
Угловые Двухсторонние Фрезы по Металлу ГОСТ Р 50181-92
Фреза угловая
Содержание: Скрыть Открыть
- Конструкция и применение
- Особенности работы
- ГОСТ

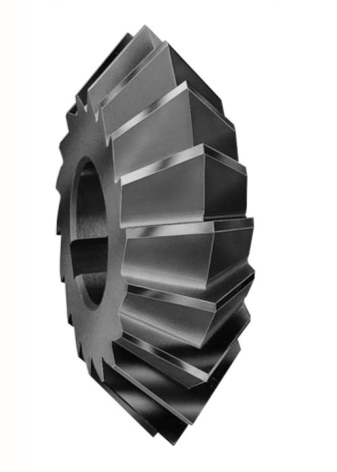
Угловые фрезы – это разновидность дискового инструмента, характеризуемая наличием угла наклона режущей кромки относительно горизонтальной оси. Благодаря расположению зубьев угловая фреза может быть использована для обработки наклонных поверхностей и угловых выемок, получила широкое применение в современной обработке металлов резанием.
Конструкция и применение
Фрезы угловые применяются в машиностроении и других отраслях для обработки наклонных и угловых поверхностей, в частности для нарезания стружечных углублений в инструментальном производстве. Также они применяются для нарезания стружечных и винтовых канавок, угловых пазов, скосов и других выемок.

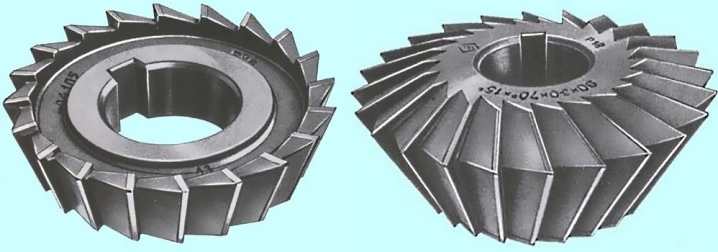
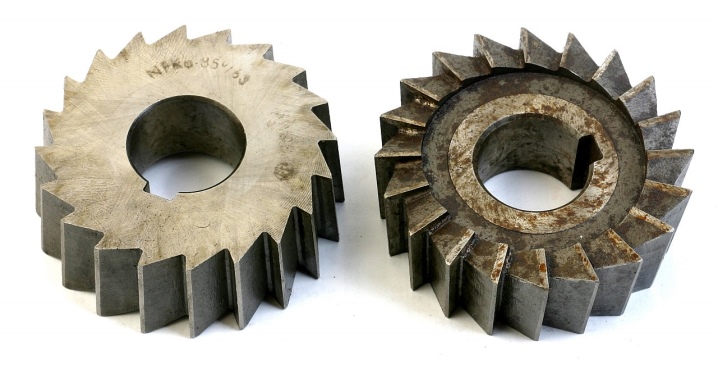
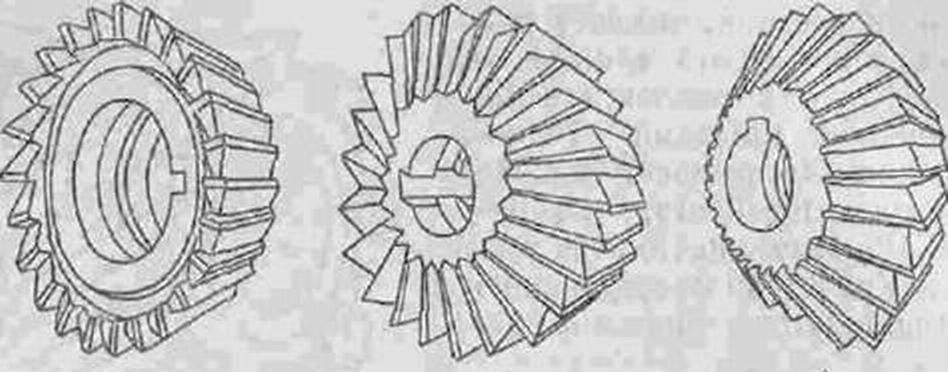
В зависимости от конфигурации зубьев фрезы подразделяются на одно- и двухугловых. В одноугловых длина режущей кромки равняется длине зуба, в двухугловых она представляет собой верхнюю часть конуса образуемого двумя углами зуба. Преимуществом двухугловой конфигурации зуба является более плавная работа инструмента, но при этом возникают сложности при обработке прямых канавок.

