СТАНОК ФРЕЗЕРНЫЙ ДЛЯ СОЕДИНЕНИЯ «ЛАСТОЧКИН ХВОСТ» ВКР-7
Фрезерование пазов типа «ласточкин хвост»
Машиностроение, как ведущая отрасль мировой промышленности, характеризуется точностью измерительных работ проводимых при изготовлении деталей и прочих компонентов. При разработке станков и механизмов в этой сфере промышленного производства часто используются всевозможные пазы, включая так называемые Т-образные, и пазы типа «ласточкин хвост». Данные конструктивные элементы служат, в основном, в качестве направляющих для линейного перемещения подвижных частей машин.
Пазы типа «ласточкин хвост» получили широкое распространение в конструкциях фрезерных станков, где они используются в качестве направляющих для рабочих органов, перемещающихся по координатам XY и Z , а так же для крепления вспомогательных элементов.
Для того чтобы убрать люфт и в тоже время создать условия для нормального перемещения рабочих подвижных частей станка использующих соединения по типу «ласточкин хвост» в обязательном порядке нужно проводить регулировку которая производится с помощью клиньев или прижимаемых планок.
Неоспоримым достоинством таких направляющих, применяемых в разнообразных машинах и механизмах, является простота и максимальная компактность.
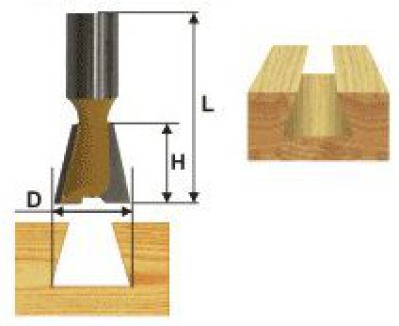
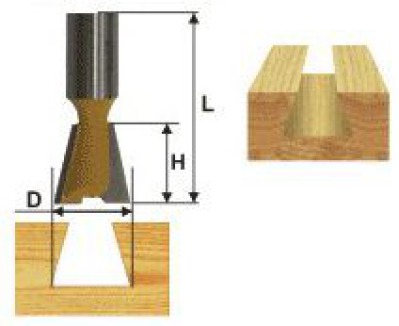
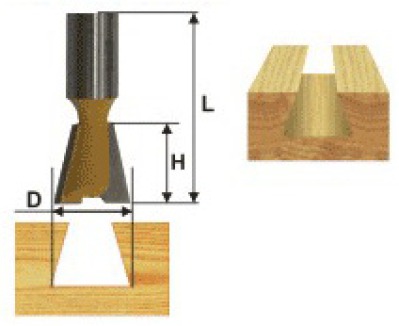
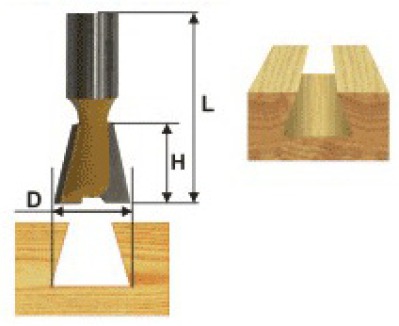
Технология обработки ласточкиного хвоста включает в себя две последовательные операции:
• Сначала используют концевую фрезу для фрезеровки паза прямоугольной формы;
• На втором этапе фрезеруются скосы с применением специальной фрезы для ласточкина хвоста.
Стоит отметить, что фрезерование нешироких пазов типа «ласточкин хвост», обычно встречающихся в конструкциях небольших деталей, можно производить за один проход, всё теми же специальными угловыми фрезами.
Как уже было сказано, «ласточкин хвост» наиболее интересен, с точки зрения обеспечения подвижности конструктивных элементов в различных агрегатах. Этот тип направляющих считается не только удобным, но и проверенным на протяжении достаточно длительного времени. Сегодня соединения использующие сопряжение типа «ласточкин хвост» применяются для:
• Систем точных линейных перемещений в оптических устройствах;
• Систем навеса дополнительных механизмов в стрелковом оружии;
• Строительства деревянных объектов (сцепка брёвен между собой) и пр.
Компактность и эффективность такого типа пазов максимально отвечает технологической задаче многих производств.
Качество работы узлов и механизмов в машиностроении во многом зависит от точности угловых размеров отдельных деталей. Такими деталями и механизмами являются, например: конические роликовые подшипники, применяемые в силовых агрегатах; конические хвостовики режущих инструментов; конические отверстия металлорежущих станков для установки в них оправок с инструментом; всё те же направляющие, использующие соединение типа «ласточкин хвост»; приборные оптические призмы и пр.
Каждая часть машины, отвечающая за определённую функцию, может бесперебойно работать только при условии соблюдения заданных размерных показателей и допустимых отклонений которые закладываются разработчиком.
Обычно, контроль пазов «ласточкин хвост» обеспечивается с помощью специализированных шаблонов, которые позволяют с большой точностью контролировать симметричность и высоту соединения, а также угол наклона боковых сторон. В некоторых случаях, целесообразно воспользоваться штангенциркулем со специальными губками. Однако, есть и косвенные измерения, значительно превосходящие по сложности вышеперечисленные методы.
Суть косвенного измерения заключается в поиске другой величины, отличной от искомой, по результатам которой и определяются требуемые размеры.
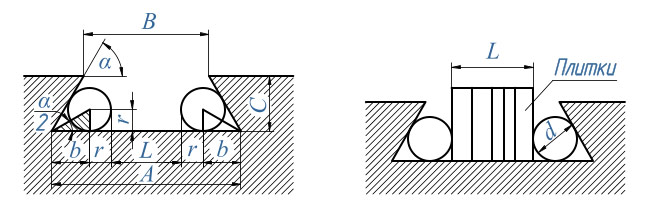
Например, если паз «ласточкин хвост» задан углом наклона сторон α , высотой С и шириной А , то возникают некоторые сложности в проведении измерений. Значение угла α и высоту С измерить легко, в отличие от ширины А , которую в виду особенностей измерительных приборов либо вовсе невозможно измерить либо результат будет с большими погрешностями.
Даже если бы вместо значения А был известен размер В , то и тогда измерение осталось бы крайне затруднительным, т.к. острые кромки могут сминаться под действием измерительного давления, да и на самих остриях кромок могут быть небольшие заусенцы и вмятины.
