
Токарные револьверные станки. Станок токарно-револьверный. Схемы, описание, характеристики
Особенности и принцип работы, виды токарно-револьверного станка
В процессе металлообработки задействовано разное оборудование. Отдельную категорию представляют токарно-револьверные станки. По принципу работы они во многом схожи с универсальными агрегатами.
Но на револьверных станках можно обрабатывать заготовку с применением нескольких инструментов, при этом токарю не нужно их менять и переустанавливать.

Общие технические характеристики
Токарно-револьверные станки применяются на предприятиях для серийного производства деталей. Отличительная черта, особенность станков данной группы — наличие револьверной головки для крепления нескольких режущих инструментов. Оборудование выгодно использовать, когда технологический процесс подразумевает неоднократную смену инструмента.
Одновременно можно устанавливать 4 и более инструмента, смена происходит путем поворота револьверной головки. Инструмент устанавливается в необходимой для работы последовательности. За счет этого ускоряется цикл обработки одной детали по сравнению с аналогичным процессом на универсальном токарном станке.
Классификация
Токарно-револьверные агрегаты классифицируются по следующему принципу:
- По количеству режущего инструмента — в среднем головка имеет 6-12 гнезд, но на некоторых современных моделях их число доходит до нескольких десятков.
- Направление револьверной головки — вертикальное, горизонтальное или под углом.
- По типу управления — ручные, полуавтоматы, с ЧПУ.
- По принципу работы — прутковые или для обработки штучных заготовок.
- По типу заготовок — легкие (детали из прутка), средние (обработка прутка и штучных заготовок), тяжелые (работа только со штучными заготовками в патроне).
- По типу привода — ручной или гидравлический.

Назначение оборудования
Универсальные револьверные станки предназначены для обработки прутков до 100 мм в диаметре, а также для изготовления изделий из штучных (литых, штампованных и др.) заготовок диаметром до 630 мм. Какие операции можно выполнять:
- Обтачивание наружных цилиндрических поверхностей.
- Нарезка резьбы метчиками и плашками.
- Обработка торцов.
- Развертывание отверстий для получения нужных параметров.
- Вытачивание канавок.
Возможна обработка сложных фасонных поверхностей. Для этой цели вместо копировальной линейки устанавливается криволинейный шаблон. Для некоторых операций используются фасонные резцы, которые подаются в поперечном направлении.
Работа на токарно-револьверном станке позволяет добиться высокой точности обработки. Также можно точить изделия, которые прошли черновую обработку на другом оборудовании.
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.

Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.

Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.

Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Принцип работы
В серийном производстве пруток крепится в цанговый патрон при помощи гидравлики. Имеется встроенный механизм, который обеспечивает подачу заготовки на необходимую длину. При работе со штучными заготовками токарь закрепляет их вручную.
Обычно станки оснащены универсальной цангой со сменными кулачками для зажима круга и многогранника. В комплекте идут дополнительные оправки, втулки и другая оснастка.
Модификации станков для патронных работ предназначены для обработки литых, штампованых и кованых штучных заготовок. Они оснащены трехкулачковыми (либо четерехкулачковыми) патронами.
Все инструменты крепятся в револьверную головку. Выполнив рабочий ход одним резцом (сверлом, разверткой), она меняет позицию и подает новый инструмент. Длина рабочего хода инструмента ограничивается специальными упорами, которые отключают подачу.

Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.
- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы. В таком случае необходимо применить другую оснастку.
- После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.
Современные модели с ЧПУ
Обычные станки вытесняются с производства усовершенствованными моделями с программным управлением. Они позволяют полностью автоматизировать рабочий процесс и обеспечивают высокую точность обработки. Также нет необходимости выполнять замеры после каждого прохода.
На современном производстве актуальны следующие модели оборудования.
1В340Ф30 — оснащен устройством ЧПУ Электроника НЦ-31 и револьверной головкой на 8 инструментов. Позволяет обрабатывать штучные заготовки диаметром не более 20 см, а также изготавливать изделия из прутка диаметром до 4 см.

1П426ДФЗ — оснащен двумя револьверными головками. Первая позволяет использовать 8 режущих инструментов, предназначена для обработки наружных поверхностей. Вторая головка предусмотрена для работы с внутренними поверхностями.

ST и DS — серия револьверных станков с ЧПУ американского производства. Универсальные агрегаты, предназначенные для обработки заготовок из разных типов, стали.

