
Привод главного движения станка токарного типа
Движения в металлорежущих станках
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движений. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
Содержание
1. Основные движения в станках (движения резания, движения подачи)
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движении. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
К основным отнесены те движения, которые осуществляют процесс непрерывного снятия стружки с обрабатываемой детали. Основные движения делятся на движения резания и движения подачи.
Движение резания
Движение резания непосредственно обеспечивает процесс снятия слоя металла в виде стружки. Это движение в большинстве случаев сообщается инструменту, в некоторых случаях обрабатываемой детали, а иногда детали и инструменту одновременно. Движение резания всегда осуществляется от механического привода.
Движение подачи
Движение подачи обеспечивает непрерывность процесса снятия стружки. Движение подачи также может сообщаться инструменту, детали или тому и другому одновременно. У современных станков в подавляющем большинстве случаев движения подач также осуществляются принудительно от механического или гидравлического привода. Ручные перемещения рабочих органов иногда используются при обработке деталей как движение подачи, однако, поскольку эти движения в основном предназначены для установочных перемещений режущего инструмента или детали, они условно отнесены к группе вспомогательных движений.
1. Вспомогательные движения
Эта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п.
Движения для настройки станка на заданные режимы резания в большинстве случаев осуществляются от руки, однако у ряда современных станков, как, например, у токарно-винторезного станка модели 1К620, для изменения скорости вращения шпинделя имеется механизированный привод.
Движения для наладки станка в соответствии с размерами и конфигурацией обрабатываемой детали включают установочные и быстрые перемещения, а также повороты рабочих органов станков.
Движения управления станком в процессе работы необходимы для включения, выключения и реверсирования приводов движения и подачи, для управления приводами взаимосвязанных движений и для управления вспомогательными приводами станка.
В ряде станков имеются встроенные приводы, обеспечивающие движения соответствующих рабочих органов для подачи и зажима со пруткового материала или штучных заготовок.
3. Взаимосвязанные движения
В некоторых случаях механической обработки получение заданной формы и конфигурации поверхностей детали достигается введением дополнительных движений, имеющих определенную строгую кинематическую связь с основными движениями станка — движением резания и движением подачи. Эти движения требуют особой настройки и поэтому в общем случае их следует называть взаимосвязанными. В зависимости от характера и назначения взаимосвязанные движения могут быть подразделены на пять видов.
Движение обкатки или огибания используется в специализированных станках для нарезания всех видов зубчатых колес, червяков, шлицевых валов и других аналогичных деталей. Движение обкатки иногда имеет кинематическую связь только с движением резания (нарезание прямозубых цилиндрических колес на зубофрезерном станке), иногда только с движением подачи (нарезание прямозубых колес на зубодолбежном станке), а в отдельных случаях (нарезание косозубых колес на зубофрезерном станке) имеет связь и с движением резания и с движением подачи.
Движение образования винтовой поверхности применяется при нарезании резьбы резцом на токарно-вннторезных станках и при фрезеровании резьбы и винтовых канавок на резьбофрезерных или универсально-фрезерных станках. При нарезании резьбы резцом на токарном станке движение образования винтовой поверхности кинематически связано с движением резания, а при фрезеровании резьбы — с круговой подачей обрабатываемой детали.
Движение образования архимедовой спирали необходимо при нарезании торцовых резьб на токарных станках. Оно связано с движением резания.
Движение образования сложных поверхностей используется при обработке конусов на токарных станках моделей 163 и 1К620 и для всех видов копировальных работ.
Движение деления может иметь особую связь с основными движениями, обеспечивая делительные повороты обрабатываемой детали на необходимый угол в определенные периоды работы станка. В некоторых случаях движение деления имеет связь не с основными, а со вспомогательными движениями.
ПРИВОДЫ ГЛАВНОГО ДВИЖЕНИЯ И ДВИЖЕНИЯ ПОДАЧИ
Комплекс механизмов с источником движения, служащий для приведения в действие с заданной характеристикой скорости и точности исполнительного органа станка, называют приводом.
Металлорежущие станки оснащают индивидуальным приводом; на многих станках главное движение, движение подачи, вспомогательные движения осуществляются от отдельных источников — электродвигателей и гидравлических устройств. Изменение скорости может быть бесступенчатым и ступенчатым.
В качестве приводов металлорежущих станков используют электродвигатели постоянного и переменного тока, гидродвигатели и пневмодвигатели. Наибольшее распространение в качестве приводов станков получили электродвигатели. Там, где не требуется бесступенчатое регулирование частоты вращения вала, применяются асинхронные двигатели переменного тока, как наиболее дешевые и простые. Для бесступенчатого регулирования частоты вращения, особенно в механизмах подач, все большее применение находят электродвигатели постоянного тока с тиристорным регулированием.
К преимуществу применения электродвигателя в качестве привода относят: высокую скорость вращения, возможность автоматического и дистанционного управления, а также то, что работа их не зависит от температуры окружающей среды.
Среди передач от привода к рабочим органам станка наибольшее распространение получили механические передачи. По способу передачи движения от ведущего элемента к ведомому механические передачи подразделяются следующим образом: передачи трением с непосредственным касанием (фрикционные) или гибкой связью (ременные), передачи зацеплением с непосредственным контактом (зубчатые, червячные, храповые, кулачковые) или с гибкой связью (цепные).
К передачам трением с гибкой связью относятся разного типа ременные передачи (рис.3.14). В этих передачах шкивы ведущего А и ведомого Б валов охватываются ремнем с определенной силой натяжения Т, обеспечивающей появление силы трения между ремнем и шкивами, необходимой для передачи усилия. Натяжение ограничивает прочность ремня и регулируется раздвиганием валов или специальным натяжным устройством.
Ремни изготавливаются из кожи, прорезиненной ткани, пластмассы и в сечении имеют различную форму (рис.3.14,б-г). Ремни с плоским сечением (рис.3.14,6) используются при передаче большой скорости (50 м/с и выше) с относительно небольшими усилиями. Большие мощности передаются несколькими ремнями с трапецеидальной формой сечения (рис.3.14,в) или поликлиновым ремнем (рис.3.14,г). Передачи ремнями с круглым сечением (рис.3.14,д) используют при небольших относительных усилиях и в передаче, например, между перекрестными валами. Широко применяют ремни с поликлиновым сечением (рис.3.14,г) для увеличения силы трения (при том же натяжении, что и для плоских ремней).
В фрикционных и ременных передачах всегда происходит проскальзывание между трущимися поверхностями, поэтому реальное, передаточное отношение для них 1р=1/(1-л), где 1 — теоретическое передаточное отношение, Я=0,01-*О,02 — коэффициент проскальзывания. Для исключения проскальзывания используют зубчатые ремни (рис.3.14,е).
Цепные передачи (рис.3.15) (для систем смазки и охлаждения), как и передача зубчатыми ремнями, более стабильно передают скорость вращения на ведомый вал и могут передавать большие мощности.
Зубчатая передача (рис.3.16) — самый распространенный тип передач, так как обеспечивает высокую стабильность скоростей вращения. Она способна передавать большие мощности и имеет относительно малые габариты. Зубчатые передачи применяют для передачи вращения между валами (параллельными, пересекающимися, перекрещивающимися), а также для преобразования вращательного движения в поступательное (или наоборот). Движение от одного вала к другому передается взаимным зацеплением зубчатых колес, образующих кинематическую пару. Зубья этих колес имеют особую форму. Чаще всего встречается зубчатое зацепление, в котором профиль зубьев очерчен по кривой, называемой эвольвентой окружности или просто эвольвентой, а само зацепление называется эвольвентным.
Привод с коробками зубчатых колес является наиболее распространенным типом приводов главного движения и движения подач в металлорежущих станках, он называется, соответственно, коробкой скоростей и коробкой подач.
Коробки скоростей (рис.3.17) различают по компоновке и по способу переключения скоростей. Компоновку коробки скоростей определяет назначение станка и его типоразмер.
Коробки скоростей со сменными колесами используют в станках при сравнительно редкой настройке привода. Коробку характеризует простота конструкции, малые габаритные размеры.
Недостатки этих коробок — в необходимости выключения привода перед переключением передач; возможности аварии при нарушении блокировки и одновременном включении между смежными валами двух передач одной группы; относительно большие размеры в осевом направлении.
