
Токарно-винторезный станок 1К62. Электрическая принципиальная схема.
Обзор станка 1К62: технические характеристики, схемы, инструкции и паспорт эксплуатации
Универсальный токарно-винторезный станок 1К62 выпускался на МСЗ «Красный Пролетарий». Это оборудование производилось в период с 1956 по 1971 г.г. После значительных доработок был заменен на более совершенную модель 16К20.
Функциональные особенности станка

Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки. Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
- сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.
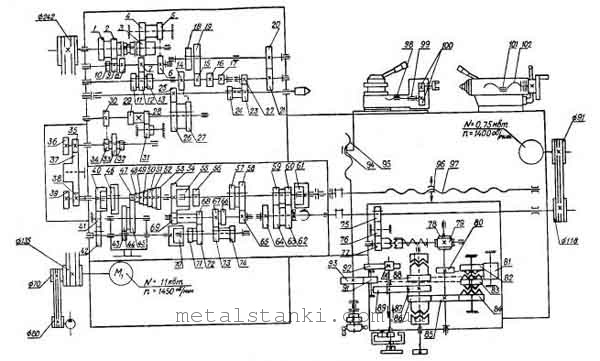
Кинематическая схема
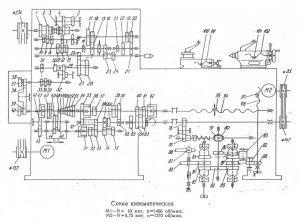
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
Характеристики передней и задней бабки
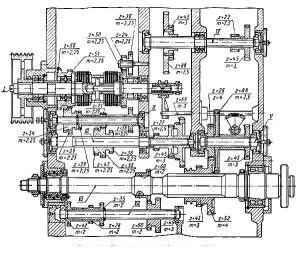
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
- диаметр отверстия – 4,7 см;
- допустимое сечение прутка – 4,5 см;
- частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
- количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Параметры суппорта
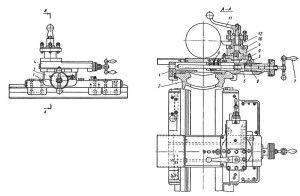
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
- поперечный ход – до 25 см;
- ход верхней части – до 13 см;
- количество передач. Продольных и поперечных по 49;
- максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
- скорость быстрого смещения, м/мин. Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
Электрооборудование станка
Подключение для дальнейшей эксплуатации станка 1К62 выполняется к трехфазной электросети. Обязательно наличие заземленного или изолированного нейтрального провода.
Для работы станка необходима силовая цепь 380 В, 50Гц. В особых случаях электрическая схема может быть адаптирована для подключения к стандартной сети 220 В. Функционирование цепи управления происходит за счет подачи электроэнергии 110 В. Осветительный блок работает от сети 36/24 В.
Работа оборудования осуществляется за счет 4-х электродвигателей. Мощность главного составляет 10 кВт. Для быстрых перемещений применяется силовой агрегат 0,8 кВт. Гидростанция функционирует от электродвигателя 1,1 кВт. Также в электрической схеме присутствует насос охлаждения 0,125 кВт.
Кроме этого, в конструкции станка 1К62 есть следующие электрические компоненты, описанные в паспорте:
- тепловые реле типа РТ-1;
- блок управления насосом;
- трансформатор для организации местного освещения;
- плавкие предохранители;
- осветительные приборы.
Защита электродвигателей от тепловых перегрузок происходит за счет установки тепловых реле. Они монтируются в электросхемы основного агрегата и насосной станции.
В видеоматериале подробно рассказывается о правилах смазывания агрегатов станка, описанных в паспорте:
Электропривод и схема управления токарно-винторезного станка 1К62
В механических цехах машиностроительных заводов нашли широкое применение токарно-винторезные станки модели 1К62, которые используются в условиях индивидуального и мелкосерийного производства.
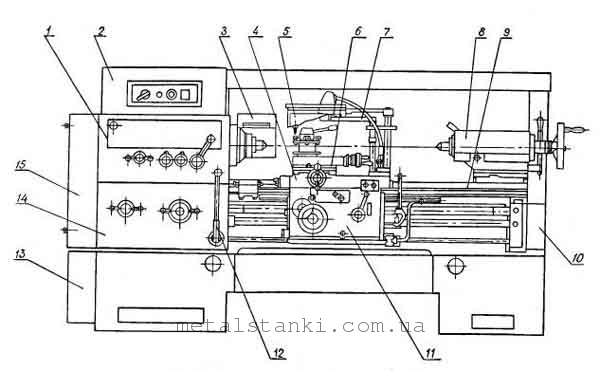
Станок модели 1К62, общий вид которого показан на рис. 8-2, имеет следующие технические данные:
- наибольший диаметр изделия, установленного над станиной — 400мм;
- наибольший диаметр обрабатываемого прутка — 45мм;
- расстояние между центрами — 1000мм;
- число скоростей вращения шпинделя — 23 (от 12,5 до 2000 об/мин).
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10кВт при 1450 об/мин. Регулирование скорости вращения шпинделя производится переключением шестерен коробки скоростей с помощью рукояток 2 и 3 (см. рис.8-2), изменение величин продольной и поперечной подач суппорта — переключением шестерен коробки подач рукоятками 14 и 15.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0кВт при 1410 об/мин. Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодискового фрикциона, управляемого специальной муфтой, которая переключается рукоятками 9 и 12. Включение механической подачи суппорта в любом направлении производится одной рукояткой 6.
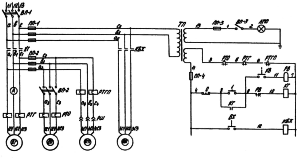
На рис. 8-5 представлена электрическая схема станка 1К62. Кроме главного двигателя ДГ и двигателя быстрых ходов ДБХ, на схеме показаны двигатель насоса охлаждения ДО и двигатель гидроагрегата ДГП, присоединяемый через штепсельный разъем ШП в случае применения на станке гидрокопировального устройства.
Напряжение на станок подается включением пакетного выключателя 1ВП. Цепи управления получают питание через разделительный трансформатор Тр с вторичным напряжением 127В, что повышает надежность работы аппаратов управления (в частности, конечных выключателей и кнопок) и характерно вообще для большинства электросхем металлорежущих станков.
Пуск двигателя ДГ производится нажатием кнопки Пуск, при этом включается контактор Г и главными контактами присоединяет статор двигателя к сети, а блок-контактом шунтирует пусковую кнопку. Одновременно пускаются двигатели насоса охлаждения (если включен пакетный выключатель 2ВП) и гидроагрегата.
Включение шпинделя производится поворотом вверх рукоятки управления фрикционом. При повороте этой рукоятки в среднее положение шпиндель станка отключается, одновременно нажимается путевой переключатель ПВ и включается пневматическое реле времени РВ. Если пауза в работе превышает 3—8 мин, то контакт реле РВ размыкается и контактор Г теряет питание. Главный двигатель отключается от сети и останавливается, что ограничивает его работу вхолостую с низким значением коэффициента мощности и уменьшает потери энергии. Если пауза мала, то реле РВ не успевает сработать и отключения двигателя шпинделя не произойдет.
Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажимает на переключатель ВБХ, его контакт замыкает цепь катушки контактора БХ, который включает двигатель ДБХ. Возврат рукоятки в среднее положение приводит к отключению двигателя ДБХ.
Станок имеет местное освещение. Питание лампы ЛМО производится напряжением 36В от отдельной обмотки трансформатора Тр. В цепи лампы находятся предохранитель 4П и выключатель ВО. Иногда один из выводов низковольтной обмотки трансформатора Тр присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения при напряжениях 12 и 36В обычно используют станину станка.
Схемой управления предусмотрены: защита двигателей ДГ, ДО и ДГП от длительных перегрузок — тепловыми реле РТГ, РТО и РТГП; от коротких замыканий — соответствующими плавкими предохранителями. При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикциона, и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки станка служит установленный в передней бабке ленточный тормоз.
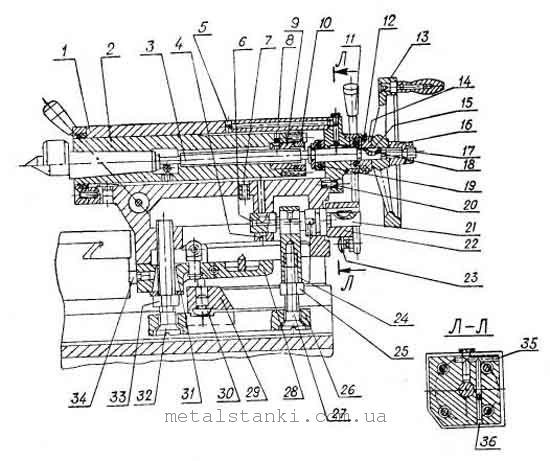
Рис. 8-2
Основные узлы станка: станина 11, передняя (шпиндельная) бабка с коробкой скоростей и шпинделем 4, суппорт 5, задняя бабка 7, коробка передач 13, фартук 10 и шкаф с электрооборудованием 8.