На рисунке слева одноугловые фрезы, справа – двухугловые.
В зависимости от типа и угла зуба фрезы подразделяются на:
- Одноугловые имеющие угол при вершине от 55 до 90°. Фрезы имеют шаг 5° и применяются для обработки прямых стружечных канавок.
- Одноугловые имеющие с углом при вершине 18, 22, 25 и 30°. Данный тип фрез применяется для нарезки прямых канавок у затылованных инструментов.
- Двухугловые с углами при вершине от 55 до 100° с шагом 5° и от 15 до 25°. Используются для обработки винтовых стружечных канавок.
- Двухугловые симметричные с углом при вершине 18, 22, 25 и 30°. Используются для обработки винтовых стружечных канавок у затылованных инструментов.

Особенности работы
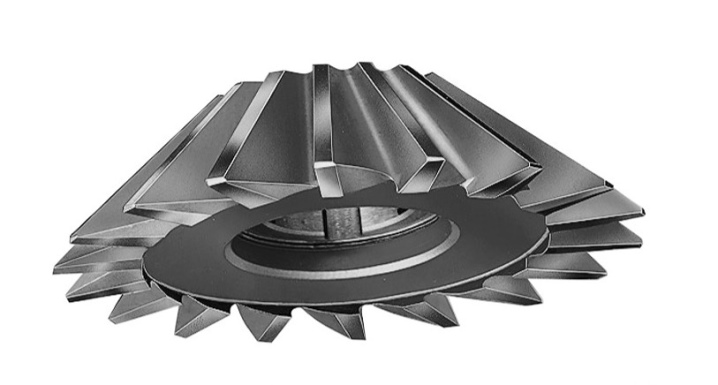
В процессе резания одноугловым инструментом возникает значительное осевое усилие из-за того, что съём металла производится в основном рабочими кромками, расположенными на конической поверхности. Значительно ниже осевые усилия у двухугловых фрез благодаря работе двух смежных угловых кромок. Полная компенсация осевых усилий реза возникает при работе симметричных двухугловых фрез благодаря взаимному уравновешиванию. Небольшой инструмент имеет концевое исполнение с коническим или цилиндрическим хвостовиком.
Толщина съёма металла в процессе обработки зависит от длины кромки. Наибольший срез имеется на вершине зуба и снижается при удалении вдоль режущей части, при уменьшении радиуса. Из-за этого часть кромки расположенная у малого торца фрезы срезает незначительную толщину, соизмеримую с радиусом закругления. Из-за этого ухудшается процесс реза, происходит нагрев в зоне контакта и быстрый износ.
Для обеспечения нормальных условий эксплуатации вдвое уменьшается количество режущих зубьев для фрез малых диаметров. Ещё одна причина для уменьшения количества рабочих кромок – это сложности с выбором количества зубьев. В центре фрезы часто сложно разместить тоже самое количество зубьев, что и на вершине из-за значительной разницы в окружных шагах при максимальном и минимальном диаметре инструмента. Вершины фрез закругляются при изготовлении во избежание ускоренного износа.
Размеры угловых двухсторонних фрез регулирует ГОСТ Р 50181-92. Параметры одноуглового инструмента определяют технические условия ТУ 2-035-526-76.
Угловые Двухсторонние Фрезы по Металлу ГОСТ Р 50181-92
Фреза угловая по металлу для снятия фасок активно используется в промышленности. Относится к инструментам дискового типа. Отличительная особенность – угол наклона рабочей поверхности. Он размещается относительно горизонтальной оси, что увеличивает площадь обрабатываемой поверхности.
Фрезы по металлу угловые, купить которые можно в интернете, используется для обработки поверхностей, которые располагаются под определенным углом относительной уровня горизонта. Широко применяется на производственных предприятиях, которые занимаются ремонтном и изготовлением металлических изделий.
Угловые фрезы по металлу ГОСТ используются для обработки стали и чугуна различной степени плотности и твердости. Применяется на станках, что позволяет автоматизировать процесс обработки металлических изделий.
Конструкция
Фрезы по металлу одна угловая применяется в сфере машиностроения. Также они востребованы в других областях промышленности, где необходимо обрабатывать поверхности, располагающиеся под углом. Требуется для создания вырезов и углублений в металлических изделиях. Используются для создания различных выемок, вырезок, для создания канавок и других типов углублений.
Угловые фрезы по металлу, размеры которых зависят от сферы применения, представляют собой диск конусной формы. Рабочая поверхность выглядит в виде зубчиков, которые располагаются друг против друга. Такая конструкция позволяет увеличить радиус обрабатываемой поверхности.
Данная конфигурация оборудования характеризуется более простой и чистой обработкой металлов. При этом могут возникнуть сложности при создании канавок.
Разновидности
Выделят такие типы двухсторонних фрез:
угловая фреза по металлу 60 градусов – применяются для обработки канавок стружечного типа;
фреза по металлу 45 градусов – используются для обработки канавок в инструментах особого назначения.
Применение
Изделие используется для:
обработки поверхностей под углом на производствах по машиностроению;
нарезки углублений в металлах типа стали или чугуна;
создания канавок стружечного или винтового типа;
обработки пазов и разных выемок.
Рабочие зубчики обеспечивают большую площадь обработки, так как они размещаются на противоположных сторонах. Это уравновешивает силу трения с обеих сторон. Толщина съема и другие характеристики фрез зависят от эксплуатационных характеристик.
Угловые Двухсторонние Фрезы по Металлу ГОСТ Р 50181-92
- Главная страница
- Читать «Attek journal»
- Учебный центр
- Охрана труда
- Проведение СОУТ
- Производственный контроль
- Аудит по охране труда
- Сертификация технологических процессов
- Оценка профрисков
- О компании
- Партнерство
- Вакансии
- Лицензии
- Клиенты
- Проекты
- Отзывы
© 1995 — 2020
«ЦЕНТР АТТЕСТАЦИИ И ЭКСПЕРТИЗЫ»
Сертификация ТР ТС; подтверждение соответствия; специальная оценка условий труда;аттестация рабочих мест; повышение квалификации; промышленная безопасность.
База ГОСТов РФ
ГОСТ Р 50181-92. Фрезы угловые двухсторонние. Размеры
Настоящий стандарт распространяется на двусторонние фрезы диаметром от 50 до 100 мм, предназначенные для обработки пазов с углами 45 град., 60 град. и 90 град.
| Название на англ.: | Double equal angle cutters. Dimensions |
| Тип документа: | стандарт |
| Статус документа: | действующий |
| Число страниц: | 4 |
| Дата актуализации текста: | 01.08.2013 |
| Дата актуализации описания: | 01.08.2013 |
| Дата издания: | 01.07.1994 |
| Дата введения в действие: | 01.01.1994 |
| Дата последнего изменения: | 22.05.2013 |
| Переиздание: | переиздание |
- Главная
- FAQ
- Развлечения
- База ГОСТов РФ
- База кодов ТН ВЭД
- База кодов ОКП
- База кодов МКТУ
- База кодов ОКВЭД2
- База кодов ОКПд2
- Заказать звонок
- Заказать сертификат
- Консультация специалиста
- Законодательство
- Азбука сертификации
- Лицензирование в России
- Виды сертификации
- Контакты


