
Проволока стальная, навивка пружин, сталь пружинная
Особенности производства пружинной проволоки
 Пружинная проволока (ПП) относится к высокопрочным изделиям из металла. Ее применяют, изготовляя крюки, разные шпильки, пружины и другие конструкции, для которых понадобятся пружинные характеристики. Стоимость изделий зависит от типа и состава применяемого сплава, а также диаметра. На нее наносят специальные масла, защищающие от коррозии, уменьшающие трение и увеличивающие срок эксплуатации.
Пружинная проволока (ПП) относится к высокопрочным изделиям из металла. Ее применяют, изготовляя крюки, разные шпильки, пружины и другие конструкции, для которых понадобятся пружинные характеристики. Стоимость изделий зависит от типа и состава применяемого сплава, а также диаметра. На нее наносят специальные масла, защищающие от коррозии, уменьшающие трение и увеличивающие срок эксплуатации.
- Производство и применение
- Виды и основные характеристики
- ГОСТ 14963–78
Производство и применение
 Проволока изготавливается согласно требованиям двух Государственных стандартов — 9389−75 и 14963−78, регламентирующих технологию волочения (протяжек) исходных заготовок через ряд отверстий с неодинаковым, постепенно уменьшающимся сечением. Затем проводится термическая обработка. Она улучшает пружинные свойства готовой продукции.
Проволока изготавливается согласно требованиям двух Государственных стандартов — 9389−75 и 14963−78, регламентирующих технологию волочения (протяжек) исходных заготовок через ряд отверстий с неодинаковым, постепенно уменьшающимся сечением. Затем проводится термическая обработка. Она улучшает пружинные свойства готовой продукции.
Термообработка способствует возрастанию прочности изделий на разрыв. На последнем отверстии для протяжки по волочильному стану в большинстве случаев устанавливается калибровочная фильера. Делают это тогда, когда по техусловиям нужно произвести калиброванные изделия, имеющие гладкую и по максимуму ровную поверхность.
В производственном процессе не обходится без предварительного отпуска стали и ее закалки. С помощью этих манипуляций существенно улучшается показатель прочности.
Навивка пружин может проводиться двумя способами — горячим и холодным. Высоким качеством отличаются изделия, полученные в результате применения горячей методики, при которой сырье нагревают до температуры, отпускающей металл, после чего закаливают его.
В наши дни пружинная проволока вызывает огромный интерес в среде профессиональных дизайнеров, которые пользуются деталями из нее при создании уникальных решений для жилья, офисов и торговых центров. Проволока для пружин легко сгибается, можно создавать элементы практически любой формы. Свойства материала оценили и производители мебели: пружины диванов, столов, шкафов, стульев и кроватей именно из него.
Виды и основные характеристики
Госстандарт определяет, что степень точности может быть как повышенной, так и нормальной. Согласно механическим характеристикам существует четыре класса (3, 2А, 2, 1) и три марки (А, В, С). Класс 2А — всегда повышенная точность.
Выделяют ряд основных характеристик ПП:

 с диаметром 0,14−8 мм (максимально допустимое отклонение ±0,05);
с диаметром 0,14−8 мм (максимально допустимое отклонение ±0,05);- овальность — до 50% от параметра отклонения;
- сопротивление к разрывам — 1030−1230 (класс 3, сечение 8 мм) и 2740−3090 (класс 3, сечение 14 мм) Н/мм2;
- число скручиваний, которые выдерживает — 4−35 (точная цифра зависит от того, какое сырье, а также тип и класс продукции);
- массу вычисляют на 1000 м готовых изделий — 0,1208−394,6 кг.
Согласно условиям ГОСТа 9389−75 пружинная углеродистая проволока, которая используется в холодном методе без закалки, должна производиться только из углеродистых марок стали. Но под заказ ПП может быть изготовлена из других сплавов с минимальным содержанием фосфора и серы. Не допускается волнистость, ржавчина, волосовина, плен, закаты, раковины, трещины, полное обезуглероживание.
Проволока может поставляться в катушках или мотках. Скручивают ее таким образом, чтобы при раскручивании не было «восьмерок». На катушки и мотки, вес которых не превышает 250 кг, ПП накручивается одним отрезком, если больше — может быть три отрезка. В местах разделения обязательно ставят специальные заглушки.
ГОСТ 14963–78
 Данный Госстандарт регулирует производственные нюансы изготовления легированной круглой проволоки для пружин, для которой требуется закалка и отпуск. Ее разделяют на стандартную и с удаленным поверхностным слоем. Навивка — холодная либо горячая, разделяется на два класса. Из первой изготавливают ответственные изделия, из второй — пружины общего назначения.
Данный Госстандарт регулирует производственные нюансы изготовления легированной круглой проволоки для пружин, для которой требуется закалка и отпуск. Ее разделяют на стандартную и с удаленным поверхностным слоем. Навивка — холодная либо горячая, разделяется на два класса. Из первой изготавливают ответственные изделия, из второй — пружины общего назначения.
Максимальный диаметр легированной проволочной продукции составляет 14 мм. ПП может подвергаться:
- шлифованию;
- полированию;
- вытягиванию;
- обточке.
Термическую обработку легированных образцов проводят по строго регламентированной схеме:
 Сначала выполняют закалку при температуре примерно 850 градусов.
Сначала выполняют закалку при температуре примерно 850 градусов.- Охлаждают в масляном составе.
- Отпускают на протяжении 30 минут при температуре 400 градусов.
- Еще раз охлаждают в горячей воде или теплом масляном составе.
Легированную ПП с дополнительной обработкой выпускают в виде прутков, комплектуемых по пачкам. Если их длина превышает 5 м, поставляются в мотках. По желанию заказчика в мотки сворачивается и продукция без обработки.
Мотки могут собираться в бухты, на которые наносится смазка, предотвращающая коррозию.
Все о пружинной проволоке

- Особенности и требования
- Производство
- Обзор видов
- Где применяется?
Проволока для пружин (ПП) – это высокопрочное изделие из сплавов металла. Применяется при выпуске пружин сжатия, кручения, растяжения; разных видов крюков, осей, шпилек, струн для фортепиано и других деталей с пружинными характеристиками.


Особенности и требования
Самый востребованный диаметр — это 6-8 миллиметров. Для изготовления пружинной проволоки применяют катанку из стали. Технические требования устанавливаются по ГОСТу 14963-78 или ГОСТу 9389-75. Иногда допускаются отклонения от норм к требованиям пружинной проволоки. Например, по желанию заказчика, может изменяться количество марганца в составе, но только если при изготовлении не использовались хром и никель.
Для избежания частичного или полного разрушения готовых изделий, ГОСТом предписывается идеальная поверхность полотна проволоки без наличия каких-либо дефектов.


Во время эксплуатации нагрузка будет создаваться в местах, не устойчивых к изъянам. Поэтому все сырье, перед изготовлением пружин проходит проверку.
Прочность пружинного полотна напрямую зависит от размера диаметра, прочность малого диаметра намного выше. Например, размер сечения 0,2-1 миллиметра почти в два раза превосходит по прочности проволоку с сечением 8 миллиметров. Форма выпуска готовой пружинной проволоки может быть в виде катушек, мотков (допустимый вес 80-120 килограммов) и бухт (500-800 килограммов).


Производство
Согласно установленным правилам ГОСТ, проволока создается протяжкой или волочением начальных заготовок через отверстия, расположенные в порядке уменьшения диаметра сечения. Для увеличения прочности на разрыв в конце проводится термическая закалка. При волочении на последнем выходном отверстии станка устанавливается специальная форма для калибровки — фильера. Ее устанавливают в том случае, когда материал должен быть изготовлен уже откалиброванным и не иметь на поверхности дефектов.

Главными свойствами сырья для изготовления проволоки является упругость и текучесть материала. Повышения упругости достигают закалкой сплава в масле, температура которого может быть 820-870 C.
Далее идет отпуск проволоки при температуре 400-480 C. Твердость полотна равна 35-45 единиц (от 1300 до 1600 килограммов на 1 квадратный миллиметр плоскости). Для повышения такого технического свойства, как подавление нагрузок, используется углеродистая или высоколегированная сталь. Обычно производители делают ее из марок сплавов – 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г.


