
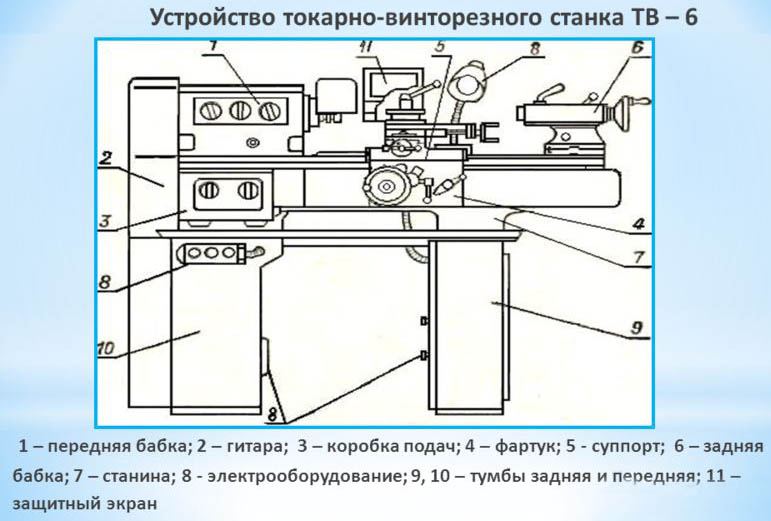
Токарный станок ТВ-6: устройство, технические характеристики
Обзор токарно-винторезного станка ТВ-6: конструкция компонентов и характеристики
Для формирования навыков работы на токарном оборудовании выпускаются специальные учебные станки. Одной из них является модель ТВ-6, которая пришла на замену ТВ-4. Разработкой и производством этих агрегатов занимался завод «Учебное оборудование», г. Ростов-на-Дону.
Конструкция и описание компонентов станка

Определяющим качеством учебного оборудования является простота эксплуатации, настройки и работа. Именно поэтому токарно-винторезный станок марки ТВ-6 имеет стандартную компоновку. Это позволит освоиться на первом этапе обучения, и в дальнейшем применить навыки работы на оборудовании подобного типа.
Основное предназначение станка — выполнения токарных операций различного типа. С его помощью можно осуществлять обработку заготовок цилиндрической и конической формы, подрезание торцов и формирование резьбы. В последнем случае возможно изготовление метрической резьбы.
Станок не рассчитан для эксплуатации в массовом или мелкосерийном производстве. Поэтому его параметры отличаются в худшую сторону по сравнению с профессиональным оборудованием этого типа.
Основные компоненты и эксплуатационные характеристики, которыми обладает токарный станок тв-6:
- передняя и задняя тумбы. Предназначены для установки элементов станка. Имеют п-образную форму, изготовлены из сварных листов металла. Для улучшения грузоподъемности в конструкцию добавлены дополнительные ребра жесткости;
- станина. На ней крепится электродвигатель, передняя и задняя шпиндельные бабки и каретка. Отполированные направляющие необходимы для перемещения салазок;
- передняя и задняя бабки. С помощью передней бабки происходит фиксация заготовки, а также передача вращающего момента от коробки передач. Задняя необходима для закрепления детали;
- коробки скоростей и передач. Они служат для изменения характеристик — количества оборотов и скорости.
Управление параметрами станка происходит механическим способом. Для этого в каждом блоке есть определенный набор рычагов и переключателей. Передаточное соотношение для станка составляет ¼.
В отличие от профессионального оборудования в механизме коробки передач не предусмотрена возможность замены шестерней. Поэтому передаточное отношение в нем постоянно. Это нужно учитывать при выборе режимов работы.
Технические и эксплуатационные параметры
Специфика токарно-винтового станка по металлу серии ТВ-6 заключается в относительной простоте эксплуатации и настройке основных параметров. Для выполнения этой работы необходимо детально изучить паспорт оборудования, ознакомиться с его техническими характеристиками.
Несмотря на то что токарно-винторезный станок ТВ-6 напольный, его масса составляет всего 300 кг. Это обусловлено материалом изготовления передней и задней тумбы. В отличие от профессионального оборудования они сделаны не из чугуна, а стальных листов. Габариты станка равны 110*47*11 см. Т.е. он свободно поместится даже в небольшом по объему помещении.
Согласно паспортным данным на станке можно осуществлять обработку деталей диаметром не более 20 см. Если же они закреплены над суппортом, то максимальный размер равен 8 см. Допустимая длина заготовки составляет 35 см. При этом длина обтачивания равна 30 см. Размеры резцедержателя составляют 12*12 мм.
Кроме этих параметров следует учитывать такие технические характеристики станка ТВ6:
- максимальный диаметр прутка, проходящего через шпиндель, не может превышать 12 мм;
- количество частот обратного и прямого вращения шпинделя – 6;
- пределы частот вращения – от 130 до 700 об/мин;
- смещение суппорта возможно на расстояние не более 30 см;
- максимальное поперечное перемещение суппорта — 10 см;
- резцовые салазки могут смещаться на 8,5 см;
- поворот механизма крепления резца — ±45°;
- суппорт имеет 3 продольные подачи;
- возможно перемещение пиноли задней бабки на 8,5 см.
В качестве привода в станке ТВ-6 используется электродвигатель мощностью 1,1 кВт.
В конструкции есть местное освещение. Лампа располагается на гибкой колонне, что дает возможность изменять угол освещения обрабатываемой детали.
Перед началом эксплуатации станка необходимо выполнить его установку. Оборудование монтируется на платформу, изготовленную из деревянных брусков или бетонной стяжки. В конструкции предусмотрены регулируемые ножки для выставления уровня.
Перед подключением к электросети необходимо проверить ее максимальную нагрузку, которая не должна быть меньше мощности электрооборудования. Обязательно обустраивается контур заземления. Дополнительно к зональному освещению устанавливают светильники.
Для ознакомления с работой станка рекомендуется посмотреть видеоматериал:
Токарно-винторезный станок ТВ-6
Для качественного проведения токарных работ требуются определенные навыки. Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях. Несмотря на то, что оборудование появилось в продаже в 80-х годах, сегодня школьный токарный станок встречается довольно часто. Рассмотрим особенности этого оборудования подробнее.

Технические характеристики станка
Тот момент, что токарный станок ТВ-6 разрабатывался для обучения, определяет весьма скромные параметры. При применении рассматриваемого оборудования можно проводить нижеприведенные операции:
- Сверление отверстий.
- Подрезку торцов.
- Нарезание метрической резьбы.
- Расточку и проточку деталей, которые имеют цилиндрическую форму или коническую поверхность.
- Отрезка части заготовки.
Распространенный станок токарный ТВ-6, технические характеристики которого не позволяют работать с закаленной сталью, может применяться для обработки металлов, при резании которых не образуется летучих соединений или пыли. Характеризуется ТВ-6 следующими характеристиками:
- Максимальный диаметр заготовки составляет 12 мм.
- Длина обтачиваемой поверхности составляет 300 мм.
- Высота расположения центров 108 мм.
- Частота вращения шпинделя варьирует в диапазоне от 130 до 170 об/мин.
- Расстояние между центрами составляет 350 мм.

При рассмотрении того, какой вес токарного станка школьник следует учитывать, что в минимальной комплектации вес составляет 300 килограмм.
Именно поэтому при монтаже и транспортировке следует учитывать довольно большой вес, установка модели проводится на фундаментной плите. За счет этого обеспечивается поглощение вибрации на момент работы.
Назначение оборудования
Рассматривая назначение токарного станка, следует уделить внимание тому, что он является учебным. Несмотря на это, точение по металлу может проводится с высокой степенью точности. Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
- Производитель рекомендует проводить время от времени натяжение ремня. Подобная профилактика позволяет добиться максимальной мощности и производительности на протяжении длительного периода.
- Для наладки достаточно провести ослабление гайки, после чего изменяется положение электрического двигателя. Устройство расположено на салазках, поэтому шкивы не смещаются относительно друг друга.
- Довольно распространенной проблемой можно назвать то, что во время работы возникает серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.

