
Управление техническими системами Задание №З-201.04 — станок 16К20Ф3
Токарно-винторезный станок 16К20Ф3
Применение
Для обработки различных деталей на промышленных предприятиях широко используются токарные станки 16К20ФЗ, которые имеют необходимые технические характеристики. Производство данного типа оборудования было организовано на московском станкостроительном заводе «Красный пролетарий» в 1970-х годах, которое поставлялось во многие регионы страны.

Устройство и принцип работы
Станок токарный 16К20ФЗ используется для работ, осуществляемых при обработке внутренних и внешних поверхностей изделий по заранее установленной программе. В основном производится отделка изделий с габаритами внутренней поверхности не превышающими — 100 см, наружной — 40 см.
Конструкция и кинематическая схема токарного станка 16К20ФЗ выполнена по традиционной компоновке соответствующей универсальным нормам и имеющая характеристики допускающие, производить широкий перечень операций. Оборудование состоит из агрегатов и механизмов:
- основания;
- станины;
- каретки суппорта;
- поворотного резцедержателя;
- задней бабки;
- направляющих;
- коробки передач автоматической;
- шпиндельной бабки;
- электромагнитных муфт;
- приводов (поперечных и продольных);
- гидроусилителя.
Металлическая заготовка фиксируется в шпинделе, который приводится во вращательное движение с помощью электродвигателя обеспечивающего работу посредством клиноременной передачи, скорость которой регулируется за счет автоматической коробки и коробки скоростей шпиндельной бабки. АКП имеет 6 электромагнитных муфт, которые с помощью их комбинированного включения выбирают необходимую 1 из 9 возможных скоростей вращения вала.

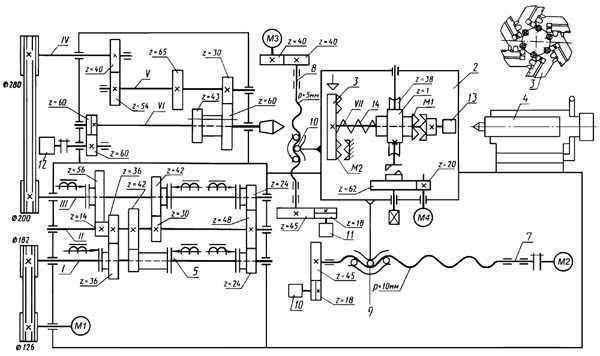
Кинематическая схема 16К20Ф3
Для изменения скорости вращения используются зубчатые колеса шпиндельной бабки, которые имеют ручное переключение и способны регулировать вращение в 12 режимах.
Каретка станка имеет способность совершать продольные смещения с использованием электромагнитного привода. Поперечная передача суппорта с резцедержателем осуществляется с помощью привода, зубчатого колеса, ходового винта.

Револьверная головка 16К20Ф3
Поворотный резцедержатель можно устанавливать в шести позициях меняя углы с горизонтальной осью вращения плоскости и креплением на поперечном суппорте. Резцедержатель позиционирует инструментальную головку, в которой можно крепить до шести резцов используемых для отделки заготовки согласно заданной программе.
Гидропривод, в который входят гидростанция и два гидроусилителя комплектуется:
- регулирующим насосом;
- приводом;
- емкостью с маслом;
- аппаратурой управления.
Механизмы гидропривода обеспечивают все основные процессы, связанные с операциями функционирования агрегатов.
Обеспечение комплексами с ЧПУ
Для расширения возможностей токарного станка 16К20ФЗ комплектуется различными комплексами с ЧПУ. В соответствии с установленным оборудованием присваивается соответствующий индекс. Комплексы с ЧПУ обеспечивают универсальные операции с заготовками и работают в различных режимах . Станки с ЧПУ обладают двоичной системой координат – при поперечных перемещениях — 0,005 мм, продольных – 0,01 мм.
Маркировка
Маркировка имеет следующие обозначения:
- 1 – токарный;
- 6 – токарно-винторезный;
- К – период производства;
- 20 – высота центров (в см);
- ФЗ – оснащение системой ЧПУ.
Оборудование данного класса обычно имеет потребительскую мощность 10 — 11 кВт, класс точности при обработке по ГОСТ 8-82 –П, габаритные размеры 3700×2210×1650, вес 4000 кг и технические характеристики соответствующие данному классу устройств (схема и описание прилагаются).
Технические характеристики