В таких случаях прибегают к альтернативному косвенному измерению и последующему расчёту, с использованием следующих формул:
Определить ширину паза, таким образом, возможно с помощью двух калиброванных роликов, номинальный диаметр которых выбирается с учётом того, чтобы толщина мерных плиток (размер L ) была меньше размера В .
Предположим, что заданы следующие размеры:
Примем диаметр мерительных роликов равным 10 мм. В этом случае, рассматривая заштрихованный треугольник на рисунке выше, можно написать:
b = r ctg α / 2 = 5 × 1,732 = 8,66 мм ;
L = А – 2r – 2b = 80 – 10 – 2 × 8,66 = 52,68 мм .
Таким образом, в данном случае нужно составить набор плиток по размеру L = 52,68 мм и произвести измерение.
Станок фрезерный ВКР7
Доставка:Рассчитать
Основное назначение станка это фрезерование соединений типа «ласточкин хвост» для выполнения соединений в стеновом брусе под прямым углом. Станок может фрезеровать как паз, так и ответный шип. Паз может фрезероваться как снизу так и сверху на пласти бруса, чтобы избежать ненужного переворота, например в случае необходимости фрезерования пазов с двух сторон. Шип так же может фрезероваться с обоих торцев бруса.
Кроме соединения «ласточкин хвост» возможно фрезерование обычных пазов и шипов прямоугольной формы, для этого требуется лишь установить соответствующий режущий инструмент.
Технические характеристики
Основные параметры
ВКР7
Максимальное сечение детали, мм
200х200
Минимальное сечение детали, мм
100х100
Привод подачи
пневмогидравлический
Электродвигатели горизонтальных фрез , кВт/ мин -1
2х4,0/3000
Электродвигатели вертикальных фрез , кВт/ мин -1
2х3,0/3000
Частота вращения горизонтальных фрез, мин -1
3000
Частота вращения вертикальных фрез , мин -1
5600
Установленная номинальная мощность, кВт
13
Количество шпинделей с вертикальной осью
2
Количество шпинделей с горизонтальной осью
2
Фиксация детали на станке
пневмозажим
Количество зажимных устройств
5
Диаметр патрубка стружкоприемников,мм
1х100 /1х125
Габаритные размеры Д/Ш/В
1850/1700/1620
Масса станка, кг
1200
Нашли ошибку в описании? Сообщите нам!
Указанная информация на сайте носит информационный характер и не является публичной офертой.
Все интересующие Вас вопросы можно задать квалифицированным менеджерам по телефонам: () (), 8 (800) 302-13-70 (звонки по России бесплатно) . —> 8 (8332) 70-42-82 и 8 (800) 302-13-70 (звонки по России бесплатно).
СТАНОК ФРЕЗЕРНЫЙ ДЛЯ СОЕДИНЕНИЯ «ЛАСТОЧКИН ХВОСТ» ВКР-7
Основное назначение станка это фрезерование соединений типа «ласточкин хвост» для выполнения соединений в стеновом брусе под прямым углом. Станок может фрезеровать как паз, так и ответный шип. Паз может фрезероваться как снизу так и сверху на пласти бруса, чтобы избежать ненужного переворота, например в случае необходимости фрезерования пазов с двух сторон. Шип так же может фрезероваться с обоих торцев бруса.
Кроме соединения «ласточкин хвост» возможно фрезерование обычных пазов и шипов прямоугольной формы, для этого требуется лишь установить соответствующий режущий инструмент.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Параметр
ВКР-7
Максимальное сечение детали, мм
200х200
Минимальное сечение детали, мм
100х100
Привод подачи
пневмогидравлический
Эл.двигатели горизонтальных фрез , кВт/ мин -1
2х4,0/3000
Эл.двигатели вертикальных фрез , кВт/ мин -1
2х3,0/3000
Частота вращения горизонтальных фрез, мин -1
3000
Частота вращения вертикальных фрез , мин -1
5600
Установленная номинальная мощность, кВт
13
Количество шпинделей с вертикальной осью
2
Количество шпинделей с горизонтальной осью
2
Фиксация детали на станке
пневмозажим
Количество зажимных устройств
5
Диаметр патрубка стружкоприемников,мм
1х100 /1х125
Габаритные размеры Д/Ш/В
1850/1700/1620
Масса станка, кг
1200
Уважаемые посетители сайта Компании СТИН! Вы всегда можете получить консультацию, позвонив по контактным телефонам в Кирове 8 (8332) 47-28-59 или написав письмо по электронному адресу: machinetools@mail.ru
Профиль пазов «ласточкин хвост» образовывается в два перехода, обычно выполняемых на вертикально-фрезерных или продольно-фрезерных станках.
В первом переходе ( рис. X.13, а ) концевой или трехсторонней дисковой фрезой за два или более рабочих хода фрезеруется прямоугольный паз с размерами В по ширине и Н по глубине. Середина паза должна быть размещена на заданном от базовой поверхности расстоянии с помощью методов, указанных в табл. Х.9.
Во втором переходе ( рис. X 13, б ) одноугловой концевой фрезой поочередно фрезеруются боковые скошенные поверхности, обычно за один рабочий ход каждая. Между ними выдерживается размер А.
Рис.X.13. Схема последовательности фрезерования пазов типа «ласточкин хвост»
Непосредственное измерение размера А практически невозможно. Контроль ведется с помощью штангенциркуля со специальными губками для измерения пазов и направляющих поверхностей типа «ласточкин хвост» ( рис. Х.14 ). Штангенциркуль имеет специальные губки с углом α, равным 45, 50, 55 и 60°.
В ряде случаев приходится прибегать к более сложному косвенному измерению. Так, для определения ширины паза между скошенными поверхностями применяют два калиброванных ролика, номинальные диаметры которых могут выбираться относительно широко, лишь бы толщина набора коипевых мер — размер L ( рис. Х.15, б ) — оказалась меньше размера В.
Рис.X.14. Штангенциркуль со специальными губками для измерения пазов типа «ласточкин хвост»
Размеры A, b и L ( рис. Х.15 ) рассчитывают по формулам:
A = L + 2r+2b; (63) b= rctg(cc/2); (64) L= А — 2r- 2b, (65)
где A — ширина паза между вершинами внутренних углов, образованных скосами; L— расстояние между цилиндрическими поверхностями роликов; r — радиус роликов; b — большой катет прямоугольного треугольника, очерченного биссектрисой угла α, перпендикуляром из центра ролика на дно паза и участком дна паза.
