182118К, 4-3182118К, 2-3182118КЕ, 4-3182118КЕ, которые отличаются по классу точности и материалу сепаратора (К — латунь, КЕ — полиамид, сама же буква К означает наличие проточки на внешнем кольце и отверстий для внесения смазочного материала). Широко распространена продажа неликвидных подшипников этого типа, произведенных в прошлом, эта продукция доступна в большем количестве модификаций и чаще всего значительно дешевле недавно произведенной заводской. Купить заводские подшипники с минимальными наценками можно у официальных представителей ЕПК (ориентировочная цена — около 5700 рублей, причем класс точности и материал сепаратора на нее почти не влияет), неликвидную продукцию и подшипники с хранения можно купить в фирмах, расположенных в крупных промышленных центрах прошлого.
Импортные подшипники этого типоразмера имеют обозначение NN3018K (наличие буквы К в номере обязательно, так как она указывает на коническую посадку). В России наиболее распространена продукция следующих производителей — FAG, SKF, NSK, IBC. Есть и дешевый вариант покупки импортных подшипников этого типа — продукция восточно-европейских производителей — ZKL (Чехия), URB (Румыния) и FLT (Польша), однако чаще всего она реализуется неликвидного качества, производства 80-ых годов прошлого века, когда они поставлялись в страну для нужд уже развалившихся уже промышленных предприятий. Она отличается большим разнообразием модификаций, так что иногда это единственный вариант для ремонта оборудования. Ориентировочная цена наиболее качественных и дорогих импортных подшипников этого типа составляет около 500 евро при покупке без посредников. Цена же на подшипники марок FLT и ZKL зависит от их состояния и модификации, и может составлять 750 рублей и меньше.
Размеры и характеристики подшипника 3182118 (NN3018K)
- Внутренний диаметр (d): – 90 мм;
- Наружный диаметр (D): – 140 мм;
- Ширина (H): – 37 мм;
- Масса: – 2,13 кг;
- Размеры ролика: — 11х11 мм;
- Количество роликов: — 54 шт;
- Грузоподъемность динамическая: — 146 кН;
- Грузоподъемность статическая: — 213 кН;
- Максимальная номинальная частота вращения: — 6700 об/мин.
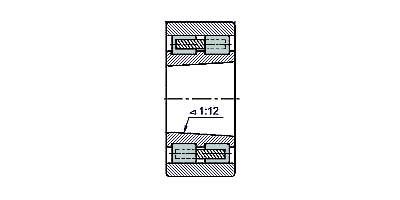
Схема подшипника 3182118 фрезерного станка 6р13

Фото подшипника 3182118
Технические характеристики подшипника 46117
Подшипник 46117 — это шариковый радиально-упорный однорядный подшипник. Данный тип имеет дорожки качения на обоих кольцах, причем они смещены вдоль оси подшипника. Таким образом, они лучше всего приспособлены для восприятий комбинированных радиально-осевых нагрузок. Но поскольку осевую они могут воспринимать только в одном направлении, то их устанавливают попарно для фиксации вала.
Производство этого типа осуществляется на саратовском 3 ГПЗ (ОАО «СПЗ», маркировка SPZ) в следующих разновидностях: 46117Л, 6-46117Л, 4-46117Л. На самарском СПЗ-4 их выпускают по 6-му классу точности с полиамидным или латунным сепараторами. Также в продаже у многих фирм имеются подшипники этого типа, произведенные на 18 ГПЗ в Украине (Винница).
Отечественные подшипники производятся согласно ГОСТ 520-2002, импортные по ISO и имеют маркировку 7017A с дополнительными обозначениями конструктивных особенностей.
Размеры и характеристики подшипника 46117 (7017A):
- Внутренний диаметр (d): – 85 мм;
- Наружный диаметр (D): – 130 мм;
- Ширина (высота) (Н): – 22 мм;
- Масса: – 1,04 кг;
- Диаметр шарика: – 13,494 мм;
- Количество шариков в подшипнике: – 21 шт.;
- Диаметр борта наружного кольца: – 115,7 мм;
- Диаметр борта внутреннего кольца: – 99,4 мм;
- Грузоподъемность динамическая: – 57,4 кН;
- Грузоподъемность статическая: – 42,1 кН;
- Номинальная частота вращения: – 6700 об/мин.

Схема подшипника 46117 (7017A)

Фото подшипника 46117 (7017A)
Регулирование зазоров в направляющих стола

Регулирование зазором в направляющих стола
Регулирование зазоров в направляющих стола, салазок, консоли и ползуна. Регулирование этих зазоров производится изменением продольного местоположения клиньев. Регулирование зазора в направляющих стола ведется продвижением клина 4 (рис. 11.3, а) путем ввинчивания винта 3 в корпус при несколько ослабленной затяжке гайки 2 и отвинченной гайке 1. Между клином и направляющей поверхностью стола не должен входить щуп толщиной 0,03 мм. Плавность перемещения и степень усилия проверяются ручным способом. После регулирования гайки 1 и 2 надежно затягиваются. Зазор в направляющих салазок регулируется клином 6, продвигаемым винтом 5 (рис. 11.3, б). Зазор не должен быть более 0,03 мм. Степень регулирования проверяется перемещением салазок вручную. На станках моделей 6Н80, 6Н81, 6Т80, 6Т81, 6Т82 и др. регулирование зазоров в направляющих консоли и ее зажим, как и зажим хобота на станине, производится о помощью одних и тех же клиньев. Так, зазор в направляющих консоли регулируется винтом 7 (рис. 11.3, в) при ослабленной гайке 8, а ее зажим — завинчиванием винтовой втулки 9. В обоих случаях клин 10 перемещается. Однако при такой конструкции восстановление в направляющих зазора, необходимого для рабочих перемещений консоли, достигается тем, что винтовая втулка 9 вывинчивается до упора винта 7 в планку 11. Зажим хобота производится затягиванием клина винтом, расположенным сзади станины.
Механизм регулирования осевого люфта пары: ходовой винт — гайка
Механизм регулирования осевого люфта пары: ходовой винт — гайка
Регулирование осевого люфта в винтовой паре ходовой винт — гайка стола производится следующим образом: несколько отвинчивается пробка 1 (рис. 11.4), затем отверткой через центральное отверстие в пробке поворачивается за шлиц на торце валик-червяк 2 до выбора зазора между гайкой и ходовым винтом. Это устанавливается вращением маховичка винта на обнаружение мертвого хода. Регулирование производится до тех пор, пока мертвый ход составит не более 3—4° поворота маховичка. Следует при этом убедиться, что на всей длине перемещения стола (вручную) не произойдет заклинивания гайки.
Регулирование предохранительной муфты в цепи привода подач (коробки подач станков моделей 6М81, 6М82, 6Н81, 6Н82, 6Т82 и др.). В целях предотвращения поломок при перегрузках следует обращать особое внимание на регулирование предохранительной муфты. При этом предварительно снимается крышка 2 и вывертывается пробка 1 (рис. 11.5, а). Затем винт 4 (рис. 11.5, б) вывинчивается настолько, чтобы он вышел из паза. В отверстие под пробку 1 вставляется стержень так, чтобы его конец вошел в одно из отверстий под ключ на цилиндрической поверхности гайки 3 и не позволял ей поворачиваться.
При помощи подходящей пластины поворачивается зубчатое колесо 9, на ступице которого установлена гайка 3. Этими поворотами в нужном направлении гайка свинчивается или навинчивается на резьбу ступицы зубчатого колеса 9 и тем самым уменьшает или увеличивает крутящий момент, который должен быть приложен к муфте 5 с торцевым, зубом, чтобы заставить шарики отжать пружину и позволить ей провернуться. После регулирования завинчивается винт 4 так, чтобы он вошел в паз на ступице зубчатого колеса.
Механизм предохранительной и фрикционной электромагнитной муфты в цепи привода подач