Обзор видов
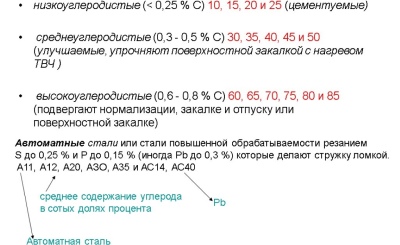
По химическому составу стальную проволоку делят на углеродистую и легированную. Первые подразделяются на низкоуглеродистую с содержанием углерода до 0,25%, среднеуглеродистые с содержанием углерода от 0,25 до 0,6% и высокоуглеродистые с содержанием углерода от 0,6 до 2,0%. Отдельная разновидность — это нержавеющая сталь или коррозийностойкая. Добиваются таких характеристик путем добавления в состав легирующих компонентов — никеля (9-12%) и хрома (13-27%). В зависимости от начального сырья, в конечном результате проволока может быть темной или осветленной, мягкой или твердой.
Нельзя не отметить такую разновидность, как стальная проволока с памятью — титан и неодим в составе придают ей необычные свойства.
Если изделие выпрямить и через некоторое время прогреть на огне, проволока вернется в свою начальную форму. По механическим свойствам пружинная проволока делится на:
- классы – 1, 2, 2А и 3;
- марки – А, Б, В;
- противостояние грузам — высоко нагруженная и тяжелогруженая;
- применение для нагрузок — сжатие, изгибание, растяжение и кручение;
- размер диаметра сечения — круглой и овальной формы, квадратной и прямоугольной формы, также возможна форма шестиугольная и трапециевидная;
- тип жесткости — жесткость переменная и жесткость постоянная.
По точности изготовления проволока может быть повышенной точности — используется при производстве и сборке сложных механизмов, нормальной точности – используется при изготовлении и сборке менее сложных механизмов.
Где применяется?
Производство пружин бывает холодной и горячей методикой. Для холодной навивки используются специальные пружинонавивочные автоматы и станки. Проволока должна быть из углеродистых сталей, потому что конечная деталь не будет подвергаться закалке. В России холодный метод используется чаще, так как он не такой дорогостоящий и затратный.

Оборудование для холодной навивки оснащено двумя главными валами, один регулирует натяжение, второй задает направление витка.
Описание процесса.
- Пружинная проволока подготавливается к работе, проверяется на отсутствие дефектов.
- Полотно проволоки продевается через кронштейн в суппорте, а конец закрепляется зажимом на оправе.
- Верхним валом регулируется натяжение.
- Включается наматывающий валик (его скорость зависит от диаметра проволоки).
- Полотно обрезается, когда достигнуто нужное количество витков.
- Последний этап — механическая и термическая обработка готовой детали.

Горячим методом можно изготовить детали только с диаметром сечения от 1 сантиметра. Во время навивки происходит быстрый и равномерный нагрев. Процесс выглядит следующим образом.
- Полотно проволоки, разогретое докрасна, просовывают через фиксатор и закрепляют концы зажимами.
- Верхним валиком задается натяжение.
- Регулируется скорость вращения (также все зависит от диаметра), включается станок.
- После заготовка снимается.
- Далее идет термическая закалка — охлаждение в масляном растворе.
- Механическая обработка готовой детали и нанесение антикоррозийного состава.

Во время горячего способа навивки, разрезание пружины на части не предусматривается, если нужный размер уже достигнут, то есть навивка происходит на полную длину полотна. Уже после этого разрезается на части нужной длины. В данном способе последняя термическая обработка нужна для снятия у детали внутреннего напряжения. Рекомендуется работать с масляным раствором, а не с водой, чтобы во время закалки на стали не пошли трещины.
Как выглядит пружинная проволока, смотрите далее.
Технология изготовления пружин

Как известно, существуют различные виды пружин, которые отличаются не только по конструкции, но еще и по способу взаимодействия с остальными механизмами в узлах. Так, например, пружины сжатия работают на сжатие, пружины растяжения — на растяжение, ну а пружины кручения, соответственно, на изгиб и скручивание. При этом данные виды пружин имеют витую форму, в отличии от той же тарельчатой пружины или от любого типа пружин-рессор. Само собой, технология изготовления пружин витого типа будет отличаться от того как происходит производство пружин с другой конструкцией.
В целом, технология изготовления пружин подразумевает под собой совокупность последовательного использования специальных технологических инструментов, например, станочного оборудования и каких-либо сырьевых материалов. При этом, само производство пружин может происходить за разное число этапов и с использованием различных способов, которые выбирает непосредственно сам завод-производитель, в зависимости от назначения конкретной пружины. Соответственно, технология меняется исходя из всех характеристик и конструкционных параметров у этого металлического изделия.
Пожалуй, наиболее распространенными в промышленности и быту считаются как раз таки витые виды пружин, а именно, кручения, сжатия, растяжения. По этой причине нами сегодня будет рассмотрено, что представляет технология изготовления пружин из данной классификации. Вообще, наличие специальной навивки в конструкции позволяет подобным пружинам многократно воспринимать повторяющиеся нагрузки, проявляя высокую степень устойчивости к разным механическим воздействиям без потери своих характеристик, в числе которых имеются следующие физико-химические свойства:
- Коэффициент упругости
- Предел воспринимаемой нагрузки
- Усталостная прочность
Именно эти параметры влияют на продолжительность, а главное, на качество работы пружин. Собственно, для того, чтобы обеспечить данным изделиям максимально возможную долгосрочность эксплуатации, производство пружин должно осуществляться из надежного сырьевого материала, посредством поэтапного применения разных технически процессов на специальном оборудовании. Как правило, навивка осуществляется оператором из стальной проволоки на токарных станках либо вручную, либо через автомат одним из двух основных способов: горячим методом или же холодным методом.
Холодная технология изготовления пружин

Производство пружин холодным способом в Российской Федерации выполняют чуть чаще, нежели горячим, ввиду наиболее низкой себестоимости производства. Для таких работ не требуются дополнительные дорогостоящие станки, кроме навивочного. Собственно, такой метод предполагает использование оборудования, оснащенного двумя основными валиками, через которые и происходит навивка. Верхний из валиков позволяет регулировать натяжение, а также задавать направление завивки, используя для этого специально установленный винт. Сам процесс изготовления выполняется примерно так:
- Подготавливается специальная сталь для изготовления пружин (стальная проволока).
- Проволока просовывается через планку в суппорте.
- Ее конец прочно закрепляется на оправке при помощи зажима.
- Через верхний валик устанавливается необходимое натяжение.
- В зависимости от диаметра проволоки выбирается скорость вращения.
- Запускается в работу валик, наматывающий пружину.
- По мере достижения необходимого числа витков, проволока обрезается.
- В завершении деталь обрабатывается механически и термически.
Несмотря на то, что форма изготавливаемого изделия может быть как бочкообразной, так и цилиндрической, или даже конической, холодная технология изготовления пружин не позволяет использовать для изготовления пружин сталь диаметром более 16 миллиметров. Механическая обработка проводится для устранения зазубрин, сколов или же любых других дефектов на поверхности метиза, полученных в результате предыдущего проката проволоки, либо во время непосредственного процесса навивки с целью обеспечения наиболее лучшего качества изделия и повышения срока его эксплуатации.
Кроме того, немаловажным этапом является последующая термическая обработка, за счет проведения которой заготовка сможет избавиться от всех полученных во время навивки внутренних напряжений. При этом сам метод обработки выбираю исходя из того, какая была использована сталь для изготовления пружин. В некоторых случаях используют и отпуск и закалку, в некоторых, например, в бронзе, только лишь низкотемпературный отпуск. Так или иначе, каждый из данных процессов позволяет изделию достичь основных своих критериев, в числе которых состоит их великолепная упругость.
Горячая технология изготовления пружин