Рис.Х.15. Геометрическое построение размеров и контроль выполнения обработки пазов типа «ласточкин хвост» при помощи калиброванных валиков
Измеряя набором концевых мер размер L, можно с высокой степенью точности (0,01—0,02 мм) определить размер паза.
Пример 2 . Определить размер L, если А = 100 мм; α = 60°; r = 10 мм.
Пазовые ласточкин хвост
Бензоинструмент
Бензобуры
Бензорезы
Бетоносмесители
Водная техника
Мойки высокого давления
Мотопомпы
Насосы дренажные
Насосы поверхностные
Скважинные насосы
Стеклоочистители
Установки водоснабжения
Фекальные насосы
Фонтанные насосы
Генераторы
Бензиновые генераторы
Дизельные генераторы
Дорожная техника
Бензоприводы
Виброплиты бензиновые
Вибротрамбовка бензиновая
Катки вибрационные
Машины заглаживающие
Резчики швов
Электроприводы
Измерительный инструмент
Лазерные дальномеры
Лазерные уровни
Линейки
Микрометры
Мультиметры, тестеры
Рулетки измерительные
Угломеры электронные
Штангенциркули
Компрессоры
Компрессоры с прямой передачей
Компрессоры с рем. передачей
Оснастка
Для дорожной техники
Оснастка для виброплит
Оснастка для электроприводов
Для пневмоинструмента
Для ручных плиткорезов
Оснастка для Nuova Battipav SUPER PRO
Для сварочных аппаратов
Для скобозабивателей
Оснастка для станков
Для деревообрабатывающих
Для металлообрабатывающих
Оснастка для электроинструмента
Для аккумуляторного инструмента
Для дрелей электрических
Для миксеров
Для пылесосов строительных
Для рубанков электрических
Насадки для многофункционального инструмента
Оснастка по бетону
Алмазные диски
Буры SDS max
Буры SDS+
Зубила, пики SDS
Коронки по бетону
Оснастка по дереву
Коронки по дереву
Сверла д/дерева винтовые
Сверла по дереву
Стамески-долота
Фрезы
Оснастка по крамограниту
Оснастка по металлу
Коронки по металлу
Сверла по металлу
Светодиодные переносные лампы
Пилы цепные
Бензиновые цепные пилы
Электрические цепные пилы
Пневмоинструмент
Вырубные ножницы
Краскораспылители
Наборы пневмоинструмента
Очистители окалины
Пневматические гайковерты
Пневматические долото
Пневматические дрели
Пневматические заклепочники
Пневматические надфили
Пневматические пистолеты
Пневматические пылесосы
Шлифовальные машины
Расходные материалы
Для электроинструмента
Для УШМ
Круги алмазные
Сверла ступенчатые
Масла
Масла моторные для бензотехники
Масла смазочные
Ручной инструмент
Инструмент для резки металла
Болторезы и лезвия
Ключи для сантехнической арматуры
Ключи разводные
Кувалды
Магнитные приспособления
Молотки
Наборы инструментов
Ножницы для пластиковых труб
Ножницы по металлу
Ножовки ручные
Пистолеты для монтажной пены
Плоскогубцы
Струбцины
Струбцины кованные тип G
Струбцины ручные пистолетные
Струбцины тип F
Струбцины трубные
Струбцины-прищепки
Тиски
Тиски Wilton
Топоры
Садовая техника
Газонокосилки
Газонокосилки колесные
Измельчители
Культиваторы
Кусторезы
Мотоблоки
Триммеры
Бензиновые триммеры
Электрические триммеры
Сварочное оборудование
Инверторы
Маски сварщика
Полуавтоматы
Сварка пластиковых труб
Угольники магнитные для сварки
Силовая техника
Пуско-зарядные устройства
Стабилизаторы напряжения
Тельферы электрические
Снегоуборщики
Станки деревообрабатывающие
Долбёжные Пазовальные станки
Кромкооблицовочные станки
Ленточные пилы Ленточнопильные станки по дереву
Станки ленточнопильные по дереву
Лобзиковые станки Лобзики настольные
Опорные Столы
Опоры роликовые
Распиловочные Циркулярные Круглопильные станки
Рейсмусовые станки Рейсмусы
Стружкоотсосы Пылесосы для стружки
Токарные станки по дереву
Торцовочные Торцевые пилы
Универсальные деревообрабатывающие станки
Форматно-раскроечные станки
Фрезерные станки по дереву
Станки фрезерные
Столы фрезерные
Фуговально-рейсмусовые Комбинированные станки
Фуговальные Строгальные станки
Шлифовальные станки
Станки кузнечные
Вентиляторы для кузнечных горнов
Газовые кузнечные горны
Нагреватели индукционные
Ручной кузнечный инструмент
Станки кузнечные
Станки металлообрабатывающие
Вытяжки для металлической и абразивной пыли
Гибочные станки
Долбежные станки по металлу
Заточные станки
Оснастка для заточных станков
Зиговочные Кромкогибочные станки
Ленточнопильные станки Ленточные пилы по металлу
Отрезные станки по металлу
Плоскошлифовальные станки
Прессы ручные
Резьбонарезные станки
Сварочные станки
Сверлильные станки
Станки для работы с листовым металлом
Вальцовочные станки, Вальцы
Зиговочные, Кромкогибочные станки
Инструмент для пробивки отверстий
Комбинированные листогибочные станки
Листогибочные станки Листогибы
Ножницы гильотинные, Гильотины
Ножницы дисковые ручные
Ножницы для профильного металла
Ножницы для резки арматуры
Ножницы для фасонной, круговой резки
Ножницы рычажные ручные
Угловысечные станки
Токарные станки по металлу
Трубогибочные станки
Фрезерные станки по металлу
Станки плиткорезные Плиткорезы
Плиткорезы ручные
Плиткорезы электрические
Тепловая техника
Газовые обогреватели
Конвекторы
Пушки газовые
Пушки дизельные
Пушки электрические
Тепловентеляторы
Керамические
Настенные
Спиральные
Электроинструмент
Аккумуляторный
Аккумуляторный инструмент AccuMaster
Граверы электрические
Дрели алмазного сверления
Дрели, шуруповерты
Краскопульты
Лобзики
Многофункциональный инструмент
Отбойные Молотки
Паяльники электрические
Перфораторы
Пистолеты тепловые
Пылесосы строительные
Рубанки
Сабельные пилы
Степлеры электрические
Термоклеевые пистолеты
Угловые шлифмашины
Фрезерные машины
Циркулярные пилы
Шлифмашины вибрационные
Шлифмашины ленточные
Шлифмашины орбитальные
Штроборезы
Электрические ножницы
Электроточила
Новые статьи (0)
Все статьи (11)
Полезные статьи (11)
Продление срока службы деревообрабатывающих станков Традиционно срок эксплуатации деревообрабатывающего оборудования составляет не более 10 лет (а для станков из тяжелой группы, в том числе, пилорам,…
Правильный выбор мотокультиватора для вашего участка. Полезные рекомендации от эксперта при выборе незаменимого помощника для работы на земельных участках.
