
Расточная головка для фрезерного станка своими руками
Делительные головки своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой. Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка. При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.

Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
- для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
- также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
- для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Классификация
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.
Вышеприведенные моменты следует учитывать при рассмотрении того, какое устройство можно использовать для обработки заготовок.
Технические характеристики
Самодельная делительная головка должна обладать определенными техническими характеристиками, среди которых отметим:
- максимальный диаметр или габаритные размеры заготовки. Этот параметр достаточно важен. Его следует учитывать при создании самодельной делительной головки. максимальный диаметр указывается для токарного оборудования, для фрезерного указывается ширина, длина и высота, то есть линейные размеры;
- соотношение червячной пары;
- диаметр сменного колеса;
- диаметр выходного шпинделя;
- диаметр используемого патрона;
- цена одного деления лимба. Лимб необходим для поворота заготовки на определенный градус. Цена деления указывает на точность работы оборудования;
- максимальная ширина шпонок. Фрезерное оборудование часто используется для создания шпонок на поверхности. Самодельная делительная головка нужна для образования нескольких шпонок;
- масса конструкции. Этот параметр определяет сложности использования конструкции.

Устройство делительной головки
Стоит учитывать, что самодельная делительная головка может обладать различной точностью.
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
К недостаткам можно отнести то, что конструкция не позволяет получать детали высокого качество и точности размеров.
В заключение отметим, что стоимость промышленного варианта исполнения достаточно велика, но и служит он гораздо дольше, чем самодельная оснастка. Только при наличии определенного опыта можно провести создание самодельной делительной головки.
Какие бывают делительные головки для фрезерного станка?
Делительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т.д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.

Универсальная делительная головка
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
При выполнении работ на фрезерном станке вертикальной ориентации используется вертикальная фрезерная головка с вертикальным расположением шпинделя.
1 Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
- простая;
- универсальная;
- оптическая.
1.1 Простая делительная головка
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.

Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
Изготовленные своими руками, под конкретные нужды в работе по металлу, диски могут иметь другие показатели по параметрам деления, в том числе и на неравные части.
В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
1.2 Универсальная делительная головка
Используется в случае необходимости установки обрабатываемой детали под определенным углом относительно плоскости рабочего стола. При этом возможен поворот детали на требуемый угол вокруг ее собственной оси вращения. Примером использования в работе с профильными деталями может быть нарезание винтовых канавок на цилиндрической заготовке.

Универсальная делительная головка BS-0
Универсальная головка позволяет выполнять фрезерные работы по металлу с получением следующих форм:
- квадрата;
- шестиугольника;
- многогранника;
- равномерно расположенных по окружности зубьев;
- других форм (в зависимости от разметки на лимбе).
На фрезерном станке с использованием УДГ можно выполнять следующие операции:
- установку заготовки под заданным углом к рабочему столу;
- поворот заготовки вокруг собственной оси на заданный угол;
- постоянное вращение детали при нарезке винтовых канавок или зубьев;
- периодическое вращение заготовки на определенные доли круга вращения.
1.3 Универсальная делительная головка (видео)
к меню ↑
2 Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
2.1 Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.

Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм.
к меню ↑
2.2 Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Своим внешним видом, оптическая делительная головка, практически не отличается от своего обычного механического аналога. За исключением одной детали — стеклянного диска, который закреплен на шпинделе.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются.
к меню ↑
2.3 Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.

Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом.
к меню ↑
2.4 Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.

Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
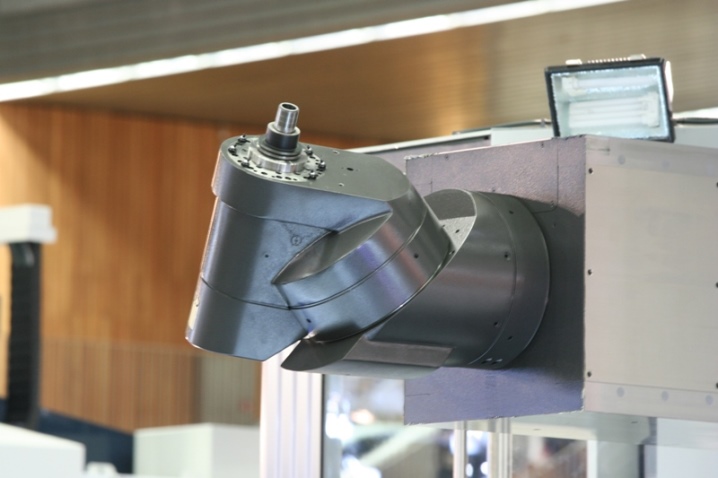
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
Расточная головка

Расточные работы, основная цель которых заключается в придании уже существующим отверстиям требуемых параметров, могут выполняться с помощью расточного, фрезерного и токарного станков. Подобные работы (например, первичная обработка созданного ранее отверстия или смещение его положения относительно оси) выполняются только после окончательного завершения сверления (или рассверливания).
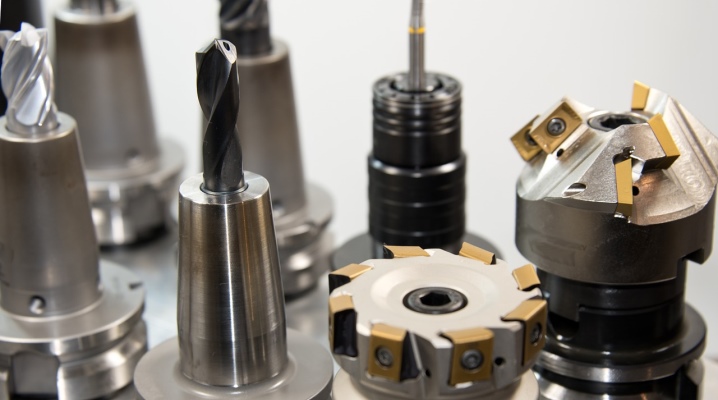
Растачиваемые работы, выполняемые на фрезерном станке, требуют особых инструментов. Так, ими могут выступать либо многолезвийные (многорезцовые), либо фрезы, которые представляют собой постоянно вращающиеся в процессе работы тела, покрытые одновременно износостойкими и прочными зубцами. Фрезы являются одними из самых главных инструментов, что позволяют производить обработку металлических поверхностей и отличаются большим разнообразием.
Фактически расточная головка представляет собой деталь спецоборудования, основное предназначение которой – удерживание описанных выше зубцов (или резцов, зависит от выбора основного инструмента работы) при осуществлении с их помощью сверления, расточки или других операций (фрезеровки).
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.

Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Виды расточных головок
Классификация существующих ныне расточных головок может производиться по двум критериям: по способу подачи механизма и по глубине обработки полостей.
Так, в настоящее время выделяется два основных типа подачи механизма: ручная и автоматическая. Расточные головки, снабжённые каким-либо из указанных механизмов, предназначены для разных комплексов работ, потому у каждого вида есть свои достоинства и недостатки, и имеет смысл остановиться на каждом из них.
К несомненным плюсам расточных головок с ручной регулировкой (универсальная расточная головка) подающего механизма относят возможность создавать отверстия с очень высокой точностью (0,04 мм на диаметр). Вдобавок к этому можно отметить то, что основным материалом является прошедшая процедуру термической обработки высококачественная сталь, что обеспечивает возможность выполнения гладких резьбовых изделий и исключает возможность брака. Диаметр поверхностей, которые могут быть обработаны подобными головками, варьируется от 10 до 450 (иногда до 470) мм.
 Расточные головки с автоматической радиальной подачей (автоматическая расточная головка) позволяет осуществлять последовательную обработку поверхности заготовки, что значительно расширяет потенциальную область работы над металлом. Именно такой вид головок позволяет не только осуществить растачивание, но и торцевание, точение и так далее. Подобные головки находят своё применение не только на фрезерных станках, но и на агрегатных и станках с ЧПУ (числовым программным управлением), что объясняется их общей компактностью, универсальностью и отсутствием необходимости применения в больших масштабах режущего инструмента.
Расточные головки с автоматической радиальной подачей (автоматическая расточная головка) позволяет осуществлять последовательную обработку поверхности заготовки, что значительно расширяет потенциальную область работы над металлом. Именно такой вид головок позволяет не только осуществить растачивание, но и торцевание, точение и так далее. Подобные головки находят своё применение не только на фрезерных станках, но и на агрегатных и станках с ЧПУ (числовым программным управлением), что объясняется их общей компактностью, универсальностью и отсутствием необходимости применения в больших масштабах режущего инструмента.
По глубине обработки полостей среди расточных головок выделяют:
- Малоглубинные расточные головки, предназначенные для предварительного этапа обработки металлических поверхностей. Обычно такие головки отличаются тем, что обладают очень простой конструкцией, имеют несколько режимов работы, которые отличаются между собой глубиной прорезки и скоростями подачи. Плюс, такие головки имеют сразу несколько резов, которые жёстко закрепляются винтами в оправке;
- Большеглубинные головки, которые применяются для создания очень глубоких полостей и зачастую имеют сложную систему, включающую в себя несколько режущих сменных кассет и внешним (или внутренним) выводом стружки из полости. Подвод также может быть внешним или внутренним.
Выбор расточной головки
Основные различия между продаваемыми сегодня расточными головками заключается в разности диаметров и диапазонов расточки обрабатываемой поверхности. При выборе подобного спец. оборудования необходимо опираться на:
- Диапазон перемещения ползуна;
- Частоту допустимых оборотов
- Скорость подачи (как ручной, так и автоматической).
В настоящее время популярно несколько компаний-производителей, которые предлагают достаточно широкий ассортимент товара. Особой популярностью же пользуются расточные головки компании «Wohlhaupter», поскольку данные модели одновременно и просты в эксплуатации, и позволяют проводить достаточно сложные операции (например, проработку сразу нескольких канавок, различающихся меж собой по параметрам).
Обратить внимание следует и на продукцию компании «Sandvik Coromant», которые предлагают похожие по параметрам инструменты; при этом некоторые модели подойдут даже для новичков в токарном деле (например, «CoroBore 820», который является одним из самых простых для освоения инструментов, способен работать в 4 режимах и может быть настроен на работу как в режиме использования нескольких лезвий одновременно, так и с только одним).
Отлично зарекомендовала себя на рынке и испанская компания «Pinzbohr», которая, в основном, ориентирована на модели среднего и бюджетного класса и предлагает едва ли не самое большое количество различных моделей расточных головок в этих сегментах рынка.
Заключение
Поскольку расточные головки находят в настоящее время своё применение не только на фрезерных станках, но и на расточных разных типов (горизонтальных и координатных), сверлильных, разнообразие их видов на сегодняшний день достигло своего максимума, что частично объясняется необходимостью выполнения многоэтапных задач. Однако при этом конструктивное устройство, рассмотренное в данной статье, осталось тем же, как и принцип работы.
От выбора вида расточной головки напрямую зависит качество работы над имеющейся поверхностью, потому к приобретению данного элемента следует подходить максимально ответственно, дабы в будущем было возможно провести многоступенчатую обработку детали.
Универсальная делительная головка токарного и фрезерного станка
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
 Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Предназначение оснастки
 Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Для того чтобы работа могла проходить с высокой точностью, также важно исключить вероятность вибрации устройства. Применяются самые различные методы крепления, все зависит от особенностей конструкции. Положение во время работы станка может корректироваться при помощи подвижного диска или рукоятки.
Возможности рассматриваемой оснастки заключатся в нижеприведенных моментах.

 Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.
Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.- Фрезерование поверхности уже созданной канавки. Подобная работа довольно сложна в исполнении, так как требует максимальной точности на момент контроля ширины и глубины образованного углубления.
- Есть возможность частично автоматизировать процесс создания граней на деталях. Примером можно назвать процесс создания гаек с нестандартными параметрами. Подобные работы также требуют высокой точности.
Для проведения обычной обработки подобная оснастка не требуется.
Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
 Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
 Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.- Выводится расчетное значение синуса угла.
- Диск выставляется согласно полученному результату. Важно соблюдать высокую точность при установке рассматриваемой оснастки.
- Проводится фиксация корпуса при помощи специального механизма или рукоятки.
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении. Как ранее было отмечено, важно учитывать правильность установки.
Расточные головки и особенности выбора для фрезерного станка
 Расточная головка относится к числу компонентов оснастки специального оборудования, которое применяется для выполнения расточных работ. Суть последних сводится к приданию отверстий необходимых параметров путем осуществления таких операций, как сверление, литье и ковка.
Расточная головка относится к числу компонентов оснастки специального оборудования, которое применяется для выполнения расточных работ. Суть последних сводится к приданию отверстий необходимых параметров путем осуществления таких операций, как сверление, литье и ковка.
Основная задача, которую планируется решить с их помощью – придание отверстиям большего диаметра и повышение точности размеров и малой шероховатости поверхности обрабатываемых деталей. При помощи расточного оборудования можно получать отверстия, канавки и выемки. Довольно распространены ситуации, когда к расточным работам прибегают металлообрабатывающие предприятия.
Особенности расточных работ
Чтобы выполнить расточные работы, требуется использовать специальное оборудование, в качестве которого может выступать расточный, фрезерный и токарный станок. Первый станок представляет собой разновидность металлорежущего оборудования, основное назначение которого сводится к выполнению сверления, зенкерования отверстий, фрезерования поверхностей, нарезания резьбы и иных операций. Во многом результат расточных работ зависит от используемого станка, где важно ориентироваться на форму обрабатываемого изделия.
При выполнении подобной обработки создаваемому отверстию обеспечивается высокая точность размеров. Вместе с тем уровень производительности при растачивании не такой высокий, нежели в случае выполнения такой операции, как сверление. В качестве основных рабочих элементов выступают расточные резцы. Всего можно выделить два вида подобных элементов для растачивания:
- проходные резцы. С их помощью можно обрабатывать отверстия сквозного типа;
- упорные резцы. Они позволяют выполнять обработку глухих отверстий.
Резец для расточки представляет собой рабочий инструмент, при помощи которого можно растачивать обрабатываемое изделие. В его устройстве можно выделить три ключевые части:
- Пластина, которая может быть сменной и неперетачиваемой;
- Тело расточной оправки;
- Хвостовик.
Выполняя подобную операцию, следует всегда помнить, что резец неизменно имеет больший задний угол по сравнению с рабочими инструментами, с помощью которых выполняется внешняя обработка. Такое решение позволяет головке точно списываться в отверстие. Другой особенностью является то, что она уступает по диаметру отверстию.
Расточные работы в большинстве случаев выполняются при помощи специальных ножей, которые позволяют добиться более высокой точности этой операции. В качестве материала для них используется быстрорежущая сталь или же твердые сплавы. Они имеют тот же диаметр, что и выполняемое отверстие. За счет применения ножей можно создавать отверстия в виде идеального цилиндра, для чего приходится осуществлять только один проход.
Процесс растачивания отверстий на станке
 К расточке отверстий приступают лишь в тот момент, когда завершают сверление и рассверливание. Целью этих операций является обработка созданного отверстия или придание ему иного положения относительно оси.
К расточке отверстий приступают лишь в тот момент, когда завершают сверление и рассверливание. Целью этих операций является обработка созданного отверстия или придание ему иного положения относительно оси.
Для выполнения растачивания на фрезерном станке используют особые резы либо многолезвийные инструменты, манипуляция с которыми заключается в их вращении. Необходимого результата можно также добиться и посредством вращения обрабатываемого изделия.
При первом варианте работы обязательно приходится применять направляющие втулки. Основное их назначение заключается в увеличении прямолинейности и уменьшении увода оси. Что же касается второй схемы обработки, то здесь ось отверстия имеет более прямолинейное положение, но при этом отклонения от оси вращения шпинделя станка отсутствуют.
Расточные работы могут выполняться с применением нескольких видов инструментов:
- Расточный резец. Именно к нему в большинстве случаях прибегают при работе на токарном оборудовании;
- Борштанги. Выполнены в виде скалок, оснащенных резцами. Они являются обязательным рабочим инструментом при работе на вертикальных и горизонтальных расточных станках;
- Расточные головки. Особенностью этого инструмента является высокая цена, а сами они используются для обработки отверстий размером порядка 50-250 мм. К ним прибегают при работе на вертикально-расточном оборудовании;
- трехперые цельные зенкеры. К ним прибегают в целях обработки отверстий, чем диаметр не превышает 32 мм. Обычно они применяются при работе на сверлильных станках;
