
Станок для производства гвоздей: устройство и принцип работы аппарата
Станок для изготовления гвоздей — особенности и принципы работы
Содержание:
- Особенности станка для изготовления гвоздей.
- Принцип работы станка для изготовления гвоздей.
Гвозди — это не только один из самых старых, но и самый распространенный крепежный элемент. Любое строительство, ремонт, любая деятельность, связанная со сборкой какой-либо продукции, не обходится без гвоздей. Поэтому вовсе не удивительно, что спрос на этот крепеж со временем не уменьшается, а это значит, что производство гвоздей способно принести немалую выгоду.
Чтобы заняться этим бизнесом, достаточно иметь такое оборудование, как станок для изготовления гвоздей. Причем, производство крепежа можно наладить в любом объеме — от промышленных масштабов до изготовления гвоздей чисто для собственных нужд, что не помешает, например, мебельщикам или строителям, которые получают отличную возможность экономить на покупке крепежных элементов. При этом стоимость готовой продукции, то есть самих гвоздей, будет зависеть исключительно от стоимости покупаемых для их изготовления материалов — проволоки, которая изготавливается из низкоуглеродистой стали и продается в бобинах различного веса. Также от этой проволоки будет зависеть и размер выпускаемых гвоздей. Обычный гвоздильный станок способен выпускать гвозди с диаметром до 1 до 6 мм.
Особенности станка для изготовления гвоздей.
Самой главной особенностью, которой обладает станок для изготовления гвоздей, является то, что работает он полностью в автоматическом режиме. Единственной операцией, которую в данном случае приходится выполнять вручную, становится смена бобины с проволокой. Кстати, то, что проволока продается именно в бобинах существенно облегчает весь процесс, так как бобины, закрепленные на специальном держателе станка, просто разматываются, что обеспечивает длительный непрерывный процесс производства.

Все станки для изготовления гвоздей можно разделить на 4 категории:
- станки, способные выпускать гвозди диаметром до 2,1 мм и длиной до 60 мм;
- станки, производящие гвозди диаметром до 4 мм и длиной до 120 мм;
- станки, выпускающие гвозди диаметром до 6 мм и длиной до 200 мм;
- станки, изготавливающие гвозди диаметром до 9 мм и длиной до 320 мм.
Независимо от категории станка все они могут быть названы универсальными, так как способны выпускать гвозди различного типа в зависимости от введенных в начале процесса производства настроек, например, тарные, строительные, финишные или толевые гвозди, гвозди с плоской или конической шляпкой.
Среди других технических характеристик, которыми обладает это оборудование, самыми важными являются:
- вес станка — в зависимости от конструктивных особенностей станок может весить от 800 кг до 2 тонн;
- мощность станка — выбирается на основании планируемого количества выпускаемой продукции и может варьироваться от 3 до 20 кВт;
- производительность станка — в зависимости от категории оборудования станок может выпускать от 100 до 600 штук гвоздей за минуту работы.
Еще одной особенностью этого оборудования, основанной на его автоматическом режиме работы, является то, что мастерам, которые на нем работают, не требуется обладать высокой квалификацией или проходить какое-либо дополнительное обучение. Кроме того, для производства гвоздей не потребуется и большого количества рабочих. Например, в том случае, если производственное помещение оборудовано одним подобным станком, достаточно двух человек для того, чтобы выполнить все этапы работы быстро и удобно.
Принцип работы станка для изготовления гвоздей.
Сам процесс изготовления гвоздей с помощью станка довольно прост и состоит из нескольких этапов.
- В специальное устройство на станке, оборудованное отрезным ножом, поступает проволока того диаметра, которым должна обладать выпускаемая продукция, разматываемая с закрепленной на держателе бобины.
- В устройстве подаваемая проволока режется на куски в зависимости от установленной в настройках требуемой длины гвоздей.
- После этого полученный отрезок проволоки попадает в другое устройство — пуансон, оснащенный ударниками, с помощью которых с одной стороны проволоки формируется шляпка, а с другой стороны — заостренный конец.
- Готовый гвоздь сбрасывается в специальный приемный контейнер с помощью ползуна.

Процесс изготовления гвоздей не прерывается до тех пор, пока на бобине имеется проволока, в результате за одну рабочую смену может быть изготовлено, в зависимости от категории оборудования, до 3 тонн продукции.
Как видите, изготовление гвоздей различного типа — это довольно несложный процесс, требующий вложений только в покупку станка и проволоки, а также в аренду помещения. По технологическим нормам для установки двух подобных станков (и этого будет достаточно для того, чтобы начать довольно масштабное производство) достаточно помещения размером в 50 кв.м. Кроме того, потребуется дополнительное помещение для складирования готовой продукции и проволоки в бобинах — то есть, начало такого бизнеса не требует очень уж значительных средств.
Если же речь идет о не слишком объемном производстве, то достаточно будет одного станка, установить который можно, например, в гараже. Причем, для этих целей вполне можно купить и бывшее в употреблении оборудование, затратив еще меньше денег.
Схема и устройство станка для изготовления гвоздей из проволоки

Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
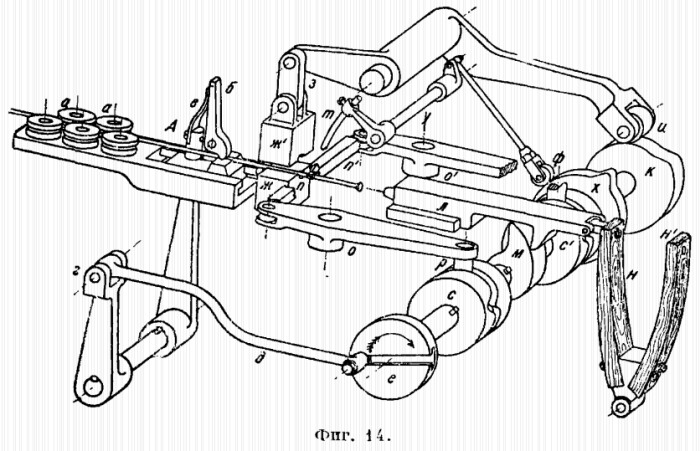
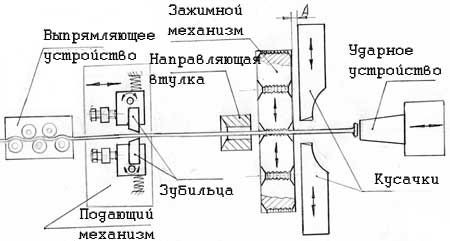
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
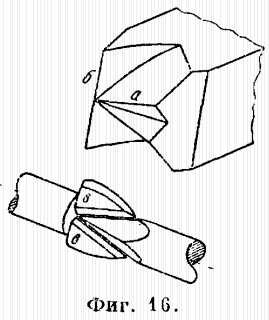
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
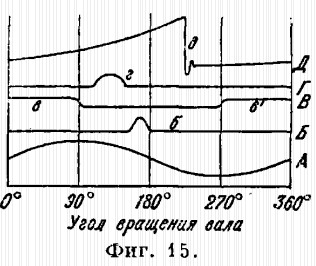
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
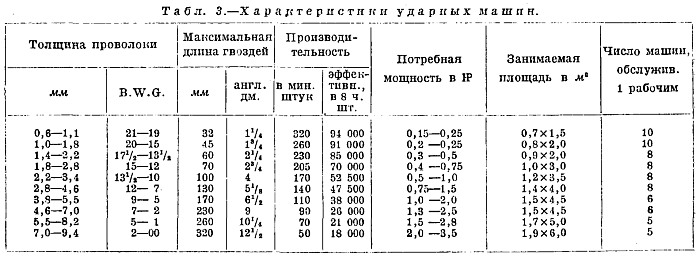
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях

Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.
После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
Производство гвоздей: оборудование и популярные технологии

Производство гвоздей – одна из тех областей, где для организации выгодного дела не нужны большие производственные мощности и технологичное оборудование. В то же время продукция востребована на строительном рынке, сфера применения огромна и в рекламе этот простой продукт не нуждается.
Гвозди – один из самых используемых видов крепежа, так что без покупателя остаться здесь сложно.
Технология и особенности производства гвоздей
Гвозди как продукт – предмет очень простой, тем более, когда речь идет о наиболее распространенных их видах – круглых строительных, обойных, шиферных и так далее. Изготовление дюбель-гвоздей – процесс более сложный, здесь потребуются специальные аппараты и более сложная технологическая линия.
Для большинства же видов изделия технология производства оказывается весьма похожей.
- Основой для них является проволока разного сечения и из разного материала. Предлагается проволока в бобинах, поэтому первый этап изготовления состоит из разматывания и выпрямления материала.
- Затем проволока поступает на роликоправильное устройство – это 2 зубильца, закрепленные в оправки. Зубильца захватывают проволоку и продвигают ее в ударную конструкцию гвоздильного аппарата.
- На гвоздильном станке осуществляется нарезка заготовок по указанным размерам. Для этого проволока вводится в ударное устройство до упора, зажимается и отрезается. Во время обратного движения заготовка освобождается и удерживается втулкой. На месте отсеченного фрагмента на заготовке будет сформирована шляпка. Ударное устройство возвращается в первоначальное положение.
- Формирование шляпки, производство насечек и острия – головки получают с помощью 2 дисков полукруглой формы с канавками. При формировании зажимное устройство фиксирует диски так, чтобы канавки оказались друг против друга, образуя круглое отверстие. За счет него на головке и формируются насечки. Острый конец гвоздя с углом заострения не более 40 градусов образуется автоматически за счет конструкции кусачек.
- Готовая продукция сбрасывается в бункер, отправляется на склад и упаковывается.
В видео ниже рассмотрена технология производства гвоздей:
Что понадобится
Для изготовления изделий потребуется помещение, сырье и производственная база. Все 3 компонента вполне доступны, поскольку процесс производства ни особых условий – давления, влажности, ни сложных технологических операций не требует.
Сырье
 Абсолютное большинство гвоздей производится из низкоуглеродистой стали марки Ст. 1, СТ.2, Ст. 3, Ст. 5, Ст. 10, Ст. 15. Материал изготавливается на любом металлопрокатном производстве, регламентирует параметры проволоки ГОСТ 3283-74. Поставляется проволока в бобинах весом от 0,7 до 1,8 т. Последнее имеет значение не только для стоимости материала, но и для оборудования: при большом весе бобины приобретать аппарат для разматывания придется более солидный.
Абсолютное большинство гвоздей производится из низкоуглеродистой стали марки Ст. 1, СТ.2, Ст. 3, Ст. 5, Ст. 10, Ст. 15. Материал изготавливается на любом металлопрокатном производстве, регламентирует параметры проволоки ГОСТ 3283-74. Поставляется проволока в бобинах весом от 0,7 до 1,8 т. Последнее имеет значение не только для стоимости материала, но и для оборудования: при большом весе бобины приобретать аппарат для разматывания придется более солидный.
Цена варьируется в довольно больших пределах – от 24 до 35 тыс. р. за тонну, так как определяется характером материала и диаметром проволоки для производства гвоздей.
- Например, для изготовления оцинкованных гвоздей можно использовать обычную стальную проволоку, а затем покрывать цинком готовые изделия. Можно поступить иначе и приобрести оцинкованную проволоку. Сырье в этом случае обойдется дороже, но за счет отсутствия такого энергозатратного этапа, как оцинковка само производство будет дешевле. Выбор здесь зависит от поставщика.
- Для производства закаленных гвоздей понадобится высокоуглеродистая сталь, прошедшая термическую обработку. Этот вид сырья намного дороже, да и производство гвоздей обходится недешево. Обычные закаленные гвозди являются лишь побочной продукцией, так как их сфера применения ограничена.
Еще один нюанс – тара. Как правило, упаковывают готовые гвозди в картонные коробки, причем изделия ссыпаются в ящики на последней стадии изготовления.
Про оборудование для производства гвоздей, его цену, погорим ниже.
Оборудование
Мини-цех по изготовлению гвоздей можно открыть даже в помещении обычного гаража, настолько компактно соответствующее оборудование. Самая простая производственная линия состоит из 2 модулей.
- Тельфер – устройство для разматывания бобины. Самый простой ручной аппарат с грузоподъемностью до 2 тонн стоит около 20 тыс. р. и считается достаточным для небольшого производства. Автоматический обойдется дороже.
- Проволочно-гвоздильный автомат или станок (или мини-станок для производства гвоздей) – выпускается множество самых различных аппаратов, ручных и многофункциональных. Здесь выбор зависит от объема предполагаемого производства и от вида гвоздей. Чтобы не ошибиться при рассмотрении вариантов, учитывают следующие факторы:
- мощность – колеблется от 3 до 20 кВт, что является определяющим для объема готовой продукции;
- возможность изготавливать гвозди разной длины – от 12 до 32 мм;
- возможность работать с проволокой разного диаметра – от 1,2 до 9 мм. Эта опция значительно расширяет ассортимент;
- скорость производства – в среднем составляет диапазон от 100 до 600 изделий в минуту;
- регулировка диаметра головки позволяет выпускать разного вида гвозди – финишные, строительные, толевые и так далее;
- вес – это имеет значение при выборе помещения. Устройство массой в 0,7 тонн можно расположить и в гараже, но аппарат весом в 2 тонны потребует прочного бетонного фундамента.
- Резьбонакатная машина появляется на линии, если предполагается выпуск винтовых гвоздей разного рода. Аппарат управляется контроллером и осуществляет накатку согласно заданным параметрам.
Потребуется специальный модуль и в том случае, если готовые изделия покрываются дополнительным слоем – латунью, медью, цинком. При достаточно больших объемах производства оказывается более выгодным оцинковывать изделия на месте, чем использовать готовую проволоку.
Цена станка для производства гвоздей зависит от всех перечисленных факторов, а также от страны-производителя. Оптимальным на сегодня считается продукция тайваньского производства. Диапазон цен весьма широк – от 350 тыс. р. до 900 тыс. р. Оборудование уже бывшее в употреблении можно приобрести по куда меньшей цене – от 120 тыс. р. Можно попытаться также изготовить станок для производства гвоздей своими руками.
Теперь вы знаете, сколько стоит станок для производства гвоздей, далее вы найдете модель бизнес-плана по производству, которая по отзывам наиболее приемлема.
Это видео расскажет, что такое станок для производства гвоздей:
Изготовление как бизнес
Судя по отзывам изготовителей в этой сфере сложность организации предприятия средняя. Большинство трудностей связаны не с оборудованием и установкой самой промышленной линии, а с документальным оформлением и регистрацией. Последняя является обязательной, поскольку оптовые закупщики не соглашаются сотрудничать с предприятиями, не имеющими регистрации.
Необходимое
 Организация бизнеса потребует довольно простой последовательности действий.
Организация бизнеса потребует довольно простой последовательности действий.
- Выбор продукта – видов гвоздей существует много, и для разработки плана важно знать, какие именно изделия предполагается выпускать. От этого зависит и характер сырья, и мощность станка, и возможности технологической линии по производству гвоздей.
- Регистрация формы ведения – выбор здесь невелик: частный предприниматель или общество с ограниченной ответственностью. Также нужно выбрать систему налогообложения. Наиболее частый выбор – УСН, то есть, 15% от прибыли. В этом вопросе понадобится консультация юриста.
- Выбор помещения – требования к нему минимальны. Для размещения и обслуживания 1 гвоздильного станка потребует 15–20 кв. м. Второе условие – качественная электропроводка. Для работы большинства аппаратов требуется сеть в 380 В. Также нужна дополнительная площадь для хранения сырья и складирования продукции.
- Приобретение оборудования, соответствующего проекту.
- Наем персонала – для обслуживания станка достаточно одного обученного человека. Предпочтение отдается физически крепким лицам: такая работа требует физических усилий.
- Поиск покупателей – лучшим вариантом являются оптовые покупатели, особенно постоянные: строительные компании, строительные магазины, оптовые базы, предприятия по производству мебели и так далее. Поиск производится разными методами: от рекламы в СМИ до «холодных звонков».
Окупаемость
Рентабельность бизнеса по производству гвоздей определяется востребованностью продукции в данном регионе и стоимостью сырья. Несмотря на среднюю заполненность рынка, конкуренция здесь довольно велика.
Первоначальная смета включает следующие расходы:
- стоимость оборудования – зависят от мощности и функциональности аппаратов, их количества и разнообразий ассортимента. Снизить затраты можно, приобретя подержанные станки. В среднем цифра составит 400–550 тыс. р;
- аренда помещения – зависит от региона, но, как правило, укладывается в 15 тыс. р. в месяц;
- закупка сырья – в том числе и тары. Сумма зависит от характера материала, обычно это 25–35 тыс. р. за тонну;
- регистрация предприятия;
- оплата работы персонала.
Средний срок окупаемости составляет 6 месяцев. На практике все зависит от налаженного сбыта. При условии продажи всей продукции и производительности цеха в 4,0–4,5 тонн в месяц, окупить первоначальные затраты можно за год, значит, рентабельность предприятия составит 29%.
Производство гвоздей – довольно перспективный вариант для малого и среднего бизнеса, поскольку этот вид крепежа всегда востребован на рынке. Однако успешность предприятия определяется не только видом продукции, но и востребованностью в регионе и стоимостью сырья.
Бизнес-план по производству гвоздей рассматривается в этом видеоролике:
Какой станок для производства гвоздей выбрать?

