
Сварочный провод — паяем алюминий и медь обычной горелкой.
Как спаять медь с алюминием?

- Способы
- Подготовка
- Описание процесса
- Полезные советы
Пайка алюминия с медью считается сложным процессом, требующим от специалиста, выполняющего работы, большого опыта и тщательного подхода к делу. Эти металлы обладают условной совместимостью, при прямом контакте достаточно быстро окисляются, ухудшая токопроводность соединения. Чтобы справиться с задачей, нужно сначала разобраться в том, можно ли их скреплять обычными способами, и как это сделать в домашних условиях паяльником.
Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка

Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.
Как паять провода

Как паять провода в электрике: скрутки, медь с алюминием
Соединять провода в электропроводке можно различными способами: сваркой, муфтами и с помощью клемм. Также широко используется пайка проводов после скрутки жил (использовать скрутки без последующей сварки или пайки проводов) нельзя, и запрещено правилами ПУЭ-7.
Поэтому после скрутки проводов необходимо будет их пропаять. Для этих целей понадобится паяльник и припой, флюс, он может быть активным или неактивным. Рассмотрим на сайте elektriksam.ru , как паять провода в электрике, используя несколько различных приспособлений для этих целей.
Что понадобится для пайки проводов
Чтобы паять медные провода, не нужен активный флюс. Все что потребуется, так это иметь под рукой сосновую канифоль и оловянно-свинцовый припой. Для пайки медных и алюминиевых проводов необходим флюс с содержанием кислоты, то есть активный.
Активных флюсов существует большое разнообразие на сегодняшний день. Для пайки алюминия используются флюсы способные растворить оксидную плёнку. В первую очередь, это флюс Ф-64, Ф-54А, Ф-59А и Ф-61А. Все они активные и содержат в своём составе кислоты. Поэтому после пайки проводов, остатки флюса нужно смыть, используя обычную воду или растворители.
Также, чтобы паять провода, нужен будет электрический паяльник. Если жилы не толстые, до 4 мм², то паяльник нужен мощностью не более 60 Вт. При пайке толстых проводов, и особенно алюминиевых, мощность паяльника должна быть от 100 Вт и выше. Пайка алюминиевых проводов должна осуществляться при сильном разогреве припоя, поэтому мощность паяльного оборудования здесь важная составляющая.

Ну и кроме всего прочего, чтобы паять провода потребуется припой. В большинстве случаев нужен обычный оловянно-свинцовый припой. Например, такой, как ПОС-61 с 61% содержанием свинца. Данный припой используется для пайки медных и алюминиевых проводов, он имеет температуру расплавления чуть выше 100 градусов.
Как паять провода
Итак, вот мы и подошли к самому интересному, как паять провода. Перед началом пайки, жилы нужно очистить от изоляции на длину 3-5 см. Затем при помощи наждака, их потребуется зачистить. После этого рекомендуется осуществить так называемое лужение.
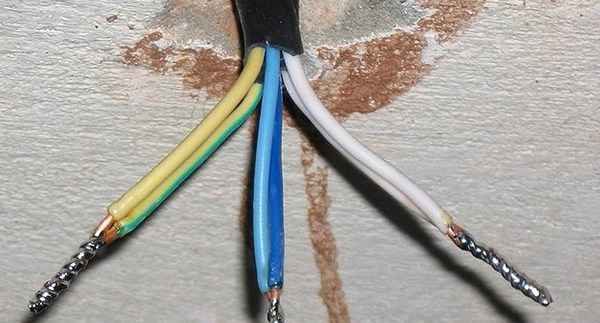
Если осуществляется пайка медных проводов, то лужение происходит с применением сосновой канифоли. Для этих целей разогретый паяльник опускается жалом в канифоль, и часть флюса наносится на очищенные жилы проводов. Затем жалом паяльника берётся небольшое количество припоя, который расплавляется, и также наносится на провода.
После лужения необходимо будет выполнить скрутку проводов, и только после этого окончательное спаивание жил. Если осуществляется пайка толстых проводов, то сначала можно произвести и скрутку жил, с последующей пайкой.
Немного по-другому обстоят дела с пайкой алюминиевых проводов. Здесь вместо канифоли используется один из активных флюсов. Он наносится на поверхность очищенных жил с помощью кисточки, после чего происходит лужение припоем.