- четырехперые насадные зенкеры. Основное их назначение заключается в обработке отверстий, размер которых не превышает 80 мм. Они являются обязательным элементом при выполнении расточных работ на сверлильном оборудовании.
Расточная головка — определение
 Под этим рабочим инструментом принято понимать приспособление для расточного станка, которое позволяет зафиксировать один или несколько резцов. Местом размещения резцов служит расточная головка. При этом они должны соответствовать диаметру обрабатываемого отверстия. Крепить их можно при помощи микрометрических винтов. Также к ним могут прибегать для создания радиальной подачи.
Под этим рабочим инструментом принято понимать приспособление для расточного станка, которое позволяет зафиксировать один или несколько резцов. Местом размещения резцов служит расточная головка. При этом они должны соответствовать диаметру обрабатываемого отверстия. Крепить их можно при помощи микрометрических винтов. Также к ним могут прибегать для создания радиальной подачи.
Установка расточной головки производится в конусе шпинделя фрезерного станка при помощи хвостовика. В некоторых случаях ее можно закреплять на оправке. Для фиксации корпуса расточной головки, которая необходима для предотвращения от поворачивания шпонкой, используют гайку, которая заворачивается на оправке. В процессе работы резцедержатель начинает двигаться по направляющим корпуса. Любой оборот шпинделя приводит к вращению винта, который скреплен с конической зубчатой передачей, фиксацию которого обеспечивает звездочка, непосредственно взаимодействующая своим зубом с упором. Это в свою очередь позволяет обеспечивать радиальную подачу.
Виды расточных головок
Предлагаемые на текущий момент расточные головки для фрезерного оборудования могут быть классифицированы на две основные группы:
- инструмент с ручной подачей;
- устройство автоматической радиальной подачей.
Головки с ручной подачей
 Особого внимания заслуживает расточная головка для станка с ручной подачей. Их востребованность обусловлена наилучшими характеристиками. Дело в том, что в качестве материала для нее выступает высококачественная сталь, с которой проводят процедуру термического закаливания и последующую шлифовку.
Особого внимания заслуживает расточная головка для станка с ручной подачей. Их востребованность обусловлена наилучшими характеристиками. Дело в том, что в качестве материала для нее выступает высококачественная сталь, с которой проводят процедуру термического закаливания и последующую шлифовку.
Как раз благодаря подобному решению и удается выполнять гладкие и высококачественные резьбовые поверхности изделия. Что же касается устройства расточной головки, то именно ее особенности позволяют выбирать требуемый диаметр для обрабатываемых поверхностей: этот параметр лежит в диапазоне от 10 до 470 мм.
Головки с автоматической радиальной подачей
Ко второму виду расточных головок для фрезерного оборудования чаще всего прибегают для выполнения различных металлообрабатывающих операций. В первую очередь, когда возникает необходимость в растачивании поверхностей, торцевании, точении любых наружных поверхностей и пр. Иными словами, рассматриваемая разновидность расточных головок подходит для выполнения большого количества операций, которые могут возникать во время обработки стальных заготовок. Если говорить про особенности этой головки, то следует отметить наличие автоматической радиальной подачи, которая и позволяет осуществлять ступенчатую обработку металла.
Также важным моментом является и то, что подобные расточные головки для фрезерного оборудования отличаются достаточно широким выбором. По этой причине следует очень тщательно выбирать это изделие, поскольку это в последующем скажется на результате обработки.
Устройство и принцип работы
 В конструкции расточной головки можно выделить следующие основные элементы:
В конструкции расточной головки можно выделить следующие основные элементы:
- конический хвостовик;
- ступица;
- пиноль.
Местом крепления ступицы служит хвостовик, к которой он фиксируется при помощи четырех винтов. Причем два из них параллельно фиксируют и пиноль. Фиксацию резца обеспечивает ползун, который двигается по двум находящимся внутри пиноли цилиндрическим направляющим. Двигаться ползун заставляет ходовой винт.
Если рассматривать принцип работы расточной головки, то в нем можно выделить следующие особенности. Шпиндель фрезерного станка используется для закрепления хвостовой части, причем последняя фиксируется при помощи штатного затяжного винта. Перед обработкой заготовку помещают в тиски или размещают на столе станка.
Если приходится обрабатывать отверстие размером до 40 мм, то для выбора положения резца по отношению к центру отверстия следует выполнять манипуляции только с ползуном. При работе с отверстиями, чей диаметр не превышает 85 мм, работу по растачиванию выполняют в два приема. Первый этап полностью аналогичен вышеописанной операции. Что же касается второго, то для этого необходимо ползун выставить в изначальное положение, слегка открутить зажимные винты и передвинуть пиноль до упора в ступицу.
Для сверки диаметра отверстия используется специальная школа, которая находится на торцевой поверхности втулки. К рассматриваемому расточному приспособлению обязательно прилагается рукоятка для ходового винта и зажимных винтов.
Заключение
Работа по обработке отверстий различного диаметра требует применения различных элементов оснастки фрезерного станка. К их числу следует отнести и расточную головку. От этого элемента во многом зависит качество выполнения растачивания изделий. Поэтому необходимо правильно подобрать его с учетом характеристик обрабатываемых отверстий.
Устройство, виды и принцип работы расточных головок
Расточные головки: конструктивные особенности и применяемое оборудование. Принцип работы инструмента. Виды головок по способу подачи: ручные и автоматические. Виды режущих элементов и роль держателя. Подбор подходящей расточной головки.

Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются: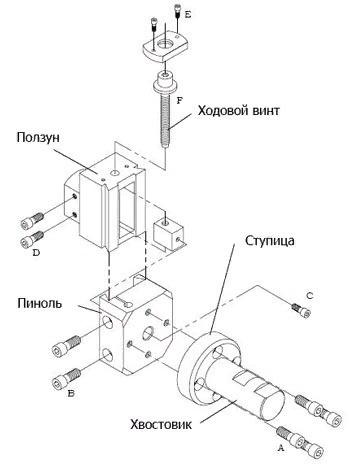
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
Принцип работы инструмента
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора. Таким образом, расточка выполняется за два этапа.
Виды расточных головок

Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
- Ручные.
- Автоматические.
Рассмотрим их подробнее.
Головки с ручной подачей
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей

Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
- расточки;
- торцевания;
- точения.
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
Резцы для расточных головок
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Правила выбора расточной головки
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.
Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
Какими бывают фрезерные головки?
- Разновидности
- Как выбрать?
- Особенности эксплуатации
- Техника безопасности
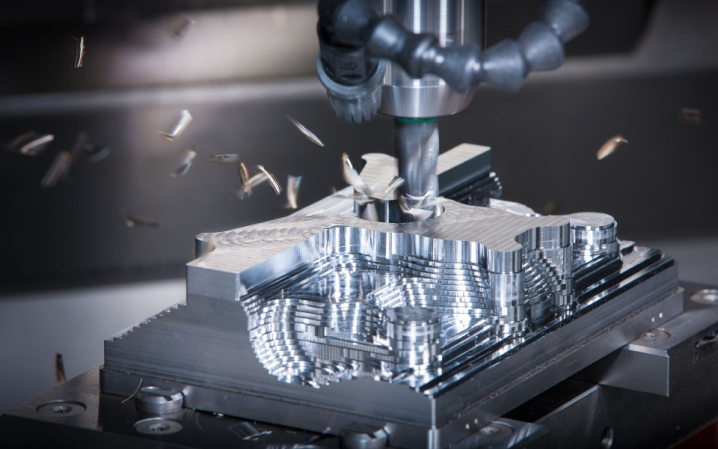
Для обработки разных типов материалов используется приспособление, именуемое фрезой. Особенность ее работы заключается в том, что фреза совершает вращательные движения, а заготовка, в которой создается отверстие, – поступательные. Современные станки способны выполнять множество операций. Такая разносторонность обеспечивается возможностью смены приспособлений, в перечень которых входят и фрезерные головки.


Разновидности
Фрезерная головка является частью станка, в некоторых моделях оборудования может быть установлено сразу несколько таких элементов. Существует множество видов фрезерных головок, приспособленных под разные нужды – например, для сверления и расточки боковых плоскостей. Критериев, по которым головки разделяют на виды, существует несколько. Чаще всего используется распределение по типу установки.

В этом случае производители предлагают:
- наклонные;
- горизонтальные;
- вертикальные варианты.


Следующим критерием является разделение в зависимости от формы имеющейся головки. В этом случае речь идет о:
- цилиндрических;
- дисковых;
- торцевых;
- угловых;
- концевых;
- шпоночных;
- фасонных.

Отдельной группой выступают головки, выпускаемые для обработки Т-образных пазов.

Фрезерные головки со сменными ножами активно используются при работе с деревом: например, мебельным щитом или оконным брусом. Если на головке по дереву установлены профильные ножи, то на станке появляется возможность изготавливать детали с более сложной конфигурацией. К ним относят такие изделия, как плинтусы и багеты. Основной особенностью данных типов головок является материал, из которого они изготавливаются.
На корпус идет высокопрочный термообработанный сплав, на сменные ножи – высоколегированная сталь.

Угловые головки имеют постоянный угол наклона, равный 90 градусам. Их основное предназначение – работа с элементами, которые из-за своего сложного строения не могут быть приближены к корпусу шпинделя станка. При необходимости угловая головка устанавливается шпиндельным креплением. Используя такой способ, работают с металлами; так обрабатываются пазы и карманы, при этом смена инструмента не требуется.

Универсальная головка значительно расширяет возможности фрезерных станков. В большинстве случаев они унифицированы. Приспособление активно используется для фрезерования торцевых поверхностей, которые образуют угол между продольной и поперечной осями станка. Такие же головки применяют при необходимости создания винтообразных каналов.
Сменная поворотная головка обеспечивает экономичное фрезерование поверхностей на среднюю глубину. Она работает с разными типами материалов, в том числе со сталью, алюминием, литыми деталями. Поворотная головка может иметь сразу несколько режущих поверхностей. Она имеет высокий уровень износостойкости, которая обеспечивается дополнительным никелевым покрытием.
Быстроходная головка устанавливается на горизонтально-фрезерные станки, осуществляющие вертикальное фрезерование. Таким способом ведутся работы с цветными металлами. Каждое такое приспособление крепится к торцу шпиндельной бабки. Его работа обеспечивается четырёхскоростным приводом. Изменить скорость можно, если переставить клиновый ремень.
Многошпиндельные сверлильные головки разделяются на 2 вида: с изменяемым расстояниями между осями и с фиксированным. Многошпиндельные головки с изменяемым межосевым расстоянием, в свою очередь, подразделяются еще на 2 типа в зависимости от способа передачи крутящего момента к инструментальному шпинделю.

Расточная головка предназначена для выполнения расточных работ, которые заключаются в изготовлении отверстий с заранее заданными параметрами. Чаще всего таким способом изготавливаются отверстия большого диаметра с минимальной шероховатостью.

Очень часто торцевые насадные фрезы поставляются производителем в комплекте со съемными пластинами, которые позволяют значительно повысить производительность станка. Они незаменимы в ситуациях, когда сверло работает на большой скорости – их наличие позволяет использовать резцы значительно дольше.