Пришло время приступить к работам на…
Некоторые хитрости работы с бензотриммером. Полезный материал, из которого вы узнаете, как завести капризный бензиновый триммер, который не хочет работать!
Одним из достаточно распространенных инструментов является комбинированная торцовочная пила. Множество изготовителей, даже не совсем известные… Как выбрать шуроповерт
Шуруповерт – один из самых востребованных инструментов в любом доме. Он необходим не только в процессе строительных работ или капитального…
Когда есть сугробы, которые нужно чистить, это здорово, потому что зима без снега – все равно, что летом – Турция без моря! Поначалу…
Адрес: г. Видное, Проектируемый пр. №253 г. Балашиха, Технопарк М7
Рабочие дни/часы: с 8.00. до 17.00 по рабочим дням, выходные — суббота, воскресенье.
Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Поделиться / Сохранить себе ссылку:
Описание
Характеристики
Отзывы
Оставьте свой отзыв
Файлы ()
Статьи
Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом » data-page=» Фрезы Fisch, серия 175А, ласточкин хвост с пазомФрезы Fisch, серия 175А, ласточкин хвост с пазомФрезы Fisch, серия 175А, ласточкин хвост с пазомФрезы Fisch, серия 175А, ласточкин хвост с пазомФрезы Fisch, серия 175А, ласточкин хвост с пазом «>
Главная
Фрезерование
Фрезы ласточкин хвост
Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Бренды
Сейчас покупают
Угольники Swanson Speed Square
Угольники Swanson Speed Square. Размеры угольников — 7in (178мм), 12in (305мм) и 250мм. Углы в 90° и 45°, транспортир с диапазоном от 0° до 90°. Угольник выполнен из алюминия. Угольники специально разработаны для разметки стропил и лестниц, боковой упор и крупная разметка повышают точность и легкость разметки. Фрезерованная разметка никогда не сотрется и позволяет использовать угольник, как рейсмас и для направления электроинструмента. В комплекте небольшая книжка на английском языке по разметке лестниц и стропил. Производство — Swanson (США).
Для выбора и заказа угольника нужного размера нажмите на название товара
Бруски абразивные алмазные DMT DiaSharp, 200*75мм
Пилы-ножовки Garlick/Lynx, 660мм (26′)
Пилы-ножовки Garlick/Lynx (E.Garlick & Son). Длина полотна — 660 мм. Шаг зуба — 10tpi (10 на 25.4 мм) и — 8tpiс (8 на 25.4 мм) поперечной заточкой зубьев (crosscut), а так же с продольной заточкой зубьев (RipCut) и шагом зуба — 4,5tpi (4,5 на 25.4 мм). Зубья заточены и разведены вручную. Полотно выполнено из специальной легированной стали, скошено к окончанию и утончается к спинке. Закрытая рукоять выполнена из бука и крепится на 4 плакированных латунью стальных винта. Производство — Thomas Flinn & Co (Великобритания).
Пилы Silky F180, 180мм складные
Пила складная. Используется для столярных работ и работ в саду. Отлично пилит в поперечном и продольном направлении, а также по диагонали. Лезвие без разводки, благодаря конусной форме, позволяет свести к минимуму трение при пилении. Трапециевидные зубья направлены к рукояти, что позволяет легко запиливаться и получать ровный рез, не требующей дополнительной обработки. Возможность смены лезвия. Установка лезвия в 2-х рабочих положениях с фиксацией упором. Хромированное лезвие. Пластиковая обрезиненная рукоять. Длина лезвия 180мм, толщина — 0.8мм, ширина 35мм. Полная длина пилы 410мм (в сложенном состоянии 225мм). Выпускаются в двух вариантах с разным шагом зубьев: 8 на 30мм (красная рукоять) и 10 на 30мм (оранжевая рукоять). Произведено Silky (Япония).
Масло для мебели, твёрдое Borma Hard Furniture Oil
Бруски абразивные ПЕТРОГРАДЪ, водные, 200*70*20мм
Абразивные водные камни. Зернистость: 150, 360, 500, 800, 1000,1500, 2000, 3000, 4000 и 6000.Размер 200х70х20мм. Абразивное зерно — карбид кремния. Связка — керамика. Твёрдость I обеспечивает минимальный износ камня при работе. При заточке не перегревается сталь. Не требует использования масла. Перед использованием замочить в воде на 2-10 мин. Используются для заточки и задания скосов. Абразивный камень Петроградъ Бриз #4000, водный камень на основе кварцевого зерна 3мкм. на керамической связке, имеющий в маркировке указание зернистости по Jis. Камни 3000 и 6000грит производятся в Япония, по заказу фабрики ПЕТРОГРАД. Ориентированы под наши размеры.