©2009-2020 ПРОГОСТ. Все права защищены. Запрещено использование любой информации с сайта в коммерческих или иных целях.
Фрезы
 Фрезы – металлорежущий инструмент, предназначенный для обработки плоских и фасонных поверхностей, пазов, нарезания зубьев и резьбы, и т.д.
Фрезы – металлорежущий инструмент, предназначенный для обработки плоских и фасонных поверхностей, пазов, нарезания зубьев и резьбы, и т.д.
Виды фрез в продаже:
- Фрезы дисковые:
- ГОСТ 5808-77 двусторонние и трехсторонние со вставными ножами, оснащенными твердым сплавом
- ГОСТ 6469-69 двусторонние со вставными ножами, оснащенными твердым сплавом
- ГОСТ 16229-81 двухсторонние со вставными ножами из быстрорежущей стали для обработки легких сплавов
- ГОСТ 28281-89 для нарезания зубьев звездочек к приводным роликовым и втулочным цепям
- ГОСТ 13838-68 зуборезные мелкомодульные
- ГОСТ 3964-69 пазовые
- ГОСТ 28438-90 с механическим креплением многогранных твердосплавных пластин
- ГОСТ 16227-81 трехсторонние с разнонаправленными зубьями для легких сплавов
- ГОСТ 16228-81 трехсторонние со вставными ножами из быстрорежущей стали для легких сплавов
- ГОСТ 5348-69 трехсторонние со вставными ножами, оснащенными твердым сплавом
- ГОСТ 28527-90 трехсторонние
- Фрезы для обработки пазов типа «ласточкин хвост» ГОСТ 29118-91
- Фрезы для обработки Т-образных пазов ГОСТ 7063-72
- Фрезы концевые ГОСТ 17024-82 :
- ГОСТ 16226-81 двузубые с резьбовым хвостовиком для легких сплавов
- ГОСТ 20536-75 диаметром от 10 до 20 мм с цилиндрическим хвостовиком, оснащенные винтовыми твердосплавными пластинами
- ГОСТ 20537-75 диаметром от 12,5 до 50 мм с коническим хвостовиком, оснащенные винтовыми твердосплавными пластинами
- ГОСТ 23248-78 для обработки деталей из высокопрочных сталей и титановых сплавов на станках с программным управлением
- ГОСТ 23249-78 для обработки деталей из высокопрочных сталей, титановых и легких сплавов на станках с программным управлением
- ГОСТ 23247-78 для обработки деталей из легких сплавов на станках с программным управлением
- ГОСТ 16225-81 для обработки легких сплавов
- ГОСТ 29129-91 с цилиндрическим хвостовиком для обработки штампов
- ГОСТ 18943-73; ГОСТ 18938-73 конические твердосплавные удлиненные для труднообрабатываемых сталей и сплавов
- ГОСТ 15086-69 обдирочные с коническими хвостовиками
- ГОСТ 16231-81 радиусные с коническим хвостовиком для обработки легких сплавов
- ГОСТ 20534-75 с коническим хвостовиком, оснащенные твердосплавными коронками
- ГОСТ 17026-71 с коническим хвостовиком
- ГОСТ 28435-90; ГОСТ 28436-90 с механическим креплением многогранных твердосплавных пластин
- ГОСТ 20533-75 с цилиндрическим хвостовиком, оснащенные твердосплавными коронками
- ГОСТ 17025-71 с цилиндрическим хвостовиком
- ГОСТ 18939-73 сферические грушевидные твердосплавные удлиненные для труднообрабатываемых сталей и сплавов
- ГОСТ 18934-73 сферические грушевидные твердосплавные цельные для труднообрабатываемых сталей и сплавов
- ГОСТ 18940-73 сферические эллипсовидные твердосплавные удлиненные для труднообрабатываемых сталей и сплавов
- ГОСТ 18935-73 сферические эллипсовидные твердосплавные цельные для труднообрабатываемых сталей и сплавов
- ГОСТ 18945-73; ГОСТ 18944-73 сферические эллипсовидные, оснащенные коронками из твердого сплава, для труднообрабатываемых сталей и сплавов