Таким образом, получится соединить не только медные провода, но и алюминиевые. Мы настоятельно рекомендуем выполнять именно такое соединение проводов в электрике, которое считается более надёжным, долговечным и безопасным.
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
 Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
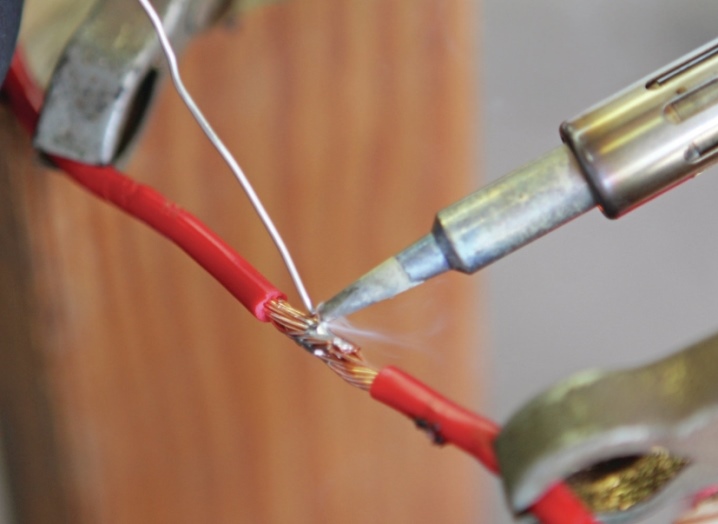
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.

Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
 Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
 Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
 Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
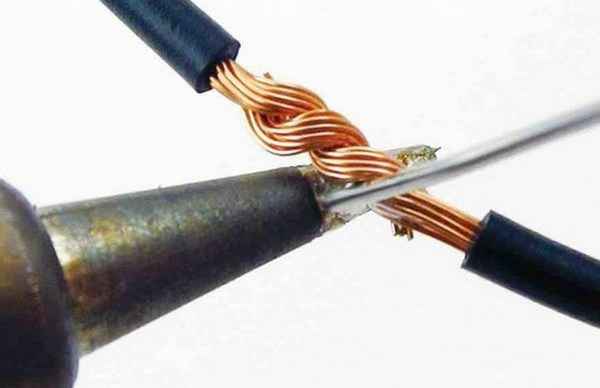
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.



При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.

Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
 Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно

Так надо затачивать жало паяльника

Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать

Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Как соединить медь с алюминием — чем лучше и надежнее.
 Практически все уже знают, что алюминиевая проводка это наследие прошлого века, и ее обязательно нужно менять при ремонте квартиры. Мало кто проводит капремонт и забывает об этом.
Практически все уже знают, что алюминиевая проводка это наследие прошлого века, и ее обязательно нужно менять при ремонте квартиры. Мало кто проводит капремонт и забывает об этом.
Однако случаются ситуации, когда ремонт проводится частично, и возникает крайняя необходимость соединить алюминиевый провод с медным или просто их нарастить, добавив несколько лишних сантиметров жилы.
 При этом алюминий и медь не совместимы гальванически. Если вы их соедините напрямую, это будет что-то вроде мини батарейки.
При этом алюминий и медь не совместимы гальванически. Если вы их соедините напрямую, это будет что-то вроде мини батарейки.
При прохождении тока через такое соединение, даже при минимальной влажности, происходит электролизная химическая реакция. Проблемы обязательно рано или поздно себя проявят.
Окисление, ослабление контакта, его дальнейший нагрев с оплавлением изоляции. Переход в короткое замыкание, либо отгорание жилы.
К чему может в итоге привести такой контакт, смотрите на фото.
Как же сделать такое соединение грамотно и надежно, чтобы избежать проблем в будущем.
Вот несколько распространенных способов, которые применяют электрики. Правда не все они удобны для работы в монтажных коробках.