Скачать паспорт токарно-винторезного станка 16К20Ф3
Конструктивные особенности
Станок токарный 16К20ФЗ имеет станину, отлитую из чугуна подвергнутого шлифовке, что обеспечивает продолжительный срок эксплуатации. Для привода механизмов используется электродвигатель мощностью 11 кВт, который обеспечивает крутящий момент до 800 Нм, что способствует изменению характеристик заготовки с высокой точностью и до необходимых размеров. Оснащается шпинделем с отверстием 55 мм, который способен фиксировать для отделки штыревые заготовки соответствующего диаметра. Для проведения специальных операций может применяться револьверная головка и накладки, значительно расширяющие возможности используемого оснащения. Головка наиболее часто выходит из строя по причине изнашивания механизмов планетарного редуктора (выкрашивание зубьев, разрушение эксцентриковой шейки), поэтому необходим постоянный технический контроль за состоянием механизмов.
Универсальность оснастки заключается в том, что данный станок может использоваться как токарный или токарно-винторезный с осуществлением соответствующих операций:
- сверления;
- отделки торцов деталей;
- зенкерования;
- нарезки резьбы;
- расточки и отделки конических и фасонных поверхностей.
Для защиты шарико-винтовых пар используются специальные ограничители, дающие возможность предотвращать преждевременный выход из строя механизмов.
При осуществлении модернизации токарного оборудования 16К20ФЗ комплектуются комплексами с ЧПУ отечественного и импортного производства с заменой электросхемы энергоснабжения. Проводимое переоборудование дает возможность увеличить мощность более чем 2,5 — 3 раза с учетом состояния агрегатов. Целевая модернизация позволяет повысить производительность оснащения, степень автоматизации, сократить время режима изменения заготовок и желательно должна осуществляться одновременно с капитальным ремонтом.
Процесс обычно проводится по одному из трех направлений:
- полная модернизация;
- модернизация приспособлений;
- модернизация оборудования и приспособлений.
Модернизация позволяет увеличить количество режимов резания, точность проведения операций.
Для того чтобы станки вырабатывали срок службы полностью используется система адаптивного управления, которая позволяет при нарушении режима резания выключать станок.
Программа адаптивного управления позволяет:
- уменьшить срок отделки заготовок;
- повысить срок службы приспособлений;
- снизить количество поломок оснастки;
- повысить срок службы всего комплекса.
Программа управления позволяет менять нагрузку на шпиндель, регулирует подачу для используемого инструмента с учетом материала обрабатываемой детали и тем самым продлевает срок службы всех видов оснастки и приспособлений.
Программы управления и автоматизации процесса обработки
При использовании ЧПУ процессы по обработке деталей осуществляются с помощью установленных программ с возможностью корректировки ввода данных с клавиатуры операторского пульта, а также с применением кассет внешней памяти с отображением на дисплее, что позволяет менять характеристики обрабатываемой детали.
Для автоматизации процесса обработки оснащаются 6, 8 или 12-позиционными головками имеющими ось поворота в горизонтальной плоскости. Головка оснащена диском с возможностью установки 3 осевых и 6 радиальных приспособлений, а также 8 или 12 блоков под осевые или радиальные инструменты.
Для повышения производительности токарных станков 16К20ФЗ производится их модернизация: меняется кинематическая схема, система энергоснабжения устанавливается комплекс с ЧПУ NC-210 (прилагается полное описание, схема) производства компании «БалтСистем» из города Санкт-Петербурга, что позволяет значительно повысить точность обработки, операционные возможности и характеристики.
Программирование обработки для станка 16К20Ф3 РМ132 с устройством числового программного управления 2Р22 , страница 11
Для программирования цикла необходимо задать по адресу L его номер (L11), а затем его параметры: число повторении по адресу H; номер кадра начала повторения по адресу B. Признаком конца участка программы, который будет повторяться в цикле, является функция М18.
В качестве примера использования цикла L11 приведем тексты программ для удаления припуска с применением циклов петлеобразной обработки для заготовок, изображенных на рис.3.13.
Программа с циклом L03 «Наружная петля» (рис.3.13,а):
N001 T1 S3 450 F0,3
N002 X64 Z2 E – перемещение в ИТ
N003 L03 W-52 – цикл “Наружная петля”
N004 U-6 M18 – уменьшение координаты X на 6 мм
N005 L11 B3 H4 – повторение с 4-го кадра 3 раза
N006 M02
Программа обеспечивает удаление припуска на наружную обработку с Æ70 до Æ40 на длине 50мм. Удаление припуска выполняется за пять рабочих ходов с глубиной резания 3мм.Перед началом 1-го цикла L03 резец устанавливается в ИТ с координатами XИТ=64 мм и ZИТ=2 мм. После отработки 1-го цикла резец смещается по оси X на расстоянии U=-6 мм (в диаметральном выражении), после чего процесс повторяется еще четыре раза. Выполнение программы заканчивается в точке с координатами X=34 мм и Z=2 мм.
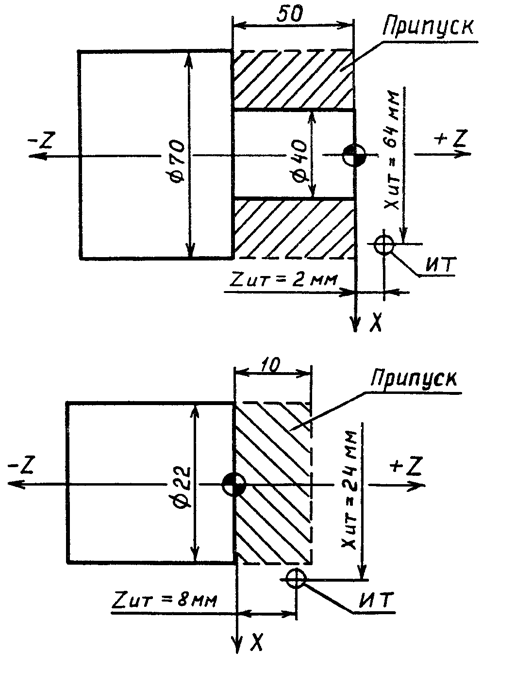
Рис. 3.13. Эскизы заготовок: а – для удаления наружного припуска;
б – для удаления торцового припуска
Программа с циклом L05 ”Торцовая петля” (рис.3.13,б):
N001 T1 S3 1000
N006 M02
В этой программе выполняется снятие торцового припуска величиной 10 мм за пять рабочих ходов с глубиной резания 2 мм. Перед первым циклом резец устанавливается в ИТ с координатами XИТ=24 мм и ZИТ=8 мм. После отработки 1-го цикла резец смещается по оси Z на расстояние W=-2 мм, после чего процесс повторяется еще четыре раза. Выполнение программы заканчивается в точке с координатами X=24 мм и Z=-2 мм.
ЛИТЕРАТУРА
1. Программное обеспечение УЧПУ 2Р22 для управления станком 16К20Ф3 С32. Руководство оператора. 1984.
1. Система управления станка и его наладка…………………………………
1.1. Технические характеристики станка………………………………….
Управление техническими системами Задание №З-201.04 — станок 16К20Ф3

ТУЛЬСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра Автоматизированные станочные системы
Курсовой проект по дисциплине: «Управление техническими системами»
На тему станок 16К20Ф3
Тула 2014
В задании дан станок 16К20Ф3. Станок предназначен для выполнения различных токарных работ при обработки сложных деталей со ступенчатым и криволинейным профилем в условиях серийного и мелкосерийного производства. Нарезание резьб в широком диапазоне производится метчиком, плашкой или резцом по программе. А также для обработки заготовок из прутка размером 40мм. Число граней револьверной головки 6. Число диапазонов вращения шпинделя 3.
Устройство ЧПУ –«Электроника НЦ-31». Число координат/из них одновременно управляемых 2/2; имеется коррекция положения инструмента. Программоноситель – электронная память. Оператор в ходе обработки первой заготовки при помощи средств ручного управления и элементов автоматического управления формирует управляющую программу которая позволяет уже следующую заготовку обрабатывать в автоматическом цикле. Дискретность задания размеров: продольных 0,01мм, поперечных 0,005мм. Дискретность задания шага резьбы 0,0001мм. Главное движение шпиндельный вал получает от электродвигателя М1 через ременную передачу. Реверс шпинделя осуществляется электродвигателем. Смазывание коробки скоростей централизованное.
Движение подачи. Продольные и поперечные подачи револьверного суппорта происходит от высокомоментных электродвигателей постоянного тока М3 и М4 с изменением частоты их вращения через пары винт – гайка. Для контроля расположения револьверного суппорта на винтах установлены датчики обратной связи. Конечные выключатели обеспечивают выдачу команды об аварийном положении суппорта и отключении станка.
Револьверная головка поворачивается вокруг горизонтальной оси от двигателя М5. На каждом положении инструмента на револьверной головки установлены датчики фиксации положения.
Состав: Кинематическая схема станка16А20Ф3 
Токарный станок с ЧПУ 16К20Ф3: конструкция, работа, варианты
Универсальный и надежный токарный станок с ЧПУ 16К20Ф3 позволяет обрабатывать поверхность тел вращения (внешнюю и внутреннюю) длиной до 1000 миллиметров, выполняя множество операций.
Этот токарно-винторезный станок, работая в полуавтоматическом замкнутом цикле, может быть легко модифицированным под конкретные нужды предприятия и особенно востребованным для мелкосерийного производства.
Покупатель должен ориентироваться в маркировке. Значение индекса «1» – токарный; «6» – винторезный, «К»– предназначен для производства, «20» – значение высоты по центрам (в см); «Ф3» – тип системы ЧПУ.
Устройство создано на основе традиционной компоновки с агрегатом 16К20 и, благодаря универсальной оснастке, способно заниматься высверливанием отверстий, выполнять отделку торцевых сторон деталей и поверхностей, зенкеровку, нарезание резьб и растачивание.
Обзор конструкции устройства
Технические характеристики токарного станка с ЧПУ 16к20ф3 обуславливаются особенностями его комплектации и кинематики. Устройство укомплектовано узлами:
- рамой и станиной;
- кареткой суппорта и резцедержателем;
- задней и шпиндельной бабками;
- направляющими элементами;
- автоматической коробкой передач (АКП);
- электромагнитными муфтами;
- приводами (поперечными и продольными);
- гидроприводом.

Суть кинематики 16к20 с ЧПУ в том, что скорость изменяется, когда зубчатые колеса шпиндельной бабки переключают, регулируя вращение. Есть возможность выбрать одну из 9 автоматически переключающихся скоростей при вращении вала, а всего их 12.
Технические характеристики
Технические характеристики содержат следующие данные:
- станок, вместе с программным комплексом, весит около 5 т;
- габариты 3360х1710х1750 мм;
- мощность двигателя – 11 кВт, с обеспечением крутящего момента до 800 Нм;
- стандартная скорость – 1 – 2000 мм/мин;
- высота резца – 25 мм;
- шпиндель вращается с частотой 35 – 1600 об/мин.
Программируемый блок
Совокупность числового управления на токарном станке с работой специальных датчиков, отвечает за программирование функций:
- нарезки резьбы;
- изменения числа оборотов шпинделя;
- контроля формообразующих перемещений (двух координат одновременно);
- индексацию нарезающих устройств;
- коррекцию числа подач.