В целом можно сказать, что модель не характеризуется высокой производительностью.
Именно поэтому модель в большинстве случаев устанавливается в учебных заведениях для получения требуемых навыков. При необходимости может проводится производственная деятельность.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТВ-6
Конструктивные элементы ТВ-6
Токарно-винторезный станок ТВ-6 обладает классической компоновкой, свойственной оборудованию токарной группы. Основными элементами можно назвать:
- Передняя и задняя бабка.
- Коробка передач.
- Защитный экран.
- Элемент, предназначенный для подачи смазывающего вещества.
- Несущая станина.
- Фартук.
- Элементы сменной гитары.
- Защитный кожух.
Все узлы расположены с высокой точностью относительно друг друга. Некоторые из них можно демонтировать для замены или обслуживания.
Передняя и задняя бабки
Основными элементами токарного станка можно назвать переднюю и заднюю бабку. Их особенностями назовем следующие моменты:
- Передняя бабка служит для расположения шпинделя и коробки скоростей.
- Задняя бабка применяется для крепления центров, которые могут использоваться для поддержки торцевой поверхности большого изделия. За счет применения центров можно существенно повысить точность обработки
Передняя бабка ТВ-6 обеспечивает доступ к коробке передач и гитаре сменных колес, которые позволяют изменять параметры нарезаемой резьбы
Коробка подач и гитара сменных шестерней
Также важными элементами устройства можно назвать коробку подач и гитару сменных шестерней. Ключевыми моментами назовем:
- Гитара сменных колес позволяет изменить параметры нарезаемой на цилиндрической поверхности резьбы.
- Коробка подач не требует обслуживания, в зону соприкосновения шестерен подается смазка.
Рассматриваемая модель характеризуется высокой надежностью. Она может прослужить в течение многих лет при соответствующем обслуживании.

Станина
Для объединения всех узлов применяется станина. Она изготавливается при применении чугуна, характеризуется высокой жесткостью. Станина обладает следующими особенностями:
- Погашает вибрацию.
- Обеспечивает точное позиционирование всех узлов.
- На момент установки устройство надежно позиционируется.
Точное позиционирование всех узлов обеспечивает требуемое качество обработки. Станина окрашивается защитным составом для того, чтобы продлить срок службы.
Суппорт
Важным элементом является суппорт. Он применяется для закрепления инструмента во время обработки. Устанавливаемый суппорт обладает классическими характеристиками:
- Обеспечивает надежную фиксацию инструмента.
- Может располагаться под определенным углом относительно заготовки.
- Перемещается по салазкам в продольном и поперечном направлении.

Суппорт может использоваться для фиксации различных вариантов исполнения резцов. За счет этого существенно расширяется область применения токарного станка.
Фартук
В качестве фартука выступает часть конструкции, на которой расположены салазки для перемещения суппорта. При его изготовлении также применяется сталь.
Особенностями рассматриваемой модели можно назвать небольшие габаритные размеры. Кроме этого, устройство характеризуется относительно невысоким показателем энергопотребления. Для управления основными параметрами работы устройства и режимами обработки имеются различные переключатели, рычаги и клавиши. Быстрое перемещение может применяться для быстрого позиционирования рабочего органа в требуемом положении.
Винторезный по металлу тв 6
В повседневной жизни часто возникает необходимость отремонтировать или изготовить заново какую-либо деталь. Почти вся бытовая техника сегодня — китайского производства, да к тому же большинство составных частей из экономии делают пластмассовыми. Ломаются они часто, а запчасти, как правило, не продаются. В таких случаях приходится искать где-то токаря или фрезеровщика и платить немалые деньги. Многие, чтобы избежать этого, стремятся обзавестись собственной станочной мастерской. Начать лучше с приобретения небольшого токарного станка. Неплохим кандидатом является советский ТВ-6.

Назначение и технологические возможности
Станок выпускался Ростовским комбинатом учебного оборудования в 80-х годах минувшего столетия. Предназначался для производственного обучения старшеклассников в общеобразовательных школах. Учащиеся 7 — 8-х классов под руководством мастера производственного обучения изучали устройство станка и получали первоначальные навыки его обслуживания.
ТВ-6 пришел на смену своему предшественнику — ТВ-4 «Школьник». Станок обладал всеми технологическими возможностями, присущими настоящему производственному оборудованию. Правда, учитывая учебное, а не производственное, назначение, обладал такими же ограниченными режимами обработки: числами оборотов, подачей и размерами резьбового шага.
Какие операции осваивали учащиеся:
- наружное точение;
- растачивание отверстий;
- подрезание торца;
- резьбонарезание;
- сверление.
Для упрощения конструкции отсутствовали некоторые агрегаты и системы:
- фрикционное управление шпинделем;
- его торможение после выключения двигателя;
- сменные передаточные шестерни;
- автоматическая поперечная подача;
- жидкостное охлаждение зоны резания.
Высота станка соответствует среднему росту обучаемых. Поэтому, чтобы не сутулиться при работе взрослому человеку, станок необходимо установить на металлическую раму или бетонную подливку.
Технические характеристики ТВ-6
Ниже приводятся основные параметры рассматриваемого станка:
- диаметр обработки над суппортом — 80/125 мм (в прямых/обратных кулачках);
- круг, проходящий над станиной — 200 мм;
- линейный размер обработки — 300/350 мм (ход/заготовка);
- максимальная толщина обрабатываемого прутка — 12 мм;
- посадочное отверстие шпинделя — конус Морзе №3, выдвижной пиноли задней бабки — №2;
- обороты заготовки — 130 — 700 в минуту (6 ступеней);
- автоматическая продольная подача (на оборот шпиндельного вала) — 0,08 — 0,12 мм (3 ступени);
- метрическая резьба, нарезаемая на станке, имеет шаги — 0,8, 1,0 или 1,25 мм.
- приводной электродвигатель — 1,1 кВт, 1440 об/мин;
- габариты, мм: длина — 1100, ширина — 470, высота — 1100;
- вес — 300 кг.
Основные компоненты станка