Коробки скоростей с кулачковыми муфтами (рис.3.17,6) характеризуются малыми осевыми перемещениями муфт при переключениях, возможностью применения косозубых и шевронных колес, малыми силами переключения. Недостатки—в необходимости выключения и притормаживания привода при переключении скоростей.
Коробки скоростей с фрикционными муфтами в отличие от коробок с кулачковыми муфтами обеспечивают плавное переключение передач на ходу. Кроме недостатков, присущих коробкам с кулачковыми муфтами, они характеризуются также ограниченным передаваемым крутящим моментом, большими габаритными размерами, пониженным КПД и др. Несмотря на это, коробки применяют в станках токарной, сверлильной и фрезерной групп.
Коробки скоростей с электромагнитными и другими муфтами, позволяющими применять дистанционное управление, используют в различных автоматах и полуавтоматах, в том числе станках с ЧПУ. Для унификации привода главного движения таких станков отечественное станкостроение выпускает унифицированные автоматические коробки скоростей (АКС) семи габаритных размеров, рассчитанные на мощность 1,5 — 55 кВт; число ступеней скорости 4-18.
Коробки подач различают по видам используемых механизмов с зубчатыми передачами, служащих для настройки подач:
· со сменными колесами при постоянном расстоянии между осями валов;
· с передвижными блоками колес;
· со встроенными ступенчатыми конусами (наборами) колес и вытяжными шпонками;
· нортоновские (с накидной шестерней);
· с гитарами сменных колес.
Для получения коробок подач с заданными характеристиками их часто конструируют, используя одновременно несколько перечисленных механизмов.
Нортоновские коробки применяют в приводах подач винторезных станков благодаря возможности точного осуществления требуемых отношений Г. Преимущества коробок этого типа — малое число зубчатых колес (число колес на два больше числа передач), недостатки — низкая жесткость и точность сопряжения включенных колес, возможность засорения передач при наличии выреза в корпусе коробки.
Коробки подач в форме гитар сменных колес (рис.3.18) дают возможность производить настройку подачи с любой степенью точности. Особенности гитар со сменными колесами делают их удобными для применения в станках различных типов, особенно в станках для серийного и массового производства. Такие станки комплектуются соответствующими наборами сменных колес.
Подавляющее большинство современных токарно-винторезных станков средних размеров в качестве привода главного движения имеет одно-, реже многоскоростной асинхронный электродвигатель трехфазного тока в сочетании со ступенчатой механической коробкой скоростей.
Примером привода с коробкой скоростей, размещенной в шпиндельной бабке, может служить станок.
24. Станки токарной группы: типаж, область использования, технологические возможности, основные параметры. Методика обозначения станка. Расшифровать 16К20Ф3.
По признакам работы делят на однорезцовые, многорезцовые, револьверные, универсальные, лоботокарные, сверлильно-отрезные, универсальные, специализированные, полуавтоматы и автоматы (одно- и многошпиндельные) и другие. По размерам: настольные, средние, тяжелые или уникальные. По точности Н, П, В, А,С. По количеству одновременно работающих инструментов – однорезцовые и многорезцовые, по чередованию их работы – на обыкновенные и револьверные, по количеству одновременно работающих шпинделей – на одно- и многошпиндельные, а по расположению оси шпинделя на горизонтальные и вертикальные. Универсальные токарные станки по назначению подразделяются на собственно токарные, не имеющие ходового винта для нарезания резьбы резцами, токарно-винторезные, токарно-револьверные, токарно-карусельные, токарно-лобовые, токарно-затыловочные, резьботокарные. В токарных станках главным движением является вращение шпинделя с закрепленной в нем заготовкой, а движением подачи – перемещение суппорта с резцом в продольном и поперечном направлениях. Все остальные движения вспомогательные. Лобовые и карусельные токарные станки предназначены для обработки деталей больших диаметров и сравнительно небольшой длины (шкивы, маховики и др.). На этих станках выполняется обтачивание наружных цилиндрических и конических поверхностей, обработка торцов, протачивание канавок, растачивание и т. д. Лобовые станки имеют планшайбу большого диаметра и не имеют задней бабки. На карусельных станках, у которых ось вращения планшайбы вертикальна, можно выполнять почти все токарные работы. На токарно-револьверных станках обрабатываются детали небольших и средних размеров сложной формы из пруткового материала (прутковые) или штучных заготовок (патронные) в условиях серийного производства, когда для их изготовления требуется применять несколько инструментов: при обработке наружных поверхностей – резцы, отверстий — сверла, зенкеры, развертки, метчики и т.д. Эти станки, в отличие от токарно-винторезных, не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой устанавливаются различные инструменты. По конструкции револьверной головки эти станки бывают с вертикальной и горизонтальной осью вращения головки. Токарно-затыловочные станки применяются в инструментальном производстве для обработки задних поверхностей зубьев режущих инструментов (особенно фасонных) по криволинейной поверхности (чаще архимедовой спирали) — червячных, модульных, дисковых, цилиндрических с винтовым зубом и фасонных фрез. Основными параметрами токарно-винторезных станков, определяющими его рабочее пространство, являются наибольший диаметр D обрабатываемой заготовки, устанавливаемой над станиной, и наибольшее расстояние между центрами передней и задней бабки, которое ограничивает наибольшую длину обрабатываемой заготовки. Диаметр D приблизительно равен удвоенной высоте центров Н, измеряемой от горизонтальной плоскости направляющих. Важным paзмером станка является также наибольший диаметр обрабатываемой заготовки, устанавливаемой над суппортом D1.
25. Коробка скоростей и коробка подач в металлорежущих станках. Назначение, разновидности, конструктивные особенности.
Коробка скоростей предназначена для изменения частоты вращения шпинделя и передачи движения на коробку подач.
Коробки скоростей могут состоять из следующих механизмов:
1.Механизм передвижных блоков шестерен – предназначен для изменения частоты вращения шпинделя.
2.Механизм перебора – предназначен для изменения диапазона частоты вращения шпинделя.
3.Механизм реверса – предназначен для нарезания правых и левых резьб (изменения вращения ходового винта).
4.Механизм увеличения шага нарезаемой резьбы – предназначен для нарезания резьбы с шагом больше, чем шаг ходового винта.
Коробки подач предназначены для изменения частоты вращения ходового винта и ходового вала. Могут состоять из следующих механизмов:
1.Механизм корригированных колес.
Основные типы коробок скоростей и подач:
1) Построенные на основе множительных передач.
2) Передачи с составной структурой.
3) Коробки скоростей с перебором.
4) Привод с многоскоростными электродвигателями.
5) Автоматические коробки скоростей.
6) Передачи с бесступенчатым регулированием.
Последнее изменение этой страницы: 2017-02-17; Нарушение авторского права страницы
Электропривод токарных станков
 Для получения выгодной скорости резания на токарных станках следует иметь ее изменения в диапазоне от 80:1 до 100:1. При этом желательно иметь по возможности плавное ее изменение с тем, чтобы во всех случаях обеспечить наиболее выгодную скорость резания.
Для получения выгодной скорости резания на токарных станках следует иметь ее изменения в диапазоне от 80:1 до 100:1. При этом желательно иметь по возможности плавное ее изменение с тем, чтобы во всех случаях обеспечить наиболее выгодную скорость резания.
Диапазоном регулирования называется отношение максимальной угловой скорости (или частоты вращения) к минимальной, а для станков с поступательным движением отношение линейных скоростей максимальной к минимальной.
Для станков токарной группы , в которых главное движение является вращательным, требуется обычно постоянство мощности в большей части диапазона изменения скоростей и только в области малых скоростей — постоянство момента, равного наибольшему допустимому по условию прочности механизма главного движения. Малые частоты вращения предназначаются для специфических видов обработки: нарезания резьбы метчиками, обточки сварных швов и др.
Устройство токарного станка:
В главных приводах токарных и карусельных станков широкого назначения малых и средних размеров основным типом привода является привод от асинхронного короткозамкнутого двигателя.
Асинхронный двигатель конструктивно хорошо сочетается с коробкой скоростей станка, надежен в эксплуатации и не требует специального ухода.
На токарных станках при постоянной частоте вращения шпинделя при изменением диаметра обработки dобр будет изменяться скорость резания, м/мин: vz = π х dобр х nшп/1000 Следовательно, частота вращения шпинделя станка определяется двумя факторами — диаметром do6p и скоростью резания vz. Рациональное использование станка требует изменения частоты вращения шпинделя при изменении технологических факторов.
