
Составление электрических схем для станков с ЧПУ
ЧПУ — виды, подключение, схемы.
Виды ЧПУ
Станки с ЧПУ не имеют определенную общую классификацию, но каждый станок имеет свою особенность коротая и отличает его от других. Главные показатели, от которых на прямую зависят виды классификации – это:
- Виды выполняемых работ;
- Точность выполнения;
- Универсальность;
- Шпиндель (размещение- горизонтальное, вертикальное);
- Габариты и вес;
- Уровень автоматизации.
Самые распространенные станки с числовым программным управлением можно классифицировать в зависимости от того, для каких видов работ они предназначены. В данном списке виды ЧПУ расположены в зависимости от популярности по убыванию. И так, станки с ЧПУ различаются на:
- Токарные;
- Фрезеровочные;
- Сверлильные;
- Гибочные;
- Пробивные;
- Лазерно-гравировальные;
- Режущие (плоттеры);
- Координатно-расчетные.
Главное отличие станков с ЧПУ от своих собратьев, не оснащенных числовым программным управлением это высокая точность. Но даже станки с ЧПУ имеют различные показатели точности, в зависимости от модели. Точность обозначается буквенной маркировкой, причем отечественная маркировка точности ЧПУ отличается от иностранных.
Отечественная маркировка точности станков с ЧПУ:
- Н – нормальная;
- П – повышенная;
- В – высокая;
- А – особо высокая;
- С – максимально высокая.
Иностранная маркировка точности станков с ЧПУ:
- Стандартная точность не маркируется;
- H – высокая;
- P – прецизионная;
- SP – супер-прецизионная;
- UP – ультра-прецизионная.
Подключение ЧПУ
 Подключение ЧПУ у абсолютно каждого станка индивидуальное, поэтому описать данную тему даже в общих чертах практически невозможно. Единственно что можно сказать, это то что подключением ЧПУ должны заниматься квалифицированные электромеханики или электронщики.
Подключение ЧПУ у абсолютно каждого станка индивидуальное, поэтому описать данную тему даже в общих чертах практически невозможно. Единственно что можно сказать, это то что подключением ЧПУ должны заниматься квалифицированные электромеханики или электронщики.
Сервисный центр «Кернел» предоставляет услуги по подключению ЧПУ с выездом на производство заказчика. Профессиональный, квалифицированный инженер электронщик или электромеханик выполнит подключение ЧПУ с последующей настройкой оборудования.
схема ЧПУ станка
Существует множество производителей станков с системой ЧПУ, а модификаций самих станков сотни, я некого не удивлю если скажу, что схемы ЧПУ можно считать сотнями тысяч. Интернет переполнен и ни одна схема ЧПУ не похожа на другую. В основном это схемы промышленных станков от известных производителей, но есть множество схем ЧПУ для самостоятельного изготовления от микро-станка, располагающегося на столе до достаточно больших конструкций, работающих под управлением ЧПУ. Вот несколько интересных примеров.




К сожалению не каждый человек, желающий приобрести станок с ЧПУ умеет читать принципиальные электрические схемы, этим должен заниматься специально обученный квалифицированный персонал, электрики, электронщики, электромеханики.
Заказать подключение ЧПУ и последующую настройку
Если вы заинтересованы в профессиональной помощи по подключению ЧПУ и последующих настройках, Задайте их нашим менеджерам. Связаться с ними можно несколькими способами:

- Заказав обратный звонок (кнопка в правом нижнем углу сайта)
- Посредством чата (кнопка расположена с левой стороны сайта)
- Либо позвонив по номеру: +7(8482) 79-78-54 ; +7(917) 121-53-01
- Написав на электронную почту: 89171215301@mail.ru
Вот далеко не полный список производителей промышленной электроники и оборудования, ремонтируемой в нашей компании.
Электрооборудование токарных станов с ЧПУ
 Токарные станки с ЧПУ служат для обработки заготовок типа тел вращения. Электрооборудование токарных станков с ЧПУ рассмотрим на примере станка модели 16К20Ф3. Токарный станок модели 16К20Ф3 широко применяется для обработки наружных цилиндрических поверхностей (со ступенчатым и криволинейным профилем различной сложности) и нарезания резьбы.
Токарные станки с ЧПУ служат для обработки заготовок типа тел вращения. Электрооборудование токарных станков с ЧПУ рассмотрим на примере станка модели 16К20Ф3. Токарный станок модели 16К20Ф3 широко применяется для обработки наружных цилиндрических поверхностей (со ступенчатым и криволинейным профилем различной сложности) и нарезания резьбы.
Общий вид станка изображен на рис.1
Применительно к металлорежущим станкам принята следующая система обозначений (в дополнение к группе букв и цифр, характеризующих непосредственно станок): Ф1 — станки с цифровой индикацией и преднабором координат, Ф2 — с позиционными системами ЧПУ, Ф3 — с контурными системами ЧПУ, Ф4 — многооперационные станки с автоматической сменой инструмента.
Токарный станок модели 16К20Ф3 имеет контурную систему ЧПУ. Контурные системы обеспечивают перемещение рабочих органов из одной точки в другую по заданной траектории (прямой, окружности, кривой более высокого порядка и т.д.). Как частный случай, контурная система обеспечивает обработку вдоль одной из осей координат.
Основанием станка является монолитная отливка, на которой располагается станина. Внутри основания размещается электродвигатель главного движения. По направляющим станины перемещается каретка суппорта и задняя бабка. В передней бабке находится автоматическая коробка скоростей (АКС). На поворотном резцедержателе в инструментальной головке одновременно может быть установлено шесть инструментов – резцов.
Бабка — часть металлорежущего или деревообрабатывающего станка, котрая служит опорой для шпинделя (передняя бабка) токарного станка или инструмента (бабка. шлифовального станка), либо для устройства, поддерживающего заготовку (задняя бабка токарного станка).
Устройство ЧПУ токарного станка модели 16К20Ф3 обеспечивает:
перемещение суппорта по двум координатам Z и X, автоматическое переключение
скоростей шпинделя за счет переключения шестерен АКС, смену инструментов путем поворота резцедержателя вокруг оси Z.
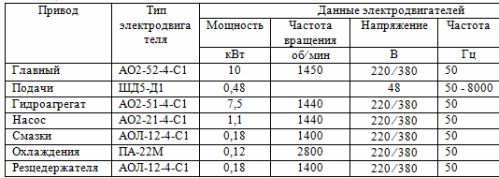
Объектами управления на станке являются: 1 — привод главного движения, 2 — приводы подачи, 3 — привод резцедержателя, 4 — привод системы охлаждения, 5 — привод гидроагрегата, 6 — привод системы смазки, 7 — привод насоса подпитки.
Технические характеристики электродвигателей приводов приведены в таблице1.
Привод главного движения содержит нерегулируемый асинхронный электродвигатель и автоматическую коробку скоростей, обеспечивающую получение девяти скоростей вращения шпинделя. Приводы подачи управляются от отдельного блока, обеспечивающего работу шаговых двигателей суппорта и механизма резьбонарезания. Остальные приводы являются вспомогательными и нерегулируемыми.
Таблица 1. Технические характеристики электродвигателей приводов токарного станка с ЧПУ модели 16К20Ф3
В состав системы управления станком входят (рис.2): устройство ЧПУ модели Н22-1М – 1, релейный блок – 2, исполнительные устройства – 3.
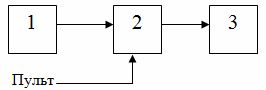
Рис. 2. Структурная схема
Включение любого объекта на станке может быть осуществлено от пульта управления станка или от устройства ЧПУ.
Команды управления декодируются кодовыми реле в релейном блоке. Включившиеся реле формируют сигналы, которые подаются на электромагнитные муфты автоматической коробки скоростей или магнитные пускатели, управляющие работой электроприводов.
Выбор скоростей вращения шпинделя
Включение электродвигателя главного движения осуществляется подачей команды на промежуточные реле с включением соответствующего контактора.
Для включения необходимой скорости вращения сигналы подаются на кодовые реле скорости. Соединение контактов этих реле представляет собой релейный дешифратор, управляющий включением электромагнитной муфты АКС.
Станок укомплектован резцедержателем, обеспечивающим установку шести инструментов. Смена инструмента осуществляется поворотом резцедержателя в заданную позицию.
Сигналы управления подаются на реле смены инструмента и кодовые реле позиции инструмента с включением электродвигателя. Электродвигатель поворачивает резцедержатель. При совпадении заданной позиции с положением инструмента включается реле совпадения, которое дает команду на реверс резцедержателя. Затем включается реле обратной связи, которое дает сигнал в УЧПУ на продолжение отработки программы.