С марта 2016 года для брусков, выпускаемых под торговой маркой » Петроградъ» будет применяться новая маркировка характеристики. Формат кода характеристики: «Материал»_»Зернистость»_»Связка»_»Твёрдость» Материал: B — (black SiC) чёрный карбид кремния C — (green SiC) зелёный карбид кремния A — (alundum) белый электрокорунд R — (ruby) розовый электрокорунд Зернистость: Числовые значения согласно стандарту FEPA: 120,220,320,400,600,1000. Гранулометрический состав порошков и соответствие зернистостью V, W, S, N — керамические связки с разными свойствами. V — классическая связка, на ней выпускаются камни Петроградъ, W — нашла применение при производстве БОДРИДа, S — для белых камней высокой плотности, N — тонкодисперсная связка для белых камней. Твёрдость: Стандартная шкала, обозначается буквами английского алфавита, степень твёрдости возрастает от A до Z. Примеры характеристик: B 1000 VK — Брусок из чёрного КК зернистостью F1000 на связке типа V твёрдостью K, серия для заточки твёрдых сталей A 320 SO — Брусок из белого электрокорунда фракции F320 на связке типа S твёрдостью O, для мягких сталей A 1000 WE — Брусок из белого электрокорунда фракции F1000 на связке типа W твёрдостью E, для чистки брусков Ранее связка V использовалась по умолчанию и не упоминалась в маркировке. Соответствие старой и новой маркировки: 1000 LC = C 1000 VL 230 NA = A 230 VN
Соединение ласточкин хвост
Главными требованиями, предъявляемыми к любой сборной конструкции из дерева, являются: надёжность, долговечность и эстетичность. Для решения этих задач разработано большое многообразие способов стыковки. Одним из них является ласточкин хвост.
Это соединение образовано шипами на одной детали и прорезанными зубцами на второй. Оба элемента имеют формы равнобедренной трапеции, напоминают хвост ласточки. При правильной подготовке они входят в точное зацепление, образуя надёжную конструкцию.
Применение соединения
Такой метод крепления применяется в различных областях, где необходимо получить надёжное крепление двух деталей или собрать целую конструкцию. Например, в машиностроении шиповое соединение ласточкин хвост применяют для крепления лопаток на диске в различных компрессорах, в отдельных агрегатах металлорежущих станков, в оптических устройствах для обеспечения точного линейного перемещения.
Наибольшее распространение данный вид крепления получил в строительстве и мебельном производстве.
В строительстве при сборке деревянных домов в торцах скрепляемых брёвен изготавливают элементы ласточкиного хвоста (зубья и пазы). Его целесообразно применять для бруса соединения, имеющего прямоугольную форму. Размерами паза и шипа определяется надёжность всей будущей конструкции.
Кроме этого в строительстве оно используется в производстве различных столярных изделий:
оконных рам;
окон, форточек и фрамуг;
дверных проёмов и самих дверей;
межкомнатных перегородок, арок, различных углублений.
При изготовлении мебели оно применяется для сборки каркаса, отдельных элементов (выдвижных ящиков, дверей, разборных крышек). Монтаж двух деталей таким способом обеспечивает хорошее сопротивление внешним и внутренним воздействиям. Конструкция сохраняет структурную целостность и препятствует образованию трещин. С целью улучшения фиксации в мебельных конструкциях его подвергают склеиванию. Благодаря большой площади контакта и сложной конфигурации крепление получается надёжным.
Ласточкин хвост применяется при изготовлении тары различных размеров (ящиков, коробок, контейнеров).
Типы соединения «ласточкин хвост»
В современных изделиях применяют различные виды соединения. Чтобы определить тип соединения на крепёж ласточкин хвост лучше посмотреть сверху. В этом случае можно отметить следующие типы:
грубые (пазы и зубцы хорошо видны и точно демонстрируют систему крепления);
скрытые (зубцы не видны, они скрыты корпусом второй детали);
сквозное соединение (шип охватывает всю ширину второй детали);
односторонний шип (в этом случае вырезается только часть, а вторая сторона остаётся неизменной).
Кроме внешней формы они классифицируются по размеру изготовленных пазов и зубьев. В технической документации указывается относительный масштаб. Он объединяет основные размеры отдельных элементов:
интервалы между шипами;
величина шипа;
угол наклона;
количество шипов.
Для грубых соединений применяется масштаб 1:5. Он обеспечивает надёжный контакт особенно крупногабаритных деталей. Этот масштаб приемлем для мягких сортов древесины. В конструкциях из твёрдой древесины обычно применяют масштаб 1:8. Такой контакт выглядит более эстетично. При выборе этого параметра необходимо учитывать, что при небольшом угле наклона под воздействием внешней нагрузки или внутренних натяжений конструкция может разойтись. Поэтому его крепят с помощью столярного клея. При задании большого угла снижается нижняя часть шипа, что может привести к его разрушению.
Изготовление ласточкиного хвоста своими руками
Применение крепления ласточкин хвост позволяет получить красивые и надёжные самодельные конструкции из дерева. Делать ласточкин хвост несложно. Однако для производств качественных зубьев и пазов необходимо обладать определёнными навыками в столярном деле и иметь необходимый инструмент.
Последовательность самостоятельного изготовления такого соединения сводится к следующему перечню операций:
Производство разметки будущих шипов. Перед проведением разметки определяют количество зубьев (эта величина зависит от геометрических параметров заготовки). С помощью рейсмуса проводят линию так называемых заплечиков. Разметка делается на всех четырёх гранях. Используя специальный шаблон, наносят разметку на торце и боковой поверхности. Для недопущения ошибок при распиле, удаляемые участки выделяют специальной маркировкой или цветом.
Выпиливание шипов. Целесообразно закрепить деталь, чтобы обеспечить точность распила. Если она имеет крупные габариты и массу, необходимо обеспечить её неподвижность и только после этого приступить к распилу. Сначала производят пропилы на величину отмеченных заплечиков. Основным условием при проведении работы является сохранение перпендикулярного положения пилы по отношению к поверхности торца. Для недопущения увода пилы в сторону опытные столяры применяют различные направляющие, например столярный угольник.
Удаление промежутков. Эту процедуру выполняют двумя способами. В первом случае применяют ручной или электрический лобзик. Во втором используется стамеска и молоток.
Разметка элементов. Производят разметку углов наклона зубьев и пазов. Величина этого наклона зависит от выбранного соотношения. Для получения одинаковых углов деталь с выпиленными шипами используют как шаблон.
Выпиливание пазов. Эта процедура по технологичности напоминает процесс удаления промежутков. Для получения качественных результатов необходимо обеспечить фиксацию детали и аккуратность при распиле. Особое внимание следует уделить удалению предусмотренных припусков.