Механизм предохранительной и фрикционной электромагнитной муфты
Нормальная работа фрикционной электромагнитной муфты (рис. 11.5, б) в цепи привода быстрого хода обеспечивается соблюдением следующего ее состояния:
- общий зазор между дисками фрикциона 7 и 8 не должен превышать 2—3 мм; регулирование зазора производится гайкой 6 при снятой крышке 2 (рис. 11.5, а);
- во включенном положении диски должны плотно прилегать друг к другу, будучи сжаты сердечником электромагнита.
Эксплуатация фрезерных станков
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем эксплуатацию фрезерных станков.
На предприятиях эксплуатация станков ведется в соответствии с нормативными документами, содержащими правила и условия безопасной работы на станках, а также выполнение ряда мероприятий по их уходу, надзору и ремонту. Эти мероприятия определяются системой планово-предупредительного ремонта, которая включает:
- ежемесячные и периодические осмотры станков;
- постоянное поддержание чистоты оборудования и помещений, в которых оно установлено; ежесменную и периодическую смазку поверхностей трения;
- периодическую промывку станков и машин с целью удаления металлоабразивных продуктов, образующихся в процессе работы, и очистку от пыли электротехнического и электронного оборудования станков и машин;
- профилактическую регулировку механизмов, устройств и подвижных сопряжений деталей, обтяжку крепежа станков и машин;
- профилактическую замену деталей, имеющих срок службы меньше продолжительности межосмотрового периода;
- периодические проверки геометрической и технологической точности станков и машин;
- профилактические испытания электрооборудования, электросетей и электронных устройств;
- замену утративших работоспособность быстроизнашивающихся деталей и их сопряжений или восстановление их работоспособности;
- восстановление регулировки механизмов, устройств и подвижных сопряжений деталей.
К регламентированному (плановому) техническому обслуживанию относятся ежемесячные и периодические осмотры, проверки и испытания, поддержание чистоты оборудования и помещений, ежесменная и периодическая смазка, периодическая промывка и очистка от пыли, профилактическая регулировка, плановая (через определенное число часов работы) замена быстроизнашивающихся деталей.
К техническому обслуживанию по потребности (неплановому) относятся: замена отказавших деталей, восстановление случайных нарушений регулировки механизмов, устройств и подвижных сопряжений деталей, восстановление случайных нарушений неподвижных разъемных соединений деталей станков и машин.
В обязанности рабочего-станочника входят в основном работы, связанные с регламентированным (плановым) техническим обслуживанием оборудования. Среди них – поддержание чистоты оборудования и рабочего места, ежесменная и периодическая смазка и очистка станка, проверка правильности функционирования основных узлов станка по регламентированной схеме и установленным правилам, определенная правилами работы на станке профилактическая регулировка некоторых узлов и т.д.
Некоторые правила эксплуатации станков.
- Допустимое колебание напряжения сети трехфазного тока для нормальной эксплуатации составляет 10…15 % от 380 В.
- Перед включением напряжения питающей сети электротока все переключатели, имеющие фиксированное положение – начало, должны быть установлены в это положение.
- Следует проверить вручную работу всех механизмов станка. При начале работы на новом станке это нужно сделать, предварительно установив назначение и порядок включения рукояток, кнопок и тумблеров.
- Проверить поступление смазки и наличие ее в указателях масла.
- Если при переключениях скоростей шпинделя рукоятка не доходит до фиксированного положения, то это означает, что шестерни не вошли в зацепление. В этом случае необходимо нажать кнопку «Толчок шпинделя», при этом произойдет импульс включения, что позволит произвести затем нормальное зацепление шестерен.
- Переключение скоростей главного движения (вращения шпинделя) на ходу не допускается.
- Переключение коробок скоростей производится только после установки рукояток в фиксированные положения.
- Не рекомендуются частые переключения скоростей в целях недопущения перегрузок двигателя главного движения от пусковых электротоков.
- При наличии на станке механизма зажима инструмента пуск шпинделя станка не произойдет, если инструмент отжат.
- Вращающиеся устройства всех фрезерных станков, служащие для закрепления заготовок и инструментов, должны иметь гладкие наружные поверхности.
- Зона обработки в универсальных фрезерных станках как консольных, так и с крестовым столом должна быть ограждена защитным устройством (экраном).
- В горизонтально-фрезерных станках задний конец шпинделя вместе с выступающим концом винта для закрепления инструмента, а также выступающий из поддержки конец фрезерной оправки должны ограждаться быстросъемными кожухами.
Обслуживание станка. Проверить легкость перемещения стола станка во всех направлениях ручными подачами, при необходимости ослабить стопорные устройства и установить стол в положение, удобное для установки фрезы.
При возникновении вибраций остановить станок и принять меры к их устранению, проверить состояние и крепление фрезы, надежность закрепления заготовки и приспособления, выбранные режимы резания.
Установка и смена фрезы. Перед установкой фрезы на станок проверить:
- качество заточки – режущие кромки не должны иметь выкрашиваний, трещин и прижогов;
- надежность и прочность крепления режущих зубьев в корпусе фрезы, а также степень их износа при условии, что фреза находилась в эксплуатации; если режущие кромки фрезы затупились или выкрошились, то фрезу необходимо заменить;
- посадочные поверхности фрезы, оправки, переходных втулок, цанги и шпинделя, а также торцы установочных колец, чтобы на них не остались загрязнения и волокна от обтирочного материала.
При установке и съеме фрез остерегаться ранений рук о режущие кромки. Для этого необходимо использовать рукавицы или предварительно надевать на фрезу кожухи, закрывающие ее режущие зубья.
При фиксировании хвостовика оправки или фрезы в шпинделе станка следует убедиться в том, что он садится плотно, без люфта. Фиксацию осуществляют, включив коробку скоростей во избежание проворачивания шпинделя.
После закрепления фрезы проверить биение ее режущих кромок. Настроить коробки скоростей и подач на заданные режимы, а также установить и закрепить упоры автоматического выключения подач.
Для снятия фрезы или оправки со стола применять специальную выколотку, предварительно разместив на столе станка деревянный лоток, предотвращающий порчу как инструмента, так и стола станка.
Установка заготовок и зажимных приспособлений. Перед установкой заготовок на стол станка или в приспособление очистить их от загрязнений; особое внимание обратить на состояние базовых поверхностей; при наличии на базовых поверхностях заусенцев, грата и других неровностей необходимо удалить их слесарным инструментом.
Места крепления заготовки следует выбирать как можно ближе к обрабатываемой поверхности. Особое внимание должно быть уделено состоянию поверхности стола.
Перед установкой заготовки на стол станка необходимо тщательно очистить его от загрязнений и стружки. В случае крепления заготовки на необработанные поверхности следует применять прихваты с насечкой.
Если обработку производят в приспособлении, то необходимо выполнить следующие работы:
- перед установкой приспособления протереть стол и посадочные места приспособления;
- при подналадке положения приспособления на столе станка применять только молотки со вставками из мягкого материала (меди, латуни);
- в случае крепления заготовки за необработанные поверхности необходимо оснастить тиски прижимными губками с насечкой;
- закрепляя заготовки в тисках за обработанные поверхности, их необходимо оснастить нагубниками из мягкого металла;
- при закреплении цилиндрических заготовок в патроне делительной головки следует применять разрезные втулки из мягкого металла и прокладывать фольгу.
Удалять стружку со стола после снятия каждой обработанной детали с помощью капроновых, волосяных или щетинных щеток (для этой цели может быть использован пылесос).
Производить установку и съем тяжелых заготовок и приспособлений (с массой более 20 кг) только с помощью подъемных устройств; освобождать заготовку от подвески разрешается только после ее установки и надежного закрепления на станке.
Приемы работы на фрезерном станке:
- заготовку подавать к фрезе только после включения вращения шпинделя, при этом механическую подачу включать до соприкосновения фрезы с заготовкой;
- перед остановкой станка необходимо сначала выключить подачу, затем отвести фрезу от обрабатываемой детали и выключить вращение шпинделя;
- отводить фрезу на безопасное расстояние, чтобы не повредить руки о ее режущие кромки при съеме обработанной детали или ее измерении на станке;
- регулировать правильность подвода СОЖ в зону резания;
- избегать размещения на столе станка режущих, вспомогательных и измери- тельных инструментов, а также других заготовок и ранее обработанных деталей.
Отказы при фрезеровании и способы их устранения.
При наладке операции фрезерования особое внимание следует обращать на жесткое и надежное крепление заготовки и инструмента. Биение режущих кромок фрез не должно быть больше, чем предусмотрено чертежом. В отдельных случаях целесообразно применить виброгасящие устройства.
Обычная точность при фрезеровании находится в пределах 9. 11-го квалитета, а шероховатость обработанной поверхности Rа 1,6. 6,3 мкм. В табл. 3.18 приведены причины отказов при фрезеровании плоскостей, прямоугольных и фасонных пазов и канавок, уступов с одной или двух сторон.
Приспособления для фрезерных работ
Приспособления для фрезерования должны быть более массивными и прочными, чем для сверления, ввиду наличия переменного усилия резания, в особенности при фрезеровании цилиндрическими фрезами, которые, кроме того, создают усилие, отрывающее изделие;
это обстоятельство необходимо предусматривать при конструировании зажимов.
Конструкции зажимов должны быть прочными и удобными для быстрого крепления в освобождения изделия. Выполнение работ на двух и более приспособлениях позволяет производить смену изделий в период машинного времени обработки на другом приспособлении.

