
Технические характеристики токарно-винторезного станка 1Е61М, схемы
Обзор токарно-винторезного станка 1е61м
Модель 1Е61М занимает достойное место в ряду токарно-винторезных станков повышенной точности обработки заготовок. Данная модель выпускалась на Ульяновском машзаводе им. Володарского, многопрофильном производителе, специализировавшемся на выпуске оружейных патронов, свечей зажигания для двигателей внутреннего сгорания автомобилей, оборудования для подъема и перемещения грузов и прочих механизмов широкого применения.
Выпуск винторезно-токарных станков и запчастей к ним – одно из основных направлений производства.
Основное назначение модели 1Е61, как винторезно-токарной, состоит в исполнении следующих токарных работ:
- растачивание внутренней и наружной поверхностей;
- изготовление точением всевозможных деталей с коническими поверхностями;
- резьбовое нарезание различных диаметров и шагов.
Существуют следующие конфигурации станка 1Е61:
- М – модели повышенной точности обработки деталей.
- МТ – высокоточные, применяемый для проведения финишных операций чистовой обработки.
- ВТ – модели с самой высокой точностью.
- Технические параметры модели 1Е61М
- Следующие технические параметры модели 1Е61М, на которые следует обратить внимание
- Описание передней бабки станка
- Суппорт модели 1е61м
- Основные регулировочные манипуляции со станком
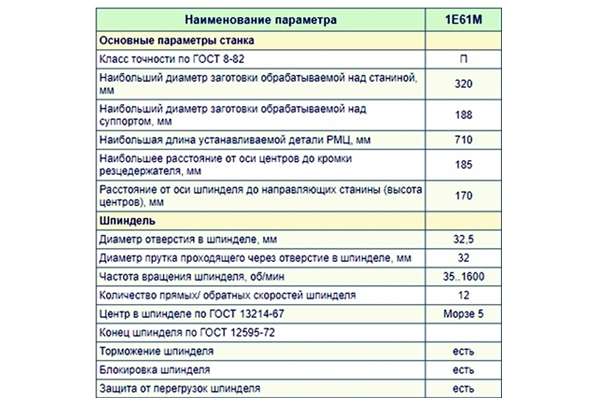
Технические параметры модели 1Е61М
Для токарного промышленного оборудования применяются некоторые критерии исходя из которых определяются условия эксплуатации конкретного станка. Для описываемой нами модели подобными критериями выступают:
- максимально допустимая длина подлежащей обработке заготовки;
- максимально допустимые обороты шпинделя в пределах минуты;
- наибольший диаметр подлежащей обработке детали.
Рассматриваемая нами модель способна обрабатывать заготовки максимальной длиной до 710 и наибольшим диаметром относительно суппорта 320 миллиметров. Количество оборотов шпинделя регулируется соответствующим переключателем в пределах от 35 до 1335 в минуту.
Следующие технические параметры модели 1Е61М, на которые следует обратить внимание
Массо-габаритные характеристики станка (в миллиметрах):
- Ширина 2 190.
- Глубина 930.
- Высота 1 500.
- Масса станка (без учета электрооборудования) 1650 кг.
- главное движение осуществляется двигателем мощностью 4,5 кВт;
- мощность двигателя насоса системы охлаждения 125 Вт;
- мощность двигателя насоса смазочной системы 125 Вт.
Рассматриваемая модель из ряда токарного оборудования имеет системы:
- Защищающие от перегрузок.
- Гарантирующие блокировку.
- Обеспечивающие противотоковое стопорение шпинделя.
- Отключающих упоров.
Описание передней бабки станка
Шпиндельный шкив приводится во вращательное движение посредством редуктора индивидуальным электродвигателем. Клиноременная передача обеспечивается ремнями “Б” типа. Сквозь перебор либо обходя его, непосредственно к шпинделю.