В отличии от холодного способа, горячее производство пружин подразумевает лишь изготовление изделий с диаметром от 10 миллиметров. То есть метизы меньших габаритов не получится сделать таким способом априори. Горячая технология изготовления пружин для создания заготовок требует проводить процедуру равномерного нагрева. При этом сам нагрев производится очень быстро на специальном станке. После чего разогретый до красна пруток необходимо просунуть через фиксирующую планку в навивочный станок и закрепить концы заготовки в зажимах и выполнять следующие этапы:
- Задать необходимое натяжение через верхний валик.
- Выбрать скорость вращения, в зависимости от диаметра.
- Включить станок, начав процесс навивки проволоки.
- По окончании работ снять цельную заготовку.
- Отправить изделие на термическую обработку.
- Максимально охладить спираль в масле.
- Провести механическую обработку поверхности.
- Нанести защитный антикоррозийный слой.
Обратите внимание, что горячая технология изготовления пружин для экономичного расходования сырьевых материалов не предусматривает разрезание пружины по мере того, как будет достигнут необходимый размер изделия. Это значит, что навивка происходит сразу на всю длину заготовки, а уже потом от нее отрезают куски необходимой длины. Повторная термическая обработка изделия необходима для снятия внутреннего напряжения. Охлаждать заготовку в масле, а не в воде рекомендуется по причине того, что во время долгой закалки в воде горячая сталь может попросту пустить трещину.
Тем не менее, если технология изготовления пружин требует проводить закалку как раз в воде, то необходимо соблюдать временной диапазон от 1 до 3 секунд, после чего так же опустить заготовку в масло. После этого пружину вынимают и очищают от масла. Далее уже идет аналогичный холодному методу навивки этап механической обработки изделия: заточка, шлифовка и другие технологические операции. Кроме того, для улучшения износостойкости изготовленных обеими способами пружин довольно часто производители применяют так же антикоррозионную обработку поверхностей изделия.
Сталь для изготовления пружин