Фиг. 736. Поворотный стол для фрезерования.
Для этой цели во многих случаях приходится применять поворотные столы. Методы непрерывного фрезерования вызывают необходимость в конструировании компактных приспособлений, осуществляющих быстрое крепление изделий.
Для установки инструмента при фрезеровании, а также для строгания широко применяются габариты , определяющие размеры
изделия, которые должны получиться после обработки.
Габариты должны ставиться в каждое приспособление для фрезерования и строгания; они не усложняют приспособлений и в то же время значительно ускоряют установку инструмента.
Поворотные столы широко применяются в средне-и крупносерийном производстве при фрезеровании главным образом па двух приспособлениях: в то время как в одном приспособлении производится смена изделия, на другом производится фрезерование, вследствие чего вспомогательное время сводится почти к нулю.
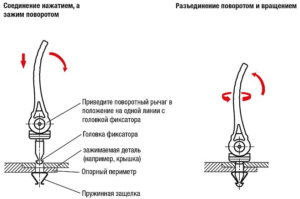
Поворотный стол (фиг. 736) имеет неподвижное основание А, которое крепится на столе станка, и верхнюю поворотную часть В, поворот которой фиксируется штифтом С при помощи пружины Д. Вывод
фиксирующего штифта производится рукояткой Е. Крепление поворотной части к нижней производится двумя планками К при помощи валика Л , имеющего две эксцентриковые шейки, входящие в пазы стержней М. При повёртывании рукоятки II шейки валика Л тянут стержни М книзу, вследствие чего верхняя плита прижимается к нижнему основанию.

Фиг. 737. Поворотный стол для установки двух приспособлений.
На фиг. 737 показан поворотный стол (общий вид), отличающийся от предыдущего только расположением пазов для крепления приспособлений.

Фиг. 738. Поворотный стол для одного приспособления с поворотом на 180°.
На фиг. 738 показан поворотный стол для одного приспособления, когда изделие обрабатывается с двух сторон с поворотом на 180°.
Особенностью этого стола является валик А, имеющий в центре стола эксцентрик, при повёртывании которого стол поднимается посредством втулки В и шарикового подпятника, облегчающего вращение стола;
при фрезеровании тот же валик А, наоборот, прижимает втулкой В верхнюю поворотную часть G к нижней. Валик Е с нарезанными на конце зубьями сцеплен с реечным фиксатором К; он отводится от верхней части стола при помощи рукоятки Л и включается сам под действием пружины М.

Фиг 739. Приспособление для фрезерования рычага с двух сторон.
Этот стол применяется для приспособлений, подобных изображенному на фиг. 739, на котором фрезеруются одновременно два рычага;
сначала фрезеруются бобышки у рычагов с одного конца, потом приспособление повёртывается на 180° и фрезеруются бобышки с другого конца.
Рычаги устанавливаются одной стороной на призму, а другой на плоскость.

Фиг. 740. Общий вид приспособления для фрезерования рычагов на поворотном столе.
В поперечном направлении рычаги прижимаются к постоянной опоре звёздочкой, показанной на фиг. 740 (общий вид).
На таком же поворотном столе, установленном на специальном двухшпиндельном горизонтальпо-фрезерном станке, производится разрезка нижней головки шатуна и фрезерование мест под головку и гайку болта.

Фиг. 741. Приспособление для разрезки головки и фрезерования под болты шатуна на поворотном столе.
Приспособление крепится к верхней поворотной части стола и с ней повёртывается на угол 180° (фиг. 741).
Шатуны устанавливаются на два направляющих штыря; разрезанная головка закрепляется съёмной шайбой и гайкой.
На фрезерных и долбёжных станках специальные поворотные столы иногда являются как бы принадлежностью станка и отличаются от описанных выше тем, что могут служить для непрерывного фрезерования по окружности с механическим вращением от станка (фиг. 742).

Фиг. 742. Специальный поворотный стол.
На верхней части такого стола А (фиг. 742) имеются Т-образные пазы для крепления приспособлений. Вращение стола производится червячной передачей. Червяк В вращается маховичком С от руки или механически от станка через шарнирную передачу и коническую шестерню Д. Две конические шестерни Е, сидящие на валике червяка В, позволяют при помощи кулачковой муфты Е сообщать столу правое и левое вращения. При вращении стола
вручную муфта становится в нейтральное положение вилкой Л. Переключение вилки может производиться автоматически при помощи перемещения валика-рейки М от валика-шестерни Н, на верхнем конце которого укреплён рычаг П, повёртывающийся от кулачка Р, привёрнутого на вращающейся части стола. Для использования стола в качестве делительной головки на цилиндрической неподвижной части стола наносятся деления, обозначающие градусы угла поворота.
Для быстрого повёртывания стола червяк может выключаться посредством поворота эксцентрической втулки Т при помощи хомутика Ф.

Фиг. 743 Приспособление для непрерывного фрезерования шатуна, установленное на вращающийся стол.
На фиг. 743 показано приспособление для непрерывного фрезерования плоскости разъёма шатуна, установленного па механически вращающийся стол, аналогичный описанному выше. Шатун закрепляется в трёх центрах.

Фиг. 744. Приспособлена для непрерывного фрезерования лысок толкателей на вращающемся столе.
На такой же стол устанавливается приспособление для непрерывного фрезерования лысок толкателей, закрепляемых по четыре штуки в два ряда одним болтом (фиг. 744).