- ГОСТ 18949-73 сферические, цилиндрические и конические твердосплавные для труднообрабатываемых сталей и сплавов
- ГОСТ 18947-73 сфероконические, оснащенные коронками из твердого сплава, для труднообрабатываемых сталей и сплавов
- ГОСТ 18941-73 сфероцилиндрические твердосплавные удлиненные для труднообрабатываемых сталей и сплавов
- ГОСТ 18936-73 сфероцилиндрические твердосплавные цельные для труднообрабатываемых сталей и сплавов
- ГОСТ 18946-73 сфероцилиндрические, оснащенные коронками из твердого сплава, для труднообрабатываемых сталей и сплавов
- ГОСТ 18372-73 твердосплавные
- ГОСТ 20538-75 удлиненные диаметром от 20 до 50 мм с коническим хвостовиком, оснащенные винтовыми твердосплавными пластинами
- ГОСТ 18942-73 цилиндрические твердосплавные удлиненные для труднообрабатываемых сталей и сплавов
- ГОСТ 18937-73 цилиндрические твердосплавные цельные для труднообрабатываемых сталей и сплавов
- ГОСТ 18948-73 цилиндрические, оснащенные коронками из твердого сплава, для труднообрабатываемых сталей и сплавов
- ГОСТ 24637-81 оснащенные винтовыми твердосплавными пластинами, для обработки деталей из высокопрочных сталей и титановых сплавов на станках с программным управлением
- ГОСТ 20539-75 оснащенные твердосплавными коронками и винтовыми пластинами
- Фрезы насадные:
- ГОСТ 28719-90 торцово-цилиндрические с винтовыми зубьями со сменными твердосплавными пластинами
- Фрезы отрезные:
- ГОСТ 16230-81 для обработки легких сплавов
- Фрезы пазовые затылованные ГОСТ 8543-71
- Фрезы прорезные и отрезные ГОСТ 2679-93
- Фрезы резьбовые гребенчатые ГОСТ 1336-77
- Фрезы с напаянными твердосплавными пластинами для обработки Т-образных пазов ГОСТ 10673-75
- Фрезы сегментные для разрезки пластмасс типов текстолит и гетинакс ГОСТ 20319-74
- Фрезы торцовые :
- ГОСТ 22088-76 концевые с механическим креплением круглых твердосплавных пластин
- ГОСТ 22087-76 концевые с механическим креплением пятигранных твердосплавных пластин
- ГОСТ 16222-81 насадные для обработки легких сплавов
- ГОСТ 9473-80 насадные мелкозубые со вставными ножами, оснащенными пластинами из твердого сплава
- ГОСТ 24360-80 насадные со вставными ножами оснащенными пластинами из твердого сплава
- ГОСТ 16223-81 насадные со вставными ножами с твердосплавными пластинами для обработки легких сплавов
- ГОСТ 24359-80 насадные со вставными ножами, оснащенными пластинами из твердого сплава
- ГОСТ 9304-6 9; ГОСТ 27066-86 насадные
- ГОСТ 26596-91 нерегулируемые с клиновым креплением многогранных твердосплавных пластин
- ГОСТ 26595-85 с механическим креплением многогранных пластин
- Фрезы угловые двухсторонние ГОСТ Р 50181-92
- Фрезы фасонные полукруглые выпуклые, вогнутые и радиусные ГОСТ 9305-93
- Фрезы цельные торцовые, насадные, дисковые трехсторонние и дисковые пазовые ГОСТ 1695-80
- Фрезы цилиндрические ГОСТ 29092-91
- Фрезы червячные:
- ГОСТ 8027-86 для шлицевых валов с прямобочным профилем
- ГОСТ 10331-81 мелкомодульные для цилиндрических зубчатых колес с эвольвентным профилем
- ГОСТ 15127-83 цельные для нарезания зубьев звездочек к приводным роликовым и втулочным цепям
- ГОСТ 6637-80 чистовые для шлицевых валов с эвольвентным профилем
- ГОСТ 9324-80 чистовые однозаходные для цилиндрических зубчатых колес с эвольвентным профилем
- Фрезы шпоночные:
- ГОСТ 16463-80 цельные твердосплавные
- ГОСТ 6396-78 оснащенные твердосплавными пластинами
- ГОСТ 9140-78
Выбираем угловые фрезы