Предварительная подгонка и сборка конструкции. Эта операция необходима для проверки точности изготовленных шипов и пазов. С помощью предварительной подгонки удаётся выявить возможные дефекты. Это позволит их устранить или принять меры для обеспечения надёжного крепления. Подгонка должна проводиться аккуратно без лишних усилий и перекосов, чтобы не допустит поломки зубьев. Они должны плавно входить в шипы. При необходимости производят шлифование с помощью наждачной бумаги.
Окончательная сборка и склейка конструкции. После проверки на контактные поверхности зубьев и шипов наносят клей. Клей выбирают в зависимости от массы и габаритов изделия. Современные производители предлагают достаточно широкий ассортимент такой продукции (различного химического состава, для разных пород дерева, условий применения). Для обеспечения надёжного склеивания детали закрепляют с помощью струбцин и оставляют до полного высыхания.
Инструменты и материалы
Способ крепления ласточкин хвост применяется при самостоятельном изготовлении деревянных изделий на промышленных предприятиях. Возможности домашней мастерской ограничены, поэтому для качественного изготовления такого крепления необходимы следующий инструмент и оборудование:
пила с мелкими зубьями (обычно используется обушковая пила);
лобзик;
стамеска (желательно иметь несколько с разной шириной режущей кромки);
молоток;
инструмент для разметки (готовые шаблоны, рейсмус, столярный угольник);
строительный карандаш (иногда применяют маркер);
столярный нож.
Если в мастерской имеются электроинструменты, они облегчат решение поставленной задачи. Могут быть полезными: электрическая дрель, электролобзик или вертикальная пила с мелкими зубьями.
Для изготовления соединения можно воспользоваться ручным фрезером. Кроме этого если планируется постоянная сборка деревянных деталей, разрабатывают специальные приспособления, которые позволяют производить разметку и служат направляющими при распиле.
На мебельных и деревообрабатывающих производствах зубья и пазы вырезают на специальных станках. К ним относятся:
ламельный фрезер;
фрезерный станок с насадками;
специальный станок для изготовления элементов крепления ласточкин хвост;
промышленные шаблоны.
Сделать ласточкин хвост фрезером значительно проще и быстрее. Станок позволяет выдержать заданные размеры с высокой степенью точности.
Нюансы проектирования соединения
При проектировании элементов ласточкин хвост необходимо учитывать следующие характеристики:
размер и массу каждой детали;
вид древесины;
область применения будущей конструкции (поможет учесть прилагаемые нагрузки и внутренние натяжения древесины);
количество необходимых пазов и зубьев;
их форму и геометрические размеры (длину, угол наклона, размер основания);
интервал между зубьями.
Учёт этих нюансов позволит получить прочное и долговечное крепление. Для правильного исполнения соединения ласточкин хвост чертёж должен быть выполнен в соответствии с установленными нормами и правилами. Слишком большое количество элементов позволяет повысить прочность. Это приводит к уменьшению размера каждого зуба, что может вызвать его поломку при монтаже. Кроме этого значительно увеличивает трудности при изготовлении и приводит к возрастанию времени изготовления. Поэтому используют установленные соотношения, например 2:1 или 3:1.
Угол наклона боковой поверхности влияет на механические характеристики. Если угол маленький теряется свойство ласточкиного хвоста и конструкция превращается в обыкновенную шиповую. При задании слишком большого угла уменьшается размер основания шипа, что может вызвать его растрескивание и даже излом во время монтажа.
Выбор угла для способа крепления ласточкин хвост со скосом чертёж выполняется с указанием этого параметра.
Описание процесса изготовления
Процесс изготовления зависит от применяемых станков и инструмента. Если изготавливается соединение ласточкин хвост с помощью фрезера, задача сводится к правильной настройке фрезерного станка, выбору необходимого режущего инструмента. Обычно проведением таких работ занимаются профессиональные столяры. Для них заранее подготовлена документация с чертежами, в которых указаны все необходимые размеры и последовательность изготовления.
Для качественного изготовления крепления ласточкин хвост своими руками сначала производят разметку на каждой из деталей. Параметры зубьев и пазов, их количество и расположение выбирается в соответствие с установленными стандартами.
Если нет возможности обратиться к документации, опытные столяры советуют изготавливать отдельные элементы с учётом следующих параметров. Толщина зуба должна быть около одной третьей части всего размера. Длину желательно выбирать равной толщине самой детали.
После проведения подготовительных работ необходимо обязательно провести предварительную проверку точности зацепления. Если были допущены ошибки, необходимо провести подгонку каждого элемента (шипа или паза). После устранения всех недостатков приступают к склеиванию деталей.
Государственные стандарты
Основным стандартом, который устанавливает правила изготовления элементов крепления деревянных деталей, является ГОСТ 9330-2016. В нём заданы размеры зубьев, пазов, шкантов различных типов сборки. В стандарте приведены схемы с образцами таких креплений. Указаны правила округлений и условные обозначений, применяемые на чертежах.
Правила зубчатых соединений заданы ГОСТ 19414-90. В нём приведены размеры зубьев, порядок расположения и методы их соединения.
При строительстве деревянных домов используется ГОСТ 30974-2002. Он определяет правила подготовки распилов типа ласточкин хвост для брёвен в малоэтажном строительстве. В нем подробно приведены виды конструкций, классификация и размеры каждого элемента.
Соединение ласточкин хвост
Любая сборная конструкция из древесины должна быть долговечной, крепкой и эстетичной, соответствие этим требованиям обеспечивают разнообразные методы стыковки элементов между собой. Один из традиционных способов шипового соединения – ласточкин хвост. Появился он задолго до начала использования крепежей и клея, но даже сегодня активно используется при изготовлении мебели и в деревянном домостроении.
Применение соединения
Соединить две стороны деревянной конструкции можно с помощью качественного столярного клея или доступных крепежей, поэтому многие считают, что использование традиционных методов стыковки оправдано только лишь эстетической стороной вопроса. Но для соединения ласточкин хвост такое утверждение верно лишь отчасти. Этот тип, безусловно, говорит о мастерстве столяра, поскольку выполнить его качественно не так просто, зато готовое изделие будет выглядеть красиво и выразительно. Но у ласточкиного хвоста есть также ряд преимуществ:
Отсутствие естественной деформации древесины.