Для наиболее полного использования режущего инструмента и станка обработка изделий должна производиться при так называемой экономически выгодной (оптимальной) скорости резания, которая при работе станка с соответствующей подачей и глубиной резания должна обеспечить обработку детали с необходимой точностью и чистотой поверхности при минимальных приведенных удельных затратах на обработку, производительность при этом будет несколько ниже наибольшей возможной.
 Ступенчатое механическое регулирование угловой скорости на токарных станках, осуществляемое переключением шестерен коробки скоростей, не обеспечивает для разных диаметров обработки наиболее выгодную скорость резания. Следовательно, станок при изменении диаметра обрабатываемой детали не может обеспечить высокую производительность. Кроме того, коробка скоростей представляет собой довольно сложную и громоздкую конструкцию, стоимость которой возрастает с увеличением числа ступеней.
Ступенчатое механическое регулирование угловой скорости на токарных станках, осуществляемое переключением шестерен коробки скоростей, не обеспечивает для разных диаметров обработки наиболее выгодную скорость резания. Следовательно, станок при изменении диаметра обрабатываемой детали не может обеспечить высокую производительность. Кроме того, коробка скоростей представляет собой довольно сложную и громоздкую конструкцию, стоимость которой возрастает с увеличением числа ступеней.
В токарных станках малых размеров пуск, остановка и изменение направления вращения шпинделя часто производятся с помощью фрикционных муфт. Двигатель при этом остается подключенным к сети и вращается в одном направлении.
Для главного привода некоторых токарных станков применяются многоскоростные асинхронные двигатели. Использование такого привода целесообразно, если оно приводит к упрощению коробки скоростей или когда требуется переключение скорости шпинделя на ходу. .
 Тяжелые токарные и токарно-карусельные станки , как правило, имеют электромеханическое ступенчато-плавное регулирование скорости главного привода с использованием двигателя постоянного тока.
Тяжелые токарные и токарно-карусельные станки , как правило, имеют электромеханическое ступенчато-плавное регулирование скорости главного привода с использованием двигателя постоянного тока.
Сравнительно простая коробка скоростей таких станков дает две — три ступени угловой скорости, а в интервале между двумя ступенями осуществляется в диапазоне (3 — 5) : 1 плавное регулирование угловой скорости двигателя изменением его магнитного потока. Это, в частности, обеспечивает возможность поддерживать постоянство скорости резания при точении торцевых и конусных поверхностей.
Плавность регулирования определяется соотношением скоростей на двух соседних участках регулирования. Плавность регулирования в значительной степени влияет на производительность станка, так как оптимальная скорость резания зависит от твердости обрабатываемого материала, свойств материала и геометрии режущего инструмента, а также от характера обработки. На одном и том же станке могут обрабатываться детали разных размеров, из различных материалов и различными инструментами, что является причиной изменения режимов резания.
Особенность электропривода токарно-карусельных станков является большой момент сил трения в начале пуска (до 0,8 Мном) и значительный момент инерции планшайбы с деталью, превышающий на высоких механических скоростях в 8 — 9 раз момент инерции ротора электродвигателя. Применение в этом случае электропривода постоянного тока обеспечивает плавный пуск с постоянным ускорением.
В цехах машиностроительных заводов обычно нет сети постоянного тока, поэтому для питания двигателей тяжелых станков устанавливают отдельные преобразовательные устройства: электромашинные (система Г — Д) или статические (система ТП — Д).
Бесступенчатое электрическое регулирование скорости (двухзонное) применяют при автоматизации станков со сложным циклом работы, что позволяет легко переналаживать их на любые скорости резания (например, некоторые токарно-револьверные автоматы).
 Бесступенчатое электрическое регулирование скорости главного привода используется также для некоторых прецизионных токарных станков. Но во всех этих случаях диапазон регулирования скорости при постоянстве мощности нагрузки не превышает (4 — 5) : 1, в остальной части диапазона регулирование ведется при постоянстве момента нагрузки.
Бесступенчатое электрическое регулирование скорости главного привода используется также для некоторых прецизионных токарных станков. Но во всех этих случаях диапазон регулирования скорости при постоянстве мощности нагрузки не превышает (4 — 5) : 1, в остальной части диапазона регулирование ведется при постоянстве момента нагрузки.
Привод подачи небольших и средних токарных станков чаще всего осуществляется от главного двигателя, что обеспечивает возможность нарезания резьбы. Для регулирования скорости подачи применяются многоступенчатые коробки подач. Переключение ступеней производится вручную или с помощью электромагнитных фрикционных муфт (дистанционно).
В некоторых современных тяжелых токарных и карусельных станках для привода подачи используется отдельный широкорегулируемый электропривод постоянного тока. Угловая скорость двигателя изменяется в диапазоне до (100 — 200) : 1 и более. Привод выполняется по системе ЭМУ — Д, ПМУ — Д или ТП — Д.
Для вспомогательных приводов токарных станков (ускоренное перемещение каретки суппорта, зажима изделия, насоса охлаждающей жидкости и др.) применяются отдельные короткозамкнутые асинхронные двигатели.
На. современных токарных, токарно-винторезных и револьверных станках широко применяется автоматизация вспомогательных движений, а также дистанционное управление механизмами станка.
Электропривод токарно-винторезного станка 1К62
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10 кВт. Регулирование угловой скорости шпинделя производится переключением шестерен коробки скоростей с помощью рукояток, изменение продольной и поперечной подач суппорта.- переключением шестерен коробки подач также посредством соответствующих рукояток.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0 кВт. Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодисковой фрикционной муфты, которая управляется двумя рукоятками. Включение механической подачи суппорта в любом направлении производится одной рукояткой.
Электропривод токарно-револьверного станка 1П365
Особенностью токарно-револьверных станков является автоматическое переключение скорости шпинделя и подачи без остановки станка, которое производится с помощью электромагнитных муфт, встроенных в коробку скоростей и коробку подач.
Привод шпинделя токарно-револьверного станка 1П365 осуществлен от асинхронного двигателя мощностью 14 кВт, второй двигатель мощностью 1,7 кВт приводит во вращение насос гидросистемы, а также используется для получения быстрого продольного перемещения двух суппортов станка. В станке имеется также насос охлаждения мощностью 0,125 кВт.
Угловая скорость шпинделя регулируется ступенчато от 3,4 до 150 рад/с. Передвижение блоков шестерен в коробке скоростей производится гидродилиндрами. В коробке скоростей находится также фрикцион, состоящий из двух муфт: одной — для включения прямого (правого) вращения шпинделя, другой — для обратного (левого) вращения. Включение этих муфт осуществляется гидроцилиндром, золотник которого соответственно переводится при помощи электромагнитов. Муфты соединяют вал электродвигателя шпинделя с коробкой скоростей.
Для быстрой остановки шпинделя в коробке скоростей предусмотрен гидравлический тормоз, управление которым осуществляется через специальный гидрозолотник с помощью электромагнита.
Подача суппортов осуществляется от главного привода. Скорость подач регулируется механически переключением блоков шестерен в коробке подач при помощи гидроцилиндров. Установка нужных скоростей шпинделя и подач производится с помощью рукояток гидропереключателей, находящихся на фартуках суппортов и воздействующих на гидрозолотники соответствующих гидроцилиндров.
Все органы управления электроприводами станка находятся на пульте, помещенном на передней панели коробки скоростей.
Электропривод токарно-карусельного станка модели 1565
 Планшайба станка получает вращение от двигателя постоянного тока (Рном = 70 кВт, Uном = 440 В, n ном = 500 об/мин, nmax = 1500 об/мин) через клиноременную передачу, двухступенчатую коробку скоростей с ручным переключением шестерен и коническую передачу.
Планшайба станка получает вращение от двигателя постоянного тока (Рном = 70 кВт, Uном = 440 В, n ном = 500 об/мин, nmax = 1500 об/мин) через клиноременную передачу, двухступенчатую коробку скоростей с ручным переключением шестерен и коническую передачу.
Регулирование частоты вращения планшайбы производится в пределах от 0,4 до 20,7 об/мин. Угловая скорость электродвигателя может регулироваться изменением напряжения на якоре в диапазоне D = 5,7 и током возбуждения в диапазоне D = 3. Привод подачи суппортов — от главного двигателя через коробку подач — обеспечивает 12 подач в пределах от 0,2 до 16 мм/об.