- Характеристика
- Виды
- Назначение
- Выбор
- Эксплуатация
Выбирать угловые фрезы приходится достаточно часто. Эти приспособления могут быть предназначены для сращивания и скругления углов, для работ по металлу и по дереву. Придётся изучить соответствующие нормы ГОСТ, чтобы подбирать фрезы 45, 55 и 90 градусов и другие по всем правилам.

Характеристика
Угловая фреза — это одна из категорий дискового инструмента. Важная особенность таких приспособлений состоит в том, что режущая кромка наклонена по отношению к оси горизонтальной плоскости. Аппарат позволяет обрабатывать наклонные участки и угловые зоны. Производство и технический контроль выпущенных угловых фрез производятся согласно ГОСТ Р 50181-92 от 1992 года.
Там указаны основные размеры конструкций, которые должны соблюдаться в той или иной модификации; насадные версии закрепляются целиком на используемом оборудовании, а более мелкие изделия обычно оснащаются хвостовиками.

С самого начала нужно чётко разделить угловые фрезы на одноугловую и двухугловую категории. В первом случае режущая кромка по протяжённости совпадает с рабочим зубом. Во втором режущая грань оказывается верхом конуса, а сам конус образуется двумя углами зубца. Двухугловая конструкция может работать более плавно, однако её труднее применять на прямых канавках.

Большое значение имеет и конкретный угол. Так, одноугловые с величиной от 55 до 90 градусов — а в эту категорию относятся и изделия на 60 градусов — имеют рабочую градацию 5°. С помощью такой оснастки можно обрабатывать прямые стружечные канавки.
Другая вариация, вроде бы, тоже одноугловая, но с углом при вершине 18°, 30°, 22° или 25°. Подобное решение оптимально, если требуется прорезать прямую канавку, но уже не стружечного типа, а на затылованном инструменте.

Ещё один довольно часто встречающийся формат — двухугловое приспособление, угол при вершине которого колеблется от 55 до 100 градусов. Обычно есть подвиды с величиной шага 5, 15-25 градусов. Эти конструкции применяют, чтоб получать винтовые канавки стружечного типа.

Отдельно стоит упомянуть модели двухгловых симметричных фрез с вершинным углом от 18 до 30 градусов. Они также работают со стружечно-винтовыми канавками, но только на затылованном инструменте. Односторонние приспособления способны работать лишь при кручении в одну сторону.
А двусторонние, соответственно, могут вращаться сразу в обоих направлениях без смены инструмента.