Станина
Вместе с двумя подставками (тумбами) образует несущее основание для установки всех узлов. У токарных станков основание имеет портальную компоновку (напоминает букву П). Сама станина изготавливается из чугуна.
На ней неподвижно закрепляются: передняя бабка (ПБ), передаточный механизм (гитара), коробка подач (КП), а также ходовой вал, винт и зубчатая рейка. Сверху имеются 2 пары направляющих (по одной призматической и одной плоской в паре). Они служат для перемещения суппортного узла и задней бабки. Внутри левой тумбы устанавливается приводной двигатель, правой — пусковая электроаппаратура.
Передняя бабка
В станках классической компоновки, к которым относится и ТВ-6, КС составляет с ПБ одно целое. Шпиндель ТВ-6 имеет переднюю опору, состоящую из двух радиально-упорных подшипников, установленных спиной друг к другу. С помощью регулировочной гайки можно регулировать натяг в подшипниках, когда появится заметная осевая игра шпинделя. Задняя опора — нерегулируемая, и состоит из одного радиального шарикоподшипника.
КС включает в себя 4 вала (включая шпиндельный), несколько стационарных шестерен и 3 подвижных: одиночная, двух- и трехвенцовая. Левой рукояткой переключают направление подачи или шага резьбы. Двумя другими включают нужную скорость вращения.
Передняя часть шпинделя имеет цилиндрическое посадочное место для зажимного патрона, который крепится с помощью резьбового соединения. Для зажима заготовок большого диаметра используют обратные кулачки.
Юстировку передней бабки производят 2-мя регулировочными винтами, добиваясь при этом параллельности оси шпинделя направляющим станины.
Гитара
Этот узел служит для привода коробки подач. Вращение передается через две зубчатых передачи и одну паразитную шестерню. Паразитка нужна при использовании сменных шестерен, которых здесь, к сожалению, нет. Если подобрать или изготовить дополнительные шестерни, вместо 3-х можно получить 5 или 6 шагов нарезаемой резьбы. Пока же передаточное отношение гитары составляет 1:4.
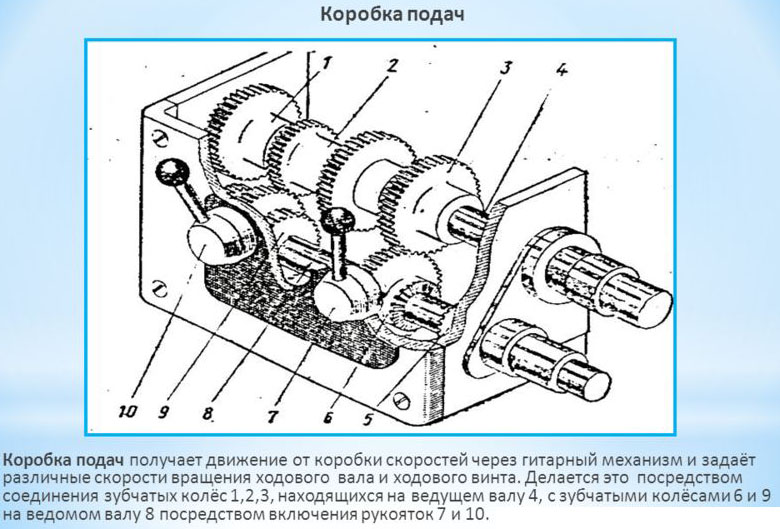
Коробка подач
Ее назначение состоит в передаче вращающего момента на приводные вал или винт, чтобы обеспечить движение суппорта с различной подачей или шагом. Внутреннее устройство КП аналогично коробке скоростей: набор зубчатых колес, передвижной трехвенцовый блок и сцепная муфта. Управляют КП с помощью 2-х переключателей: левым устанавливают нужный параметр, правым — включают необходимый вал.
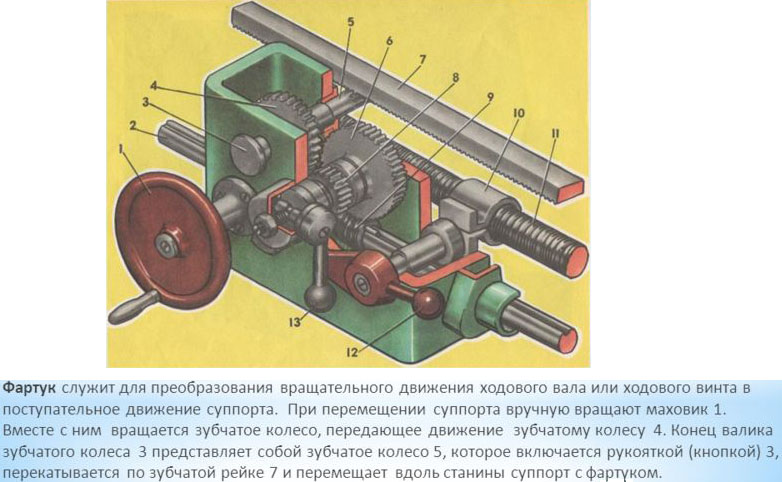
Фартук
Чтобы включить подачу, сначала соединяют ведущую шестерню с зубчатой рейкой. После этого левой рукояткой фартука включают кулачковую муфту, в результате червячное колесо станет вращаться вместе с реечной шестерней, и суппорт получит продольное перемещение.
Для нарезания резьбы включают ходовой винт, выводят из зацепления с рейкой ведущую шестерню и правой рукояткой включают маточную гайку, связанную с суппортом. Последняя обхватит резьбу винта, и суппорт придет в движение. Рукоятки имеют блокировку, поэтому включить одновременно резьбу и подачу невозможно.
Суппорт
Продольный перемещается по одной призматической и одной плоской направляющей. Призматическая, как более мощная, расположена спереди, поскольку на нее приходится основное усилие от силы резания. У поперечного суппорта направляющие выполнены в форме ласточкиного хвоста. На ТВ-6 автоматическая подача поперечной каретки отсутствует.
Наконец, сверху имеются еще одни салазки — поворотные, тоже с ласточкиным хвостом. С их помощью обтачивают конические поверхности. На поворотной каретке установлен 4-х позиционный резцедержатель. Высота устанавливаемого резца (от вершины до опорной поверхности) — 12 мм.
Задняя бабка
Служит для поддержки длинных заготовок при наружном обтачивании. Для этого в коническое отверстие пиноли устанавливают вращающийся или неподвижный центр. Последний, благодаря отсутствию подшипников, дает более высокую точность обработки. Если при обтачивании в центрах станок дает конусность, следует выставить заднюю бабку с помощью регулировочного винта, ослабив перед этим крепление ее к направляющим станины.
Электрооборудование
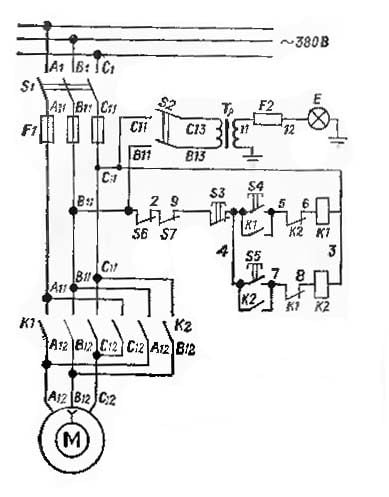
3-х фазный электродвигатель подключается к сети переменного тока напряжением 380 В с помощью главного выключателя. Плавкие предохранители защищают обмотки статора от перегрузки. Лампа местного освещения запитана от понижающего трансформатора на 36 В. Двигатель включается с помощью реверсивной кнопочной станции, и магнитных пускателей, находящихся в электрощите внутри правой тумбы. Электросхема станка показана на рисунке 1. Большинство владельцев переделывают электросхему на 220 В.
Смазка
Узлы, требующие смазки и способ ее выполнения:
- Шестерни передней бабки и коробки подач (картерная смазка). Перед заливкой масла необходимо снять верхнюю крышку. Контроль уровня масла — с помощью стеклянных маслоуказателей. Слив масла производится через сливные пробки.
- Механизмы фартука смазывают через смазочные отверстия на каретке продольного суппорта.
- Пиноль задней бабки, направляющие станины и суппортов, ходовой вал и винт — методом полива из масленки.
Применяемое масло — Индустриальное-30А.
Отличия ТВ-6 от ТВ-4
Принципиальных различий в конструкции двух станков нет. Ниже перечислены некоторые изменения:
- Несколько увеличена мощность привода (с 1 до 1,1 кВт).
- Из-за того, что в КС увеличен модуль зубчатых колес (1,5 вместо 1,25 у ТВ-4), незначительно изменились числа оборотов, хотя, по сути, они остались в том же диапазоне.
- Станок стал на 34 см короче, но на 8 — выше. По-видимому, конструкторы учли подростковую акселерацию в 70-х годах прошлого столетия.
- Уменьшен на 3 мм диаметр сквозного отверстия в шпинделе с целью повышения его жесткости.
- Увеличено коническое отверстие в шпинделе для установки неподвижного центра (Морзе №3).
- Станок обрел штатное защитное ограждение рабочей зоны.
- Увеличен ход верхних салазок: 85 мм вместо 50-ти.
- Вес станка увеличился на 20 кг: 300 против 280-ти у ТВ-4.
Презентация станка ТВ-6
Видео 1
демонстрирует модернизированный станок. Обратите внимание на автономную систему смазки коробки подач. Электрические кнопки управления перенесены на переднюю бабку, что, несомненно, намного удобнее заводского исполнения.
Видео 2
показан процесс работы на станке. Несмотря на множество лишних переходов, автор довольно-таки споро вытачивает небольшую деталь.
Как правильно купить подержанный станок
Самый простой способ купить б/у аппарат — зайти на сайт бесплатных объявление о продаже на территории РФ: Avito.ru. К сожалению, несмотря на обилие объявлений, для конкретного региона выбор может оказаться недостаточным. Есть и другие продающие интернет-ресурсы. Например, региональный сайт «Из рук в руки». Существуют и еженедельные газеты с таким же или подобным названием. Можно самому подать объявление о покупке.
- Предупреждение: покупая по объявлению в другом регионе можно попасть на недобросовестных продавцов. Или товар может не отвечать заявленному состоянию, или предложат более высокую цену. В результате деньги на поездку будут выброшены на ветер. Так что лучше искать предложение поближе.
На что следует обращать внимание при покупке:
- Наличие патрона, кулачков, задней бабки, электродвигателя. Причем если электродвигатель еще можно будет купить, то заднюю бабку достать довольно трудно (их часто сдают в металлолом, поскольку снять со станка можно довольно легко).
- Необходимо убедиться, что шпиндель станка вращается, перемещение суппорта включается. Если электродвигатель не работает, можно вращать шпиндель вручную за приводной шкив. Если что-то не вращается или не движется, очевидно, имеются какие-то поломки.
- Проверьте — насколько изношены трущиеся поверхности, а также радиальную болтанку шпинделя и пиноли задней бабки. Любая найденная неисправность — повод для снижения цены. Если же неисправностей много, лучше отказаться от покупки даже за небольшую сумму. Потому что ремонт может влететь в копеечку.
Вот вкратце и все, что можно рассказать в рамках одной статьи. Дополнительные сведения можно почерпнуть на тематических форумах. Оказывается, есть много людей, которым нравится осваивать токарное ремесло и они делятся своим практическим опытом. К сожалению, высказывания иногда бывают спорными. В сомнительных случаях лучше обращаться за советом к опытному токарю-профессионалу.
Токарный станок ТВ-6: технические характеристики
В Советском Союзе в учебную программу школьного образования входило обучение навыкам работы с различным инструментом и станочным оборудованием. Для освоения азов обработки металлов использовался токарный станок ТВ-6 «Школьник». Эти станки применяются в различных учебных заведениях и в наши дни.
Основные параметры
Названный станок соответствует классу точности «Н». Несмотря на малые габариты и кажущуюся несерьёзность конструкции, он позволяет выполнять все основные токарные работы. К ним относятся:
- Точение ровных и конических поверхностей.
- Подрезка деталей на торцах.
- Отрезка деталей от заготовки.
- Сверление внутренних отверстий.
- Нарезание некоторых типов резьбы.
Станина
Основанием токарно-винторезного станка ТВ-6 служит станина, изготовленная методом литья из чугуна. Для повышения жесткости в конструкции последней есть усилители. Станина смонтирована на двух тумбах и обеспечивает неплохие технические характеристики токарного станка ТВ-6.
Непременным условием при этом является установка на горизонтальном фундаменте. Для установки в тумбах есть четыре отверстия, диаметром 17 мм под шпильки. Конструкция станка допускает применение виброгасящих проставок между тумбами и фундаментом. Важно помнить, что точность и безотказность работы механизма напрямую зависят от его установки.