Конструктивное исполнение с двумя подшипниками качения обеспечивает центровку и отсутствие биений клиновидному шкиву привода, ориентированному по центру шпиндельной бабки. Этот шкив исключает негативное влияние натяжения клиновидных ремней на нагрузки шпинделя.
Шпиндельная бабка обладает шестью скоростными ступенями. Шпиндельное вращение регулируется передвижением по шлицам блок-шестерен 11-12, 9-10 и 7-8.
Смазывание передней бабки выполняется отдельным насосом с приводом от электродвигателя. Системы, включающие электродвигатель привода и смазочный механизм сблокированы, тем самым не допуская вероятность пуска вращения шпинделя с отсутствием подачи смазочной жидкости.
Суппорт модели 1е61м
Перемещения суппорта токарного агрегата в продольной и поперечной плоскостях аппарата производится механическим способом, с использованием валика посредством фартука и коробки подачи.
Операция по ручному продольному перемещению выполняется через шестерни с использованием маховика.
Операция по ручному поперечному перемещению производится с помощью рукоятки механизма винт-гайка.
Основные регулировочные манипуляции со станком
Для гарантирования надежной работы агрегата огромное значение имеет тщательные первичная и текущая регулировки его составляющих его узлов и механизмов. К примеру, выставление зазора направляющим салазкам, производится винтом, своим буртом проникающим в клиновые пазы. Жесткость присоединения поперечных салазок, по которым движется каретка, обеспечивается за счет настройки их клина. Для регулировки степени натяжения необходимо:
- немного ослабить затяжку винта;
- подтягивать клин винтом, размещенным рядом, добиваясь плавности хода салазок;
- максимально затянуть первичный винт для окончательной фиксации положения регулировки.
В периодической регулировке натяжения нуждаются и клиновые ремни, подвергающиеся растяжению в результате длительной и интенсивной эксплуатации. Тяжело переоценить роль, которую играет клиновидный ремень, ведь именно он сообщает движение, которое принимает коробка скоростей от электродвигателя, позволяя выполнять качественное исполнение резьбового нанесения и прочих ответственных операций.
Последовательность натяжки клиновидных ремней на токарном станке следующая:
- Предварительно следует демонтировать крышки с передней тумбы.
- Затем, с помощью винта, подтягиваются салазки по продольным пазам, пока натяжение ремней не будет соответствовать требованиям.
- Необходимую регулировку заканчивают фиксацией достигнутого положения затягиванием гаек до упора.
Для натягивания шпиндельных ремней, следует снять заднюю крышку с передней тумбы. Затем, не до конца откручивая гайку регулировки, следует натянуть ремни до желаемого уровня. Завершите операцию завинчиванием гайки до упора.
Подшипник шпинделя регулируется гораздо сложнее. Конусообразная передняя шейка шпинделя скользит в двухрядном роликовом подшипнике, внутреннее кольцо которого имеет коническое отверстие, позволяющее регулировать зазоры шпинделя.
Задняя шейка шпиндельного узла вращается в радиально-упорном шариковом подшипнике, который функционально связан с шарикоподшипником, принимающим на свою конструкцию помимо радиального усилия также усилия, векторы которых направлены в двух плоскостях относительно шпинделя.
Натяжка упорного подшипника необходима для избавления от осевого и возможного радиального зазора (эта операция выполняется на предварительных стадиях регулировок). В дальнейшем выполняется настройка переднего подшипника по следующей методике:
- ослабляется затяжка стопорного винта;
- размещенное внутри подшипника кольцо подтягивается навертыванием гайки на шпиндель.
Технические характеристики токарного станка 1е61м гарантируют высокоточную обработку изделий только при выполнении следующих требований:
- Не допускается монтирование станка в непосредственной близости от аппаратов ударного действия и механизмов, оказывающих внешнюю вибрацию.
- Станок обязан монтироваться в хорошо освещенном чистом помещении, однако попадание прямых солнечных лучей следует исключить.
- Не допускается монтаж станка в непосредственной близости от систем обогрева или централизованного отопления.
- Температурный режим помещения должен обеспечиваться в пределах 16—22° по Цельсию.
- Замена ремней должна производиться согласно регламенту или по мере необходимости с учетом износа.
Видео: токарный станок 1Е61М.
1Е61М Паспорт на токарно-винторезный станок
Назначение и область применения
Токарно-винторезный станок модели 1Е61М повышенной точности предназначен преимущественно для чистовых и получистовых всевозможных токарных и резьбонарезных работ.
Краткое описание конструкции и работы станка
Привод станка осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клин о ременной передачей движение (передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты на шпиндель.
Нарезание резьб повышенной точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
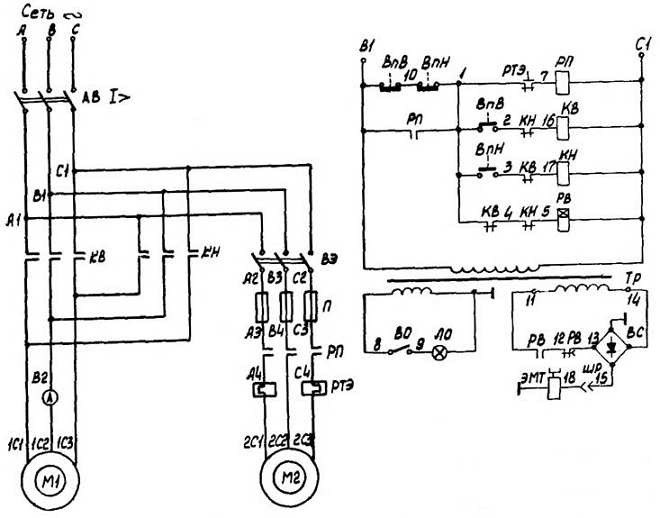
Реверсирование главного движения станка— электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Токарно-винторезный станок 1Е61М, Паспорт, Характеристики, Схема Токарно-винторезный станок 1Е61М
- Лев Дашков 1 лет назад Просмотров:
1 Токарно-винторезный станок 1Е61М, Паспорт, Характеристики, Схема Токарно-винторезный станок 1Е61М Токарно-винторезный станок модели 1Е61М повышенной точности предназначен преимущественно для чистовых и получистовых всевозможных токарных и резьбонарезных работ. Станок может быть использован в механических цехах при мелкосерийном и индивидуальном производствах. В связи с тем, что станок может применяться в различных отраслях промышленности на всевозможных операциях, для обработки различных материалов, обслуживание станка следует осуществлять с учетом специфики их эксплуатации. Технические характеристики станка 1Е61М Технические характеристики станка это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является: — наибольший диаметр D обрабатываемой заготовки (детали) 1 / 9
2 — наибольшая растояние между центрами РМЦ — наибольшая длинна обрабатываемой детали — число оборотов шпинделя в минуту Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 1Е61М. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 1Е61М Наименование параметров Ед.изм. Величины Класс точности по ГОСТ8-71 П Наибольший диаметр обрабатываемого изделия над станиной 320 Наибольший диаметр обрабатываемого изделия над суппортом 188 Наибольший диаметр прутка проходящий через отверстие в шпинделе 32 Наибольшая длина обрабатываемого изделия 2 / 9
3 710 Мощьность двигателя главного движения квт 4,5 Частота вращения шпинделя об/мин 1335 Пределы шагов нарезаемой метрической резьбы 0, Пределы шагов нарезаемой модульной резьбы 1. 7,5 Пределы шагов нарезаемой дюймовой резьбы ниток/дюйм Пределы шагов нарезаемой питчевой резьбы 3 / 9
4 питчей 60-8 Габаритные размеры станка (ДхШхВ) 2190х930х1500 Масса станка (без электрооборудования) кг 1650 Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице. Паспорт станка 1Е61М Данное руководство по эксплуатации «Паспорт станка 1Е61М» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, 4 / 9
5 оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации токарно-винторезного станка 1Е61М. СОДЕРЖАНИЕ Назначение о область применения станка 1Е61М Распаковка и транспортировка Фундамент станка и установка — Установка — Выверка станка при установке Паспорт станка 1Е61М — Спецификация органов управления — Технические данные станка — Габариты рабочего пространства, посадочные и присоединительные базы станка — Механика станка — Данные о комплектации Краткое описание конструкции и работы станка — Описание кинематической схемы станка — Нарезание резьб Электрооборудование станка 5 / 9
6 — Общие сведения — Размещение электрооборудования — Описание электросхемы — Указания по обслуживанию электрооборудования Технические характеристики насосов Смазка станка — Автоматическая смазка шпиндельной бабки — Автоматическая смазка направляющих станины, суппорта и механизма фартука — Смазка коробки скоростей Подготовка станка к первоначальному пуску, первоначальный пуск и указания по технике безопастности Регулирование станка — Регулирование клина поперечных салазок — Регулирование клина верхнего суппорта — Регулирование натяжения клиновых ремней — Регулирование подшипника шпинделя Особенности разборки и сборки станка при ремонте — Предохранительное устройство Акт приемки 6 / 9
7 Метериалы по запастным деталям к станку Скачать паспорт токарно-винторезного станка 1Е61М в хорошем качестве можно по ссылке расположенной ниже. Паспорт станка 1Е61М, токарно-винторезный. Скачать бесплатно. Кинематическая схема станка 1Е61М Ниже приведен эскиз одной страницы документации «Кинематическая схема токарно-винторезного станка 1Е61М » Скачать кинематическую схему токарно-винторезного станка 1Е61М в хорошем качестве можно по ссылке расположенной ниже. 7 / 9
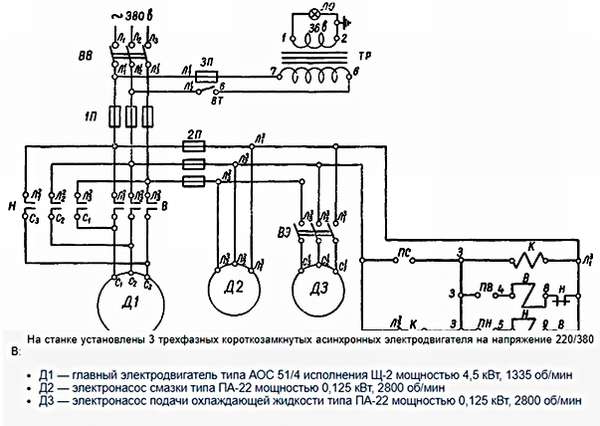
8 Кинематическая схема станка 1Е61М. Скачать бесплатно. Схема электрическая станка 1Е61М Ниже приведен эскиз одной страницы документации «Схема токарно-винторезного станка 1Е61М » Скачать бесплатно электрическую схему станка 1Е61М токарно-винторезного в хорошем качестве можно по ссылке расположенной ниже: Схема электрическая станка 1Е61М, токарно-винторезного. Скачать бесплатно. Посмотреть еще дополнительную информацию по «Станок 1Е61М» можно по ссылке расположенной ниже: Поиск по сайту по теме «Станок 1Е61М» 8 / 9
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Для получения высокоточных деталей применяется специальное токарное оборудование. Довольно больше распространение получил токарный-винторезный станок 1Е61М и модели 1Е61ПМ, 1Е61Мт. Расшифровка маркировки указывает на то, что рассматриваемые станки относятся к токарно-винторезной группе, при этом высота центров над станиной 175 мм, последние символы указывают на высокую и повышенную точность. Предназначение токарно-винторезного станка 1Е61ПМ заключается в проведении механической обработке точением. Токарный винторезный станок 1Е61МТ также относится к рассматриваемой группе, характеризуется высокой точностью точения и резьбонарезания.

