
Технические характеристики токарно-винторезного станка 163, схемы
Обзор токарного станка 163: конструкция, характеристики, правила эксплуатации
Токарный станок серии 163 был спроектирован Рязанским станкостроительным заводом еще в 1953 г. Выпуск этой модели продолжался длительное время, так как она обладает уникальными техническими и эксплуатационными качествами. И до сих пор станок используется для выполнения работ в специализированных мастерских.
Конструктивные особенности станка

Изначально станок серии 163 был разработан для выполнения широкого спектра токарных операций и поэтому он считается универсальным. Это отобразилось в его компоновке и конструктивных элементах.
Расположение компонентов в оборудовании классическое. На поверхности станины находятся шлифованные направляющие. На них установлена каретка с резцедержателем, которая имеет механизм подачи режущего инструмента. Главный привод осуществляется за счет работы электродвигателя, который соединен с коробкой передач с помощью ременного привода. Для регулирования скоростей вращения шпинделя в коробке передач можно изменять сцепление передающих шестерен.
Станок 163 имеет следующие конструктивные особенности и эксплуатационные качества:
- разнообразие выполняемых операций. С помощью этого оборудования можно делать точение, расточку, формировать метрическую резьбу на поверхности цилиндрических заготовок. В качестве дополнительной функции производитель предусмотрел возможность выполнять сверление;
- возможность активации режима обработки на высоких скоростях вращения шпинделя. При этом устанавливаются не только резцы со стандартными характеристиками, но и специальные модели;
- суппорт имеет устройство для механического смещения. Благодаря этому на станке можно выполнять точение конусных деталей.
Для реализации быстрых смещений суппорта в продольном и поперечном направлении в конструкции есть два электродвигателя. Это уменьшает инертность обработки, способствует повышению качества токарных работ. Однако перед активацией этих режимов необходима предварительная настройка.
Настройка шага при формировании резьбы осуществляется за счет изменения пар шестеренчатых колес в коробке передач. Дополнительно необходимо откорректировать аналогичный параметр для гитары станка.
Описание технических характеристик
Для токарного станка модели 163 характерна простота эксплуатации. Достижение оптимального результата обработки заготовок возможно только после изучения его технических характеристик и правил работы на этом оборудовании.
Как и все оборудование этого класса, выпускаемое в середине 20-го века, токарный станок имеет достаточно большие размеры, которые составляют 353*152*129 см. Это объясняется его универсальностью и возможностью выполнения широкого спектра операций. При этом масса установки составляет 4050 кг.
Для точного анализа возможностей, которыми обладает токарно-винторезный станок 163, следует изучить его основные технические характеристики. Они заключаются в следующем:
- максимально допустимые размеры обрабатываемых деталей зависят от способа их установки. Над станиной этот параметр не может превышать 63 см, над суппортом – 35 см;
- длина заготовки не может быть больше значения 140 см;
- шпиндельная головка имеет отверстие диаметром 70 мм;
- шпиндель может вращаться с частотой от 10 до 1250 об/мин;
- число скоростей шпиндельной головки зависит от направления вращения. При прямом движении этот параметр равен 22, при обратном – 11;
- количество подач резцовых салазок, продольных и поперечных каретки равно 32;
- быстрые смещения осуществляются со скоростью 3,6 м/мин (продольные) и 1,3 м/мин (поперечные).
Мощность электродвигателя для главного привода составляет 13 кВт. Но кроме этого при расчете максимальной нагрузки на электросеть следует учитывать характеристики вспомогательных силовых установок. Их суммарная мощность равна 2,2 кВт. В их число также входят электронасосы, обеспечивающие функционирование системы смазки и подачи охлаждающей жидкости.
Функциональные возможности станка 163 включают в себя операции по формированию резьбы различного типа: метрической, питчевой и дюймовой. Перед выполнением этих работ следует установить соответствующую пару шестерен в коробку передач.
Правила эксплуатации оборудования
Ознакомление с инструкцией является обязательным условием для эффективной и безопасной работы на станке 163. Однако следует учитывать, что модель не выпускается длительное время и поэтому фактические характеристики могут отличаться от паспортных.
На первом этапе работы необходимо проверить узлы и агрегаты оборудования. Сюда входит анализ состояния коробки передач, электродвигателей и проверка линейных размеров передней и задней бабки, резцовых салазок и суппорта. Затем выполняется смазка узлов, согласно прилагаемой инструкции.
Для обеспечения безопасности работы на станке соблюдаются такие условия:
- наличие хорошего освещения;
- инструктаж работников перед работой;
- корректная установка станка на специальные опоры или подготовленную платформу;
- применение средств индивидуальной защиты: рабочая одежда, защитные очки.
Только после этого можно приступать к выполнению токарных операций.
В видеоматериале показан пример того, как токарно-винторезный станок 163 делает обработку стальной заготовки:
Токарно-винторезный станок 1м63