Тиристорный электропривод токарно-карусельного станка представляет собой замкнутую систему автоматической стабилизации скорости с отрицательной обратной связью, реализуемой с помощью тахогенератора .
Для сокращения времени остановки планшайбы в токарно-карусельном станке используется электрическое торможение главного привода. При этом меняется полярность напряжения управления и двигатель переводится в генераторный режим работы.
Привод главного движения (ПГД)
Источниками движения в этом приводе могут быть асинхронные электродвигатели, в том числе и высокоскоростные, электродвигатели постоянного тока, гидродвигатели в виде обратимых гидронасосов для вращательного и в виде гидроцилиндров для поступательного движения. Настроечный орган привода, позволяющий регулировать параметры главного движения, может состоять из различных элементов, обеспечивающих ступенчатое и бесступенчатое регулирование, т.е. регулирование, при котором дополнительное звено получает несколько различных значений частот вращения или чисел двойных ходов в заданных пределах, например n1, n2, n3 … nz, или любое значение в пределах n1… nz.
Наиболее распространенные элементы привода для ступенчатого регулирования показаны на рис. 2.12-2.14. Регулирование может осуществляться сменными зубчатыми колесами (рис. 2.12), как во многих моделях зубообрабатывающих станков. Основным достоинством такого привода является простота. Однако его применение целесообразно лишь в том случае, когда не требуется частых переключений, так как время, потребное на настройку, сравнительно велико.

рис. 2.12. Регулирование с помощью сменных зубчатых колес
Ступенчатое регулирование можно осуществлять при помощи муфт и зубчатых колес, находящихся в постоянном зацеплении (рис. 2.13).
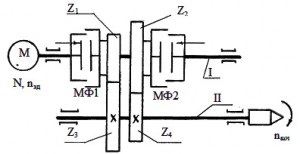
рис. 2.13. Регулирование с помощью зубчатых колес и муфт
При включении муфты МФ1 влево крутящий момент на шпиндель передается через пару z1/z2, а при включении вправо — через пару z2/z4. Здесь могут применяться как кулачковые, так и фрикционные муфты, управляемые вручную, от электромагнита или от гидравлики. Такой способ переключения позволяет его автоматизировать. На основе переключения муфтами созданы автоматические коробки скоростей (АКС), применяемые в станках с ЧПУ.
В приводах главного движения станков широко применяется регулирование при помощи передвижных блоков зубчатых колес (рис. 2.14). Блок колес z1; z3 и z5 может перемещаться на скользящей шпонке или по шлицам вдоль оси вала I и обеспечить поочередное зацепление z1/z2, z2/z4 , z2/z4. Переключение подвижными блоками колес применяется в коробках скоростей токарных, сверлильных, фрезерных и других станков. В ряде случаев в приводе главного движения применяется сочетание из перечисленных устройств.
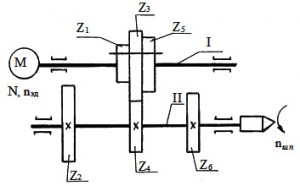
рис. 2.14. Регулирование с помощью передвижных блоков зубчатых колес
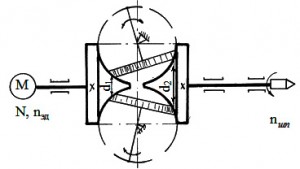
рис. 2.15. Торовый вариатор
При бесступенчатом регулировании частоты вращения в приводе главного движения применяют электродвигатели постоянного тока, обладающие, однако, тем недостатком, что при небольшом диапазоне регулирования, определяемом как отношение D=nmax/nmin требуют устройств для преобразования переменного тока в постоянный, которым снабжаются промышленные предприятия. Для бесступенчатого регулирования в станках широко применяют вариаторы.
Наиболее широко в приводах главного движения используются торовые вариаторы (рис. 2.15) и клиноременные с раздвижными шкивами (рис. 2.16).
Диапазоны регулирования у вариаторов небольшие: Двар= 4 … 12, поэтому в приводах станков вариаторы применяются в сочетании со ступенчатой коробкой скоростей, что позволяет обеспечить заданный диапазон регулирования. Структура такого привода представлена на рис. 2.17.
При включении понижающей передачи в коробке скоростей при помощи вариатора можно изменить бесступенчато частоту вращения шпинделя от n1 до n2 = n1 Dвар.
При включении на другую, например, повышенную, передачу в коробке скоростей, можно получить бесступенчатое регулирование в пределах от n2 до nz = n2 Dвар, обеспечив, таким образом все значения частот вращения в пределах от n1 до nz бесступенчато и общий диапазон регулирования D = Dвар.
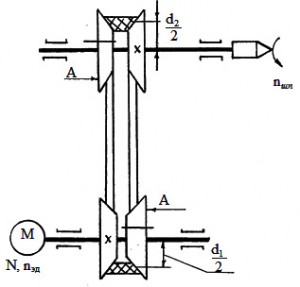
рис. 2.16. Клиноременный вариатор

рис. 2.17. Структура привода с вариатором (В) и коробкой скоростей (КС)
В ряде случаев бесступенчатое регулирование в приводе главного движения обеспечивается при помощи гидропривода.
На рис. 2.18 показана схема работы силового цилиндра, который может быть использован в протяжных и строгальных станках.
Масло от насоса по трубопроводам через распределитель 4 поступает в левую полость цилиндра 1, создавая давление, перемещает поршень 2 со штоком вправо. Масло из правой полости сливается в бак. При изменении положения распределителя перемещением влево (положение изображено штрихами) масло от насоса начинает поступать в правую полость цилиндра, а из левой полости — сливаться в бак. Изменяя объем жидкости, поступающей в рабочую полость цилиндра в единицу времени, можно бесступенчато регулировать скорость движения поршня П1.
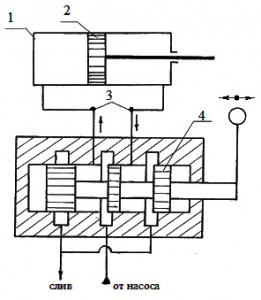
рис. 2.18. Регулирование с помощью гидропривода
Управление переключением в приводе главного движения осуществляется либо вручную, либо автоматически. Для ручного переключения каждый переключаемый элемент — передвижной блок, муфта, распределитель или др. соединяется с рукояткой управления, изменение положения которой ведет к перемещению переключаемого элемента в нужную позицию.
При автоматическом управлении переключение осуществляется при помощи пружин, электромагнитов или гидравлики, включаемых в работу по заданной программе.
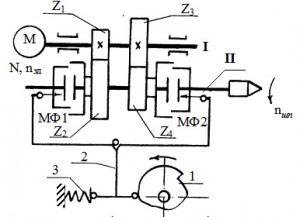
рис. 2.19. Управление фрикционными муфтами с помощью кулачка
На рис. 2.19 показана схема переключения фрикционной муфты от кулачка. При вращении кулачок 1 воздействует на нижний конец рычага 2 и, сжимая пружину 3, перемещает его влево. При дальнейшем вращении кулачка пружина 3 сначала вернет рычаг в исходное положение, обеспечивая включение муфты МФ1 то вправо, то влево.
Особенности приводов главного движения станков с ЧПУ
Главный привод в станках обладает рядом особенностей, отличающих его от приводов подач: значительно большие мощности; необходимость использования всей мощности двигателя в большом диапазоне частот вращения шпинделя станка; работа большую часть времени на постоянной заданной частоте вращения; большие моменты инерции, во много раз превосходящие собственные моменты инерции двигателей на высших передачах коробки скоростей.
Приводы главного движения с асинхронными двигателями, как правило, используют с переключаемыми коробками скоростей для того, чтобы можно было использовать максимальную мощность двигателя во всем диапазоне частоты вращения шпинделя. Если диапазон вращения шпинделя велик, конструкция коробки скоростей усложняется. Применение асинхронных двигателей с электрическим переключением частоты вращения (две, три, а иногда и четыре) значительно упрощает конструкцию коробки скоростей. Однако у асинхронных двигателей с переключением частоты вращения ротора вращающий момент постоянен на различных диапазонах, что приводит к снижению мощности при уменьшении частоты вращения.
В связи с этим применение двигателей постоянного тока, частота вращения якоря которых может увеличиваться в 3−4 раза при постоянной мощности путем регулирования поля возбуждения, оказывается более предпочтительным, так как значительно упрощает коробку скоростей, являющуюся весьма сложным узлом. В этом случае коробка может иметь всего три–четыре ступени, а иногда и две.