Рис. 8-5
Электрическая схема 1К62
Токарный станок 1К62 – надежный металлообрабатывающий агрегат
Станок 1К62 производился на конвейерах московского завода «Красный Пролетарий» около 15 лет – в период 1956–71 годов. Затем на смену ему пришел более современный станок 16К20.
1 Особенности токарно-винторезного агрегата
Если посмотреть в паспорт этого станка, пользователь может узнать массу полезной информации о нем. Прежде всего стоит отметить, что он причисляется к группе лобового оборудования для выполнения токарно-винторезных работ, за счет чего на нем допускается выполнять обработку крупных по диаметру и при этом коротких по длине изделий.
Кроме того, токарный станок 1К62, согласно паспорту, является универсальной установкой. Это означает, что на нем можно осуществлять практически все известные токарные операции, включая и те, которые связаны с нарезанием резьбы, а также точением дисков и различных видов валов (настройка всех режимов отличается простотой). Токарно-винторезный агрегат разрешено применять для работы с изделиями, прошедшими процедуру закалки, так как он имеет уникальную жесткость, обеспечиваемую монтажом станка на особые подшипники.

Паспорт указывает и на иные достоинства конструкции и преимущества эксплуатации данного оборудования. К ним относят:
- широкий выбор подач и скоростей;
- повышенную прочность и жесткость кинематических цепей станка и их отдельных компонентов (специальные подшипники);
- обеспечение максимально эффективного разрезания металлических заготовок минералокерамическими и твердосплавными рабочими приспособлениями;
- высокий уровень противодействия вибрационным нагрузкам и большую мощность привода;
- наличие сменных зубчатых колес, которые передают коробке подач (от передней бабки) рабочее движение;
- возможность выполнять высокоточную обработку металлов с ударной нагрузкой (подшипники нивелируют все перегрузки, которые могут снизить точность производства работ);
- наличие добавочного электродвигателя (вращение – 1410 оборотов в минуту, мощность – 1 киловатт, тип – асинхронный), позволяющего максимально быстро совершать передвижение суппорта;
- особое устройство задней балки, предназначенное для ее перемещения в поперечную сторону с целью токарной обработки конусов пологой формы;
- токарно-винторезный станок снабжен тепловым реле и плавкими вставками (эти элементы защищают оборудование от коротких замыканий и длительных по времени перегрузок);
- сверхпрочные шпиндельные подшипники.