Токарно-винторезный станок 1м63
Стоит отметить, что Рязанский завод, заложенный еще в 1944 году, работает и в наши дни. Его заслуги, репутация и история заслуживает отдельного внимания. Не зря же его продукция в большом объеме трудится в десятках стран по всему миру. Полувековое лидерство предприятия было обеспечено использованием мировых научных достижений и, конечно же, безупречной производственной организацией.
Основные сведения
Новый станок, заменивший 163-ю модель, превзошел ее по всем самым важным показателям, от удобства и безопасности до надежности и производительности. Его появление дало возможность работать с любыми металлами на абсолютно новом качественном уровне.
Модель 1М63 из семейства популярнейших агрегатов на просторах СССР и странах СНГ способен выполнять токарные работы в индивидуальном производстве и в производстве мелких серий по заготовкам различных размеров. Основным его предназначением считается нарезка и расточка разновидных резьб. Помимо этого, на нем выполняется обточка внешних и внутренних поверхностей деталей, имеющих форму цилиндра или конуса, обточка конусных фасонов, обрезка, зенкеровка отверстий, накатка сетчатого рифления.
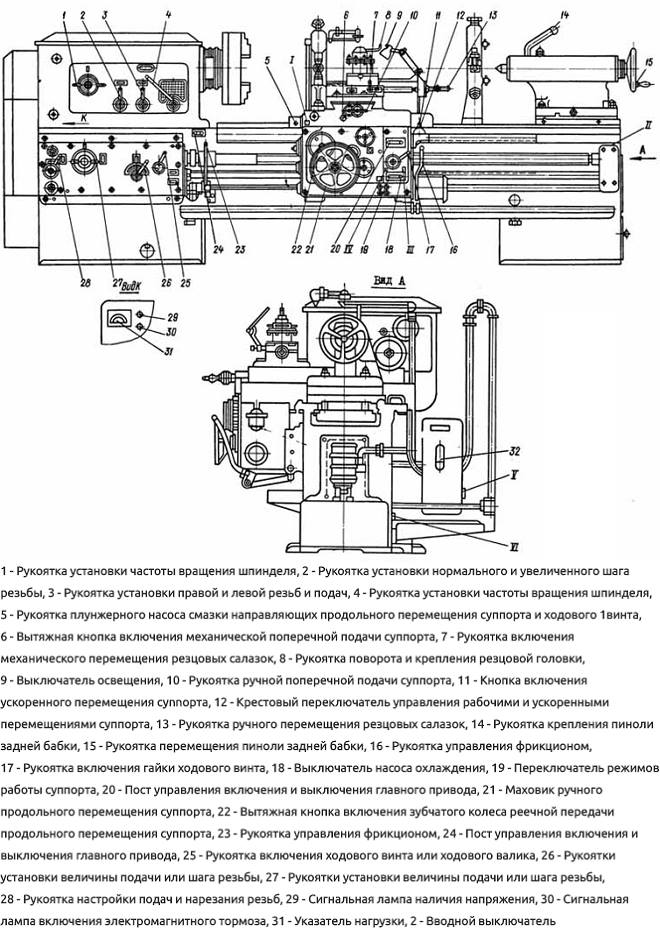
Далее представлен схематический рисунок, с помощью которого можно ознакомиться с устройством основных составляющих элементов токарного агрегата:
Схематический рисунок станка 1м63
- Двигатель;
- Коробка подач;
- Защитный кожух;
- Сменные шестерни;
- Передняя бабка;
- Ограждение патрона;
- Фартук;
- Суппорт;
- Ограждение;
- Электрооборудование;
- Задняя бабка;
- Станина.
На следующем схематическом рисунке отображены настраивающие и управляющие станком средства:
Схематический рисунок: управляющие станком.
- Валовый квадрат;
- Выключатель вводной;
- Рукоять частотной настройки шпиндельного вращения;
- Устанавливающая шаг и цену деления резьбы ручка;
- Устанавливающая величину подачи и нарезку резьб ручка;
- Включающая ограждение патрона кнопка;
- Рукоять частотной настойки шпиндельного вращения;
- Запуск смазывающего насоса;
- Запуск поперечной подачи;
- Подача света;
- Рукоять для поперечной подачи суппорта в ручном режиме;
- Запуск механического поперечного перемещения суппорта;
- Ручка, закрепляющая и поворачивающая резцедержатель;
- Сжимающая и разжимающая крепление каретки головка;
- Ручное движение верхнего суппорта в поперечном направлении;
- Запуск суппорта и его быстрого хода;
- Включение заточки конусных и цилиндрических заготовок;
- Запуск насоса для подачи смазочно-охлаждающих жидкостей;
- Регулировка подач дистанционного управления;
- Указатель нагрузки;
- Лампа, сигнализирующая о работе электромагнитного тормоза;
- Датчик наличия напряжения;
- Аварийный датчик;
- Закрепляющая пиноль задней бабки ручка;
- Маховик, отвечающий за осевое движение пиноли;
- Рукоять маховика;
- Управление фрикционом;
- Механизм, подключающий гайку ходового винта;
- Кнопки пуска и глушения основного двигателя;
- Маховик, управляющий движением суппорта по направляющим;
- Кнопки пуска и глушения основного двигателя;
- Управление фрикционом;
- Шаговая наладка резьбы;
- Корректировка шага резьбы;
- Настройка вида резьбы;
- Подбор шага для нарезки резьбы.
Механическое передвижение верхней части суппорта дает возможность точить и короткие, и длинные конусные детали. Сменные шестерни гитары позволяют настроить нужный шаг резьбы, а зубчатыми колесами устанавливается величина подачи. Силами специального двигателя осуществляется быстрое продольное и поперечное передвижение суппорта.
Многофункциональный механизм 22-ступенчатой коробки скоростей дает возможность реверсивного движения суппорта. К тому же, он позволяет увеличить шаг резьбы. Стоит также упомянуть и про механизм, тормозящий шпиндель. Для его активации на пульте управления есть соответствующая кнопка.
Встроенная в закрытый фартук система смазки представляет собой распределитель масла и специальный насос, оборудованный фильтром с тонкостью в 120 мкм, что обеспечивает поступление в узлы только чистые смазочные составы.
Видео
Технические характеристики
- Высота расположения центров — 31,5 см;
- Габариты:
- длина — 3,53 м,
- ширина — 1,68 м,
- высота — 1,29 м;
- Масса — 4,3 т;
- Количество двигателей — 3 штуки;
- Мощность двигателя:
- основной — 13 кВт,
- дополнительный — 1,1 кВт,
- насосный (система подачи смазочно-охлаждающих жидкостей) — 0,12 кВт;
- Количество оборотов двигателя:
- основного — 1460 оборотов в минуту,
- дополнительного — 1400 оборотов в минуту;
- Количество ступеней работы двигателя — 22 прямые скорости и 11 обратных скоростей;
- Классификация точности обработки — «Н»;
- Максимальный диаметр обрабатываемой детали над:
- станиной — 63 см,
- суппортом — 35 см;
- Ограничение диаметра устанавливаемой заготовки над:
- станиной — 70 см,
- выемкой — 90 см;
- Ограничение размера детали при установке в РМЦ — 1,4 м,
- Массовое ограничение изделия — 2 т;
- Максимальное оборотов шпинделя:
- прямое вращение — 10-1250 в минуту,
- реверсивное вращение — 18-1800 в минуту;
- Размер шпиндельного отверстия — 7 см в диаметре;
- Дистанция движения подачи:
- продольная — 126 см,
- поперечная — 40 см;
- Резьбовое ограничение:
- метрической — от 1 до 192 мм,
- дюймовой — от 24 до 1/4 ниток на дюйм,
- модульной — от 0,5 до 48 модулей,
- питчевой — от 96 до 0,875 диам. питчей;
- Шаговое ограничение резьбы:
- метрическая — 56,
- дюймовая — 33,
- модульная — 55,
- питчевая — 52;
- Скорость движения подачи:
- в продольном направлении — 4500 мм/мин,
- в поперечном направлении — 1600 мм/мин;
- Длина хода пиноли — 24 см.
Описание работы
Пренебрежение ими может нанести вред вашему здоровью. Если у вас нет токарного образования или специальной подготовки, то в ваших же интересах не эксплуатировать станок без строго надзора специалиста.
После сборки и подключения агрегата, нужно также почистить и подготовить его к работе. Наличие разбросанных инструментов и деталей на рабочем месте неприемлемо. Включается привод кнопкой запуска, найти которую можно возле коробки подач. Есть еще одна кнопка запуска, которая расположена на приборной панели каретки. При запуске двигателя фрикцион должен быть выключен!
Чтобы привести в движение суппорт (каретку), нужно подключить фрикционные муфты, находящиеся в фартуке. Четыре муфты, одна половина которых обеспечивают продольное движения, другая — поперечное, управляются переключателем, расположенным на фартуке. У переключателя имеется 1 вертикальное (нейтральное) положение и 4 наклонных положения, в соответствии с направлением движения суппорта. Головка переключателя имеет кнопку, включающую скоростной ход суппорта.
В случае возникновения серьезной поломки станок следует отправить на ремонт. Перед этим обязательно нужно почистить агрегат от грязи и стружки, слить жидкости. Вместе со станком должны быть отправлены технический паспорт, акт о проведении технического осмотра и ведомость сборных запчастей, которые отправляются демонтированными от машины. Если какие-либо запчасти будут отсутствовать, за отдельную плату ремонтный завод их изготовит.
Модификации
Время и растущие потребности несут за собой необходимость вносить усовершенствования. Без них не обошелся и наш агрегат. К его основным модификациям относят следующие модели:
- 1М63Ф306, выпускаемая с 73-го года, отличалась наличием ЧПУ (данное отличие также присутствует у 1М63ФЗ и 1М63РФЗ);
- 1М63Ф101, вышедшая в 76-ом году, имела устройство цифровой индикации (УЦИ), которое отсчитывало поперечное движение суппорта;
- 1М63Б, отличавшаяся своей быстроходностью и увеличенной мощностью (это относится и к модификациям 1М63БГ и 1М63БФ101);
- 1М63М с повышенной мощностью, как и у 1М63МФ101 и 16Р30;
- 1М63Н, выпущенная в 92-ом году и завершившая серию, отличалась нормальной точностью (1М63НФ1 и 1М63НФ101, к тому же, были дополнены системой УЦИ, которая отсчитывала перемещения в 3-х мерной системе координат);
- 1М63Н-1, имевшая нормальную точность и более короткую станину (1М63НФ10М обладала еще и УЦИ);
- 1М63НГ, отличавшаяся выемкой на станине;
- 1М63НП, преимуществом которой была повышенная точность.
Некоторым, из перечисленных станков, можно уделить немного больше внимания. К примеру, рассматривая одну из последних модификаций (1М63Н) можно выделить несколько конструктивных особенностей модели:
- буква «Н» в названии указывает на нормальную точность обработки, которую обеспечивали три фактора: температурная стабильность, устойчивость к вибрациям и жесткость конструкции;
- внушительный срок службы токарной машины, обеспеченный двумя призматическими направляющими, расположенными на станине, и другими высоконадежными узлами;
- ускоренная обработка резьбы за счет того, что реверсивное вращение шпинделя имеет на 30% большую частоту, чем прямое;
- зубчатые колеса, которые выполнены из легированной стали;
- повышенная безопасность эксплуатации, гарантированная системами блокировки станка, а также ограждающими зонами резки;
- более мощный, по отношению к оригинальной модели, двигатель;
- возможность обрабатывать заготовки длиною до 10 м и массой до 3,5 т.
Рассмотренный нами станок 1М63 имеет достаточно особенностей, которые обеспечили ему популярность и признание не только на родине, но и за рубежом. На его базе было создано огромное количество модификаций, добавляющих этой машине еще больше достоинств. Не смотря на то, что в новом веке уже создано огромное количество современных станков, превосходящих во многом полувекового трудягу, он и его улучшенные модели продолжают стоять в строю, каждый день обрабатывая тысячи новых деталей.
Токарный станок 163
Универсальные токарно-винторезные станки выполняют значительную часть механической обработки, востребованной современной промышленностью. Речь, прежде всего, идет о точении, нарезании резьбы, сверлении. На них изготавливается большая часть деталей, представляющих собой тела вращения.
Несмотря на появление более сложных обрабатывающих центров, токарные станки не теряют своей актуальности по причине:
- Небольшая стоимость.
- Универсальность использования.
- Скорость переналадки. Для них не требуется написание программы и сложное переоборудование. В абсолютном большинстве случаев нужно лишь ознакомить рабочего с чертежом, правильно подобрать инструмент и установить съемные приспособления по необходимости, такие, как люнет или другой патрон.
- Простота обслуживания и ремонта. Современный станок токарный с ЧПУ зачастую требует сервисного обслуживания, в то время, как универсальный аналог можно восстановить усилиями собственных ремонтных бригад.
- Возможность использование широкого ассортимента инструмента, как ГОСТовского, там и импортного и даже самостоятельно изготовленного.
- Отличная надежность и срок службы. Даже после многих десятилетий бережного отношения станок может сохранять свои технологические свойства.
Универсальное токарное оборудование ещё долго будет неотъемлемой составляющей промышленности, а при выборе стоит ориентироваться на наиболее известные и удачные модели, которые хорошо зарекомендовали себя.