Но у двустороннего варианта есть ряд проблем:
зуб недостаточно крепок;
в процессе заточки его профиль меняется;
трудно обрабатывать изделие на большую глубину.
Инструмент может оборудоваться хвостовиками цилиндрической формы либо выполненными в виде конуса. Соответствующие стандарту угловые фрезы могут иметь длину (в мм):

Есть и ещё одна градация — по типу исполнения. Так, монолитные – они же цельнометаллические – фрезы полностью вырабатываются из одного куска металла. В спаянных коронками конструкциях сначала отбираются наконечники, а затем их припаивают к основанию; такие модели очень разнообразны, и даже перечислить все основные подтипы нельзя. Отдельно стоят модификации для предварительной обработки — они способны снять сразу большой объём металла, а вот для тонких манипуляций непригодны. У финишных фрез зубья мельче и не рассчитаны на столь глубокое проникновение в материал.

Назначение
Довольно широко встречаются угловые фрезы по дереву. В основном их применяют для сращивания заготовок и их частей между собой. Подобные конструкции выпускают многие российские и даже иностранные предприятия. Ключевой критерий — размер обрабатываемых изделий. Но фрезы могут быть предназначены и для работ по металлу.

Такие модели обрабатывают уголки и поверхности с неровным рельефом. Отдельная важная операция — снятие фаски прямоугольного формата. Ещё их использование позволяет готовить стружечные желобки. Так как режущие кромки наклоняют, подход к резанию может быть почти в любой плоскости.
Возвращаясь к фрезерованию по дереву, полезно упомянуть, что оно пригодно не только для соединения, но и для скругления углов.
Выбор
На рынке представлено большое разнообразие фрезеровочного инструмента углового формата. Перетачивание по передней поверхности используется, если очень критична выдержка точного профиля. Он должен сохраняться в неизменном виде при любой заточке. Такие изделия позволяют:
фрезеровать миниатюрный шип;
обрабатывать древесный погонаж;
получать заготовки для окон и багет;
делать шканты, профиль, контрпрофиль для дверного производства.

Заточка по задней поверхности нужна для работы с менее точным инструментом. Тут уже профиль может изменяться, хотя и в ограниченных пределах. С помощью подобных приспособлений можно получать профильный погонаж и улучшать его поверхности, обрабатывать конструкционный брус. Выбирая фрезу для определённой технологической манипуляции, требуется учитывать:
вид обрабатываемых материалов (даже древесина бывает разная);
способ закрепления конструкции на шпинделе;
вид основного станка;
величину объёмов производства;
уровень подготовки персонала;
культуру производства на предприятии;

Эксплуатация
Инструментальную сталь применяют для работы с мягкой древесиной и древесными материалами низкой плотности. Чем острее лезвие, тем лучше оно преодолевает такие волокна. В итоге общая нагрузка на станок уменьшается. Твёрдосплавные фрезы советуют применять для работ с более прочной древесиной. Плитные древесные материалы обрабатывают режущим инструментом с алмазным напылением, особенно это важно для слоёных пластиков и бакелизированной фанеры. Настройка станка с угловой фрезой не может быть сведена к общей заточке только режущей части.

Критически важна правильная скорость перемещения. Она зависит не только от обрабатываемого вещества, но и от типа производственного оборудования. Ещё крайне значимо крепление резака на шпиндель. При ошибках в этом деле может возникать неправомерно большая нагрузка на отдельные части, в то время как другие части не используются.
Термический зажим, гидрозажим и использование патронов HSK (в зависимости от типа приспособления) намного предпочтительнее применения гаек и цанг.
Чтобы настроить фрезу, следует аккуратно отрегулировать её вылет по вертикали. Также следует контролировать расположение направляющей линейки. Точка симметрии профиля должна находиться выше стола. Оптимальное возвышение — 50% толщины заготовки. Таково же идеальное расстояние до параллельного упора; дополнительный уточняющий ориентир — место схождения конуса кромки и диагонали «зигзага».
ФРЕЗЫ УГЛОВЫЕ ГОСТ
ФРЕЗЫ УГЛОВЫЕ ГОСТ
Фреза – это режущий инструмент, который имеет одно или несколько зубьев. В зависимости от особенностей конструкции и жесткости материала, из которого сделана режущая кромка, фрезы применяются для обработки металлов, пластиков и древесины. Инструмент закрепляется в станках, обеспечивающих его быстрое вращение, что необходимо для обработки заготовок.
Угловые фрезы
Угловой тип предназначен для врезания в металл и создания наклонных поверхностей. С его помощью можно формировать такую выборку как ласточкин хвост. Данный инструмент позволяет делать круги, а также фигурные и продольные канавки на различных металлических поверхностях. Широкая часть режущей кромки может быть как внизу, так и вверху, что позволяет формировать нужное направление угла выборки в заготовке. Непосредственно уровень наклона режущей кромки и ее высота бывают различными и подбираются в зависимости от того, какую заготовку нужно получить.
Угловые фрезы – это разновидность дискового инструмента, характеризуемая наличием угла наклона режущей кромки относительно горизонтальной оси. Благодаря расположению зубьев угловая фреза может быть использована для обработки наклонных поверхностей и угловых выемок, получила широкое применение в современной обработке металлов резанием.
Фрезы угловые применяются в машиностроении и других отраслях для обработки наклонных и угловых поверхностей, в частности для нарезания стружечных углублений в инструментальном производстве. Также они применяются для нарезания стружечных и винтовых канавок, угловых пазов, скосов и других выемок.
В зависимости от конфигурации зубьев фрезы подразделяются на одно- и двухугловых. В одноугловых длина режущей кромки равняется длине зуба, в двухугловых она представляет собой верхнюю часть конуса образуемого двумя углами зуба. Преимуществом двухугловой конфигурации зуба является более плавная работа инструмента, но при этом возникают сложности при обработке прямых канавок.