Инструкция к агрегату (паспорт) также обращает внимание пользователей на то, что нижний участок его суппорта и заднюю балку можно зафиксировать, используя специальное запорное устройство. Необходимость в таком соединении возникает тогда, когда возникает потребность в передвижении балки механическим, а не автоматическим способом.
Станок 1К62 с одинаковым успехом применяется и для силового, и для скоростного осуществления рабочих операций (об этом четко сказано в паспорте токарной установки). Далеко не каждый винторезный агрегат тех лет обладает подобной универсальностью.

В конструкции оборудования также имеется особый упор. Его монтируют на полке станины, расположенный на ее лицевой стороне для того, чтобы ограничивать до разумных пределов передвижение каретки в продольном направлении. Если этот упор вводится в действие, скорость суппорта не бывает более 250 миллиметров в минуту.
Добавим, что станок 1К62 располагает двумя люнетами – неподвижным и подвижным. Второй из указанных характеризуется сечением монтажа от 2 до 8 сантиметров. А люнет неподвижный 1К62 имеет сечение от 2 до 13 сантиметров.
2 Краткое описание основных частей станка
Задняя бабка 1К62 способна передвигаться по направляющим, она располагает плитой, выдвижной пинолью, корпусом со специальным отверстием. Вылет пиноли фиксируется специальной рукояткой. Это же приспособление позволяет производить и фиксацию заднего центра бабки. В гнездо пиноли, выполненное в форме конуса, допускается устанавливать зенкер, сверло или иной инструмент для обработки металлических заготовок.
Устройство коробки скоростей и передней бабки агрегата в соответствии с его паспортом не имеет каких-либо особенностей. В них имеется ряд валов (в том числе и фрикционный вал 1К62), на одном из них располагается ведомый шкив 1К62, который получает вращение от двигателя, а также фрикционная реверсивная муфта. Другие части коробки скоростей – несколько специальных блоков, включая тройной и промежуточный, опоры и подшипники качения. Последние элементы коробки (подшипники и опоры) смазываются при помощи насоса.
Простотой отличается и схема коробки подач, предназначенной для установления скорости, с которой движется ходовой вал и ходовой винт поперечной подачи 1К62 (то есть, с какой скоростью происходит передвижение суппорта в поперечную и продольную стороны). Важные части коробки подач – блок устройства Нортона (выполнен с тремя ступенями), валы, несколько переключаемых муфт, подшипники, зубчатые колеса (паспорт указывает на то, что они сблокированы).

Находится коробка подач в нижней части станины (на приведенном фото хорошо видно место ее размещения, устройство и схема работы данного узла). Вал рассматриваемой коробки вращается от гитарных колес. Вдоль вала может передвигаться специальное колесо, оснащенное отдельным рычагом. На одном его торце находится рукоятка, на втором – зубчатое колесо. Инструкция (техническое руководство по эксплуатации агрегата) указывает на возможности рычага коробки подач находиться в одном из десяти заданных положениях.
В фартуке токарно-винторезной установки имеется маточная гайка – очень важная часть устройства, которая довольно-таки часто выходит из строя. Если эта маточная гайка ломается, найти ей замену бывает очень сложно. В специализированных магазинах она не встречается, а в интернете выставляется на продажу весьма редко. Как правило, маточную гайку приобретают в отделе снабжения «Красного Пролетария» либо с рук у домовитых хозяев, которые никогда ничего не выбрасывают. Кроме того, при наличии чертежа на маточную гайку в паспорте устройства этот быстроизнашивающуюся деталь можно попытаться изготовить самостоятельно.
Схема работы механизма фартука следующая:
- червячное колесо получает вращение через несколько последовательно идущих передач от ходового вала;
- муфты, размещенные на последующих валах, имеют специальные зубья (торцовые), с помощью которых суппорт способен передвигаться в разные стороны.

Маточная гайка станка управляется рукояткой. Одновременное включение ходового вала и винта исключается, так как подобную возможность блокирует вал с кулачками. Резюмируя все сказанное, можно сделать вывод об огромном значении для нормальной работы агрегата «маленькой и незаметной» маточной гайки. Кстати, специалисты говорят о том, что для замены маточной гайки на интересующем нас агрегате можно использовать полугайку со станка 16К20 (правда, после некоторой доработки).
Суппорт станка включает в себя такие части:
- резцовые салазки;
- поперечная каретка;
- нижние салазки.
Каретка суппорта передвигается безлюфтовой гайкой (не путать с маточной гайкой) и управляющим винтом. В ее направляющих расположена плита поворотного типа. В ней предусмотрены канавки, по которым передвигаются салазки с резцедержателем с четырьмя позициями. Данная система дает возможность монтировать плиту под требуемым углом к шпиндельной оси и зажимать ее в выбранном положении.
3 Другие важные части станка – полезная информация
Электрическая схема агрегата включает в себя три цепи:
- управляющую (работает от 110 В, частота 50 Гц);
- силовую (380 В, от 3 до 50 Гц);
- освещения оборудования (24 или 36 В, 50 Гц).