Многие начинающие предприниматели в поисках небольшого производства, выбирают бизнес по изготовлению гвоздей. Гвоздь — это крепёжное изделие, которое не заменимо в любом хозяйстве и используется повсеместно, а значит имеет широкий рынок сбыта. Чтобы запустить собственное мини-производство, достаточно приобрести один станок для изготовления гвоздей, а при наличии спроса, можно увеличить объёмы до среднего предприятия.
Принцип работы
Станок по производству гвоздей, или, как его ещё называют, проволочно-гвоздильный автомат, работает по следующему принципу:
- С бобины осуществляется постепенная подача проволоки, необходимого диаметра.
- Специальными ножами производится нарезка заготовки нужного размера и под определённым углом.
- Ударом, либо путём давления, штампуется шляпка.
- С противоположной стороны выполняется заострение метиза.
Процесс производства может иметь отличия. Например, оцинкованные гвозди, должны пройти ещё стадию оцинкования.

Виды станков
Проволочно-гвоздильные автоматы делятся на два вида:
- ударные станки или пресс-машины;
- агрегаты ротационного типа.
Ударные пресс-автоматы — формируют шляпку ударом двух молотов, и не имеют достаточно высокую производительность. Вдобавок, к недостаткам можно отнести сильный шум при работе, и частые поломки. Устройства ротационного типа имеют более высокую производительность и намного тише работают.
Кроме того, станки делятся на высокопроизводительные, мощные и многофункциональные проволочно-гвоздильные автоматы и станки для малого производства небольшими партиями, с фиксированными размерами изготавливаемых деталей.
Агрегаты имеют отличия и по следующим параметрам:
- Мощность — обычно она составляет от 3 до 20 кВт.
- Разная длина готовой продукции — от 12 до 320 мм.
- Быстрота производства — здесь параметр варьируется от 100 до 600 гвоздей в минуту.
- Возможность использовать проволоку различного диаметра — от 1.2 до 9 мм, наличие этой опции, позволяет существенно расширить ассортимент.
- Корректировка площади шляпки метиза, что позволяет изготавливать гвозди разного вида.
- Вес станка — важен при выборе помещения. Аппараты массой до 0.7 тонн можно устанавливать в небольших помещениях, но для устройства весом в 2 тонны необходимо наличие прочного бетонного фундамента.

Для производства в небольших объёмах
Из-за компактности соответствующего спецоборудования открыть мини-цех или малое производство можно даже в помещении от 20 м. кв. Самая простая линия производства состоит из тельфера, устройства для разматывания бобины с проволокой и самого проволочно-гвоздильного станка или мини-станка.
Для маленького цеха, достаточно приобрести аппарат с небольшой мощностью, примерно от 3 до 5 кВт. Аппараты данного вида выпускают около 1 тонны изделий за смену, вместе с тем, у них отсутствует опция регулировки параметров изделия и возможность использовать проволоку разного диаметра.
Гвоздильные автоматы
В крупных предприятиях используются многофункциональные, мощные агрегаты. Мощность таких установок достигает 20 кВт. Они позволяют высокопроизводительно выпускать строительные метизы в большом количестве, любых размеров и разного диаметра. Данное оснащение позволяет получить до 3 тонн готовой продукции за смену.
Популярные модели
Сегодня компании, реализующие данный вид оборудования, представляют широкий модельный ряд проволочно-гвоздильных автоматов. Наиболее популярные из них это:
- АВ4116 — одноударный агрегат, производящий метизы из светлой низкоуглеродистой стальной проволоки с конической головкой, диаметром 2,0 — 4,2 мм, длина изделий колеблется от 13 до 250 мм. Производительность — около 350 ед/мин. Мощность двигателя 5,5 кВт. Стоимость аппарата составляет от 1 104 000 до 1 500 000 рублей.
- К09.117.01 — проволочно-гвоздильное устройство, для производства гвоздей длиной от 13 до 120 мм, диаметром 2,0 — 4,2 мм. Установка обладает высокой производительностью при мощности 5,5 кВт. Цена начинается от 280 тыс. рублей.
- К09.117.02 — высокопроизводительный оборудование, мощностью 5,5 кВт. Выпускает изделия длиной от 13 до 150 мм, используя проволоку сечением не более 5 мм. Производительность колеблется от 250 до 525 ед/мин. Отличительной чертой является наличие регулировки продольного размера стержня. Стоимость К09.117.02 от 180 тыс. рублей.
- Z94-2С — производит метизы длиной 16-50 мм, диаметром 1,2-2,8 мм. При мощности 2.2 кВт, расчетная производительность 300 ед/мин. Стоимость аппарата 200 тыс.рублей.