Сохраняется структура материала, не образуются трещины.
Эффективно при стыковке крупных элементов из массива.
Легко регулировать мощность соединения, подбирая нужное число шипов и угол наклона проушин.
Прочность изделия увеличивается за счет большой площади склейки.
Использование соединения ласточкин хвост рекомендовано во всех областях, в которых требуется получить на выходе надежно скрепленные элементы или цельную конструкцию:
Строительство –присоединении бруса во время сборки домов из дерева. Также этот тип крепления применяют при изготовлении всевозможной столярной продукции: окон и дверей (рам, проемов), перегородок, арок, ниш.
Мебельное производство – для соединения элементов каркаса, различных конструкций (дверцы, крышки, ящики). Как правило, детали также склеивают, что обеспечивает еще большую фиксацию и прочность.
Соединение ласточкин хвост применяется во время сборки различной деревянной тары (коробов, контейнеров, ящиков).
Типы соединений
Соединение ласточкин хвост предназначается с для стыковки двух деталей. С торца одной вырезаются широкие шипы в форме трапеции, у другой – соответствующие пазы. Крайние шипы называются односторонними (половинными), поскольку имеют всего один скос, а не два,как у центральных.
При строительстве домов ласточкин хвост рассматривается как основной метод крепления бруса. Его особенности и размеры определяются ГОСТ 30974-2002, гарантирующим соответствие качества сборки деревянных домов европейскому уровню.
ГОСТ 30974-2002 Соединения угловые деревянных брусчатых и бревенчатых малоэтажных зданий
Любому виду соединения ласточкин хвост характерно наличие шипов и пазов с прямым основанием и трапециевидной формы. Согласно ГОСТ, существуют следующие виды соединения деталей по типу ласточкиного хвоста:
В лапу (грубое соединение) – универсальный способ, используется преимущественно при возведении домов из бруса или бревен или под усадку. Правильно выполненный замок прочно фиксирует во всех плоскостях венцы сруба. Места соединений при этом будут видны. Шипы выступают несущими элементами, на которые приходится основная нагрузка. Соединение отличается отсутствием выступающих за пределы контура торцов изделия. Лучше всего для крепления этого вида подходит брус не шире 25 см.
Открытый сковородень (сквозное соединение) – простой способ крепления, при котором паз выпиливается на всю ширину бруса, фиксация при этом осуществляется горизонтально. Этот вид ласточкиного хвоста применяют при укладке лаг, потолочных перекрытий, сборке перегородок. Для влажной древесины используется тип крепления «полусковородень», при котором шип имеет форму прямоугольной трапеции. Простота соединения также обусловлена возможностью вырезки элементов обычной циркулярной пилой.
Глухой сковородень (скрытое крепление) –особенностью этого вида является потайная стыковка элементов. Шипы при этом полностью утапливаются в брус, а их размеры составляют не более половины ширины деревянного изделия. Сцепление в венец осуществляется без зазоров и щелей, при дополнительной обработке можно получить полностью герметичную и надежную конструкцию. Этот способ хорошо подходит для наращивания бруса, расход материала существенно снижается. Также с его помощью можно существенно улучшить теплоизоляцию здания, сделать строение визуально более привлекательным из-за отсутствия видимых мест стыковки. Для такого вида ласточкиного хвоста подходят пиломатериалы любых размеров, но влажностью только до 20%.
Соединение трапециевидной шпонкой – обеспечивает крепкую фиксацию даже самых сложных конструкций. Отличается небольшими размерами крепежных элементов (шпонок), выполненных в виде бабочки (двойной трапеции). Такой способ помогает экономить материалы, подходит даже для изготовления сложных конструкций, сохраняя при этом их эстетичный вид. Но также потребует высокой точности при обработке дерева, что возможно только при использовании современной дорогостоящей техники.
Классификация типов соединения ласточкин хвост также предусмотрена на основе размеров основных элементов:
Размеры шипа.
Количество шипов.
Интервалами между шипами определяется прочность изделия.
Угол наклона шипов определяет механические характеристики соединения.
Наиболее высокой прочностью отличается соединение с равными промежутками между шипами (1:1), но используется редко ввиду сложного и долгого изготовления. Чаще всего применяют разбежку 2:1 или 3:1, обеспечивающую надежность крепления.
Небольшой угол наклона может стать причиной потери целостности конструкции под действием нагрузок. Дополнительно в таких случаях используется столярный клей. Слишком большой угол также может стать причиной разрушения замка, поскольку нижняя часть шипа уменьшена.
При выполнении определенных задач используются разные типы соединения ласточкин хвост.
Сквозной тип соединения
Чаще всего встречается в мебельном производстве (мягкой, корпусной, из массива). Другое его название «ящичный». Шипы вырезаются при помощи электролобзика или пилы с мелким зубом. Все элементы замка обязательно тщательно шлифуются, а после проклеиваются. Для плотной подгонки деталей друг к другу требуется полная очистка углов.
Декоративная разновидность
Подобный тип используется там, где нужно подчеркнуть эстетику изделия (углы деревянных домов, мебель, шкатулки). Соединение отличается сложностью, поскольку требует тщательной подгонки деталей. Только опытный и искусный мастер сможет качественно выполнить декоративное крепление. Также требуется тщательная чистка крепежных элементов и их последующая проклейка.
Соединение со скосом
Иногда с целью повышения прочности крепления или с декоративной целью используют соединение ласточкин хвост со скосом. В этом случае обычно комбинируют два вида стыковок. Во время выпиливания на шипах допускается оставлять часть отходов, шлифуя их наждачкой, поскольку последующая проклейка не требуется. Глубина прорезей будет зависеть от ширины профиля пиломатериала.
Фальцевое соединение
Этот тип ласточкиного хвоста обычно применяется при мебельном производстве, например, при сборке кресел, столов, диванов. В нижней части короба, служащего основой изделия, устраивают фальцы, после чего в них вставляется днище ящика. Нередко в углах крепления образуются зазоры, которые потребуют последующей доработки.
Наклонная стыковка
Самый сложный тип соединения, который используется преимущественно при изготовлении крупных деталей. Его особенностью является расположение кромок под определенным углом. Также предъявляются особые требования к пиломатериалу, так, доски должны быть идеально подогнаны друг к другу по ширине. Чтобы процесс крепления деталей таким методом занял меньше времени, настоятельно рекомендуется заранее подготовить чертеж.