Так как двигатели главного движения должны обеспечивать постоянную заданную частоту вращения при изменении нагрузки в широких пределах, происходящем, например, вследствие изменения припуска на обработку, то они должны иметь механическую характеристику, которая не должна существенно изменяться при ослаблении поля, иначе возможна неустойчивая работа привода. Это объясняется тем, что при уменьшении по какой-либо причине частоты вращения будет увеличиваться толщина стружки, а следовательно, и нагрузка на двигатель при той же скорости движения подачи. Увеличение нагрузки приводит к дальнейшему снижению частоты вращения вплоть до полной остановки главного привода, сопровождающейся часто поломкой инструмента или даже авариями, если приводы подач запаздывают с отключением при резком увеличении нагрузки на главный привод.
Особенностью работы главных приводов является также их работа при инерционных моментах нагрузки, значительно изменяющихся вследствие переключения коробок скоростей. Это создает определенные трудности в стабилизации приводов при замыкании обратной связью по угловому положению, что часто необходимо при ориентации шпинделя двигателем, требуемой в станках с автоматической сменой инструмента.
Система управления приводом главного движения часто представляет собой отдельный узел, включающий два тиристорных преобразователя: один большой мощности – для регулирования напряжения на якоре двигателя, другой малой мощности – для регулирования напряжения возбуждения. Такой двухзонный привод в настоящее время применяют наиболее часто для осуществления главного движения в различных станках. Помимо двух тиристорных преобразователей, этот узел содержит систему управления автоматизированной коробкой скоростей станка с необходимыми блокировками.
Шпиндельные группы станков с ЧПУ
Шпиндельная группа станков предназначена для осуществления главного вращательного движения шпинделя с необходимой частотой вращения.
В шпиндельных группах выполняются закрепление и вращение режущих инструментов (в сверлильных и фрезерных станках) или заготовок (в токарных станках) и обеспечивается их заданное положение по отношению к другим узлам станка. Шпиндельные группы станков с ЧПУ и обычных станков существенно различаются. Главное различие – в уровнях автоматизации основных и вспомогательных функций, которые в станках с ЧПУ осуществляются по числовой программе. Например, устанавливается заданная частота вращения шпинделя, изменяется частота вращения шпинделя на определенных участках обработки, шпиндель останавливается в определенном ориентированном положении для смены инструментов, зажимаются и разжимаются режущие инструменты.
Конструкция шпиндельной группы должна быть такой, чтобы наряду с выполнением комплекса технологических команд достигалось сохранение точности вращения шпинделя (исключающее осевое и торцовое биение), а также суммарной жесткости всей группы с входящими узлами для предотвращения деформирования.
Шпиндельные группы по функциональным признакам могут быть классифицированы по следующей схеме (табл. 9.1): по уровню частот вращения шпинделя, виду привода главного движения и компоновке шпиндельной группы.
При нерегулируемом приводном асинхронном двигателе изменение частот вращения шпинделя осуществляется ступенчато, посредством коробок скоростей со сложной кинематической структурой. В приводе главного движения с асинхронным электродвигателем и ступенчатым регулированием частоты вращения шпинделя затрудняется автоматизация команд управления от управляющей программы. Асинхронный двигатель может работать с высокими перегрузками, что является его преимуществом по сравнению с двигателем постоянного тока.
Регулируемые приводы главного движения подразделяют на три группы. Электроприводы с тиристорным двухзонным бесступенчатым регулированием частот вращения шпинделя в сочетании с коробками скоростей обеспечивают широкий диапазон регулирования частот вращения шпинделей посредством понижающей передачи для получения нижних диапазонов частоты вращения и ускорительной передачи для достижения ее верхних диапазонов. Бесступенчатое регулирование с непрерывным изменением частоты вращения шпинделей может также выполняться благодаря применению гидропривода с объемным регулированием или электропривода с частотным регулированием.
Вид двигателя существенно влияет на конструкцию шпиндельных групп. Асинхронный электродвигатель с частотным регулированием применяют обычно, если необходима высокая частота вращения шпинделя и если мощность привода главного движения невелика.
По компоновке различают встроенные и разделенные шпиндельные группы. Компоновка с электроприводом постоянного тока двухзонного регулирования предназначена для автоматического изменения частоты вращения шпинделя в широком диапазоне от управляющего устройства ЧПУ по программе. С таким электроприводом возможны два типа компоновок – со шпинделем, отделенным от коробки скоростей, и со шпинделем, встроенным в коробку скоростей. Кинематические схемы коробок скоростей проектируют так, чтобы при номинальной частоте вращения ротора электропривода главного движения получить две–четыре ступени диапазонов частоты вращения шпинделя.
Тема 2.3. Системы управления многооперационными станками
Приводы и передачи станков
Приводом называют механизмы, передающие движение от источника движения (электродвигателя) к рабочему органу станка . Различают приводы главного движения, подач и вспомогательных движений. Приводы могут быть механическими, гидравлическими, пневматическими и электрическими со ступенчатым и бесступенчатым регулированием скоростей. Современные станки имеют индивидуальный привод от одного или нескольких отдельных электродвигателей.
Индивидуальные электродвигатели располагают по отношению к станку по-разному. Отдельно от станка, когда движение приводному валу станка передают ременной ( рис. 260, а ) или цепной ( рис. 260, б ) передачей. Фланцевый электродвигатель прикрепляется к заранее предусмотренному месту того или иного узла станка и движение приводному валу станка передают зубчатыми колесами Z1, Z2 ( рис. 260, в ). При встроенном электродвигателе ( рис. 260, и ) ротор его является одновременно и шпинделем станка.
Рис. 260. Приводы и передачи, применяемые в станках.
Передачей в токарных и других станках называют механизм, передающий или преобразующий движение от одного элемента к другому. Наибольшее распространение в станках имеют передачи: ременная, цепная, зубчатая, червячная, реечная, винтовая и др.Ременная передача (рис. 260, а) осуществляется плоскими, клиновидными, а иногда и круглыми ремнями.
Передаточное отношение ременной передачи
i = d 1 / d 2 ּ η = n 2 / n 1 ּ η,
где η = 0,98 — коэффициент, учитывающий проскальзывание ремня; d 1 — диаметр ведущего шкива в мм; d 2 — диаметр ведомого шкива в мм.
Цепная передача (рис. 260, б) осуществляется двумя звездочками и соединяющей их бесшумной или роликовой цепью. Передаточное отношение цепной передачи
i = Z 1 / Z 2 = n 2 /n 1 ,
где Z 1 , Z 2 — количество зубцов ведущей и ведомой звездочек, а n1 и n2 — их числа оборотов.
Зубчатая передача (рис. 260, в, е и з) состоит из цилиндрических или конических зубчатых колес. Передаточное отношение зубчатой передачи
i = Z 1 / Z 2 = n 2 /n 1 ,
где Z 1 , Z 2 — количество зубцов ведущего и ведомого зубчатого колеса, а n1, n2 — их числа оборотов.
Червячная передача (рис. 260, г) состоит из червячного винта и червячной шестерни. Обозначим число заходов червячного винта К, а число зубцов червячного колеса – Z. Передаточное отношение червячной передачи
i = K / Z = n 2 / n 1 .Реечная передача (рис. 260, д) состоит из рейки и зубчатого колеса или рейки и червяка. Эта передача преобразует вращение зубчатого колеса или червяка в поступательное движение рейки (или вала зубчатого колеса). Обозначим число зубьев реечного колеса через Z, число заходов червяка через К, а модуль и шаг рейки — соответственно m и t. При n оборотах реечной шестерни или червячного колеса рейка пройдет путь S = tZn = πmZn мм.
Винтовая передача (рис. 260, ж) состоит из винта и гайки. Она преобразует вращательное движение винта в поступательное движение гайки. Если шаг винта tx, то путь гайки за n оборотов винта будет S = tx n мм.
Кинематические схемы станков представляют собой совокупность условных обозначений передач и механизмов в целях выяснения их взаимной связи и принципов работы. По таким схемам определяют все кинематические цепи и получают представление о конструкции станка. Основные условные обозначения, принятые ГОСТом в кинематических схемах, показаны на рис. 261. Для передачи и преобразования движений в токарных станках применяются разнообразные элементарные механизмы, рассматриваемые ниже.

Рис. 261. Основные условные обозначения в кинематических схемах станков.