Включение охлаждения и работа системы смазки
В автоматическом режиме двигатель системы охлаждения включается при подаче сигнала на промежуточное реле, которое подает питание на соответствующий контактор. В процессе резания возможен пуск охлаждения выключателем с пульта при работающем главном приводе.
Электродвигатель смазки включается при каждом первоначальном пуске станка и остается включенным на время, необходимое для смазки. При продолжительной работе станка цикл смазки устанавливается с помощью реле времени с необходимой выдержкой на смазку и паузу. Предусмотрена возможность включения смазки во время паузы вручную толчковой кнопкой. При этом цикл смазки не нарушается.
Программа для управления ЧПУ станком: составление и написание
Наличие пульта числового управления в оборудовании значительно ускоряет и упрощает производственный процесс металло- и деревообработки для оператора. Но от него требуется большей подготовки и понимания не только механики резки (фрезерования, точения), но и программной, компьютерной стороны вопроса. Сегодня в статье поговорим про написание управляющих программ для фрезерного станка с ЧПУ по дереву и металлу.
Общие сведения
В начале XX века все устройства для обработки заготовок были механическими. То есть, конечно, был электропривод, но за движением всех составляющих следил механик. Это довольно сложная и почетная деятельность, для ее освоения необходимо профильное образование, а также значительный навык и опыт. Но классические модели имеют ряд недостатков:
- Они недостаточно точны. Чтобы добиться высокого класса точности, требуется усердная, филигранная работа, а также безупречное состояние как самого оборудования, так и всех резцов – никаких вибраций, нечаянных движений.
- Большое количество ошибок, дефектных деталей из-за человеческого фактора. Малый опыт или низкая коммуникация (не зря у всех токарей есть разряды), усталость, простая невнимательность – и уже целая заготовка уходит в отходы. Это экономически невыгодно.
- Тяжелый физический труд. У каждой единицы оборудования должен стоять механик, который занимается множеством операций – от закрепления металла в тисках до управления резцом. Это постоянно напряженный труд, требующий внимания, силы и, еще раз повторим, опыта.
- Низкая производительность. Скорость металлообработки недостаточно высока, потому что все делается вручную.
Вместе с первым созданием программ для ЧПУ станков появилось осознание того, что такой же объем работы можно сделать быстрее, без ошибок, с минимальными затратами человеческого ресурса.
Впервые в СССР программно-управляемые системы были внедрены в годы Великой Отечественной войны, в тот же период появились первые проблемы – недостаточная компетентность технического персонала, малое знание основ программирования и несовершенство оборудования.
Исправить эту проблему стало возможно с появлением достаточно адаптированных под пользователя рабочих компьютерных сред. Объясним на примере, как это взаимосвязано.
Инженер хочет создать металлический узел. Выполнить вручную его очень непросто, практически невозможно, поэтому он сперва заходит в программное обеспечение. Здесь он выполняет две пересекающиеся операции:
- Сложные математические вычисления, которые направлены на проверку работоспособности узла.
- Черчение.
Затем специалист, полностью справившись с первой задачей, изменяет формат документа и заканчивает его в числовой пульт управления оборудованием.
Теперь его работа невелика – поставить заготовку, наблюдать за правильным исполнением процесса, а после – снять и проверить образец. А встроенная программа для фрезеровки на ЧПУ сама выберет подходящую скорость и угол резания, режим, а также наиболее эффективный алгоритм движения.
Итак, чтобы создать любую сложную трехмерную деталь из металла, дерева, иного материала, необходимо воспользоваться компьютерным софтом с возможностью 3D-графики. Затем изображение требуется перевести в g-код. Важно, чтобы программное обеспечение соответствовало операционной системе, то есть ОС «тянула» программу. Например, большинство профессиональных CAD некорректно работают на привычном Windows, зато пойдут на Linux. Удобство (в основном отсутствие задержек, что очень важно) также зависит и от самого персонального компьютера.
Предназначение
Сперва в нескольких преимуществах отметим то, зачем нужны сами такие станки:
- Они повышают эффективность и производительность всего предприятия в несколько раз.
- Снижают вероятность дефектного образца.
- Снимают большинство нагрузки с оператора, на нем остается более простая работа.
- Увеличивают точность обрабатываемой детали.
И для того, чтобы была возможна такая система, просто необходима программа. Основная задача создания специализированного ПО – дать возможность фрезеровщику (токарю) отвлекаться от процесса, снизить его ответственность за результат. Теперь он не обязан непрерывно следить за каждым движением резца, сверла. Таким образом, софт включает комплекс команд, которые все вместе поступают на оборудование и влияют на то, какой процесс выполняется.
Так, команды автоматизируют ряд действий:
- Выбор инструмента, его крепеж.
- Фиксация и центровка заготовки.
- Определение подходящего режима, скорости резания исходя из параметров материала и фрезы.
- Движение режущей кромки. Причем минимальное, оптимальное расстояние определяется в зависимости от координат, в которых «нулевой» точкой становится конечное положение резца. То есть, нет необходимости всегда перед очередным проходом возвращаться к начальному участку.
Для каждого нового элемента необходимо написать новый код (чертеж), для чего требуется специализированное программное обеспечение. Если оно есть, а также присутствует базовый навык общения с графическим редактором, можно легко создавать новые команды для оборудования.
Программное обеспечение для плоской резки
Двухмерное конструирование – более простая для резчика задача. Основной процесс, выполняемый на этом оборудовании – это раскрой материалов. От классической распиловки дерева или металла можно перейти к более сложным, фигурным рисункам. Особенно быстро и удобно это можно делать с помощью плазмореза. Но, как и для других элементов, необходимо использовать программу управления для работы на станках с ЧПУ фрезером по дереву или металлу в плоскости. ArtCAM – подходящий софт для этой задачи. Сам проект был создан в 2003 году, с тех пор только набирает популярность. К преимуществам следует отнести:
- Возможность работать и в 3D, то есть для различных заготовок вам не нужно будет выбирать другое ПО.
- Сохранение подготовленных ранее моделей.
- Их интегрирование в сборку.
- Импорт во всех основных форматах, которые применяют в CAD, а также, конечно, подходящий для станков с ЧПУ.
- Опция «волшебная палочка» значительно облегчает выбор и выделение рабочей области.
- Сокращенное время обработки команд на деревообрабатывающем и металлообрабатывающем оборудовании.
- Возможность перемещения, поворота или копирования траектории движения.
- Встроенная оптимизация подач.
- Простой интерфейс и легкость обучения.
Кроме «Арткама», используют VISIO-2007 и Vectric 2dcut, Mach3. У последней преимущество в том, что ее можно использовать на привычной для всех ОС – Windows. А самые большие специалисты, которые уже чертят «с закрытыми глазами», вообще говорят, что можно сделать простенький раскрой в обычном встроенном «Блокноте», а потом перевести все это в командный код.
Программы для металлообрабатывающих и деревообрабатывающих станков с ЧПУ для 3D-моделей
Большинство современного софта имеет инструменты работы с объемными деталями. Создание трехмерных моделей также называют прототипированием, то есть подготовкой прототипа. Перечислим профессиональное ПО, которое используется специалистами:
- CADDS5;
- PowerShape;
- SolidEdge;
- T-Flex CAD;
- AutoCAD.
Практически везде в названии мелькает сочетание CAD, на русский язык аббревиатура переводится как САПР или система автоматизированного проектирования. Все вышеприведенные ПО объединены тем, что они обладают возможностью твердотельного проектирования, то есть такого, которое полностью имитирует работу с реальным образцом, будь то металл, дерево, пластик и другие. После моделирования можно сделать детальную визуализацию, а также тестовый запуск модели. И только после этого переходить к созданию на детали на оборудовании. Преимущества использования этого софта:
- Максимальная реалистичность – это полезно в моментах, когда нужно презентовать свой проект.
- Легко корректировать код, если были допущены ошибки или поменялись планы.
- Автоматическое формирование чертежей.
- Возможность использовать шаблоны.
- Затрачивается минимальное количество времени.
Специализированное ПО
Расскажем о составлении управляющей программы для токарного или фрезерного станка с ЧПУ на примере наиболее популярного программного обеспечения. Хотим отметить, что качество итогового результата зависит не только от того, насколько хороший софт выбран, но и, в большей степени, от самого металлообрабатывающего оборудования. Предлагаем заказывать станцию с числовым программным управлением от компании https://stanokcnc.ru/. Здесь представлен большой ассортимент возможностей и множество разновидностей, а также можно заказать создание аппаратов на заказ.
Mach3
Мы уже о ней упоминали, когда говорили о двухмерном моделировании. Но софт идеально подходит для проектирования 3D моделей. Он создавался не как CAD, а как специализированное ПО под задачи ЧПУ. Этим обусловлено то, насколько удобна программа для поставленных целей. Чтобы запустить ее на компьютер, там должна быть операционная система от «Майкрософт», что, к слову, является редким условием. ПК должен быть подсоединен к одному из станков:
- фрезеровочный;
- токарный;
- зуборезный;
- гравировочный.
К слову, можно использовать не только стационарный компьютер, но и ноутбук, что сильно облегчает задачу производителя. Несмотря на то что интерфейс англоязычный, есть инструкция, которая выполнена на русском.
NC Studio
Наиболее часто софт применяется в деревообрабатывающей промышленности. Управление происходит фрезерным станком по дереву. Часто с его помощью создается мебель. Перечислим основные преимущества системы:
- Простой для понимания интерфейс.
- Отличная графика.
- Виртуальная симуляция ПО.
- Прекрасно совмещается с основными САПР, поэтому файл можно «заливать» со сторонней среды проектирования.
- Идеально подходит для освоения новичками.
- Встроенная защита не позволяет несанкционированно изменить настройки.
Основное достоинства софта – его бесплатное использование. Соответственно, функционал значительно ограничен. Но если нет потребности в промышленном производстве, а станок с ЧПУ находится в частных или малых коммерческих целях, то иногда достаточно бывает и этого ПО. Отметим, что оно устанавливается исключительно на LinuxCNC.
Возможности программ
Числовой пульт управления может быть установлен практически на любом оборудовании, которое производит механическую обработку материала. Это такие задачи, как точение, фрезерование, сверление, отрезка, нарезание витков, вытачка пазов и многое другое. При этом работать можно с металлом, деревом, фанерой, бумагой и картоном, стеклом или оргстеклом, другими синтетическими полимерами. Обычно программное обеспечение пишут при:
- серийном производстве, когда на аналогичный объем уйдет много времени в ручном исполнении;
- потребности высокой точности;
- особом, индивидуальном и очень сложном узле, который практически невозможно безошибочно выточить вручную.
Таким образом, применения оборудования настолько широко, что нет смысла перечислять отрасти. Практически в любом производстве, начиная от изготовления скрепок для бумаги, заканчивая строением космических кораблей, не обойтись без такого софта.
Процесс разработки программ для станков с ЧПУ
Перечислим поэтапно действия:
- Сбор данных о необходимом узле и его производственных задачах.
- Создание последовательно сперва эскиза, затем чертежа, 3D-модели.
- Получение комплекса команд.
- Коррекция кода и его эмуляция.
- Тестовый запуск и производство.
На этапе сбора информации узнается, что это за элемент, где и при каких условиях будет осуществляться его эксплуатация, размеры, характер поверхности, в том числе шероховатость, а также припуски, которые крайне важны для точения.