На рисунке слева одноугловые фрезы, справа – двухугловые.
В зависимости от типа и угла зуба фрезы подразделяются на:
- Одноугловые имеющие угол при вершине от 55 до 90°. Фрезы имеют шаг 5° и применяются для обработки прямых стружечных канавок.
- Одноугловые имеющие с углом при вершине 18, 22, 25 и 30°. Данный тип фрез применяется для нарезки прямых канавок у затылованных инструментов.
- Двухугловые с углами при вершине от 55 до 100° с шагом 5° и от 15 до 25°. Используются для обработки винтовых стружечных канавок.
- Двухугловые симметричные с углом при вершине 18, 22, 25 и 30°. Используются для обработки винтовых стружечных канавок у затылованных инструментов.
Особенности работы
В процессе резания одноугловым инструментом возникает значительное осевое усилие из-за того, что съём металла производится в основном рабочими кромками, расположенными на конической поверхности. Значительно ниже осевые усилия у двухугловых фрез благодаря работе двух смежных угловых кромок. Полная компенсация осевых усилий реза возникает при работе симметричных двухугловых фрез благодаря взаимному уравновешиванию. Небольшой инструмент имеет концевое исполнение с коническим или цилиндрическим хвостовиком.
Толщина съёма металла в процессе обработки зависит от длины кромки. Наибольший срез имеется на вершине зуба и снижается при удалении вдоль режущей части, при уменьшении радиуса. Из-за этого часть кромки расположенная у малого торца фрезы срезает незначительную толщину, соизмеримую с радиусом закругления. Из-за этого ухудшается процесс реза, происходит нагрев в зоне контакта и быстрый износ.
Для обеспечения нормальных условий эксплуатации вдвое уменьшается количество режущих зубьев для фрез малых диаметров. Ещё одна причина для уменьшения количества рабочих кромок – это сложности с выбором количества зубьев. В центре фрезы часто сложно разместить тоже самое количество зубьев, что и на вершине из-за значительной разницы в окружных шагах при максимальном и минимальном диаметре инструмента. Вершины фрез закругляются при изготовлении во избежание ускоренного износа.
ГОСТ 9305-2014 (ISO 3860:2011) ФРЕЗЫ ФАСОННЫЕ ПОЛУКРУГЛЫЕ ВЫПУКЛЫЕ, ВОГНУТЫЕ И РАДИУСНЫЕ. ТЕХНИЧЕСКИЕ УСЛОВИЯ
Добавил: Богдан Кривошея
Дата: [13.12.2019]
ГОСТ 9305-2014 (ISO 3860:2011) ФРЕЗЫ ФАСОННЫЕ ПОЛУКРУГЛЫЕ ВЫПУКЛЫЕ, ВОГНУТЫЕ И РАДИУСНЫЕ. ТЕХНИЧЕСКИЕ УСЛОВИЯ
Profile convex, concave milling and corner rounding cutters. Specifications
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 Подготовлен Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 Внесен Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 Принят Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. N 536-ст межгосударственный стандарт ГОСТ 9305-2014 (ISO 3860:2011) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 3860:2011 Bore cutters with key drive — Form milling cutters with constant profile (Фрезы насадные со шпоночным пазом. Фрезы фасонные с постоянным профилем зубьев) путем внесения дополнительных положений.
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC 29 «Инструмент», подкомитетом SC 2 «Высокоскоростные режущие стальные инструменты и приспособления к ним» Международной организации по стандартизации (ISO).
Дополнительные положения приведены в разделах 4-6, подразделе 3.2, пунктах 3.1.2, 3.1.3, 3.1.4 и заключены в рамки из тонких линий. Дополнительные фразы, слова, показатели и их значения внесены в текст стандарта и выделены полужирным курсивом. Дополнительные требования введены для возможности изготовления фрез на предприятии.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты.
Ссылки на международные стандарты, которые не приняты в качестве межгосударственных стандартов, заменены в разделе «Нормативные ссылки» и тексте стандарта ссылками на соответствующие межгосударственные стандарты.
Перечень технических отклонений с разъяснением причин их внесения приведен в приложении ДА.