Встречаются также станки с силовой цепью, предназначенной для подключения к 220-вольтной сети. При этом базовая электрическая схема установки рассчитана именно на сеть в 380 В (три фазы) с обязательной изоляцией нейтрального и глухозаземленного провода. Инструкция по эксплуатации станка (руководство) запрещает включать его без выполнения изоляции указанных кабелей.

Главным приводом токарного агрегата является асинхронный короткозамкнутый двигатель. Его настройка выполняется на заводе, он вращается со скоростью 1450 оборотов в минуту, имея мощность 10 киловатт. Руководство к станку описывает процесс его запуска, а также возможности по выбору величин подач и скоростей вращения шпиндельного узла при помощи нескольких управляющих рычагов. Самостоятельная настройка главного привода без специальных знаний не разрешается – электрическая система агрегата считается достаточно сложной.
Электрооборудование и электрические схемы токарно-винторезного станка 1К62 (стр. 1 из 2)
Электрооборудование и электрические схемы токарно-винторезного станка 1К62
Станок модели 1К62 имеет следующие технические данные:
1) наибольший диаметр изделия, установленного над станиной, 400 мм;
2) наибольший диаметр обрабатываемого прутка 45 мм;
3) расстояние между центрами 1000 мм;
4) число ступеней частоты вращения шпинделя 23 (от 12,5 до 2000 об/мин).
Привод шпинделя и рабочей подачи суппорта осуществлен от асинхронного короткозамкнутого двигателя мощностью 10 кВт при 145 рад/с. Регулирование угловой скорости шпинделя производится переключением шестерен коробки скоростей с помощью рукояток, изменение продольной и поперечной подач суппорта — переключением шестерен коробки подач также посредством соответствующих рукояток.
Для быстрых перемещений суппорта служит отдельный асинхронный двигатель мощностью 1,0 кВт при 141 рад/с.
Включение и выключние шпинделя станка, а также его реверсирование производится с помощью многодисковой фрикционной муфты, которая управляется двумя рукоятками. Включение механической подачи суппорта в любом направлении производится одной рукояткой.
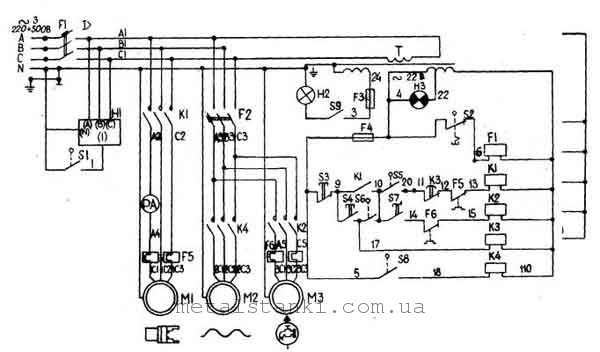
Схема электрическая принципиальная токарно-винторезного станка модели 1К62
Кроме главного двигателя М1 и двигателя быстрых ходов М2 на схеме показаны: двигатель насоса охлаждения М3 и двигатель гидроагрегата М4, присоединяемый через электрический разъединитель (штендельный разъем) Х в случае применения на станке гидрокопировального устройства.
Напряжение на станок подается включением пакетного выключателя S1. Цепи управления получают писание через разделительный трансформатор Т с вторичным напряжением ПО В, что повышает надежность Кработы аппаратов управления. Такое питание цепей управления характерно вообще для большинства электросхем металлорежущих станков.
Пуск двигателя М1 производится нажатием кнопки S5, при этом включается контактор К1 и главными контактами присоединяет статор двигателя к сети, а вспомогательным контактом шунтирует пусковую кнопку. Одновременно пускаются двигатели насоса охлаждения (если включен пакетный выключатель S2) и гидроагрегата.
Включение шпинделя производится поворотом вверх рукоятки управления фрикционной муфтой. При повороте этой рукоятки в среднее положение шпиндель станка отключается; одновременно нажимается путевой переключатель S6 и включается пневматическое реле времени K3. Если пауза в работе превышает 3 — 8 мин, то контакт реле R3 размыкается и контактор К1 теряет питание. Главный двигатель отключается от сети и останавливается, что ограничивает его работу вхолостую с низким значением cos фи и уменьшает потери энергии. Если пауза мала, то реле K3 не успевает сработать и отключение двигателя шпинделя не произойдет.
Для управления быстрым перемещением суппорта служит рукоятка на фартуке станка. При повороте этой рукоятки она нажимает на переключатель S7, его контакт замыкает цепь катушки контактора S7, который включает двигатель M2. Возврат рукоятки в среднее положение приводит к отключению двигателя М2.
Станок имеет местное освещение. Питание лампы местного освещения производится напряжением 36 В от отдельной обмотки трансформатора Т. В цепи лампы находятся предохранитель F3 и выключатель S3. Иногда один из выводов обмотки трансформатора низкого напряжения Т присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения напряжениях 12 и 36 В обычно используют станину станка.
Схемой управления предусмотрены: защита двигателей от длительных перегрузок тепловыми реле от короткого замыкания соответствующими плавкими предохранителями. При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикционной муфты и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки шпинделя станка служит установленный в передней бабке механический тормоз.
Схема соединений электрошкафа токарно-винторезного станка 1К62
Схема расположения электрооборудования на токарно-винторезном станке 1К62
Схема соединений и подключения токарно-винторезного станка 1K62
Электрооборудование и электрическая схема токарно-винторезного станка модели 1М63
Токарно-винторезный станок 1М63 является скоростным универсальным станком, предназначенный для выполнения различных токарных и винторезных работ.
Общий вид токарно-винторезного станка модели 1М63
Первоначальный пуск токарно-винторезного станка модели 1М63