Привод главного движения станка токарного типа
9. Приводы главного движения станков с ЧПУ
9.1. Особенности приводов главного движения станков с ЧПУ
Главный привод в станках обладает рядом особенностей, отличающих его от приводов подач: значительно большие мощности; необходимость использования всей мощности двигателя в большом диапазоне частот вращения шпинделя станка; работа большую часть времени на постоянной заданной частоте вращения; большие моменты инерции, во много раз превосходящие собственные моменты инерции двигателей на высших передачах коробки скоростей.
Приводы главного движения с асинхронными двигателями, как правило, используют с переключаемыми коробками скоростей для того, чтобы можно было использовать максимальную мощность двигателя во всем диапазоне частоты вращения шпинделя. Если диапазон вращения шпинделя велик, конструкция коробки скоростей усложняется. Применение асинхронных двигателей с электрическим переключением частоты вращения (две, три, а иногда и четыре) значительно упрощает конструкцию коробки скоростей. Однако у асинхронных двигателей с переключением частоты вращения ротора вращающий момент постоянен на различных диапазонах, что приводит к снижению мощности при уменьшении частоты вращения.
В связи с этим применение двигателей постоянного тока, частота вращения якоря которых может увеличиваться в 3−4 раза при постоянной мощности путем регулирования поля возбуждения, оказывается более предпочтительным, так как значительно упрощает коробку скоростей, являющуюся весьма сложным узлом. В этом случае коробка может иметь всего три–четыре ступени, а иногда и две.
Так как двигатели главного движения должны обеспечивать постоянную заданную частоту вращения при изменении нагрузки в широких пределах, происходящем, например, вследствие изменения припуска на обработку, то они должны иметь механическую характеристику, которая не должна существенно изменяться при ослаблении поля, иначе возможна неустойчивая работа привода. Это объясняется тем, что при уменьшении по какой-либо причине частоты вращения будет увеличиваться толщина стружки, а следовательно, и нагрузка на двигатель при той же скорости движения подачи. Увеличение нагрузки приводит к дальнейшему снижению частоты вращения вплоть до полной остановки главного привода, сопровождающейся часто поломкой инструмента или даже авариями, если приводы подач запаздывают с отключением при резком увеличении нагрузки на главный привод.
Особенностью работы главных приводов является также их работа при инерционных моментах нагрузки, значительно изменяющихся вследствие переключения коробок скоростей. Это создает определенные трудности в стабилизации приводов при замыкании обратной связью по угловому положению, что часто необходимо при ориентации шпинделя двигателем, требуемой в станках с автоматической сменой инструмента.
Система управления приводом главного движения часто представляет собой отдельный узел, включающий два тиристорных преобразователя: один большой мощности – для регулирования напряжения на якоре двигателя, другой малой мощности – для регулирования напряжения возбуждения. Такой двухзонный привод в настоящее время применяют наиболее часто для осуществления главного движения в различных станках. Помимо двух тиристорных преобразователей, этот узел содержит систему управления автоматизированной коробкой скоростей станка с необходимыми блокировками.
9.2. Шпиндельные группы станков с ЧПУ
Шпиндельная группа станков предназначена для осуществления главного вращательного движения шпинделя с необходимой частотой вращения.
В шпиндельных группах выполняются закрепление и вращение режущих инструментов (в сверлильных и фрезерных станках) или заготовок (в токарных станках) и обеспечивается их заданное положение по отношению к другим узлам станка. Шпиндельные группы станков с ЧПУ и обычных станков существенно различаются. Главное различие – в уровнях автоматизации основных и вспомогательных функций, которые в станках с ЧПУ осуществляются по числовой программе. Например, устанавливается заданная частота вращения шпинделя, изменяется частота вращения шпинделя на определенных участках обработки, шпиндель останавливается в определенном ориентированном положении для смены инструментов, зажимаются и разжимаются режущие инструменты.
Конструкция шпиндельной группы должна быть такой, чтобы наряду с выполнением комплекса технологических команд достигалось сохранение точности вращения шпинделя (исключающее осевое и торцовое биение), а также суммарной жесткости всей группы с входящими узлами для предотвращения деформирования.
Шпиндельные группы по функциональным признакам могут быть классифицированы по следующей схеме (табл. 9.1): по уровню частот вращения шпинделя, виду привода главного движения и компоновке шпиндельной группы.
При нерегулируемом приводном асинхронном двигателе изменение частот вращения шпинделя осуществляется ступенчато, посредством коробок скоростей со сложной кинематической структурой. В приводе главного движения с асинхронным электродвигателем и ступенчатым регулированием частоты вращения шпинделя затрудняется автоматизация команд управления от управляющей программы. Асинхронный двигатель может работать с высокими перегрузками, что является его преимуществом по сравнению с двигателем постоянного тока.
Регулируемые приводы главного движения подразделяют на три группы. Электроприводы с тиристорным двухзонным бесступенчатым регулированием частот вращения шпинделя в сочетании с коробками скоростей обеспечивают широкий диапазон регулирования частот вращения шпинделей посредством понижающей передачи для получения нижних диапазонов частоты вращения и ускорительной передачи для достижения ее верхних диапазонов. Бесступенчатое регулирование с непрерывным изменением частоты вращения шпинделей может также выполняться благодаря применению гидропривода с объемным регулированием или электропривода с частотным регулированием.
Вид двигателя существенно влияет на конструкцию шпиндельных групп. Асинхронный электродвигатель с частотным регулированием применяют обычно, если необходима высокая частота вращения шпинделя и если мощность привода главного движения невелика.
По компоновке различают встроенные и разделенные шпиндельные группы. Компоновка с электроприводом постоянного тока двухзонного регулирования предназначена для автоматического изменения частоты вращения шпинделя в широком диапазоне от управляющего устройства ЧПУ по программе. С таким электроприводом возможны два типа компоновок – со шпинделем, отделенным от коробки скоростей, и со шпинделем, встроенным в коробку скоростей. Кинематические схемы коробок скоростей проектируют так, чтобы при номинальной частоте вращения ротора электропривода главного движения получить две–четыре ступени диапазонов частоты вращения шпинделя.
Контрольные вопросы
1. Назовите особенности привода главного движения станков с ЧПУ.
2. Какими способами можно изменять частоту вращения асинхронного электродвигателя?
3. Назовите требования к электродвигателям, устанавливаемых в приводах главного движения (ПГД) станков с ЧПУ.
4. Назовите структуру системы управления ПГД.
5. Назначение шпиндельной группы станка с ЧПУ.
6. Назовите классификацию шпиндельных групп по функциональным признакам.
7. Назовите требования, предъявляемые к шпиндельным группам.
8. Перечислите группы регулируемых ПГД.
Классификация шпиндельных групп станков с ЧПУ
Проектирование привода главного движения токарно-винторезного станка
Основные технические характеристики привода. Определение предельных скоростей резания. Построение графика чисел оборотов. Расчет числа ступеней регулирования скорости шпинделя. Выбор значения знаменателя ряда числа оборотов. Расчет чисел зубьев шестерен.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 16.09.2015 |
| Размер файла | 1,5 M |
- посмотреть текст работы
- скачать работу можно здесь
- полная информация о работе
- весь список подобных работ

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство образования и науки Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Восточно- Сибирский государственный университет технологий и управления»
Пояснительная записка к курсовой работе
по дисциплине «Металлорежущие станки»
Проектирование привода главного движения токарно-винторезного станка
Разработал: студент 4 курса З.О.
Проверил к.т.н. Хабалтуев Ю.Н.
Машиностроение является основой технического и научного прогресса в различных отраслях производства. Совершенствование машиностроения связано с развитием станкостроения, поскольку металлорежущие станки вместе с некоторыми другими видами технологических машин обеспечивают изготовление любых новых видов оборудования
Современное машиностроение предъявляет высокие технико-экономические требования к показателям станков:
— максимальная производительность при обеспечении заданной точности и шероховатости обработанной поверхности;
— точность работы, которая зависит от геометрической и кинематической точности станка, температурных деформаций станка, жесткости деталей и стыков, износа деталей и возможности его компенсации, правильности установки и эксплуатации станка, конструкции и точности зажимных приспособлений и т. д.;
-простота, легкость и безопасность обслуживания и управления, удобство ремонта.
Важнейшим направлением развития современного станкостроения является автоматизация, которая включает комплекс мероприятий (технических, организационных и др.), позволяющих вести производственные процессы без непосредственного участия человека.