Дополнительная оснастка
В производстве гвоздей, помимо основного устройства, рекомендуется наличие галтовочного станка. Он необходим для очистки готовой продукции от ржавчины, обсечки и полировки.
Если предполагается изготовление винтовых гвоздей, на линии появляется — резьбонакатная машина.
Часто линия включает в себя упаковочный автомат. Также в роли дополнительной оснастки может быть станок для заточки отрезного ножа.
Рекомендации по выбору
Не следует убеждать себя, что большие станции по производству гвоздей подойдут только для крупных предприятий. Да, законодательством запрещено заниматься подобной деятельностью в домашних условиях, но при желании можно взять промышленную площадь в аренду. Приобрести оборудование можно двумя способами:
- Обратиться к поставщику. Такой подход будет самым надёжным, ведь установка будет новой и с гарантией, а вдобавок компания может помочь с доставкой и установкой, к тому же покупателю могут предоставить сервисное обслуживание. Но это может быть очень затратным.
- Покупка б/у. В этом случае нужно быть очень внимательным и предпочтительней обратиться к специалистам, разбирающимся в данном оборудовании. Вся ответственность ложится на покупателя. Вариант такого приобретения может обойтись на 35-45% дешевле. Самый простой вариант можно приобрести за 100 тыс. рублей.
Часто возникает много споров на тему производителей оснащений, но как показала практика, большая часть оборудования прекрасно справляется с поставленными задачами. Главное приобрести агрегат, производящий актуальную продукцию, а с такой задачей может справиться и мини-станок для производства гвоздей. Рекомендуем посмотреть существующих производителей гвоздей и произвести конкурентную разведку.
Модели проволочно-гвоздильных автоматов и цены
Производство гвоздей может быть очень прибыльным бизнесом, но только при условии, что оборудование для метизов будет работать безупречно в течение длительного срока.
Прежде всего следует приобрести и установить станок для производства гвоздей. Такое оборудование производится как в нашей стране так и за её пределами, поэтому прежде чем принять окончательное решение о покупке. Необходимо узнать все необходимые характеристики такого изделия.
Виды станков для производства гвоздей
Агрегаты отличаются по мощности и производительности. Мощность такого оборудования обычно составляет от 3 до 20 кВт.
Чем выше мощность станка, тем большее количество метизов будет изготовлено за 1 минуту. От мощности оборудования будет зависеть возможность работы с проволокой большого диаметра.

Максимальная толщина гвоздей производимых такими автоматическими установками составляет 9 мм. При этом минимальный диаметр проволоки, которую можно использовать для производства метизов обычно не превышает 1,2 мм.
Прежде чем приобретать оборудование, необходимо также определить максимально и минимально возможный размер производимых метизов. Диапазон длины производимой продукции может составлять от 12 до 320 мм.
Принцип работы проволочно-гвоздильного автомата
Станок по производству гвоздей работает следующим образом:
- В аппарат подаётся проволока необходимого диаметра.
- С помощью специальных ножей проволока разрезается на отрезки нужной длины.
- Заготовка надёжно зажимается и происходит формирование шляпки.
- Осуществляется заострение гвоздя с противоположной стороны.
После полного завершения этого процесса производится выход готовой продукции. В зависимости от размера метизов и производительности автомата, полных циклов за 1 минуту может быть от 100 до 600.

Оборудование для выпуска гвоздей позволяет получить за 1 рабочую смену до 3 тонн готовой продукции. При правильном подходе к организации такого бизнеса, окупить приобретённое снаряжение можно в течение нескольких месяцев.
Популярные модели проволочно-гвоздильных автоматов
Приобретать лучше стоит проверенное временем оборудование, которое уже прошло испытание в реальных условиях работы. Исключением из этого правила, является лишь возможность покупки девайса, от проверенного производителя, который выпустил новую модель станка с улучшенными показателями.
В настоящее время для производства гвоздей применяются следующие модели агрегатов:
1. АВ4118 — одноударный проволочно-гвоздильный автомат, производящий метизы диаметром от 2,5 до 6,3 мм.

Длина изготавливаемых станком гвоздей может составлять от 32 до 200 мм. Оборудование позволяет изготавливать метизы не только из проволоки круглого сечения.
С помощью АВ4118 можно производить гвозди квадратного и винтового профиля. Масса девайса — 4720 кг, мощность двигателя — 11 кВт. Стоимость после ремонта (б/у) 280 000 руб.
2. К09.117.02 — высокопроизводительное устройство для изготовления гвоздей.

Длина производимой продукции составляет от 13 до 150 мм. Максимальный диаметр проволоки — 5 мм. Мощность — 5,5 кВт. Масса — 2900 кг. Цена (б/у) 230 000 руб.
3. К09.117.01 — проволочно-гвоздильный автомат для метизов длиной от 13 до 120 мм.

Диаметр гвоздя от 2,0 — 4,2 мм. Аппарат имеет высокую производительность при общей мощности 5,5 кВт. Питание осуществляется от сети трёхфазного тока напряжением 380 В. Купить б/у агрегат можно за 180 000 руб.
4. АГ4116 — одноударная модель для выпуска гвоздей длиной от 13 до 250 мм. Стоимость (новый) 950 000 руб и б/у 180 000 руб.

Для изготовления метизов применяется проволока гвоздильная сечением 2,0 — 4,2 мм. Производительность оставляет не менее 350 шт/мин.
5. АСГ 4.02 — позволяет изготавливать метизы длиной до 120 мм. Мощность двигателя — 5,5 кВт.

При такой мощности удаётся получить производительность гвоздей до 525 шт/мин. Масса устройства — 2650 кг. Средняя цена — 420 000 руб.
6. Z94-2C — модель проволочно-гвоздильного девайса для метизов диаметром от 1,2 — 2,8 мм. Стоимость от 280 000 руб.

Производительность устройства при номинальной мощности в 2,2 кВт, составляет не менее 350 шт/ мин. Длина производимой продукции от 16 до 50 мм.
7. ТНА 40/120 S-E — чешский станок для изготовления гвоздей, отличается высокой производительностью и качеством продукции.

Можно получить изделия длиной до 120 мм при диаметре используемой проволоки 40 мм.
8. Z4-x — китайский агрегат мощностью 3 кВт производит метизы длиной до 100 мм, в количестве до 300 шт/мин. Вес 1430 кг.

9. E127LYHIA — проволочно-гвоздильный автомат китайского производства. Оборудование позволяет производить высококачественную продукцию.

Станок также отличается низкой шумностью при работе. Длина изготавливаемых метизов составляет от 40 до 110 мм. Мощность двигателя — 4 кВт. Стоимость уточняйте у продавца.
Все перечисленные агрегаты идеально подходят для организации собственного бизнеса, а выбор конкретной модели зависит от необходимой производительности и размеров метизов.
Как правильно выбрать станок
Выбор проволочно-гвоздильного аппарата зависит от многих факторов, но прежде всего следует обратить внимание на следующие характеристики:
- Проволока для выпуска гвоздей может быть использована такого диаметра, который не превышает максимального значения указанного в техпаспорте. Диаметр также зависит от длины метизов. Как правило, чем длиннее требуется получить изделие, тем более толстой должна быть проволока.
- Длина гвоздей — у всех моделей станков имеется ограничение по размеру метиза. Большинство агрегатов позволяют справиться с необходимостью выпуска изделий от 2,0 до 100 мм, но если нужен автомат для более мелких или крупных гвоздей следует внимательно изучить технические характеристики девайса перед его приобретением.
- Производительность — чем больше этот показатель, тем выше прибыль от бизнеса по выпуску стальных изделий. Высокопроизводительные модели, предназначенные для изготовления больших по размеру гвоздей имеют высокую мощность двигателя. Прежде чем открывать такое производства, следует убедиться в том, что проблем с подключением к электрической сети трёхфазного тока не возникнет.
- Изготовление нестандартной продукции — как правило используется стальная проволока круглого сечения, но в некоторых моделях проволочно-гвоздильных автоматов, может применяться квадратное и с винтовой насечкой сырьё. Если необходимо изготовить именно такую продукцию, то следует заранее позаботиться о приобретении станка с расширенными возможностями.
- Возможность регулирования размера шляпки — в том случае, когда требуется изготовить нестандартные изделия с широкой шляпкой такая функция будет особенно необходима.
- Стоимость — приобрести оборудование для выпуска гвоздей можно по цене от 120 тыс. руб. до 1 млн. руб. Цена станка напрямую зависит от его производительности и наличию дополнительных функций, поэтому если имеется финансовые ограничения, то можно начинать бизнес с приобретения небольшого устройства, с постепенным расширением производства посредством направления части прибыли на эти цели.
- Размер и масса — станок для изготовления гвоздей может весить более 5 тонн. При такой массе размеры устройства также будут значительными. Чтобы в предназначенном помещении можно было разместить автомат, необходимо заранее рассчитать его габариты.
Перечисленные критерии выбора являются основными, поэтому прежде чем приобретать станок, следует узнать все его характеристики и соотнести их с теми требованиями, которые будут предъявляться к оборудованию на предприятии.
Заключение
Основным этапом на пути открытия собственного бизнеса по производству метизов является выбор качественного и подходящего по мощности станка. После покупки потребуется его правильная установка и подключение.
Также необходимо будет приобрести вспомогательные устройства и инструменты, и конечно же, расходный материал, благодаря использованию которого можно будет получить продукцию высочайшего качества.
Какими бывают станки для производства гвоздей?