Поскольку пружины зачастую используются для гашения каких-либо типов нагрузок, сталь для изготовления пружин должна иметь очень высокие технические характеристики. В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто, производство пружин выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
Среднеуглеродистые и высокоуглеродистые марки стали, а также низколегированные стальные сплавы, которые задействует любое производство пружин, называются рессорно-пружинными. Зачастую, сталь для изготовления пружин обозначается еще как пружинная сталь. Стандартом для ее производства считают ГОСТ 14959-79, который предписывает все допуски и требования к техническим характеристикам. По госстандарту, пружинная сталь должна иметь очень качественную поверхность без наличия каких-либо дефектов, способных привести к частичному или же полному разрушению.
Дело в том, что при наличии, например, трещин на поверхности изделий, в процессе их эксплуатации при тяжелых различных тяжелых условиях, все усталостные явления будут концентрироваться как раз в наименее устойчивых дефектных местах. Именно поэтому вся пружинная сталь до того, как началось непосредственное производство пружин, должна пройти процедуру проверки на соответствие установленным требованиям ГОСТ 14959-79. Кроме того, сталь для изготовления пружин должна иметь хорошую упругость и проявлять высокую устойчивость к агрессивным воздействиям.
Достичь этого помогает, во-первых, химический состав того или иного сплава, так как под конкретные рабочие условия подбирается конкретная сталь для изготовления пружин. Во-вторых, противостоять напряжению и разрушению позволяют процесс закалки и отпуска изделий. Проведение данных технологических процессов подразумевает любая технология изготовления пружин, однако для каждой марки стали есть свои нюансы. В частности, этим нюансом является среда закаливания, в роли которой выступают масло или вода, а также еще и сама температура, при которой идет закаливание.
Собственно, температура при которой закаливается сталь для изготовления пружин, варьируется в пределах от +800°С до +900°, в зависимости от конкретного сплава. А отпуск проводится уже при диапазоне от +300°С до +480°С. Это обусловлено тем, что именно при подобных температурах возможно достичь одного из самых важных параметров пружинной стали — наибольшего предела упругости стали. Твердость получаемой продукции равняется 35 — 45 единицам твердости по Шору, что равнозначно значению от 1300 до 1600 килограмм на один квадратный миллиметр поверхности.
Характеристики стали для изготовления пружин
Проволока пружинная
 Проволока пружинная гост 9389 75– это особо прочный стальной метиз, предназначенный для изготовления пружин, осей, шпилек и других деталей, которые требуют особых упругих свойств. Данное изделие выпускается из стали по ГОСТ 9389. По этому стандарту навивка этого метиза производится холодным способом без закалки. Проволока пружинная из легированной стали, выпускаемая по ГОСТ 14963, изготавливается горячим способом. При горячем способе изготовления, данный тип метиза необходимо подвергнуть закалке с последующим отпуском.
Проволока пружинная гост 9389 75– это особо прочный стальной метиз, предназначенный для изготовления пружин, осей, шпилек и других деталей, которые требуют особых упругих свойств. Данное изделие выпускается из стали по ГОСТ 9389. По этому стандарту навивка этого метиза производится холодным способом без закалки. Проволока пружинная из легированной стали, выпускаемая по ГОСТ 14963, изготавливается горячим способом. При горячем способе изготовления, данный тип метиза необходимо подвергнуть закалке с последующим отпуском.
| Проволока качественная пружинная | |
|---|---|
| Наименование | Ед. изм. |
| Проволока пружинная ГОСТ9389-75 0,3мм | тн |
| Проволока пружинная ГОСТ9389-75 0,5мм | тн |
| Проволока пружинная ГОСТ9389-75 0,6мм | тн |
| Проволока пружинная ГОСТ9389-75 0,7мм | тн |
| Проволока пружинная ГОСТ9389-75 0,8мм | тн |
| Проволока пружинная ГОСТ9389-75 0,9мм | тн |
| Проволока пружинная ГОСТ9389-75 1,0мм | тн |
| Проволока пружинная ГОСТ9389-75 1,1мм | тн |
| Проволока пружинная ГОСТ9389-75 1,2мм | тн |
| Проволока пружинная ГОСТ9389-75 1,4мм | тн |
| Проволока пружинная ГОСТ9389-75 2,0мм | тн |
| Проволока пружинная ГОСТ9389-75 2,2мм | тн |
| Проволока пружинная ГОСТ9389-75 2,3мм | тн |
| Проволока пружинная ГОСТ9389-75 2,8мм | тн |
| Проволока пружинная ГОСТ9389-75 3,0мм | тн |
| Проволока пружинная ГОСТ9389-75 4,0мм | тн |
| Проволока пружинная ГОСТ9389-75 4,5мм | тн |
| Проволока пружинная ГОСТ9389-75 5,0мм | тн |
| Проволока пружинная ГОСТ9389-75 6,0мм | тн |
| Проволока пружинная ГОСТ9389-75 8,0мм | тн |
Технические характеристики
ГОСТ 9389-75 подразделяет этот метиз по виду обработки на марки В, Б, А классов 3, 2, 2а, 1. Проволока пружинная углеродистая может иметь нормальную или повышенную точность. Данная продукция производится размером от 0,14 до 5,6мм. Для изготовления этого изделия применяются стали марок 65Г, 60Г, 70Г, 50-80. Катанка для пружин характеризуется повышенными износостойкими свойствами. По механическим и прочностным свойствам этот материал должен выдерживать определенное количество скручиваний, перегибов и сопротивляться разрыву.
Назначение
Применяется проволока пружинная стальная в машиностроении при изготовлении пружин, шпилек, штифтов, осей, и другие детали. Навивку пружин производят на специальных станках. Необходимость термообработки для изготовления данной продукции зависит от назначения готового изделия. Пружины из калиброванной проволоки применяются в мебельной промышленности, для производства для торгового оборудования и для декоративной отделки продукции. Пружина — важный элемент в жизни и в производстве.
Бесплатная консультация специалиста в Балашихе
Это самый простой и быстрый способ узнать цену интересующей продукции
Каталог
- Профнастил
- С8
- С21
- С44
- НС35
- НС44
- Н57
- Н60
- Н75
- Н114
- Черный металлопрокат
- Сортовой металлопрокат
- Арматура строительная
- Балка двутавровая
- Круг стальной
- Квадрат горячекатаный
- Полоса горячекатаная
- Уголок стальной
- Швеллер
- Листовой металлопрокат
- Лист горячекатаный
- Лист холоднокатаный
- Лист оцинкованный
- Лист просечновытяжной (ПВЛ)
- Лист рифленый
- Трубы стальные
- Бесшовные трубы
- Электросварная труба
- Труба водогазопроводная
- Профильная труба
- Трубы в изоляции
- Труба Б/У
- Труба Б/У восстановленная
- Сортовой металлопрокат
- Оцинкованный металлопрокат
- Круг оцинкованный
- Полоса оцинкованная
- Уголок оцинкованный
- Трубы оцинкованные
- Нержавеющая сталь
- Листы нержавеющие
- Нержавеющая пищевая сталь
- Нержавеющая жаропрочная сталь
- Коррозионностойкие и кислотостойкие
- Шлифованный лист нержавеющий
- Матовый лист нержавеющий
- Зеркальный лист нержавеющий
- Трубы нержавеющие
- Трубы нержавеющие бесшовные
- Труба нержавеющая электросварная
- Труба профильная нержавеющая
- Круг нержавеющий
- Листы нержавеющие
- Опоры освещения
- Опоры ОГК
- Опоры НФГ
- Опоры торшерные
- Опоры трубчатые
- Опора фланцевая
- Опора силовая
- Закладные детали
- Детали трубопровода
- Отводы стальные крутоизогнутые
- 90 градусов
- Отводы оцинкованные
- Переходы концентрические
- Переход ст 20
- Переходы эксцентрические
- Переход э ст 20
- Тройники стальные
- Тройник ст 20
- Заглушки эллиптические
- Заглушки фланцевые
- Фитинги
- Отводы стальные крутоизогнутые
К сведению заказчика
Обращаем ваше внимание, что материалы размещенные на сайте, носят информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) ГКРФ.