Устройство данных моделей
Компоновка станков С1Е61ПМ и 1Т61М схожа с теми, что у оборудования токарно-винторезной группы. К ее особенностям можно отнести нижеприведенные моменты:
- Станина. Для точного позиционирования всех узлов относительно друг друга используется жесткая основа. Уделяется довольно много внимания точности позиционирования всех элементов.
- Передняя бабка. Для передачи вращения устанавливается шкив, связанный со шпинделем. Основное вращение создает индивидуальный электрический двигатель. Исключить вероятность перегрева двигателя в случае заклинивания механизма решили при помощи клиноременной передачи. Она также применяется для изменения количества оборотов. Шпиндельная бабка характеризуется наличием шести скоростей переключения передачи. При этом регулировка происходит за счет перемещения блока-шестерни. Наличие большого количества трущихся элементов определяет то, что для снижения степени износа установлен насос для подачи смазки. Он работает также от основного привода.
- Суппорт. Продольное и поперечное передвижение суппорта осуществляется механическим способом. Для этого установили коробку передач и фартук с валиком. При необходимости может применяться ручной привод, представленный шестернями и маховиком. Также имеется и быстрая подача, которая нужна для смены положения суппорта.
- Задняя бабка. Она используется для существенного повышения точности резания. При установке требующейся оснастки можно провести фиксацию заготовки по второму торцу, за счет чего снизить вибрацию.
- Салазки для перемещения подвижных элементов. Они изготавливаются при применении нержавеющей стали с высокой прочностью и надежностью. Для того чтобы перемещение основных элементов проходило без сопротивления на салазки подается смазочная жидкость.
- Блоки управления представлены различными рукоятками и клавишами, а также лимбами.

При изготовлении применяется нержавеющая сталь и чугун. Токарно-винторезный станок токарный 1Е61 имеет стандартную компоновку, применение качественных материалов и точное позиционирование всех элементов позволило повысить точность резания. Шестерни гитары спрятаны в передней бабке. Кроме этого, станок токарно-винторезный 1Е61М имеет встроенную защиту от перегрузок, за счет чего существенно продлевается срок службы оборудования. Следующие технические параметры модели 1Е61М должны учитываться:
- Перемещение суппорта.
- Габаритные показатели.
- Область применения.
- Возможные режимы работы.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 1Е61ВМ
У рассматриваемых моделей технические характеристики практически не отличаются. При учете основных параметров можно определить то, какого типа обработка может проводится.
Технические характеристики
Эффективность оборудования определяется различными качествами. Конструктивные и другие особенности определяют, может ли винторезный станок применяться для проведения тех или иных операций. Наиболее важным параметром назовем класс точности. Токарный станок 1Е61М имеет следующие технические характеристики:
- Высота центров 170 мм.
- Максимальный диаметр прутка составляет 32 мм. Рассматриваемые токарно-винторезные станки могут применяться для резания прутка. Для его подачи в передней бабке создается специальное отверстие.
- Ширина державки для резцов составляет 12 мм. Этот показатель определяет то, с какими державками могут применяться резцы.
- Высота у державки 20 мм.
- Максимальное перемещение суппорта в продольном направлении 200 мм. Этот показатель определяет то, какой длины может закрепляться заготовка.
- Деление лимба в продольном направлении 0,2 мм, в поперечном 0,02 мм. За счет этого обеспечиваются условия для получения деталей с минимальными погрешностями.


Кроме этого, технические характеристики определяют максимальное перемещение пиноли 100 мм, устанавливаемый конус соответствует Морзе 3. Паспорт станка С1Е61ВМ содержит и другую информацию о технических характеристиках, которая должна учитываться при разработке режимов обработки заготовки.
Назначение оборудования
В качестве прототипа токарного станка 1Е61М использовалась модель ТВ-01М. Рассматриваемое оборудование относится к классу легких моделей, первый вариант исполнения появился в продаже в 1965 году. Другие варианты исполнения токарно-винторезных станков по металлу появились в 1975 году. К особенностям подобных предложений отнесем следующие моменты:
- Конструкция характеризуется универсальными параметрами. Именно поэтому оно может применяться для выполнения финишных операций при создании деталей высокой точности или нарезании резьбы.
- Гладкие цилиндрические поверхности могут обтачиваться при закреплении заготовок в трехкулочковом патроне. Может применяться проходной резец самого различного типа. Наружное точение цилиндрических поверхностей может проводится в несколько проходов при черновой и чистовой обработке.
- Растачивание цилиндрической поверхности проводится при применении соответствующего резца. Довольно часто проводится растачивание внутренних отверстий.
- Операции отрезания и протачивания канавок. Для отрезания заготовки применяется соответствующий резец. Протачивание канавок проводится при получении самых различных заготовок.
- Получение и обработка наружных конических поверхностей. Повысить точность обработки можно при применении копировально-конусной линейки. Больше всего трудностей возникает при обработке конусной поверхности. Для этого требуется специальный станок и соответствующая оснастка.
- Обработка отверстий. При установке соответствующей оснастки можно проводить сверление отверстий, а также некоторые другие схожие операции. Отверстия можно встретить в самых различных изделиях.

Стоит учитывать, что рассматриваемые станки не подходят для проведения массовой обработки. Кроме этого, токарно-винторезные станки уступают по своим характеристикам многим другим предложениям, которые выпускаются сегодня.
Токарно-винторезные станки должны устанавливаться исключительно с рекомендациями производителя.
Они выглядят следующим образом:
- Нельзя проводить установку оборудования вблизи аппаратов ударного или механического воздействия. Внешняя вибрация может существенно снизить точность резания.
- Установка должна проводится в хорошо освещенном чистом помещении. Однако, прямое попадание солнечных лучей должно быть исключено. Подобная рекомендация связана с тем, что подобная установка может привести к нагреву важных элементов конструкции.
- Нельзя проводить установку вблизи систем обогрева и центрального отопления, так как они также становятся причиной нагрева оборудования.
- Температурный режим в помещении должен быть в пределах 16-22 градусов Цельсия. Для выдерживания подобного показателя устанавливается приточная вентиляция. Слишком высокая температура может привести к нагреву устройства на момент длительной эксплуатации.
- Замена ремней и других элементов должна проводится в соответствии с регламентом.
В целом можно сказать, что область применения подобных станков весьма обширна. Чаще всего они устанавливаются на заводах машиностроительной сферы. В некоторых других областях промышленности показателя производительности и точности обработки недостаточно. Как ранее было отмечено, в продаже встречаются модели с более привлекательными эксплуатационными характеристиками.
Информация о производителе
Разработкой и производством рассматриваемого токарно-винторезного оборудования занимался Ульяновский машиностроительный завод. Наладив производство в 1964 завод выпустил еще несколько других моделей, которые отличаются несущественно.

Завод занимался выпуском и других станков, а также оснастку. Многие модели характеризуются схожей кинематической схемой и унифицированной конструкцией. На сегодняшний день рассматриваемые модели больше не выпускаются, приобрести подобное оборудование довольно сложно.
Подробное описание и область применения токарно-винторезного станка 1Е61М
Особенность токарного станка 1Е61М в его повышенной точности. Агрегат подходит для чистовых и получистовых работ.
С помощью такого оборудования есть возможность нарезать практически любой тип резьбы.