- Особенности
- Обзор видов
- Популярные модели
- Как выбрать?
Производство гвоздей – прибыльная бизнес-идея, но работать она будет только в том случае, если качество крепежного материала будет безупречным. Следовательно, пользователю потребуется специализированное оборудование для производства – станок. На первых порах может быть достаточно и одного, а в дальнейшем можно легко расширить предприятие до средней величины в зависимости от уровня спроса.


Особенности
Разные станки для производства гвоздей имеют ряд особенностей в зависимости от конструкции и принципов своей работы. Мини-станок, используемый для изготовления гвоздей в домашних мастерских, практически полностью функционирует в автоматическом режиме. В таком станке проволока крепится с помощью автоматического держателя и постепенно самостоятельно разматывается, что и гарантирует скорость и качество производимой продукции. Если в конструкции предусмотрена ударная установка, то она ударяет мгновенно, формируя шляпку гвоздя. Другие гвоздильные автоматы с ударным ходом в работе активно задействуют вал.
Решающую роль для накатки играет молоток, делающий шляпки гвоздей и придающий изделиям форму в конечном итоге. Единственным недостатком, помимо высокой стоимости заводских моделей, считается высокий уровень шума во время работы. Если говорить о пресс-автоматах для саморезов и гвоздей, то они к тому же быстро выходят из строя. Ведь решающую роль в конструкции играют именно механические части.
Исправление этого недостатка было выполнено в ротационных станках, где вместо удара роль играет именно давление, а так как недостатков ударного механизма больше нет, то и эффективность работы повышается в разы.


Обзор видов
В целом любой станок или мини-станок может быть одной из двух возможных разновидностей:
- пресс-автомат;
- ротационный агрегат.
Первый относится к устройствам ударного типа и не подходит для массового производства. Такие станки достаточно шумные во время работы, у них часто ломаются важные механические части, их требуется периодически смазывать маслом, для того чтобы они сохраняли свою работоспособность.
Ротационные устройства оснащены высокоточным числовым программным управлением, у них выше производительность и работают они гораздо тише. В зависимости от модели станок может быть мощным, предназначенным для производства большими партиями, или устройством, разработанным специально для малого производства деталей, – в процессе работы уже на начальных этапах фиксируются основные параметры.


Между собой такие станки отличаются по нескольким основным характеристикам.
- Мощность. Этот параметр у фабричных моделей может достигать 20 кВт. Но стоит помнить, что более мощные модели потребуют намного больше производительных ресурсов от мастерской.
- Скорость производства также у всех разная. В среднем фабричный станок на профессиональном уровне может выдавать около 500 или 1000 гвоздей в минуту, все зависит от модели и заявленных параметров.
- Длина готовой продукции тоже может быть разной, и это один из параметров, по которым подбирают станок для мастерской.
- В зависимости от плотности и диаметра проволоки, используемой в производстве, меняется и ширина изделий.
- На некоторых станках можно изготавливать гвозди разного вида. Универсальность модели – один из важных критериев для некоторых фабрик.
- Вес станка также важен, если он выбирается для домашней мастерской. Для обычного пола подойдет агрегат весом до тонны. Для всего, что больше по весу, потребуются специальные условия эксплуатации, иначе пол просто провалится прямо под оборудованием в разгар работы.

На что в итоге падет выбор, зависит от спектра и сложности поставленных задач. В зависимости от этого выбирается и тип оборудования. Для домашней мастерской или небольшого цеха больше подойдет мини-станок с проволокой, мощности в 5 кВт вполне хватит на производство тонны изделий. Может, гвозди в итоге и получатся всего одного типа, но будут по итогу простыми и качественными. Многофункциональные агрегаты стоит покупать, если у вас есть большое помещение и планы на масштабное производство строительных метизов.
Не стоит забывать и о запасах сырья, которое неизменно должно быть в любом цеху, чтобы производство не останавливалось.

Популярные модели
Если говорить о популярных моделях, то таких несколько. И большая часть из них относится к проволочно-гвоздильным автоматам.
- АВ4116 – агрегат ударного типа с одним молотком. В качестве сырьевого материала используется низкоуглеродистая проволока, предел диаметра которой составляет 4,5 миллиметра. Длина готового гвоздя может достигать 250 мм, в среднем этот станок производит 350 единиц изделия в минуту благодаря двигателю с мощностью до 5 кВт.

- К0911702 имеет схожий параметр по мощности, но изделия и готовые гвозди в половину меньше размером, который можно частично регулировать. И количество гвоздей в данном случае может достигать 500 единиц включительно.

- К0911701 проволочно-гвоздильный агрегат, который производит небольшие гвозди до 300 штук. Мощность та же, только стоимость ниже и немного меньше габариты, нежели у станка второго типа этой же линейки.


- Z942C – из всех перечисленных моделей мощность имеет вдвое меньшую и производит гвозди длиной всего 50 мм, но оборот составляет до 300 единиц в минуту, а качество остается на хорошем уровне, несмотря на более низкие эксплуатационные характеристики.


Как выбрать?
В процессе выбора станка для производства гвоздей придется учитывать множество мелочей, помимо стоимости и возможностей той или иной модели. Кроме этого, нужно помнить, какое напряжение способна выдержать электросеть в домашней мастерской и выбирать количество и тип оборудования, исходя из качественных характеристик и параметров:
- сложность и специфика технического обслуживания;
- производительность станка в смену;
- размеры и вес станка;
- напряжение и потребление ресурсов;
- характеристики конкретной модели.
Если цех планируется организовать небольшой, то мастеру хватит нескольких агрегатов и нужного количества сырья. Обычно для домашней мастерской потолок мощности – 5 кВт. Кроме того, потребуется предварительно закупить ряд дополнительных материалов и аксессуаров, таких как обрубочные ножи, например, которые должны быть всегда остро заточенными в процессе производства.


При полуавтоматическом или полностью автоматическом производстве от мастера все равно потребуются минимальные действия в виде периодической замены комплектующих. Их тоже рекомендуется закупать заранее и в большом количестве. Крупные агрегаты выше тонны весом и с объемными габаритами требуют профессионального обслуживания, их ремонт обычно занимает немного времени при наличии профессиональных навыков.
Работа ведется следующим образом.
- Проволока вставляется только в выключенный станок. Все матрицы при этом открываются вручную с помощью специального механического колеса.
- Проверяется целостность и производственная активность ударного компонента или пресса для штамповки шляпок гвоздей.
- После этого запускается аппарат, автоматически совершая все необходимые действия. Ударом или прессом затачивается шляпка, потом выплавляется и разрезается проволока для штыря будущего гвоздя.