Проволока качественная пружинная в Москве
Сортовой прокат
- Арматура, катанка
- Арматура рифленая А3
- Арматура гладкая А1
- Арматура Ат800
- Катанка
- Балка, швеллер
- Балки (Двутавр)
- Балки (Двутавр) низколегированные
- Швеллер
- Швеллер низколегированный
- Швеллер гнутый
- Уголок
- Уголок равнополочный
- Уголок равнополочный низколегированный
- Уголок неравнополочный
- Уголок нержавеющий никельсодержащий
- Уголок равнополочный судостроительный
- Круг
- Полоса, квадрат
- Полоса г/к
- Полоса г/к оцинкованная
- Полоса нержавеющая никельсодержащая
- Квадрат горячекатаный
- Оцинкованный прокат
- Полоса оцинкованная
- Круг оцинкованный
- Труба оцинкованная
- Лист оцинкованный
Листовой прокат
- Лист г/к
- Лист г/к
- Лист г/к Ст3
- Лист г/к низколегированный
- Лист г/к конструкционный
- Лист г/к судостроительный
- Лист г/к мостостроительный
- Лист х/к
- Лист холоднокатанный х/к
- Лист холоднокатанный х/к Ст
- Лист оцинкованный
- Лист оцинкованный
- Лист оцинкованный с полимерным покрытием в рулонах
- Лист оцинк в рулонах
- Лист рифленый
- Лист нержавеющий
- Лист нержавеющий без никеля
- Лист нержавеющий никельсодержащий
- Лист нержавеющий ПВЛ
- Профнастил
- Профнастил оцинкованный
- Профнастил окрашенный
- Просечно-вытяжной лист (ПВЛ)
Трубы
- Трубы г/д
- Трубы х/д
- ВГП, электросварные трубы
- Трубы ВГП
- Трубы ВГП оцинкованные ГОСТ 3262-75
- Трубы электросварные круглые
- Трубы электросварные квадратные
- Трубы электросварные прямоугольные
- Трубы электросварные оцинкованные
- Трубы электросварные в изоляции ППУ
- Трубы квадратные оцинкованные
- Трубы прямоугольные оцинкованные
- Трубы электросварные низколегированные
- Трубы электросварные низколегированные круглые
- Трубы электросварные низколегированные квадратные
- Трубы электросварные низколегированные прямоугольные
- Трубы нержавеющие
- Трубы нержавеющие электросварные
- Трубы нержавеющие электросварные AISI
- Трубы нержавеющие электросварные AISI прямоугольные
- Трубы нержавеющие электросварные AISI квадратные
- Трубы нержавеющие бесшовные
- Сваи винтовые
- Трубопроводная арматура
- Бочата
- Кресты
- Отводы
- Сгоны
- Тройники
- Угольники
- Фланцы
Метизы
- Калибровка, серебрянка
- Круг калиброванный
- Шестигранник калиброванный
- Профиль фасонный квадрат
- Профиль фасонный полоса
- Серебрянка
- Проволока, канаты
- Канаты стальные
- Проволока Вр-1
- Проволока качественная пружинная
- Проволока качественная холодной высадки
- Проволока нержавеющая
- Проволока сварочная обыкновенного качества
- Проволока торговая обыкновенного качества
- Проволока сварочная легированная
- Проволока из сплавов с высоким сопротивлением
- Проволока нихромовая
- Проволока алюминиевая
- Сетка, лента
- Сетка стальная тканая
- Сетка стальная плетеная
- Сетка стальная сварная
- Фиксаторы
- Лента холоднокатаная среднеуглеродистая
- Лента холоднокатаная упаковочная
- Лента холоднокатаная штамповальная
- Лента из прецизионных сплавов
- Лента нихромовая
- Крепеж, гвозди, болты, цепи
- Анкерная техника
- Болты
- Гайки
- Гвозди
- Дюбельная техника
- Метрический крепеж
- Общий крепеж
- Перфорированный крепёж
- Саморезы
- Такелаж
- Фиксаторы арматуры
- Цепи
- Шайбы
- Шпилька резьбовая DIN 975
- Электроды, радиаторы
- Электроды
- Радиаторы
Нержавеющая сталь
- Круг, квадрат, шестигранник
- Круг нержавеющий безникелевый жаропрочный
- Круг нержавеющий никельсодержащий
- Квадрат нержавеющий никельсодержащий
- Шестигранник нержавеющий безникелевый жаропрочный
- Шестигранник нержавеющий никельсодержащий
- Полоса, уголок
- Полоса нержавеющая никельсодержащая
- Уголок нержавеющий никельсодержащий
- Трубы нержавейка
- Трубы нержавеющие электросварные
- Трубы нержавеющие электросварные AISI
- Трубы нержавеющие электросварные AISI квадратные
- Трубы нержавеющие электросварные AISI прямоугольные
- Трубы нержавеющие бесшовные
- Лист нержавеющий
- Лист нержавеющий без никеля
- Лист нержавеющий никельсодержащий
- Лист нержавеющий ПВЛ
- Нержавеющие метизы
- Лента холоднокатаная нержавеющая
- Электроды нержавеющие
- Проволока нержавеющая
- Комплектующие для лестничных ограждений
- Комплектующие для лестниц
- Пристенные крепления
- Наконечники, соединения поручня со стойкой
- Держатель ригеля
- Декоративный низ стойки
- Заглушки
- Повороты и соединители труб
- Фланцы настенные
- Стеклодержатели
- Крепления стоек
- Детали трубопровода
- Отводы нержавеющие
- Переходы нержавеющие
- Тройники нержавеющие
- Фланцы нержавеющие воротниковые
- Фланцы нержавеющие плоские
Цветные металлы
- Алюминий, дюраль
- Алюминиевый круг
- Алюминиевая проволока
- Алюминиевая лента
- Алюминиевый лист
- Алюминиевый лист рифленый
- Плита алюминиевая
- Труба алюминиевая
- Алюминиевый профиль
- Алюминиевый уголок
- Алюминиевая шина
- Чушка алюминиевая
- Дюралевый круг
- Дюралевый шестигранник
- Дюралевый лист
- Дюралевая плита
- Медь, бронза, латунь
- Медный круг
- Медный лист
- Медная проволока
- Медная труба
- Медная лента
- Медная шина
- Медный шестигранник
- Бронзовый круг
- Латунный круг
- Латунная лента
- Латунный лист
- Латунная проволока
- Латунная труба
- Латунный шестигранник
- Олово
- Свинец
Качественные стали
- Конструкционная сталь
- Круг горячекатаный конструкционный
- Круг горячекатаный никелевый
- Квадрат горячекатаный конструкционный
- Поковка
- Шестигранник горячекатаный конструкционный
- Инструментальная сталь
- Круг инструментальный углеродистый и легированный
- Квадрат инструментальный углеродистый и легированный
- Полоса инструментальная углеродистая и легированная
Судовая сталь
- Лист г/к нормальной прочности
- Лист г/к повышенной прочности
Категория
Компания МЕТАЛЛСЕРВИС реализует стальную пружинную проволоку по оптовым ценам. Доставка осуществляется по всей России и Беларуси. В сортаменте — продукция классов А, Б, В, диаметром 0,2–8 мм. Проволока подходит для любых задач, будь то протяжка кабеля в гофре или трубе, прочистка канализации или производство матрасов. Материалы поставляются со смазкой и без неё, в мотках массой от 1 кг. Они всегда в наличии на складе в Москве, Санкт-Петербурге, Минске, Самаре, Пензе, Ростове-на-Дону, Новосибирске, Хабаровске и других городах. Ассортимент состоит из продукции от ведущих российских заводов-изготовителей.
Нержавеющая пружинная проволока, изготовленная по ГОСТ 9389-75
Согласно данному стандарту выделяют 3 категории:
- класс 1 — повышенной прочности;
- класс 2 — с меньшим запасом прочности, большей пластичностью и лучшей морозостойкостью;
- класс 2А — с повышенной точностью геометрических характеристик, увеличенной пластичностью и пониженным содержанием вредных присадок в сплаве.
Дополнительно к этому предусмотрена проволока ОВС — особо высокого сопротивления, адаптированная к самым интенсивным динамическим нагрузкам. Представленные в каталоге изделия не боятся растрескиваний, остаточных деформаций, механических повреждений и агрессивных сред. Для производства чаще всего используется сталь марок 70ХГФА, Ст70, 60С2А, У9А и др.
Компания МЕТАЛЛСЕРВИС гарантирует:
- качество проволоки для пружин, подкреплённое надлежащими сертификатами;
- постоянное наличие металлопродукции на собственных складских базах в РФ и Республике Беларусь;
- оптовые цены, поставки напрямую от заводов-изготовителей;
- приём заказов в режиме 24/7, возможность срочной отгрузки с доставкой «до двери» заказчика;
- доставку собственным автотранспортом.
Чтобы купить оптом или в розницу пружинную проволоку, свяжитесь с филиалом компании МЕТАЛЛСЕРВИС в Москве или другом городе.
Пружинная проволока или из чего изготавливаются пружины