На верхней части станины установлены две направляющие, имеющие в сечении форму призмы, и еще две плоские детали. Передняя призма и задняя плоскость применяются для движения суппорта, а остальные – для перемещения задней бабки. В ходе эксплуатации необходимо контролировать состояние направляющих и осуществлять регулярную чистку и смазку. Износ этих деталей приводит к появлению люфта суппорта, что в свою очередь приводит к снижению точности обработки.
Основным способом контроля состояния является визуальный осмотр. При появлении темного грязного следа от движения суппорта необходимо прекратить работу и промыть направляющие керосином, после чего смазать маслом И-30А.
Передняя бабка
На левой части токарного станка по металлу ТВ-6 имеется передняя бабка. Ее горизонтальная ось может регулироваться двумя винтами. Ведущий вал бабки имеет шкив, служащий для передачи крутящего момента от основного электропривода станка. Внутри бабки расположены шестерни коробки передач станка. Выходящий вал бабки токарного станка ТВ-6 оснащен шпинделем.
На шпинделе смонтирован трёхкулачковый патрон, служащий для фиксации и вращения обрабатываемой детали. Опционально шпиндель можно оснастить поводковой планшайбой или центром.
Перед установкой на ТВ-6 таких приспособлений необходимо протирать резьбу на узлах. Максимальная длина заготовки не должна превышать 490 мм. При этом минимальный вылет заготовки из задней части шпинделя составляет 35 мм.
Схема работы коробки
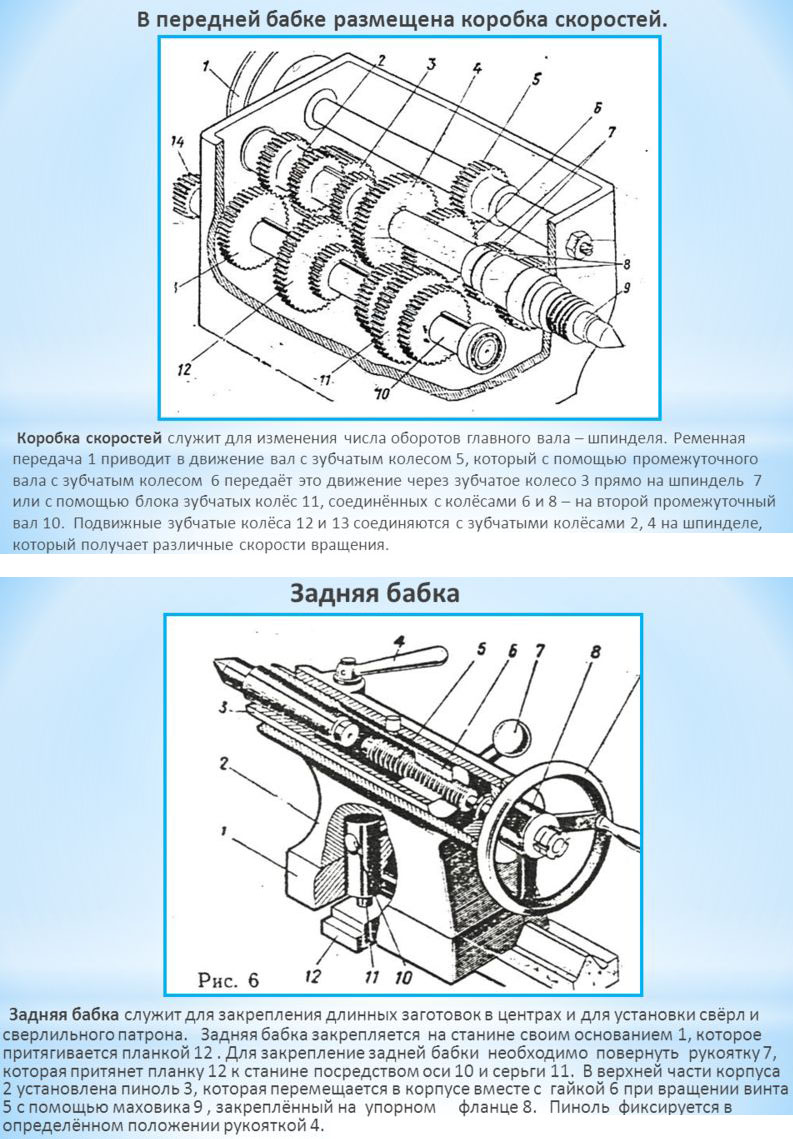
На основном входящем валу двигателя имеется неподвижная шестерня. От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.
Технические характеристики коробки позволяют обеспечить шесть частот вращения в диапазоне от 130 до 700 оборотов в минуту.

Переключение скоростей станка можно выполнять только при отключённом двигателе. Пренебрежение этим правилом приводит к повреждению шестерен коробки и выходу станка из строя. Частоты оборотов следующие:
- 1-я передача – 130 об./мин.
- 2-я передача – 170 об./мин.
- 3-я передача – 235 об./мин.
- 4-я передача – 385 об./мин.
- 5-я передача – 570 об./мин.
- 6-я передача – 700 об./мин.
Рукоятки управления имеют три и два фиксированных положения, соответственно. Коробка скоростей ТВ-6 имеет возможность изменения направления вращения ходового винта и валика. Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
В левом положении шестерни находятся в прямом зацеплении и обеспечивается прямая подача. При переключении рукоятки вправо, в цепь зацепления вводится паразитная шестерня на входящем валу. За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
Обслуживание коробки передач
Конструкция подшипниковых узлов коробки требует регулировки и обслуживания. Для этого в шпинделе есть две регулировочные гайки. На лицевой части бабки кроме рукояток управления находится указатель уровня масла, которое можно слить через резьбовую пробку в нижней части корпуса.
Для замены масла в станке ТВ-6 существует специальный регламент, по которому оно меняется через каждые три месяца работы. Заливка масла ведется через верхнюю крышку коробки. Непосредственно смазка узлов здесь ведется разбрызгиванием. В качестве смазки используется индустриальное масло И-30А.
Гитара и задняя бабка
Крутящий момент от коробки скоростей поступает к коробке подач при помощи шестеренной передачи, называемой гитарой. В состав последней у станка ТВ-6 входят три шестерни. А комплектов сменных шестерен не существует. Смазка шестерен гитары ведется вручную и выполняется ежемесячно.