Рассмотрим подробнее каждый из них и выберем наиболее надежный, не требующий последующего обслуживания и ревизий.
 Здесь для соединения используется стальная шайба и болт. Это один из наиболее проверенных и простых методов. Правда получается очень габаритная конструкция.
Здесь для соединения используется стальная шайба и болт. Это один из наиболее проверенных и простых методов. Правда получается очень габаритная конструкция.
Для монтажа, закручиваете кончики проводов колечками. Далее подбираете шайбы.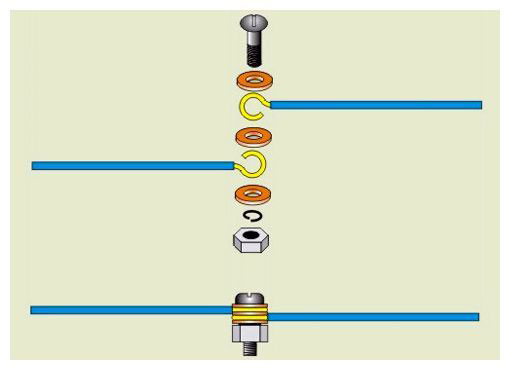
Они должны быть такого диаметра, чтобы все ушко провода спряталось за ними и не могло контактировать с другим проводником.
Самое главное, как расположить колечко. Его нужно одевать так, чтобы во время закручивания гайки, ушко не разворачивалось, а наоборот стягивалось во внутрь.
Стальные шайбы между проводниками из разных материалов препятствуют процессам окисления. При этом не забывайте про установку гравера или пружинной шайбы.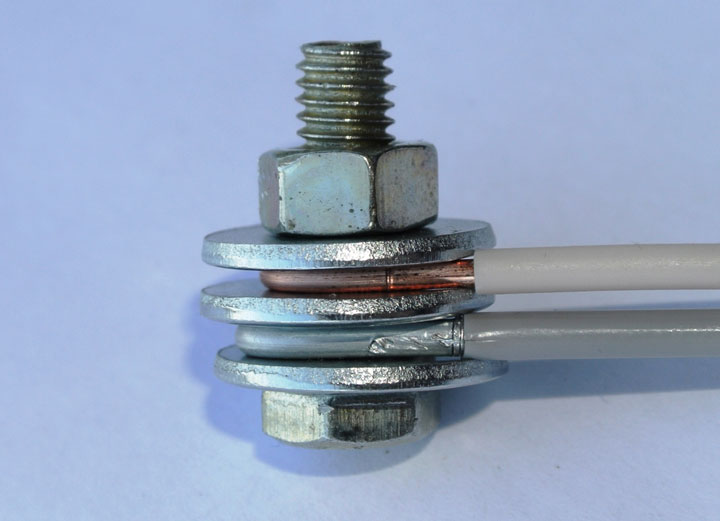
Без нее контакт со временем ослабнет.
Дело в том, что безопасно соединять между собой можно металлы, у которых электрохимический потенциал соединения не превышает 0,6мВ.
Вот таблица таких потенциалов.
Как видите у меди и цинка здесь целых 0,85мВ! Такое подключение даже хуже чем прямой контакт алюминиевых и медных жил (0,65мВ). А значит, соединение будет не надежным.
Однако, несмотря на простоту резьбовой сборки, в итоге получается большая, неудобная конструкция, формой похожая на улей.
И запихнуть все это дело в не глубокий подрозетник, не всегда есть возможность. Более того, даже в такой простой конструкции многие умудряются напортачить.
Последствия себя не заставят ждать через очень короткое время.
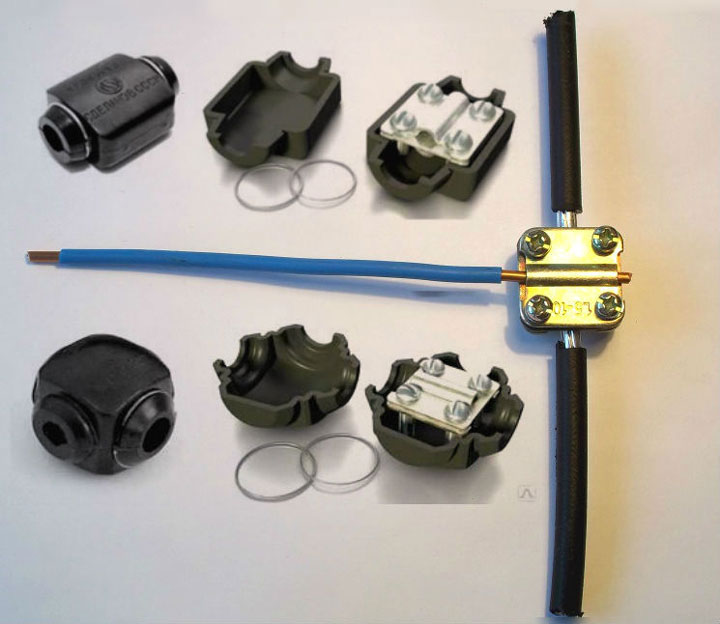 Еще один способ — это применение соединительного сжима типа орех.
Еще один способ — это применение соединительного сжима типа орех.
Он часто используется для ответвления от питающего кабеля гораздо большего сечения, чем отпайка.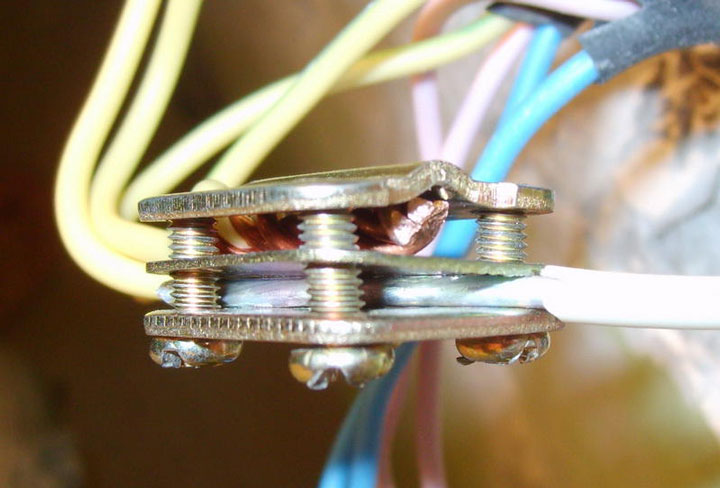
Причем здесь даже не требуется разрезание магистрального провода. Достаточно снять с него верхний слой изоляции. Некоторые нашли ему применение для подключения вводного кабеля к СИПу.
Однако делать этого не стоит. Почему, читайте в статье ниже.
Но опять же, для распаечных коробок орехи не подходят. Более того, и такие зажимы бывает, выгорают. Вот реальный отзыв от пользователя на одном из форумов: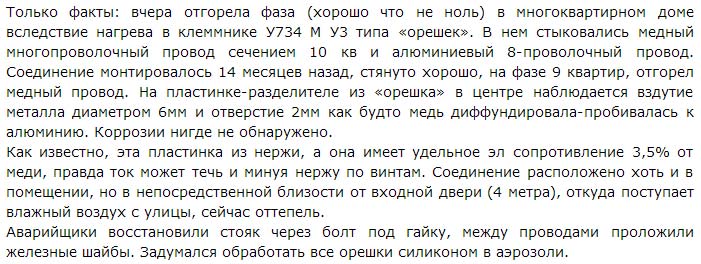
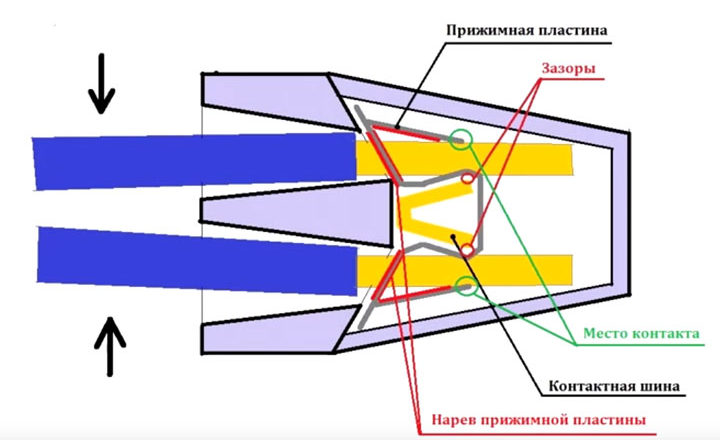
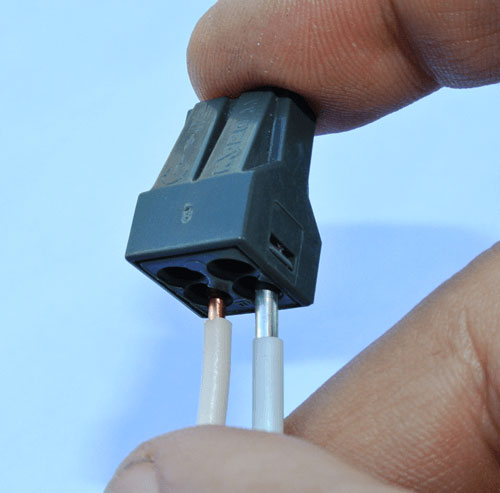 Есть серия специальных зажимов, которыми можно стыковать медь с алюминием.
Есть серия специальных зажимов, которыми можно стыковать медь с алюминием.