Повышение точности в машиностроении поставило перед станкостроителями серьезные задачи в области создания высокоточных станков. Требования к прецизионным станкам с каждым годом растут. В станках применяют новые элементы: направляющие качения, гидростатические и аэростатические направляющие, гидростатические и аэростатические опоры в шпиндельных узлах, передачи винт-гайка качения и гидростатические передачи винт-гайка, различные демпфирующие устройства и многое другое.
В современном станкостроении характерно максимальное использование нормализованных и стандартных узлов и деталей, развитие метода агрегатирования и создание гамм станков в виде нормального ряда типоразмеров с максимальной стандартизацией узлов и деталей.
Значительный вклад в машиностроение вносит развитие станков с ЧПУ. На базе многооперационных станков, оснащенных промышленными роботами, системами измерения, складирования решаются вопросы комплексной автоматизация изготовления деталей.
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем ? = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Обрабатываемый материал: сталь конструкционная
Материал инструмента: Т15К6
Описание конструкции и системы управления станка — прототипа проектируемого.
Станок универсальный токарно-винторезный модели 1К62 предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″; 8; 10 и 12 мм. Условия эксплуатации —УХЛ-4 по ГОСТ 15150—69.
Токарно-винторезный станок 1К62 может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Токарная обработка разнообразных материалов может производиться с ударной нагрузкой без изменения точности обработки.
Высокая мощность главного привода станка, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач, виброустойчивость, широкий диапазон скоростей и подач позволяют выполнять на токарно-винторезном станке 1К62 высокопроизводительное резание твердосплавным и минералокерамическим инструментом.
Станок 1К62 относится к лобовым токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки большого диаметра.
Конструкция задней балки токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может осуществляться обработка пологих конусов. Есть возможность соединения задней балки и нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80мм, и неподвижный, его диаметр установки 20-130мм.
Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, на станке 1К62 являются сменными.
Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250мм/мин.
Максимальный диаметр заготовки при установке над станиной — 400мм. Максимальный диаметр прутка, который возможно обработать на токарном станке 1К62 — 45мм. Станок 1К62 имеет 23 скорости вращения шпинделя (минимальная — 12,5 об/мин, максимальная — 2000 об/мин).
В качестве главного привода применен короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости 1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин продольной и поперечной передачи суппорта осуществляется благодаря переключению шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта используются разные рукояти управления).
Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62 оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий.
Особенности конструкции токарного станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен главным приводом высокой мощности), позволяют в равной степени использовать станок, как для скоростного, так и для силового резания.
В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 1К62, благодаря отличному сочетанию качества и надежности работы, а также неприхотливости при обслуживании, является одним из самых популярных на мелкосерийном и единичном производствах.
На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или четырехкулачковый патрон, диаметр которого 400мм.
Токарно-винторезный станок 1К62 отличает превосходное сочетание качества работы и неприхотливость в обслуживании.
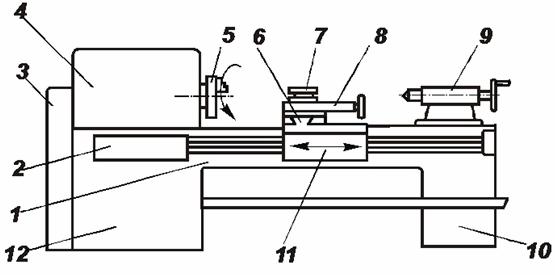
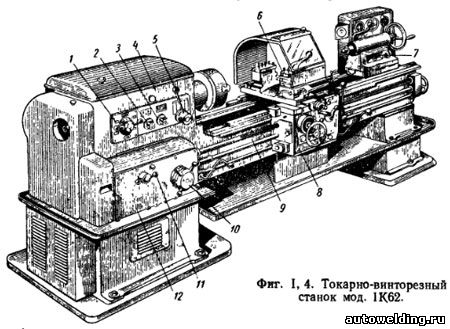
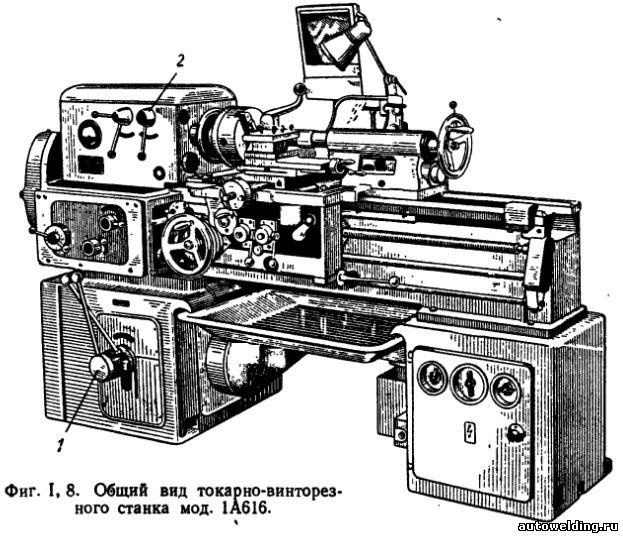
Общий вид токарно-винторезного станка 1К62
На рисунке показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4, В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость.
1. КИНЕМАТИЧЕСКИЙ РАСЧЕТ ПРИВОДА, РАЗРАБОТКА КИНЕМАТИЧЕСКОЙ СХЕМЫ
скорость резание привод шпиндель
1.1 Определение основных технических характеристик привода
1.1.1 Определение предельных скоростей резания
По справочнику технолога-машиностроителя выбираем минимальную и максимальную скорости обработки стали конструкционной твердыми сплавами Т15К6:
Vmax = 120 Vmin = 40 соответствует условию
Из справочника Косилова А.Г. — Справочник технолога-машиностроителя. т.2:
Постоянная и показатели степени x, y, n для конкретных (расчетных) условий обработки для каждой из составляющих силы резания.
При условии Vmax = 120 выбираем значения коэффициентов и показателей степени в формулах для составляющих вид обработки: наружное продольное точение резцами =300 x=1,0 y=0,75 n=-0,15 t-глубина резания t= 2 мм.
Поправочный коэффициент представляет собой произведения ряда коэффициентов, учитывающих фактические условия резания.
где численные значения приведены в таблице 23 страница 275, также выбираем максимальные значения, выбираем согласно ГОСТ 18877-73 для Т15К6
Из таблицы 9 страница 264 выбираем:
показатель степени n при определении составляющей силы резания при обработке резцами: n= =1; = 750 МПа, соответственно:
Размещено на http://www.allbest.ru/
Поправочный коэффициент = (1*1*1,1*1)=1,1
Подачу S выбираем из таблицы 11 страница 266, принимаем S=0,3мм/об
=10*300****1,1=10*300*2*0,4*0,48*1,1 1267 Н
Максимальная и минимальная частоты вращения шпинделя:
выбираем из нормальных чисел:
1.1.2 Расчет числа ступеней регулирования скорости шпинделя. Выбор значения знаменателя ряд чисел оборотов
Зададимся значением знаменателя геометрического ряда числа оборотов шпинделя:
Найдём диапазон регулирования частот вращения:
Конструкции приводов главного движения токарно-винторезных станков
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Подавляющее большинство современных токарно-винторезных станков средних размеров в качестве привода главного движения имеет одно-, реже многоскоростной асинхронный электродвигатель трехфазного тока в сочетании со ступенчатой механической коробкой скоростей.
Примером привода с коробкой скоростей, размещенной в шпиндельной бабке, может служить станок мод. 1К62, кинематическая схема которого показана на фиг. I,6, а развертка по валам коробки скоростей — на фиг. I, 7. Коробка скоростей получает движение через клиноременную передачу от односкоростного электродвигателя, расположенного в левой тумбе станины. На валу I размещена двусторонняя фрикционная муфта М1 для включения и выключения прямого и обратного вращения шпинделя. Изменение направления вращения вала II происходит вследствие передачи движения через блок паразитных колес (z = 24 и z = 36). Передвижением по валам II и III скользящих (передвижных) блоков Б1 и Б2 валу III сообщается шесть различных прямых скоростей и три обратных, более высоких. Управление блоками Б1 и Б2 осуществляется одной рукояткой 1 (фиг. I, 4), выведенной на лицевую сторону передней бабки.