Токарно-револьверные станки целесообразно применять в серийном производстве для изготовления больших партий однотипных изделий. Но их функциональность револьверной немного ограничен по сравнению с токарно-винторезными агрегатами.
Выполнение некоторых операций (к примеру, нарезка резьбы, точение фасонных поверхностей) требует использования дополнительных приспособлений.
Токарно-револьверные станки
 Отличие токарных станков с револьверной головкой от обычных универсальных токарных станков — в наличии многопозиционного держателя обрабатывающего инструмента — револьверной головки. Большой выбор оснастки и резцов для токарных станков в продаже Вы можете найти у нас в магазине .
Отличие токарных станков с револьверной головкой от обычных универсальных токарных станков — в наличии многопозиционного держателя обрабатывающего инструмента — револьверной головки. Большой выбор оснастки и резцов для токарных станков в продаже Вы можете найти у нас в магазине .
Револьверная головка позволяет вести последовательную обработку заготовки несколькими инструментами с получением детали за одну установку. Это расширяет технологические возможности многооперационной обработки и сокращает время операции резания за счет отсутствия необходимости в перенастройке станка.
Револьверная головка напоминает барабан револьвера с крепежными пазами и отверстиями для установки режущего инструмента. Способ крепления инструмента и дал название обширной группе токарного оборудования.
Токарно-револьверные станки имеют «конкурентов» по эффективности обработки — группу оборудования с линейными многопозиционными резцедержками (крепление оправок на суппорте в Т-образный паз), есть комбинированные модели, оснащенные и тем и другим видом державок для инструмента. Применение линейных резцедержек чаще всего эффективно на небольших диаметрах обработки.
В зависимости от модели оборудования, в револьверную головку можно закрепить от 6 до 12 инструментов и производить с ее помощью операции растачивания, обтачивания, рассверливания, зенкерования, нарезания резьбы и так далее на металлических, композитных, пластиковых и деревянных изделиях.
Современное оборудование токарно-револьверной группы поставляется только под управлением системы ЧПУ.
Назначение и устройство токарно-револьверных станков ЧПУ
При изготовлении средних и крупных партий деталей на токарно-винторезных станках принято вести пооперационную обработку металла, так как на каждую операцию необходим свои режимы обработки, вид режущего инструмента и прочая настройка оборудования (например проверка зон взаимовлияния резцов). Такие станки при серийном производстве часто работают парами (или с применением противошпинделя), образуя единую технологическую линию, где изделие, обработанное с одной стороны, передается на другой станок для дообработки. Это обуславливается технологической сложностью и невозможностью обработки всей заготовки до готового изделия на одном станке без переналадки станка (количество операций превышает количество позиций в револьверной головке).
Станок ЧПУ токарно-револьверной группы (двухсуппортной, с наклонной станиной):
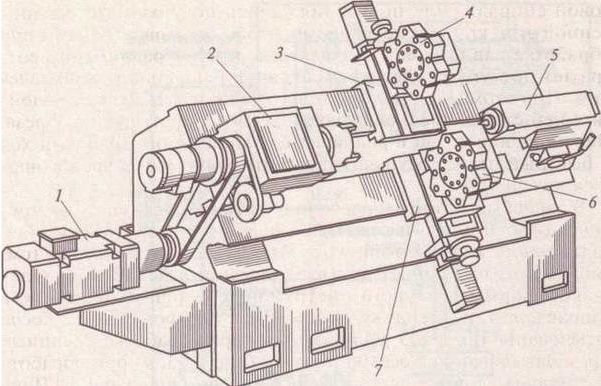 |
| 1 — двигатель; 2 — шпиндельная бабка; 3 — верхний продольно-поперечный суппорт, 4 — револьверная головка верхнего суппорта; 5 — задняя бабка; 6 — револьверная головка нижнего суппорта; 7 — нижний продольно-поперечный суппорт станка. |
Точная обработка изделий с помощью станков ЧПУ требует грамотного базирования заготовки (выбор технологической базы) и уточненной настройки режущего инструмента (например с помощью системы HPMA от Renishaw). Особенно это касается деталей сложной конфигурации, с жесткими допусками и высокими требованиями к точности поверхностей.
Программированием ЧПУ модуля станка и калибровкой режущего инструмента задается точность обработки. Если ось головки можно позиционировать под различным углом к заготовке, получают детали с более сложными поверхностями.
Виды многопозиционных резцедержек
Выделяют следующие группы:
- По количеству закрепляемого инструмента различают 4x-12- ти позиционные револьверные головки. Большее количество позиций очень сильно усложняет конструкцию и уменьшает ремонтопригодность.
- По виду привода резцедержки подразделяют на гидравлические и электромеханические (станки ТС16К20).
- Резцедержка токарно-револьверного станка может быть с горизонтальной, вертикальной осью вращения. Со времен универсальных станков повелось, что 4х позиционные фиксаторы инструментов с вертикальной осью — считаются резцедержкой. Устройство с горизонтальной осью вращения из-за своей похожести на магазин револьвера называется револьверной головкой. Резцедержка с вертикальной осью имеет меньшее количество позиций, но обладает большей жесткостью. Револьверная головка/резцедержка установлена на суппорт станка, перемещающийся в продольном, поперечном направлениях.
- Револьверная головка также может быть снабжена приводом для инструмента, обеспечивающим его вращение относительно неподвижной или подвижной детали (ТС1720Ф4). Таким образом на станках токарной группы, оснащенных приводной револьверной головкой, можно реализовать операции фрезерования в осевом и аксиальном направлении, с получением более сложных поверхностей.
Параметры выбора токарно-револьверных станков
Выделяют следующие параметры:
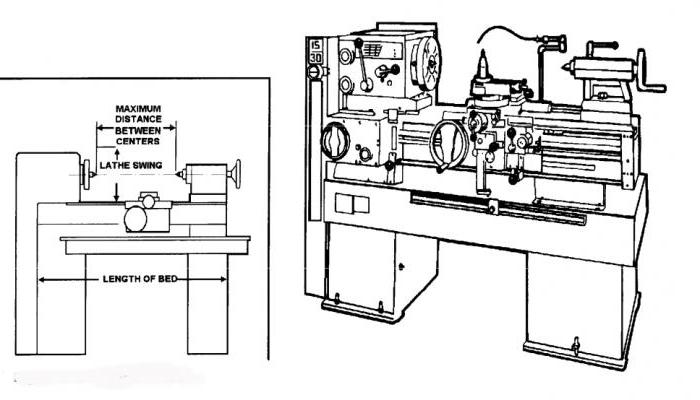
- Расстояние между центрами (РМЦ) определяет максимальную длину обрабатываемой заготовки (например для станков ТС16К20Ф3 и ТС1640Ф3 составляет 1500 мм).
- Высота оси шпинделя над станиной станка определяет максимальный диаметр заготовки. У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца)
- Диаметр отверстия шпинделя характеризует максимальный диаметральный размер прутковой заготовки, проходящей через шпиндельную бабку. Этот параметр важен при обработке длинномерных заготовок, а также при обработке серии заготовок малой длины.
- Момент на шпинделе (измеряется в Н*м) характеризует мощностные параметры обрабатывающего станка и максимальный диаметр рассверливания заготовки, глубину резания и подачу инструмента. Современные мощные обрабатывающие токарные станки производят операции резания габаритных термообработанных заготовок.
- Бесступенчатое регулирование оборотов на всем рабочем диапазоне скоростей вращения шпинделя или внутри диапазона (например ТС16А20Ф3) позволяет производить более точную настройку режимов резания и получать более высокую скорость вращения шпинделя из-за отсутствия ограничений скорости вращения шестерен.
- Максимальная скорость вращения шпинделя: величина, определяющая диапазон обрабатываемых материалов и чистоту получаемой поверхности. На высоких скоростях производят изготовление деталей из вязких сплавов.
- Станки с наклонной станиной имеют более жесткую конструкцию, что повышает и жесткость всей системы станок-инструмент-деталь (ТС1720Ф3, ТС1720Ф4). Также обеспечивают удобство стружкоотведения (наличие транспортера). Телескопическая защита зоны резания увеличивает ресурс направляющих.
Консультанты нашей компании в любом случае помогут подобрать нужный станок под Ваши требования. Все вопросы Вы можете задать по телефонам 8 (4822) 620-620.
Назначение токарно-револьверного станка и характеристики
 Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Производство деталей различной конфигурации требует специальной обработки. Для этих целей используется токарно-револьверный станок.
Аппарат отличается своей универсальностью и высокой производительностью, а также имеет обычную конструкцию. В механизме устройства присутствует блок числового программного обеспечения.
- Особенности конструкции
- Эксплуатация
- Классификация
- Какие работы может выполнять
- Некоторые особенности станков
Особенности конструкции
 Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Общая информация о револьверно-токарных агрегатах присутствует в спецлитературе. Прибор используется на предприятиях, где есть массовое, а также отдельное (единичное) изготовление различных изделий из металла. Детали могут быть любой величины и профиля.
Станки такого характера работают с заготовками, которые предварительно были обработаны на станочных установках иного типа.
Агрегаты могут выполнять такие манипуляции:
- сверлить отверстия;
- растачивать отверстия и кромки;
- оттачивать поверхности;
- наносить внутреннюю и внешнюю резьбу;
- выполнять нарезания асимметричных узоров.
Ряд задач, выполняемых агрегатом, очень велик и зависит только от фантазии специалиста-наладчика.
Эксплуатация
 Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Использование станка целесообразно с точки зрения экономии, т. к. станок работает на малых оборотах. Для обрабатывания материалов используются несколько приспособлений, чаще всего последовательно: резцы, свёрла или машинные метчики.
Приспособления фиксируются и заранее готовятся в резцедержателе, а также в позициях, в которых требуется обрабатывание поверхности с помощью головки станка.
Во время приготовления инструменты вводятся в работу синхронно либо же в порядке очерёдности. Револьверная головка делает поворот, а после завершения одного рабочего хода деталь обрабатывается последующим прибором. Упоры, которые необходимы для того, чтобы включить продольную и поперечную, определяют ходовые показатели инструмента.
Станки, относящиеся к револьверной группе, помогают обрабатывать детали с помощью комбинаторных алгоритмов. После установки программы ЧПУ без использования каких-либо специальных инструментов начинается обработка детали.
С помощью замеров и проходов, осуществлённых предварительно, не будет необходимости в изменениях технических настроек изделия, исходя из его родной установки.
Классификация
 Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Токарно-револьверное отечественное оборудование можно разделить на две группы. В зависимости от типа деталей, которые будут обрабатываться. Станки могут быть для патронных или прутковых работ. В зависимости от размещения оси рабочей револьверной головки.
Во втором случае агрегаты можно разделить на вертикальные/горизонтальные либо же наклонные. Токарно-револьверный станок, который используется для выполнения патронных работ, оснащён чипом (ЧПУ).
Станок для прутковых работ с полным отсутствием программного управления используют для обработки кованых или же проштампованных материалов.
Оборудование может быть оснащено гидравлическими или ручными фиксаторами, которые будут оказывать давление на детали. Для крепления детали используются патроны с кулачком и планшайбами. Такой механизм позволяет создавать не только заготовки, но и изготавливать большие геометрические размеры.
Станки, используемые в работе с прутками, имеют в наличии небольшие сечения, а также отверстия в шпиндельном узле. А также агрегат имеет в своём арсенале определённый механизм, который помогает создавать подачу заготовки и отвечает за её фиксацию. Если такие агрегаты поставить на патрон, то можно допускать обработку штампованных и литых, а также кованых изделий.
Револьверные станки, у которых ось рабочей головки изначально будет размещена горизонтально, в наличии будут иметь только револьверный суппорт, а поперечный в этом случае будет отсутствовать. В этом случае конструкция агрегата позволит головке выполнять как продольную, так и круговую подачу.
Агрегаты, имеющие наклонную или вертикальную ось, всегда имеют в наличии револьверный и поперечный суппорт. Поперечный будет снабжён передним и задним резцедержателем, на котором можно использовать смонтированные рабочие приспособления (до 6 единиц), а револьверная головка будет располагаться на револьверном суппорте.
Какие работы может выполнять
 Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.

 Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.
Токарно-револьверные станки – назначение, характеристики, модели
Для изготовления металлических деталей различной конфигурации часто используют токарно-револьверный станок. Особенностью револьверных станков является наличие многопозиционной поворотной головки, которая способна нести различные инструменты для целого ряда технологических операций (точение, сверление, зенкерование и многие другие). Такие устройства в зависимости от модели и назначения производятся с типовой конструкцией либо дополняются системой ЧПУ.