Внутри таких клемм находится противоокислительная паста.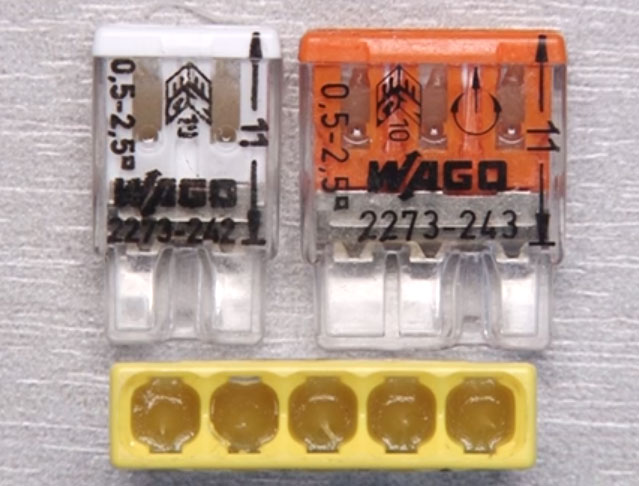
Однако споры о 100% надежности таких зажимов, тем более для розеточных, а не осветительных групп, не утихают до сих пор. При определенной укладке в ограниченном пространстве, контакт может ослабнуть, что неминуемо приведет к выгоранию.
Причем произойти это может даже при нагрузке ниже минимальной на которую рассчитаны Ваго. Почему и когда это происходит?
Дело в том, что когда сжимаются соединяемые проводники, между прижимной пластиной и местом контакта появляется небольшой зазор. Отсюда и все проблемы с нагревом.
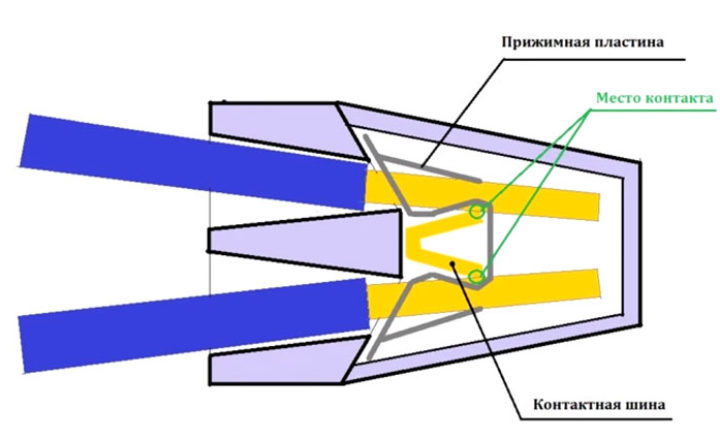
Вот очень наглядное видео, без лишних слов объясняющее данную проблему.
 Данный способ имеет один существенный минус. Большинство продаваемых колодок очень низкого качества.
Данный способ имеет один существенный минус. Большинство продаваемых колодок очень низкого качества.
Некоторые исхитряются и чтобы избежать прямого контакта меди и алюминия, медную жилку припаивают сбоку такого зажима, а не вставляют во внутрь.
Правда клемму для этого придется разобрать. Кроме того, надежный контакт алюминия под винтом без ревизии, не живет очень долго.
Винтики каждые полгода-год нужно будет подтягивать. Частота ревизионных работ будет напрямую зависеть от нагрузки и ее колебаний в периоды максимума и минимума.
Забудете подтянуть и ждите беды. А если все это соединение запрятано глубоко в подрозетнике, то лезть туда каждый раз, не совсем удобное занятие.
Поэтому остается самый надежный из доступных способов – опрессовка. Здесь не будем рассматривать применение специализированных медно-алюминиевых гильз ГАМ, так как они начинаются от сечений 16мм2.
Для домашней же проводки, как правило наращивать нужно провода 1,5-2,5мм2 не более.
Рассмотрим наиболее распространенный случай, который встречается в панельных домах. Допустим, вам нужно запитать одну или несколько дополнительных розеток от уже существующего алюминиевого вывода в сквозной нише.
Для наращивания берете ГИБКИЙ медный провод сечением 2,5мм2. Это уменьшит механическое воздействие на алюминиевою жилу, когда вы будете укладывать провода в подрозетник.
Зачищаете концы медного провода. Далее, для такого соединения их нужно обязательно пропаять. Это исключит непосредственный контакт в гильзе меди и алюминия.
При этом перед пайкой флюсом снимите с жилы оксидный слой.
Сам процесс лужения заключается в окунании провода в специальное отверстие в паяльнике, заполненное оловом.
После остывания жилы остатки флюса удаляются растворителем.
Далее переходите к алюминиевым проводам, торчащим из стены. Аккуратно зачищаете их концы и также удаляете слой окиси.