Описание и назначение
Токарно-винторезный станок 163 был разработан более пятидесяти лет назад, и оказался в составе одного из наиболее удачных модельных рядов Рязанского станкостроительного завода. Показательным является тот факт, что на протяжении очень долгого времени он был в числе наиболее распространенных в своем классе.
На основании его конструкции было спроектировано немало новых моделей и сформировано новое поколение станков. По своим показателям данная техника актуальна и сейчас, и её можно встретить на различных предприятиях. Немаловажным является соответствие не каким-то локальным требованиям, а целому ГОСТ 18097-93 «Станки токарно-винторезные и токарные. Основные размеры. Нормы точности».
Реализована типовая компоновка и принцип действия, но это сделано на высоком уровне, начиная от проектирования и заканчивая сборкой.
Назначение модели 163 – изготовление габаритных деталей в условиях, как единичного, так и мелкосерийного производства. Причем обработка заготовок производится с высокой точностью и допустимой сложностью, что позволяет браться за особо ответственные изделия.
На станке можно выполнять:
- Наружное и внутренне точение цилиндрических и конических поверхностей, сложных фасонных форм.
- Сверление. Диаметр отверстий невелик, но в определенной степени сверлильное оборудование получается заместить.
- Нарезание метрической модульной дюймовой резьбы.
- Обработка торцев и кромок.
СЛЕДУЕТ ЗНАТЬ: Предел возможностей велик и в определенной степени зависит от мастерства станочника.
Технические характеристики
Перед тем, как остановить свой выбор на токарно-винторезном станке 163 по металлу, стоит разобраться с его основными параметрами.
Во-первых, это допустимые размеры заготовки:
- Диаметр: 630 мм (для формы «диск» расположенной над станиной) или 350 мм (для формы «вал» расположенной над суппортом).
- Длина: 1400 мм (по расстоянию между центрами), при этом обтачивание технически может производиться в пределах 1260 мм.
Во-вторых, это параметры шпинделя:
- Количество ступеней регулирования: 24 (от 10 до 1250 об/мин). Такой интервал позволяет работать с различными видами заготовок.
- Внутреннее отверстие для подачи пруткового материала: 70 мм. Это позволяет работать с прутками диаметром 65 мм.
- Штатный патрон: 320 мм.
В-третьих, это показатели подач:
- Продольные: от 0,1 до 3,2 мм/об.
- Поперченные: от 0,04 до 1,18 мм/об.
- Для резцовых салазок: от 0,033 до1 мм/об. Для всех указаны значения для сорока шагов.
- Шаги резьбы: метрической от 1 до 192 мм, дюймовой от 24 до ? ниток на дюйм, модульной от 0,5 до 48 мм, питчевой от 96 до 7/8 мм.
В-четвертых, параметры установки и подключения:
- Масса станка в полной комплектации: 3800 кг.
- Мощность главного привода: 13 кВт.
- Тип электросети: промышленная, 380 В.
Более подробное описание параметров оборудования и технические характеристики можно найти в паспорте на изделие. Документация винторезного станка 163 так же содержит схемы кинематическую, электрическую, управления, смазки. Их необходимо знать для эксплуатации, настойки и ремонта техники.
Устройство
Спецификация основных узлов токарного станка 163 определяет следующие позиции:
- Литая станина (16301Б001) на двух тумбах. Служит для создания основы, восприятия всех нагрузок и определение компоновки. На ней установлены направляющие, служащие для перемещения подвижных узлов и их надежного позиционирования. Дефекты «рельсов» быстро сказываются на качестве, и их приходится восстанавливать или менять.
- Коробка скоростей (передняя бабка) (16302001Г) токарного 163. Основной элемент, расположенный в корпусе коробки – это шпиндель, установленный на двух сложных подшипниках. Они не только обеспечивают ровное вращение без люфтов, но и восприятие нагрузок от подач. Режимы меняются с помощью блока шестерен и рукояток управлениями ими, выведенными на переднюю панель бабки.
- Задняя бабка (16303001А). Её можно смещать на требуемое расстояние и надежно фиксировать. Непосредственно зажатие и центрирование детали осуществляется пинолью, выдвигаемой за счет вращения маховичка.
- Суппорт (16304001А) крестового типа характеризуется возможностью регулируемого перемещения верхней части. Благодаря этому реализована возможность производить обточку конических поверхностей. Для длинных и коротких конусов применяется своя техника, дающая превосходный результат. Каретка суппорта обеспечивает продольное перемещение, а за поперечное – отвечают салазки резцовые. Предусмотрено автоматическая продольная подача под воздействие винта, проходящего сквозь гайку. Данное соединение требует периодического контроля и регулировки. В отличие от большинства других моделей, в 163 автоматизировано смещение резца сразу в двух направлениях.
- Фартук (16306001Г) закрытого типа. Он необходим для преобразования вращения зубчатых колес и винта в линейное, необходимое для подачи. Оригинальная конструкция позволяет управлять всем устройством с помощью единственной рукоятки. Встроенная кнопка дает возможность работать с ускоренными перемещениями суппорта.
- Коробка подач (16307001А) закрытого типа. Вращающий момент шпинделя так же используется для механизации перемещения суппорта. Через гитару (16308001А) со сменяемыми шестернями (16308001А) зубчатой передачи вращение передается в коробку подач, там преобразуется и задает равномерное поворачивание винта продольного с нужной скоростью.
- Охлаждение (16334001А). Принудительная подача СОЖ (смазывающе-охлаждающей жидкости) непосредственно в зону резания позволяет качественно увеличить режимы резания и повысить стойкость инструмента. От этого зависят, как производительность, так и технологические возможности.
- Электрооборудование (16380001). Прежде всего, это электродвигатели, ходящие в комплект, а так же кнопки включения, электроприборы управления и контроля. Их объем по сравнению с современными моделями совсем невелик, но они требуют внимания и поддержания в исправном состоянии.
В типовой набор токарно-винторезного станка 163 так же входят люнеты неподвижный (16310001) и подвижный (16311002А), которые для данного оборудования просто необходимы, принимая во внимание предельное межцентровое расстояние и соответствующие габариты продукции.
Особенности ремонта
Справедливо правило, что восстановление станочного оборудования можно значительно проредить, если уделять должное внимание профилактике и обслуживанию.
Для токарно-винторезного станка 163 определяются средние и капитальные ремонты, а так же проводятся средние по необходимости. Наиболее частые задачи:
- Восстановление базисной геометрии станины и её направляющих.
- Ремонт передней бабки, связанный с заменой подшипников или зубчатых колес.
- Восстановление задней бабки, которая не фиксируется надежно в заданном положении и не дает правильно поджимать заготовку.
- Износ системы винт-гайка.
- Отладка передач.
- Устранение отказов электрики.
Ремонт фартука
Сигналом к тому, что пора отремонтировать фартук токарного станка являются некорректная его работа. В процессе работы механизм начинает заклинивать, смещаться, появляются отклонения в движениях.
Особенности ремонтных работ заключаются в сложности сочетании различных элементов механизма. Здесь присутствуют гайка, находящаяся с зацеплении с валом перемещения, электромагнитные муфты фартука, органы управления. Разнотипность частей подкреплена сложностью их монтажа. У каждой детали есть свое место, характеризующееся целым рядом параметров.
Ремонт осуществляется через переднюю панели, которая при необходимости снимается.
ВАЖНО: В каждом случае необходимо оценить степень износа.
Токарно-винторезный станок 1М63
Токарно-винторезный станок 1М63 разработали и начали выпускать в середине 50-х годов. Данное оборудование на тот момент имело уникальные технические характеристики, станок 1М63 позволил проводить обработку на высоком качестве заготовок из различных металлов.

Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.

Гитара токарного станка 1М63
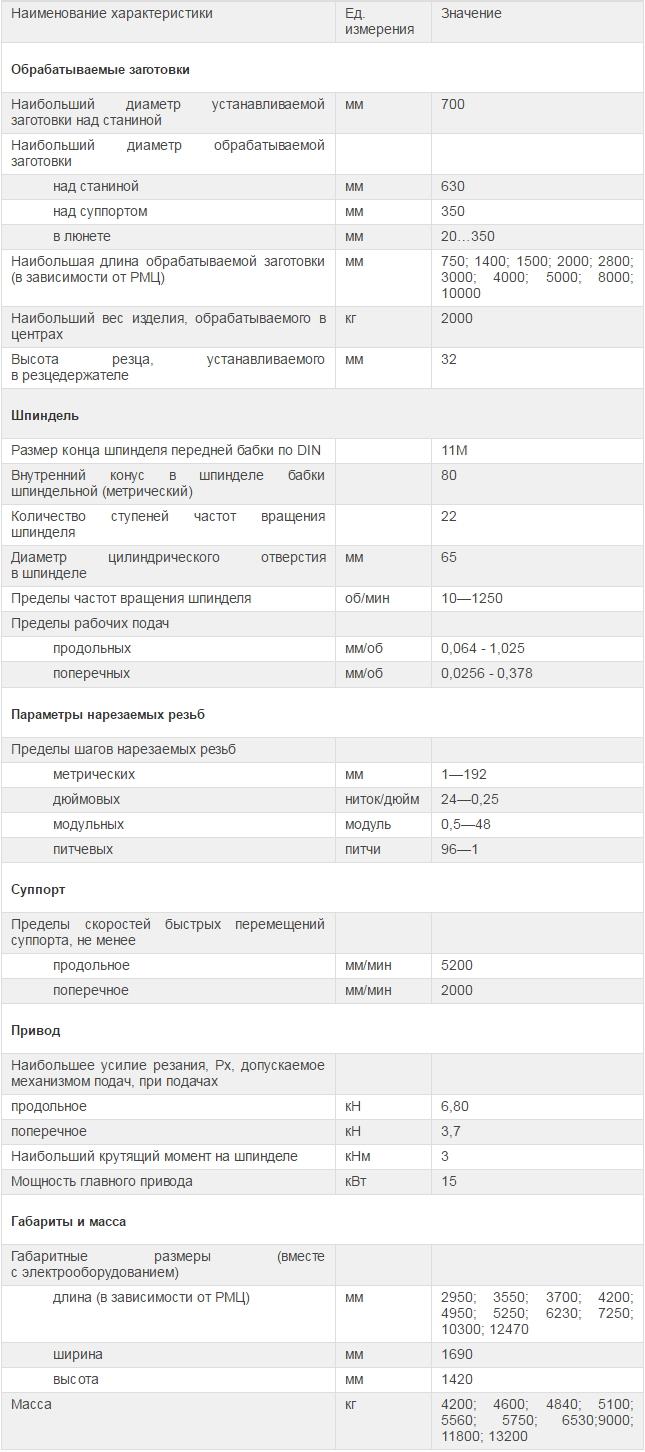
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.

Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
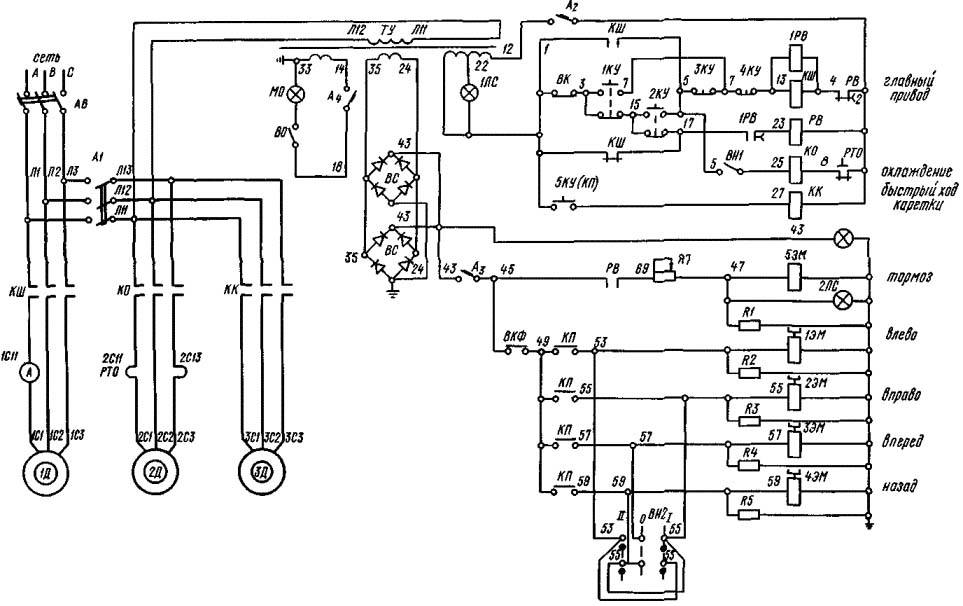
Электрооборудование и кинематическая схема

Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.

Электрическая схема станка 1М63
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
Универсальный токарно-винторезный станок 163 для обработки крупногабаритных деталей: устройство, особенности, назначение
Долгое время токарно-винторезный станок 163 был основным оборудованием для обработки точением крупногабаритных деталей. На его базе создано несколько новых моделей, которые и сейчас работают на крупных предприятиях и в частных мастерских.

Сведения о производителе токарно-винторезного станка
В 1944 году под Рязанью была подготовлена площадка под строительство танкового завода. Война вошла в завершающую фазу. Было принято решение переходить к производству «мирной» продукции и развивать экономический потенциал страны. На подготовленном месте начали строить станкостроительный завод.
В 1946 году в новые цеха начали завозить и устанавливать оборудование, включая 600 вагонов, привезенных из Германии. Датой выпуска первого станка считается 21 февраля 1949 года. Именно в этот день рабочий завода установил деталь на собранный 164 агрегат, и произвел пробную отработку.
Токарно-винторезный 163, разработанный московскими специалистами, начали выпускать в 1956 году и производили до 1968 года. Затем стали выпускать модели. Созданные на его базе: 1М63, 1М63Б.
Назначение и область применения
Токарно-винторезный станок относится к группе металлорежущего оборудования. Он предназначен для обработки заготовок из:
- стали;
- чугуна;
- цветных сплавов.
На оборудовании производится обработка:
- точение цилиндрических и конических поверхностей;
- торцевание;
- отрезка;
- прорезка кольцевых канавок;
- сверловка, зенкерование в оси со стороны задней бабки;
- внутренняя расточка цилиндрическая и на конус;
- нарезка резьбы разных профилей;
- нарезка червяков.
Конструкция станка позволяет установить на суппорт фрезерную головку и производить фрезеровку по плоскости, сверловку и выборку пазов.
Основные технические характеристики
Токарно-винторезный станок 163 разрабатывался для обработки крупногабаритных заготовок весом до 2 тонн. Максимальный диаметр короткой заготовки над станиной 630 мм, наибольший диаметр вала над суппортом – 350 мм.
Модель 163 выпускалась в 2 модификациях, они отличались длиной обрабатываемой детали:
- межцентровое расстояние 2800 мм в стандарте и1400 мм укороченный вариант;
- длина точения соответственно 1400 мм и 1260 мм.

Диаметр отверстия в шпинделе на первых партиях станков был 70 мм. Затем узел доработали, диаметр увеличился до 80 мм и 90 мм. Диаметр зажимного патрона 320 мм не изменялся. Мощность приводного двигателя 14 кВт.
Габариты рабочего пространства
Габариты рабочего пространства:
диаметр над суппортом 350 мм;
диаметр над станиной 630 мм;
поперечный ход суппорта 430 мм.