Пружинные материалы
Одним из наиболее важных решений, принимаемых конструктором при расчёте пружин, является решение о назначении материала пружины. Для пружин целесообразно применять высокопрочные материалы, обеспечивающие возможность работы при относительно высоких напряжениях. Пружины из материала с высоким пределом прочности имеют меньшую массу и компактные размеры, экономя рабочее пространство узлов и механизмов.
Однако нельзя сказать, что этот вид материала для пружины плох, а этот – хорош. Решение о выборе материала необходимо принимать исходя из экономической целесообразности и многих факторов: срока службы пружины, наличия циклических или ударных нагрузок, релаксационной стойкости, температурных режимов работы, действия агрессивных сред и т.д.
Одинаково неразумно назначать для неответственной пружины разового срабатывания, дорогую скальпированную клапанную проволоку или в дорогой и ответственный регулятор давления пара ставить пружину из дешёвой углеродистой проволоки, пытаясь немного «сэкономить». И если первый вариант чреват только необоснованными тратами, то действие по второму варианту может привести к серьёзной аварии.
У каждого вида пружинного материала есть свои достоинства и недостатки. Задача конструктора — выбрать оптимальный вариант.
Нагартованная холоднотянутая пружинная проволока
1. Стальная нагартованная холоднотянутая пружинная проволока по ГОСТ 9389
Проволока по ГОСТ9389 применяется для пружин сжатия растяжения и кручения 1 и 2 классов по ГОСТ 13764. Проволока 2 класса отличается от проволоки 1 класса уменьшенной прочностью при разрыве и повышенной пластичностью.
2. Рояльная проволока
Рояльная проволока изготавливается из высококачественной углеродистой стали. Эта проволока широко используется для небольших винтовых пружин, работающих в жёстких напряжённых условиях. По качеству поверхности сравнима с проволокой для клапанных пружин. Высокая прочность рояльной проволоки достигается за счёт легирования углеродом в пределах 0,7-1,0%, холодной многоступенчатой протяжки в размер с применением специальных операций патентирования.
3. Патентированная углеродистая проволока по EN 10270-1, DIN 17223-1
Патентированная углеродистая проволока по EN 10270-1 является аналогом отечественной нагартованной углеродистой проволоки по ГОСТ 9389-75, при этом обладая лучшими характеристиками механических свойств и качеством поверхности.
4. Проволока из легированной стали марки 60С2А по ГОСТ 14963 и ГОСТ 14959
Проволока из легированной стали марки 60С2А имеет высокие упругие и вязкие свойства. Ей характерна повышенная склонность к графитизации и недостаточная прокаливаемость при диаметрах более 20 мм.
5. Стальная закалённая в масле патентированная проволока по EN 10270-2
Стальная закалённая в масле патентированная проволока по EN 10270-2 является аналогом отечественных марок легированных сталей 60С2А, 51ХФА, 60С2ХА.
6. Проволока из легированной стали марки 51ХФА по ГОСТ 14963 и ГОСТ 14959
Проволока из легированной стали марки 51ХФА имеет повышенную теплоустойчивость. В результате упругих и вязких свойств служит лучшим материалом для пружин I класса по ГОСТ 13764. Для пружин III класса непригодна по причине недостаточно высокой твёрдости.
7. Проволока из легированной стали марки 65С2ВА по ГОСТ 14963 и ГОСТ 14959
Проволока из легированной стали марки 65С2ВА имеет высокие упругие и вязкие свойства. Ей характерна повышенная прокаливаемость.
Нержавеющие и жаропрочные пружинные материалы
8. Нержавеющая высокопрочная пружинная проволока марки 12Х18Н10Т по ТУ 3-1002-77
Нержавеющая высокопрочная пружинная проволока марки 12Х18Н10Т применяется для пружин сжатия, растяжения и кручения, работающих без покрытий в дистилляте, водяном паре, растворах солей и щёлочей, спирте, морской воде, азотной кислоте или её парах, в органических веществах, в условиях тропического климата.
9. Нержавеющая высокопрочная пружинная проволока X10CrNi18-8 AISI 302 EN 10270-3-1.4310, X5CrNi18-10 AISI 304 EN 1.4301
Нержавеющая высокопрочная пружинная проволока AISI 302 EN 10270-3-1.4310 является аналогом отечественного нержавеющего сплава 12Х18Н10Т. Широко применяется для пружин сжатия, растяжения и кручения, работающих без покрытий в дистилляте, водяном паре, растворах солей и щёлочей.
10. Кислотостойкая пружинная нержавеющая проволока X5CrNiMo1810 N 10270-3-1.4401
Кислостойкая холоднотянутая пружинная нержавеющая проволока X5CrNiMo1810 EN 10270-3-1.4401, предназначена для морского оборудования, пищевой промышленности, медицинской техники и других условий, где окружающая среда накладывает очень высокие требования к сопротивлению коррозии.
11. Пружинная проволока из молибден-хром-никелевого сплава Hasteloy C-276
Пружинная проволока из молибден-хром-никелевого сплава Hasteloy C-276 с добавлением вольфрама обладает исключительным сопротивлением к сильным окислителям, минеральным кислотам высокой концентрации и может использоваться в различных условиях при высокой коррозии. Сплав особенно устойчив к точечной и щелевой коррозии.
12. Пружинная проволока из сплава MP 35 N
Пружинная проволока из сплава MP 35 N на никелево-кобальтовой основе, уникально сочетает в себе такие качества как высокая прочность и пластичность, а также исключительное сопротивление коррозии. Сплав MP 35 N оказывает сопротивление коррозии в сероводородной среде, в солёной воде и в другом хлоридном окружении. Исключительно устойчив к образованию трещин и коррозии нагрузок в сернокислых растворах, морской воде и в других тяжелых условиях использования. MP 35 N рекомендуется для условий, где необходима высокая прочность и высокое сопротивление коррозии.
13. Жаропрочная пружинная хромоникелевая проволока ХН77ТЮР (ЭИ437Б) ТУ 14-131-904-96
Жаропрочная пружинная хромоникелевая проволока ХН77ТЮР (ЭИ437Б) ТУ 14-131-904-96 применяется для пружин сжатия растяжения и кручения, работающих в интервале температур от минус 253 до +500?С.
14. Жаропрочная пружинная хромоникелевая проволока из сплава Inconel X-750
Жаропрочный пружинный хромоникелевый сплав Inconel X-750, закаливается методом дисперсионного твердения. Он обладает высоким коэффициентом длительной жаропрочности до температуры 700°C.
15. Жаропрочный пружинный никель-хром-кобальтовый сплав Nimonic 90
Жаропрочный пружинный никель-хром-кобальтовый сплав Nimonic 90, закаленный методом дисперсионного твердения, обладает высокой прочностью в условиях большой нагрузки при температурах до 950°C.
16. Жаропрочный пружинный хромоникелевый сплав Inconel 718
Пружинный хромоникелевый сплав Inconel 718 упрочняется закалкой методом дисперсиионного твердения. Имеет высокую жаропрочность и сопротивление к остаточной деформации при температурах до 700°C.
17. Проволока из жаропрочного сплава ХН35ВТЮ (ЭИ787)
Проволока из жаропрочного сплава ХН35ВТЮ (ЭИ787) применяется для изготовления пружин, работающих в интервале температур от минус 253 до +550°C.
18. Проволока из прецизионного сплава 68НХВКТЮ-ВИ (ЭП578-ВИ)
Проволока из прецизионного сплава 68НХВКТЮ-ВИ (ЭП578-ВИ) применяется для упругих чувствительных элементов, работающих в интервале температур, от минус 196 до +500°C.
19. Проволока из прецизионного сплава 36НХТЮ (ЭИ702)
Проволока из прецизионного сплава 36НХТЮ (ЭИ702) применяется для пружин сжатия, растяжения, и кручения, работающих в интервале температур, от минус 253 до +300°C.
20. Проволока из прецизионного сплава 70НХБМЮ
Проволока из прецизионного сплава 70НХБМЮ применяется для пружин сжатия, растяжения, и кручения, работающих в интервале температур от минус 196 до +650°C.
21. Проволока для пружин из жаропрочной стали марок 10Х11Н23Т3МР (ЭП33), 10Х11Н23Т3МР-ВД (ЭП33-ВД).
Проволока для пружин из жаропрочной стали марок 10Х11Н23Т3МР (ЭП33), 10Х11Н23Т3МР-ВД (ЭП33-ВД)предназначена для пружин сжатия, растяжения и кручения, работающих в агрессивных средах в интервале температур от минус 196 до +550°C.
22. Проволока из прецизионного сплава 44НХТЮ
Проволока из прецизионного сплава 44НХТЮ применяется для пружин сжатия, растяжения, и кручения, работающих в интервале температур от минус 196 до +200°C.
Немагнитные пружинные материалы из цветных сплавов
23. Проволока холоднотянутая БрКМц3-1 ГОСТ 5222-72 из кремнемарганцевой бронзы для изготовления упругих элементов
Проволока холоднотянутая БрКМц3-1 из кремнемарганцевой бронзы, предназначена для изготовления пружин и упругих элементов, работающих в атмосферных условиях, водяных парах, пресной и морской воде, контактных пружин всех видов в интервале температур от минус 40 до +200°C.
24. Проволока холоднотянутая БрБ2 ГОСТ 15834-77 из бериллиевой бронзы для изготовления упругих элементов
Проволока холоднотянутая БрБ2 из кремнемарганцевой бронзы, предназначена для изготовления пружин и упругих элементов ответственного назначения, работающих в атмосферных условиях, пресной и морской воде, в интервале температур от минус 253 до +150°C.
25. Оловянистая бронза SS 5428-7, DIN 17670/17677: SuSn6
Оловянистая бронза SS 5428-7, DIN 17670/17677: SuSn6, представляет собой антимагнитный устойчивый к коррозии пружинный материал для пружин с умеренными напряжениями.
26. Беррилиевая медь CuBe 250, DIN 17670/17677: CuBe2
Бериллиево-медный сплав CuBe 250, DIN 17670/17677: CuBe2 обладает антимагнитными и кислотостойкими свойствами и прекрасными характеристиками для пружин. Этот сплав имеет среднюю прочность, легко принимает необходимую форму.
Проволока пружинная