Для этого можно воспользоваться оксидной токопроводящей пастой. Такая же паста используется при монтаже модульных штыревых систем заземления.
Она рассчитана на работу в любых условиях и исключает дальнейшее появление окиси на поверхности провода. Имейте в виду, что оксидная пленка может в последствии иметь сопротивление в несколько раз большее, чем сам алюминий.
И не удалив ее, вся ваша дальнейшая работа пойдет насмарку. Более того, температура плавления такой пленки достигает 2000 градусов (против примерно 600С у Al).
У некоторых возникнет логичный вопрос, а не продавится ли при опрессовке слой припоя на жиле? Тогда получается что все манипуляции по лужению будут напрасны.
Главное здесь правильно подобрать по сечению гильзу и матрицы инструмента для обжатия.
В этом случае мягкий припой как бы загерметизирует контактное пятно медноалюминиевого соединения. А без отсутствия доступа кислорода к этой точке, эрозии контакта наблюдаться не будет.
Будьте внимательны, при работе с алюминиевыми проводниками нужно действовать крайне осторожно, так как это очень ломкий материал. Одно неосторожное движение и облом жилы вам обеспечен.
После опрессовки необходимо заизолировать данное соединение клеевой термоусадкой.
Именно клеевой тип обеспечит 100% герметичность и предотвратит поступление кислорода к контактным местам. Чтобы не рисковать и не прожечь изоляцию, нагревать термоусадку лучше строительным феном, а не зажигалкой или портативной горелкой.
Полученный пучок проводов укладывать в подрозетник нужно с большой осторожностью, так как алюминий не любит резких перегибов.
Так как наращенные медные жили гибкие, то на концы этих проводников одеваете изолированные наконечники НШВИ.
Только после этого их можно смело заводить в клеммные колодки розеток и затягивать винты.
Безусловно, это не единственный способ наращивания алюминиевых проводов, но он является одним из самых простых (в отличии от сварки или пайки) и надежных (в отличии от скрутки). Подробнее
Подробнее
Если же у вас есть малейшая возможность сменить целиком алюминиевую проводку, делайте это обязательно, не экономьте на своей безопасности.
Сварка меди с алюминием. Как сваривают медные и алюминиевые изделия?
Трудности при сварке плавлением алюминиевых и медных изделий
 Сварку меди с алюминием довольно затруднительно производить при помощи сварки плавлением. Происходит это из-за того, что состав расплавленного металла регулировать практически невозможно, а механические свойства сварного соединения сильно зависят от содержания в нём меди, это хорошо видно из диаграммы (см. рисунок слева).