Сведение о производителе
Производитель данного оборудования – Ульяновский машиностроительный завод. Это предприятие многопрофильное и помимо станков производит: автомобильные свечи, патроны к стрелковому оружию, грузоподъемное оборудование, автоматические роторные линии, цепи пильные, приводные и роликовые.
Данный производитель выпускает больше десятка разновидностей токарно-винторезных станков разного уровня точности.
Модификации модели
Стандартная модель 1Е61М была модернизирована и выпущена в нескольких вариациях. Каждая модификация станка имеет свои особенности по проведению операций и качеству работы.
1Е61М
Добавление символа «М» означает, что станок имеет повышенную точность. Данная модификация используется при черновой и чистовой обработке заготовки.

1Е61МТ
Это агрегат повышенной точности, который используется исключительно для финишных обработок.

1Е61МС
Еще одна модификация стандартного оборудования 1 Е61М. Применяется также при финишной обработке болванки и для нарезания резьбы.

Назначение и сфера применения оборудования
Рассматриваемое оборудование подходит для выполнения следующих операций:
- Сверление и обработка отверстий с различной формой.
- Обработка наружных конических поверхностей.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание гладких цилиндрических поверхностей.
Оборудование применяется на серийных производствах небольшого масштаба, а также в частных мастерских.
Технические характеристики применения токарно-винторезного станка
Технические характеристики токарного станка, определяют возможности мастера при проведении токарных операций. В рассматриваемом оборудовании основные характеристики, следующие:
- максимальный диаметр заготовки, которая обрабатывается над станиной – 32 см;
- те же показатели над суппортом – 18.8 см;
- диаметр прутка, который проходит в шпиндель – 32 мм;
- максимальная длина устанавливаемой детали РМЦ – 71 см;
- частота вращения шпинделя – 35-1600 об/мин.

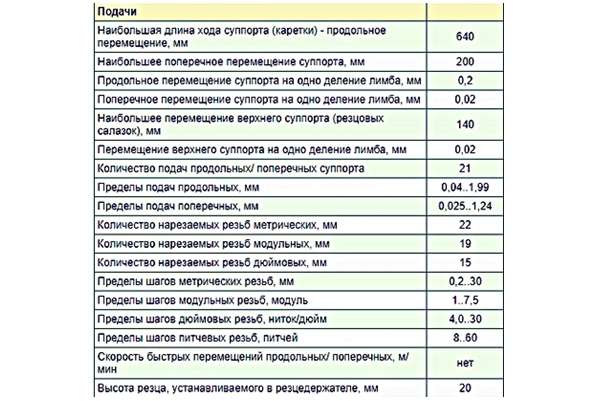
Максимальная длина хода суппорта при продольном перемещении каретки – 64 см. При поперечном перемещении каретки – 20 см.
Производительность и точность выполняемых работ
Мастерам следует избегать излишней нагрузки на все узлы станка. На первоначальном варианте станка мощность была больше, но за счёт этого быстрее сносилась коробка скоростей. В итоге была снижена производительность и установлена надежная функция контроля перегрузок.
Для сохранения целостности рук специалиста имеется противооткатная блокировка главного шпинделя. Установка отличается высокой точностью и несложностью в работе. При этом оборудование безопасно в работе.
Конструкционные особенности
Особенности конструкции обусловлены небольшим весом самого станка по сравнению с аналогами, а также его повышенной точностью при обработке заготовок. Все нюансы конструкции кроются во отдельных узлах оборудования.
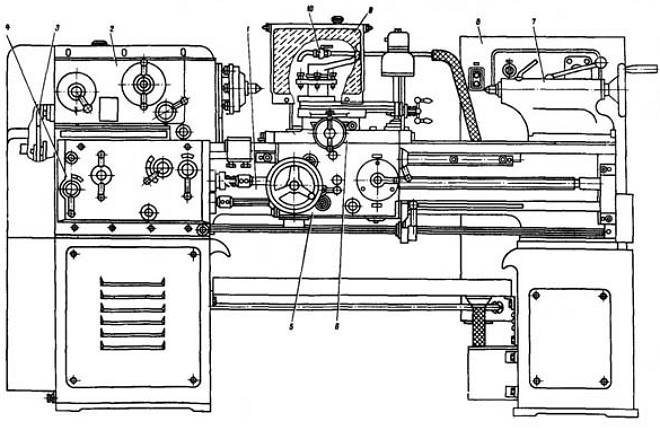
Общий вид модели


Габариты и модели
Масса оборудования без дополнительного оснащения – 1650 кг. По размеру, оборудование имеет следующие параметры:
- длина – 219 см;
- ширина – 93 см;
- высота – 150 см.

Расположение основных узлов
Основные узлы станка расположены по стандартной схеме. Но в конструкции все же есть свои особенности, которые позволяют работать в более безопасном режиме без потери уровня производства.


Устройство органов управления
К органам управления относят следующие узлы станка 1Е61М:
- узел, включающий основной электронасос и соединенный с внешней электросетью;
- подключение эмульсионного электронасоса;
- переключатель числа скоростей шпинделя;
- включатель перебора передней бабки;
- механизм для увеличения шага резьбы;
- включение продольных и поперечных передач;
- маховик, предназначенный для продольного перемещения каретки;
- быстрый отвод резца от изделия.
Передняя бабка
Передняя бабка располагается с левой стороны и с таким расчетом, что деталь можно развернуть на несколько градусов, если у мастера есть такая необходимость. Сюда же включена и коробка скоростей. Рычаги управления расположены снаружи. Сам шпиндель способен вращаться со скоростью до 2000 об/мин. Смазка передней бабки проводится от отдельного масляного насоса.

Задняя бабка
Этот узел расположен справой стороны. Она легко продвигается по станине и ход пиноли имеет в 100 мм. Конус задней бабки – Морзе 3.
Кинематическая схема

Электрическая схема

Правила настройка оборудования и эксплуатации, паспорт
Стабильная работа станка зависит от точности предварительной настройки. Для жесткого типа соединения поперечных салазок, понадобится произвести настройку клина салазок. Алгоритм действия такой:
- Немного отпустить винт.
- Поджать клин другим винтом так, чтобы при этом ход салазок остался плавным.
- Завернуть первый винт на максимум.
Обязательно периодически проверять степень натяжения клиновых ремней. Они со временем вытягиваются и это отражается на безопасности механизма точения.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарно-винторезного станка 1Е61М
Алгоритм регулировки клиновых ремней:
- освободить переднюю тумбу от всех крышек;
- подтянуть салазки по специальной технике, проводя по пазам специальным винтом, чтобы подобрать оптимальный уровень натяжки;
- закрепить результат гайками.
Затем следует настроить шпиндельные ремни токарного оборудования.
Обслуживание и ремонт
При необходимости ремонта или некоторых обслуживающих работах нужно правильно осуществить разбор станка:
- В первую очередь отключить агрегат от электросети.
- Отсоединить нагнетательную и сливную трубки от масляной системы.
- Перед снятием шпиндельной бабки отсоединить клиновые ремни.
В автоматическом режиме происходит смазка токарно-винторезного станка. Агрегат снабжен для этого центробежным вертикальным насосом. Токарный станок 1Е61М был произведен для небольших частных цехов, для мелкосерийных предприятий, а также для использования в бытовых мастерских. Отличается повышенной точностью обработки и относительной безопасностью операций.
1Е61М – высокоточный токарный станок
Станок 1Е61М относится к группе токарных агрегатов высокой точности. Как правило, он используется для выполнения резьбонарезных и различных токарных процедур – получистовых и чистовых.
1 Токарный станок 1Е61М – технические характеристики
Технические параметры станочного оборудования являются главным показателем того, насколько качественно и эффективно оно дает возможность выполнять те или иные работы. Для станков, относящихся к токарно-винторезной группе, таковыми параметрами является количество оборотов (в одну минуту) шпинделя, максимальная длина изделия, которую может обработать агрегат, и ее максимальный диаметр.
Описываемый нами токарно-винторезный станок позволяет работать с деталями диаметром до 320 мм над станиной, длиной до 710 мм, а частота вращения шпинделя станка достигает величины в 1335 оборотов. Также о производительности станка говорят и иные технические показатели, в частности, указанные ниже:
- высота центров – 170 мм;
- максимальный диаметр прутка – 32 мм;
- ширина и высота державки резца – соответственно 12 и 20 мм;
- передвижение (допустимое) суппорта – 640 мм в продольном направлении по ходовому винту, 640 и 200 мм в поперечном и продольном направлении по ходовому валику и от руки;
- количество резцов в держателе – 4;
- количество головок (резцовых) – 2 (одна из них задняя, вторая – передняя);
- деление лимба (цена) – 0,2 мм (продольное направление), 0,02 мм (поперечное);
- передвижение суппорта на оборот (один) лимба – 28 и 3 мм (соответственно для продольной и поперечной подачи).