Фиг. 745. Поворотный стол на долбёжном станке.
Такие же столы применяются на долбёжных станках для долбления деталей по окружности, как показано на фиг. 745.

Фиг. 746. Небольшой поворотный стол.
На фиг. 746 показан небольшой поворотный стол, устанавливаемый на столе фрезерного или какого-либо другого станка. Вращение может производиться в двух направлениях.

Фиг. 747. Поворотный стол.
На фиг. 747 изображён поворотный стол, применяемый главным образом на радиально-сверлильных станках; его можно использовать также при работе на фрезерных и долбёжных стайках.

Фиг. 748. Поворотные угольники.

Фиг. 749. Специальная делительная головка.
Небольшие поворотные угольники показаны на фиг. 748.
Для приспособлений, в которых изделия устанавливаются в вертикальной плоскости так, что они могут поворачиваться, применяются
универсальные и специальные делительные головки.
Универсальные делительные головки являются частью того или другого станка. Специальные делительные головки бывают различных конструкций в зависимости от назначения.

Фиг. 750. Пневматическое приспособление для одновременного фрезерования двух сторон головок шатуна.
Одна из таких головок для делений на 90° показана на фиг. 749. В данной головке имеется отъёмный клин, дающий точное деление.
В последнее время такие головки вытесняются более удобными головками с пружинными фиксаторами.
Широко распространены, в особенности в крупносерийном и массовом производствах, пневматические приспособления.

Одно из таких приспособлений для одновременного фрезерования двух сторон верхней и нижней головок шатуна автомобильного
двигателя на специальном четырёхшпиндельном станке изображено на фиг. 750. Пневматический цилиндр через систему рычагов прижимает верхнюю головку шатуна прижимом А к неподвижному прижиму В, а нижнюю головку прижимом D к качающемуся рычагу Е. Ограничитель С служит для ориентировочной установки в поперечном направлении.
Простое приспособление для фрезерования клиньев под углом показано на фиг. 751.
Сначала производится фрезерование клипа А, который затем перекладывается на место В для фрезерования второй стороны. Для предварительной установки фрезы служит пластина — «габарит» от которой при помощи щупа толщиной 3 или 5 мм. измеряется расстояние. Изделие зажимается планками. Приспособление крепится к столу болтами С.
Принципы выбора и эксплуатации прижимов для фрезерного станка
Фрезерные станки являются незаменимым оборудованием при механической обработке деталей. Они позволяют выполнять следующие операции: отрезка заготовок, растачивание, сверление, фрезерование плоских поверхностей, уступов, пазов, криволинейных и винтовых поверхностей, а также резьбы.
Выполняя все перечисленные задачи, необходимо закрепить заготовку на станке. Для этого применяют универсальные станочную оснастку.

Назначение
Рациональное использование станочной оснастки позволяет облегчить работу фрезеровщика, сократить вспомогательное время на обработку заготовок, обеспечивает надежное закрепление заготовок и повышает точность заготовки, позволяет проводить одномоментную обработку сразу нескольких заготовок, что положительно влияет на увеличение нормы выработки. Одним из таких приспособлений является прижим.
Прижимами для фрезерного станка называют специальные приспособления, которые используются для базирования (неподвижного крепления) обрабатываемых заготовок на станке. Они повышают производительность труда и позволяют производить обработку без предварительной разметки и выверки. На столе фрезерного станка есть т-образные пазы, служащие для установки в них винтов прижимов.
Винты предупреждают прокручивание, что делает соединение надежным.
Зажимы на фрезерном станке должны обеспечивать скорость и жесткость зажима обрабатываемой заготовки, а также должны иметь высокую прочность, иначе обрабатываемая заготовка может вылететь со стола и навредить фрезеровщику или повредить оборудование.












ПРИЖИМЫ И СТАНОЧНЫЕ СУХАРИ
Закрепление некоторых заготовок на рабочих поверхностях фрезерных и сверлильных станков представляет некоторую сложность, либо вовсе оказывается невозможным. В этом случае следует использовать специальные зажимные приспособления, позволяющие надежно зафиксировать заготовки нестандартной формы или габаритов. К таковым относятся прижимы (прихваты, зажимы) различного исполнения.
Существует большое разнообразие зажимов для фрезерного и сверлильного станка. В качестве зажимных приспособлений могут использоваться:
- Классические струбцины;
- Резьбовые изделия — шпильки, болты, гайки нестандартной конфигурации (удлиненные, фланцевые, Т-образные (сухари));
- Магнитные и немагнитные винтовые опоры;
- Прижимы шарнирные, подпружиненные;
- Прихваты станочные плоские, типа Us и Ys;
- Опоры ступенчатые и т. д.
Существуют готовые наборы для крепления заготовок на станочной столешнице, укомплектованные резьбовыми шпильками различной длины, диаметра, соответствующими гайками, сухарями. Их размер соответствует конфигурации пазов на рабочей поверхности станков, ступенчатыми и/или винтовыми опорами разных габаритов и прихватами.
Прижимы, струбцины, как правило, в стандартную комплектацию наборов не входят, приобретаются отдельно
С помощью таких универсальных комплектов зажимных приспособлений для фрезерного стола или сверлильного станка можно обрабатывать заготовки практически любой формы и габаритов.
Виды зажимов для металлообрабатывающих станков
Стоит выделить, что для того, чтобы получить высокую степень обработки заготовок по металлу и высший уровень производительности зажимы классифицируют с ориентиром на высокий уровень требований.
Особенное внимание уделяют следующим параметрам: точность и жесткость. При базировании одной заготовки, агрегат позволяет при необходимости произвести точную настройку, которая связана с большим количеством переходов и нюансами обработки разных типов поверхностей.
Для этого нужно, чтобы наборы прижимов и их элементы установочного типа не мешали продвижению режущей кромки ко всей обрабатываемой поверхности. При этом обрабатываемые заготовки для станков должны иметь поверхности, которые обеспечивают:
- точность расположения;
- надежность крепления;
- удобство расположения мест для расположения зажимов.

Справка! Если отсутствуют надежные установочные зажимные наборы и базы для мест крепления, то можно использовать бобышки и отверстия.
Универсальный безподкладочный
Представляет собой планку, которая, собственно, и прижимает заготовку. Прижим происходит через винтовую опору. В качестве опоры может использоваться винтовой упор или подкладка. Прижим состоит из т-образного болта, планки, стойки и фиксирующей шайбы.
С-образный
В данном прижиме нет подкладки, но есть шарнирный механизм, с помощью которого можно регулировать нужный вылет. На шарнире имеется гайка, на которую устанавливается специальное кольцо. При необходимости кольцо можно снять, установить гайку на нужную высоту, надеть кольцо обратно. Гайка будет накручиваться по резьбе и закрепит конструкцию.
Быстродействующий
Данный прижим состоит из стойки, зубчатой пластины, пружины и корпуса прижима. Сверху прижима находится пружина, далее зубчатая пластина с рукояткой. Данный механизм зажимает корпус прижима, что позволяет ему двигаться по всей высоте.

Гребенчатый прижимной механизм
Имеет несколько зубьев точной формы, что позволяет плотно зажимать заготовку. Зубцы находятся под маленьким углом, что позволяет получить равномерное давление на заготовку.
Использование струбцины
Струбцина — это вспомогательная оснастка, которая состоит из зажимного устройства и штифта. В нижней части струбцины находится пружина, которая держит всю конструкцию.
- f-образные — для заготовок с большими габаритами;
- g-образные — самые распространённые струбцины, используются для прижима заготовок маленьких размеров;
- трубные — используются для создания большого давления на деталь;
- угловые — соединяют детали под углом.