Разработка ЧПУ
Каждый отдельный станок имеет управляющие команды, они написаны в инструкции. Используя этот набор, необходимо закодировать весь макет под нужные имеющиеся опции. К ним могут быть отнесены следующие:
- Запуск и отключение.
- Выбор режущего инструмента.
- Перемещение резца по двум и более плоскостям.
- Определение режима и скорости резания.
- Дополнительные механизмы, например, очистка от стружек или подача смазочной жидкости.
Введение данной программы может быть осуществлено двумя способами:
- На персональном компьютере с помощью специализированного программного обеспечения кодировка происходит автоматически, затем уже готовый набор команд в коде с помощью записывающего устройства переносится на оборудование.
- На самом станке есть стойка от пульта числового управления. Там можно ввести нужные команды.
Учтите факторы
Следует помнить о том, что чем сложнее устройство, тем больше нюансов использования. Важно учитывать:
- Сколько одновременно может быть задействовано инструментов – количество параллельно выполняемых задач.
- Какая рабочая мощность используется.
- Скорость подачи. Если подобрать параметр выше рекомендуемого, это может привести к перегреву заготовки и режущей кромки, к дефектам и деформациям.
Отладка ПО
После каждого нового разработанного проекта необходимо его протестировать. Сперва на компьютере (поможет визуализация 3D макетов), затем на оборудовании при использовании ненужной заготовки. Если обнаружены проблемы, значит, имели место геометрические или технологические ошибки. Исправьте их и снова проведите тестовый запуск.
Видео
Мы рассказали, как сделать программу для станка ЧПУ. Узнаем больше из видеоматериала:
Как устроены оси станка с ЧПУ. Принцип работы и подбора комплектующих для кинематики ЧПУ

Всем привет друзья, С Вами 3DTool!
В этом материале мы хотим во-первых, рассказать Вам о том, как устроена механика фрезерных станков с ЧПУ. Во-вторых, раскрыть принцип ее работы и подбора комплектующих. И в-третьих, немного подробнее описать каждый из отдельно взятых узлов в рамках их применения в общей конструкции. Статья будет полезна новичкам и совсем не знакомым с архитектурой ЧПУ-станков читателям.

Оси фрезерного станка с ЧПУ как правило крепятся к раме станка. Их роль заключается в обеспечении точного передвижения портала со шпинделем, в соответствии с командой от панели управления или программой G-кода через контроллер.
1. Устройство 3-х осевого станка с ЧПУ
Типовую схему движения на 3-х осевом станке с ЧПУ вы можете видеть на картинке ниже:
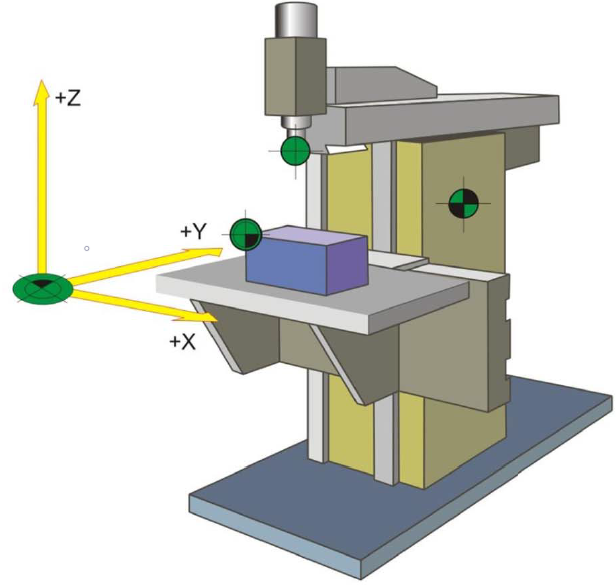
3-х осевая координатная система станка с ЧПУ
2. Компоненты осей ЧПУ
Каждая ось станка содержит следующие компоненты:
Вал винтовой передачи
3. Направляющие фрезерного станка с ЧПУ
Направляющие фрезерного станка с ЧПУ должны выполнять три основных задачи:
Движение в направлении заданной оси. Тут основную роль играет низкий коэффициент трения.
Обеспечить точное перемещение, исключая вибрации и люфты. Основное требование — качество направляющих и каретки.
Направляющая должна воспринимать и гасить вторичные нагрузки. Основное требование — жесткость.
В зависимости от формы профиля различают несколько видов линейных направляющий, в их числе:
Цилиндрические направляющие
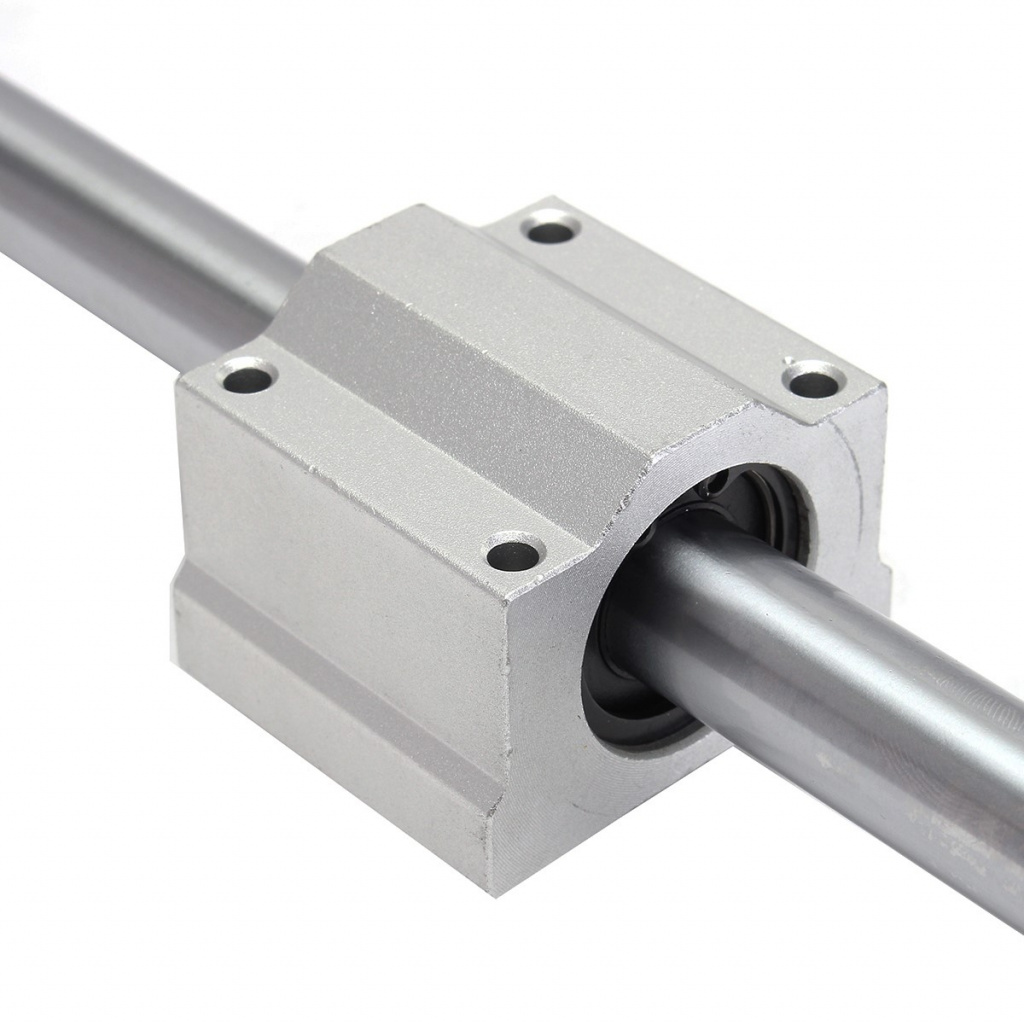
По своей сути это — шлифованный цилиндрический вал, по которому движутся каретки с литыми втулками, либо линейными подшипниками. Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам.
Коробчатые направляющие и ласточкин хвост

Направляющие данного вида отличаются лишь профилем сечения, принцип работы же у них одинаков. После точной подгонки данные направляющие крепятся к станине станка, становясь её непосредственной частью. Движение осуществляет каретка, точно подогнанная по размеру к профилю рельсы. Минусом данных типов направляющих является сложность замены рельсы и подгонки к ней размеров каретки в случае износа.
Данные направляющие чаще всего изготавливаются из чугуна, потому что он обладает хорошими свойствами с точки зрения скользящего контакта металл-металл.
Профильные рельсовые направляющие