Задняя бабка имеет следующие характеристики:
- смещение в поперечном направлении – 5 мм (назад и вперед);
- конус – Морзе 3;
- передвижение пиноли – 1 мм (на деление шкалы), 100 мм (максимальное).
Резцовые салазки станка за один оборот лимба (его деление имеет цену 0,02 мм) перемещается на 3 мм. При этом наибольшее их перемещение равняется 140 мм. Деление шкалы поворота салазок составляет один градус, а максимальный угол поворота – 360 градусов.
- питчевая – 60–8 питч (точность нормальная);
- модульная – 1–7,5 и 0,3–6 модулей (нормальная и повышенная точность);
- метрическая – 0,2–30 и 0,35–12 мм (нормальная и повышенная точность);
- дюймовая – 4–30 и 3–20 ниток (нормальная и повышенная точность).
Рассматриваемое токарное оборудование располагает системами:
- защиты от перегрузок;
- блокировки;
- противотоковой остановки шпинделя;
- выключающих упоров.

При этом на нем не предусмотрено возможности регулирования (предварительного) количества оборотов шпинделя и муфты трения, а также быстрого перемещения суппорта.
Стоит добавить, что на агрегате установлен достаточно мощный (4,5 киловатта) электродвигатель АОС 51, выдающий 1335 оборотов в минуту. Общая же масса станка составляет 1650 килограмм при габаритах 219 на 930 на 150 сантиметров.
2 Токарно-винторезный станок 1Е61М – принципы его регулировки
Стабильная работа агрегата в немалой степени зависит от качественной регулировки отдельных его механизмов и составляющих. Настройка зазора в направляющих салазок, например, выполняется винтом, входящим в клиновый паз своим буртом. Жесткий же тип соединения поперечных салазок, на коих находится каретка, обеспечивается настройкой клина салазок. Для его подтяжки следует:
- слегка отпустить винт;
- поджать клин винтом, который расположен рядом, добившись того, чтобы ход салазок оставался плавным;
- завернуть первый винт по максимуму.
Периодически требуется выполнять натяжку клиновых ремней, которые при эксплуатации станка вытягиваются. Роль этих ремней в конструкции агрегата высока, так как они передают коробке скоростей движение от электрического двигателя, что позволяет качественно выполнять нарезание резьбы и иные операции. Натяжка ремней производится так:
- с передней тумбы снимают крышки;
- подтягивают по продольным пазам (используя винт) салазки до достижения желаемого натяжения ремней;
- фиксируют достигнутое положение гайками (их закручивают до упора).

Чтобы натянуть шпиндельные ремни, с передней тумбы демонтируют заднюю крышку, откручивают (не до конца) регулировочную гайку, натягивают до требуемого уровня ремни, а затем завинчивают гайку.
Более сложной является процедура настройки подшипника шпинделя. Его конусная передняя шейка перемещается в роликовом двухрядном подшипнике. Кольцо (внутреннее) последнего располагает отверстием конической формы, что позволяет настраивать показатель зазора шпинделя. Если операция подобной регулировки выполняется грамотно, оператор не отмечает явления заедания шпинделя (от руки он вращается без каких-либо затруднений). А это обеспечивает отсутствие дробления при осуществлении операции точения заготовок.
В радиально-упорном шариковом подшипнике происходит вращение задней шейки шпиндельного узла. Указанный подшипник функционирует в связке с шарикоподшипником, которые принимает на себя радиальное усилие и усилия, направленные в обе стороны от шпинделя. Упорный подшипник натягивают для того, чтобы удалить осевой и возможной радиальный зазор (эту операцию смело можно называть предварительной). А затем производят настройку переднего подшипника по такой схеме:
- стопорный винт ослабляют;
- кольцо, размещенное внутри подшипника, подтягивают посредством навертывания на шпиндель гайки.

Описанные действия приводят к тому, что кольцо налезает на шейку (конусную), раздаваясь при этом в радиальном направлении. За счет данного эффекта происходит регулировка радиального зазора. Причем вручную шпиндель при правильной настройке легко вращается (если перебор включен).
Отдельно отметим – если выполняется замена старых подшипников, новые элементы в обязательном порядке должны быть проверены на показатель точности в соответствии с Государственным стандартом 1969.
3 Система смазки токарно-винторезного агрегата
Все без исключения элементы передней бабки станка (включая и подшипники шпинделя) смазываются от смонтированного в передней тумбе масляного электрического насоса модели «ПА-22». Процесс выполняется в автоматическом режиме. Масляный насос включает в свой состав:
- две сливные и одну нагнетательную трубку;
- электромотор;
- специальные приемники;
- фильтр;
- емкость для масла.

Насос является центробежным, вертикальным, работающим по принципу погружения в смазочную жидкость. Перед пуском агрегата в работу необходимо осуществить доливку насоса маслом, контролируя процесс по индикатору уровня. Нежелательно заливать в емкость машинное масло, рекомендуется применять индустриальные составы с вязкостью до 14 единиц по ССТ.

Направляющие суппорта (поперечного) и станины смазываются в процессе перемещения вдоль станины фартука станка. Операция выполняется автоматически: плунжерный насос нагнетает масляный состав за счет того, что на насос приходит движение возвратно-поступательного характера, создаваемое эксцентриком. Последний находится на маховичке, предназначенном для передвижения фартука в ручном режиме.
Масло, которое требуется для смазки направляющих, поступает в специальную систему отверстий через трубку, расположенную в корпусе фартука. Указанные отверстия требуется регулярно освобождать от пыли и грязи, чтобы смазка без проблем поступала на «обслуживаемые» ею узлы.
Токарно-винторезный станок 1М61: характеристики, устройство, особенности
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.