Запустить станок можно, пользуясь пультом управления или получая команды от программируемого комплекса. А в его электросхеме предусмотрели блокировку, запрещающую выполнение некорректных команд (при неправильном составлении УП):
Система смазки подобных устройств, запускается одновременно с включением оборудования. УЧПУ способно самостоятельно определять цикл подачи состава для смазки на узлы станка, если он эксплуатируется длительное время.
Чтобы расширить функционал токарных станков, при их комплектации можно применять разнообразные ЧПУ комплексы. Соответственно смонтированным устройствам, агрегату присваивают определенный индекс.
Используя числовое программное обеспечение, заготовки обрабатывают с помощью ранее установленных программ. К тому же, можно корректировать информацию, которая подается с пульта оператора, возможно использование объемов памяти на кассетах. Вся информация отображается на дисплее. Проанализировав ее, можно настраивать последующие процессы.
Как работает станок
Стоит назвать хотя бы основные моменты:
- Металлическую заготовку фиксируют в шпинделе. Его приводит в действие клиноременная передача от электромотора.
- Скорость обработки регулируют АКП, с 6-ю электромагнитными муфтами, и механизм зубчатых колес в шпиндельной бабке. Комбинируя их включения, несложно подобрать одну из оптимальных скоростей.
- Каретка перемещается в продольном направлении, для этого применяют электромагнитный привод. Если нужно, чтобы суппорт, резцедержатели двигались вдоль поперечной оси, применяется специальный привод, система зубчатых колес и ходовой винт.

- Существует несколько положений для поворотного резцедержателя, несложно менять угол во время работы. Применение таких головок на токарных станках способствует расширению их функционала и используется при проведении особо сложных технологических операций. Но этот узел быстро снашивается и нуждается в регулярных мерах профилактики.
- Специалистам, эксплуатирующим токарный станок 16к20, известна техническая возможность изменить величину нагрузки на шпиндель. Подачу инструментов корректируют, учитывая материал заготовок, чтобы увеличить длительность службы всех узлов агрегата. Реально изменить диаметр обработки и ось поворота.
- Механизмы гидропривода, в его составе – гидростанция с двумя гидроусилителями, регулирующим насосом, приводом, емкостью с маслом и управляющей аппаратурой, способны обеспечить течение процессов, касающихся функционала агрегата.
Чтобы защитить ШВП, используют спецограничители, и механизмы не выходят из строя прежде времени. Токарный станок с ЧПУ 16к20ф3 обрабатывает заготовки на высоких скоростях, поэтому происходит нагревание узлов. Также налицо скопление стружки и она налипает на резец. Эксплуатируя такие станки, надо не забывать периодически удалять отходы, а также обеспечить охлаждение станка.
Повышение срока эксплуатации токарного оборудования, поможет сэкономить на его ремонтах.
Зачем станкам модернизация
Ее выполняют с целью более эффективной работы и повышения производительности труда. При этом зачастую изменяют кинематические схемы, подходы к вопросам снабжения электроэнергией (иногда создается другая электросхема). К тому же устанавливают один из новых комплексов ЧПУ – NC-210, позволяющий добиться высокой точности и расширения операционных возможностей. Улучшается и техническая характеристика станка.
При этом можно увеличить мощность станка почти в 3 раза. Зачастую проведение целевой модернизации связано с желанием увеличить число режимов резки, уровня автоматизации. Процесс модернизации целесообразно осуществлять одновременно с проведением капитального ремонта.
Модель 16к30 данного токарного станка предназначена, чтобы нарезать резьбу обрабатывать наружную сторону тел вращения, имеющих ступенчатый или простой профиль в виде кривой линии. На нем можно обрабатывать детали с максимальным диаметром 630 мм (над станиной), и 350 мм (над суппортом), при длине 1400, 2000, 2800 мм. Габариты этого станка с числовым программным управлением 5545х2010х1545 мм, при массе 6875 кг.

Еще один вариант станка
Токарно-револьверный станок с ЧПУ (ТРС) – с расширенной функциональностью (увеличено число операций, выполняющихся данным устройством со специальной головкой). Применяя ее, можно использовать в работе разные виды резцов и это повышает производительность станков. При работе с устройствами токарной группы, оснащенными ЧПУ модулем, удается свести к минимуму участие человека в технологическом процессе.
Основное техническое отличие станков 16к20 из серии токарно-винторезных, – от револьверного, состоит в отсутствии ходового винта и задней бабки у револьверных. Но зато у этих моделей есть револьверная головка (в ее гнездах устанавливают инструмент). Можно вставить несколько инструментов (по числу резцедержателей) в револьверную головку. Заготовка, зажатая патроном или при помощи цангового зажимного устройства, обрабатывается несколькими переходами.
Выгода револьверной головки очевидна, если для осуществления операций на производстве понадобится многообразие режущих инструментов. Вращаясь вокруг своей оси, она резцы последовательно подводит инструменты к детали.

Заключение
Общепризнанно, что токарная техника с ЧПУ модулем отличается высоким качеством обработки, точным позиционированием, высокой производительностью. При достаточно простой схеме устройства, есть возможность выполнять ремонт и техобслуживание станков самостоятельно.
Программирование токарного станка модели 16к20фз (учпу nc — 201)
к выполнению лабораторных работ по курсам
«Программное управление технологическим оборудованием»,
«Управление системами и процессами», «Управление станками и станочными комплексами» для студентов специальностей
220301, 151001, 151002