Профильный направляющий рельс с кареткой.
Профильные рельсовые направляющие по принципу работы похожи на предыдущий тип направляющих, но все же имеет несколько ключевых от него отличий:
Скольжение осуществляется по заранее определенным профилям дорожек рельсы, с очень тонкой подгонкой зазоров между кареткой и рельсом.
Минимальное трение в данном случае обеспечивают шарики внутри каретки
С боков каретки обычно стоят сальники и пыльники, что исключает попадание пыли и стружки внутрь подвижных элементов
Обычно, на одну ось используется 2 рельсы, а на одной рельсе находятся 2 каретки, но конструкция позволяет разместить на рельсе сколько угодно кареток в зависимости от её длинны и конструктивных особенностей станка.
4. Вал винтовой передачи
Задача данного вала-преобразовывать вращательное движение в поступательное вдоль оси с как можно меньшим трением и как можно меньшим люфтом.
Когда станок меняет направление движения винтовой передачей, требуется небольшой поворот винта, прежде чем направление изменится на противоположное. В этот момент винт и гайка смещаются друг относительно друга без взаимного вращения.
Станки с ЧПУ очень нетерпимы к люфту. Минимизация люфта критически важна для качественной работы станка.
Люфт нельзя полностью устранить, но хорошим значением для любого станка с ЧПУ является люфт менее двадцати пяти тысячной сантиметра (0,0025 сантиметра), но в промышленных станках с ЧПУ это значение гораздо меньше.
Передача винт-гайка
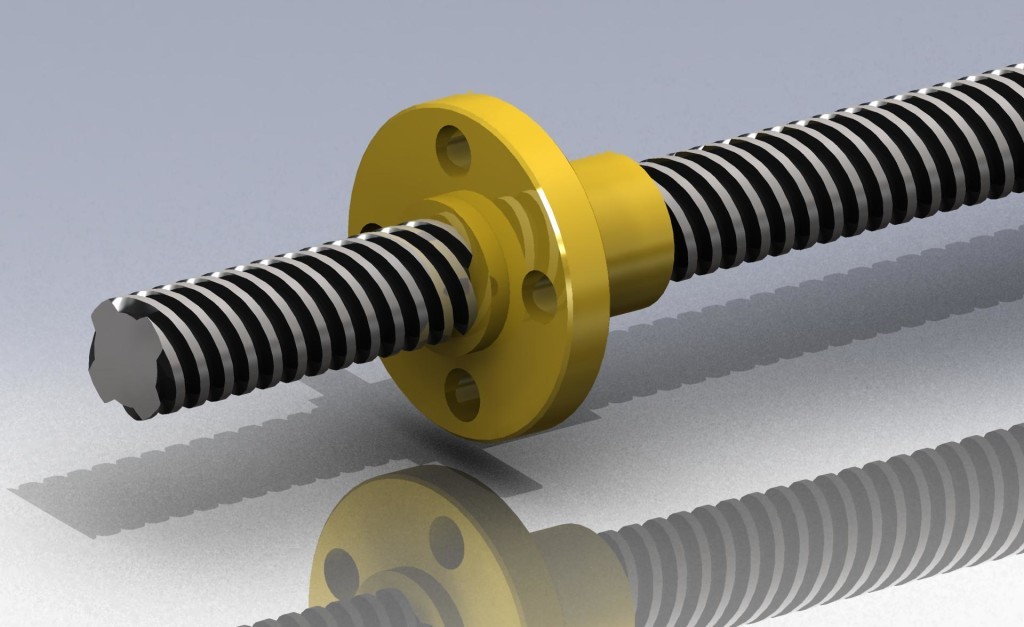
Данный вид передачи был наиболее распространен до появления ШВП, но всё же до сих пор используется на некоторых видах станков в силу простоты конструкции и её дешевизны. Для уменьшения люфта на таком соединении может применяться разрезная гайка, которая позволяет путем сжатия регулировать натяг, устраняя тем самым увеличивающийся со временем люфт. Минусом и одновременно плюсом такой пары является повышенное трение в передаче, что с одной стороны ведет к досрочному износу винта, и требует более мощного мотора, но с другой стороны компенсирует вращательные колебания винта при использовании шагового двигателя.
Шарико-винтовые передачи (ШВП)
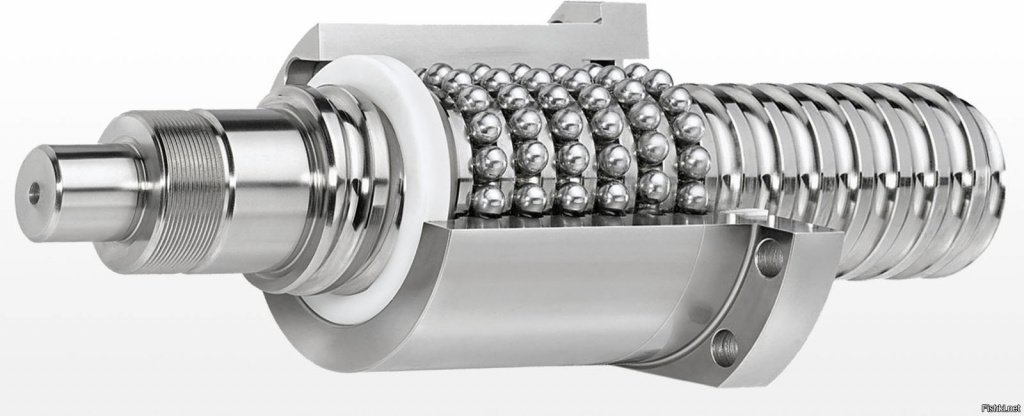
Шарико-винтовые передачи — идеальный вариант для ЧПУ, по причине максимальной минимизации люфта и трения. Называются шариков-винтовой передачей из за шариковой гайки, в которой вращаются шарико-подшипнкики. Шарики движутся по канавкам на винте, тем самым передавая вращательное усилие на корпус гайки. В настоящее время данный вид передачи является стандартом в станках с ЧПУ.
5. Двигатели осей ЧПУ
Шаговый двигатель
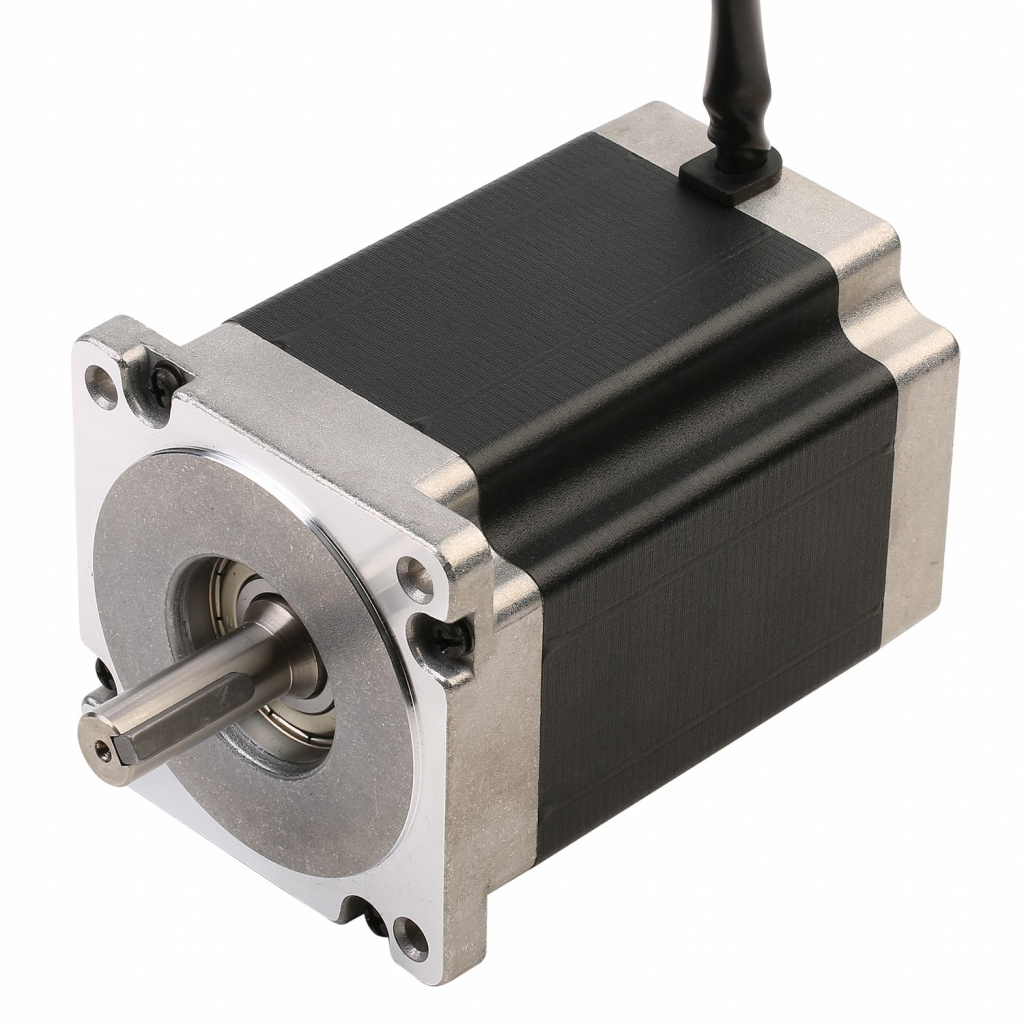
Шаговый двигатель для фрезерного станка с ЧПУ.
На фотографии выше показан типичный шаговый двигатель для фрезерного станка с ЧПУ. Шаговые Двигатели называются так потому, что они предназначены для перемещения по дискретным шагам . В зависимости от типа шагового двигателя, количество шагов на один оборот варьируется от 100 до 400, а угол одного шага — от 0.9 до 3.6 градусов.
Как правило двигатель имеет водонепроницаемый корпус, поэтому в случае протекания, например, охлаждающей жидкости двигатель не выходит из строя.
Шаговые двигатели очень распространены как в проектах DIY с ЧПУ, так и в большинстве коммерческих станков ЧПУ. Однако, в станках промышленного качества чаще всего используются так называемые сервомоторы.
Сервомотор