Изготовление ласточкиного хвоста своими руками
Сделать ласточкин хвост не сложно, но заранее стоит подготовить все необходимое: чертеж, инструменты, материалы.
Если крепление планируется использовать на крупногабаритных элементах, например, при строительстве дома, то обязательно следует произвести расчет для соединения ласточкиным хвостом: определиться с типом, количеством шипов, углом наклона и пр.
Отсутствие навыков может стать проблемой, поскольку такой тип соединения достаточно трудоемкий и требует определенных умения, чтобы готовое изделие выглядело красиво, оставаясь при этом крепким.
Инструменты и материалы
Для создания углового соединения ласточкин хвост из материалов понадобятся только деревянные заготовки (доска, брус) и столярный клей хорошего качества.
Если осуществляется стыковка наружных углов здания, дополнительно рекомендуется использовать герметик для заполнения щелей и зазоров.
Для выпиливания шипов и пазов понадобятся следующие инструменты:
Линейка и угольник.
Простой карандаш.
Нож.
Стамески (длина будет зависеть от размеров заготовок).
Верстак с прижимными тисками или с дополнительными струбцинами.
Пила (ленточная, обушковая, циркулярная, электролобзик – в зависимости от выбранного типа соединения).
Молоток и киянка.
Приспособления для шлифовки (напильник, машинка, наждачка).
Для удобства вырезания шипов можно воспользоваться шаблоном, заранее вырезав его из тонкого листового металла.
Описание процесса изготовления
Перед началом работы желательно промаркировать заготовки, обозначив все стороны. Первой выпиливается деталь с шипами, поскольку далее она понадобится для нанесения разметки на остальные.
Последовательность процесса изготовления ласточкиного хвоста выглядит следующим образом:
Разметка шипов – по всем граням бруска с помощью угольника наносят линии заплечиков в соответствии с количеством шипов, начиная с торцевых граней. Участки, которые будут удалены, лучше всего сразу пометить цветом, чтобы было удобней работать.
Выпиливание шипов – делают аккуратные ровные пропилы от края заготовки до линии заплечиков. Брус необходимо держать строго перпендикулярно его торцевой части. Распил делают без резких движений. Угольником можно воспользоваться в качестве направляющей для пилы, последнюю не будет уводить в сторону, а спил получится ровным.
Удаление отхода – вырезанные отходные элементы удаляют с помощью лобзика (остатки тщательно подрезаются и зачищаются) или стамески (деталь фиксируется, после чего древесина послойно удаляется).
Разметка «ласточкиных хвостов» — деталь с шипами располагают на заготовке из дерева таким образом, чтобы ее торец совпал с линией заплечиков, после чего карандашом наносится разметка (секции отхода лучше заштриховать).
Выпиливание – зажать заготовку так, чтобы линии разметки стали вертикальными, после чего сделать пропилы, остановившись на линии заплечика (не нужно резать строго по линиям, небольшой запас даст возможность последующей точной подрезки). Когда все пропилы будут сделаны, аккуратно убирают отходы, припуски подрезают и зачищают. Аналогично выпиливаются плечики.
Сухая сборка – необходима для проверки плотности подгонки. Детали стыкуют и не спеша подбивают киянкой. При чрезмерно плотном соединении соответствующие утолщения аккуратно срезают стамеской.
Склейка – на контактирующие между собой поверхности наносят клей, конструкцию собирают и зажимают струбциной. Рекомендуется подложить деревянные планки, чтобы распределение нагрузки было равномерным.
При изготовлении большого количества одинаковых деталей, заготовки можно сложить пачкой, закрепить и распилить разово.
Для удобства возможно выпиливание шипов и пазов в соединении ласточкин хвост осуществлять ручным фрезером. Это повысит точность изготовления детали и сократит время на последующей подгонке.
На практике ласточкин хвост показал себя как надежный, долговечный и красивый способ крепления. Сегодня он является самым распространенным типом в столярном производстве. При соблюдении технологии изготовления ласточкин хвост способен выдерживать большие нагрузки, что делает его незаменимым в строительстве, декоративно-прикладном творчестве, промышленности.
Ласточкин хвост и фрезер
Комплект деталей ласточкин хвост
Инструкция по работе с шаблонами БР
Приспособления для соединения бруса с помощью ручного фрезера.
При строительстве домов, беседок, установке крыш домов и других видов конструкций могут пригодиться данные приспособления.
Общие данные о шаблонах систематизированы тут.
Как правильно определиться с выбором приспособления? Надо ответить на следующие вопросы
1. Брус какого сечения будет учавствовать в строительстве?
По таблицам, приведенным ниже будет легко определиться, с выбором приспособления в зависимости от сечения бруса.
По данной таблице можно определить какое приспособление удобнее выбрать в зависимости от высоты бруса Нб (на рисунке).
По данной таблице можно определить какое приспособление удобнее выбрать в зависимости от ширины бруса Sб (на рисунке) .
В данной таблице приведена высота шипов Нш , в зависимости от приспособления.
В данной таблице приведена ширина шипов Sш , в зависимости от приспособления.
Сейчас воплощены в жизнь на первый взгляд очень похожие конструкции шаблонов для соединения бруса:
Шаблоны принципиально отличаются только фрезами (соответственно изменены размеры копировальных втулок и т.д.):
При выборе шаблонов необходимо понимать объем работ, который можно выполнить данными фрезами. Понятно, что фреза со сменными ножами прослужит значительно дольше, чем обычная фреза , но высокая стоимость вносит свои коррективы. Поэтому, по моему мнению, будет целесообразно для строительства не одной беседки, а промышленного использования, применять фрезу со сменными ножами , а для работы домашнему мастеру будет оптимальна фреза от фирмы Энкор . Прошу учесть, что это сугубо мое личное мнение.















 Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом Фрезы Fisch, серия 175А, ласточкин хвост с пазом
Фрезы Fisch, серия 175А, ласточкин хвост с пазом Фрезы Fisch, серия 175А, ласточкин хвост с пазом «>
Фрезы Fisch, серия 175А, ласточкин хвост с пазом «>



