Разновидности
Существует несколько видов фрезерных прижимов:
- Универсальный безподкладочный. Представляет собой прижимную планку, которая должна дополняться опорой. Если винтовой опоры нет, используется подкладка. По внешнему виду представляет собой т-образный болт, который продет через стойку с планкой, зажат шайбой. Продается такой инструмент в разобранном виде.
- Гребенчатый механизм. Имеет несколько прижимных зубьев, которые расположены под определенными углами. Это позволяет более надежно удерживать заготовку, не давая ей выскользнуть от вибраций. Давление распределяется не только по верхней части заготовки, но и по ее бокам.
- С-образный. На прижимном болте есть металлическое кольцо, которое увеличивает площадь давления. При желании его можно снять, вытащить болт. Главные преимущества — простота конструкции, удобство при работе, надежность, долговечность.
- Быстродействующие механизмы. Принцип работы основан на рычажно-пружинной системе. Дополнительными элементами являются корпус инструмента, планка с зубьями, пружина, стойка.
- Комплект кулачковых зажимов. Представляет собой 5 монолитных приспособлений. У каждого из кулачков есть две рабочих поверхности. Закрепляются они с помощью болтов и сухарей.
Принцип работы прижимов от их вида не изменяется. Существует несколько видов струбцин:
- Трубные — предназначены для создания мощного давления при соединении материалов. Могут изготавливаться из чугуна.
- F-образные — подходят для работы с заготовками большого размера.
- Угловые — позволяют выставить угол и зафиксировать его неподвижно.
- G-образные — применяются для скрепления небольших деталей.
Выбор оснастки зависит от размеров обрабатываемой заготовки. На современных струбцинах присутствует специальный крючок, с помощью которого можно быстро ослабить давление, изменить настройку.
Также существуют специальные крепежные наборы. Они понадобятся в тех случаях, когда нужно обработать деталь сложной формы, а удержать ее обычными зажимами невозможно.
Для высокоточного закрепления заготовки, применяются наборы уголков, пластинок разной толщины. Они играют роль подкладок, когда необходимо выставить уровень до миллиметров.
Существует оснастка, которую устанавливают сами производители фрезерных станков. Виды:
- Винтовые распорки, угольники.
- Ступенчатые прихваты.
- Плиточные упоры.
- Вилкообразные зажимы, которые передвигаются по направляющим.
- Корытообразные тиски.
- Универсальные зажимы, имеющие изогнутую форму.
При выборе станка необходимо поинтересоваться о наличии прижимов, их виде.
Какой лучше выбрать?
Выбор прижимов для станка по дереву и по металлу имеет свои особенности.
По дереву
Как правило, прижимы для фрезерных станков по дереву имеют упрощенную конструкцию. Выбирать их следует исходя из того, чтобы ни прижимы, ни их элементы не перекрывали доступ к обрабатываемой заготовке.
По металлу
Выбор прижима зависит:
- от габаритов обрабатываемой заготовки;
- от хода прижима;
- от материала, из которого он изготовлен;
- от механизма прижима.
Прижимы из пластика недолговечны при работе с металлическими заготовками.

Назначение прижимов для фрезерного станка
Зажимные устройства применяются в сверлильных, фрезерных и токарных станках для фиксирования обрабатываемых заготовок на станине, и обязательно состоят в комплекте инструментов, которыми оснащают оборудование. Они способны закрепить изделие так, чтобы обработать его было удобно с любой стороны. Замена зажимных приспособлений простыми тисами не принесет долгожданного результата, по причине частого отсутствия возможности правильного фиксирования детали.
На станине обрабатывающих станков имеются специальные проемы, в которых болтами крепятся фрезерные прижимы. Болты имеют специальные головки, препятствующие прокручиванию тела болта, и делают соединение особенно крепким.
Для достижения высокого уровня обработки изделия, зажимные устройства классифицируют по видам фиксаторов. Один прижим, установленный на станок, способен обеспечить точность настройки, связанной с многочисленными переходами при работе с разными типами деталей.
Прижимы для фрезерных станков, сверлильных и других типов оборудования должны обеспечить быстроту и жесткость крепления заготовки нужной для работы стороной, регулирование по высоте, свободный доступ режущего инструмента к изделию. Обрабатываемые заготовки должны отвечать следующим требованиям:
- точное расположение материала,
- надежная фиксация детали,
- корпус изделия позволяет удобно установить зажимные приспособления.
Все виды прижимных механизмов должны иметь высокую степень прочности, и не деформироваться под воздействием винтового зажима. В противном случае обрабатываемый элемент может выскочить и причинить вред оборудованию и здоровью человека.

Как изготовить своими руками?
Прижимы, изготовленные своими руками, должны удовлетворять следующим критериям:
- плавный ход прижима;
- прижимная планка должна иметь большие размеры, чтобы создавать необходимое давление на заготовку;
- удовлетворять всем требованиям безопасности;
- не должны повреждать заготовку.