Как выбрать?
При выборе фрезы следует в первую очередь обращать внимание на материал, из которого произведено изделие. Это должны быть очень твердые сплавы или сталь. На рынке можно встретить фрезы и из более экзотичных материалов, например, выполненные из порошковых металлов. Ответить на вопрос, какой материал для головок лучше, невозможно. Выбор изделий подобного типа полностью зависит от материала, с которым предполагается работать.
А также на выбор покупки сильно повлияет скорость, с которой будет вращаться шпиндель. В ситуации, когда на станке будут обрабатываться мягкие металлы, такие как алюминий, твердосплавные головки будут неэффективны. Для станков, скорость шпинделя которых не превышает 6000 об/мин, для алюминия рекомендуется использовать быстрорежущую сталь при условии, что диаметр фрезы больше 1/2.
При меньших размерах – карбид вольфрама.


В продаже имеются фрезы самых разных размеров. При необходимости можно найти микрофрезы, которые используются для работы с совсем мелкими деталями. При выборе и покупке фрез следует обязательно учитывать, что диаметр почти всех концевых фрез указывается с большой погрешностью.

В ситуации, когда будущая работа должна быть выполнена с высокой точностью, рекомендуется проводить пробную резку, таким способом определяя настоящий диаметр. Обычное измерение диаметра не так эффективно, как пробная резка, поэтому ее использование считают более надежным методом.

При изучении ассортимента головок следует обращать внимание на то, какие ножи – торцевые или профильные – на ней установлены. Шлифовальная головка, например, имеет специальную маркировку, которая помогает выбрать изделие с необходимой зернистостью рабочей поверхности.

А также при выборе необходимых деталей следует учитывать, что импортные ускорительные головки обойдутся в несколько раз дороже, чем изделия отечественного производства.
Особенности эксплуатации
Качество выполняемых на устройстве операций зависит от правильности установки фрезерного станка. Для того чтобы все виды работ выполнялись максимально точно, станок при монтаже должен быть установлен на бетонный фундамент. Крепление устройства к полу осуществляется специальными болтами. Гайки для них заранее опускают в колодцы, сделанные из цемента. Положение станка точно выверяется с помощью уровней. Через определенные временные промежутки проводится контроль оборудования. При наличии износа старые детали заменяются на новые. Особенно часто приходится менять фрезерные головки, которые в ходе эксплуатации могут прийти в полную негодность.
Объем операций, выполняемых на станках такого типа, довольно широк. Иногда фрезерные головки приходится задействовать в практически ювелирных по исполнению работах.

Как фрезеровать головку блока цилиндров без наличия специального оборудования? Исправить положение постоянного износа стенок цилиндров возможно, если произвести минимальное снятие металла с помощью фрезы. Такая работа требует высокой точности, выполнить ее вручную невозможно.
Техника безопасности
Прежде чем начать установку фрезы, обязательно проверяют ее состояние, качество заточки; режущие кромки не должны иметь окрашиваний. На всей поверхности фрезы не должно быть загрязнений в виде пыли и волокон от ветоши.
Так как в изделии множество острых кромок, которыми легко можно порезаться, при выполнении любых работ требуется соблюдать все меры предосторожности. На руки надеваются защитные перчатки или кожухи на фрезу.
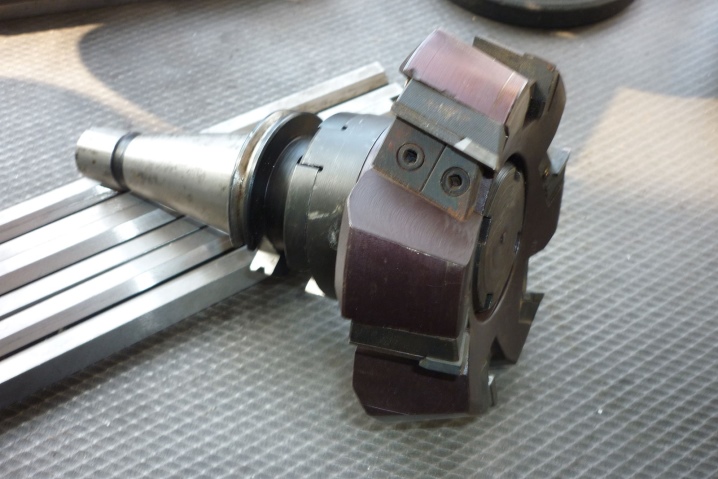
Росточная головка своими руками

Kích thước video:
Hiển thị các điều khiển trình phát
- Xuất bản 07 Th03, 2016
- Посадочное отверстие под резец ростачивайте по месту ,когда головка уже будет вся собрана и зажата в токарный патрон.
NHẬN XÉT • 32