Задняя бабка используется в качестве задней опоры для заготовок большой длины. Внутри нее установлена пиноль, оснащенная конусом Морзе. Благодаря ему в пиноль можно устанавливать различное оборудование и инструмент. Для ее перемещения имеется маховик, связанный с винтом. Выставление оси пиноли с осью шпинделя осуществляется регулировочными винтами и гайкой. Для фиксации бабки имеется тормоз, с управлением от специальной рукоятки.
Подача станка
Для механической подачи на станке есть специальная коробка. Управление осуществляется двумя рукоятками, расположенными ниже пульта управления коробкой передач. Первая рукоятка (расположенная левее) имеет три положения, которые дают возможность нарезки трёх различных шагов резьбы и получения трех вариантов подачи суппорта.
Вторая рукоятка позволяет активировать вращение ходового винта или вала. В конструкции коробки подач имеется муфта, которая предотвращает возможность одновременного включения винта и вала. Для изменения направления вращения используется рукоятка, установленная на пульте управления коробкой скоростей.
Смазка коробки подач ТВ-6 осуществляется фитилями из емкости, расположенной в верхней части коробки. Во время работы станка необходимо визуально контролировать наличие масла в этой ёмкости. Излишки смазки сливаются через резьбовую пробку, расположенную в самой нижней части коробки.
Обслуживание коробки ТВ-6 заключается в замене масла и устранении осевых перемещений ходового винта. Для этого на выходном валу имеются две гайки круглой формы. Замена масла выполняется по аналогии с коробкой передач – раз в три месяца. Ходовые винт и вал необходимо смазывать ежедневно. Предварительно их необходимо прочистить от стружки.
Фартук и суппорт
Вращение от коробки подач ТВ-6 передается на фартук. Кроме механической подачи, фартук можно двигать вручную. Для этого на нем имеется отдельный маховик, сидящий на одном валу с шестерней, которая соединена с рейкой. Сама рейка зафиксирована на станине.
На фартуке устанавливается суппорт, который служит для закрепления и перемещения резцов. В его конструкции имеются четыре каретки:
- Для перемещения по станине.
- Для поперечного перемещения.
- Поворотная каретка (по 40 градусов в каждую сторону).
- На поворотной каретке стоит четвертая, в которой установлен резец.
При обработке деталей недопустимо перегружать станок. Перегрузка вызывает пробуксовку ремня и повышенные нагрузки на шестерни, что может вывести станок из строя. В конструкции суппорта ТВ-6 есть специальные уплотнители, которые убирают стружку с направляющих. Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.
На суппорте ТВ-6 установлен защитный прозрачный экран, который защищает работника от летящей стружки. В основании его имеется защитный выключатель. При убранном экране цепь включения мотора станка разомкнута. Категорически запрещается убирать этот выключатель из электрической цепи станка.
Смазка узлов фартука выполняется в начале работы через специальное отверстие в нижней каретке.
Электрооборудование

В состав такого оборудования ТВ-6 входит основной двигатель, который работает от напряжения 380 Вольт и развивает мощность в пределах 0,75…1,1 кВт.
Для управления двигателем имеется кнопочный пульт управления и распределительный щит. На пульте есть две кнопки, служащие для пуска и остановки станка. При этом двигатель и пульт управления установлены в левой тумбе, а щит – в правой. В состав щита входят следующие элементы:
- Магнитный пускатель с возможностью реверса.
- Пакетные переключатели высокого и низкого напряжения.
- Понижающий трансформатор для лампы подсветки.
- Защитные предохранители.
Модификации

Основным отличием токарного станка ТВ-7 от ТВ-6 является конструкция коробки скоростей. В ее схему включена возможность переброса приводного ремня на разные ручьи шкива. За счет этого существенно расширился диапазон оборотов станка ТВ-7. В его схеме появились три дополнительные скорости выбора подачи.
Еще одной вариацией является токарный станок ТВ-4. От ТВ-6 он отличается упрощенной станиной из стального листа. Для усиления жесткости она оснащена дополнительными коробчатыми усилителями. Общая схема станка приведена на изображении в статье.
Благодаря такой станине масса станка сократилась до 280 кг. Опционально станок может оснащаться адаптером для подключения к сети 220 Вольт. Оба варианта выпускаются заводом «Учебное оборудование» в городе Ростове.
Токарный станок ТВ-6
Совершенствование способов обработки заготовок идет беспрерывно. При этом механическое резание металлов продолжает оставаться популярным. Ведь основное преимущество этого метода никуда не исчезло – отсутствие каких бы то ни было ограничений в конфигурации изделия. Ведь токарная обработка, шлифование и сверление – это подчас единственное, что может облегчить формообразование деталей в машиностроении и других промышленных отраслях.
Токарный станок ТВ 6 отличается небольшими габаритными размерами и весом. Это превращает его в незаменимого помощника в условиях авторемонтных и других производств малого и среднего масштаба. Такой агрегат занимает минимум площади помещения и потребляет немного электроэнергии. Его устройство достаточно простое, а техническое обслуживание такого станка способен выполнить персонал даже со средним уровнем навыков. А вот к его ремонту следует все же привлекать специалистов с опытом подобной работы. Такой агрегат считается младшим братом по отношению к полноценным промышленным станкам, но в состоянии качественно выполнить определенный набор операций.
Такие станки целесообразнее использовать для:
- Небольших производственных и ремонтных участков.
- Мелкосерийной и единичной обработки заготовок.
- Предварительных и чистовых работ (с нормальной точностью).
СОВЕТ: Решение о приобретении б/у станков принимайте только по результатам проверки их текущего технического состояния.
При этом особое внимание обратите на:
- Наличие в комплекте задней бабки, электропривода, зажимного патрона.
- Возможность вращения шпинделя и включение движения суппорта.
- Износ узлов трения, радиальный и осевой люфт пиноли задней бабки и шпинделя.
Все обнаруженные неисправности и поломки послужат весомым основанием для понижения стоимости станка. И, конечно же, покупать в первую очередь стоит оборудование со склада при наличии его заводской упаковки или после капитального ремонта.