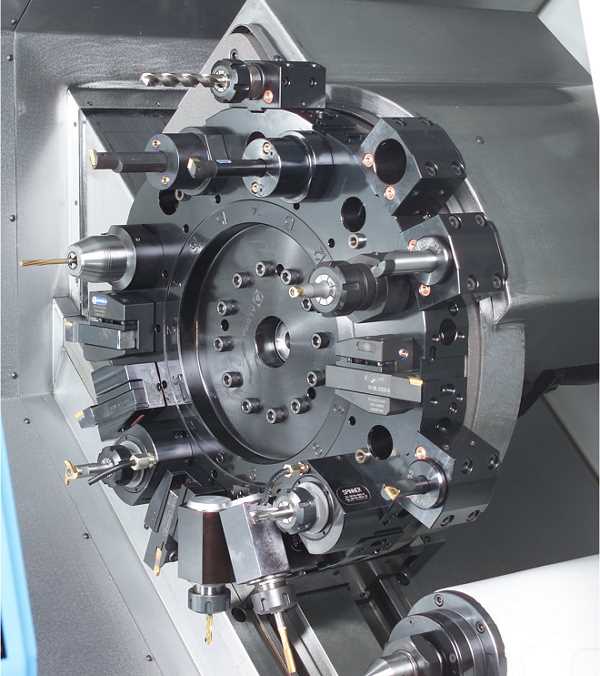
Современный токарно-револьверный станок с ЧПУ
Общие характеристики оборудования
Станки данной группы используются преимущественно для оснащения предприятий, выпускающих свою продукцию крупными и средними сериями. Заготовки, обрабатываемые на токарно-револьверном станке, – это прутки, поковки и отливки, а также детали, до этого прошедшие обработку на других устройствах.
Существует множество операций, для которых применяются токарно-револьверные станки: сверление и растачивание отверстий, обтачивание наружной поверхности детали, нарезание наружной и внутренней резьбы и др. Целесообразно применять такие станки в тех случаях, когда технологический процесс предполагает смену рабочих инструментов.
Конструкция станков данной группы разработана таким образом, что инструменты фиксируются в заданной последовательности в специальном приспособлении, которое называется револьверная головка. Данный узел станка, способный совершать поворот после выполнения одного рабочего хода, позволяет в требуемый момент использовать для выполнения обработки именно тот инструмент, который необходим. Для ограничения хода инструмента токарно-револьверные станки оснащены специальными упорами, отключающими продольную и поперечную подачу.
Одна из разновидностей конструкции револьверных головок
На станки данной группы можно устанавливать специальные, комбинированные и обычные инструменты и обрабатывать с их помощью партии деталей за одну установку, не выполняя предварительных промеров и проходов, не корректируя каждый раз настройки устройства.
Категории токарных станков револьверной группы
Токарно-револьверные станки от отечественных производителей классифицируются по двум основным параметрам.
- По типу обрабатываемых деталей такие устройства подразделяются на модели для прутковых или патронных работ.
- По расположению оси, в которой находится револьверная головка, станки делят на горизонтальные, вертикальные и наклонные.
Токарные станки револьверной группы могут быть оснащены планшайбами, трех- или четырехкулачковыми патронами, приводимыми в действие при помощи ручного или гидравлического привода, что дает возможность выполнять обработку заготовок, отличающихся значительными размерами. Это могут быть заготовки, которые были предварительно получены при помощи ковки, штамповки или литья.
Виды револьверных головок
Отдельную категорию составляют станки револьверной группы, на которых обрабатывают прутковые заготовки. Отверстие в шпинделе таких моделей имеет небольшой диаметр, а их дополнительным оснащением является механизм, обеспечивающий подачу и фиксацию заготовки-прутка. При необходимости на таких станках (если оснастить их обычным патроном) обрабатывают кованые, литые и штампованные детали.
В зависимости от расположения оси рабочей головки в станке может быть различное количество суппортов. Так, если ось рабочей головки расположена в горизонтальной плоскости, то на таком станке устанавливается только суппорт револьверного типа, способный совершать круговые движения и продольную подачу. Если ось рабочей головки токарно-револьверного станка располагается в вертикальной и наклонной плоскости, на нем может быть два суппорта – револьверный и поперечный. При этом на последнем устанавливаются два резцедержателя – передний и задний, – в которых фиксируется одновременно до шести рабочих инструментов. На другом суппорте находится револьверная головка.

Наклонная револьверная головка
Виды выполняемых на токарно-револьверном станке операций
Функциональные возможности, которыми обладает револьверный станок, позволяют выполнять с его помощью почти весь спектр токарных технологических операций. Деталями, которые обрабатываются на таких устройствах, могут быть болты, гайки, кольца, ступенчатые валики, фланцы, втулки и др. К самым распространенным типам операций, выполняемых на токарно-револьверных станках, относятся:
- нарезание внутренней и наружной резьбы различными инструментами;
- обработка торцевой поверхности заготовок;
- обтачивание деталей цилиндрической формы;
- протачивание канавок с различными геометрическими параметрами.
На отдельных моделях токарно-револьверных станков (с ходовым винтом) можно нарезать различные типы резьбы, применяя резцы и специальные головки.
В том случае, если резьба с использованием такого оборудования нарезается на деталях, выпускаемых серийно, применяются специальные головки, в которых установлены гребенки круглого, радиального и тангенциального типов (при этом максимальную точность параметров нарезаемой резьбы позволяют получить гребенки круглого типа). Использование специальных головок позволяет нарезать метрическую резьбу, параметры которой находятся в широком диапазоне: от М4 до М60.
Как говорилось выше, на токарно-револьверных станках можно также нарезать резьбу, используя для этого метчики и плашки. Для этого станок должен быть оснащен специальной державкой, которая может свободно перемещаться в осевом направлении. Такая державка дает возможность беспрепятственно вывинчивать плашку или метчик при рабочем ходе суппорта.
Кроме вышеперечисленных технологических операций, на станках токарно-револьверной группы можно обрабатывать детали:
- с фасонным профилем (для этого можно использовать специальный криволинейный шаблон, устанавливаемый вместо копировальной линейки, либо фасонный резец, совершающий подачу в поперечном направлении);
- с конической поверхностью (обработку выполняют посредством копировального инструмента или используют для этого резцы с широкой рабочей поверхностью).

Токарный станок с 12-позиционной револьверной головкой и ЧПУ
Особенности станков токарно-револьверной группы
Как обычные модели станков токарно-револьверной группы, так и устройства, оснащенные системой ЧПУ, отличаются высокой производительностью, которая достигается за счет ряда факторов.
- Данные станки оснащаются скоростными механизмами, отвечающими за фиксацию заготовки и ее подачу.
- Обработка осуществляется за счет эффективного комбинирования работы двух суппортов – поперечного и револьверного.
- Все рабочие приспособления станка оперативно заменяются.
- Станки оснащаются многорезцовыми державками, а для обработки применяются инструменты комбинированного типа.
Конечно, для того чтобы обработка на токарно-револьверных станках отличалась высокой производительностью, необходимо правильно выполнить настройку всех параметров их работы. К таким параметрам, в частности, относятся:
- перечень рабочих инструментов и их установка на оборудовании в правильной технологической последовательности;
- регулировка положения установленных инструментов и рабочих приспособлений в радиальном и осевом направлениях;
- квалифицированная установка упоров, ограничивающих продольные и поперечные подачи.
Большинство токарно-револьверных станков, в частности хорошо знакомая специалистам модель 1341 и ее модификация 1К341, оснащены командоаппаратами, которые обеспечивают автоматическое переключение режимов вращения шпинделя и подач. Использование таких устройств позволяет значительно сократить время выполнения вспомогательных технологических операций.
Модели станков данной группы, на которых для фиксации детали установлен патрон, могут использоваться для обработки заготовок, сечение которых находится в интервале 16–63 см. Основными характеристиками агрегатов, на которых обрабатывают прутковые детали, являются:
- максимальная длина обработки, зависящая от наибольшего расстояния, на которое способна перемещаться рабочая головка;
- наибольшее сечение детали, которая может обрабатываться над суппортом или над станиной;
- максимальное расстояние, на котором может быть расположен передний край рабочей головки от переднего края шпиндельного узла.
Популярные модели с ЧПУ
Практически любому опытному токарю известны популярные станки, относящиеся к категории револьверного оборудования. Сюда можно отнести следующие модели: 1П371, 1341, 1П365, 1Н318, 1А365, С193А и др. Одну из этих немолодых моделей станков опытный специалист можно увидеть на фото ниже.
Станок 1П365 с горизонтальным расположением револьверной головки
Однако технический прогресс не стоит на месте. Как бы ни были удобны и надежны перечисленные модели, им на смену приходят станки, оснащенные числовым программным управлением. Такие агрегаты за счет высокой автоматизации всех технологических процессов, которые на них выполняются, позволяют обеспечить исключительное качество и точность обработки.

Револьверный станок 1В340Ф30 с ЧПУ
Если говорить о популярных моделях токарно-револьверного оборудования, то среди них можно выделить отечественное устройство 1В340Ф30, которое производил станкостроительный завод в г. Бердичеве. Данное оборудование оснащено системой ЧПУ «Электроника НЦ-31», поперечным суппортом с гидравлическим приводом, а также револьверной головкой, в которой можно установить сразу 8 инструментов. На таком токарно-револьверном станке обрабатывают:
- штучные изделия, сечение которых не превышает 20 см;
- заготовки пруткового типа с сечением не больше 4 см.
Отечественным специалистам хорошо знакома и модель 1П426ДФ3 от станкостроительного завода в г. Алапаевске. Универсальность оборудования данной модели позволяет использовать его для оснащения предприятий, производящих свою продукцию средними и мелкими сериями, а также в единичном экземпляре. Суппорт данного токарно-револьверного станка имеет крестообразную конструкцию, на нем располагают две рабочих головки, одна из которых служит для выполнения наружной обработки (круглая – восьмипозиционная), а вторая – для обработки внутренних поверхностей (шестигранная).