Выбор сырья также зависит от типа гвоздей. В качестве материала подойдет высокоуглеродистая сталь, латунь или нержавейка. Проволоку, как и любое другое сырье, лучше сразу покупать определенного диаметра в виде специальных заготовок. Какую выбрать и как – зависит от того, какой именно станок будет использоваться в домашней мастерской. Площадь такой мастерской должна быть не менее 18 квадратных метров, она должна быть сухой и теплой, стоит позаботиться о качественной вентиляции и воздухообмене. Заранее продумав тип и расположение станков, можно избавить себя от многих проблем.
В помещении должно быть предусмотрено место для правильного хранения сырья и комплектующих, отчасти по этой причине помещение в обязательном порядке должно быть сухим и проветриваемым. При выборе станка для домашней мастерской стоит обратить внимание на самые распространенные модели. Это решит возможную проблему с ремонтом и покупкой комплектующих. Замена механических частей – то, с чем домашний мастер сможет справиться своими руками, но при поломке числового управления или программном сбое потребуется помощь специалиста.
Поэтому на первых порах лучше выбирать самые простые модели, чтобы полностью освоиться с алгоритмом работы и особенностями обслуживания.


В следующем видео вас ждет краткий обзор проволочно-гвоздильного автомата АГ4116.
Станок для производства гвоздей: устройство и принцип работы аппарата
Основная особенность мини-станка для изготовления гвоздей и саморезов заключается в том, что он практически полностью функционирует в автоматическом режиме.

Станок по производству гвоздей
Единственная операция, которую при работе нужно сделать своими руками – сменить бобину с проволокой.
1 Особенности работы гвоздильного станка
Ручной мини-станок для производства гвоздей и саморезов удобен тем, что проволока в бобине крепится с помощью специального держателя. В процессе изготовления саморезов или гвоздей проволока последовательно разматывается. Это делает процесс изготовления изделий практически непрерывным.
Сейчас на рынке представлено большое количество таких агрегатов, гораздо проще приобрести его, чем сконструировать своими руками.
Гвоздильный мини-станок ударного действия для производства саморезов образует головку изделия при мгновенном ударе по проволоке пуансона.
Такое устройство оснащается пружинами, изготовленными из дерева или металла. Пружины позволяют достигнуть большой степени прогиба, необходимой для правильной работы ударного инструмента. Гвоздильный мини-станок не отличается высокой производительностью.

Для изготовления гвоздей используется низкоуглеродистая стальная проволока
При его работе 10-15% вала задействуется в работе, а остальные 85% тратятся на обратный ход молотка. В мини-станках для изготовления саморезов, которые работают за счет кривошипно-шатунного механизма, используется мгновенный ковочный удар.
Как и изделие, собранное своими руками, так и заводской аналог при работе издает сильный шум.
Пресс-автоматы для производства саморезов и гвоздей, работающие по принципу ударного действия довольно часто выходят из строя. Эксплуатационный срок ударной головки и режущей кромки и них также невысок.
Все эти недостатки устранены в станках для производства саморезов и гвоздей ротационного типа. В этих агрегатах прессование головки изделия происходит не посредством удара, а за счет давления. Если в агрегате изменить возвратно-поступательные движения элемента на радиальные, то все недостатки автоматов ударного действия будут устранены.
Такой агрегат выполняет работу в следующей последовательности:
- Заготовка для гвоздя фиксируется матрицей зажимного барабана.
- При вращении барабан производит высадку заготовки качающимся пуансоном.
- Матрица зажимного барабана продвигает заготовку вперед.
- Подается новый отрезок проволоки.
Станок для производства гвоздей имеет собственные технические характеристики.

Зажимной механизм станка
Для непрерывного и эффективного производства следует обратить внимание на такие показатели:
- диаметр отдельно взятого стержня должен быть равен 6 мм;
- длина гвоздя должна составлять от 12 до 320 мм;
- за 60 сек агрегат должен изготовить от 100 до 600 изделий;
- показатель максимальной мощности станка должен быть не менее 20 кВт.
1.1 Работа станка по производству гвоздей (видео)
к меню ↑
1.2 Рекомендации по выбору заводского оборудования
Сейчас все станки для производства гвоздей и саморезов делятся на два класса: с фиксированным размерами производимой продукции и универсальные станки. Первый класс может производить изделия с диаметром от 1 до 2,8 мм, при длине от 9 до 50 мм.
Оборудование универсального типа стоит несколько дороже, но позволяет изготавливать изделия, отличающиеся широким диапазоном размеров.
При выборе заводского оборудования предпочтительней всего приобретать устройства таких марок как:
- АГМ2 – размер гвоздя 40-100 мм;
- гвоздильный станок АГ4316 – размер гвоздя 25-120 мм;
- автоматический станок LDN3 – скорость изготовления 320 шт/мин.
Неплохо зарекомендовал себя станок АВ4118, с помощью которого можно изготовить толевые, круглые, тарные гвозди. Производительность агрегата составляет 330 изделий в минуту. Также внимание следует обратить на модели АВ4116 и К09.117 параметры их производительности практически совпадают, но присутствует разница в стоимости.
Агрегаты могут производить до 550 готовых изделий в течение минуты. Марки самых недорогих гвоздильных станков могут работать только с проволокой, диаметр которой равен 2,2 мм. Ограничения имеются и по длине изготавливаемого изделия – до 60 мм. При выборе станка для изготовления гвоздей, важно определить какой агрегат (исходя из объемов производства) понадобится.

Пример вариантов изготавливаемых метиз
Это может быть как мощный, высокопроизводительный многофункциональный проволочно-гвоздильный автомат, так и станок для производства небольших партий. Заводской автомат изготавливает изделия по следующей технологии: производится установка бобины с проволокой, обеспечивая непрерывную подачу.
Устройство производит обрезку проволоки под необходимым углом. Это происходит так, чтобы линия отреза впоследствии была острием готового гвоздя. На противоположном отрезке проволоки при помощи ударного молотка автомата формируется шляпка изделия.
При выборе представленного агрегата особое внимание необходимо уделять таким параметрам как максимальная длина готового изделия, диапазон стержней и производительность.
Современные станки могут изготавливать гвозди с длиной от 12 до 20 см, при диапазоне диаметра стержней от 1,2 до 9 мм. Производительность современного оборудования колеблется в пределах от 100 до 600 гвоздей в минуту. Еще один параметр заключается в наличии или отсутствии функции, обеспечивающей регулировку размера шляпки.
Кроме того, производя выбор оборудования, следует обратить внимание на такие характеристики как вес и габариты. На сегодняшний день наиболее функциональными и удобными считаются те установки, которые работают в автоматическом режиме.
2 Дополнительное оборудование
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку продукции.

Барабан для галтовки гвоздей
Галтовочный станок состоит загрузочного устройства, барабана для галтовки, барабана, предназначенного ля отсева опилок и вибросита. Очистка произведенных изделий проводится с помощью древесных опилок. Выбирая галтовочное устройство необходимо обращать внимание на диапазоны диаметров обрабатываемых изделий, допустимую длину заготовки, производительность, расход опилок, массу и габариты.
В роли вспомогательного оборудования также может выступать станок, обеспечивающий заточку отрезного ножа. Если планируется производить не только гладкий вид гвоздей, но и всевозможные крепежи, для которых необходима кольцевая и винтовая накатка, необходимо приобрести накатный агрегат.
к меню ↑
2.1 Как избежать брака при производстве?
Если изделия получаются кривыми, то есть необходимость в выравнивании рихтовальных роликов. Это нужно выполнять таким образом, чтобы подающаяся к ножу проволока находилась в горизонтальном положении. Также рекомендуется проводить периодическую смазку внутренних роликов подачи, чтобы не допускать их засорения стружкой.
При получении большого количества согнутых изделий углы скоса обрубных ножей меняются на 10 градусов в большую или меньшую сторону.
Еще один способ решения проблемы – это полная замена ножа, после этого отбойник регулируется таким образом, чтобы его падение не опережало обрезку гвоздя.
Если изделие перегибается под шляпкой, то причиной этому может послужить смещение зажимных планшетов от центра подачи проволоки в сторону. В таких случаях необходимо подвергнуть более точной регулировке плашки, обеспечивающие зажим, или заменить их на новые. Причиной некорректной работы станка может послужить засоренность плашечной коробки.