Перед первоначальным пуском прежде всего необходимо убедиться в надежности подключения станка к цеховому контуру заземления и качестве монтажа электрооборудования. Затем на клеммных зажимах в электрошкафу управления следует отключить провода питания всех электродвигателей и посредством вводного автоматического выключателя АВ подключить станок к сети.
После этого необходимо при помощи соответствующих кнопок я переключателей проверить четкость срабатывания магнитных пускателей и реле, действие блокирующих л сигнализирующих устройств.
Убедившись в правильности работы элементов электрооборудования, следует подключить провода питания электродвигателей, после чего можно приступать к первоначальному пуску и опробованию на холостом ходу работы всех механизмов станка.
Особое внимание при первоначальном пуске станка следует обратить на работу системы смазки. ВНИМАНИЕ! Запрещается работать на станке отсутствии масла в маслоуказателях.
Схема электрическая принципиальная токарно-винторезного станка модели 1М63
Монтажная схема токарно-винторезного станка модели 1М63
Описание работы электрической схемы токарно-винторезного станка 1М63
Схема в нормальном качестве (отсканированный паспорт токарно-винторезного станка 1М63)
Перед началом работы необходимо убедиться, что все автоматические включатели включены. Пуск электродвигателя главного привода осуществляется нажатием кнопки 1КУ или 2КГ, которая замыкает цепь катушки контактора (4-13), переводя его на самопитание.
Останов электродвигателя главного привода 1Д осуществляется нажатием кнопки ЗКУ (5-7) или 4КУ.
Управление вращением шпинделя осуществляется рукояткой включения фрикциона.
При отключенном фрикционе (шпиндель не вращается) замыкается размыкаемый контакт конечного выключателя ВК (1-3) и включаются реле времени 1PB, тормозная муфта 5ЭМ. При этом загорается сигнальная лампа.
При работе двигателя главного на холостом ходу реле времени РВ, настроено на выдержку времени 2,5 — 3 мин, отключает двигатель посредством контактов РВ (2-4). Одновременно реле времени IPB потеряет питание и с выдержкой времени 25 с отключает тормозную муфту 5ЭМ.
При включенном фрикционе контакт ВК (1-3) размыкается, отключает реле времени РВ и тормозную муфту 5ЭМ.
При отключении двигателя 1Д кнопкой ЗКУ или 4КУ посредством размыкаемого контакта КШ включается реле времени РВ и тормозная муфта 5ЭМ.
Контроль за нагрузкой электродвигателя главного привода осуществляется по амперметру.
Рабочие подачи суппорта осуществляются от теля главного привода, быстрые перемещения -дата теля быстрого хода. фартуке станка имеются четыре электромагнитные муфты, две из которых используются для управления перемещением каретки в продольном направлении — для управления перемещением суппорта в поперечном направлении.
Управление муфтами токарно-винторезного станка производится рукояткой нового переключателя, имеющего пять положений: — вертикальное нейтральное и четыре наклонных, соответствующих направлению перемещения каретки и юрта.
Включение электродвигателя быстрого хода любом положении рукоятки переключателя обвешается толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт предусмотрен конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки. Для предотвращения пробоя катушек электромагнитных муфт при их отключении и уменьшения искрообразования на контактах крестового переключателя усмотрены разрядные сопротивления.
Ксерокопия паспорта токарно-винторезного станка модели 1М63. Ксерокопия паспорта на станок содержит схему электрическую принципиальную, описание работы принципиальной схем, монтажную схему (схема соединений и подключения) и состав (перечень) электрооборудования с техническими характеристиками.
Вводно-распределительны шкаф Ш-77
Надежность и прочность
Любая цветовая гамма
ООО «Светотехсервис-Металлоконструкция» выпускает шкафы Ш-77 предназначенные для включения и отключения наружного освещения по двухпрограммной системе – вечернее и ночное. Подходящее напряжение 380В распределяется на 3 однофазных канала по 220В. Каждый канал имеет 8 отходящих линий, которые защищены от перегрузки и токов короткого замыкания.
Шкаф имеет защитную подставку. Степень защиты шкафа – IP54. Габаритные размеры: 1300х2000х500мм.
В таблице 1 представлена комплектация типового шкафа.
Таблица 1Комплектация Количество
Выключатель-разъеденитель ПРБ-01-37 400А 1
Плавкая вставка ППН-37-315А * 3
Трансформатор тока Т-0,66-300/5 * 3
Контактор КТ6023Б 160А, 220В * 2
Плавкая вставка ППН-33-32А * 24
Примечание: (*) – Возможны изменения комплектующей аппаратуры.
Рис.1 Схема электрическая принципиальная.
В шкафу Ш-77 предусмотрено место для установки системы управления включения и отключения наружного освещения по двухпрограммной системе на базе контроллера PLX. На данное посадочное место можно установить шкаф управления наружным освещением ШУНО-СС (производитель ООО «Светотехсервис-Металлоконструкция»). Возможна комплектация шкафа счетчиком (в типовом варианте предусмотрена установка коробки испытательной).
Рис.2 Система управления включения и отключения.
1к62 схема
На станке установлены три трехфазных короткозамкнутых электродвигателя (см. рис.). На станке могут применяться следующие величины напряжений переменного тока:
50 Гц, 220, 380 В;
цепь управления
50 Гц, 110 В;
цепь местного освещения
Рабочее напряжение силовой цепи и местного освещения выбирает заказчик.