Haas Automation ST-30SS — токарно-револьверный центр с ЧПУ
Пользуются популярностью среди отечественных производителей и модели токарно-револьверного оборудования от зарубежных компаний. Среди таких устройств можно выделить:
- американские станки серий ST и DS (производитель Haas Automation Inc.), на которых обрабатывают детали из обычной и нержавеющей стали;
- продукцию компании Goodway – модели серии GS-200 (представитель этой серии станков представлен на первом фото в данной статье).
Универсальность револьверных станков позволяет изготавливать детали сложной конфигурации в крайне сжатые сроки благодаря возможности производить большое число операций на одном станке. Это преимущество и позволило таким станкам получить широкое распространение в различных производствах.
Токарные револьверные станки. Станок токарно-револьверный. Схемы, описание, характеристики
Токарным станком называют особый вид оборудования, предназначенного для обработки внутренних и наружных поверхностей тел вращения (в основном конической и цилиндрической формы), нарезания резьбы и выполнения других подобных работ. Разновидностей оборудования этого типа существует множество. Одной из самых популярных и распространенных моделей является револьверный станок.
Немного истории
Похожие на токарный станок инструменты начали использоваться человеком еще во втором тысячелетии до нашей эры. В 1949 г. профессором Б. Куфтиным при раскопках одного из поселений в Грузии был найден резец, имеющий с обеих сторон стержня режущие кромки. Использовался он для обработки не только дерева, но и золота, а также серебра.

Применялось подобное оборудование и позже. К примеру, в эпоху Возрождения разработками довольно-таки сложного конструктивно устройства, предназначенного для изготовления тел вращения, занимался Леонардо да Винчи. Прототип же современного станка был создан в конце 19 века, во времена технической революции.
Основные разновидности токарного оборудования
В настоящее время на производстве используются такие типы станков:
Также для изготовления и обработки деталей разного рода инструментов и оборудования применяются автоматы и полуавтоматы.
Револьверные токарные станки: описание
Эта распространенная разновидность используется практически для всех видов токарных работ. Чаще всего оборудование револьверного типа применяется на средних и крупных производствах для изготовления деталей сложной конфигурации. В зависимости от применяемого сырья токарные револьверные станки подразделяются на патронные и прутковые. В первом случае для производства готовой продукции используются специальные заготовки. Во втором детали изготавливаются из прутков.

Токарные револьверные станки: достоинства и недостатки
К преимуществам работы с оборудованием этого типа относят в первую очередь высокую скорость обработки и изготовления деталей. Также револьверные станки удобны тем, что процесс выточки заготовок на них может осуществляться с использованием ПО. Именно станки с ЧПУ получили на предприятиях наиболее широкое распространение. Также к плюсам этого оборудования относят низкий уровень отходов при обработке деталей и возможность быстрой замены или заточки затупившегося инструмента.
Довольно-таки высокая стоимость — это, пожалуй, единственный недостаток, которым отличаются такие токарные станки. Цены на оборудование этой разновидности колеблются в пределах 120-250 тыс. руб. Модели с ЧПУ стоят еще дороже — в среднем около 750 тыс. руб.
В каких случаях рационально использование револьверных станков?
Оборудование этого типа обычно применяют тогда, когда заготовка должна пройти несколько этапов обработки. Для изготовления детали при этом периодически вводятся в работу соответствующие рабочие инструменты станка: сверла, резцы, метчики, развертки. На станках револьверного типа могут производиться такие операции, как расточка, накатка резьбы, сверление, точение, зенкерование.

Оборудование этого типа используется для изготовления многогранных или круглых деталей толщиной от 20 до 200 мм. Иногда такие станки доукомплектовываются специальными зажимами. В этом случае на них можно обрабатывать небольшие заготовки толщиной в 15-25 мм.
Современные токарные револьверные станки используются в основном:
на крупных металлообрабатывающих предприятиях;
в сфере ремонта транспорта;
на предприятиях, занимающихся изготовлением бытового и строительного инструмента.
Разновидности
Токарные револьверные станки по своим техническим характеристикам подразделяются на:
станки с поперечным механизмом вращения;
устройства с суппортом, перемещающимся в продольном направлении.
На станках последней разновидности чаще всего выполняют операции по развертыванию заготовок, нарезке резьбы, сверлению и обтачиванию. Кроме того, оборудование этого типа может использоваться для выравнивания торцевой части деталей либо ее подрезки. Станки с поперечным механизмом вращения предназначены для работы с деталями, имеющими фасонные поверхности.
Помимо обычного на современных производствах часто используется такое оборудование, как станок токарный настольный. Преимуществом этого вида считаются в основном довольно-таки компактные размеры. Станки данного типа удобно использовать в небольших авторемонтных мастерских, учебных заведениях и т. д. Предназначено оборудование этой разновидности в основном для изготовления деталей малых размеров.
Станок токарный настольный может выполнять все те же функции, что и обычный. Управляются эти устройства в большинстве своем электроникой, что практически исключает возможность выпуска брака. Крепится станок этой разновидности на стол или специальную подставку.

Принцип работы
Процедура изготовления деталей на таком оборудовании, как станок универсальный револьверного типа, выглядит следующим образом:
Устанавливают основной и вспомогательный режущий инструмент.
Крепят зажимной механизм для заготовок.
Настраивают приспособление, предназначенное для регулировки амплитуды движения суппорта и подачи заготовок.
Монтируют рукоятки и кулачки, обеспечивающие необходимую скорость движения рабочего механизма.
Производят необходимый вид работ.

Особенности конструкции
Основными элементами конструкции токарного станка револьверного типа являются:
Станина. Представляет собой чугунную отливку, состоящую из верхней станины, основания и коробки скоростей. Последняя необходима для того, чтобы у оператора была возможность переключения скорости вращения рабочего органа под нагрузкой или на ходу.
Коробка подач. Этот узел передает крутящий момент на шпиндельную бабку.
Револьверный суппорт. Этот механизм отвечает за перемещение режущего органа в продольном и поперечном направлениях.
Револьверная головка. Именно в ней находятся все нужные для обработки детали комплекты инструментов. По форме револьверные головки бывают цилиндрическими и призматическими.
Схема токарного станка револьверного типа самой простой конструкции представлена ниже.
Технические характеристики
Основными параметрами, на которые нужно обратить внимание при покупке такого оборудования, как станок универсальный револьверный, являются максимальные диаметры обрабатываемого прутка или детали над суппортом и станиной. При выборе этого оборудования также стоит обращать внимание на размер рабочей зоны. Этот параметр определяет максимальную длину заготовки, а также скорость работы станка.
Технические характеристики револьверных станков, таким образом, могут различаться. Ниже в таблице представлены данные для одной из самых распространенных моделей — 1В340Ф30.
Максимальный диаметр заготовки над станиной
Максимальный диаметр обрабатываемой детали
Максимальное расстояние, на которое может перемещаться револьверная головка токарного станка
Скорость вращения шпинделя
10-2500 оборотов в минуту
Выгрузка деталей из рабочей зоны этого станка производится с помощью специального механизма. Сам рабочий орган имеет автоматизированный узел зажима круглых и шестигранных прутков, а также штучных заготовок.
Немного другие технические характеристики имеет популярный токарно-револьверный станок 1341. Это несколько более дешевое оборудование мощностью 5,5 кВт. Максимально допустимый диаметр обрабатываемой детали у него такой же, как и у предыдущей модели, — 200 мм, а скорость вращения шпинделя составляет 60-2000 оборотов в минуту.
Преимущества моделей с ЧПУ
Как уже упоминалось, автоматизированные револьверные токарные станки (цены на них довольно-таки высоки, но удобство использования полностью это компенсирует) в последнее время стали очень популярными. В большинстве случаев модели этого типа имеют компьютеризированный блок управления. Такое оборудование отличается от обычного следующими преимуществами:
максимальная точность обработки детали;
отсутствие необходимости проведения разного рода расчетов;
полная безопасность работы.
Роль оператора при использовании такого оборудования, как токарно-револьверный станок с ЧПУ, сводится к минимуму. ПО, являющееся управляющим элементом устройства, разрабатывается специалистами при помощи различных языков программирования.
Современные револьверные токарные станки, характеристики которых говорят сами за себя, таким образом, способны выполнять самые сложные задачи по изготовлению деталей для разного рода промышленного, строительного и бытового оборудования. Работать на них максимально удобно, а продукция, изготовленная с их использованием, отличается высочайшим качеством.
Особенности устройства и характеристики токарно-револьверных станков
Токарно револьверные станки — аппарат для работы с металлическими конструкциями. Что представляет устройство, правила работы и техника безопасности.
Сегодня большой популярностью пользуются револьверно-токарные станки с ЧПУ, имеющие дополнительные отделения для размещения рабочих инструментов.
Револьверные станки – один из новейших видов оборудование для создания сложных конструкций из металлических заготовок. Каждый из них различается по характеристикам и предназначается для разных видов обработки. В этой статье вы узнаете необходимую информацию о технических особенностях и предназначении устройства.
Аппарат относится к устройствам токарной группы, но имеет преимущество перед старыми моделями. Поворотная головка станка состоит из многопозиционной модели. Деталь повышает скорость и эффективность работы.
Технические характеристики оборудования
Новейшие револьверные станки по обработке металла внесли вклад в развитие металлургической промышленности. Это связано с наличием револьверных головок в аппарате.
Если же проводить работы вместе со станком ЧПУ, то результат заметно улучшится. Мало того, что такое сочетание ускоряет работу, так ещё и повышает точность размеров.
Если работать в паре с ЧПУ, то поверхность изделий повысит шероховатость.