Есть два способа изготовления прижимов самостоятельно:
- Достать из стиральной машины валы, которые работают на отжим. Сделать раму с направляющими штифтами, соединить их п-образным профилем, на котором закрепить валы и зажать их регулировочной планкой.
- С двух сторон станины установить по рейке. На ходовой вал установить два подшипника. Зажим будет регулироваться пружиной, которая свободно ходит.
После установки прижима, изготовленного своими руками, не должны ухудшиться эксплуатационные характеристики станка. Фрезерные станки широко применяются на производствах при обработке как металлических заготовок, так и при обработке дерева. Они выполняют широкий спектр операций. Для высокоточных работ заготовки должны быть надежно установлены на станине. Для этого используются прижимы, тиски и прочая цеховая оснастка.
Виды зажимов и тисков для станков с ЧПУ
В зависимости от типа оборудования, такие тиски и зажимы могут быть:
- Модульные (с удлиненной базой и без).
- Многофункциональные.
- Многоместные.
- Модульные разнесенные.
- Для пятикоординатных станков.
Критерии выбора фрезерного оборудования
Выполнение металлообрабатывающих, в том числе и фрезерных, операций требует технологически сложного оборудования, выбор которого заключается в наличии специальных инженерных знаний и практического опыта. Разнообразие конструкций фрезерных станков предполагает предварительное составление технологической карты производства, где с подробными характеристиками указаны все этапы изготовления продукции:
- Виды технологических операций.
- Последовательность выполнения.
- Периодичность выполнения однотипных операций
- Необходимое время на выполнение тех или иных действий.
Четкое представление будущего производственного процесса позволит не ошибиться при выборе оборудования, исключит возможность ненужной траты средств.
Общие параметры фрезерных станков
Размеры рабочей зоны. Важный критерий, позволяющий определить габариты изготавливаемых деталей. Безусловно ясно, что для производства мелких деталей нужны малогабаритные станки. Площадь рабочего стола должна быть лишь немного больше размеров заготовки — это необходимо лишь для удобства ее закрепления. При наличии вакуумного стола его размеры могут совпадать с габаритами деталей.
Высота портала определяется расстоянием от плоскости рабочего стола до кромки режущего инструмента. Необходимо также учитывать диапазон движения шпинделя. Чем больше будут эти две величины, тем более широкий спектр разновидностей изделий можно будет производить на данном оборудовании.
Способы управления станком. Здесь разберем некоторые способы автоматического управления работой фрезерного станка, позволяющие максимально сократить ручной труд, повышая производительность труда.
- Работа станка под управлением персонального компьютера при единичном производстве изделий. Здесь в заранее заложенную программу вносятся необходимые технологические режимы (частота вращения шпинделя, скорость подачи заготовки или рабочего инструмента и т. д.).
- При серийном производстве, когда спрос на конкретные изделия высок, и нет необходимости часто менять управляющую программу, используются специальные контроллеры. Вся технологическая информация вносится с помощью флеш-карты.
- Специальные системы управления позволяют автоматически менять режимы работы, производить переналадку инструмента, осуществлять обратную связь с электроприводами.
Характеристики шпинделя. Здесь обращается внимание на такие параметры, как скорость вращения, мощность приводного электродвигателя, параметры разгона и остановки (плавность, время), уровень шума, наличие функции автоматической смены режущего инструмента.
Шпиндель с водяным охлаждением издает меньше шума, а сами станки имеют меньшую стоимость. Воздушное охлаждение шпинделя применяется на станках для крупносерийного производства.
Комплектация станков. Станочное оборудование одного модельного ряда, имея схожее конструктивное исполнение, различается по своим техническим характеристикам:
- По приводной мощности и как следствие, массе обрабатываемых деталей.
- По максимальному ходу шпинделя.
- По наличию систем удаления стружки, охлаждения инструмента.
- Автоматическая смена инструмента или вакуумный стол позволяют повысить производительность станка.
- По типу применяемых электродвигателей.
Важное значение имеют параметры станины. Неизбежные при обработке вибрации должны гаситься массивными элементами конструкции. Цельносварная рама более предпочтительна. Но при крупном серийном производстве литая станина обеспечивает более высокую точность изготовления изделий.
Виды фрезерных станков
Все виды станков можно разделить на несколько типов, отличающихся конструктивной компоновкой, перечнем выполняемых операций.
Горизонтально-фрезерный станок. Имеет горизонтально расположенную ось вращения шпинделя с закрепляемым рабочим инструментом — фрезой. Рабочий стол совершает поступательные движения подачи заготовки. Станки применяются в механических, инструментальных мастерских для изготовления различных деталей.
Универсально-фрезерный станок. Самое широко распространенное обрабатывающее оборудование для единичного или мелкосерийного производства. Отличается устройством механизма рабочего стола, позволяющим осуществлять его вращение в горизонтальной плоскости. Такое устройство позволяет фрезеровать спиральные канавки.
Вертикально-фрезерный станок. Шпиндельная головка имеет вертикальное расположение. Привод главного движения схож с конструкцией обычных сверлильных вертикальных станков. Станки имеют три направления движения подачи: продольное, поперечное и в вертикальной плоскости.
Применяются для фрезерования канавок под шпонки, сложных по форме пазов типа ласточкин хвост или L-образной формы.
Продольно-фрезерный станок. Применяется для обработки плоскостей больших размеров, фасонных профилей крупных изделий. Одновременное применение нескольких рабочих инструментов повышает производительность оборудования.
Копировально-фрезерный станок. Используется для изготовления фасонных поверхностей сложной формы. Имеет вращающийся в горизонтальной плоскости рабочий стол, на котором одновременно закреплены копир и заготовка. Вращаясь, копир заставляет выполнять движения стола согласно своим очертаниям.
Показатели качества фрезерного оборудования
При выборе станков необходимо обращать внимание на их эксплуатационные параметры:
Надежность. Под этим понимается способность оборудования в течение определенного времени выполнять свои основные функции.
Долговечность — характеризует срок службы машины до первого капитального ремонта или ее списания.
Ремонтопригодность — приспособленность оборудования к устранению поломок путем проведения техобслуживания или ремонта.
Все эти и другие параметры обеспечивают технологичность конструкции станка, определяющую оптимальные затраты на производство продукции, ремонт и обслуживание в процессе эксплуатации.
Все о цанге для фрезера

- Что это такое?
- Сферы применения
- Обзор видов патронов
- Нюансы выбора
Знать все о цанге для фрезера не менее актуально, чем о самих фрезах или об основном оборудовании и режимах работы. Существуют различные виды цанговых патронов для фрезерного станка, зажимы 6-8 мм, 12 мм и других размеров.
Полезно заранее выяснить, что же это такое, и как выбрать подходящий набор или отдельный экземпляр.

Что это такое?
Цанга для фрезера ручного по дереву и по металлу – то же самое, что дека для гитары, воздух для футбольного мяча или корень для растения. Главное, что без нее обойтись невозможно, и никакие работы выполнять невозможно также. В основном изделие включает в себя:
специального образца гайки.

Только цанга обеспечит надежное удержание фрезового инструмента в процессе эксплуатации. Поэтому от него зависит:
качество обработки изделий;
сохранность основного инструмента и его отдельных частей.

При кажущемся сходстве самых разных моделей между ними есть весьма существенные различия. Игнорирование этих нюансов способно привести к совершенно неприятным последствиям. Потому выбирать цанги должен уметь каждый мастер.

Важно: нельзя путать цанговое приспособление и кулачковый патрон. Второй вариант универсальнее и позволяет крепить хвостовики самого разного диаметра, однако использовать его во фрезерных работах откровенно неразумно.

Сферы применения
Они определяются тем, насколько велико число лепестков у конкретной цанги. Если приходится работать с очень мелкими заготовками, то применяют целый комплект зажимающих патронов. Для разводки специальных «кулачков» в них предусматриваются пружины. Иногда, но очень редко, применяют разъемные цанги специального образца.
Еще цанговый патрон может быть взят, когда требуется закреплять концевую режущую часть с ограниченным сечением хвостового блока.

Речь идет о работе с:

Стоит еще отметить, что ассортимент таких изделий представлен под разными названиями:
втулка (и все это выпускается порой для фрезеров самых разных марок, а то и со специализацией по конкретным модификациям).



Тонкие удлинители используют, если стандартизированной длины фрезерующего инструмента не хватает. Подобные изделия позволяют работать с ручными фрезерами, в том числе и с использованием дополнительно фрезеровочных шаблонов. Ключевой параметр – наименьший диаметр удлинительного компонента вместе с основной цангой. От него зависит допустимая величина посадочной площадки. Необходимость в таком приспособлении возникает, когда идет работа над пазами большой глубины, например, над выемками для монтажа замка в деревянной или металлической двери.
Важно: цанги для профессиональных фрезерных станков и для ручных фрезеров путать нельзя категорически. Недаром они четко разнесены даже в каталогах ведущих производителей таких приспособлений, к примеру, в официальном интернет-магазине CMT.

Патроны цанговые – еще одна особая категория. Они должны использоваться только в тесной связке с цангами для патронов той же серии. Но все равно в обиходной речи мастеров и заказчиков все подобные понятия скорее синонимы, и уточняют нюансы только в конкретных случаях.

Обзор видов патронов
Может возникнуть у несведущих людей вопрос: зачем столько видов патронов и цанг, не стоит ли все их разнообразие просто свести к размерным рядам. Ответ на этот вопрос отрицателен. И все дело в объективной причине – уж очень масштабный спектр задач решается при помощи фрезерующего оборудования. Современные фрезерные станки с программным управлением (а других в серьезной промышленности уже почти не бывает) могут:
работать с деревом и металлом;
выполнять манипуляции по пластмассе и по прочному камню;
обрабатывать фанеру, волокнистые плиты и другие плитные деревянные материалы;
работать с резиной.

И все это не только фрезеруется, но иногда еще также:
обрезается по точно заданному размеру;
снабжается отверстиями с заданными параметрами, включая шероховатость;
подвергается объемной обработке (и это еще только самый общий начальный перечень вариантов).