Рисунок — схема электрическая станка 1к62
Электрообоорудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
В левой нише задней стороны станины установлен конечный выключатель S6 для ограничения холостого хода главного привода. Для освещения рабочего места имеется светильник с гибкой стойкой типа СГС-1 с лампой МО (24 В, 40 Вт), смонтированный на каретке станка.

В рукоятке фартука встроен конечный выключатель S7 для управления электродвигателем быстрого перемещения каретки и суппорта. На каретке установлена кнопочная станция для пуска «1» и останова «О» главного привода.
Шкаф управления установлен за станиной станка справа.
С лицевой стороны шкафа управления установлены следующие органы управления:
- трехфазный выключатель S1 серии ПКП25-2-30 для подключения и отключения станка к питающей сети;
- трехфазный выключатель S2 для включения и отключения электродвигателя насоса охлаждения;
- сигнальная лампа Е1 для сигнализации о включении электрооборудования;
Указатель нагрузки РА, измеряющий нагрузку главного привода, имеет три шкалы: две белые и черную. Белая слева показывает недогрузку станка, черная — нагрузку от 85 до 100%, белая справа показывает перегрузку.
Токарно-винторезный станок 1К62
Вы здесь
Оглавление
- Устройство токарно-винторезного станка
- Органы управления токарно-винторезного станка
- Кинематическая схема токарно-винторезного станка
- Электрическая схема токарно-винторезного станка
- Передняя бабка токарно-винторезного станка
- Задняя бабка токарно-винторезного станка
- Суппорт токарно-винторезного станка
- Фартук токарно-винторезного станка
- Технические характеристики токарного станка

Токарно-винторезный станок 1К62 предназначен для обработки заготовок, получение цилиндрических, конических и фасонных поверхностей, а также нарезания различных резьб (метрической, модульной, дюймовой).
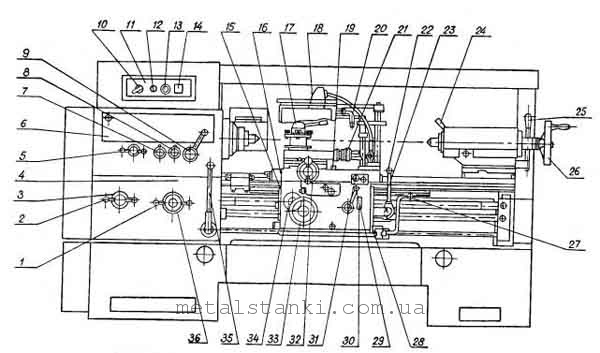
Устройство токарного станка 1К62
- Передняя бабка;
- Электрооборудование;
- Защитный кожух суппорта;>
- Каретка;
- Защитный кожух суппорта;
- Суппорт;
- Система охлаждения;
- Задняя бабка;
- Станина;
- Привод ускоренных перемещений;
- Фартук;
- Управление фрикционной муфтой;
- Моторная установка;
- Коробка подач;
- Коробка скоростей;
Органы управления токарного станка 1К62
1.Ручка подачи и шага резьбы;
2.Выбор типа нарезаемой резьбы;
5.Установка частоты вращения шпинделя;
7.Установка основного и крупного шага резьбы;
8.Установка направления резьбы (левое, правое);
9.Установка оборотов шпинделя;
13.Выключение электронасоса подачи СОЖ;
14.Указатель нагрузки станка;
16.Смазка направляющих каретки и салазок станка;
17.Крепление резцовой головки;
18.Выключение местного освещение;
19.Крепление каретки к станине;
20.Регулировка подачи СОЖ
21.Ручное перемещение резцовых салазок суппорта;
22.Включение электродвигателя при включении ускоренных перемещений каретки и салазок суппорта;
23.Перемещение каретки и салазок суппорта
24.Зажим пиноли задней бабки;
25.Крепление задней бабки к станине;
26.Маховик перемещения пиноли в корпусе задней бабки;
27.Управление фрикционной муфтой главного движения;
29.Включение и выключение гайки ходового винта;
31.Включение и выключение электродвигателя главного движения;
32.Ручное перемещение поперечных салазок суппорта;
33.Маховик ручного перемещения каретки;
34.Включение и выключение реечной шестерни;
35.Управление фрикционной муфтой главного движения
Выбирайте и заказывайте уличный фонарь.
Кинематическая схема токарного станка 1К62
Электрическая схема токарного станка 1К62
Передняя бабка токарно-винторезного станка 1К62
Передняя бабка предназначена для передачи шпинделю различных частот вращения при выполнении торных операций. Приводится в движение при помощи сменных зубчатых колес коробки передач.
Механика передней бабки позволяет нарезать резьбы с крупным шагом, правые и левые резьбы, а также многозаходные резьбы с деление 2,3,4…30 и 60 заходов.
Установка частоты вращения шпинделя осуществляется при помощи двух рукояток 5 и 9.
Задняя бабка токарно-винторезного станка 1К62
Задняя бабка предназначена для поджатия длинных заготовок, во избежание радиального биения. Перемещается по направляющим станины, и крепиться к ней через систему рычагов и эксцентрик рукояток 25.
Осевое перемещение пиноли задней бабки осуществляется маховиком 26, и фиксация пиноли рукояткой 24.
Пологие конусы можно обрабатывать поперечным смещением задней бабки при помощи винтов 1 и 8.
Суппорт токарно-винторезного станка 1К62
Суппорт является механизмом вспомогательного движения и предназначен для перемещения режущего инструмента. Перемещается в продольном направлении по направляющим станины, а в поперечном – по направляющим каретки.
Перемещение в продольном и поперечном направлениях осуществляются как механически, на рабочей подачи, так и от руки.
Кроме того, на суппорте, в верхней части, расположенный резцедержатель, который продольно перемещается по направляющим поворотной части, а также имеет возможность поворачиваться на угол 90 градусов.
Фартук токарно-винторезного станка 1К62
Фартук состоит из четырех кулачковых муфт, предназначенные для прямого и обратного хода каретки и суппорта станка. При помощи мнемонической рукоятки 23 осуществляется перемещение каретки и нижней части суппорта.
На фартуке установлено блокирующее устройство, препятствующее одновременному включению продольных и поперечных подач и одновременному включению ходового винта и валика, а также предохранительную муфту, которая срабатывает при воздействии усилий на фартук.
Токарно-винторезный станок 1К62. Электрическая принципиальная схема.