Если вы всерьёз заинтересовались токарными станками, то при выборе обращайте внимание на некоторые детали:
- Стоимость. Токарно-револьверные станки имеют высокую стоимость, а поэтому используются для работы на металлургических заводах. Использование аппарата в маленьком цеху не раскроет всей мощности. Оборудование становится не окупаемым.
- Класс точности – определяет точность и эффективность работы. Большинству устройств присвоен класс Н.
- Размер заготовки и расположение узлов. Станки с наибольшим размером заготовки выполняют работу гораздо быстрее.

- Материал заготовки – чугун, углерод, легированная сталь и другие.
- Количество оборотов в минуту.
- Скорость перемещения каждого отдельного узла.
- Характеристики мотора. В профессиональных станках присутствует от 2 до 4 двигателей.
- Вес и размер оборудования.
Эти характеристики присутствуют в описании товара.
Разновидности токарно-револьверного оборудования
Существует огромное количество револьверных станков, которые отличаются друг от друга по некоторым параметрам.
- Вид заготовок. Существует 2 главных элемента для обработки – патроны и пруты. Станки с 1 типом заготовок содержат в себе более крупные валы. Прутковые станки не имеют такой возможности, из-за низкого диаметра заготовок, но длина прутьев больше, чем у патронов.
- Расположение заготовки по оси. Заготовка может закрепляться в вертикальном или горизонтальном положении, либо же находиться под наклоном.
Самыми распространенными являются станки с прямым расположением заготовок – вертикальным или горизонтальным.

Оборудование с наклонными заготовками дает возможность проводить некоторые дополнительные операции, но используется гораздо реже. Также такая конструкция повышает эффективность работ по заточке металла.
- Станки различаются по объему принимаемой продукции. Те, что работают с крупными видами продукции, используются на крупных промышленных предприятиях.
Особенностью таких станков является наличие планшайбы. Деталь содержит в себе несколько кулачков – 3 или 4, которые действуют за счет гидравлического двигателя.
Станки для крупной обработки используются на литейных цехах. Виды продукции приравниваются к кованым или отлитым изделиям.
Полуавтоматические токарно-револьверные станки
Существует отдельная группа револьверного оборудования, работающая в полуавтоматическом режиме. Как правило, они не используют для обработки крупные заготовки, но обрабатывают прутья.
Характеристики полуавтоматического оборудования:
- Оборудование имеет наличие одного шпинделя. Шпиндель – конструкция с отверстием под обрабатываемый прут.
- Наличие дополнительного узла для подачи и фиксации заготовок. Эта деталь используется для создания автоматического производства, так как самостоятельно отводит готовые изделия.
На рынке оборудования предоставлен огромный выбор полуавтоматических моделей станков. Между собой они различаются по следующим параметрам:
- Количество шпинделей – влияет на количество обрабатываемой продукции.
- Расположение револьверной головки – прямое (по горизонтали и по вертикали) и наклонное.

Горизонтальные станки, при выводе продукции, ведут её в одном направлении, которое зависит от того, по какой оси вращается головка.
Станки с вертикальным или наклонным расположением головок используют различные виды суппортов. В основном используются поперечные или револьверные.
Современные токарно-револьверные станки в паре с ЧПУ изменяют положение револьверной головки. Это позволяет им выполнять работу с высокой точностью.
Кроме того, такое оборудование безопасно – главные узлы аппарата находятся под специальной защитной конструкцией. Её ещё называют защитным кожухом.
Особенности конструкции
Технология создания токарно-револьверных станков довольна непроста. Устройство имеет очень сложную конструкцию, в которой выделяют несколько элементов:
- Коробка скоростей.
- Суппорт.
- Узел шпинделя.
Коробка скоростей
Скоростная коробка устройства отвечает за количество выполняемых оборотов. С количеством оборотов переключается скорость станка.
В механизме содержится 3-4 электромагнитные муфты, которые определяют количество скоростей устройства. Муфта состоит из металлических дисков.
Как правило, в каждом станке содержится по 4 муфты – 2 электромагнитные и 2 обгонные. Между ними находится 1 двухвенцовый зубчатый блок. Он обеспечивает работу деталей коробки, позволяя скоростям переключаться.

Суппорт
Суппорт токарного станка отвечает за перемещение резца по оси шпинделя.
Деталь представляет собой конструкцию в виде креста, состоящую из 3 элементов – каретка, поперечные салазки и резцовые салазки.

Узел шпинделя
Узлы металлорежущего револьверного станка передают энергию от двигателя к рабочим инструментам.
В шпинделе содержится 8 узлов:
- Станина – соединяет узлы аппарата.
- Передняя бабка – фиксирует и вращает обрабатываемый материал.
- Задняя бабка – устанавливает режущий инструмент.
- Суппорт – перемещение резца по оси.
- Коробка подач – передача движения.
- Ходовой вал – сообщает суппорту о наличии материала для обработки.
- Ходовой винт – нарезание резьбы.
- Фартук – останавливает ходовой вал и активирует суппорт.

Виды выполняемых работ
Токарно-револьверные станки работают с множеством материалов, выполняя разные задачи. Список работ:
- Чистовой проход и черный проход. Вытачивание изделия по его внешнему диаметру.
- Надрезка поверхности. С помощью дополнительных инструментов способен отрезать немалую часть материала.
- Работа с внутренней и внешней резьбой.
- Создание канавок. Требуются специальные инструменты.
Кроме проводимых работ, присутствует разнообразие обрабатываемых материалов:
- Заготовки с фасонным профилем. Лучше всего обрабатывать на полуавтоматическом станке, так как становятся доступны особые шаблоны.
- Материалы с конической поверхностью. Для выполнения обработки также используются специальные шаблоны.