Цены на проволоку пружинную
| Наименование | Кол-во ? | Ед. изм. ? | Цена ? |
|---|---|---|---|
| Проволока пружинная 0,3 | 157 руб./кг | ||
| Проволока пружинная 0,5 | 122 руб./кг | ||
| Проволока пружинная 0,6 | 112 руб./кг | ||
| Проволока пружинная 0,7 | 109 руб./кг | ||
| Проволока пружинная 0,8 | 109 руб./кг | ||
| Проволока пружинная 0,9 | 97 руб./кг | ||
| Проволока пружинная 1 | 93 руб./кг | ||
| Проволока пружинная 1,1 | 83 руб./кг | ||
| Проволока пружинная 1,2 | 83 руб./кг | ||
| Проволока пружинная 1,4 | 157 руб./кг | ||
| Проволока пружинная 2 | 157 руб./кг | ||
| Проволока пружинная 2,2 | 157 руб./кг | ||
| Проволока пружинная 2,3 | 74 руб./кг | ||
| Проволока пружинная 2,8 | 73 руб./кг | ||
| Проволока пружинная 3 | 104 руб./кг | ||
| Проволока пружинная 4 | 98 руб./кг | ||
| Проволока пружинная 4,5 | 112 руб./кг | ||
| Проволока пружинная 5 | 112 руб./кг | ||
| Проволока пружинная 6 | 97 руб./кг | ||
| Проволока пружинная 8 | 112 руб./кг |
По всем вопросам обращайтесь по телефону: +7 495 374 66 00 (Москва и область) и 8 800 500 80 84 (регионы)
Применение пружинной проволоки
Проволока стальная пружинная, которую мы предлагаем купить оптом и в розницу по комфортной стоимости в Москве – это металлический длинномерный прокат, который производится из углеродистых стальных сплавов и завивается методом холодной/горячей протяжки.
Такая проволока отличается:
- повышенной жесткостью (до 2000 H/мм 2 );
- однородностью структуры и гладкой поверхностью;
- широким спектром характеристик механической прочности и устойчивости к деформациям;
- стандартной или повышенной точностью;
- имеет широкий диапазон сечений (1.2-6.0 мм);
- защитой поверхностей на основе антикоррозионных масел и смазок;
- универсальностью промышленного использования.
Кроме того, проволочный прокат пружинного типа имеет три класса (в зависимости от диаметра сечения прутка). Этот вид проката используется для производства широкого спектра промышленных, автомобильных и мебельных пружин винтового типа (холодная или горячая деформация), увязки сетки, гвоздей, пружинных шайб, а также изготовления зажимов и крючков, чистки канализационных коммуникаций.
Купить пружинную проволоку в Москве вы можете быстро и комфортно в компании «Сталь-Эксперт». Мы предлагаем ПП, которая производится в соответствии с ГОСТ 9389-75 (2-ой класс) из углеродистых и легированных углеродистых сталей, и имеет диаметр сечения 0.2-8.0 мм, защищена сертификатами и гарантией производителей.
Приобрести материалы в мотках вы можете со склада или под заказ партиями любого объема. Мы также готовы доставить ваш заказ в Москве собственным транспортом компании и в любую точку РФ в минимальные сроки.
Проволока стальная, навивка пружин, сталь пружинная
ТЕХНОЛОГИЯ НАВИВКИ ПРУЖИНЫ СЖАТИЯ
Пружины навивки в холодном состоянии навивают вручную, на токарных станках при использовании соответствующих приспособлений и пружинонавивочных автоматах
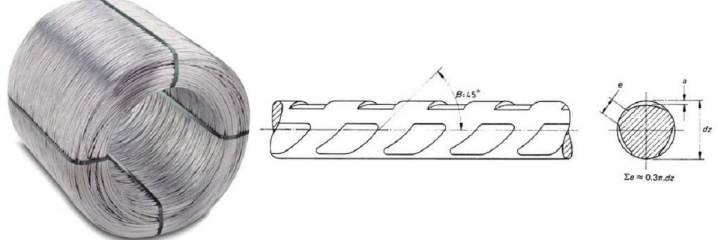
Из бунта пружинной проволоки или прутков диаметром до 10 мм.
Пружинная проволока диаметром 0,2—1,0 мм предназначается для навивки самых мелких. Хранится такая проволока в бунтах, обработанных специальной смазкой и тщательно упакованных льняным промасленным материалом, предохраняющим проволоку от коррозии. Развертывать и раскручивать бунты не рекомендуется. Это приводит к образованию петель, забоин и к скручиванию. Исправить эти дефекты у такого диаметра невозможно. По этой причине у пружинонавивочных автоматов для навивки из проволоки диаметром 0,2—1,0 Мм механизмы для правки отсутствуют.
Пружинная проволока диаметром 1—4 мм, предназначается для навивки мелких. Бунты также хранятся в тщательной упаковке, которая предохраняет их от механических повреждений и коррозии.
Прутки пружинной стали диаметром 6—10 мм хранятся в законсервированном виде, упакованные в специальные деревянные ящики.
Все пружинные стали со склада поступают на промежуточный склад цеха, откуда на производственный участок пружинного цеха. Бунт распаковывают, очищают от смазки и визуально определяют состояние проволоки. Перед установкой бунта проволоки на вращающуюся катушку измеряют диаметр, осматривают, нет ли петель, узлов и забоин.
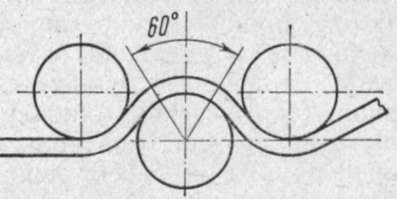
Проволоку-катанку рекомендуется перед навивкой править или рихтовать между роликами с углом охвата 60° (рис. 62), а диаметр роликов рекомендуется выбирать кратным четырем — шести диаметрам проволоки. Правка помогает выявить возможное расслоение, увеличивает выносливость при переменных деформациях изгибом, а также повышает ее предел упругости. Рихтовка не обеспечивает полного выявления расслоений и поэтому не нашла широкого применения в массовом производстве. Правка пружинной проволоки диаметром 1 мм и более возможна на пружинонавивочных автоматах. С этой целью на пружинонавивочных автоматах установлены правильные механизмы навивки.
Навивка пружины Форма сжатия (см. рис. 53) может быть цилиндрической, конической и бочкообразной.
Технологический процесс изготовления из проволоки диаметром 0,2 — 0,7 мм состоит из следующих операций: навивка спирали; обрубка крайних витков и удаление заусенцев; обжатие на специальной оправке до соприкосновения витков; заточка торцов; термическая обработка и правка; испытание, контроль качества и размеров; покрытие защитным слоем; контроль качества защитного покрытия; испытание и повторный контроль размеров.
Технологический процесс изготовления мелких и средних витых из проволоки диаметром 1,0— 10 мм включает следующие операции: заточка и шлифовка торцов у пружин сжатия; термическая обработка; предварительное обжатие или растяжение; испытание, контроль размеров; окраска (покрытие) и их контроль.
Пружины из специальных сортов пружинной стали подвергаются закалке и отпуску, а из высокоуглеродистой патентированной пружинной стали — только отпуску.
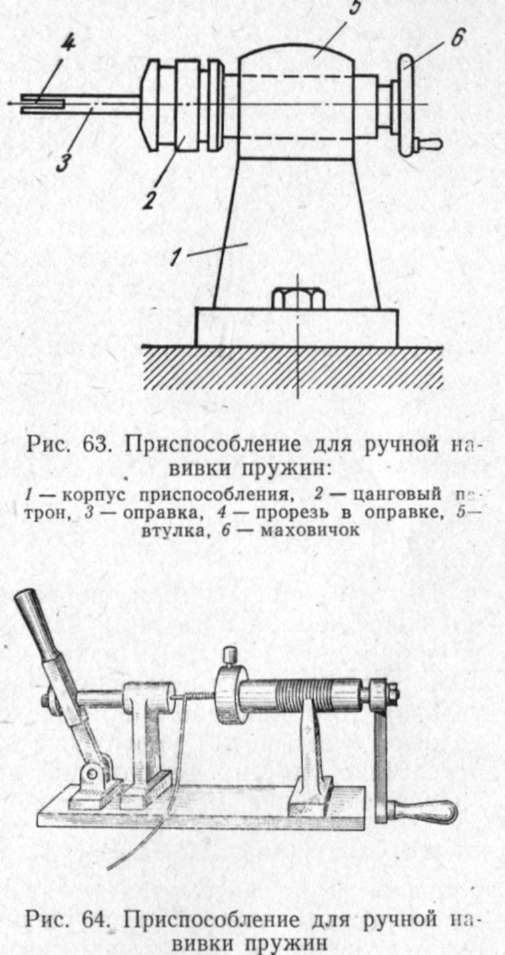
При изготовлении мелких пружин из патентированной углеродистой проволоки диаметром свыше 0,2 мм применяют приспособления с ручным приводом (рис. 63 и 64). Проволоку закрепляют на оправку, установленную в цанговый патрон ручного привода имеющую прорезь или съемное кольцо. Крепление конца на оправке должно быть надежным. Качество навитых на приспособлении зависит от натяжения и направления ее при навивке на оправку, что обусловливается квалификацией рабочего. Ручная навивка очень непроизводительна и применяется только в единичном и мелкосерийном производствах.
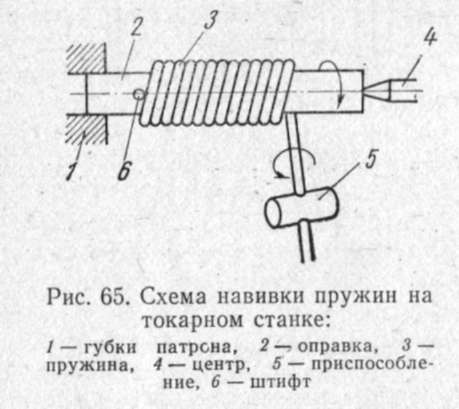
Для изготовления больших партий применяют холодную навивку на токарных станках различна гладкую оправку, нитроне, закрепленном в шпинделе передней бабки, а другим — в центре задней бабки. Проволоку пропускают через прижимное устройство, закрепленное на продольном суппорте станка, а конец ее закрепляют клиновым зажимом на оправке. Зажимное устройство, осуществляя натяг проволоки при навивке, должно обеспечить постоянный натяг ее на оправку в процессе изготовления всей партии. Величина шага пружины задается подбором зубчатых колес гитары и вращением ходового винта, который перемещает продольный суппорт станка. Скорость навивки зависит от диаметра проволоки составляет от 10 до 40 м/мин.
Более производительный способ — на переоборудованных токарных станках. Вместо задней бабки на станину станка устанавливают специальное приспособление, с помощью которого крепят оправку и которое осуществляет натяжение проволоки при навивке и перемещении его по оправке на заданный шаг копировального винта, закрепленного за передней бабкой станка. При навивке с прижатыми крайними витками часть резьбы копира, где витки пружины должны быть навиты вплотную, заделывают с учетом плавного перехода от наружного диаметра нарезки резьбы к внутреннему.
В некоторых случаях пружины сжатия навивают на гладкие оправки с плотно прижатыми витками.
При рубке или резке, проволоки навитой пружины рабочий должен помнить о ее упругих свойствах.
Длинную пружину разрубают на мерные заготовки с определенным количеством витков вручную или на прессе. Разводка на определенный шаг выполняется вручную или в приспособлении с учетом ее осадки при последующем обжатии и испытании. Крайние нерабочие витки пружины разводке не подвергаются.