Максимальное расстояние резца от оси вращения детали в горизонтальной плоскости 320 мм.
Расположение основных узлов и органов управления
Основание станка 163 – литая чугунная станина. Сверху она имеет направляющие для перемещения суппорта и задней бабки. Впереди ходовой вал и винт.
Слева выше линии направляющих, расположена передняя бабка с коробкой скоростей и шпиндельным узлом. Ее входной вал соединен четырехрядной ременной передачей с установленным сзади двигателем. Слева выступает вперед корпус коробки подач. С торца открывается крышка ящика, в котором производится перестановка шестерен для изменения шага при нарезке резьбы.
Впереди, вдоль станины, перемещается фартук. На нем установлен суппорт с салазками и резцедержкой. Задняя бабка с нерабочего положения на правом краю, передвигается по направляющим в любое положение. Перед ней устанавливается съемный подвижный люнет для обработки длинных тонких валов.

Шкаф электрооборудования установлен слева за станиной. На станине, слева под направляющими, вплотную к коробке скоростей установлена кнопочная станция пуска и остановки станка. Рубильник включения в сеть находится на электрическом шкафу. Органы управления вынесены вперед и расположены максимально близко к узлам, которыми они управляют.
Расположение органов управления
На передней бабке расположены органы управления коробкой скоростей и скоростью вращения шпинделя:
- штурвал настройки числа оборотов шпинделя;
- рукоятка управления переборами;
- рукоятка регулировки шага резьбы;
- реверс – ручка переключения направления вращения.
На передней панели коробки подач расположены ручки:
- выбора типа резьбы;
- настройки шага резьбы и подачи;
- включения ходового винта и вала.
Для удобства управления станком и переключения режимов работы, на фартуке установлены рукоятки подач суппорта, переключения скорости и направления перемещения рабочих органов.

Задняя бабка передвигается вручную. На ней имеются ручки прижима к направляющим, перемещения и фиксации пиноли. Двигатель-насос СОЖ запускается автоматически при нажатии кнопки пуска станка.
Кинематическая схема

Механизм переключения скоростей
Токарно-винторезный станок 163 имеет 24 скорости вращения шпинделя. Все они включаются одновременным изменением положения 2 рукояток. В торце на корпусе имеются 6 окон для контроля положения настройки оборотов шпинделя.
Электрическая схема

Правила эксплуатации, паспорт
В Руководстве по эксплуатации подробно расписаны все правила обращения и работы на станке:
- техника безопасности;
- режимы работы и их настройка;
- установка на фундамент и крепление;
- первый пуск;
- регулировка оборудования;
- система смазки и график замены масла;
- перечень быстроизнашиваемых деталей.
Универсальные токарно-винторезные станки 163 отличаются удобным управлением, надежностью и прочностью. Они признаны лучшей моделью для обработки средних и крупных заготовок при единичном изготовлении деталей. На 163 производят грубую обдирки и чистовую отработку с точностью до 0,02 мм. Станок изготовлен в полном соответствии с ГОСТ 18097-93.
Токарно-винторезный станок 1М63 — характеристики, паспорт