Техника безопасности
Перед работой с оборудованием необходимо пройти медицинскую комиссию. Также требуется обучение работе и технике безопасности. Она включает в себя следующие правила:
- Выполнять только ту работу, которая вам предоставлена, и только безопасным способом.
- Работать только на том оборудовании, в работе с которым у вас имеются специальные навыки.
- Работать только в специальной униформе, которая выдается перед началом работы.
- Работнику должны обеспечить широкое пространство для работы.
- Перед работой требуется проверка исправности аппарата.
- Ни в коем случае не пытаться ремонтировать устройство самостоятельно. Не трогать внутренний механизм станка
- На рабочем месте не должно находиться лишних предметов.
- Обрабатываемая деталь должна быть прочно закреплена.
- Не прикасаться к обрабатываемому материалу.
- Не прикасаться к заготовкам во время работы.
Токарные револьверные станки
Особенностью конструкции токарных револьверных станков является наличие поворотного, реже линейно-перемещаемого инструментального держателя, револьверной головки, в которой располагаются необходимые для обработки комплекты инструментов в требуемой последовательности и, как правило, отсутствие задней бабки.
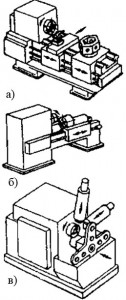
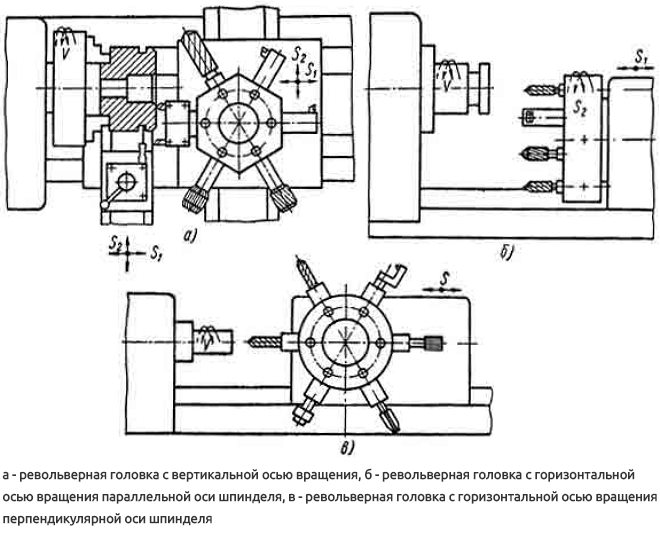
рис. 3.14. Универсальный токарный револьверный автомат: а – с вертикальным расположением револьверной головки; б – с горизонтальным расположением револьверной головки; в – с крестовым расположением револьверной головки
Станки применяются в серийном производстве для изготовления деталей сложной конфигурации из прутка или штучных заготовок. В зависимости от этого станки подразделяются на прутковые и патронные.
Различают револьверные токарные станки по расположению оси вращения револьверной головки — горизонтальному или вертикальному, которые могут быть расположены параллельно, перпендикулярно или под углом к оси вращения (рис. 3.14, 3.15). Дополнительно эти станки могут иметь один или несколько боковых инструментальных суппортов и поперечных салазок. Длина обрабатываемой заготовки относится к диаметру заготовки несколько больше, чем один к одному.
Револьверные головки монтируется на револьверных салазках, с помощью которых выполняются все перемещения инструмента. Головки в основном используются для смены инструмента и индексирования его в рабочем положении. Обработка может выполняться как отдельными инструментами, так и комбинацией нескольких инструментов одновременно. Шпиндельная бабка 2 (рис. 3.15) токарного револьверного станка жестко закреплена на станине 7 и не имеет продольного перемещения. Суппорты 3 и 5 перемещаются по направляющим 6 станины, сообщая инструменту движение подачи. Рукоятки управления расположены на фартуках 8 и 9. Поддон 10 служит для сбора стружки.
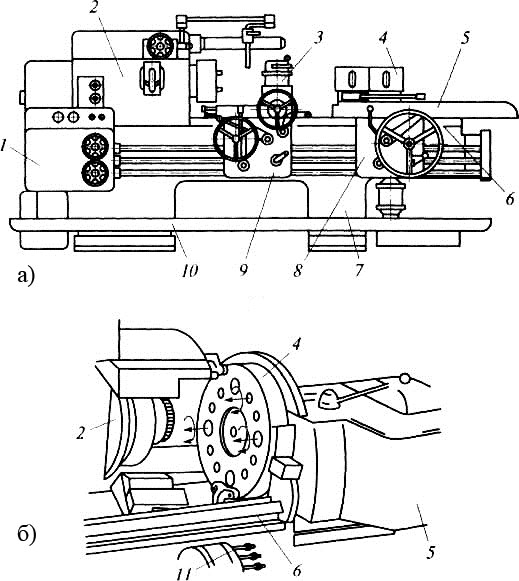
рис. 3.15. Токарно-револьверный станок с вертикальной (а) и горизонтальной (б) осью вращения револьверной головки: 1 — коробка подач; 2- шпиндельная бабка; 3- поперечный суппорт; 4 — револьверная головка; 5 — продольный суппорт; 6 — направляющая; 7 — станина; 8, 9 — фартуки продольного и поперечного суппортов соответственно; 10 — поддон; 11 — упор
На станке можно одновременно выполнять обработку инструментами, закрепленными в револьверной головке 4 и в поперечном суппорте 3, что позволяет увеличить производительность благодаря параллельной обработке поверхностей несколькими инструментами. Повышению производительности и рентабельности станков способствует его предварительная настройка на обработку заданной детали и последующая работа по упорам 11.
По форме револьверные головки могут быть цилиндрическими и призматическими (обычно с шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, расположенных на специальной оправке.
Основными параметрами токарно-револьверных станков являются наибольший диаметр обрабатываемого прутка и наибольший диаметр обрабатываемой поверхности штучной заготовки над станиной и над суппортом. К основным параметрам относятся также габаритные размеры рабочей зоны станка, определяющие наибольшую длину обрабатываемой заготовки, и скоростные характеристики.
Главное движение в токарно-револьверном станке — вращение шпинделя, несущего заготовку; движения подачи — продольное и поперечное (в станках с горизонтальной осью револьверной головки — круговое за счет вращения головки) перемещение суппортов, несущих инструмент.
Токарно-револьверные станки с ручным управлением имеют преселективное или автоматическое управление переключением частоты вращения шпинделя и подач суппорта. При преселективном управлении рукоятки переключения устанавливают во время работы станка в положения, соответствующие режимам, выбранным для следующего перехода, а переключение на новый режим работы происходит поворотом одной рукоятки в момент подачи команды на переключение.
Основные узлы токарно-револьверного станка с вертикальной осью револьверной головки в значительной степени похожи по конструкции на аналогичные узлы токарных станков.
Шпиндельная бабка станков средних и больших размеров имеет встроенную коробку скоростей, обеспечивающую по сравнению с таким же узлом токарного станка меньший диапазон регулирования и меньшее число ступеней частоты вращения шпинделя. В шпиндельной бабке станков малого размера монтируется только шпиндель. Частота вращения шпинделя изменяется с помощью редуктора, установленного в основании станка и связанного со шпинделем ременной передачей.
Коробка подач 1 по конструкции проще коробки подач токарно-винторезных станков, так как токарно-револьверные станки имеют меньший диапазон регулирования частоты вращения и меньшее число ступеней подач. Кроме того, в коробке подач отсутствуют элементы, необходимые для нарезания резьбы резцом с помощью ходового винта.
Токарно-револьверный станок с ручным управлением является универсальным станком. На нем можно изготовлять детали из прутка и из штучных заготовок, закрепляемых в патроне. Станок оснащается гидравлическим приводом для подачи и зажима прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок производится с помощью прилагаемого к станку специального патрона.
В соответствии с кинематической схемой станка осуществляются главное вращательное движение шпинделя, продольное перемещение револьверного суппорта, круговая подача револьверной головки, а также перемещение резьбонарезного инструмента при изготовлении резьбы по копиру. Шпиндель имеет правое и левое вращения (последнее осуществляется реверсом вращения вала электродвигателя). Частота вращения шпинделя изменяется включением электромагнитных муфт, а также ручным перемещением двойного блока зубчатых колес на валу.
Токарно-револьверные станки с ЧПУ читать далее ……..
Добавить комментарий Отменить ответ
Этот сайт использует Akismet для борьбы со спамом. Узнайте как обрабатываются ваши данные комментариев.
Токарно-револьверные станки
Изучение устройства и принципа работы токарно-револьверных станков. Анализ их предназначения и области применения. Обзор станков с горизонтальной и вертикальной осью револьверной головки. Описания станков с системами циклового программного управления.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 12.05.2014 |
| Размер файла | 314,6 K |
- посмотреть текст работы
- скачать работу можно здесь
- полная информация о работе
- весь список подобных работ