Естественно, что при таком разнообразии операций манипулировать с помощью неутомимой труженицы фрезы одним типом зажима цангового для фрезерного станка невозможно технически. Неизбежно те или иные операции будут выполняться слишком плохо или просто посредственно. Внешне вроде бы большинство цанг одинаково: втулка, геометрически выполненная как усеченный конус со сквозным каналом посередине. В стенках готовится необходимое по технологии количество прорезей, с помощью которых и формируются специальные держащие лепестки. Цанговые зажимные приспособления:
позволяют максимально легко заменять инструменты;
сокращают интенсивность биения рабочих частей;
гарантируют однородный по интенсивности и не меняющийся в течение времени обжим фрезы;
способны перенести мощные скоростные и температурные воздействия, возникающие при работе на профессиональном уровне.

Лепестковый блок перед началом работы вкручивают в патронный узел. Далее используется самозажимная гайка. Ее требуется накрутить, но не заворачивать до конца. Потом устанавливают необходимую фрезу, и уже после этого можно накрепко зажимать удерживающую гайку, чтобы обеспечить прочное удержание. Патронный агрегат технически прочно связан с мотором, что позволяет передать механическое усилие полноценно и с минимумом потерь.

Практически во всех современных фрезерных станках используют цанговые патроны формата ER. В этом случае применяют лишь зажимные модели, а не подающие, которые используются в токарном оборудовании. Зажимные цанги дополнительно делятся на:
сквозные, позволяющие крепить инструмент, протяженность хвостовика которого больше, чем высота патрона;
глухие, корпус которых на одном краю запаивают;
имеющие ряд зажимных зон – это решение обеспечивает присоединение приспособление в паре точек оси;
имеющие паз квадратной формы – такое решение отлично подходит для использования метчиков;
уже упомянутые изделия группы ER, в которых есть и пара участков прижима, и сквозное отверстие.



Но если товар помечен маркировкой ER, это еще не означает, что он полностью однороден. По допуску на биение различают обычный и прецизионный инструментарий. Второй вариант гарантирует оптимальную жесткость и пригоден для максимально точной обработки. В отдельных случаях его используют для чистовых манипуляций.
Категория ER имеет широкое разнообразие размеров (сечений), что как раз и позволяет гарантировать применение всевозможных диаметров фрез; но в любом случае нельзя использовать крепление, которое меньше, чем хвостовой узел фрезы.

Переходная цанга для фрезерующего оборудования, как нетрудно догадаться, призвана «подружить» между собой разнородные типы аппаратов и инструментов. То есть помогает в ситуации, когда приемный блок станка и рабочий агрегат имеют резко несходные размеры. Полезно охарактеризовать и некоторые практические габариты самих цанг. Так, фирма CMT поставляет модель Triton, которая представлена размерами:
Но в некоторых случаях даже 6-миллиметровое изделие совершенно избыточно. В такой ситуации может выручить патрон цанговый комплектный на вал сечением 3 мм. Обычно его масса не превышает 40 граммов. Но и на этом специфика отдельных типов не заканчивается. Необходимо еще учесть основные черты цанги для ручного фрезера, которая может довольно сильно отличаться от приспособления для стандартного промышленного станка.
Так, накидываемая гайка вполне может быть одна для целого набора зажимных деталей. Все практически гайки выполняются по шестигранной схеме. Для работы с ними предусматривается накидной ключ. Специальные гайки для мелких диаметров часто имеют цилиндрическое исполнение. Это позволяет без особого труда затягивать их вручную.

Патрон подачи всегда делается из прочного сплава, подлежащего специальному закаливанию. Поверхность снабжается 3 или 4 разрезами в продольном направлении. Зажимной тип патрона обеспечивает особо точное закрепление. Но движение по оси оказывается невозможно. Такие конструкции чаще применяют не во фрезерах, а в продольно-точильных станках с автоматикой.

Нюансы выбора
Часто при продаже фрезера сразу предлагают набор цанг и других компонентов. Однако уповать на такие комплекты не стоит. Нередко туда входит откровенно некачественный товар либо просто отличающийся от хвостового блока по размеру. Причем подобными проблемами «страдает» продукция практически всех производителей. Требуется выбирать модели максимально тщательно и аккуратно, узнавая все подробности.


Руководствоваться необходимо техническими описаниями и маркировками. Цанги всякого размера поставляют лишь Festool, Porter Cable. Продукция прочих марок комплектуется крепежом далеко не всегда. Ее покупателям приходится обращаться к торговым организациям или сервисным службам с заявкой. И даже в этом случае могут возникнуть проблемы.

Прочие особенности:
подающие патроны должны быть идеально соответствующими по размеру используемому прутку;
для вертикального фрезера следует использовать и обычные, и уменьшенные (с адаптером) цанги;
по возможности следует консультироваться с инженерами;
стоит избегать цанг, которые по размерам отличаются от наиболее распространенных (и в дюймовом, и в метрическом исчислении).
Разновидности прижимов для фрезерного станка, их назначение и способы изготовления в домашних условиях
Прижимы представляют собой специальные устройства, которые используются во всех моделях фрезерных станков. При деревообработке и обработке металлических деталей применение этих прижимных механизмов становится незаменимым.
Назначение прижимов для фрезерного станка
Зажимные устройства применяются в сверлильных, фрезерных и токарных станках для фиксирования обрабатываемых заготовок на станине, и обязательно состоят в комплекте инструментов, которыми оснащают оборудование. Они способны закрепить изделие так, чтобы обработать его было удобно с любой стороны. Замена зажимных приспособлений простыми тисами не принесет долгожданного результата, по причине частого отсутствия возможности правильного фиксирования детали.

На станине обрабатывающих станков имеются специальные проемы, в которых болтами крепятся фрезерные прижимы. Болты имеют специальные головки, препятствующие прокручиванию тела болта, и делают соединение особенно крепким.
Для достижения высокого уровня обработки изделия, зажимные устройства классифицируют по видам фиксаторов. Один прижим, установленный на станок, способен обеспечить точность настройки, связанной с многочисленными переходами при работе с разными типами деталей.
Прижимы для фрезерных станков, сверлильных и других типов оборудования должны обеспечить быстроту и жесткость крепления заготовки нужной для работы стороной, регулирование по высоте, свободный доступ режущего инструмента к изделию. Обрабатываемые заготовки должны отвечать следующим требованиям:
- точное расположение материала,
- надежная фиксация детали,
- корпус изделия позволяет удобно установить зажимные приспособления.
Все виды прижимных механизмов должны иметь высокую степень прочности, и не деформироваться под воздействием винтового зажима. В противном случае обрабатываемый элемент может выскочить и причинить вред оборудованию и здоровью человека.

Виды прижимных приспособлений для фрезерного станка
Высококачественная обработка деталей напрямую зависит от эксплуатационных характеристик зажима. При сверлении или растачивании металлических элементов используют тиски. Вместо них очень удобно применять специальные крепежные компоненты — прижимные планки с упорным винтом.
На современном рынке строительных материалов и инструментов можно встретить большое количество крепежных элементов и комплектов прижимов для фрезерных станков и других агрегатов:

- прихваты: универсальные, ступенчатые, изогнутые, вилкообразные, подвижные,
- подпорки и распорки,
- уголки,
- упоры,
- крепежные наборы на различное количество элементов,
- наборы плит и угольников.
Крепежный набор применяется в тех случаях, когда станочные тиски неспособны захватить сложную конструкцию. В наборе содержатся дополнительные крепежные приспособления, позволяющие выполнить захват: шпильки, опоры, уголки, гайки разной длины, прихваты с рифленой поверхностью.
К помощи набора плит и угольников обращаются, если необходимо осуществить точную настройку и закрепление объекта на рабочей поверхности станка.
Прижим универсальный безподкладочный
Если требуется закрепление детали на рабочем столе станка, применяют прижимную планку и дополняют ее опорой. В качестве опоры применяют упор винтовой или подкладку. Конструкция обеспечивает быстрое и надежное крепление материала на столе фрезерного станка и других обрабатывающих машин. Устройство выглядит следующим образом: Т-образный болт, стойка, планка, фиксирующая шайба.
Сначала собирают прижимной механизм, затем его устанавливают на станину обрабатывающего станка и подводят к рабочему элементу. Винт упирается в планку, корпус разворачивают вокруг оси и закрепляют.