Станок 1М63, относящийся к категории оборудования токарной группы, начал выпускаться в середине 50-х годов прошлого века на станкостроительном заводе в г. Рязани. Появление такого оборудования позволило выполнять обработку заготовок из различных металлов на новом качественном уровне.
Внешний вид токарного станка 1М63
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Основные технические характеристики токарно-винторезного станка 1М63 представлены ниже в формате таблиц:
Скачать бесплатно паспорт токарно-винторезного станка 1К63: Паспорт станка 1К63
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Модификации токарного винторезного станка
163 – первая модель серии, начало выпуска 1956 год.
1Д63А – станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси)
1М63 — следующее поколение серии, станок заменил модель 163
1М63Ф306 — токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год
1М63Ф101 – токарно-винторезный станок с УЦИ, начало серийного выпуска 1976 год
1М63Б, 1М63БГ, 1М63БФ101 – станки повышенной мощности
1М63Д, 1М63ДФ101 – станки выпускались станкостроительным заводом им. Кирова (г. Тбилиси)
1М63М, 1М63МФ101, 16Р30 — станки повышенной мощности
1М63РФ3 — токарно-винторезный станок с ЧПУ
Назначение и область применения
Станок токарно-винторезный модели 1М63 является скоростным универсальным станком, (назначенным для выполнения разнообразных токарно-винторезных работ по черным и цветным метал- , включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15 кВт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом. Поэтому рекомендуется вначале снимать верхнюю часть обшивки и верхние поперечные брусья, а затем боковые и торцевые части обшивки ящика.
Транспортирование станка в упакованном и распакованном виде надо производить согласно схеме транспортировки (рис. 10).
При разгрузке и выгрузке ящика со станком нельзя наклонять его в стороны, допускать удары дном или боками. Следует избегать сильных сотрясений и рывков при опускании и подъеме ящика. Необходимо следить за тем, чтобы канатами не были повреждены выступающие части станка и обработанные поверхности, для чего в соответствующих местах надо подкладывать войлочные прокладки.
Перед подъемом распакованного станка необходимо суппорт переместить в левое положение, а неподвижный люнет и заднюю бабку — в крайнее правое положение.
Диаметр штанг для подъема станка должен быть не менее 50 мм, длина — не менее 1300 мм, а диаметр стальных канатов — не менее 25 мм.
Перед установкой станок нужно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые поверхности, и во избежание коррозии покрыть тонким слоем масла.
Очистка станка производится сначала деревянной лопаткой, а оставшаяся смазка удаляется с наружных поверхностей чистыми салфетками, смоченными в бензине Б-70 ГОСТ 1012-72.
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.
Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кроме того, на головке такого переключателя смонтирована пусковая толчковая кнопка, которая может быть включена при любом его положении. Данная кнопка отвечает за включение двигателя ускоренного хода суппорта и каретки.
Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.
Фартук станка (нажмите, чтобы увеличить)
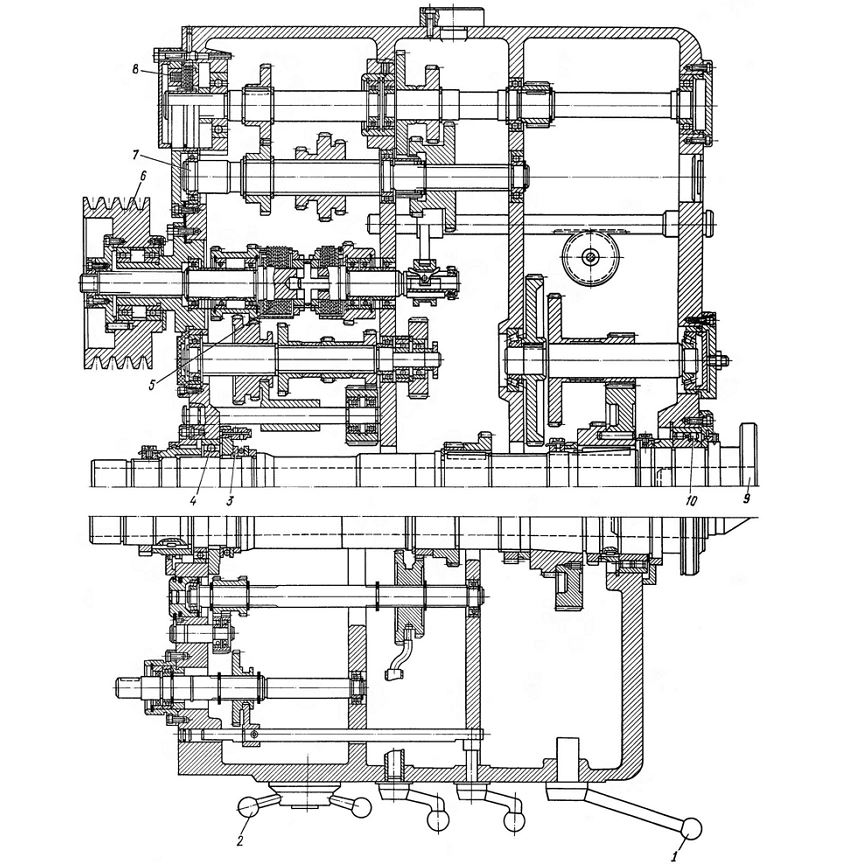
Коробки скоростей и подач станка
Коробка скоростей станка 1М63 располагается в передней части левой стороны станины. С главным электродвигателем коробка скоростей связана при помощи клиноременной передачи, передающей вращение на ее приводной шкив. Регулировка скоростей, реализованная в станке данной модели по ступенчатой схеме, осуществляется за счет того, что в зацепление вводятся различные шестерни, составляющие внутреннюю конструкцию коробки.
По очереди переключая такие шестерни, можно выбрать одну из 22 скоростей вращения шпиндельного узла. В паспорте станка указано 24 скорости, но две из них перекрываются. Значительно увеличить КПД станка и снизить шум при его работе можно, если проводить обработку на одной из шести самых высоких скоростей.
Коробка скоростей станка (нажмите, чтобы увеличить)
Для изготовления зубчатых колес, составляющих коробку скоростей данного токарно-винторезного станка, используется высококачественная инструментальная сталь, подвергаемая специальной термообработке. Устанавливают данные колеса на шлицевых валах, в опорах которых используются шариковые и роликовые подшипники. Устройство и технические возможности коробки скоростей станка 1М63 позволяют менять движение суппорта на обратное и увеличивать шаг нарезаемой резьбы в четыре раза или в шестнадцать раз. Для этого в конструкции коробки скоростей предусмотрены специальные механизмы.
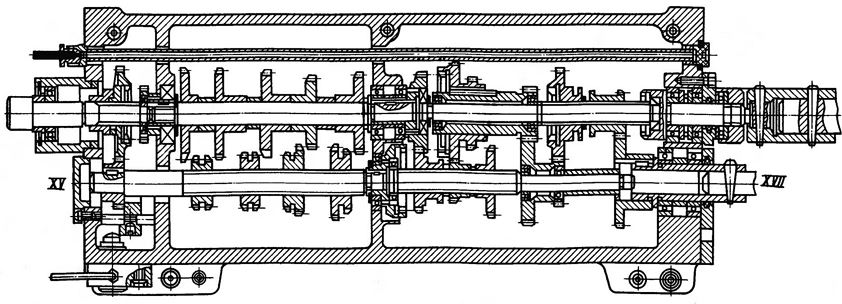
Коробка подач 1М63 (нажмите, чтобы увеличить)
Коробка подач токарно-винторезного станка 1М63 выполнена по двухосной схеме и в закрытой компоновке. Так же, как и коробка скоростей, данный узел станка работает за счет введения в зацепление разных по своим параметрам зубчатых колес, что осуществляется посредством специальных рукояток управления.
В паспорте токарно-винторезного станка 1М63 сказано, что на нем нарезают как специальную резьбу, так и резьбу, отличающуюся высокой точностью параметров. Для выполнения таких технологических операций необходимо использовать специальный комплект зубчатых колес и подключать ходовой винт напрямую.
Станок токарно-винторезный 163
Назначение станка по металлу 163
Универсальный токарно-винторезный станок предназначен для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб. Жесткая конструкция станка,
Технические характеристики станка 163
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 630 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой детали, мм | 1400 |
| ЧПУ | — |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 10 — 1250 |
| Мощность, кВт | 13 |
| Габариты, мм | 3530_1680_1420 |
| Масса, кг | 4060 |
| Начало серийного выпуска, год | |
| Завод-производитель | Рязанский станкостроительный завод РСЗ, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-винторезный 163 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 163 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок токарно-винторезный 163 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный 163 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 163 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Токарно-винторезный станок 163
Вы здесь