Очень простой и доступный в повторении вариант. Спасибо что поделились. Обязательно повторю.
Золотые руки у ГУМЕНОида приделаные к бриллиантовой голове
Мужики, а где можно приобрести себе такой, для сверлильного?
Лайк. Понравился паз. У меня корявей, но всёже ластохвост.
спасиба зараз соби роблю
Суржик, суржик и суржик. Противно.
че недоганяеш значеть не туда попав людына яка в курсе пойме хоть на идиш турок
Самая удачная конструкция в плане использования материала и повторяемости. Нема лишнего в стружку не ушло, все из обрезков.
спасибо за видео! лайк!
слухаю як розмовляи цей дядько, и думаю шо вин дужы добра людына
гениально! и ещё со сверлильным на задней бабке очень хорошая идея для тех у кого нет фрезерного станка!
Спасибо большое за видео!
Доброго дня. Ви гарна людина й творчий спеціаліст своєї справи.
Вищий пілотаж інженерної думки і технічного виконання. Але якщо її використовувати на токарному станку то хіба не простіше просто розточувати різцем зажатим у різцетримачі.
Валентин, на заказ такое делаете?
Нет не делаю ,занят .
реализованная в металле идея обязывает снять перед автором шляпу. Также по конструкции есть вариант с круглой шпонкой и вопрос по подаче резца: — подача линейная или дифференциальная? Из рассказа не понятно
в высшей математеке несилён ,вопрос непонятен .
доброго вечора. чы можлыво выготовити розточну головку для диаметрив отворив 15-22мм.нарази дякую.
Ні братуха ,немає часу ,повно роботи .Але як би і був час, я б таке на замовлення не робив би ,багато гратись .Та й собі я вже б не рішився робити ,купив би готовий.
я хотивбы замовыты таку приспособу пид 2 диаметры 16 и 17мм для правкы отворив в полоси повщеною 10мм.
я б хотив замовыты у вас для своъ потреб
В світі все можливо і в мейстерні теж ,але мені і цеї вистачає.
Конструкция очень удачная, не сложная и весьма повторяемая имея тлк токарный. Давно искал что то подобное, молодец! Если в вставке просверлить вначале продольное смещенное к краю отверстие скажем на 8 мм. а затем проточить (сколько вы там говорили 32 мм диа, чтобы остался полукруглый паз половина диа от 8 мм. т.е. 4 мм.) принцип тот же, что и в основной болванке, то можно обойтись без шпоночного паза и шпонки (роль будет играть полукруглый паз), только короткой шпилькой с гайкой для фиксации вместо винтика с небольшим конусом на конце скажем 3 мм длиной, зажав так, что бы ходила вставка свободно, но без люфта. В общем как минимум 100$ экономия. Лайк!
И такой вариант имеет право на жизнь и тогда действительно будет головка без никаких фрезерных работ и будет работать аналогично . Если нет возможности купить ,то пробуйте делать ,удачи !
класно сделано. нет слов. но вот только! я розбирать не буду сами догадайтесь как сделано
По большому счету дана сама идея, если кто хочет повторить для себя, он это сделает, а если просто зритель, то оно ему надо? Как то так. Автор видео молодец, это почти авторская работа, т.к. аналогов наверно нет.
Да, можно было сборку заснять))
Ну я блогер -любитель ,с этого ничего не имею ,соотственно нет мотивации всё разбирать до болтика. Извините уж..
Дякую Валентин,Прекрасна головка! Зроблю собі обов*язково. З двома шпон пазами.
Расточная головка для фрезерного станка своими руками
Существенно повысить функциональность фрезерного станка можно при использовании специальной оснастки, которую называют делительной головкой. Она используется при производстве сложных деталей, так как позволяет проводить поворот заготовки на определенный градус, который устанавливается оператором станка. При покупке токарного или фрезерного станка можно рассчитывать на то, что в комплекте есть оснастка. В некоторых случаях можно сделать ее своими руками.
Предназначение оснастки
Для того чтобы получить сложную форму зачастую нужно провести смещение заготовки относительно оси станка на определенный угол. Именно делительная головка может применяться для решения поставленных задач. Стоит отметить, что она может стать отдельной частью фрезерного или токарного станка, так и его составляющей.
Крепление проходит на станине токарного или другого станка. Крепление к станине может проходить несколькими способами, что зависит от типа насадки. Положение подвижного элемента оснастки для токарного станка, устанавливается при помощи нескольких рукояток и диска. Диски имеют определенные отверстия, которые позволяют сохранить положение инструмента, применяемого для установки угла.
Рассматриваемая оснастка для токарного оборудования используется для решения нижеприведенных задач:
- Используется фрезерный станок для получения канавок на поверхности детали. Для контроля глубины и ширины устанавливаются параметры, которые выдерживаются при обработке большой партии.
- На деталях проводится формирование граней. При создании гаек нестандартного размера, хвостовиков и различных инструментов нужно проводить использование делительной головкой, которая позволяет устанавливать размеры, угол и другие параметры с высокой точностью.
- Шлицы и пазы также довольно часто фрезеруются на поверхности. Зачастую для этого проводится смещение заготовки на определенный угол. При этом отметим, что делительная головка позволяет достигать размеров высокой точности.
Вышеприведенные моменты определяют то, что рассматриваемая оснастка зачастую просто незаменима. Сделать ее можно самостоятельно для фрезерного и токарного оборудования.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
Для создания рассматриваемого элемента нужны следующие компоненты:
- для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции. Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо;
- также понадобится токарный патрон и лимб. Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана;
- для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Классификация
Существует определенная классификация системы смещения заготовки на определенный угол:
- Простые – довольно просто создать этот вариант исполнения, он прост в настройке и использовании. Основными элементами можно назвать шпиндель, на котором крепится заготовка, а вторым лимб, который имеет на поверхности несколько отверстий. Конструкция проста и надежна, но не может использоваться при получении сверхточных деталей.
- Комбинированные – управление выполняется с помощью рукоятки. Число нажатий оказывает то, что насколько заготовка отклоняется от центральной оси. Комбинированный вариант исполнения применяется при производстве сложного устройства.
- Универсальный – это устройство представляет сложный технологический комплекс, для управления которым используется рукоятка и делительный диск. Конструкция имеет несколько систем зубчатых колес. В некоторых случаях этот ДГ называют дифференциальным.