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Сибирская Государственная Геодезическая Академия
Контрольная работа
Дисциплина: Машины и оборудование
Тема: «Токарно-револьверные станки»
Выполнила Пушкарева Ю.В
1. Состав и краткая техническая характеристика токарно-револьверного станка
2. Область применения токарно-револьверных станков
Список используемой литературы
Введение
Целью моей работы является изучение устройства и принципа работы токарно-револьверных станков. На сегодня токарно-револьверные станки являются распространенными производственными машинами, предназначенными для механической обработки заготовок из металла режущими инструментами. Путем снятия стружки заготовкам придается требуемая форма, размеры и чистота поверхности. На электромашиностроительных заводах механическая обработка занимает значительное место в общем процессе изготовления электрической машины в условиях крупносерийного и массового производства.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента.
Для металлорежущего оборудования характерно быстрое расширение сферы применения числового программного управления с использованием микропроцессорной техники.
Электрооборудование металлорежущих станков постоянно совершенствуется благодаря использованию более новых электрических аппаратов управления, защиты, преобразователей, полупроводниковых приборов и элементов.
1. Состав и краткая техническая характеристика токарно-револьверного станка
Токарно-револьверные станки предназначены для обработки деталей из прутков или штучных заготовок. На них возможно выполнение почти всех видов токарных работ.
Детали, подлежащие обработке на токарно-револьверных станках, имеют несколько обрабатываемых поверхностей, что определяет необходимость много инструментальной наладки.
Револьверная головка позволяет осуществить такую наладку, так как имеет несколько гнезд для крепления державок с инструментом. В державке, в свою очередь, может быть установлено также несколько инструментов. Сочетание поперечного суппорта с револьверной головкой дает возможность обрабатывать несколько поверхностей детали одновременно.
Токарно-револьверные станки снабжены устройствами для сокращения вспомогательного времени при выполнении операции: командо-аппаратами или упорами, которые осуществляют автоматическое переключение частот вращения шпинделя и подач, устройством для поворота револьверной головки и т. д.
Токарно-револьверные станки разделяют на две группы: с вертикальной осью вращения револьверной головки и с горизонтальной осью вращения револьверной головки.
Токарно-револьверные станки с горизонтальной осью револьверной головки применяют главным образом при обработке деталей из прутка, а также штучных заготовок небольшого размера. Станки имеют револьверную головку барабанного типа, ось вращения которой параллельна оси шпинделя и смещена относительно ее. Револьверная головка имеет продольную и поперечную (круговую) подачи, поэтому подобные станки не имеют поперечного суппорта. На станке можно производить много инструментальную наладку для точения, сверления, растачивания, зенкерования, развертывания, нарезания резьбы и других операций. Особенностью станка является наличие командо-аппарата с шестнадцатью кулачками, которые при движении или повороте револьверной головки действуют на конечные выключатели, управляют электромагнитными муфтами.
Командо — аппарат служит для предварительного набора и автоматического управления частотами вращения шпинделя, подачами револьверной головки и периодическим поворотом ее в нужную позицию по заданной программе. Кроме того, станок имеет гидравлический механизм подачи и зажима прутка, копировальную линейку для обработки конических поверхностей и резьбонарезное устройство.
Отличительной чертой структуры токарно-револьверных станков есть присутствие поворотной, изредка линейно перемещаемой револьверной головки, в которой находятся нужные для обработки комплекты инструментов в необходимой последовательности Местонахождение оси поворота револьверной головки 4 определяет компоновку токарно-револьверных станков: с горизонтальной осью и вертикальной осью револьверной головки.
Суппорты, которые сообщают инструменту движение подачи 3 и 5 передвигаются по направляющим 6 станины, шпиндельная бабка 2 крепится на станине 7. Поддон 10 используется для сбора стружки. Рукоятки управления находятся на фартуках 8 и 9.
1 — коробка подач; 2 — шпиндельная бабка; 3 — поперечный суппорт; 4 — револьверная головка; 5— продольный суппорт; 6 — направляющая; 7— станина; 8, 9 — фартуки поперечного и продольного суппортов; 10 — поддон; 11 — упор.
На токарно-револьверном станке можно сразу производить обработку инструментами, которые закреплены в поперечном суппорте 3 и в револьверной головке 4, что дает возможность повысить производительность с помощью параллельной обработки плоскостей несколькими инструментами. Увеличению рентабельности и производительности станков содействует его начальная настройка на обработку заданной заготовки и последующая работа по упорам 11.
Схема: Токарно-револьверный станок
Виды токарно-револьверных станков. По форме револьверные головки делятся на призматические и цилиндрические (чаще всего шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, которые расположены на специальной оправке.
Главными параметрами токарно-револьверных станков есть максимальный диаметр обрабатываемого прутка и максимальный диаметр обрабатываемой плоскости штучной заготовки над суппортом и над станиной. К основным параметрам включают также габаритные размеры рабочей зоны станка, которые определяют максимальную длину обрабатываемой детали, и скоростные характеристики.
2. Область применения токарно-револьверных станков
токарный револьверный станок головка
Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутка или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой может быть установлен разнообразный инструмент, при наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами револьверная головка может поворачиваться вокруг своей оси , и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта. Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется большое количество режущего инструмента.
К преимуществам токарно-револьверных станков, по сравнению с токарными относятся: возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами.
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки малого размера — прутковые, а среднего размера могут быть как прутковые так и патронные. Крупные револьверные станки обычно выпускаются патронными. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью вращения с расположением горизонтальной оси головки параллельно или перпендикулярно оси шпинделя станка.
Кроме универсальных токарно-револьверных станков широкое применение получили токарно-револьверные станки с программным управлением. Оно обеспечивает возможность более быстрой переналадки станка. По виду управления станки с программным управлением делят на станки с системами циклового программного управления и станки с системами числового программного управления. Цикловые системы ПУ обеспечивают управление последовательностью перемещений суппорта с инструментом, выбором и переключением частоты вращения шпинделя и подач суппорта, включением и отключением охлаждающей жидкости, поворотом револьверной головки. В этих системах геометрия детали и ее размеры устанавливают с помощью путевых упоров, кулачков, копиров. Последовательность перемещений и других команд задают соответствующей установкой штекеров и переключателей. Цикловые системы ПУ применяют при обработке ступенчатых валов с прямолинейным профилем.
На револьверных станках возможна обработка сложных по конфигурации деталей из прутка и штучных заготовок. Эти станки целесообразно применять при обработке одинаковых деталей партиями, так как установка инструментов в определённой последовательности и на необходимые размер требует много времени.
Кроме характерных для станков этого типа видов обработки: точения, расточки, сверления, зенкерования, отрезки при применении специальных приспособлениях можно производить нарезание резьбы резцом по эталонному винту, обтачивать пологие и длинные конусы и т.д.
Список используемой литературы
Н.Н. Чернов. «Металлорежущие станки». Машиностроение, 1988г — 415с
В.И. Анурьев «Справочник конструктора — машиностроителя». Машиностроение, 1978г.
А.И. Долгих. «Слесарные работы» Москва. АЛЬФА-М. ИНФРА-М. 2007г.-528с.
Г.Д. Пекелис «Технология ремонта металлорежущих станков» Машиностроение, 1976г.- 320с.
Размещено на Allbest.ru
Подобные документы
Современное состояние и тенденции в производстве токарных станков, особенности их конструкций. Разновидности и отличительные признаки современных токарно-винторезных станков, их преимущества и недостатки. Характеристика новых моделей тяжелых станков.
реферат [15,3 K], добавлен 19.05.2009
Изучение принципа действия, назначения, правил эксплуатации и технических характеристик металлообрабатывающих станков: токарно-револьверный одношпиндерный прутковый 1Б140, горизонтально-расточной станок 2А620Ф2, вертикально-сверлильный станок 2А135.
отчет по практике [3,1 M], добавлен 01.12.2010
Методы повышения качества продукции на всех стадиях производственного процесса. Описание работы токарно-винторезных станков. Принципиальная электрическая схема управления. Разработка алгоритмов проверки работы станка. Алгоритм работы контроллера.
курсовая работа [1,4 M], добавлен 25.05.2015
Числовое программное управление (ЧПУ). Общие сведения и конструктивные особенности станков с ЧПУ. Организация работы оператора многоцелевых станков. Технологии обработки деталей на многоцелевых станках. Оснастка и инструмент для многоцелевых станков.
реферат [6,2 M], добавлен 26.06.2010
Понятие, сущность, основные виды, технология изготовления штамповки, а также описание отделочных операций на них. Основные типы токарных станков. Общая характеристика и классификация токарно-винторезных станков, особенности обработки заготовок на них.
магистерская работа [6,7 M], добавлен 06.09.2010
Токарные станки — металлорежущее оборудование, их предназначение для обработки тел путем снятия слоя материала (стружки). Классификация токарных станков. Универсальные и специализированные токарные станки. Двухстоечный токарно-карусельный станок.
реферат [2,0 M], добавлен 22.05.2013
Сущность и виды пайки. Классификация фрезерных станков. Исходные материалы, необходимые для производства чугуна в доменной печи. Назначение токарно-карусельных станков. Припой — металл, температура плавления которого меньше, чем у соединяемых изделий.
лабораторная работа [167,3 K], добавлен 11.10.2009
Изучение конструкций и подсистем станков, их технические характеристики и кинематика. Привод вращения инструмента токарных многоцелевых станков. Конструкции пружинно-зубчатых муфт. Требования к совершенствованию современного станочного оборудования.
дипломная работа [2,3 M], добавлен 17.12.2012
Токарно-винторезные станки: понятие и общая характеристика, сферы практического применения. Структура и основные узлы, принцип работы и технологические особенности. Анализ кинематики токарно-винторезного станка с ЧПУ модели 16К20Ф3, его назначение.
контрольная работа [481,5 K], добавлен 26.05.2015
Устройство и принцип действия зубострогальных станков. Нарезание конических зубчатых колес на специальных зуборезных станках. Технические характеристики станков. Цикл работы станка при чистовом зубонарезании. Перспективы развития станочного оборудования.
курсовая работа [184,3 K], добавлен 03.07.2009
Токарно-револьверные станки
Для обработки самых различных заготовок из металла применяются станки токарной группы. В отдельную группу относят токарно-револьверные станки, которые пользуются сегодня весьма большой популярностью.
Назначение токарно-револьверного станка схоже с оборудованием токарной группы, разница заключается в наличии многопозиционной поворотной головки. Этот конструктивный элемент позволяет существенно повысить эффективность работы станка, сократить время, требующееся на обработку одной заготовки. Кроме этого сегодня большой популярностью пользуется токарно-револьверный станок с ЧПУ, снабженный револьверной головкой с посадочными местами для нескольких режущих инструментов.

Общие характеристики
Появление револьверной головки стало неизбежным последствием развития металлообрабатывающей индустрии. Это связано с тем, что данная конструкция в сочетании с ЧПУ позволяет существенно ускорить обработку заготовок, повысить точность размеров и шероховатости поверхности. Рассматривая станок револьверный по металлу следует уделить внимание нижеприведенным моментам:
- Подобное оборудование зачастую приобретают лишь для установки в цехах, которые выпускают продукцию крупными партиями. Только в этом случае универсальные токарно-револьверные станки оправдывают свою высокую стоимость.
- Характеристика токарно-револьверного станка определяет возможность обработки при высокой скорости и большой подаче, так как в зону резания подается СОЖ для охлаждения инструмента и заготовки.
- Тот момент, что основные узлы токарно-револьверного станка расположены также, как и у других токарных станков, определяет вид и количество проводимых операций. Технические характеристики токарно-револьверного станка определяют возможность быстрой смены режущих инструментов. Поэтому за одну установку можно провести сразу несколько операций, при этом затрачиваемое время на смену режущего инструмента снижается в несколько раз.
При рассмотрении общих характеристик следует уделить внимание именно револьверной головке. Станок токарно-револьверный, модель может оснащаться самой различной револьверной головкой, позволяет устанавливать сразу несколько режущих инструментов в определенной последовательности. При этом количество инструментов может варьироваться в пределе от 4 до нескольких десятков. Конструкция этого узла довольно сложна, а смена режущего инструмента проходит путем поворота головки вокруг своей оси. Токарно-револьверный современный станок оснащается числовым программным управлением для того, чтобы повысить производительность и точность обработки.