Недостатком шагового двигателя является то, что он не отслеживает текущую позицию вала и количество сделанных оборотов, что в некоторых ситуациях может вести к пропуску шагов. Поэтому в промышленных станках используется другой тип моторов — сервомоторы.
В чем разница между сервомотором и шаговым двигателем?
Основное различие состоит в том, что сервомоторы имеют замкнутый контур, а шаговые двигатели — разомкнутый
К сервомотору прикреплено устройство, называемое энкодером.
Энкодер — это датчик, который сообщает сервомотору, сколько шагов он совершил. Этот сигнал обеспечивает обратную связь с контроллером, что дает ряд преимуществ и увеличивает производительность. Благодаря обратной связи он называется «замкнутый цикл».
В случае шагового двигателя контроллер сообщает ему, что нужно переместить шаг, и он просто должен предположить, что так и произошло.
В большинстве случаев так и происходит, но изредка, обычно из за превышения нагрузки на валу, двигатель теряет шаги. Потерянные шаги влияют на точность станка с ЧПУ. Энкодер сервопривода отслеживает подобные потери и корректирует положение вала, пока оно не будет соответствовать заданному.
Сервомоторы также работают лучше в том смысле, что они производят мощность в более широком диапазоне и часто на более высоких оборотах. В результате имеем лучшую точность позиционирования, динамику разгона и отсутствие снижения момента при высоких скоростях.
Тогда как обычный шаговый двигатель обеспечивает точность перемещения рабочей оси в районе 0.01 мм, сервомотор дает 0.002 мкм.
Энкодер сервопривода обычно имеет 1024 положения, которые он может измерять, и даже больше. Принимая во внимание, что обычный шаговый двигатель дает 200 шагов на оборот, мы получаем пятикратное увеличение точности при использовании сервопривода.
У сервомоторов есть и минусы. В первую очередь — необходимость регулярно обслуживать и менять узлы. Так же сервомоторы станка должны быть оснащены дополнительной защитой при экстренной остановке. Цена на сервопривод гораздо выше, чем на шаговый двигатель.
6. Концевой датчик или «концевик» Оси

Концевой датчик для фрезерного станка с ЧПУ
Концевой датчик, или «концевик» сообщают фрезерному станку с ЧПУ, когда он достигает предела перемещения по оси. Обычно он нужен для двух целей:
Положение «дом»: это нулевая координата, точка отсчета «0» для текущей оси.
Лимит оси: противоположное от нулевой координаты положение инструмента на заданной оси
В большинстве станков используется один концевик на ось, и это датчик нулевого положения. Лимиты движения по осям задаются программно.
Первое, что нужно сделать, когда мы включаем станок — это отправить его в «дом» или позицию нуль. Моторы приводят в движение каретки станка по координатам до концевиков, и встает в так называемое домашнее положение.
У концевиков есть погрешность повторяемости, которая обычно определяется конструкцией датчика и используемыми компонентами. Это значит, что каждый раз отправляя станок в «дом», оси останавливаются с некоторым отклонением, предположим с погрешностью в 0.1 мм. Если нам нужно поставить станок на паузу, или вообще выключить его, а потом продолжить работу, то данная погрешность может в последствии сказаться на качестве изготавливаемого изделия.
Допустим, мы выключили станок на ночь, и включили утром, что бы продолжить работу. Отправив станок в дом, мы получили отклонение по оси 0.1 мм. Единственный возможный вариант — вручную перенастраивать станок с помощью щупа, что отнимает значительное время.
Единственный способ свести на нет большую погрешность — использовать более дорогие датчики. Наименее точными считаются механические концевики, открытые оптические — поточнее. Так же возможно использование в качестве концевика датчика Холла, который дает погрешность порядка 0.01мм.
Что ж, а на этом у нас все! Надеемся статья была Вам полезна.
Приобрести станки с ЧПУ, 3 D принтеры, расходные материалы к ним и другое оборудование, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!

Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф — станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
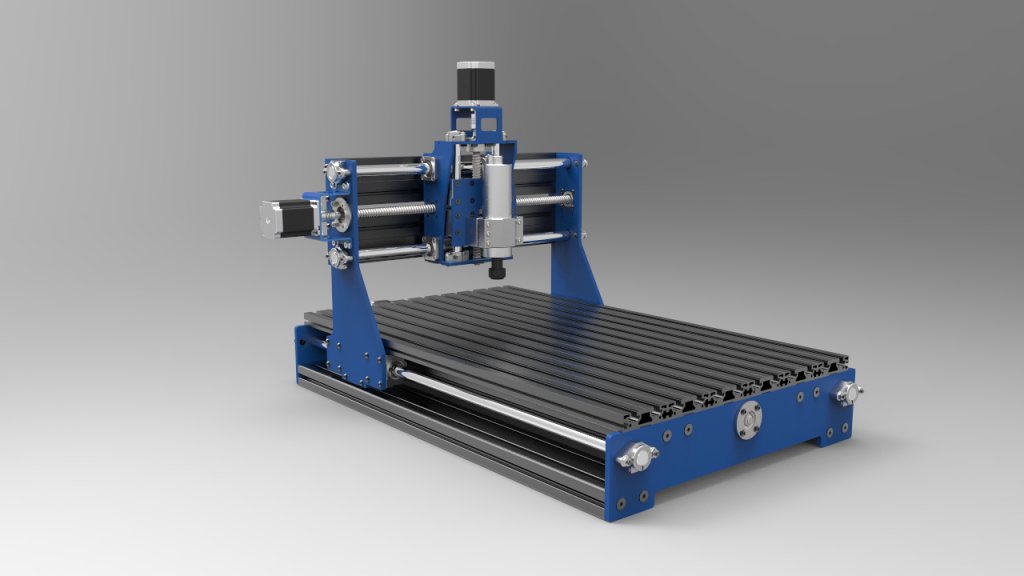
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ». После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
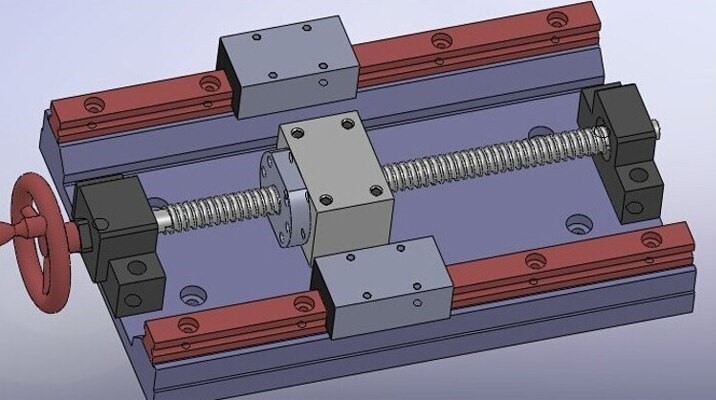
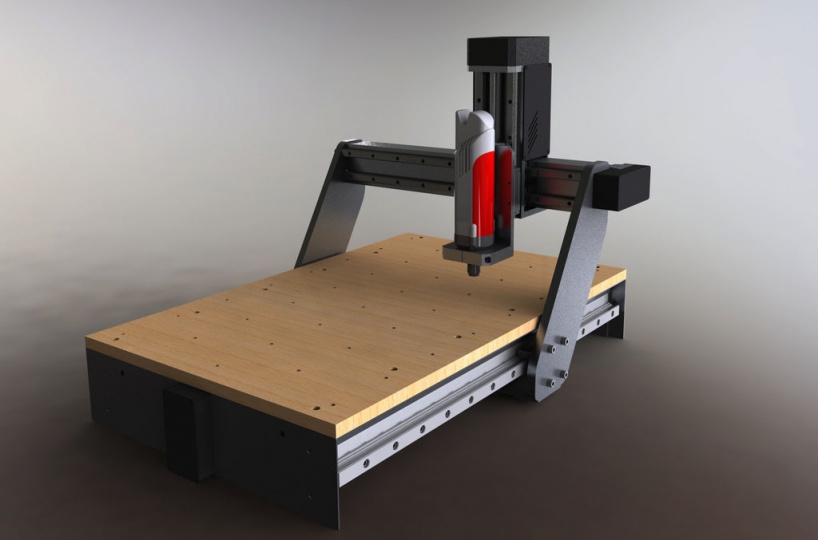
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
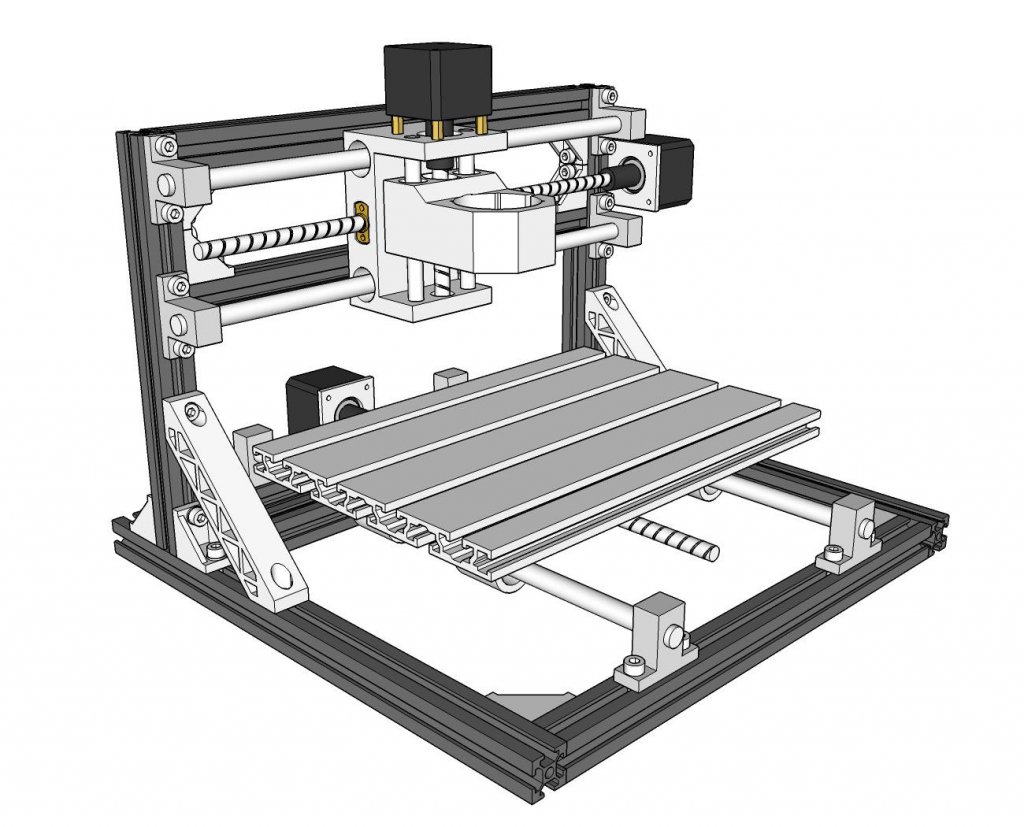
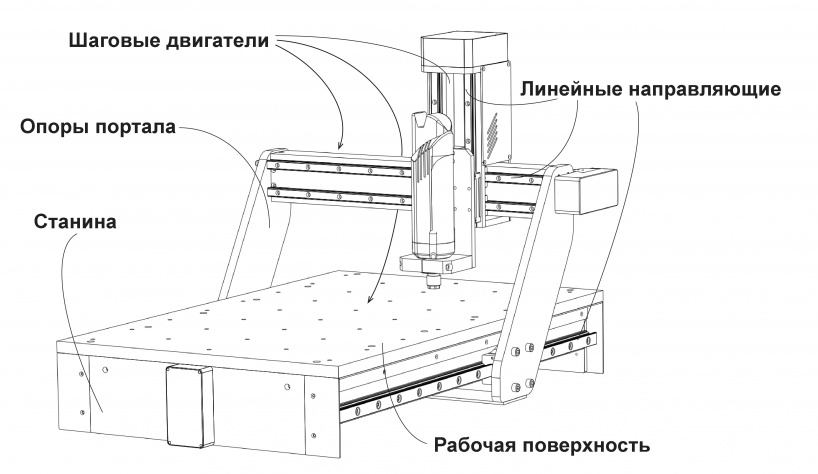
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Электрические схемы станков
Работа современного металлообрабатывающего оборудования, в особенности станков с ЧПУ и гибких производственных систем на базе ЭВМ немыслима без создания схем нового электрооборудования со значительно улучшенными показателями.
В соответствии с Единой системой конструкторской документации схемы электрооборудования станков подразделяются на:
- структурные, определяющие основные части электрооборудования, их состав и взаимосвязь;
- функциональные, разъясняющие определенные электрическиепроцессы, протекающие в отдельных узлах или во всем электрооборудовании станка;
- принципиальные, определяющие полный состав элементов и связей между ними и, как правило, дающие детальное представление о принципах работы электрооборудования;
- соединения (монтажные), показывающие, как и с помощью чего соединяются составные части электрооборудования и элементы, а также места их присоединения и ввода;
- подключения, показывающие внешние электрические связи;
- расположения, определяющие относительное расположение составных частей электрооборудования, а также проводов, жгутов и кабелей.