Вышеприведенные моменты следует учитывать при рассмотрении того, какое устройство можно использовать для обработки заготовок.
Технические характеристики
Самодельная делительная головка должна обладать определенными техническими характеристиками, среди которых отметим:
- максимальный диаметр или габаритные размеры заготовки. Этот параметр достаточно важен. Его следует учитывать при создании самодельной делительной головки. максимальный диаметр указывается для токарного оборудования, для фрезерного указывается ширина, длина и высота, то есть линейные размеры;
- соотношение червячной пары;
- диаметр сменного колеса;
- диаметр выходного шпинделя;
- диаметр используемого патрона;
- цена одного деления лимба. Лимб необходим для поворота заготовки на определенный градус. Цена деления указывает на точность работы оборудования;
- максимальная ширина шпонок. Фрезерное оборудование часто используется для создания шпонок на поверхности. Самодельная делительная головка нужна для образования нескольких шпонок;
- масса конструкции. Этот параметр определяет сложности использования конструкции.
Устройство делительной головки
Стоит учитывать, что самодельная делительная головка может обладать различной точностью.
Почему делают своими руками?
При рассмотрении самодельного варианта исполнения следует учесть нижеприведенные моменты:
- Устройство имеет малую стоимость благодаря использованию элементов б/у.
- Все работы можно выполнить самостоятельно без использования услуг квалифицированного специалиста.
- Надежность устройства может зависеть от многого. При выполнении работы следует контролировать качество сборки на каждом этапе
- Использовать самодельный вариант исполнения можно только при производстве малого количества деталей, точность которых меньше.
- Ремонтопригодность можно назвать достоинством устройства.
К недостаткам можно отнести то, что конструкция не позволяет получать детали высокого качество и точности размеров.
В заключение отметим, что стоимость промышленного варианта исполнения достаточно велика, но и служит он гораздо дольше, чем самодельная оснастка. Только при наличии определенного опыта можно провести создание самодельной делительной головки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
This server could not verify that you are authorized to access the document requested. Either you supplied the wrong credentials (e.g., bad password), or your browser doesn’t understand how to supply the credentials required.
Additionally, a 401 Authorization Required error was encountered while trying to use an ErrorDocument to handle the request.
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Предназначение оснастки
Самодельная делительная головка для токарного станка или фрезерного оборудования устанавливается для смещения детали относительно оси установленного режущего инструмента с определенными показателями. При этом можно достигать точного позиционирования инструмента и заготовки относительно друг друга в каждом положении. Пользоваться устройством можно при ведении различной обработки.
Для того чтобы работа могла проходить с высокой точностью, также важно исключить вероятность вибрации устройства. Применяются самые различные методы крепления, все зависит от особенностей конструкции. Положение во время работы станка может корректироваться при помощи подвижного диска или рукоятки.
Возможности рассматриваемой оснастки заключатся в нижеприведенных моментах.
- Фрезерование поверхности для образования шлицов и пазов. Сложная конфигурация будущей детали требует применения специального оборудования, которое позволяет выдерживать определенное расстояние между шлицами или пазами, а также их размеры.
- Фрезерование поверхности уже созданной канавки. Подобная работа довольно сложна в исполнении, так как требует максимальной точности на момент контроля ширины и глубины образованного углубления.
- Есть возможность частично автоматизировать процесс создания граней на деталях. Примером можно назвать процесс создания гаек с нестандартными параметрами. Подобные работы также требуют высокой точности.
Для проведения обычной обработки подобная оснастка не требуется.
Классификация устройства
Делительная головка для фрезерного станка таблица технических параметров определяет то, какие именно работы можно проводить на той или иной оснастке. Рассматривая классификацию делительной головки, отметим следующие разновидности устройства.
- Простая модель. Ее отличительными чертами можно назвать небольшой вес и простоту управления. Главная часть конструкции представлена шпинделем, который соединен с дисковым лимбом.
- Совмещенная модель. Подобный вариант исполнения можно регулировать специальной рукояткой. Путем увеличения количества нажатий можно увеличить удаление центровой оси обрабатываемой заготовки от установленного режущего инструмента.
- Универсальные образцы, представленные комплексными моделями. Настройка в этом случае проводится при помощи дискового элемента и рукоятки. Сложность конструкции обуславливается наличием дифференциальных зубчатых шестерен.
Ремонт практически каждого варианта исполнения сложен, так как нужно знать принцип работы и проводить изготовление всех деталей.
Изготовление своими руками
Стоимость подобной оснастки может быть весьма велика. Именно поэтому многие задаются вопросом, как сделать делительный диск своими руками. Чертеж будущего изделия создается в зависимости от особенностей оборудования, на котором будет проводиться установка делительной головки. Кроме этого, понадобятся следующие компоненты.
- Токарный патрон с лимбом.
- Ограничительный винт.
- Червячный редуктор, который можно получить при разборе старых станков или изготовить своими руками.
После изготовления изделия проводится настройка делительной части. Для этого можно использовать любую ранее изготовленную деталь. После получения определенных результатов выполняется финишная калибровка, позволяющая существенно повысить точность обработки.
Непосредственный процесс настройки элемента можно описать следующим образом.
- Проводится трансформация 360 градусов диска на требуемое число делений, за счет чего происходит выделение секторов.
- Выводится расчетное значение синуса угла.
- Диск выставляется согласно полученному результату. Важно соблюдать высокую точность при установке рассматриваемой оснастки.
- Проводится фиксация корпуса при помощи специального механизма или рукоятки.
После этого можно проводить монтаж основной рабочей части инструмента.
Промышленные делительные головки могут обойтись более чем в 100 000 рублей. Самодельные устройства стоят около 40−50 тысяч рублей, однако обладают сравнительно меньшей универсальностью и надежностью, точностью в применении. Как ранее было отмечено, важно учитывать правильность установки.