Кафедра: «Автоматизация производственных процессов»
Дисциплины: «Программное управление технологическим оборудованием», «Управление системами и процессами», «Управление станками и станочными комплексами»
Составили: канд. техн. наук, доцент А.Б. Переладов;
аспирант И. П. Камкин.
Утверждены на заседании кафедры «14» декабря 2011 г.
советом университета «29» декабря 2011 г.
Данные методические указания предназначены для ознакомления с возможностями и принципом работы устройства числового программного управления NC-201, а также правилами составления управляющих программ, обеспечивающих работу токарного станка 16К20ФЗ в автоматическом режиме.
УЧПУ — устройство числового программного управления;
ПО — пульт оператора;
ПрО — программное обеспечение;
УП — управляющая программа.
1 Цель работы
Ознакомиться с функциональными возможностями УЧПУ NC — 201 (токарный вариант) и правилами подготовки УП для обработки заготовок.
2 Порядок выполнения работы
Пройти инструктаж по технике безопасности.
Ознакомиться с устройством токарно-винторезного станка 16К20ФЗ, оснащенного УЧПУ NC-201 и его технологическими возможностями.
Ознакомиться с настоящими методическими указаниями.
Составить текст УП в соответствии с заданием преподавателя.
Защитить работу у преподавателя.
3 Общие сведения
УЧПУ NC-201 посредством выполнения команд УП обеспечивает движение исполнительных механизмов (суппорта, шпинделя, инструментальной головки) с заданными режимами и траекторией, определяет режим дозаторной смазки направляющих станины, зажим / разжим патрона и пиноли, включение насоса охлаждения рабочей зоны.
Ввод УП осуществляется в память МРх УЧПУ. Память может располагаться на любом устройстве, подсоединенном к УЧПУ и имеющем файловую систему FAT32 (FLASH, FDD, HDD, LS120, ПК). Ввод УП осуществляется в режиме «КОМАНДА». При занесении УП в память УЧПУ с клавиатуры ПО используется встроенный редактор.
На ПО (рисунок 1) располагается алфавитно — цифровая клавиатура, дисплей размером 10.4 дюйма по диагонали. Ниже находятся: функциональные клавиши, а также, (слева направо) кнопка «Стоп», клавиши выбора направления ручных перемещений, корректоры скоростей подач, вращения шпинделя, выбора режима работы УЧПУ, кнопки «Пуск», «Сброс», замок включения / выключения УЧПУ. Станочная панель (в нижней части ПО) состоит из (слева направо): штурвала, джойстика, переключателя зажима / разжима патрона, кнопок включения / выключения СОЖ, имитатора конечного выключателя, FDD на 3,5 дюйма.
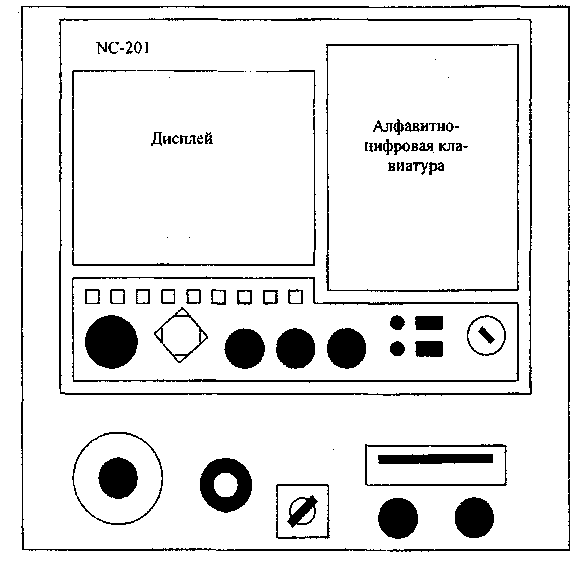
Рисунок 1 — Пульт оператора и станочная панель
В процессе работы станка на экране ПО визуализируется следующая информация:
перечень имеющихся программ;
срок службы инструментов;
ход процедуры редактирования УП (режим «КОМАНДА»).
В режиме «УПРАВЛЕНИЕ СТАНКОМ» визуализируется три вида видеостраниц: #1, #6, #7, содержащих следующую информацию: режимы (S, M. F, T), корректоры инструмента, выполняемый кадр УП программы и подпрограммы, сообщения, активные команды, состояние системы станка (видеостраницы #1, #7), горизонтальное и вертикальное меню станочной панели, наименование и значения осей, начальные точки (видеостраница #7). Видеостраница #6 осуществляет графическое отображение движения инструмента и осей.
Тут вы можете оставить комментарий к выбранному абзацу или сообщить об ошибке.
Токарно-винторезный станок 16К20Ф3 — характеристики, паспорт, схемы

Токарно-патронный станок с ЧПУ 16К20Ф3 был разработан на заводе «Красный пролетарий». Основой для оборудования послужила модель 16К20. Они имеют практически идентичные узлы и агрегаты. Разница заключается в наличии числового программного управления.
Особенности конструкции и функционала
Этот станок предназначен для различных типов токарной обработки заготовок. Ограничения по диаметру составляют 40 см при наружном обтачивании. При внутреннем точении длина заготовки не должна превышать 100 см.
Главным преимуществом является возможность установки различных типов ЧПУ – замкнутые, разомкнутые и СТС. Для этого в конструкции предусмотрены контактные разъемы. Число управляемых координат при выполнении формообразования ограничено двумя.
Дополнительно наличие автоматического управления позволяет выполнять следующие операции на токарном станке 16К20Ф3, указанные в паспорте:
- автоматический контроль за значением подачи;
- изменение количества оборотов вращения шпинделя;
- возможность формирования резьбы согласно составленной программе.
К этим качествам стоит добавить высокую точность выполняемых работ и хорошие эксплуатационные характеристики. Согласно классификации ГОСТ 8-82 станок 16К20Ф3 имеет показатель точности «П». Для адаптации к конкретному типу выполняемых операций токарное оборудование этого типа может комплектоваться дополнительными модулями и расширенным диапазоном настроек.
В качестве дополнительных компонентов станки могут поставляться с транспортером стружкоудаленеия или без него. Для этого необходимо специальное основание, параметры которого указаны в паспорте.
16К20Ф3С32, 16К20РФ3С32, 16К20Т1.02, станки токарные с ЧПУ. Москва, «Красный пролетарий». Паспорт, 1987 (djvu)