Рис. 1.1. Принципиальная электрическая схема силового электрооборудования станка
где: М1 — двигатель привода шпинделя, М2 — двигатель транспортера стружки, МЗ — двигатель насоса охлаждения, М4 — двигатель ускоренного переме¬щения, М5 — двигатель привода подач.
Все электрические схемы выполняются без соблюдения масштаба и действительного расположения отдельных элементов.
В состав основной технической документации станков чаще всего включаются принципиальные электрические схемы и схемы расположения электрооборудования.
На принципиальной схеме изображаются все элементы электрооборудования для осуществления и контроля заданных процессов. Обычно силовые цепи размещают слева и выделяют жирными линиями, а цепи управления — справа и выделяют более тонкими линиями. При составлении схемы полагают, что электрооборудование находится в отключенном положении. Элементы, входящие в состав электрооборудования, показывают условно, и каждый из них имеет свое позиционное обозначение, составленное из букв (например, электродвигатель—М) и порядкового номера (М1, М2,…).
Пример выполнения электрической принципиальной схемы силового электрооборудования станка приведен на рис. 1.1.
На схемах расположения элементы и устройства, относящиеся к электрооборудованию, изображаются в масштабе, а соединительные провода и кабели — упрощенно одной линией.
Схемы расположения электрооборудования выполняются как для станций и пультов управления, электрошкафов, так и для станков и их отдельных механизмов. На рис. 1.2 показан пример выполнения схемы расположения элементов электрооборудования на панели станции управления. На схеме указывают размеры панели, ориентировочные расстояния между элементами, их габаритные размеры, назначение которых объясняется их позиционным обозначением.
Необходимо отметить, что чтение схем современного электрооборудования станков довольно затруднительно. Это связано с тем, что в них наряду с традиционными электромеханическими устройствами (электродвигателями, пускателями, контакторами, реле и т. д.) имеются сложные средства автоматики, вычислительной техники и другая микроэлектронная аппаратура, содержащая в себе огромное количество элементов.
Хотя электрооборудование различных групп станков имеет много общего — элек троприводы, защита,блокировки, системы управления различается своими особенностями для разных станков, которые рассмотрены ниже.
 Рис. 1.2. Схема расположения элементов электрооборудования на панели станции управления
Рис. 1.2. Схема расположения элементов электрооборудования на панели станции управления
Составление электрических схем для станков с ЧПУ
Собрав механическую часть станка, для умельца наиболее сложным моментом останется блок управления ЧПУ с приводами и ШД, который надо грамотно укомплектовать и затем смонтировать по схемам.
Работа любого современного оборудования, в том числе и металлообрабатывающих станков с ЧПУ, невозможна без электрического тока.
Поэтому, помимо механической части устройств, обязательно наличие и электрической. Она выстраивается по определенной схеме.
Различают такие виды электросхем:
- структурная, которая определяет взаимосвязь частей электрооборудования;
- функциональная, определяющая электрические процессы в отдельном узле, полностью для чпу станка;
- принципиальная, в которой отражены все элементы, дается представление относительно принципа работы;
- соединения монтажного плана для подключений к электросети;
- расположения частей электроустройств, проводниковой и кабельной продукции.
Техническая документация устройства обычно содержит принципиальную электросхему и схемы расположения электрооборудования. Ее выполняют, не придерживаясь масштаба и не указывая, как в действительности расположены отдельные элементы.

Общие требования к составлению электросхем
На электрических схемах станка с ЧПУ (речь идет про принципиальные) обычно изображают каждый элемент электрооборудования, участвующий в технологическом процессе или контролирующего его течение. Принято слева размещать силовые цепи, обозначая жирной линией, а для цепей управления место на схеме – с правой стороны они изображены в виде тонкой линии. Составляя схему, условно считают, что все элементы цепей в отключенном состоянии.
У элементов – схематическое представление, им даны позиционные обозначения в виде букв. В случае одного электродвигателя – М, а если их несколько – М1, М2, М3 (в буквенном и числовом выражении). Если строят схемы расположения, на них (в масштабном изображении) фиксируют все, что относится к электрооборудованию. Там, где место для элементов соединения – проводов и кабелей, – тонкая линия. Такие схемы строятся, изображая конкретные узлы фрезера, их имеет электрошкаф и пульт управления станком.
Как пример схемы силового оборудования устройства с числовым управлением, можно представить такую:

Современное электрооборудование имеет весьма сложные схемы, и читать их не всегда просто. А объясняется ситуация тем, что помимо электродвигателей, реле, пускателей и контакторов, станок включает немало автоматических средств, вычислительную технику, блоки микроэлектронной аппаратуры. Разные станки, в совокупности, имеют общий электрический компонент и, в то же время, отличаются особенностями функционала блоков.
Особенности электросхемы фрезерного станка 6Р82
Попробуем разобраться с электросхемой горизонтального консольно-фрезерного cтанка 6Р82. Она представлена следующими блоками:
- питающей сетью с напряжением 380 В, переменным током с частотой 50 Гц;
- цепями управления с напряжением 110 В (переменный ток); 65 В (постоянный ток);
- местным освещением с напряжением 24 В;
- номинальным суммарным током одновременно работающих электродвигателей 20 А и номинальным током устройств защиты 63 А.
В технической документации сформулированы пределы использования оборудования на станке относительно мощности и силовых нагрузок. Если шпиндель агрегата совершает больше 63 об/мин, то пределы использования главного привода ограничивает лишь номинальная мощность электродвигателя.
Нужно назвать и основные компоненты электросхемы фрезерных станков: ШД с драйверами, платы интерфейса, компьютеры или ноутбуки, блоки питания и кнопка для аварийной остановки станка.
Вариант самостоятельной сборки
Для того, кто выполняет сборку чпу станка своими руками, есть другой вариант установить электрику на станках. Можно приобрести готовый набор, в котором есть три двигателя Nema и столько же драйверов, которые подходят к ним; трансформатор понижения для питания цепи управления и платы коммутации для блока питания (36 В). Можно использовать и другие наборы, собирая станок самостоятельно.
Электронику станка следует выполнить на одной плате. Туда же подключают, применяя разъемы и клеммники, всю совокупность внешних элементов:
- ШД, концевые выключатели по каждой оси;
- розетка для включения главного привода (можно DREMEL 300);
- вентилятор, взятый от мини-пылесоса, трансформатор для блока питания;
- разъем, обеспечивающий соединение с ПК посредством LPT порта.

Почти все комплектующие несложно извлечь из старых компьютерных плат, Спектрумов – первых ПК, а также вышедших из употребления сетевых коммутаторов.
Схема предусматривает блок управления ЧПУ (программное включение шпинделя), изобилует дополнительными подключениями инструментов и датчиков. К компьютерному порту LPT контроллер ПУ подключают посредством стандартного кабеля. Для электроники станка не требуется принудительное охлаждение, она не нагревается.
Вся электроника для ЧПУ располагается в нише на задней стороне станка и закрывается панелью от пыли и грязи.
Практические советы по второй части сборки
Занимаясь электроникой при сборке ЧПУ своими руками, нужно правильно выбрать источники электропитания. Например, для ШД можно использовать блок на 12 В и ток 3А. Блок с напряжением 5 В с током 0.3А нужен, чтобы запитать микросхемы контроллера. Как выполнить расчеты блока питания? Есть простая формула – 3х2х1=6А, где 3 – количество задействованных ШД (по осям Х, Y и Z); 2 – число запитанных обмоток, 1 А – сила тока.