Автоматический станок для производства гвоздей в небольшом цеху
Для предупреждения засоров необходимо в тех местах, где зажимные плашки соприкасаются выложить небольшой мягкий кусочек тряпки. Если гвозди получаются разной длины, то необходимо так откорректировать подающий резак, чтобы угол заточки составлял 80 градусов. Также можно провести более сильное натяжение пружины, отводящей нож или полностью ее заменить.
Некорректное производство может быть обусловлено некорректной работой рихтовальных роликов.
В этом случае, нужно провести их регулировку таким образом, чтобы их вращение производилось легко, а перегиб подающейся проволоки не был слишком сильным.
Если шляпка изготовленного гвоздя сбита вниз, то нужно проследить за тем, чтобы плоскость станины и плашечной коробки находились в одинаково вертикальном положении. Также необходимо проверить прокладки, находящиеся под верхней планкой, при необходимости их нужно добавить. Если люфт после этого не устранится, то планки следует заменить на новые.
Станок для производства гвоздей
Изготовление гвоздей – трудоёмкая процедура, которая невозможна без наличия специальных устройств. Однако контроль и обслуживание аппаратуры требует минимум человеческого участия. Сам станок и компоненты для производства гвоздей не отнимут больших денежных средств, а приступить к выпуску изделий можно в маленькой пристройке к собственному дому. Но прежде нужно изучить все качества, и понять тонкости работы с подобной техникой.

Разновидности
Перед покупкой агрегата следует учитывать площадь помещения, нагрузку, которая сможет выдержать электросеть, его стоимость и опции. Станки для изготовления гвоздей различаются по следующим параметрам:
- размеры;
- производительность;
- максимальная выдача в день;
- потребление энергии;
- модель;
- сложность техобслуживания.
Для небольшого цеха хватит самых простых промышленных установок с мотором от 5 кВт. Аппараты такого типа могут выпускать 1 тонну продукции за смену, но через 1,5 часа придётся затачивать обрубочные ножи. Всё функционирование проходит в автоматическом режиме, а на выходе получаются 120 мм стержни. Единственное, что требуется делать – периодически менять сырьё и смазывать детали.

Для крупного предприятия понадобятся серьёзные агрегаты, с суммарной мощностью двигателя от 20 кВт. На предприятии легко наладить выпуск продукции любых размеров, длинна которых составит 60–300 мм. Следует отметить, что большой завод обязан держать в эксплуатации как простой станок для изготовления гвоздей своими руками, так и профессиональные машины.
Рекомендуется купить оснащение для ремонта, сделать на рабочем месте хорошее освещение, обзавестись запасными комплектующими. Это позволит качественно и бесперебойно вести технический процесс. Стоит внимательно отнестись к изучению параметров, ведь не каждый автомат для производства гвоздей обладает высокими свойствами, а его габариты могут оказаться слишком крупными для промышленного здания.
Характеристики и обслуживание
АГ4116 можно назвать одним из популярнейших конвейеров. В работе используется стальная проволока, диаметр которой составляет 0,8–8,0 мм. Она продаётся в бобинах от 5 до 1000 кг. Такая версия весит около тонны, обладает габаритами 195х116х106 см, оснащён асинхронным трёхфазным двигателем с короткозамкнутым ротором (4А112М4У3). Производительность устройства достигает до 500 ед. продукции в минуту. Также на этой установке можно использовать и оцинкованные нити из металла. Она заметно отличается прочностью и упругостью.
Азовские машины тоже имеют прекрасные показатели:
- длинна, ширина и высота сооружения – 150х190х110 см;
- вес – 2900 кг;
- электромотор – 5,5 кВт;
- объёмы в минуту – 525 шт.
Этот станок по производству гвоздей выпускает строительные метизы с толщиной окружности 0,5 см, и протяжённостью до 15 см. Отличительной чертой такого механизма является регулировка продольного размера стержня. Для его полноценного функционирования, как и для большинства конвейеров, потребуется напряжение в 380 В.
Некоторые прототипы таковой техники сильно вибрируют во включённом состоянии. Поэтому важно правильно установить её на полу.
Монтаж должен проводиться на бетонном основании, а ножки фиксироваться анкерными крепежами.
Более лёгкий подход – использование шайб, которые гасят вибрацию. Если этого не сделать, постоянное вибрирование приведёт к ослаблению болтов, и гвоздильный станок со временем придёт в негодность.
В порядок сервисного ухода входит и смазка действующих элементов: на панели имеется карта смазки, на которой указаны все места для заливки специализированного масла. Делать это нужно обязательно, чтобы не заклинило движущиеся звенья аппарата.
Процесс выделки
В выключенную станцию заряжается проволока для гвоздей, однако, перед зарядкой необходимо в ручную открыть матрицы. Делается это простым поворотом махового колеса. Затем требуется правильно разместить её на наковальне, и резким движением прокрутить маховик. Это действие приведёт к резке компонента. Таким же способом (вращением шкива) подводится приспособление для штамповки шляпок.

Процесс изготовления гвоздя
Выделка происходит по такому же принципу, только оборудование, предназначенное для производства гвоздей, функционирует автоматически: зажимом выравнивается материал, ударом молота делается шляпка, разрезается и затачивается штырь.
Важный момент – выбор сырья. Часто используют металл круглого сечения, без покрытия. На его поверхности не должно быть трещин и окислов.
Однако небольшие вмятины вполне допустимы, и такая проволока подойдёт для производства гвоздей. Главное, чтобы применялся материала с содержанием углерода не более 0,25%.
Иногда в промышленности используют квадратные или спиральные стальные нити, но готовый товар слабо востребован, и с её реализацией возможны проблемы.
Советы по подбору
Не следует думать, что такие станции подойдут исключительно для заводов. В домашних условиях также есть возможность заняться деятельностью в этой сфере. Да, законодательство запрещает заниматься подобным бизнесом в жилой квартире, но маленький гараж или другое небольшое строение шикарно подойдут для этого. В крайнем случае можно взять промышленную площадь в аренду.
Существует два варианта выбора:
- Покупка у поставщика. Данный подход является самым безопасным, ведь покупателю дают гарантию, новая установка будет иметь больший ресурс, компания поможет с доставкой товара. Также человеку могут предоставить бесплатное сервисное обслуживание. Однако этот вариант будет более затратным.
- Приобретение б/у. Чтобы грамотно выбрать станок для производства гвоздей, необходимо найти специалиста, который проведёт диагностику. Проблемы с доставкой ложатся на покупателя, и уверенности в дальнейшей бесперебойной работе нет. Но и цена на использованные механизмы на 35-45% ниже.
Желательно покупать прибор, который будет создавать востребованный материал, и с такой задачей справиться даже мини станок для производства стандартных гвоздей.

В цеху по производству гвоздей
Много споров возникает среди любителей отечественных и зарубежных производителей: одни говорят, что лучше покупать всё «наше», другие высказывают обратные домыслы. Но, в большинстве случаев, разница только в цене. Основная масса оснащений из этой сферы отлично справляются со своими обязанностями. Даже старые экземпляры работают по сей день.
Как сделать оборудование для производства гвоздей своими руками
Непростая экономическая ситуация, нестабильность государственного и бюджетного сектора привело к развитию малого бизнеса. Человек, обладающий желанием и ориентированный на достижение результата, ищет пути открытия собственного дела. Изготовление гвоздей как бизнес – источник стабильного дохода при минимальных вложениях.