Verify CAPTCHA to Download
Станки токарные с числовым программным управлением модели 16К20Ф3С32, 16К20РФ3С32, 16К20Т1.02.
Московский станкостроительный завод «Красный пролетарий» имени А.И. Ефремова
Здесь Вы можете скачать руководство по эксплуатации 16К20Ф3.РЭ токарного станка с ЧПУ, отсканированное с заводского документа и закаченное в файлообменник Tasi-ix.
Скаченное руководство станков с ЧПУ можно перенести на бумагу и всегда иметь «под рукой». Это необходимо при проведении ремонтных работ. При наличии схем, указанных особенностях разборки и сборки при ремонте, технических данных и характеристик, время на ремонт токарного станка с ЧПУ в Ташкенте существенно сократиться.
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
| Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
Электрооборудование станка
Габариты рабочего пространства
Бесперебойную работу токарного станка обеспечивает набор специального электрооборудования. Оно необходимо для нормального функционирования блока ЧПУ, электродвигателей и других компонентов станка. Важно, чтобы их исходные паспортные характеристики сохранились в течение всего периода функционирования оборудования.
Для активации определенного скоростного режима движения шпинделя соответствующие сигналы от электронного блока управления поддаются на кодовые реле. При этом включается выбранная электромагнитная муфта. Каким образом можно выбрать одну из девяти скоростей.
Изменение положения резцедержателя происходит по такому же принципу. После подачи управляющего сигнала на станок 16к20ф3 происходит смещение до того момента, пока не совпадет команда от ЧПУ с позицией реле. В этот момент активируется реверс.
В Видеоматериале показан пример модернизации станка 16К20Ф3:
Токарный станок с ЧПУ 16А20Ф3 сегодня
Станок 16К20Ф3 выпускался на московском заводе «Красный пролетарий», который на сегодняшний день прекратил своё существование. Тем не менее, им на смену пришли станки более современной конструкции, оснащённые современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для токарного станка, выпущенного на современном станкозаводе, на сегодняшний день скорее правило. При этом цены на современные станки вполне сопоставимы с ценами на станки старой «советской» конструкции.
Ввиду прекращения выпуска токарного станка с ЧПУ 16К20Ф3, приобретение нового станка с именно таким обозначением невозможно. При этом на рынке достаточно много предложений по станкам 16К20Ф3 после капитального ремонта и модернизации. Как правило, со станков снимается вся электрика и устанавливается новая система ЧПУ NC-210 компании БалтСистем (Санкт-Петербург) и новые привода. Итоговая цена зависит как от первоначального состояния станка, так и от объёма и качества работ и конечной комплектации. Разброс цен на токарный станок с ЧПУ 16К20Ф3 после ремонта и модернизации лежит в пределах 1-1,5 миллиона рублей. Вместе с тем мы настоятельно рекомендуем обратить ваше внимание на значительно более современные станки европейского производства, цена которых сопоставима с ценой токарного станка с ЧПУ 16К20Ф3 устаревшей конструкции.
В нашем каталоге токарных станков представлены токарно-винторезные станки TRENS производства Словакии. Обладая современной конструкцией и лучшими немецкими комплектующими в сочетании с относительно невысокой для такого уровня станков ценой, токарно-винторезные станки TRENS являются одним из лучших предложений по соотношению цена / качество.
Анализ кинематической схемы токарно-винторезного станка с ЧПУ модели 16К20Ф3
Токарно-винторезные станки: понятие и общая характеристика, сферы практического применения. Структура и основные узлы, принцип работы и технологические особенности. Анализ кинематики токарно-винторезного станка с ЧПУ модели 16К20Ф3, его назначение.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 26.05.2015 |
| Размер файла | 481,5 K |
- посмотреть текст работы
- скачать работу можно здесь
- полная информация о работе
- весь список подобных работ