Классификация
Универсальные или иные токарно-револьверные станки могут отличаться по самым различным параметрам, двумя основными признаками классификации назовем:
- Тип обрабатываемой заготовки: патронные и прутковые. В патроне могут крепиться валы большого диаметра, в прутковых прут достаточно большой длины, но с небольшим диаметром.
- По расположению оси заготовки выделяют вертикальные, горизонтальные и наклонные модели. Довольно большой популярностью пользуются модели с горизонтальным и вертикальным расположением заготовок, а вот с наклонной осью встречаются намного реже. Некоторые модели позволяет проводить наклон заготовки для точения или проведения других операций под углом.
Паспорт токарно-револьверного станка содержит всю необходимую информацию, которая может использоваться при выборе конкретной модели. Некоторые варианты исполнения снабжаются планшайбой с тремя или четырьмя кулачками, приводимыми в движение при помощи гидравлического привода. Этот момент определяет возможность проведения обработки заготовок с довольно большими размерами. Примером можно назвать заготовки, которые получаются путем ковки или литья.
Токарно-револьверный станок полуавтомат относится в отдельную группу оборудования, которое предназначено для обработки прутков различного диаметра. Среди особенностей этих станков по металлу можно выделить следующие моменты:
- Одношпиндельный токарно-револьверный станок этой группы имеет шпиндель с отверстием под пруток. При этом размер отверстия относительно невысокий.
- Дополнительное оснащение представлено узлом, который проводит подачу и фиксацию заготовки. При этом данный токарно-револьверный станок имеет устройство по отводу полученной заготовки после обработки, что позволяет максимально автоматизировать производство.
В продаже можно встретить модели, которые имеют самое различное количество шпинделей. При этом выделим следующие моменты:
- При горизонтальном расположении оси рабочей головки суппорт может вращать вокруг своей оси и выполнять возвратно-поступательное движение в направлении оси. Вращение проводится по нескольким позициям, которых может быть более одного десятка.
- В случае вертикальной или наклонной оси рабочей головки может присутствовать как поперечный суппорт, так и револьверный.
Кроме этого токарно-револьверный современный станок с ЧПУ имеет устройство, которое позволяет проводить высокоточную обработку с изменением положения револьверной головки. Основные узлы зачастую прячут под защитным кожухом, что позволяет существенно повысить безопасность обработки.
Виды выполняемых работ
Как ранее было отмечено, технические характеристики современного токарно-револьверного станка позволяют проводить самые различные операции. Деталями могут стать различные детали, представленные телами вращения. К наиболее распространенным видам проводимых операций относят:
- Точение по наружному диаметру: черной и чистовой проход.
- Точение, подрезка торцевой поверхности, а также отрезная операция при установке соответствующего режущего инструмента.
- Нарезание внутренней и наружной резьбы при использовании самого различного режущего инструмента.
- Образование канавок различной формы и глубины. При установке соответствующего режущего инструмента может проводится получение канавки определенной формы и глубины.
Рассматривая паспорт токарно-револьверного станка, можно уделить внимание тому, что нарезание резьбы может проходить при применении плашки или метчика. Для этого устройство крепления инструментов должно оснащаться специальными державками с функцией перемещение в осевом направлении.
Кроме обычной цилиндрической формы могут обрабатывать и следующие разновидности заготовок:
- Имеющие фасонный профиль. Если применяется полуавтомат, то точение и иная операция проводится по копировальной линейке или криволинейному шаблону. За счет этого существенно упрощается поставленная задача по обработке.
- Коническая поверхность. Как и в предыдущем случае, точение может проходить по специальному копиру. Кроме этого коническую поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего устанавливается привод рабочей подачи.
Кроме этого в отдельную группу выделяют станок малогабаритный токарно-револьверный. Есть возможность проводить их установку в небольших мастерских.
Особенности токарно-револьверной группы
Особенности данной группы определяют увеличение показателя производительности в несколько раз. Конструкция многошпиндельных и других станков этой группы характеризуется следующими моментами:
- Все приспособления станка могут оперативно заменяться.
- Для ускорения процесса смены положения заготовки практически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, применяемые в качестве оснастки также повышают производительность.
Не стоит забывать о том, что сложность конструкции усложняет и ремонт токарно-револьверного станка, а также требует своевременного проведения квалифицированного обслуживания.

Электрическая схема токарно-револьверного станка на примере 1П365
Принцип работы определяет важность в правильной настройки механизмов, которые есть в оборудовании. Настройка проводится следующим образом:
- Для каждой заготовки проводится создание технологического процесса, в котором должна содержаться информация в последовательности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у режущего инструмента. Стоит помнить о том, что для получения высокоточных деталей учитывается то, насколько инструмент выходит за пределы револьверной головки.
- Некоторые модели предусматривают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов контролируется высокоточным приводом.
Основная характеристика подобных станков заключается в диаметральном размере заготовки. Большинство моделей предназначено для работы с заготовки, диаметр поперечного сечения которых находится в пределе от 16 до 63 сантиметров. Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
- Наибольший показатель диаметра поперечного сечения, который может находится над суппортом.
- Максимальная длина прудка. Этот параметр также может зависеть от того, в каком помещении размещается станок.
- Пределы перемещения подвижных элементов конструкции.
Эти параметры указываются в описании токарно-винторезных станков. Также учитываются и другие характеристики, о которых пойдет речь ниже.
Основные характеристики
Выбирая токарно-револьверный станок мини, многошпиндельный или одношпиндельный следует уделить внимание на следующие характеристики:
- Класс точности. Для определения возможности применения той или иной модели станка для получения заготовок учитывается то, какой класс точности может быть достигнут. Большинство моделей имеет класс точности Н.
- Наибольшие показатели размеров заготовки (длина и диаметр), а также размещения узлов относительно друг друга.
- Из какого материала изготовлена заготовка. Как правило, может обрабатываться углеродистая, легированная сталь, чугун или другие сплавы. С учетом материала выбирается инструмент и режимы резания.
- Максимальное количество оборотов в минуту. Деталь с определенными параметрами шероховатости и точности размеров можно получить только при раскручивании заготовок до определенной скорости. При этом следует учитывать количество передач.
- В описание производители также заносят информацию о том, с какой скоростью могут перемещаться отдельные узлы при быстрой подаче. Кроме этого есть и рабочая подача, которая также имеет определенную скорость.
- Мощность установленного мотора и их количество. Малогабаритный станок оснащается моторами меньшей мощности, так как заготовки имеют небольшие размеры и за один проход снимается меньше металла. Серийный метод производства определяет то, что устанавливаемые моторы должны выдерживать длительную работу.
- Габаритные размеры оборудования, а также его вес. Мини станок проще установить, так как нет необходимости в проведении предварительной подготовки основания. Крупногабаритное оборудование требует тщательной подготовки основания.
Стоит учитывать, что кинематическая схема токарно-револьверного станка также может существенно отличаться. Старые модели созданы так, что для нарезания определенной резьбы приходится проводить установку определенных сменных колес. Для наладки можно использовать чертеж токарно-револьверного станка.
Особенности устройства блока ЧПУ
Как ранее было отмечено, чаще всего токарно-револьверный станок узлы имеет те, которые могут работать от блока ЧПУ. Это связано с тем, что ЧПУ обеспечивает высокую производительность.ъ

Токарно-револьверный станок с ЧПУ
Среди особенностей современных моделей отметим следующие моменты:
- Зачастую обработка заготовок проводится под защитным кожухом. Эта особенность исключает возможность получения травмы в ходе эксплуатации подобных станков. Защитный кожух используется по причине того, что все узлы управляются блоком ЧПУ.
- При установке соответствующей оснастки и режущего инструмента обработка может вестись с высокой точностью. При этом вероятность погрешности очень мала. Примером можно назвать то, что устанавливаемые резцы должны иметь износостойкую режущую кромку, которая в последнее время изготавливается в виде пластин.
- Тот момент, что для выполнения различных операций не нужно проводить в ручную смену режущего инструмента, определяет существенно снижение времени, которое требуется для получения детали.
- Повышение производительности позволяет существенно снизить себестоимость получаемых деталей.
Однако ремонт токарно-револьверного станка с ЧПУ вызывает довольно много трудностей. Поэтому нужно проводить своевременное обслуживание для снижения вероятности появления серьезных проблем с оборудованием.
Многие токари знакомы с такими моделями как 1341, 1П365, 1П731, С193А. Все эти модели обширно устанавливаются в машиностроительных цехах. Совершенствование компьютеров привело к появлению более современных и эффективных моделей. Высокая автоматизация работы позволяет повысить точность и увеличить качество изделий. Так популярной моделью можно назвать станок 1В340Ф30 и 1П426ДФ3. Эти станки имеют многофункциональные блоки управления, зона резания закрыта защитным кожухом. Компоновка существенно отличается от тех, которые применялись при создании более ранних моделей.
В заключение отметим, что даже ремонт токарно-револьверного станка без блока ЧПУ вызывает довольно много трудностей из-за сложности конструкции револьверной головки. Ремонт токарно-револьверного станка, который изготовлялся еще на момент существования СССР, осложняется отсутствием требующихся запасных частей. Конечно, их можно изготовить своими руками, но при этом возникают серьезные трудности.