Конструкцию управляющего контроллера, по весьма простой принципиальной схеме, можно собрать из трёх микросхем, и он не нуждается в прошивке. Поэтому, хороший фрезерный станок ЧПУ способен сам создать человек, слабо разбирающийся в электрике и электронике.
Управляет ШД драйвер, – усилитель на 4 канала. Он сделан из 4-х транзисторов.
Применяют и варианты серийных микросхем, типа ULN 2004 (на 9 ключей), сила тока 0,5 – 0,6А.
Посредством программы vri-cnc драйверами можно управлять. Нужно только на официальном сайте найти инструкцию, как ее используют. Для общего управления станком используют программы Kcam и Mach3, которые различают разные форматы файлов фрезерного процесса и сверловки.
Новые подходы к комплектации станков
Только надежное оборудование с простым управлением обеспечит высококачественное фрезерование или гравирование поверхностей деталей и заготовок.
Например, строгальный станок по дереву ЧПУ winner pro строгает любые породы по всем четырем плоскостям заготовки, производит разнообразные виды профиля. Что в нем особенно хорошо, так это принцип построения по модулям. Это значит, что есть возможность менять характеристику оборудования, максимально адаптируя к нуждам заказчиков.
В каждой серии станочного оборудования реально внедрять модификации, которые отличаются количеством шпинделей, имеют различную мощность электродвигателей, а значит и скорость подачи заготовок. Заказчик имеет возможность заказать компоновку станка, в соответствии с потребностями, с новой электрической схемой.

Поэтому перед подключением станка к системе питания, лучше проверить, точно ли соответствуют ли параметры характеристикам сети. Это прямая обязанность электрика. Требуется трехфазная сеть с напряжением 380 В и частотой 50 Гц, обязательно заземление. Кабели питания (с сечением не меньшим 16 мм) подводятся к оборудованию в трубе или металлорукаве, чтобы при работе его не повредить.
Такой станок с ЧПУ – лучшее из того, что создано сегодня. Он обеспечивает качественное фрезерование и гравировку поверхностей деталей, высокую точность обработки заданных программой элементов (команда G601 для активации шага имеет место только при точном позиционировании).
Заключение
Хорошее знание электросхем, чтение чертежей – эти задатки должны быть у всех, для кого числовое и программное управление не броское словосочетание, но ежедневная работа по электрообеспечению программируемого оборудования и роботизированной техники.
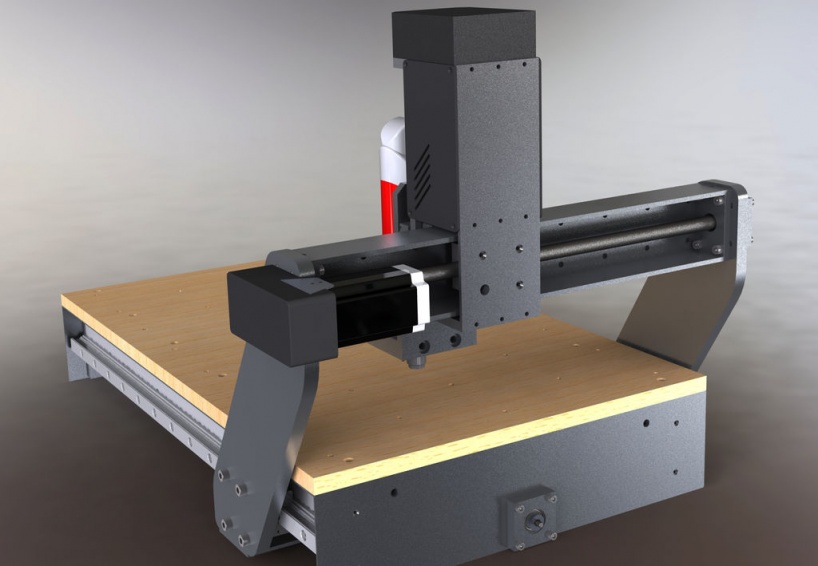
Самодельный станок с ЧПУ
Р. Ветров
vetrovroman [a] mail.ru
Разработанный и изготовленный самостоятельно станок с ЧПУ может выполнять механическую обработку (сверление, фрезерование) пластмасс, текстолита; гравировку по стали. Станок может использоваться как графопостроитель, можно рисовать печатные платы.

Точность агрегата 0.0025 мм на 1 шаг, но по факту (с учетом неточности изготовления узлов станка, зазоры в узлах, в паре винт- гайка) точность составляет 0.1 мм. Станок без обратной связи, т.е. положение инструмента отслеживается программно, за точность перемещения отвечают шаговые двигатели.
Станок подключается к компьютеру через LPT порт, работает под Windows 98 и XP.
Механическая часть
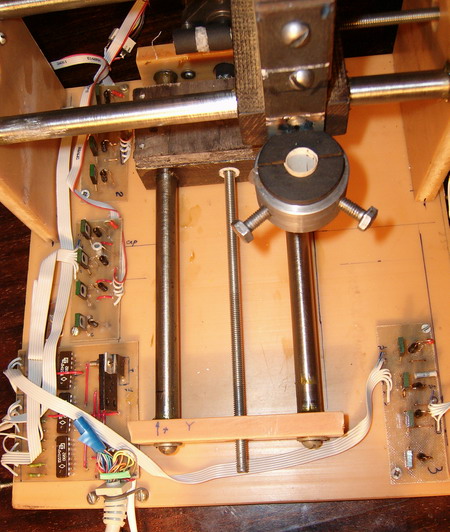
Корпусные части станка выполнены из винипласта б=10мм. Направляющие – круглые, шлифованные прутки. Суппорта выполнены из текстолита (с отверстиями под направляющие). Винт – шпилька с резьбой М6 (шаг t=1мм). Гайки фторопластовые (позднее были заменены на бронзовые т.к. при таких размерах потери на трение в бронзовой гайке меньше).
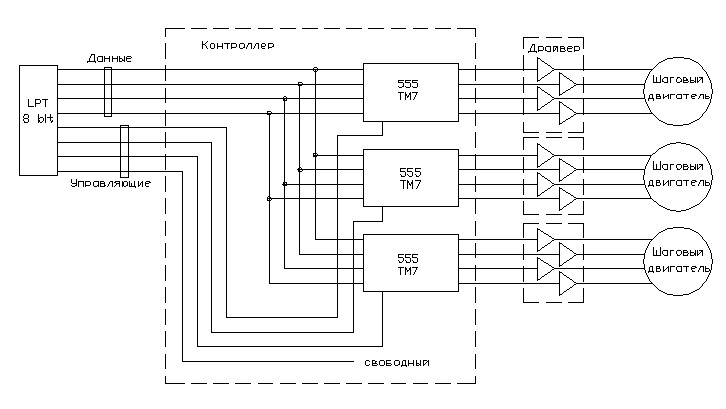
Электрика
Электрику можно разделить на три части:
- Блок питания.
- Контроллер
- Драйвер.
12 В 3 А – для питания шаговых двигателей и 5 В 0.3 А для питания микросхем контролера.
Контроллер: Разработанный контроллер может обслуживать до 32 (в моей схеме 3) шаговых двигателей последовательно, т.е. одновременно может работать только один двигатель. Параллельная работа двигателей обеспечивается программно. Контроллер управления шаговыми двигателями собран на микросхемах 555TM7 серии (3шт). Не требует прошивки.
Электрическая схема контролера:
Описание и назначение выводов разъема порта LPT.
Также можно использовать серийные микросхемы (stepper motor driver), например ULN 2004 (9 ключей) на 0.6А.
Т.е. для подачи на второй двигатель сигнала 0101 необходимо подать разрешающий сигнал на второй ТМ7 т.е. выдать в порт LPT сигнал:
Шаговые двигатели
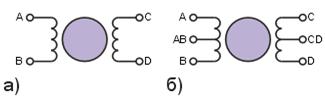
Используемые в станке шаговые двигатели от 3,5″ дисководов (12 В, 0.6 А), но можно (и нужно) использовать более мощные, например от принтеров (24 В, 5 А). Схем подключения шаговых двигателей (распайка) в Интернете навалом, а также описание принципа их работы вы найдете сами.
Мне попались двигатели с 5 концами (униполярный см. рис.б) их подключение проще. Управление биполярным двигателем (а) сложнее, в настоящий момент ведется разработка и испытание драйвера для него.
Программа для управления станком с ЧПУ (программа для управления шаговыми двигателями) также является моей собственно разработкой. Опять выражаю благодарность Кичаеву Константину за то, что поставил меня на путь истинный, а именно объяснил что такое Delphi, а первая программа была разработана под Q-Basic и работала только в Win 98. Предлагаемая программа работает и под Win 98 (95) и под XP.
Принцип работы: Рисуется в AutoCad рисунок только линиями (lines) , круги, полигинии, дуги не поддерживаются. Для прорисовки кругов необходимо их обвести маленькими линиями. Файл сохраняется в формате DXF. Запускается программа, открывается сохраненный файл. Рабочий инструмент (перо, сверло и т.п.) выставляется в «ноль» — вкладка «ручное перемещение»