Подбор оправок на ручных приспособлениях, а также и на токарных станках обычно производится опытным путем или по экспериментальным формулам, отражающим чаще всего конкретные условия того или иного производства. При этом необходимо учитывать увеличение диаметра пружины вследствие упругих деформаций после холодной навивки и уменьшение диаметра после термической обработки.
Навивка на токарных станках по сравнению с навивкой на автоматах отличается низкой производительностью, требует выполнения весьма трудоемких ручных операций, к числу которых относятся: заправка проволоки в приспособление для каждой навиваемой пружины; отрубка навитой пружины от бунта проволоки; рубка длиннонавитых на мерные заготовки; разводка на заданный шаг при плотной навивке.
Самым современным и производительным с ГОСТом является навивка на пружинонавивочных автоматах, исключающих применение ручных операций.
На автоматах вручную выполняется только заправка конца проволоки при установке нового бунта.
На автоматах рабочий должен помнить, что минимальный наружный диаметр навиваемой пружины должен быть не менее пятикратной толщины проволоки.
Навивочный механизм автомата испытывает воздействия больших усилий и напряжения, что приводит к частой поломке деталей автомата.
Важное значение в изготовлении имеет обработка торцов крайних (нерабочих) витков. Суть обработки торцов заключается в создании опорных плоскостей, перпендикулярных оси. При обработке крайних нерабочих витков пружины любым способом необходимо учитывать интенсивность обработки, от которой зависит нагрев обрабатываемых витков. При сильном нагреве и последующем охлаждении образуются трещины и при дальнейшей обработке крайние витки ломаются.
При изготовлении пружин ответственного назначения необходимо более точное прилегание торцовых витков к опорным плоскостям. Для этого осуществляют обработку 1/4 витка по торцовой плоскости. Припуск на механическую обработку торцов назначается в зависимости от целевого назначения. При больших припусках предусматривается операция фрезерования.
Торцы фрезеруют у крупных. Фрезерование осуществляют на горизонтальных и вертикальных фрезерных станках тогда, когда обработка припуска торца составляет от 2 мм и больше. Фрезерование торцов выполняют на специально изготовленных и установленных па стол фрезерного станка в вертикальном или горизонтальном положении оправках, оснащенных мощными зажимами.
Торцы у большинства средних и мелких пружин обрабатывают на простых заточных станках вручную. Та кой обработке подвергают торцы пружин неответственного назначения или пружин сжатия, опорные плоско сти которых не влияют на работу. Торцы ответственного назначения обрабатывают в две операции: предварительная обработка — заточка и окончательная — шлифование в специальном приспособлении, обеспечивающем перпендикулярность торцов оси пружины.
В массовом производстве торцы обрабатывают на автоматических заточных станках, оборудованных специальными магазинами для предварительной установки пружины перед шлифованием между двумя шлифовальными кругами, которые установлены на индивидуальных шпинделях и автоматически регулируют., подачу на обработку и одновременно шлифуют оба торца.
Для заточки торцовых витков применяют шлифовальные круги с различной зернистостью и твердостью. Марку шлифовального круга для заточки торцов пружины выбирают в зависимости от ее размеров и марки материала. Для крупных пружин применяются шлифовальные круги зернистостью 50/40, а для средних и мелких пружин — круги зернистостью 40/25 средней твердости. Для предварительной заточки торцов применяют шлифовальные круги с мелким зерном. При предварительном затачивании и окончательном шлифовании применяют обильное эмульсионное охлаждение, которое обеспечивает охлаждение нагревающихся при обработке витков.
Механическая обработка опорных плоскостей определяется техническими условиями. У пружин сжатия неответственного назначения торцовые плоскости затачивают на заточных станках. В массовом производстве торцовые плоскости пружин сжатия обрабатывают с применением гидравлических или пневматических приспособлений, обеспечивающих высокую производительность благодаря быстрым установке и съему с рабочего стола.
Торцовые плоскости шлифуют после термической обработки. Пружины сжатия устанавливают в специальные приспособления, обеспечивающие перпендикулярность шлифованных опорных плоскостей оси. В массовом производстве торцовые плоскости пружины сжатия шлифуют на шлифовальных полу автоматах. Шлифовальные полуавтоматы обеспечиваю высокое качество шлифованной поверхности и перпендикулярность ее оси.
По вопросам размещения заказов на изготовление пружин обращаться:
| +7(351)200-36-34 |
| Москва +7(499)653-69-98 | Санкт-Петербург +7(812)426-17-14 | Воронеж +7(473)300-31-95 |
| Екатеринбург +7(343)247-83-71 | Новосибирск +7(383)207-56-75 | Краснодар +7(861)201-84-46 |
| Красноярск +7(391)229-80-74 | Нижний Новгород +7(831)280-97-21 | Казань +7(843)212-20-79 |
| Тольятти +7(848)265-00-34 | Волгоград +7(844)296-21-13 | Уфа +7(347)200-05-81 |
| Пермь +7(342)235-78-27 | Ростов-на-Дону +7(863)333-20-67 | Самара: +7(846)300-41-49 |
| Тюмень +7(345)257-80-21 |
© 2015-2018 ООО «Пружинно-навивочный завод». Изготовление и продажа металлических пружин: производство пружин кручения, тарельчатые пружины. Предлагаем подвески и опоры трубопроводов, а также стопорные кольца.
Пружинная проволока
Пружинная проволока – разновидность стальной проволоки. Применяется для производства стальных пружин различного назначения методом навивки их в холодном состоянии, а также методом горячей навивки. В нашем каталоге вы можете подобрать изделие по нужным параметрам. Для покупки проволоки нажмите на значок корзины в строке выбранного изделия и оформите заказ. Если в процессе выбора или оформления заказа у вас появятся вопросы, наши специалисты проконсультируют вас по телефону в Петербурге (812) 490-74-15
* Обратите внимание, что можно отсортировать позиции в таблице по любому из параметров, кликнув на заголовок соответствующего столбца
Особенности перевозки и хранения пружинной проволоки
В некоторых случаях для сохранения внешнего вида готового изделия проволоку специально непокрывают смазкой. Для этой проволоки не производится дополнительная термическая закалка, кроме таких разновидностей, как легированная стальная пружинная проволока, подвергающаяся в процессе изготовления закалке и отпуску. При хранении длительной перевозке изделия его дополнительно покрывают специальным консервационным машинным маслом для предотвращения появления коррозии.
Применение проволоки для изготовления пружин
При производстве пружин применяются диаметры изделия – 0,2 — 16 мм. Для изготовления стальных пружин горячей навивкой применяют проволоку прямоугольного сечения диаметром до 80 мм. Для изготовления проволоки пружинной применяют такие марки стали: 51ХФА, 60С2А, 65Г, 65С2ВА, 68ГА. В зависимости от диаметра и требований к механическим свойствам проволоки, также применяют углеродистые стали марок 65, 70.
Стандарты производства пружинной проволоки
Производство пружинной проволоки осуществляется по ГОСТам:
- ГОСТ 9389-75 — углеродистая пружинная проволока
- ГОСТ 14963-78 — легированная пружинная проволока;
- ГОСТ 1071-81 — пружинная проволока термически обработанная.
Классификация пружинной проволоки:
В зависимости от применения проволока классифицируется по:
- Точности изготовления:
- Проволоки повышенной точности — используется при изготовлении ответственных узлов сложных устройств и механизмов.
- Проволоки нормальной точности – применяется при производстве пружин менее ответственных устройств.
- Механической прочности. Делится на три класса: 1, 2 и 3.
Компания ООО «НПО СТАМО» предоставляет огромный выбор пружин, стальная проволока при этом используется в соответствии с ГОСТами. Наши сотрудники всегда готовы вам помочь с подбором необходимых товаров и выполнить индивидуальный заказ по вашему технологическому заданию. Задание и чертежи присылайте нам на электронную почту. Для более подробной информации вы можете обратиться (812) 490-74-15, а также заказать у нас бумажный каталог нашей продукции.