Описание и назначение токарного станка ТВ 6
Токарно винторезный станок ТВ 6 в состоянии полностью удовлетворить большинству технологических требований к процессам обработки деталей. Его разработали как замену станка модели ТВ-4. Агрегат ТВ 6 несколько отличается от своего предшественника. Это большие мощность двигателя и перемещение резцовой каретки, меньшая длина самого станка и прочее.
Агрегат чаще всего используют в условиях частных СТО, а также в школьных производственных мастерских для обучения детей основам обработки металлов резанием. Станок ТВ 6 предназначен для выполнения относительно не сложных операций. Но специалист-токарь высокой квалификации вполне также сможет точно выточить на нем детали весьма сложной формы. Такие агрегаты применяют в основном в качестве учебного оборудования для работ по металлу, в т. ч. сталей и цветных сплавов. Для резания пластмасс и других подобных материалов станок использовать не рекомендуется, т.к. возможности подавать смазочно-охлаждающие жидкости (СОЖ) в зону резания нет. Ведь в процессе таких работ может выделяться мелкая агрессивная пыль, вредно влияющая на организм учащихся.
Токарные станки ТВ 6 начали выпускать на Ростовском заводе малогабаритного станочного оборудования почти 40 лет назад. Агрегат до сих пор пользуется спросом, в особенности для небольших домашних мастерских. Все запчасти и комплектующие для него доступны для покупки по разумным ценам.
Конструкция токарного станка ТВ 6 сделана максимально простой. Тем не менее, он насчитывает большинство узлов, характерных для полновесных токарно винторезных агрегатов. Это суппорт, коробки – передач и подач, ходовые – винт и вал, гитара. Возможности указанных коробок обеспечивают 3-и подачи в сочетании с 6-ю скоростями шпинделя. Все это, к примеру, позволяет нарезать метрическую резьбы разного шага, выполнить другие операции.
Выход шпинделя из передней бабки выполнен резьбовым. Поэтому монтаж на него 3-х кулачкового патрона (диаметр 100 мм) делается через план-шайбу. В качестве привода станка использован электродвигатель. Он передает крутящий момент по шкивам ременной передачи на вход коробки передач, а оттуда через зубчатые колеса – к шпинделю (его реверс за счет электропривода). Далее вращение передается гитаре, а от нее – коробке подач.
Отсюда движение идет к ходовому винту/валу, в зависимости от выполняемой операции (нарезка резьбы или обтачивание). Гайка в фартуке и проходящий через нее ходовой вал обеспечивают суппорту продольное перемещение вдоль направляющих станины. Масло на шестерни коробки передач попадает за счет разбрызгивания из поддона. Направляющие станины, заднюю бабку, механизмы гитары, фартука и суппорта нужно смазывать в ручном режиме каждую смену.
Кинематическая схема токарного станка ТВ 6 облегчит освоение его внутреннего строения специалистами-ремонтниками, инженерно-техническим персоналом вспомогательных участков предприятий.

В паспорте токарного станка ТВ 6 приведен возможный перечень базовых операций по токарной обработки:
- Подрезание торцов и выполнение фасок.
- Сверление отверстий, их развертка и зенковка.
- Порезка заготовок.
- Нарезание метрической резьбы (три размера по шагу).
- Расточка и точение цилиндрических и конических деталей.
При этом можно достичь достаточно высокого класса шероховатости поверхности деталей. Для резания рекомендуется использовать инструмент, сделанный серийно и соответствующий нормативным документам.
Основные технические характеристики токарного станка ТВ 6
Ограничения по размерам обрабатываемых деталей:
- Диаметр до 200 (над станиной), 80 (над суппортом) и 12 мм (внутри шпинделя).
- Расстояние между центрами (РМЦ) 350 мм.
Частота вращении шпинделя находится в диапазоне 130 – 700 об/мин. Допустимая нагрузка на станину станка составляет 600 кг. Станок нарезает метрическую резьбу, ее шаг равен быть 0,8; 1,0 или 1,25 мм.
Вес и габаритные размеры агрегата:
- Длина х ширина х высота 1100 * 470 * 1100 мм.
- Вес 300 кг.
Двигатель токарного станка ТВ 6 развивает 1,1 кВт при 1440 об/мин.
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
Особенности технического обслуживания и ремонта токарного станка ТВ 6
В работе станка важную роль играет клиноременная передача. Для ее безаварийной работы важным является регулярный контроль величины натяжения ремня. Такая несложная сервисная операция позволит увеличить ресурс оборудования и поможет получить максимальную мощность на валу электродвигателя главного привода. Если клиновидные ремни плохо натянуты, восстановить это достаточно просто. Для этого несколько ослабляют гайки салазок двигателя, выставляют требуемое усилие натяжения (до 10 кг на каждую ветвь ремня) и снова зажимают соединения с гайками.
В случае, если при эксплуатации станка возникла сильная вибрация шпинделя, за этим стоят две основные причины. Первая – несколько раскрутились его винты, что достаточно легко устранить. Вторая – поломка подшипников в опорных узлах, замену которых способен выполнить только квалифицированный и опытный специалист. Также во время обмера подшипников в них могут быть выявлены завышенные зазоры. Устраняют эту неисправность шлифовкой торцов их колец или регулировкой момента затяжки с помощью пары гайка-контргайка.
Совет: Не пренебрегайте работами по техническому обслуживанию станка. Это позволит эксплуатировать его длительное время и выполнять на нем достаточно сложные работы с высокой точностью.
Переделка питания электродвигателя станка ТВ 6 на 220 В
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же. Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе. Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
ТВ-6 (ТВ6) Станок токарно-винторезный школьный
схемы, описание, характеристики

Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6 (ТВ6) станок токарно-винторезный учебный. Назначение, область применения
Школьный токарно-винторезный станок ТВ-6 заменил модель ТВ-4 и был заменен на более совершенную модель ТВ-6М.
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 — Ø100 мм.
Привод станка ТВ-6 осуществляется от асинхронного электродвигателя
380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Габаритные размеры рабочего пространства станка ТВ-6

Габаритные размеры рабочего пространства станка ТВ-6
Характеристики и описание учебного станка ТВ-6
Устройство ТВ-6 представляет собой учебный универсальный токарно-винторезный станок.
Он предназначен для проведения любых операций по токарной обработке. Предполагает политехническое обучение и холодную обработку металла.

Назначение и область применения
Новая модель станка, заменила ТВ-4, более устаревший агрегат. Даже при упрощенной конструкции, станок ТВ-6 имеет все необходимые составные элементы обычных винторезных устройств.
Наделен 6-ю скоростным шпинделем, 4-мя скоростями подач в суппорт, предполагает нарезание метрической резьбы без необходимости переставлять шестерни в гитаре.
ТВ-6 подходит для следящих видов работ:
- Проточка и расточка поверхности цилиндрического и конического типа.
- Подрезка торцов.
- Отрезка.
- Нарезка резьбы метрического типа.
- Сверление.
Технические характеристики токарно-винторезного станка

Конструктивные элементы

Агрегат имеет классическую компоновку, свойственную данному типу оборудования. К основным элементам можно причислить:
- Переднюю и заднюю бабку.
- Коробку подач.
- Несущую станину.
- Сменную гитару.
- С защитным кожухом и экраном.
- Устройство, регулирующее подачу смазывающих веществ.
- Наличие фартука.
Каждый элемент расположен на своем обычном месте, определенные части можно заменять и сменять при обслуживании.
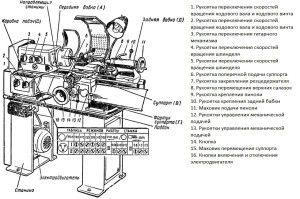
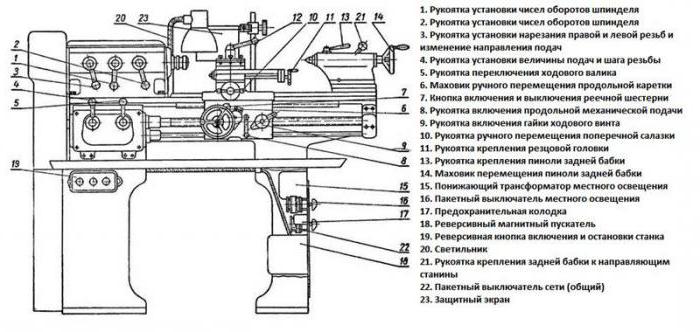
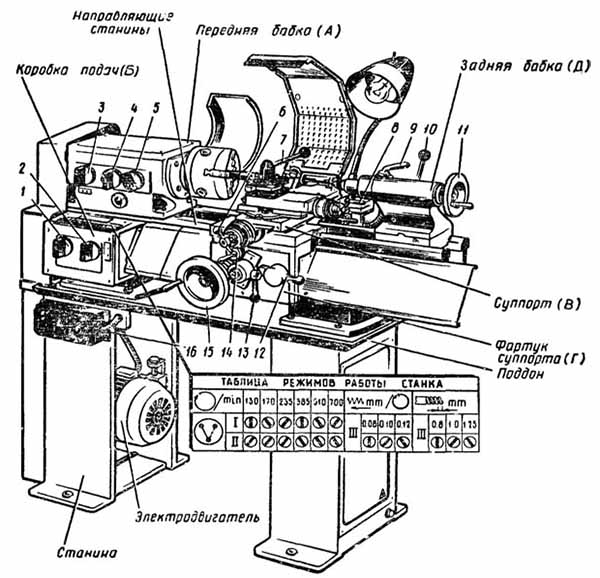
Схема органов управления

Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.

Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.
` 

Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.

Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.

Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.

Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.


Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.

Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Электрическая схема

Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.

Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Кинематическая схема


Преимущества и недостатки
- Небольшой размер.
- Низкое электропотребление.
- Отсутствие сложного технического обслуживания.
- Простота использования.
- Точность работы.
- Универсальность.
Минусы станков модельного ряда тв-6:
- Ограниченный функционал из-за основного предназначения устройства.
- Упрощенная конструкция.
Токарный станок ТВ6 по металлу: описание конструкции, характеристики
Токарно-винторезный станок ТВ-6 стал выпускаться в серийном производстве только с 1980 года ростовским станкостроительным предприятием «КомТез-Плюс». Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.

Основное назначение станка
Данный вид оборудования разработан для проведения обучающей программы по базовым аспектам токарных работ, поэтому у него нет высокотехнологичных режимов. Как правило, его используют для таких стандартных операций, как:
- Высверливание и расточка отверстий.
- Обрезка лишних участков детали.
- Обработка торцевых частей.
- Создание резьбы метрического типа.
- Обточка изделий конусообразной и цилиндрической формы.
Станок ТВ6 или как его еще называют «школьник», применяется только для работы со сталью различной твердости и цветными металлами. Это связано с тем, что при обработке других материалов образуются летучие вещества, которые имеют в составе потенциально опасные включения, способные причинить вред здоровью человека. Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Оборудование обладает достаточно небольшими размерами – 144х47х11 см и весом 300 кг, поэтому он отлично помещается в учебную мастерскую. При этом такие габариты позволяют обеспечить доступ к нему со всех сторон, что немаловажно для полноценной работы. Обработка изделий может производиться в том случае, если ее наибольший диаметр над резцедержателем равен 8 см, а над основанием – 20 см.
Максимальная длина детали, которая помещается в рабочую зону, равняется 35 см, однако участок, подвергающийся обработке, может быть всего 30 см. Не менее важно знать высоту центров станка ТВ-6, расположенных над опорной частью режущего приспособления – 12 мм. Габариты резцедержателя в стандартной комплектации равны 12х12 мм. На основе паспортных данных можно выделить следующие основные параметры:
- Высота центров над направляющими основания – 108 мм.
- Расстояние между патроном и задней бабкой – 350 мм.
- Движение резцедержателя в параллельном направлении на деление лимба — 0,5 мм, в перпендикулярном – 0,025 мм.
- Движение резцедержателя в параллельном направлении на оборот лимба – 30 мм, в перпендикулярном – 2 мм.
- Есть 3 метрических резьбы.
- Скорость вращения в прямом и обратном направлении – 130, 170, 235, 385, 510,700 об/мин.
- Наибольший допустимый диаметр прутка – 12 мм.
- Количество ступеней вращения во всех направлениях – 6.
- Конус Морзе шпинделя — №3.
- Возможность остановки шпинделя – отсутствует.
- Возможность блокировки рукоятей – отсутствует.
- Мощность электрического двигателя – 110 Вт.
Основные функции элементов
Токарный станок в базовой комплектации состоит из станины (основы) и ее направляющих, главного привода (двигателя), суппорта и фартука, передней и задней бабки, поддона, коробки подач.
Передняя бабка необходима для надежного закрепления детали, а также подачи крутящего момента на заготовку. Удержание детали осуществляется в патроне при помощи зажима специальным ключом. Этот элемент расположен в левой части станины и имеет шестерни, придающие вращательную функцию. Также они способны изменять скоростной режим благодаря трем переключателям, расположенным на лицевой части бабки.
Задняя бабка токарно-винторезного станка работает одновременно с передней, однако располагается с правой стороны от основы. Этот элемент обладает теми же функциями, однако в ней отсутствуют сложные механизмы из шестерней и прочего. При этом она может передвигаться по направляющим станины в осевом направлении.
Задняя бабка обеспечивает надежное удержание заготовки именно в вертикальном положении. Если ее убрать из комплектации, заготовка будет испытывать прецессию при вращении, что гарантирует ее неустойчивость. Стоит отметить, что для сверлильных работ бабка является элементом подачи детали на сверло.
Устройство станины и коробки подач
Для токарного станка модели ТВ-6, как и для любых токарно-фрезерных или винторезных агрегатов, станина служит несущей частью или основанием для всех основных элементов механизма. Однако она должна соответствовать определенным параметрам. Ее размеры достаточно компактные, а максимальный вес, который она способна выдержать составляет 600 кг, при этом масса самого станка всего 300 кг.
Функциональная принадлежность коробки подач заключается в своевременном переключении скорости винта и вала. Для проведения такой процедуры есть 2 рычага, которые относятся к каждому элементу соответственно. Также она обеспечивает доступ к шестерням для смазки.
Функции суппорта и его фартука
Фартук суппорта является одним из основных механизмов токарного станка. С его помощью обеспечивается подача режущего инструмента. В его основе лежит элемент, который передвигается перпендикулярно оси обрабатываемой заготовки. Дополнительно на нем установлены суппорт и рукоятки управления движением фартука. На практике работа заключается в следующем:
- при помощи рычагов на фартуке происходит подача резца к телу болванки;
- фартук передвигается параллельно оси заготовки по направляющим станины, осуществляя снятие необходимого слоя материала.
Суппорт в токарно-винторезном станке ТВ-6 является своего рода держателем резца и позволяет подавать режущую кромку перпендикулярно к центру детали. Стоит отметить, что этот элемент работает непрерывно на протяжении всего процесса токарных работ. Если суппорт находится в неисправном состоянии, то это существенно снижает качество обработки. Чтобы продлить его срок службы необходимо все болты туго зажать, исключая возникновение вибрации.
Необходимость направляющих, двигателя и поддона
Полозья станины представляют собой рельсы, по которым передвигается суппортный механизм и задняя бабка токарного станка типа ТВ6. При этом, чем они ровнее, тем выше качество работы. Стоит отметить, что на протяжении всего времени эксплуатации этого оборудования не было замечено случаев неисправности направляющих, так как они обладают большим эксплуатационным сроком.
Поддон выглядит как столешница, которая располагается между станиной и основными элементами станка. Он играет роль сборщика смазочных материалов, которые попадают в него в процессе работы. Электродвигатель расположен между станиной и поддоном и является главным элементом, приводящим в движение все механизмы при помощи ременной передачи.
Чтобы работа осуществлялась максимально качественно, необходимо следить за исправностью всех механизмов. Своевременно проводить смазку составные детали и чистку токарного станка. Также нужно соблюдать правила эксплуатации электрических приборов.
Типы работ на станке
На токарном оборудовании модели ТВ-6 можно проводить следующие виды операций:
1. Обтачивание цилиндрических и конических деталей.
2. Подрезка уступных и торцевых участков.
3. Сверление, развертывание расточку отверстий.
4. Центрование заготовок и нарезка резьбы метчиком.
5. Расточка и обточка фасонных элементов.
В зависимости от длины обрабатываемой детали выбирается обтачивание в патроне или центрах. Если этот показатель превышает радиус изделия в 24 раза, то во избежание прогиба дополнительно устанавливается люнет. Он крепится на фартуке суппорта. Если длина маленькая, то практично использовать патроны с 2,3 и 4 кулачками, которые закрепляют заготовку. Также на станках по металлу существуют типы патронов с гидравлической или пневматической фиксацией. Если требуется подрезка торцевых частей, деталь может устанавливаться в шпиндельной части или задней бабке.
При изготовлении отверстий применяются различные сверлильные, метчиковые, зенкеровочные и разверточные приспособления. Их крепление происходит в заднюю бабку. При закреплении заготовки в патрон проводится передвижение инструмента в ее сторону.
Нюансы при эксплуатации станка
Станок модели ТВ6 согласно инструкции предназначен для обучающих целей. Однако, если работает опытный специалист, то на нем можно выполнять достаточно сложные операции отличного качества. По этой причине и по хорошим техническим параметрам его зачастую приобретают для обработки металлических заготовок в домашних условиях.
В процессе эксплуатации ТВ-6 необходимо следить за уровнем натяжения ремней двигателя и своевременно их регулировать. Это позволит использовать электрический двигатель мощностью 110 Вт и его возможности в полной мере. Для того чтобы провести коррекцию натяжения ремней следует корректировать положение гаек, которые соединяют двигатель и салазки. В среднем показатель натяжки одного ремня должен составлять 10 кг.
Когда при работе на токарно-винторезном станке возникает существенная вибрация шпиндельной части, следует провести затяжку всех гаек в этом узле. Если это не привело к положительному результату, стоит обратить внимание на состояние подшипников опоры шпинделя. При их неисправности потребуется проведение ремонта с применением специализированных инструментов в мастерской. Если в них есть зазор, то необходимо шлифование горцев в компенсационном кольце.
Токарно-винторезный станок модели ТВ-6 может прослужить достаточно долго, если ответственно подходить не только к его эксплуатации, но и техническому обслуживанию. При малейших отклонениях от нормы следует незамедлительно провести ремонтные работы, тогда можно исключить дальнейшие повреждения и неисправности механизмов.
Обзор учебного токарного станка ТВ-6
В 1980-х годах ушедшего столетия начал производиться токарный станок ТВ-6 станкостроительным предприятием КомТех-Плюс в Ростове. Модель пришла на замену устаревшего агрегата ТВ-4 и используется для обучения молодых специалистов в условиях учебных заведений, а поэтому не отличается завышенными характеристиками и позволяет выполнять базовые токарные работы по холодной обработке резанием, среди которых: высверливание отверстий, подрезка торцов, обработка цилиндров и конусов, нарезка метрической резьбы, отрезка.
- Технические характеристики токарного станка ТВ-6
- Передняя и задняя бабки
- Коробка подач и гитара сменных шестерней
- Устройство фартука
- Конструкция суппорта
Технические характеристики токарного станка ТВ-6
Установка отличается небольшим размером, благодаря чему он идеально подходит для размещения в учебных мастерских. Его вес – 300 кг, а габариты составляют 144х47х11 см. Устройство позволяет производить обработку заготовок с максимальным диаметром:
- Над рабочей основой – 200 мм.
- Над резцедержателем – 80 мм.
Длина болванки, которая допустима для работы на устройстве, равняется 350 мм в максимальном значении, в то время, как длина обработки в максимальном значении составляет 300 мм. Согласно паспорту, оборудование обладает и другими основными характеристиками:
- высота центров – 10,8 см;
- расстояние между центрами – 35 см;
- передвижение резцедержателя на деление лимба: осевое – 0,5 мм, перпендикулярное – 0,025 мм;
- передвижение резцедержателя на оборот лимба: осевое – 3 см, перпендикулярное – 2 мм;
- количество резьб – 3 метрических;
- угол поворота резцовой каретки – 45°;
- скорость вращения – 130-170 об/мин;
- скорость вращения в обратном направлении – до 700 об/мин;
- сечение прутка – 12 мм;
- общее количество рабочих ступеней – 6;
- конус Морзе – №3;
- механизм блокировки рукоятей – отсутствует;
- устройство остановки главного вала – отсутствует;
- Мощность главного двигателя – 1,1 кВт.
Передняя и задняя бабки
В конструкции рассматриваемой модели передний узел представляет из себя шестиступенчатую коробку скоростей и поддерживает обрабатываемую болванку, передавая ей вращательный элемент. Передний узел устанавливается горизонтально по линии центров посредством пары фиксационных винтов. В конструкции вала переднего узла имеются два упорных подшипника и один радиальный, на которых он установлен.