Станки токарно-винторезные моделей 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″, 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ 15150 в зависимости от заказ-наряда.
Кинематическая схема

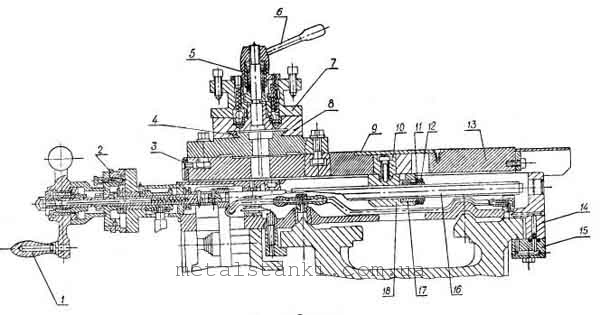
Передняя бабка

Передняя бабка (рис. 6—9) служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
— нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
— нарезать правые и левые резьбы;
— нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Частота вращения шпинделя устанавливается рукоятками 108 и 133 (см. рис. 7) по таблице, помещенной на передней бабке.
В правой и левой частях таблицы даны ряды частот вращения шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемых частот вращения.
Рукояткой 108 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Задняя бабка

Задняя бабка (рис. 10, 11) перемещается по направляющим .станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 19 (см. рис. 10).
Перемещение пиноли осуществляется вращением маховика 12, а крепление пиноли рукояткой 48 (см. рис. 11).
При помощи поперечного смещения задней бабки, осуществляемого винтами 41, можно обрабатывать пологие конуса.
Коробка подач

Коробка подач (рис. 12—14). Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
— метрические с шагом от 0,5 до 12 мм;
— дюймовые от 2 до 24 ниток на 1″;
— модульные от 0,5 до 3 модулей;
— питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при частоте вращения шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при частоте вращения от 50 до 160 — в 8 раз в соответствии с данными таблицы на барабане 115 (рис. 14).
Через ходовой валик суппорт при любой частоте вращения шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при частоте вращения от 50 до 630 в минуту— продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 99, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук

Фартук (рис. 15—19) имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 57.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
Суппорт

Суппорт (рис. 20—23) крестовой конструкции перемещается в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки. Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол ±90°.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 26 нанесена линейка с ценой деления 5 мм.
На каретке 34 установлена линейка с ценой деления 10 мм на Диаметр изделий, по которой контролируются величины перемещения поперечных салазок 31 при помощи закрепленного на них визира
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу. Жесткий микрометрический упор 57 устанавливается и закрепляется на передней полке станины двумя винтами 76,
При обработке торцов деталей на тяжелых режимах резания винтом 73 затянуть прижимную планку каретки. На нижней части суппорта может быть установлен дополнительно задний резцедержатель.
Для установки заднего резцедержателя на станке 1К62Д, полученного заказчиком по специальному заказу отдельно от станка, провести доработку нижней части суппорта по рис. 22.
Представленная на рис. 23 схема предназначена для правильной установки заглушек, пробок и прокладок системы смазки в каретку при ремонте станка.
Моторная установка приведена на рис. 24. Механизм управления фрикционной муфтой главного привода приведен на рис. 25.
Конструкция механизма исключает возможность включения фрикционной муфты при случайном нажатии на рукоятки 5, 9 (см. рис. 25), которые сблокированы между собой следующим образом.
При работе рукояткой 9 рукоятка 5 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта включена рукояткой 5, то выключение можно произвести и рукояткой 9, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни)

Коробка передач (сменные шестерни), рис. 26 служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач, с помощью установки комбинаций сменных шестерен.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 5, 10 через шайбы 4, 11
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 6 оси 9, закрепляемой при помощи ключа в требуемом месте паза кронштейна 12, который фиксируется гайкой 2.
На торцах сменных шестерен К, L, М, N нанесены число зубьев z и модуль m.
При закреплении кронштейна 12 и оси 9 установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке сменных шестерен и втулки 6, которая смазывается через колпачковую масленку 8.
Электрическая схема