С-образный прижим
Устройство не имеет подкладки, с помощью шарнирного соединения механизм можно устанавливать на необходимую высоту. Для быстрого регулирования устройства по высоте фиксирующую гайку выполняют из двух половин, на которые накладывается специальное кольцо. В случае необходимости кольцо снимается, гайка устанавливается на нужную высоту, надевается кольцо. Гайка вращается и перемещается по резьбе болта, тем самым закрепляя конструкцию.

Быстродействующий прижим
Предназначается для закрепления детали на станине обрабатывающего станка. Основой конструкции служит рычажно-пружинный механизм. В комплектацию входит:
- стойка,
- зубчатая планка,
- пружина,
- корпус зажима.
В верхней части прижимного устройства размещена пружина, под ней – зубчатая рейка с рукояткой. Этот нехитрый механизм быстро фиксирует корпус прижимной установки, позволяя ей двигаться по всей высоте стойки.
Такая конструкция помогает сократить время настройки и последующих операций с обрабатываемым элементом на станке.
Гребенчатый прижимной механизм
Имеет прочный пластиковый корпус, используется для фрезерных станков и циркулярных пил. Каждый зуб гребенчатого прижима имеет точную форму, за счет чего обеспечивается плотный и оптимальный поджим детали. Система крепления позволяет сочетать крепеж с любым оборудованием без дополнительных устройств.
Композитные зубья крепежной установки располагаются под небольшим углом, что создает давление на заготовку сверху и по бокам, не оставляя нарушений на изделии во время проведения операций на станке.
Использование струбцины
Чтобы при обработке заготовки стружка аккуратно удалялась, был виден край режущего инструмента, обрабатываемый материал устанавливают на расстояние 2,5 сантиметра от края фрезерного стола. Результат достигается посредством добавления подкладочного материала, каждый элемент которого имеет одинаковую толщину.

Струбцина представляет собой объект цилиндрической формы, внутри которого размещают зажимное устройство и штифт. На приспособление с нижней стороны давит пружина, которая помогает удерживать конструкцию в верхнем положении.
На теле струбцины просматриваются боковые прорези, служащие местами крепления объекта обработки. Приспособление позволяет надежно закреплять детали с толщиной не более 3 сантиметров.
Струбцина является вспомогательным инструментом, при помощи которого закрепляют запчасти на фрезерном станке и других машинах, для дальнейшей обработки. Прикладывая небольшие усилия, зажим создает необходимую силу для надежного крепления детали. Существует несколько видов струбцин, обеспечивающих зажим изделия:
- F-образные – работают с деталями больших размеров,
- G-образные используют при необходимости закрепить объект малых размеров. Это наиболее распространенный вид струбцин, выполненный литьем из металла или чугуна,
- трубный тип рассчитан на оказание значительного давления на обрабатываемые компоненты,
- угловая струбцина способна соединять запчасти под углом.



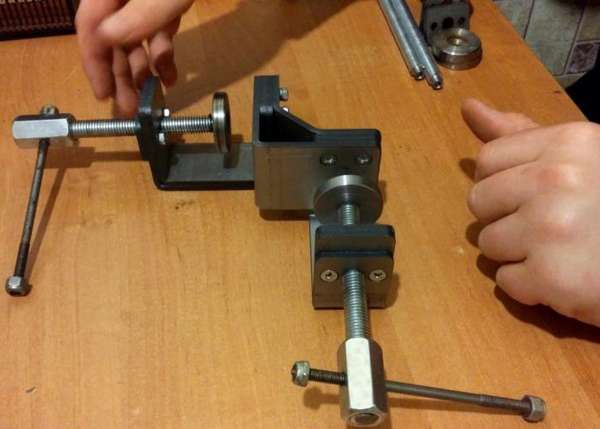
Самостоятельное изготовление прижимного станка
Чтобы изготовить прижимной механизм самостоятельно, следует внимательно понаблюдать за работой заводских моделей. Крепеж после его изготовления и установки на станок должен обладать следующими функциональными особенностями:
- достижение плавной регулировки зажима объекта, давление на изделие должно равномерно распределяться по всей поверхности,
- при работе на станке устройство не должно повредить заготовку (поцарапать, деформировать),
- технические характеристики устройства должны соответствовать безопасным условиям работы.
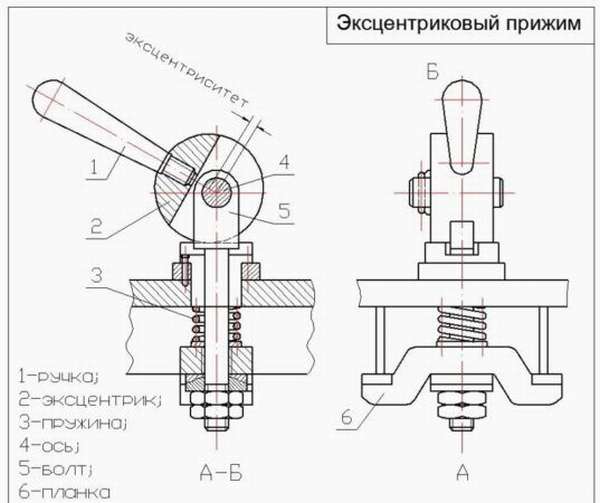
Первый вариант изготовления:
- основой прижима служат обычные валы для отжатия белья из старой стиральной машины,
- готовится рамка с четырьмя направляющими, которые соединяются П-образным профилем,
- валы насаживаются на профиль и фиксируются регулировочной планкой в верхней части.
Данная модель получается объемной и неудобной, но достаточно эффективной. Для уменьшения размера конструкции валики можно обрезать.
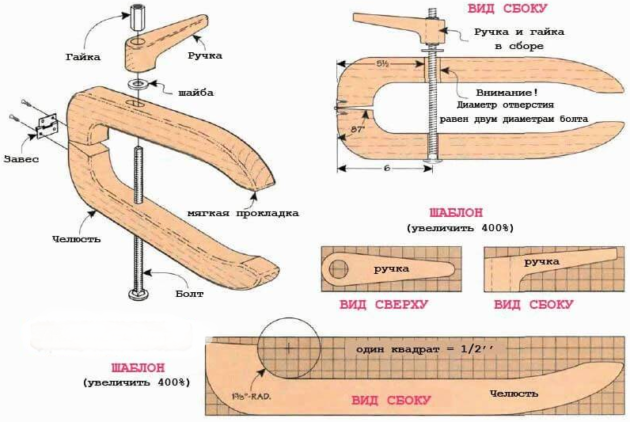
Второй вариант сборки:
- по обеим сторонам станины устанавливают рейки,
- берут подшипники в количестве двух штук и ставят на рабочий вал,
- степень фиксации детали регулируется при помощи пружины, свободно перемещающейся по рейкам,
- конструкция прижима помогает выполнить обработку материала без предварительной настройки.
После монтажа самодельного прижима на фрезерный или другой обрабатывающий станок, эксплуатационные и технические характеристики оборудования не должны становиться хуже.