На вал коробки скоростей от электрического двигателя передается вращательный элемент посредством ременной передачи. В коробке скоростей вращательный элемент передается на вал со статичными зубчатыми колесами и блоком зубчатых колес через вал и зафиксированную шестерню. Блок-шестерня задействуется только при реверсной подаче.
Болванка, которая укрепляется в трехкулачковом патроне или планшайбе, вращается под воздействием главного вала. Если болванка обрабатывается в центрах, то в главный вал монтируется неподвижный центр.
Направление резцедержателя изменяется благодаря специальному устройству, которое установлено в коробке скоростей. Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Прямое вращение осуществляется, если шестерня находится в левом положении и задействуется блок зубчатых колес. Обратное вращение осуществляется, если шестерня находится в правом положении и задействуется паразитное зубчатое колесо.
Задний узел имеет следующие конструктивные элементы;
- Основа.
- Корпус.
- Фиксационные винты.
- Пиноль.
- Винт-шпонка.
- Маховик, управляющий перемещениями пиноли.
- Рукояти, фиксирующие положение пиноли и заднего узла.
Коробка подач и гитара сменных шестерней
Гитара сменных зубчатых колес (или передаточный механизм) выполняет функцию передачи элемента вращения от главного вала к коробке подач. Гитара состоит из кронштейна, на котором установлены зубчатые колеса. Гитара характеризуется передаточным отношением i = 24/60 * 40/64 = ¼, которое является постоянным для данной модели, поскольку сменные зубчатые колеса не включены в комплектацию оборудования.
Коробка подач, которая приводится в действие через гитару сменных зубчатых колес, имеет следующие составляющие:
- два вала;
- пять зубчатых колес, имеющих различные параметры;
- блок-шестерня;
- ходовой валик;
- муфта;
- круглая гайка;
- рукоять переключения;
- сливная пробка.
На лицевой стороне коробки расположена рукоять, положение которой определяет параметры резьбы. При повороте рукояти в одно из трех позиций блок-шестерня перемещается по шлицам и зацепляется с другими шестернями.
Другая рукоять, расположенная на панели коробки, осуществляет запуск ходового валика и винта. Учебная модель имеет систему безопасности, которая присуща промышленному оборудованию, не позволяющую осуществлять одновременный запуск ходового валика и винта.
Посредством специальных фитилей масло подается из специального корыта, благодаря чему обеспечивается смазка всех элементов коробки подач.
Устройство фартука
Фартук служит для осевой подачи резцедержателя от ходового винта и валика механическим способом и осевой подачи, осуществляющейся вручную. Вращение маховика, расположенного на вал-шестерне и зацепляющегося с зубчатым колесом, которое расположено на валике реечного зубчатого колеса, осуществляет ручную подачу. Реечная шестерня сцепляется с зубчатой рейкой, которая жестко зафиксирована на станине.
Червяк, который соединен скользящей шпонкой с валиком, отвечает за механическую подачу. Червяк заставляет вращаться червячную шестеренку, откуда элемент вращения передается на реечное зубчатое колесо через кулачковую муфту и шестерни.
Поворотом рукояти производится запуск кулачковой муфты и, следовательно, механической подачи. Другая рукоять, которая соединяет маточную гайку и ходовой винт, при повороте вниз осуществляет механическую подачу.
Конструктивными особенностями узла предусмотрена система безопасности, которая предотвращает запуск механической подачи и маточной гайки одновременно.
Важные элементы фартука:
- Четыре зубчатых колеса (червячные и реечные).
- Рукояти управления.
- Маховик.
- Маточная гайка.
- Ходовой валик осевой подачи резцедержателя.
- Вал.
Конструкция суппорта
Суппорт отвечает за установку резцов и их перемещение в процессе работы агрегата и состоит из четырех кареток:
- каретка 1 осуществляет передвижение по направляющим основы агрегата в осевом направлении;
- каретка 2 располагается на первой каретке и перемещается по ее направляющим в перпендикулярном направлении;
- каретка 3 установлена на второй каретке и является поворотной;
- каретка 4 с расположенным на ней приспособлением для установки резцов передвигается по направляющим третьей каретки в осевом направлении.
Посредством рукояти и болта на четвертой каретке устанавливается механизм фиксации резцов, который отжимается вверх при отворачивании рукояти. Положение механизма устанавливается опорным штифтом. Конструкция резцедержателя позволяет одновременно устанавливать до 4 резцов, которые крепятся болтами.
Видео: токарный станок ТВ-6.