Токарно-винторезный станок 1М61
Как устроен станок модели 1М61
Основу токарного станка модели 1М61 составляют десять элементов, к которым относятся:
- несущая станина;
- коробка переключения скоростей;
- коробка переключения передач;
- коробка подач;
- фартук;
- суппорт;
- задняя бабка;
- система электрического оборудования;
- экран, выполняющий защитную функцию;
- система, обеспечивающая охлаждение инструмента и зоны обработки.
Основные узлы станка
По своим техническим характеристикам станок модели 1М61 относится к категории точности «Н». Электродвигатель станка может работать в реверсивном режиме. Частота вращения шпинделя оборудования меняется посредством коробки скоростей, в которой в зацепление вводятся шестерни с разными параметрами.
На токарном станке модели 1М61 могут быть использованы такие рабочие инструменты, как резцы, сверла, развертки и метчики. Это дает возможность выполнять целый перечень технологических операций: внутреннее и наружное точение, сверление, развертывание, нарезание резьбы, отрезку и др.
За поперечные и продольные перемещения суппорта станка, осуществляемые при помощи ходового винта и ходового валика, отвечает фартук, на лицевой части которого расположен управляющий маховик. Ходовой винт 1М61 задействуется только тогда, когда выполняется операция нарезания резьбы, в других случаях используется только ходовой валик. Характеристики фартука позволяют блокировать совмещение продольного и поперечного движений суппорта, что сводит к нулю риск одновременного запуска в работу ходового винта и валика.
Технические характеристики станка 1М61
Основные технические характеристики токарно-винторезного станка 1М61 представлены ниже в формате таблиц:
Органы управления
Управлять токарно-винторезным станком модели 1М61 и контролировать работу его узлов оператор может при помощи целого ряда рабочих органов. В частности, движение пиноли задается маховиком, а фиксируется данный узел в задней бабке благодаря специальному упору. Сама задняя бабка на направляющих станины фиксируется при помощи соответствующей рукоятки. Надежной фиксации при выполнении торцевых работ требует и каретка станка, что обеспечивается отдельным винтом.

Рукоятки, расположенные на лицевой части станины 1М61, используются для управления такими процессами в работе оборудования, как:
- выбор частоты вращения шпиндельного узла;
- запуск вращения ходового винта или валика;
- движение верхней части суппорта;
- параметры подачи;
- установка параметров нарезаемой резьбы и включение реверса ходового винта;
- включение и отключение маточной гайки ходового винта;
- включение и отключение предохранительной муфты;
- выбор разновидности нарезаемой резьбы;
- включение прямого и реверсного вращения шпиндельной бабки.
Станок модели 1М61 имеет и целый ряд других органов управления. Это:
- кнопка, с помощью которой обеспечивается сцепление и расцепление рейки для нарезания резьбы с валом-шестерней;
- ручка для поворота и закрепления резцовой головки;
- указатель степени нагрузки;
- кнопка включения электрического питания и локального освещения рабочей зоны;
- кнопка запуска электрического насоса, подающего охлаждающую жидкость.
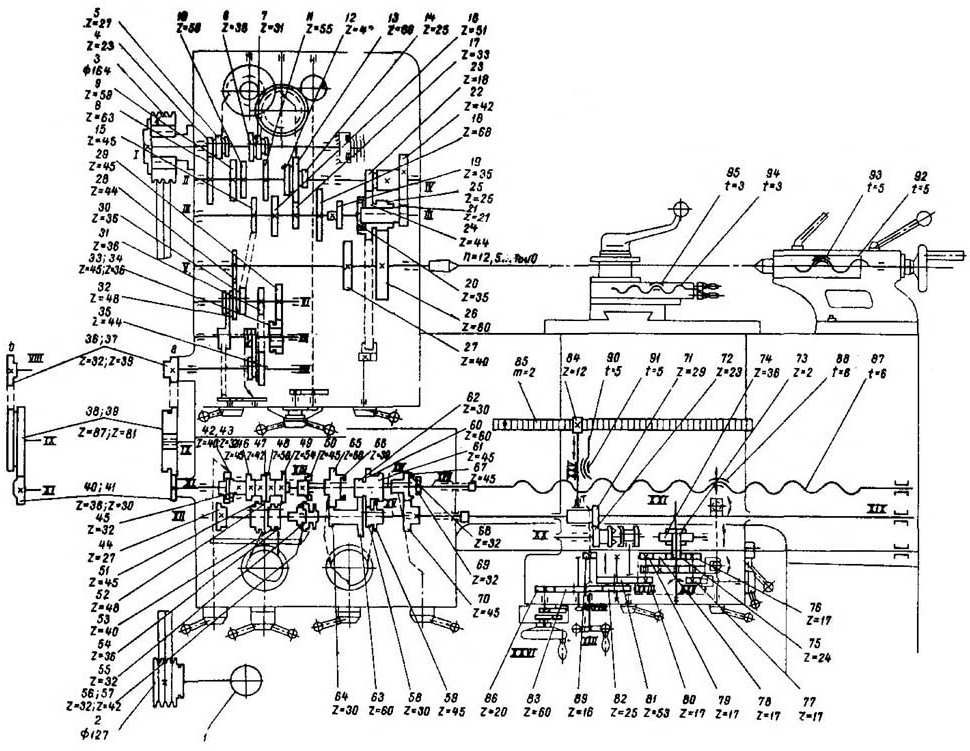
Кинематическая схема 1М61 (нажмите, чтобы увеличить)
Устройство коробок переключения скоростей и подач
Перемещение суппорта токарного станка в продольном и поперечном направлениях обеспечивает коробка подач. Она также используется для установки параметров нарезаемой резьбы. В паспорте станка есть специальная таблица, по которой можно выбрать подачу, подходящую для выполнения определенной технологической операции. Для того чтобы данной таблицей было удобно пользоваться, в ней приведена следующая информация:
- рекомендации по выбору сменных шестерен;
- положения рукоятки коробки, при которых выставляются определенные значения подач;
- рекомендации по выставлению параметров коробки подач при нарезании резьбы с определенным шагом.
Коробка скоростей станка 1М61, с помощью которой устанавливается определенная частота вращения его шпиндельного узла, состоит из реверсивного электродвигателя, клиноременной передачи и набора зубчатых колес с различными параметрами. При этом шпиндель станка может работать на 24 скоростях, 12 из которых получаются при помощи шестерен перебора, а 12 остальных – за счет шпинделя напрямую через зубчатую муфту.
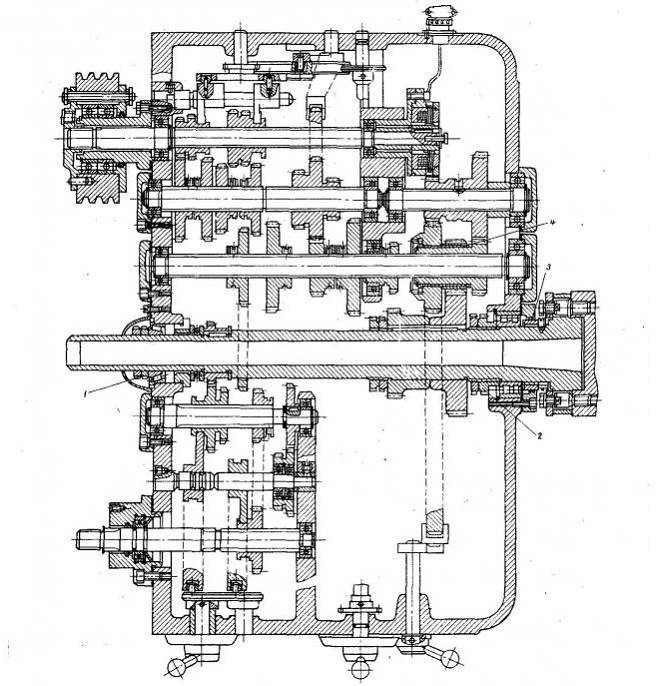
Устройство коробки скоростей
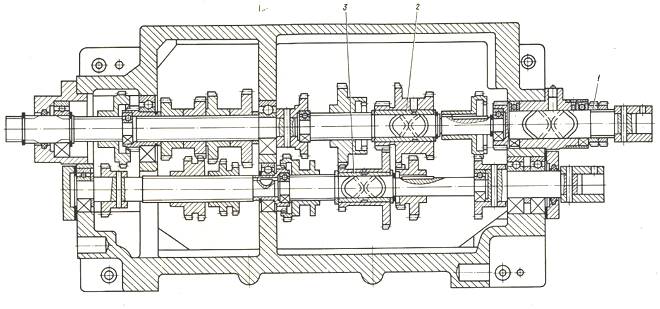
Устройство коробки подач
На лицевой части коробки скоростей имеется три рукоятки, одна из которых отвечает за переключение блоков шестерен, второй включается перебор или зубчатая муфта, а третья позволяет менять направление вращения ходового винта, что необходимо при выполнении нарезания резьбы. В коробке скоростей также установлена многодисковая электромагнитная муфта, которая отвечает за торможение шпинделя.
Технические возможности станка
Как уже говорилось выше, шпиндель токарного станка 1М61 может вращаться в прямом и обратном направлениях на одной из 24 возможных скоростей. Технические характеристики коробки скоростей позволяют обеспечивать вращение шпинделя с частотой в интервале 12,5–1600 об/мин. Диаметр сквозного отверстия, которое имеется в шпиндельном узле, составляет 35 мм, что позволяет вставлять пруток диаметром 32 мм. Конец шпинделя, согласно ГОСТ 12593, имеет типоразмер 6К, а его внутренний конус, по ГОСТ 13214, соответствует категории М5.