Наименование настоящего стандарта изменено относительно наименования международного стандарта в связи с особенностями построения межгосударственной системы стандартизации.
Перевод с английского языка (en).
Официальный экземпляр международного стандарта, на основе которого разработан настоящий межгосударственный стандарт, имеется в Федеральном агентстве по техническому регулированию и метрологии.
Степень соответствия — модифицированная (MOD)
6 Взамен ГОСТ 9305-93
1 Область применения
Настоящий стандарт распространяется на фасонные фрезы, предназначенные для фрезерования полукруглых пазов, выступов и для закругления углов в изделиях из конструкционных сталей.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9472-90 (ИСО 240-75) Крепление инструментов на оправках. Типы и размеры
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 30893.1-2002 (ИСО 2768-1-89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
ГОСТ 30893.2-2002 (ИСО 2768-2-89) Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Типы и основные размеры
3.1.1 Фрезы следует изготовлять трех типов:
1 — полукруглые выпуклые;
2 — полукруглые вогнутые;
3.1.2 Основные размеры фрез типа 1 должны соответствовать указанным на рисунке 1 и в таблице 1.
Угловые фрезы по металлу
Угловые фрезы по металлу оптом
Фреза угловая является разновидностью дисковых фрез. Режущая часть выполнена в форме конуса с остроконечными зубьями. Предназначена для обработки угловых пазов, наклонных плоскостей и фасок на металлических и стальных деталях. Используется на всех типах фрезерных станков.
Фрезы угловые по металлу широко применяются для фрезерования стружечных канавок на инструментальных производствах. При обработке наклонных плоскостей, фреза дисковая угловая обеспечивает необходимый угол наклона за счёт собственной формы. В отличие от других способов обработки, нет необходимости поворачивать шпиндель или саму заготовку, что значительно упрощает работу.
Фрезы угловые в наличии и под заказ
Компания Metall Gears предлагает дисковые фрезы угловые оптом и в розницу, в наличии и под заказ. В ассортименте инструменты различных типоразмеров от российских и зарубежных производителей:
Hoffmann (Германия);
Белгород;
Волгоград;
Москва;
Нижний Новгород;
Томск,
Крижач и др.
Мы предлагает клиентам индивидуальные условия сделок. Возможны поставки крупных партий в короткие сроки. Работаем с заводами напрямую, потому предлагаем низкие и очень низкие цены.
Если вам нужны фрезы угловые нестандартного размера, мы организуем изготовление инструмента под заказ на одном из заводов-производителей.
Интересует угловая дисковая фреза: наличие, прайс-листы, сроки поставок? Спрашивайте у наших менеджеров по телефону, по почте или он-лайн!
Как выбирать угловые фрезы?
Различают одно- и двухугловые угловые фрезы. Одноугловая фреза оснащена режущими кромками на торце и конической поверхности. Её используются для фрезерования прямых канавок.
Двухугловая фреза угловая (другое название — двусторонняя) состоит из двух смежных конических поверхностей с режущими кромками. По геометрии и назначению различают двухугловые фрезы:
- симметричные, служат для фрезерования фасонных канавок;
- несимметричные, с их помощью обрабатывают прямые и винтовые пазы.
Существует также фреза угловая «ласточкин хвост». Она предназначена для обработки пазов типа «ласточкин хвост». Подбирается по углу режущей части в соответствии с углом канавки.
Критериями выбора угловой дисковой фрезы являются:
- диаметр инструмента;
- ширина;
- посадка;
- размер зубьев;
- угол наклона граней;
- симметричность/несимметричность двухсторонних фрез.
Согласно стандартам, на производствах выпускаются симметричные двухсторонние фрезы угловые (ГОСТ Р 50181) для обработки канавок с углами 45-90 градусов. Данный стандарт соответствует международному стандарту ИСО 6108-78. Несимметричные двухугловые фрезы изготавливаются по ТУ 2-035-526-76, одногуловые — по ТУ 2-035-526-76.
Нужна фреза угловая, но не знаете, какую выбрать? Спросите у наших специалистов!