Раньше гвозди изготавливались путем ковки, что требовало временных и производственных затрат. Современная технология изготовления гвоздей делает возможным получение конечного продукта из простой проволоки на небольших по размерам аппаратах.
Перед началом деятельности необходимо грамотное оформление бизнес идеи, которую требуется сформулировать с параллельным анализом экономических тенденций в этом направлении. С этой точки зрения можно сказать, что обычные гвозди пользуются спросом, поскольку они являются незаменимым элементом строительства.
Данный вид производства не предполагает значительных финансовых вложений и отличается коротким сроком окупаемости. Как правильно начать изготовление строительных гвоздей своими руками и добиться стабильной прибыли?
Процедура регистрации
Первым делом требуется зарегистрировать деятельность. Для этого нет необходимости организовывать юридическое лицо, достаточно просто зарегистрироваться в качестве индивидуального предпринимателя. Оптимальным вариантом станет выбор упрощенной системы налогообложения, что позволит выплачивать в казну лишь 15% от получаемой прибыли.
Если планируется изготовление гвоздей в домашних условиях, то не нужно будет искать помещение. Если будущее предприятие организуется как малый бизнес, то потребуется поиск подходящего места для открытия мини-цеха.
Подбор помещения для изготовления гвоздей
Изготовление гвоздей не требует специального помещения. Минимальная площадь будущего цеха – 30 квадратных метров. Этого достаточно для начала процесса. Обязательным условием при выборе помещения является наличие электрической сети. Практически каждый станок для изготовления гвоздей работает с сетью на три фазы и напряжением 380 вольт. Поэтому следует обеспечить данное условие.
Можно начинать производство продукции в простом гараже или подвале, но важно, чтобы помещение не располагалось в жилом доме, поскольку оборудование и сама технология отличается повышенным уровнем создаваемого шума.
Рекомендуют не проводить ремонт арендуемого помещения сразу. Главное, чтобы в здании была исправная проводка и присутствовала крыша. «Косметику» можно будет навести потом, когда производство начнет приносить доход.
Необходимо выбирать помещение под изготовление гвоздей так, чтобы были удобные подъездные пути для доставки сырья и отгрузки продукции.








Этапы производства
Технология производства гвоздей очень проста: почти всю работу выполняет специальное оборудование. Ручной труд сводится к минимуму. Изготовление гвоздей разделяется на этапы:
- Подача проволоки в станок, где она моментально выпрямляется;
- Нарезка проволоки;
- Заострение конца гвоздика и формирование шляпки;
- Упаковка.
Справиться с изготовлением гвоздей и дюбель гвоздей сможет каждый человек. Не обязательно при этом иметь специальный опыт и знания, нужно всего лишь выбрать качественное оборудование для цеха.

Оборудование для изготовления гвоздей
Необходимое оборудование для изготовления гвоздей:
- проволочно-гвоздильный аппарат. Существуют импортные и отечественные образцы. Разница между ними заключается в цене. При недостаточном количестве первоначального капитала можно приобрести станки для изготовления гвоздей б/у. Их стоимость наполовину ниже стоимости нового оборудования.
Выбирая станок, следует обращать внимание на функцию регулирования диаметра головки и длину изделия, скорость работы, возможность использования проволоки для изготовления гвоздей разной толщины.
Если нет возможности купить станок для изготовления гвоздей, то его можно сделать самостоятельно. В сети существует немало инструкций, как собрать простейшее оборудование. Однако сделанный своими руками станок для изготовления гвоздей не позволит обеспечить должный уровень производительности;






Схема гвоздильного станка с описанием принципа действия

Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).

Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Материалы
Материал для изготовления гвоздей – низкоуглеродистая сталь. Она изготавливается на металлопрокатном производстве. Проволока поставляется в виде намотанных на бобины катушек, имеющих различный вес. При выборе объема следует учитывать, что для большей катушки потребуется соответствующий аппарат для разматывания. Проволока для изготовления гвоздей, цена на которую варьируется в пределах от 20 до 30 тыс. руб. за тонну, определяется качеством материала и диаметром.
Изготовить оцинкованные гвозди можно из обычной сталистой проволоки. Уже готовое изделие покрывается слоем цинка. Более дорогой вариант заключается в приобретении оцинкованной проволоки, что освобождает от необходимости покрытия полученных гвоздей.
Если целью является производство закаленных изделий, отличающихся прочностью, то сырье должно быть выполнено из высокоуглеродистой стали, прошедшей предварительную термическую обработку. Сам процесс производства не доступен в домашних условиях и требует больших затрат, что делает продукцию более дорогой. Закаленные гвозди – это побочный продукт из-за ограниченности области их применения.
Где купить
На нашем сайте в отдельном разделе собраны компании, которые предлагают купить гвоздильни. Здесь можно ознакомиться с характеристиками товара и оценить стоимость покупки. Сайт также предлагает к рассмотрению компании, выпускающие и реализующие другие виды кузнечного инструмента необходимого при производстве кованых изделий: зубила, молотки, клещи.
Разделы: Инструмент, Инструмент
Предыдущая статья: Кованые колодцы Следующая статья: Кованые топоры
Персонал и тара
Для упаковки готовой продукции потребуется тара. Обычно гвозди транспортируются в простых деревянных ящиках. Они изготавливаются на дому самостоятельно или приобретаются уже готовыми. Главное соблюсти параметры вместимости. Один ящик рассчитан на 50 килограмм.
Для беспрерывного функционирования производства потребуется наем персонала. Обеспечить стабильную выработку на уровне одной тонны за смену способен один человек. Это учитывается при расчете себестоимости продукции.

Разновидности
Перед покупкой агрегата следует учитывать площадь помещения, нагрузку, которая сможет выдержать электросеть, его стоимость и опции. Станки для изготовления гвоздей различаются по следующим параметрам:
Для небольшого цеха хватит самых простых промышленных установок с мотором от 5 кВт. Аппараты такого типа могут выпускать 1 тонну продукции за смену, но через 1,5 часа придётся затачивать обрубочные ножи. Всё функционирование проходит в автоматическом режиме, а на выходе получаются 120 мм стержни. Единственное, что требуется делать – периодически менять сырьё и смазывать детали.
Изготовление гвоздей: сроки окупаемости
Средний срок, необходимый для окупаемости подобного производства составляет полгода. Важное место при расчете времени получения прибыли и покрытия затрат занимает поиск сбыта. Если цена на изготовление гвоздей будет на уровне 55 тыс. руб. за тонну, то выйти на точку рентабельности при соблюдении нормы выработки в 4–5 тонн за месяц можно в течение года.
Производство строительных гвоздей – это перспективное направление малого бизнеса благодаря востребованности продукции. Видео изготовления гвоздей дает возможность увидеть все этапы производства, отличающегося малыми затратами, но высокой окупаемостью. Главное для успеха – это правильная организация сбыта, гибкая ценовая политика и тогда все получится.
Автор публикации
не в сети 2 Лет
Назначение галтовки металла
Как упоминалось выше, галтовка металла позволяет убрать с поверхности изделий такие дефекты:
- острые края при штамповке изделий из листового металла;
- заусенцы, образованные во время резки заготовок либо токарной обработки;
- окалину после сварочных работ или резки металла;
- остатки облоя с деталей, выполненных методом литья.
Кроме этого, галтовкой эффективно добиваются полирования изделий до состояния зеркальной поверхности. К деталям, которые были подвержены галтованию, можно дальше применять гальваническую обработку либо окрашивание порошковыми смесями.
Если в рабочую среду добавлять металлическую дробь или применять гидрогалтовку, то галтовочным методом можно получать уплотнение поверхностного слоя заготовок (наклеп поверхностный), тем самым повышая их прочность.