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
Анализ кинематической схемы токарно-винторезного станка с ЧПУ модели 16К20Ф3
1. Общий вид токарно-винторезного станка
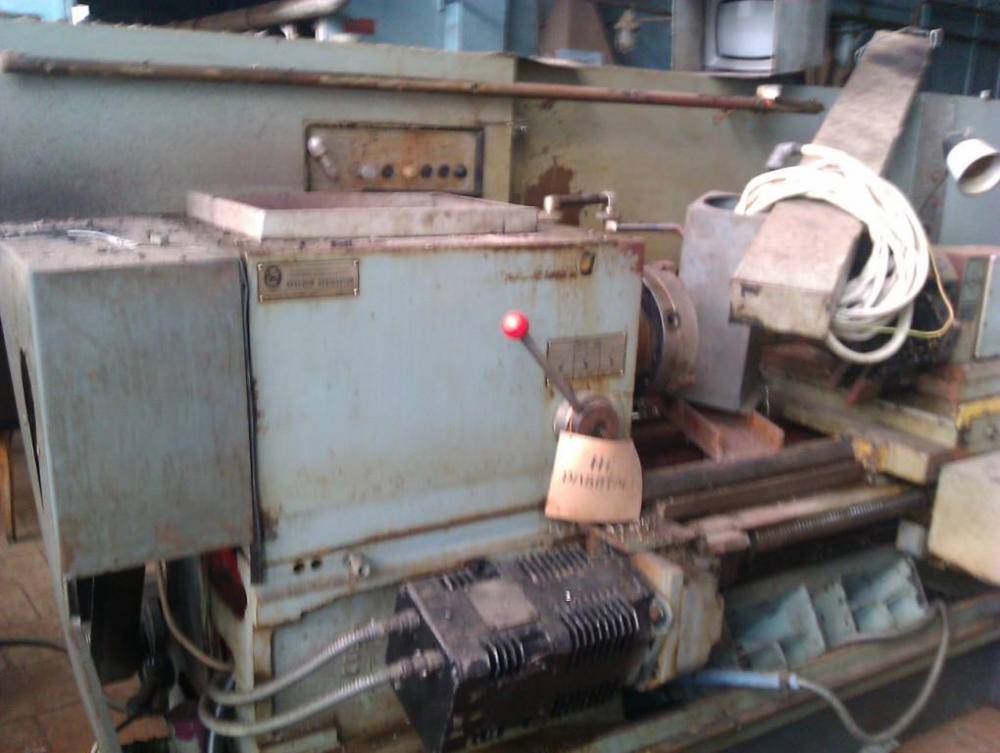
На рисунке 1 приведён общий вид токарно-винторезного станка.
Рис. 1 Общий вид станка модели 16К20Ф3 с ЧПУ
Токарно-винторезные станки используются в единичном и серийном производствах. На них можно выполнять все виды токарных работ. На токарно-винторезных станках производится 70-80% общего объема токарных работ. Они используются в инструментальном производстве, в приборостроении, в машиностроении и других областях промышленности. Все станки постоянно совершенствуются благодаря повышению точности, совершенствованию управления, увеличению диапазонов скоростей и подач.
Станок предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилями за один или несколько рабочих ходов в замкнутом полуавтоматическом цикле. В зависимости от возможностей системы ЧПУ на станке можно нарезать различные резьбы. Станок имеет традиционную для токарных станков компоновку. Он имеет максимально возможную унификацию узлов с токарно-винторезным станком модели 16К20, на базе которого выпускается.
На рисунке 2 изображена схема общего вида токарно-винторезного станка.
Рис. 2 Схема общего вида токарно-винторезного станка 16К20Ф3 с ЧПУ
4. Опора левая винта продольного перемещения
5. Бабка шпиндельная
6. Привод продольного перемещения
7. Ограждение неподвижное
8. Привод датчика резьбонарезания
9. Шкаф управления
10. Ограждение неподвижное
11. Головка автоматическая универсальная
12. Винтовая шариковая пара поперечного перемещения
13. Шкаф управления
14. Винтовая шариковая пара продольного перемещения
15. Бабка задняя
16. Опора продольного винта правая
18. Пульт управления
19. Блок ручного управления
20. Электромеханический привод пиноли задней бабки
23. Патрон механизированный с электромеханическим приводом
Основными узлами станка модели 16К20Ф3 (рис. 2) являются основание, передняя (шпиндельная) бабка, станина, суппорт с кареткой, поворотный резцедержатель и задняя бабка.
Основание станка представляет собой монолитную отливку. На нем устанавливается станина. Внутри основания слева помещается электродвигатель привода главного движения. В средней части основания расположен стружкосборник. В первом отсеке смонтирован насос охлаждения и размещена емкость для СОЖ.
Станина станка выполняется коробчатой формы с поперечными ребрами П-образного профиля. Важной частью станины являются направляющие, по которым перемещаются каретка суппорта и задняя бабка. В правой части станины крепится привод продольной подачи.
Передняя бабка закреплена на левом конце станины, и в ней находится коробка скоростей станка. Основной частью коробки скоростей является шпиндель, на который устанавливается патрон. Шпиндель смонтирован в двух конических роликоподшипниках. В передней бабке монтируется также датчик резьбонарезания.
Поворотный резцедержатель имеет горизонтальную ось вращения и размещается на поперечном суппорте. На нем смонтирована съемная инструментальная головка, на которой одновременно можно установить 6 резцов-вставок или 3 инструментальных блока. Поворот резцедержателя осуществляется по программе или по команде от пульта станка. Поворот и зажим резцедержателя при наладке станка осуществляются вручную.
Задняя бабка служит для поддержания обрабатываемой заготовки в центрах. Она имеет пневматическое устройство, облегчающее перемещение ее по направляющим станины и предотвращающее их износ.
Приводы поперечной и продольной подач станка состоят из приводных шаговых двигателей с гидроусилителями-моментов, одноступенчатых редукторов и шариковых передач винт — гайка с винтами. Предусмотрена возможность установки датчиков обратной связи.
Станок имеет неподвижное и подвижное ограждения. Подвижное ограждение снабжено прозрачным экраном, предохраняющим от попадания стружки и позволяющим производить наблюдение за ходом обработки.
Для обработки длинных заготовок используется люнет. Подвод СОЖ в зону резания производится по команде с программы или с пульта управления станка через устройство. Настройка нулевого положения производится в узле с использованием конечного выключателя.
Гидропривод станка включает в себя гидростанцию, гидроусилитель моментов продольного хода каретки, гидроусилитель моментов поперечного хода суппорта и магистральные трубопроводы, соединяющие между собой гидравлические узлы и аппаратуру. Гидростанция состоит из регулируемого насоса с приводным электродвигателем, резервуара для масла емкостью 200 л, элементов фильтрации и охлаждения рабочей жидкости и контрольно-регулирующей аппаратуры. В резервуар заливается предварительно отфильтрованное минеральное масло марки «Турбинное 22п», уровень его не должен быть ниже контрольной отметки на маслоуказателе. Предохранительный клапан регулируемого насоса настраивается на давление Р = 40-50 кгс/см 2 (3,92 — 4,90 МПа).
При работе станка крутящий момент с вала шагового электродвигателя через муфту передается на входной вал гидроусилителя. При отработке шаговым двигателем определенного числа импульсов происходит поворот входного вала гидроусилителя и смещение следящего золотника гидроусилителя на соответствующую величину. Масло от насоса гидростанции под давлением поступает через щели следящего золотника и распределительный диск и воздействует на поршни ротора гидроусилителя, который поворачивает выходной вал пропорционально величине открытия щелей. Величина поворота выходного вала гидроусилителя соответствует числу импульсов, поданных на шаговый двигатель, а скорость — частоте их следования. Таким образом происходит синхронное вращение ротора шагового двигателя, выходного вала гидроусилителя с крутящим моментом, необходимым для перемещения рабочих органов.
Устройство ЧПУ станка (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СNС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Для нарезания резьбы по программе станок оснащен датчиком нарезания резьбы типа ВЕ-51.
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 — обозначает токарно-винторезный станок, буква К — поколение станка, цифра 20 — высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.
Станок 16К20Ф3: технические характеристики и описание
Токарно-винторезное оборудование 16К20Ф3, технические характеристики которого рассмотрим ниже, создано на базе агрегата 16К20, используется преимущественно в мелкосерийном производстве. Оба станка имеют унифицированную конструктивную часть и общий принцип работы. Установка позволяет обрабатывать внешние и внутренние поверхности заготовок, длиной до 1000 миллиметров. Числовое программное обеспечение дает дополнительные возможности и облегчает обслуживание агрегата.