Оглавление
- Устройство токарного станка
- Органы управления токарного станка
- Кинематическая схема
- Основные движения в станке
- Механизм переключения скоростей
- Технические характеристики
- Видео
Токарно-винторезный станок 163 предназначен для обработки деталей типа вал, диск, протачивания наружных цилиндрических поверхностей, торцевания, растачивания различных отверстий, нарезания резьб как резцом, так и метчиком и плашкой, накатывания рифленых поверхностей.
На станке можно обрабатывать детали сравнительно больших размеров из различных материалов (черные и цветные металлы).
Токарно-винторезный станок 163 является скоростным универсальным станков позволяющий на верхний пределах частоты вращения шпинделя использовать скоростные режимы с применением резцов из быстрорежущей стали и твердосплавных (ВК, ТК).
Применяется в условиях индивидуального и мелкосерийного производства.
- 1М63;
- 1М63Ф306;
- 1М63М;
- 1М63НГ;
- 1М63НП;
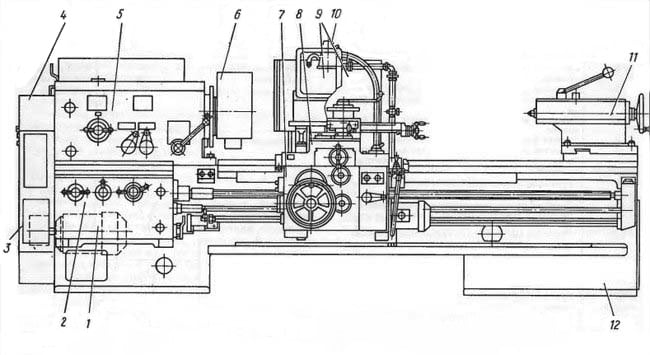
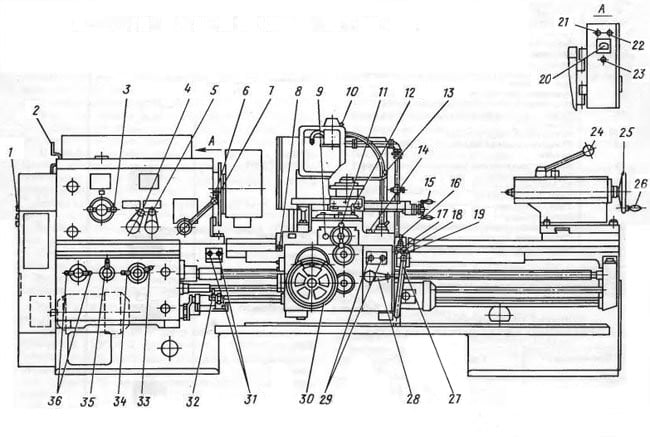
Устройство токарно-винторезного станка 163
А.Гитара сменных зубчатых колес;
И.Шкаф для электрооборудования;
Л.Привод ускоренного перемещения суппорта;
Н.Поддон для сбора СОЖ и стружки;
О.Коробка подач станка
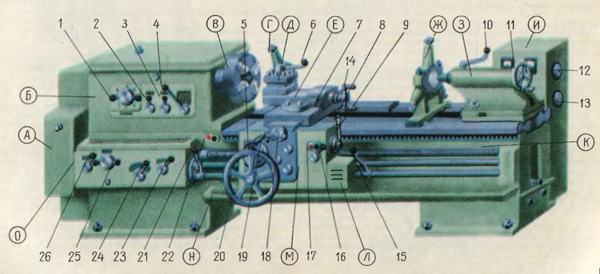
фото:токарный станок 163
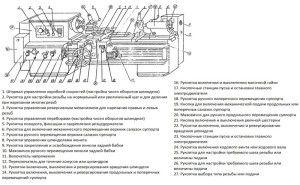
Органы управления токарно-винторезного станка 163
- Рукоятка управления коробкой скоростей;
- Ручка настройки нормального или увеличенного шага резьбы;
- Рукоятка реверса при нарезании левой или правой резьбы;
- Рукоятка перебора;
- Включение реечной шестерни;
- Ручка поворота и фиксации резцедержателя;
- Рукоятка механического перемещения каретки;
- Кнопка включения ускоренного перемещения суппорта;
- Рукоятка реверса продольных и поперечных перемещений суппорта;
- Фиксация пиноли задней бабки;
- Маховик ручного перемещения пиноли;
- Включатель напряжения;
- Точения конусов или цилиндров;
- Ручное перемещение каретки;
- Включение и реверс шпинделя;
- Включение маточной гайки;
- Пуск главного электродвигателя;
- Ручное перемещение суппорта;
- Включение механического перемещения суппорта;
- Ручное продольное перемещения суппорта;
- Включение и реверс шпинделя;
- Пуск главного электродвигателя;
- Включение ходового винта или валика;
- Рукоятка настройки необходимого шага и подачи для нарезания резьбы;
- Рукоятка настройки необходимого шага и подачи для нарезания резьбы;
- Выбор типа нарезаемой резьбы
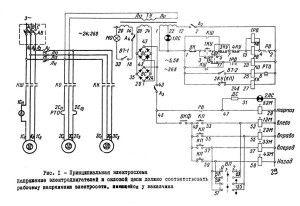
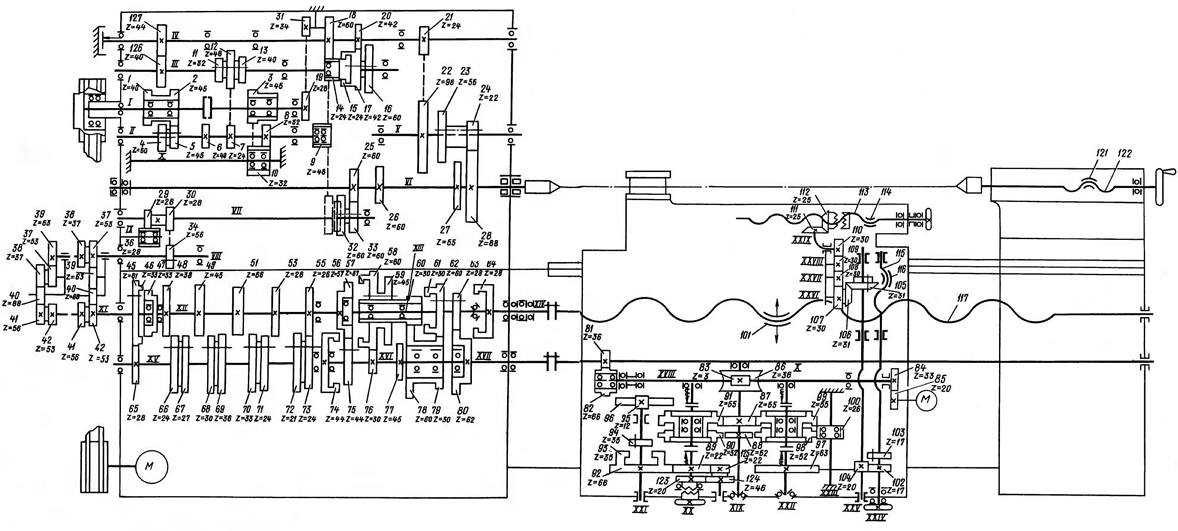
Кинематическая схема токарно-винторезного станка 163
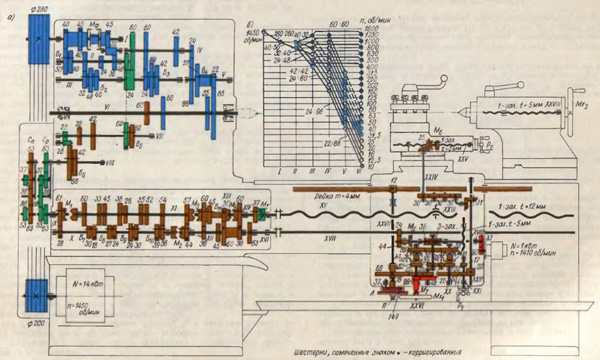
фото:кинематическая схема токарно-винторезного станка 163
Основные движения в станке
В работе станка можно выделить следующие основные движения:
- Главное движение или движение резания;
- Вспомогательное движение или движение подач;
- Движения образования винтовой поверхности
Главное движение — это вращение шпинделя с обрабатываемой заготовкой. Ведущий вал коробки скоростей получает вращательное движение от главного электродвигателя через клиноременную передачу. При помощи дисковой фрикционной муфты шестерни 40 и 45 соединяются с валом 1.Крутящий момент вал 2 получает через подвижный блок шестерен Б с двумя различными передачами. От вала 2 вращательное движение передается на вал 3 через тройной подвижный блок шестерен. В среднем зацепления блока шестерен, вращение передается непосредственно на шпиндель станка 6.
Вспомогательное движение – прямолинейное возвратно-поступательное движение суппорта в продольном и поперечном направлениях.
Движение подач осуществляется непосредственно от шпинделя через шестерни 60-60, когда подвижный блок сдвинут в правое положение.
Центральный вал 19 фартука получает вращательное движение от ходового валика через зубчатые колеса 24-44, обгонную муфту, вал 18 и червячную передачу 3-36.
Включение, выключение и реверсирование продольной подачи осуществляется при помощи электромагнитной фрикционной муфты.
Движение образования винтовой поверхности — кинематически связанное с вращением шпинделя прямолинейное возвратно-поступательное движение суппорта для нарезание различных резьб.
Движение заимствуется от шпиндельной бабки через зубчатые колеса 60-60 или от вала 4 через звеноу величенного шага с шестернями 60-24-48-60.
При нарезании метрических и дюймовых резьб, сменные зубчатые колеса (гитара) устанавливаются по схеме Сп, а для модульных и питчевых резьб – Ср
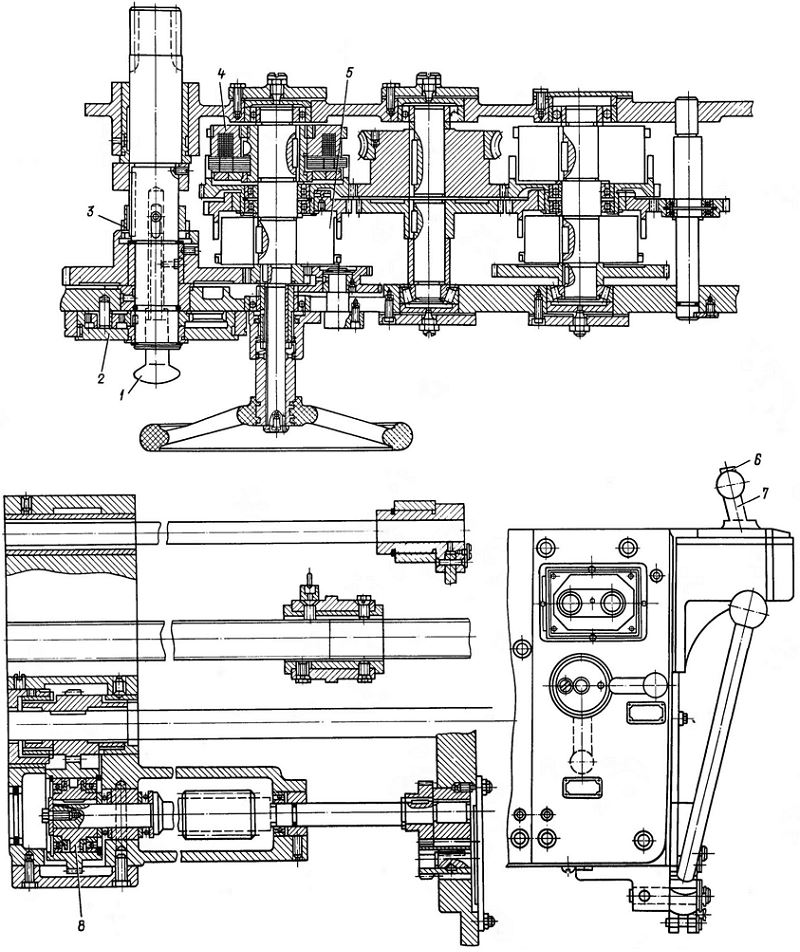
Механизм переключения скоростей
При помощи двух рукояток производиться переключение всех скоростей на станке.
Рукоятка 1 управляет подвижными блоками зубчатых колес Б1 и Б2,а рукоятка 27 – тройным блоком Б3 и двойным блоком Б4
Перемещением рукоятки 1 через вал 26 и шестерни 25-8 приводится во вращательное движение кривошипный палец 9 с диском 7, на котором расположен торцевой кривошипный паз. В него входит ролик 6 двухплечевого рычага 5. Второй конец рычага 5 при помощи ползунка 32 связан с вилкой 31, которая, в свою очередь, перемещается по круглой направляющей 30.Валка 31 перемещает тройной подвижный блок Б2
Двойной подвижный блок Б1 перемещается вилкой 11, которая, в свою очередь, перемещается по круглым направляющим при помощи кривошипного пальца 9 и ползушки 10.
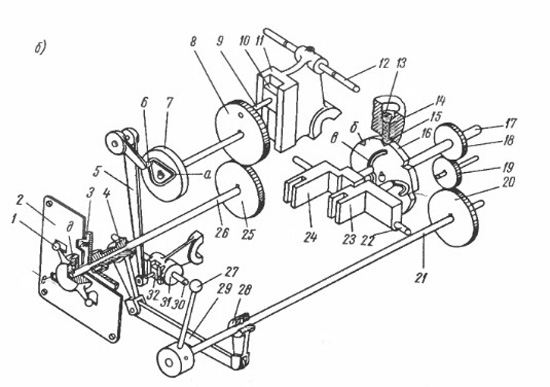
фото:механизм переключения скоростей
Технические характеристики токарно-винторезного станка 163
| Основные параметры | 163 |
|---|---|
| Высота центров,мм | 315 |
| Наибольший диаметр обрабатываемой детали,мм: | |
| над станиной | 630 |
| над нижней частью суппорта | 340 |
| Диаметр отверстия в шпинделе,мм | 70 |
| Расстояние между центрами,мм | 1400,2800 |
| Число скоростей вращения шпинделя | 24 |
| Пределы чисел оборотов шпинделя, об/мин | 10-1250 |
| Количество величин подач суппорта,мм/об | 40 |
| Пределы величин подач суппорта,мм/об: | |
| продольных | 0,1-3,2 |
| поперечных | 0,04-1,18 |
| Скорость быстрых подач верхней части суппорта,м/мин | 3,6 |
| Мощность главного электродвигателя,кВт | 14 |
Токарный станок 1М63 — технические характеристики и устройство
Станок 1М63, относящийся к категории оборудования токарной группы, начал выпускаться в середине 50-х годов прошлого века на станкостроительном заводе в г. Рязани. Появление такого оборудования позволило выполнять обработку заготовок из различных металлов на новом качественном уровне.