Сварку меди с алюминием довольно затруднительно производить при помощи сварки плавлением. Происходит это из-за того, что состав расплавленного металла регулировать практически невозможно, а механические свойства сварного соединения сильно зависят от содержания в нём меди, это хорошо видно из диаграммы (см. рисунок слева).
Если в медно-алюминиевом сплаве содержание меди превышает 12%, то предел прочности при растяжении перестаёт увеличиваться, а вязкость сплава и его коррозионная стойкость резко падают. Поэтому, при содержании меди в металле сварного шва более чем 12%, соединение становится очень хрупким и склонным к образованию трещин после сварки.
Практические исследования по свариванию алюминия и меди при помощи угольного электрода, не дали положительных результатов. Соединять медь и алюминий при помощи сварки плавлением возможно в том случае, если плавится, будет, преимущественно, алюминий. Часто применяется, так называемое, «замковое» соединение, где это возможно.
«Замковое» соединение алюминия и меди
.jpg) Сущность «замкового» соединения (см. рисунок слева) состоит в следующем. На лист из алюминия, поз.1 накладывают медную накладку поз.2 и обваривают её по всему периметру сварным швом, вровень с накладкой. Далее выполняют наплавку поз.3, которая соединяет сварные швы, наплавленные по периметру медной накладки. Таким образом поучается что-то вроде замка из алюминиевого сплава. Процесс сварки необходимо производить с формирующими графитовыми планками.
Сущность «замкового» соединения (см. рисунок слева) состоит в следующем. На лист из алюминия, поз.1 накладывают медную накладку поз.2 и обваривают её по всему периметру сварным швом, вровень с накладкой. Далее выполняют наплавку поз.3, которая соединяет сварные швы, наплавленные по периметру медной накладки. Таким образом поучается что-то вроде замка из алюминиевого сплава. Процесс сварки необходимо производить с формирующими графитовыми планками.
Режимы сварки алюминия и меди
Режимы сварки алюминия с медью очень схожи с режимами сварки алюминия. Характер сварочного тока — постоянный, прямой полярности. В качестве присадочного материала используются прутки из литого алюминия диаметром 12-20мм для толщины алюминия 29-30мм и меди 10мм. Сила сварочного тока 500-550А. Напряжение электрической дуги 50-60В, а её длина 20-25мм. Для сварки выбираются графитовые электроды диаметром 15-20мм.
Контактная сварка алюминия и меди
Контактная сварка стыков алюминий — медь успешно применяется в электропромышленности для сварки алюминиевых шин с медными наконечниками, и алюминиевых проводом с медными наконечниками. В кабельной промышленности широко применяется конденсаторная сварка алюминиевых и медных проводов по режимам, указанным в таблице ниже:
Как паять медь: методы, особенности, совместимость с другими металлами

Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
Как спаять медные элементы: общая информация
Наиболее часто встречающаяся проблема – это необходимость пайки скруток медных проводов. Но, независимо от того, какие металлы придётся спаивать, всегда остаётся необходимость очистки поверхностей от жиров и окисла. Для этого используется канифоль, паста для пайки медных труб или паяльная кислота.
Для того чтобы элементы были спаяны прочно, рекомендуется сначала обработать их по отдельности флюсом, после чего облудить – нанести тонкий слой припоя на их поверхности. После этого их можно соединить и, добавив немного припоя, основательно прогреть. Олово расплавится и максимально прочно соединит элементы.

В некоторых случаях вместо паяльника используется газовая горелка. Она применяется, когда спаиваемые детали слишком крупные. В этих случаях даже самый мощный паяльник не способен их прогреть, а значит, о прочном соединении можно забыть. Горелка же прогревает их более основательно.
Некоторые данные по расходным материалам
В качестве расходных материалов в подобной работе используются:
- флюс;
- припой;
- соединительные фитинги.
Стоит разобраться с этими материалами более подробно.

Использование флюса для пайки меди
Флюсом называют различные вещества или их соединения, способные удалить с металлической поверхности различные загрязнения, жиры и оксидную плёнку. В качестве флюса чаще всего используют канифоль или паяльную кислоту, которую можно изготовить в домашних условиях. Для этого необходима обычная серная кислота и цинк. Цинковые таблетки постепенно добавляются в соляную кислоту, с которой вступают в реакцию. О том, что кислота готова к работе, можно узнать по прекращению реакции, называемой травлением.