Внешний вид станка 1М61
Устройство и технические возможности пиноли задней бабки позволяют ей перемещаться на расстояние до 10 см. В резцедержателе станка 1М61 допускается размещать инструмент, высота державки которого не превышает 25 мм. Следует также отметить следующие характеристики станка данной модели:
- высота центров – 17 см;
- максимальная длина поверхности заготовки, которую можно обтачивать на оборудовании, – 64 см;
- максимальная длина заготовки, которую можно устанавливать для обработки на станок, – 100 см.
Принципиальная электрическая схема
Подачи, совершаемые на токарном станке 1М61, характеризуются следующими параметрами:
- в продольном направлении – 0,08–1,2 мм/об;
- в поперечном – 0,04–0,6 мм/об.
Суппорт агрегата может перемещаться:
- в поперечном направлении – до 20 см;
- в продольном – до 60 см.
Верхняя часть суппорта, которую называют салазками, может перемещаться на величину до 12 см, а его каретка, передвигающаяся в продольном направлении, – до 60 см.
Конструкция токарного станка данной модели настолько проста, о чем свидетельствуют и отзывы об оборудовании, что научиться работе на нем можно, даже просмотрев обучающее видео.
Технические характеристики токарно-винторезного станка 1Е61М, схемы
Это одна из модификаций первой модели винторезно-токарных станков, которые появились на российском рынке. Повышенная точность при обработке любых деталей – главная особенность данного агрегата. Выполнение получистовых и чистовых работ остаётся основным назначением для токарного станка 1Е61М. Он так же помогает при высокоточном нарезании резьбы различного вида.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.

- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
Технические характеристики
Станок 1E61MT занял лидирующую позицию в своей сфере, и на то есть определённые причины. Для массовой штамповки установка не подходит, но на ней можно проводить множество других операций.
Основными параметрами, заслуживающими внимания, можно назвать:
- Диаметр будущей резьбы.
- Выбранные скоростные режимы.
- Длина детали, её соответствие параметрам используемого оборудования.
Если названные выше габариты соответствуют условиям эксплуатации, то можно переходить дальше, к этапу настройки самого станка.
Винторезное оборудование отличается следующими параметрами:
- 1650 килограмм – общая масса станка, если не учитывать дополнительное оборудование.
- Минимальная частота вращения – 35, максимальная может составлять 1600 оборотов.
- Точные параметры, связанные со смещением лимба. По продольной направляющей это 0,2 миллиметра, по поперечной – 0,02 миллиметра.
- На передней части устанавливаются две резцовые головки. Вторая монтируется на участке сзади.
- В главном держателе имеется всего до 4 резцов.
- 32 миллиметра – таков диаметр использующихся прутков.
- 170 миллиметров – допустимая высота для центральных частей.
- При 125 Вт работает отдельный двигатель насоса охлаждения. На 125 Вт – двигатель, связанный со смазочным механизмом.
- 4,5 кВт – показатель мощности главного привода, за счёт которого осуществляется движение.
Дополнительно в токарной установке присутствует система, предотвращающая повреждения, связанные с чрезвычайными нагрузками. Механизм просто блокируется, если возникает опасная ситуация. Примерно так же работает модель типа 1Е61ПМ.
Габариты рабочего пространства
Межцентровое расстояние составляет до 700 миллиметров. Через шпиндель можно вставлять заготовки с минимальным диаметром до 32 миллиметров, диаметр шпинделя – 35. Высота центра от станины равна 170 мм.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.

- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.

- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
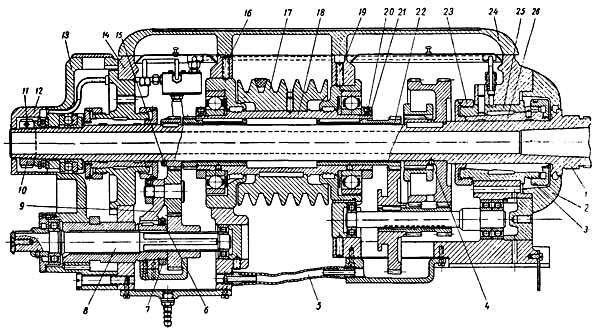
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Электрическая схема
Асинхронный электродвигатель типа AO2-61-4 НА 13 кВт – основной агрегат, который приводит систему в движение. Достаточно нажать на кнопку «Пуска», чтобы это приспособление начало работать. С помощью фрикциона, включаемого от рукоятки, осуществляется управление подобными частями механизма. В зависимости от включения или выключения фрикциона механизм реагирует по-разному на начало работы.
1,1 кВт – мощность двигателя, отвечающего за рабочие подачи.
Кинематическая схема
Многоскоростные двигатели для включения устройств тоже используются, но достаточно редко. Односкоростные приспособления остаются главными для подобных схем.
С двигателя движение идёт к коробке скоростей. В этом процессе принимает участие клиноременная передача. В коробке передач размещается по 6-8 валов. К ним добавляются колёса зубчатой формы. Для удобства при нумерации валов пользуются римскими цифрами. Скорость вращения шпинделя может быть различной в зависимости от тех или иных условий. Две фрикционные муфты отвечают за обратное движение у этой же модели.
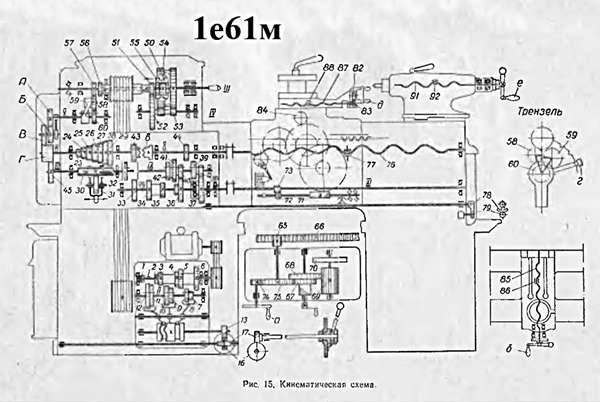
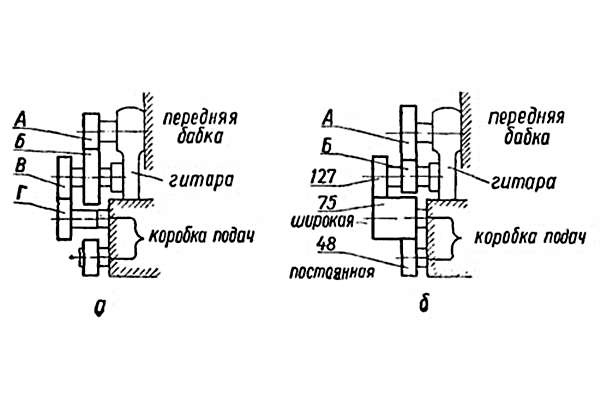
Схема настройки гитары
Передача вращения, крутящего момента – основное назначение данной детали. Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Замена деталей проводится в зависимости от регламента, либо по степени износа.
Заключение
Первичная и текущая регулировка – операции, которые играют важную роль для стабильной работы всех составляющих, механизмов. Для каждой детали при этом используется отдельный инструмент, позволяющий добиться наилучших результатов. Остаётся только решить, какие параметры будут актуальными при той или иной ситуации.
Станки серии 1E61M до сих пор пользуются спросом не только у частных мастеров, но и на различных предприятиях. Это классический вариант, сохраняющий актуальность даже при появлении более современных аналогов. Учитывается и стоимость установки, которая остаётся доступной по всем параметрам.
Токарный станок 1у61 технические характеристики
Это одна из модификаций первой модели винторезно-токарных станков, которые появились на российском рынке. Повышенная точность при обработке любых деталей – главная особенность данного агрегата. Выполнение получистовых и чистовых работ остаётся основным назначением для токарного станка 1Е61М. Он так же помогает при высокоточном нарезании резьбы различного вида.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.
- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
Технические характеристики
Станок 1E61MT занял лидирующую позицию в своей сфере, и на то есть определённые причины. Для массовой штамповки установка не подходит, но на ней можно проводить множество других операций.
Основными параметрами, заслуживающими внимания, можно назвать:
- Диаметр будущей резьбы.
- Выбранные скоростные режимы.
- Длина детали, её соответствие параметрам используемого оборудования.
Если названные выше габариты соответствуют условиям эксплуатации, то можно переходить дальше, к этапу настройки самого станка.
Винторезное оборудование отличается следующими параметрами:
- 1650 килограмм – общая масса станка, если не учитывать дополнительное оборудование.
- Минимальная частота вращения – 35, максимальная может составлять 1600 оборотов.
- Точные параметры, связанные со смещением лимба. По продольной направляющей это 0,2 миллиметра, по поперечной – 0,02 миллиметра.
- На передней части устанавливаются две резцовые головки. Вторая монтируется на участке сзади.
- В главном держателе имеется всего до 4 резцов.
- 32 миллиметра – таков диаметр использующихся прутков.
- 170 миллиметров – допустимая высота для центральных частей.
- При 125 Вт работает отдельный двигатель насоса охлаждения. На 125 Вт – двигатель, связанный со смазочным механизмом.
- 4,5 кВт – показатель мощности главного привода, за счёт которого осуществляется движение.
Дополнительно в токарной установке присутствует система, предотвращающая повреждения, связанные с чрезвычайными нагрузками. Механизм просто блокируется, если возникает опасная ситуация. Примерно так же работает модель типа 1Е61ПМ.
Габариты рабочего пространства
Межцентровое расстояние составляет до 700 миллиметров. Через шпиндель можно вставлять заготовки с минимальным диаметром до 32 миллиметров, диаметр шпинделя – 35. Высота центра от станины равна 170 мм.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.
- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.
- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Электрическая схема
Асинхронный электродвигатель типа AO2-61-4 НА 13 кВт – основной агрегат, который приводит систему в движение. Достаточно нажать на кнопку «Пуска», чтобы это приспособление начало работать. С помощью фрикциона, включаемого от рукоятки, осуществляется управление подобными частями механизма. В зависимости от включения или выключения фрикциона механизм реагирует по-разному на начало работы.
1,1 кВт – мощность двигателя, отвечающего за рабочие подачи.
Кинематическая схема
Многоскоростные двигатели для включения устройств тоже используются, но достаточно редко. Односкоростные приспособления остаются главными для подобных схем.
С двигателя движение идёт к коробке скоростей. В этом процессе принимает участие клиноременная передача. В коробке передач размещается по 6-8 валов. К ним добавляются колёса зубчатой формы. Для удобства при нумерации валов пользуются римскими цифрами. Скорость вращения шпинделя может быть различной в зависимости от тех или иных условий. Две фрикционные муфты отвечают за обратное движение у этой же модели.
Схема настройки гитары
Передача вращения, крутящего момента – основное назначение данной детали. Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Замена деталей проводится в зависимости от регламента, либо по степени износа.
Заключение
Первичная и текущая регулировка – операции, которые играют важную роль для стабильной работы всех составляющих, механизмов. Для каждой детали при этом используется отдельный инструмент, позволяющий добиться наилучших результатов. Остаётся только решить, какие параметры будут актуальными при той или иной ситуации.
Станки серии 1E61M до сих пор пользуются спросом не только у частных мастеров, но и на различных предприятиях. Это классический вариант, сохраняющий актуальность даже при появлении более современных аналогов. Учитывается и стоимость установки, которая остаётся доступной по всем параметрам.
1У61М – Станок токарно-винторезный универсальный
Купить станочный подшипник с доставкой  Podshipnik@podshipnik.info
Podshipnik@podshipnik.info

Технические характеристики:
Станки модели 1у61м предназначены для выполнения любых токарных работ в машиностроении, а также в механических мастерских промышленных и сельскохозяйственных предприятий.
Наибольшая длина обрабатываемой заготовки, мм 500
Наибольший диаметр обрабатываемой детали, мм:
– над станиной 320
– над суппортом 165
– прутка 25
Количество скоростей шпинделя 18
Диапазон частот вращения шпинделя, об/мин 25. 2000
Пределы продольных подач, мм/об 0.032. 0.5
Пределы поперечных подач, мм/об 0.013. 0.2
Пределы шагов нарезаемых резьб:
– метрических, мм 0.2. 7.0
– модульных, модуль в мм 0.1. 3.5
– дюймовых, нитка на дюйм 0.013. 0.2
Наибольшее сечение резцов, мм 20 х 20
Количество позиций инструмента 4
Размер внутреннего конуса шпинделя Морзе 4
Размер внутреннего конуса пиноли задней бабки Морзе 3
Наибольшее перемещение пиноли, мм 90
Мощность привода главного движения, кВт 3
Габариты, мм 1800 х 750 х 1350
Масса, кг 900




Детальное описание
Токарно винторезный станок 1У61 предназначен для для выполнения любых токарных работ в машиностроении, а также в механических мастерских промышленных и сельскохозяйственных предприятий. Шпиндель станка стальной, пустотелый, с фланцевым концом, разгружен от изгибающих усилий ременной передачи за счет посадки шкива на втулку, смонтированную на подшипниках качения. Передний конусный конец смонтирован в бронзовом подшипнике скольжения.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Характеристика 1У61М
Наибольшая длина обрабатываемой заготовки, мм500
Наибольший диаметр обрабатываемой детали, мм:
– над станиной 320
– над суппортом 165
Количество скоростей шпинделя 18
Диапазон частот вращения шпинделя, об/мин 25. 2000
Пределы продольных подач, мм/об0.032. 0.5
Пределы поперечных подач, мм/об0.013. 0.2
Пределы шагов нарезаемых резьб:
– метрических, мм – 0.2. 7.0
– модульных, модуль в мм – 0.1. 3.5
– дюймовых, нитка на дюйм – 0.013. 0.2
Наибольшее сечение резцов, мм 20 х 20
Количество позиций инструмента 4
Размер внутреннего конуса шпинделя Морзе 4
Размер внутреннего конуса пиноли задней бабки Морзе 3