Движение от вала III может передаваться на шпиндель по двум кинематическим цепям:
а) при сдвинутом влево двойном (двухвенцовом) блоке Б3 — через повышающую передачу (65 : 43) прямо на шпиндель, что дает шесть высших ступеней скорости вращения — от 630 до 2000 об/мин;
б) при сдвинутом вправо блоке Б3 движение передается шпинделю через зубчатый перебор (блок Б4 — вал IV — блок Б5 — вал V), допускающий четыре различных включения с передаточными отношениями 1, 1:4, 1 : 4 и 1 : 16, два из которых совпадают. Через перебор шпиндель получает три более низких диапазона чисел оборотов (200÷630, 50÷160 и 12,5÷40 об/мин) по шесть ступеней в каждом. Одно число оборотов (630 об/мин) получается и при прямом включении, и через перебор; поэтому привод дает всего 23 различные скорости вращения шпинделя. Управление блоками Б3, Б4 и Б5 осуществляется также одной рукояткой 5 (фиг. I, 4). На валу III установлен тормоз, включение и выключение которого сблокировано с механизмом включения муфты М1.
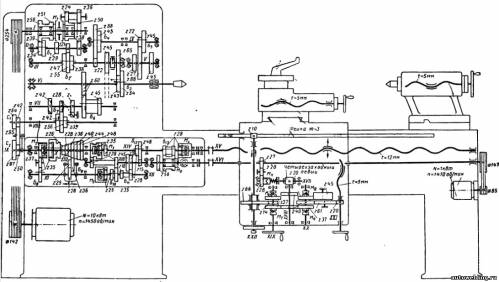
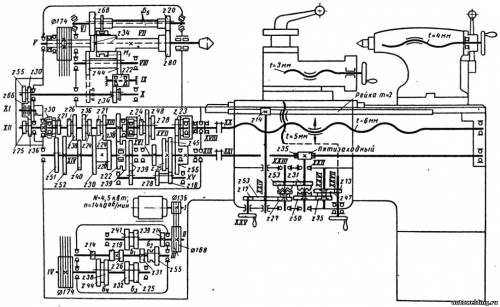
Фиг. I, 6. Кинематическая схема токарно-винторезного станка мод. 1К62.
Фиг. I, 7. Развертка по валам коробки скоростей станка мод. 1К62.
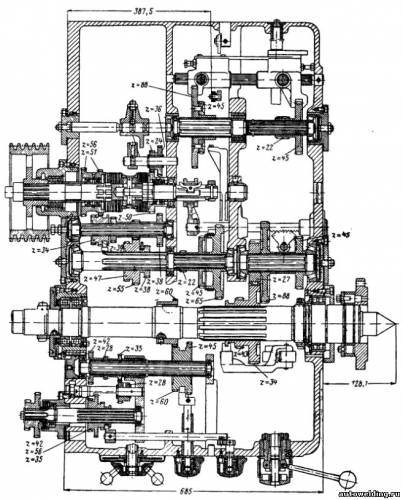
Фиг. I, 9. Кинематическая схема станка мод. 1А616.
В станке мод. 1А616 (фиг. I, 8) коробка скоростей выполнена в отдельном корпусе, размещенном в левой тумбе (ножке) станины. Выходной вал коробки связан с входным валом шпиндельной бабки клиноременной передачей. Привод такого типа называется разделенным приводом. Он обеспечивает более плавное вращение шпинделя и применяется чаще в точных станках.
Коробка скоростей получает движение через клиноременную передачу от отдельного двигателя, установленного на кронштейне с задней стороны левой тумбы станины. Натяжение ремней регулируется перемещением двигателя по плите, на которой он установлен. В результате переключений четырех блоков (фиг. I,9) Б1, Б2, Б3 и Б4 с помощью двух рукояток 1 (фиг. I, 8) выходной вал IV получает 12 различных скоростей вращения. Через клиноременную передачу движение передается на разгруженный шкив шпиндельной бабки, в которую встроен зубчатый перебор с передаточным отношением i = 1 : 8. Натяжение ремней производится перемещением в вертикальном направлении коробки скоростей.
Движение на шпиндель может передаваться по двум кинематическим цепям:
а) по короткой, непосредственно с вала V шкива при включенной муфте М1 и выключенном переборе Б5, шпиндель получает 12 высоких ступеней скорости вращения (от 90 до 2240 об/мин);
б) через перебор Б5 при выключенной муфте М1 шпиндель получает 12 нижних ступеней скорости вращения (от 11,2 до 280 об/мин).
Три скорости при включенном и выключенном переборе совпадают, поэтому привод дает только 21 (вместо 24) ступень скорости вращения шпинделя. Управление перебором Б5 и муфтой М1 сблокировано и осуществляется одной рукояткой 2 (фиг. I, 8). В приводе отсутствует главная, выключающая станок, фрикционная муфта, и включение, реверсирование и торможение шпинделя производятся электродвигателем.
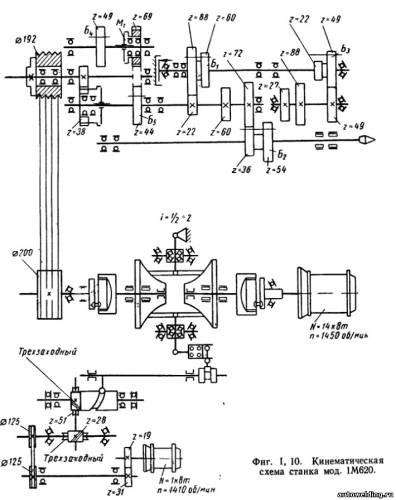
Для бесступенчатого изменения чисел оборотов шпинделя в токарно-винторезных станках средних и малых размеров находят применение фрикционные вариаторы. В приводе главного движения токарно-винторезного станка мод. 1М620 (фиг. I, 10) использован вариатор конструкции ЦНИИТМАШ (системы Светозарова) (В некоторых станках этой модели применялся вариатор с широким ремнем) в сочетании со ступенчатой коробкой скоростей, размещенной в шпиндельной бабке. Такая конструкция привода позволяет бесступенчато изменять числа оборотов шпинделя в пределах 12÷3000 об/мин. С помощью этого вариатора можно плавно, в пределах 750. 3000 об/мин, изменять скорость вращения его выходного вала, а за счет переключений блоков Б1 Б2 и Б3 получить четыре бесступенчатых диапазона чисел оборотов шпинделя: 12. 47, 47. 190, 190. 750 и 750. 3000 об/мин. Вспомогательный двигатель N = 1 квт служит для управления вариатором. Муфтой М1 и скользящими шестернями Б4 и Б5 производится реверсирование шпинделя.
Просмотреть фотографию в реальном размере
В станках меньших размеров бесступенчатый привод может состоять из одного вариатора без переборной ступенчатой коробки скоростей.
Тяжелые токарно-винторезные станки изготовляются, как правило, с бесступенчатым приводом скоростей шпинделя, что способствует повышению их производительности. Однако в тяжелых станках применяются не механические вариаторы, а электрические системы бесступенчатого изменения числа оборотов приводного электродвигателя в сочетании со ступенчатой механической коробкой скоростей станка.
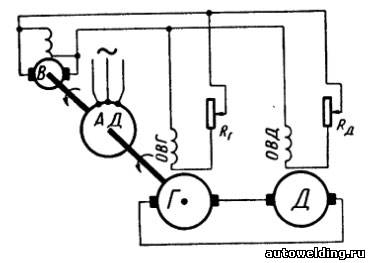
Фиг. I, 11. Система генератор—двигатель для бесступенчатого изменения чисел оборотов шпинделя.
Наиболее распространенной электрической системой бесступенчатого изменения чисел оборотов в тяжелых станках является система генератор — двигатель (Г—Д), называемая иногда также системой Леонарда (фиг. I, 11). Она состоит из четырех электрических машин: асинхронного двигателя АД, который приводит во вращение генератор постоянного тока Г и маломощный генератор постоянного тока В и электродвигателя постоянного тока Д для привода станка. Скорость электродвигателя Д регулируется изменением сопротивлений Rг и Rд в цепях обмоток возбуждения ОВГ — генератора и ОВД — двигателя, питаемых постоянным током от возбудителя В. Диапазон регулирования такой системы может достигать 10—15. Следует иметь в виду, что машины АД и Г должны иметь мощность не меньшую, чем мощность приводного двигателя Д, поэтому затраты на систему Г—Д превышают затраты на один асинхронный двигатель переменного тока в 7—8 раз.