ФОТО: vashtehnik.ru Различные варианты флюсов – аммиак слишком едкий и лучше от него отказаться
Иногда может возникнуть ситуация, когда под рукой отсутствует какой-либо флюс. Если поблизости есть сосновые доски или ещё лучше деревья, вполне может выручить обычная смола, которая также способна снять окисел и иные загрязнения.

ФОТО: almaty.satu.kz Наиболее оптимальный флюс – это канифоль
Припой для пайки меди и из чего он состоит
Припой – состав с невысокой температурой плавления, способный максимально уплотнить соединение. Обычно это сплав олова и свинца. Причём чем меньше в составе свинца, тем легче будет проходить процесс пайки. В настоящее время довольно популярны стали припои в форме проволоки, внутри которой уже имеется флюс. При работе с ними не требуется предварительная обработка элементов кислотой или канифолью.

ФОТО: promelec.ru Этот припой сразу изготавливается с флюсом, дополнительной обработки поверхности не требует
Фитинги и их применение при пайке
При необходимости пайки медных труб систем водоснабжения или отопления применяются фитинги. Это вспомогательные элементы, обеспечивающие простоту соединения, ответвления или поворота магистральных труб. Более полно пайка медных труб будет рассмотрена ниже.

ФОТО: potok-holoda.ru Фитингов для пайки существует огромное множество
Нюансы самостоятельной пайки меди: что требуется знать
Для того чтобы качественно выполнить пайку, требуется разобрать различные варианты её производства, как при помощи паяльника, так и посредством газовой горелки для пайки медных труб и иных элементов. Попутно рассмотрим различные припои, от тугоплавких до мягких.

ФОТО: vseinstrumenti.ru Горелка для пайки в разобранном состоянии
Использование газовой горелки для пайки меди и иных металлов
Горелка используется при необходимости пайки более габаритных элементов. Это может быть, к примеру, медная посуда, чайник или провода большого сечения. В этом случае в качестве флюса удобнее будет использовать буру. Припой здесь также понадобится высокопрочный, поэтому оптимальным будет применение ПМФ 7 (припой медно-фосфорный). Его температура плавления выше, чем у олова, но горелка легко справится с этой проблемой.
Пайка медных проводов: пошаговая инструкция
Попробуем разобраться, как паять медные провода, на основании фото примеров.





Подробнее с мастер-классом можно ознакомиться в этом видео.
Любой флюс, как и припой для пайки медных проводов можно купить в магазинах хозяйственных товаров. Сегодня на прилавках можно найти различные составы и сплавы, предназначенные для подобных целей.
Различия в работе с мягкими и твёрдыми припоями
Для мелких работ по дому лучше всего использовать мягкие проволочные припои. С ними можно работать даже при помощи маломощных паяльников. А вот твёрдые сплавы требуют более «жёсткого» подхода. Для работы с ними используют молоточные паяльники или горелки.

ФОТО: тд-рубин.рф Твёрдые припои могут продаваться вот такими прутками
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.

ФОТО: m-chel.ru Аккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.

ФОТО: poliasmet.ru Иногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.

ФОТО: kak-eto-sdelat.info Спаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.

ФОТО: mastergrad.com Иногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).

ФОТО: cusi3.ru Сложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.

ФОТО: svarkavol.ru Спайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия с медью припоем Castolin
Не так давно на форуме я поднимал вопрос надежности локринговых соединений и вариантов стыковки разнородных металлов и алюминия, этот вопрос стоит довольно актуально уже многое время, так как данное соединение требует большого профессионализма и навыков от мастера. До этого обзора я применял мерлоневский припой для пайки алюминия, а стыки алюминия с медь просто не делал, брал готовые со старых холодильников, но в один прекрасный момент эти запасы кончались и начались проблемы, пробовал сделать локринговое соединения, но постоянные проблемы с муфтами и цена на клещи заставили отказаться от данной затеи, решил попробовать пропой от фирмы Castolin
Просто так соединение меди с алюминием не сделать нужен хороший флюс той же фирмы
AluTin 51

По ссылке можно ознакомится с описанием
https://www.castolin.com/ru-RU/product/alutin-51
Цена по которой мне досталась 100гр баночка 300 руб, думаю что в каждом регионе свой порядок цен
Флюс очень токсичный, так как при попадание на кожу руки вызвал зуд и раздражение, будьте внимательны и осторожны, в случае попадания, как написано в инструкции нужно промыть водой, мне конечно не особо помогло, но и сильного раздражения при небольших дозах я не получил.
Припой — стандартный пруток обычной длины

https://www.castolin.com/ru-RU/product/1827
Мне достался один пруток за 350 рублей или меня продавец не полюбил или реально такая цена, но после испытания я был очень доволен результатом
Единственная особенность не нагревать флюс открытым пламенем, он начинает чернеть и о хорошем шве сразу можно забыть
На данном видео я все сделал с одного дубля, что говорит о полной доступности пайки стыка алюминия с медью в условия выездного обслуживания