Внешний вид токарного станка 1М63
Технические характеристики и паспорт станка 1М63
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Основные технические характеристики токарно-винторезного станка 1М63 представлены ниже в формате таблиц:
Скачать бесплатно паспорт токарно-винторезного станка 1К63: Паспорт станка 1К63
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
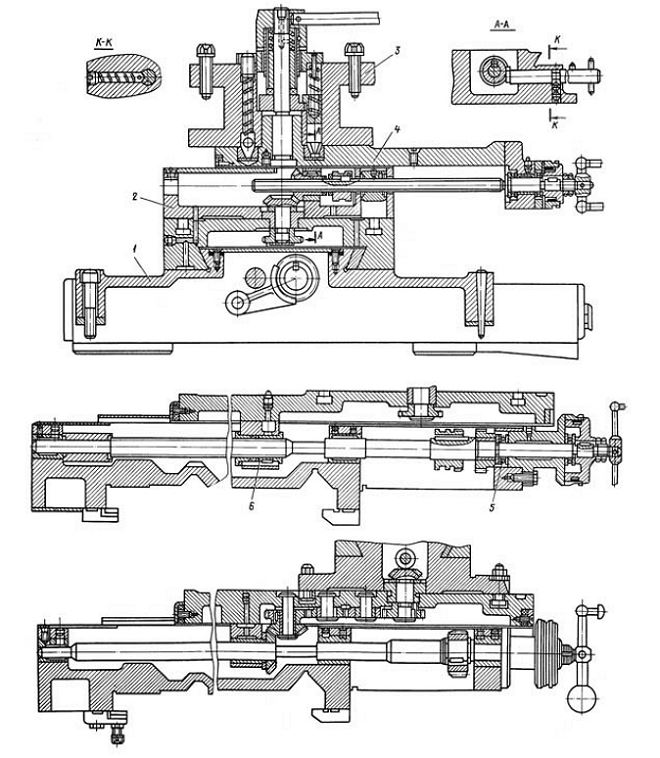
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Электрооборудование и кинематическая схема станка
Электрическая схема станка 1М63 состоит из четырех электродвигателей, которые обладают следующими характеристиками.
- А02-61-4 СПУ 3 – основной электродвигатель: может запитываться электрическим током с частотой 50 Гц (частота вращения – 1460 об/мин) и 60 Гц (частота вращения – 1750 об/мин), мощность двигателя – 13 кВт.
- Х14-22М – электродвигатель, приводящий в движение насос охлаждения: мощность – 0,12 кВт, частота вращения – 2800 об/мин (ток 50 Гц) и 3350 об/мин (60Гц), производительность – 22 литра охлаждающей жидкости в минуту.
- А02-21-4 – двигатель, отвечающий за ускоренные перемещения нижней плиты суппорта: мощность – 1,1 кВт, частота вращения – 1400 об/мин (50 Гц) и 1690 об/мин (60 Гц).
- С12-54 – электродвигатель, отвечающий за работу шиберного насоса смазочной системы токарного станка: производительность подачи смазочного состава – 8,2 литра в минуту.
Принципиальная электрическая схема 1М63 (нажмите, чтобы увеличить)
Чтобы смазочный состав доходил до узлов оборудования без примесей, в чистом виде, в подающем его насосе установлен фильтр, обеспечивающий тонкость фильтрации 120 мкм.
Запуск главного двигателя станка 1М63, производимый при помощи кнопок «Пуск», одна из которых находится на пульте управления кареткой, а вторая – рядом с коробкой подач, происходит при выключенном фрикционе. Вращение от данного электродвигателя посредством клиноременной передачи передается на фрикционный вал коробки скоростей, при помощи которого регулируется частота вращения шпиндельного узла. Управляют этим фрикционным валом с помощью специальной рукоятки. В соответствии с величиной напряжения, подаваемого на главный двигатель, меняется и сила тока в его обмотке: 380В – 29А, 400В – 27А, 415В – 26,5А, 440В – 25А, 500В – 22А.
Основной электродвигатель станка 1М63, кроме всего прочего, отвечает и за выполнение рабочих подач, а ускоренное перемещение суппорта и каретки обеспечивается за счет отдельного двигателя. Для того чтобы суппорт или каретка начали двигаться, необходимо подключить фрикционные муфты электромагнитного типа, которые расположены во внутренней части фартука оборудования.
Всего в кинематической схеме станка 1М63 имеются четыре таких муфты, две из них отвечают за продольное перемещение каретки, а две остальных – за движение суппорта в поперечном направлении. Управлять данными муфтами можно при помощи находящегося на фартуке станка специального переключателя, который устанавливается в одну из 5 позиций:
- вертикальную (это положение является нейтральным);
- четыре наклонных, соответствующих направлению перемещения суппорта или каретки.
Кроме того, на головке такого переключателя смонтирована пусковая толчковая кнопка, которая может быть включена при любом его положении. Данная кнопка отвечает за включение двигателя ускоренного хода суппорта и каретки.
Кинематическая схема 1М63 (нажмите, чтобы увеличить)
Помимо указанного переключателя на фартуке станка 1М63 имеется еще один, при помощи которого выбирается требуемый тип работ:
- обработка наружной поверхности заготовки, имеющей конусную конфигурацию;
- обработка внутренних конусных поверхностей;
- токарные операции.
Для предотвращения одновременного включения электромагнитных муфт и маточной гайки в фартуке токарного станка 1М63 устанавливается блокировочный выключатель концевого типа. При включении маточной гайки такой выключатель просто обрывает электрическую цепь, от которой запитаны электромагнитные муфты.
Фартук станка (нажмите, чтобы увеличить)
Коробки скоростей и подач станка
Коробка скоростей станка 1М63 располагается в передней части левой стороны станины. С главным электродвигателем коробка скоростей связана при помощи клиноременной передачи, передающей вращение на ее приводной шкив. Регулировка скоростей, реализованная в станке данной модели по ступенчатой схеме, осуществляется за счет того, что в зацепление вводятся различные шестерни, составляющие внутреннюю конструкцию коробки.
По очереди переключая такие шестерни, можно выбрать одну из 22 скоростей вращения шпиндельного узла. В паспорте станка указано 24 скорости, но две из них перекрываются. Значительно увеличить КПД станка и снизить шум при его работе можно, если проводить обработку на одной из шести самых высоких скоростей.
Коробка скоростей станка (нажмите, чтобы увеличить)
Для изготовления зубчатых колес, составляющих коробку скоростей данного токарно-винторезного станка, используется высококачественная инструментальная сталь, подвергаемая специальной термообработке. Устанавливают данные колеса на шлицевых валах, в опорах которых используются шариковые и роликовые подшипники. Устройство и технические возможности коробки скоростей станка 1М63 позволяют менять движение суппорта на обратное и увеличивать шаг нарезаемой резьбы в четыре раза или в шестнадцать раз. Для этого в конструкции коробки скоростей предусмотрены специальные механизмы.
Коробка подач 1М63 (нажмите, чтобы увеличить)
Коробка подач токарно-винторезного станка 1М63 выполнена по двухосной схеме и в закрытой компоновке. Так же, как и коробка скоростей, данный узел станка работает за счет введения в зацепление разных по своим параметрам зубчатых колес, что осуществляется посредством специальных рукояток управления.
В паспорте токарно-винторезного станка 1М63 сказано, что на нем нарезают как специальную резьбу, так и резьбу, отличающуюся высокой точностью параметров. Для выполнения таких технологических операций необходимо использовать специальный комплект зубчатых колес и подключать ходовой винт напрямую.