Работа электросхемы. Схема электрическая принципиальная станка приведена на рис 33. В табл. 12 указан перечень элементов к схеме. Номинальные данные аппаратов, меняющиеся в зависимости от напряжения питающей сети, приведены в табл. 14.
Схема электрическая соединений станка приведена на рис. 34 и табл. 13. Схема соединений панели управления показана на рис. 35 и табл. 15.
Пуск электродвигателя главного привода M1 осуществляется нажатием кнопки SB3, которая замыкает цепь катушки пускателя КМ1, переводя его на само-питание. Остановка электродвигателя M1 осуществляется кнопкой SB2.
Электродвигатель быстрых перемещений каретки и суппорта М2 управляется нажатием толчковой кнопки, встроенной в рукоятку фартука, воздействующей на конечный выключатель SQ3.
Пуск и останов электронасоса охлаждения М3 осуществляется переключателем SA1 Работа электронасоса сблокирована с электродвигателем главного привода M1 и включение его возможно только после включения пускателя KM1
Для ограничения холостого хода электрод питателя главного привода в схеме имеется реле времени КТ1. В средних (нейтральных) положениях рукоятки включения фрикционной муфты главного привода замыкается контакт конечного выключателя SQ1 и включается реле времени KT1, которое через установленную выдержку времени отключит своими контактами пускатель КМ1 главного привода.
Аварийную остановку любого работающего электродвигателя с одновременным отключением станка от электросети производят нажатием на кнопку SB1, при этом вследствие изменения состояния контактов этой кнопки обесточиваются схемы управления реле и контакторов и срабатывает дистанционный расцепитель вводного выключателя QF1
Защита электродвигателей и трансформатора от тока короткого замыкания осуществляется автоматическими выключателями и плавкими предохранителями.
Электродвигатели M1 и М2 от длительных перегрузок защищены тепловыми реле КК1 и КК2.
Нулевая защита электросхемы станка, исключающая самопроизвольное включение электропривода при восстановлении напряжения сети после его отключения или недопустимого снижения, обеспечивается магнитным пускателем КМ1 и его нормально открытыми контактами.
Схемы электрические на токарный станок 1К62

Приведены схемы электрические принципиальные, схемы электрических соединений и перечень элементов на токарный станок 1К62
Состав: схема электрическая принципиальная, соединений, перечень элементов 
Софт: КОМПАС-3D 13 sp2
Error: Taxonomy is not defined!
Дата: 2015-05-29
Просмотры: 15 753
219  Добавить в избранное
Добавить в избранное
- 1К62
- схема
- электрическая
Еще чертежи и проекты по этой теме:

Софт: AutoCAD viwer
Состав: Ведомость электромонтажных работ , Составление заказных спецификаций , Описание электроустановки , Монтаж электрической установки.

Софт: КОМПАС-3D 16
Состав: Схема электрическая принципиальная Э3, перечень элементов.

Софт: КОМПАС-3D 16.0.10
Состав: Чертёж формата А3, задание (страница из каталога предприятия-изготовителя)

Софт: AutoCAD VIEWER
Состав: Эл. двигатель асинхронный(АИР132М4), Рубильник(ПР2-60),Тепловое реле(РТЛ-80), схема электрическая принципиальная, схема электрических соединений

Софт: AutoCAD 14
Состав: Принципиальная электрическая схема, функциональная схема, схема привода ленточного транспортера.
Дата: 2015-05-29
Просмотры: 15 753
219 Добавить в избранное
Станок универсальный токарно-винторезный 1К62
 Станок универсальный токарно-винторезный модели 1К62 предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″; 8; 10 и 12 мм. Условия эксплуатации —УХЛ-4 по ГОСТ 15150—69.
Станок универсальный токарно-винторезный модели 1К62 предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″; 8; 10 и 12 мм. Условия эксплуатации —УХЛ-4 по ГОСТ 15150—69.
Токарно-винторезный станок 1К62 может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Токарная обработка разнообразных материалов может производиться с ударной нагрузкой без изменения точности обработки.
Высокая мощность главного привода станка, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач,виброустойчивость, широкий диапазон скоростей и подач позволяют выполнять на токарно-винторезном станке 1К62 высокопроизводительное резание твердосплавным и минералокерамическим инструментом.
Станок 1К62 относится к лобовым токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки большого диаметра.
Конструкция задней балки токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может осуществляться обработка пологих конусов. Есть возможность соединения задней балки и нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80мм, и неподвижный, его диаметр установки 20-130мм.
Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, на станке 1К62 являются сменными.
Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250мм/мин.
Максимальный диаметр заготовки при установке над станиной – 400мм. Максимальный диаметр прутка, который возможно обработать на токарном станке 1К62 – 45мм. Станок 1К62 имеет 23 скорости вращения шпинделя (минимальная – 12,5 об/мин, максимальная – 2000 об/мин).
В качестве главного привода применен короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости 1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин продольной и поперечной передачи суппорта осуществляется благодаря переключению шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта используются разные рукояти управления).
В мебельном производстве используются похожие станки и обрабатывающие центры с чпу. Однако, несмотря на отличия и типы обрабатывающих центров позволяющих автоматизировать производство мебели, оборудование должно обладать долговечностью и надежностью работы. Ведь для производства качественной продукции необходимы надежные обрабатывающие центры (многофункциональные центры с чпу).
Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62 оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий.
Особенности конструкции токарного станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен главным приводом высокой мощности), позволяют в равной степени использовать станок, как для скоростного, так и для силового резания.
В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 1К62, благодаря отличному сочетанию качества и надежности работы, а также неприхотливости при обслуживании, является одним из самых популярных на мелкосерийном и единичном производствах.
На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или четырехкулачковый патрон, диаметр которого 400мм.
Базовая модель серии — универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом «Красный пролетарий».
Токарно-винторезный станок 1К62 отличает превосходное сочетание качества работы и неприхотливость в обслуживании.
Схема электрическая принципиальная токарно-винторезного станка 1К62