Также возможна работа с файлами Sprint-Layout формата Gerber (RS274-X) или G-код. Т.е. рисовать и сверлить платы разработанные в программе Sprint-Layout.
Другое применение станка и программы
Можно навесить выжигатель по дереву. Прикольно получается. Есть много программ преобразующих растровую графику в векторную. Выбранный рисунок можно нанести на CD или DVD. Можно сделать привод для поворота видео камеры или телескопа.
Часто задаваемые вопросы:
> И такой вопрос: видел как-то программы для разработки печатных плат!
> Не пробовал ли ты с ними работать?
Не пробовал. Мне AutoCAD ближе. не вижу смысла (для себя) в других программах. Все можно сделать в AutoCAD. Кроме трассировки. Моя программа работает с dxf форматом, который поддерживается множеством программ работающих с векторным форматом (Corel Draw, 3D MAX) . Из всех возможностей поддерживаются (пока) только Lines и point (сверление). Другие примитивы (и различные свойства примитивов) из файла игнорируются (пока, если кому надо могу добавить).
> Я хотел узнать немного по электронике, я использовал драйвер
> ULN 2308 , и один двигатель, после запуска программы и
> в ручном управлении двигатель просто дрожит и не поворачивается,
> двигатель и драйвер заведомо исправны, обмотки подключил правильно,
> при подаче в порт сторонней программой такую последовательность
> 1000,0100,0010,0001, двигатель делает 4 шага. Подумал что в вашей
> программе другая последовательность менял обмотки в разных комбинациях
> результат тот же.
В моей программе используется полу шаговый режим, последовательность такая (на первый двигатель)
1бит. 8 бит LPT
10001000
11001000
01001000
01101000
00101000
00111000
00011000
10011000 затем повтор.
шестая единица «горит» постоянно т.к. управляем первым двигателем если управляем вторым то
10000100
11000100
01000100 .
Необходимо проверить подключение обмоток двигателя.
> В чем может быть дело может просто двигатель на той частоте которая
> установлена в demo версии программы не
> успевает проварачиватся?
Вполне возможно, в demo версии я «залочил» среднюю скорость. Там стоит 0.5 мм/сек = 0.5 об/сек т.е. если у тебя двигатель не
поддерживает такую скорость то его можно выкинуть т.к. это для станка очень медленно. у меня мах для двигателей 2.8 мм/сек =2.8 об/сек на 3 уже пропуск шагов. Сейчас доступна версия 6.0, в ней исправлены ошибки, улучшена проверка LPT порта. (меню настройка) попробуй там в ручную проверить доходят ли сигналы до двигателя. с помощью введения комбинации (см.выше) определи фазировку обмоток.
> Мне не очень понятна схема подключения контроллера к
> LPT порту, соответствуют ли цифры на схеме — выводам LPT порта, или я
> ошибаюсь?
Соответствует. Но нумерация разъемов российских и импортных не совпадает! У меня указанна импортная.
>У вас на сайте выложена схема контроллера, будет ли работать с
>программами типа Кcam4, Mach3, и подобными, или только с вашими
>программами.
Я не знаю этих программ. Но работать не будет на 99.9% т.к. система сигналов придуманна мной. Шаговыми двигателями я управляю программно, а других за это отвечает контроллер, которому дается команда + — 1 шаг.
> и можно еще вопрос: насколько мощные двигатели от дисковода.
у меня стоят винты (ходовые) м6х1 т.е. 1об = 1мм. все зависит от этого (передаточного отношения). Мой станок фрезерует текстолит б=1мм фтезой 3мм. Сверлить можно текстолит сверлом до 5мм.
Схема ЧПУ станка
Схема ЧПУ станка
- 06.08.2019 Электроникакомментариев 20
Схема подключения ЧПУ
Когда я решил делать домашний ЧПУ станок , мне понадобилась схема ЧПУ станка. Но в интернете я не нашёл схемы станков ЧПУ. Так как к моему сожалению, всё что я находил было фрагментировано. Потому что информация была не полная. Поэтому на страницах своего сайта я буду выкладывать всё, что я сделал. Так что можно будет без проблем сделать обычный станок на три оси. Возможно и вы искали описание как сделать ЧПУ станок своими руками
Я нарисовал и конечно проверил работу схемы чпу. Так как в силу своих привычек и специальности я привык к работе по схемам. Схема ЧПУ станка особо ничем не выделяется. Но есть некоторые особенности. Возможно кто то уже делал так и до меня. Но я ничего не находил в интернете.

Принципиальная схема ЧПУ. Описание.
Приступим к описанию схема ЧПУ станка. Если лень читать, то посмотрите видео на канале железкин электроника ЧПУ станка .Схема.В схеме для управления станком с ЧПУ используется интерфейсная плата ЧПУ синего цвета. Но возможно применение и другой подобной этой плате. Так как практически все они одинаковые. Возможно, и даже лучше если вы найдёте плату без оптронов на выходе. То есть выхода платы для подключения драйверов без оптронов. Потому что как раз вот эта развязка и влияете на пропуск шагов. Но вы учтите, что вход LPT порта должен быть развязан с компьютером через оптроны.
Я использовал в своём станке драйвера шагового двигателя TB6600. Потому что это не дорогие и не плохие драйвера. Лучше конечно поискать что то другое. Но на тот момент я не имел достаточно средств.
На схеме я всё понятно нарисовал как подключать драйвера. Поэтому на этом не будем останавливаться. В качестве блоков питания я использовал уже готовые источники. Но приведённые на схеме блоки питания вполне работоспособны. Источники 5 вольт и 12 вольт должны длительное время держать токи 1 ампер и 500 ма соответственно. Для питания шаговых двигателей не менее трёх ампер. Лучше посмотрите параметры на свои шаговые двигатели. Внимание! Минусовые провода +5 в и +12 не соединять вместе. Так как они должны быть гальванически развязаны. +5 это питание микросхем платы. А +12 вольт необходимо для питания оптронов на входной колодке и ШИМ. К которой подключаются концевики и другие входные устройства.
Подключение частотника к плате не требует объяснения. Так как всё понятно из схемы. Но учтите, что все частотные преобразователи разные и перед подключением посмотрите паспорт. По оси Y я использую два шаговых двигателя. Но подключил я оба двигателя к одному драйверу. Смотрите схему, на которой все цвета соответствуют подключению.
Подключение концевых выключателей ЧПУ
Ну вот я и подошёл к главному, что требует объяснения. Левая колодка служит для входных сигналов. Как вы видите, концевые выключатели ЧПУ и выключатели баз подключены к разным клеммам. Но все они имеют последовательное соединение. Особенностью являются параллельное соединение базовых выключателей по оси Y. На канале железкин я выложил видео Подключение концевых выключателей чпу
Так как по оси Y я использую двигатель Nema 17 два штуки, возможно нарушение синхронизации. Для этого я и поставил два концевых выключателя ЧПУ. Один концевой с левой стороны. Второй концевой с правой стороны. При нажатии на кнопку возврат в базы, ось Y остановится только когда будут разомкнуты оба выключателя. Если есть нарушение синхронизации, то левый и правый ШВП поставят ось Y в своё начальное положение не сразу. Сначала подойдёт одна из сторон, а потом другая. Так вот, пока отстающая сторона не достигнет своего положения, нажатия на концевой не будет. А будет продолжение движения до нажатия на концевые выключатели ЧПУ. Таким образом устраняется нарушение синхронизации.
Подключение концевых выключателей ЧПУ осуществляется к контакту Р 13 платы. Как и базовые они соединены последовательно. Но к контакту Р 13 я подключил ещё и кнопку, которую назвал «откат». Для чего она нужна? Потому что при работе станка возможны выходы за границы рабочего поля. Так как в таких случаях невозможно будет вывести ось в рабочее положение из за нажатого концевого выключателя. Поэтому придётся сначала освободить концевой от нажатия. Это возможно сделать разными способами. Но всё это долго и не очень удобно. Вот поэтому я и поставил такую кнопку.
Заключение.
Кнопку я подключил параллельно с концевыми. При выходе оси за пределы достаточно нажать на кнопку, и не отпуская её вывести ось в рабочее положение. Другими словами кнопка при нажатии шунтирует работу концевых Остальное я думаю не требует пояснений. В настройках программы я сконфигурировал концевые и базы таким образом. При нажатии на кнопку принять базы, концевые подключенные к Р 11 работают как базовые. Но при выполнении программы эти же концевые ЧПУ будут выполнять функцию аварийных концевых. По настройке программы можно почитать в моей статье, а также на канале Железкин в ютуб есть видео схема ЧПУ станка. А так же много по чпу и другим самоделкам.
Ответ на комментарий Евгения.
Подключение индуктивного датчика к контроллеру
У Вас нормально разомкнутые датчики, поэтому надо подключить индуктивный датчик к разным входам на плате. Потому что входов на плате мало, поэтому сделайте подключение к разным контактам только базовых. Но помните,что они же будут концевыми по этим осям (x+ y+ z+) . Подключение концевых выключателей по x—,z—,y— сделайте последовательно и подключите к одному пину.
На каждом индуктивном датчике поставьте сопротивление по 1к-2.7к, между проводами чёрного цвета и синего.Концевые по минусу движения осей соедините последовательно, как на схеме ниже.
 схема подключения индуктивного датчика
схема подключения индуктивного датчика
коричневый плюс (+),синий GND,чёрный сигнальный
Например вариант конфигурации:
X Home 11,он же концевик по x+. провод чёрный
Z Home 12,он же концевик по z+. провод чёрный
Y Home 13,он же концевик по y+. провод чёрный
x—,z—,y— к контакту 15,соединение трёх датчиков последовательное. Как на схеме выше.
Какие настройки сделать в мач3
Синий GND подключите к контакту GND на интерфейсной плате, но именно на колодке входных сигналов. Коричневый плюс (+) подключите к контакту +12-24 на интерфейсной плате.В меню настройка (mach3) (Config) выберите порты и контакты (ports and pins). Нажмите на кнопку входящие сигналы (input signals) и Вы попадёте в настройки концевых и баз. В первом столбике Enabled поставьте галочки напротив.
В столбике Pin Number укажите номера контактов к которым подключите датчики.
X Home 11
Z Home 12
Y Home 13
X Home 11
Z Home 12
Y Home 13
x++ 11
z++ 12
y++ 13
x— 15
z— 15
y— 15
В столбике Active Low поставьте галочки напротив выбранных контактов.
Посмотрите видео подключение концевых выключателей на канале Железкин и поймёте суть. Наверное сделаю видео mach3 настройка датчиков.
Евгений спасибо за комментарий, это поможет мне устранить недоработки, допущенные мной. Я к станку не подключал индуктивный датчик, но думаю что я не допустил ошибки.Указывайте на ошибки, я тоже не эксперт.
Задавайте вопросы и я буду устранять недоработки в видео и на сайте.
Скачать схему можно по ссылке с Яндекс диск