Из чего состоит?
Технические характеристики 16К20Ф3 обусловлены конструкцией и кинематической схемой станка. Агрегат выполнен в традиционной компоновке, которая соответствует универсальным стандартам, а также допускает производство широкого спектра операций.
Комплектующие элементы оборудования:
- Остов (станина).
- Рама.
- Каретка суппорта.
- Резцедержатель поворотного типа.
- Задняя и шпиндельная бабка.
- Автоматическая передающая коробка.
- Направляющие элементы.
- Электромагнитные муфты.
- Поперечные и продольные приводы.
- Гидравлический усилитель.
Принцип работы
Станок 16К20Ф3, технические характеристики которого позволяют выбрать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая деталь крепится в шпинделе, приводимым в действие посредством клиноременной передачи от электрического мотора.
- Скорость обработки корректируется при помощи автоматической коробки и узла шпинделя.
- Коробка-автомат оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать требуемую скорость.
- Для увеличения или уменьшения оборотистости используются зубчатые колеса шпиндельной бабки. Они управляются вручную, регулируют до 12 позиций.
- Каретка установки приспособлена к продольному перемещению с применением электромагнитного привода.
- Поперечная сдвижка суппорта и резцедержателя производится через привод, зубчатое колесо и ходовой винт.
- Поворотный резцедержатель может монтироваться в шести положениях со сменой углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях участвует крепление поперечного суппорта.
- На резцедержателе позиционируется инструментальная головка, рассчитанная на использование не более шести резцов, обрабатывающих заготовку согласно заданной программе.

Гидравлический привод
Этот узел токарного станка 16К20Ф3, технические характеристики это подтверждают, обеспечивает все основные процессы, связанные с функционированием рабочих элементов. Гидропривод состоит из следующих частей:
- Пары гидроусилителей.
- Регулирующего насоса.
- Привода.
- Резервуара с маслом.
- Контрольной аппаратуры.
Маркировка
Токарный агрегат 16К20Ф3, технические характеристики которого рассмотрим далее, имеет маркировку. Ее расшифровка выглядит следующим образом:
- Индекс «1» – токарный.
- 6 – винторезный.
- К – производство.
- 20 – показатель высоты по центрам в сантиметрах.
- Ф3 – оборудование ЧПУ.
Оборудование этой категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТУ 8-82-П.
Станки с ЧПУ 16К20Ф3: технические характеристики
Параметры рассматриваемого оборудования:
- Габариты – 3,7/2,2/1,65 м.
- Масса – 400 кг.
- Количество скоростей –22.
- Диаметр отверстия – 53 мм.
- Центр пиноли – Морзе 5.
- Рабочий диапазон – от 12,5 до 2000 оборотов в минуту, в зависимости от выбранной скорости.
- Размер шага – 0,01-40 мм.
- Высота резца – 25 мм.
- Продольные/поперечные ходы – 5000/7500 мм/мин.

Описание
Станок токарный 16К20ФЗ, технические характеристики которого указаны выше, оборудован чугунной станиной, подвергающейся шлифовке, что обеспечивает длительный период эксплуатации. В качестве основного привода используется электрический двигатель мощностью 11 кВт. Он гарантирует крутящий момент в пределах до 800 Нм. Это позволяет корректировать обработку заготовки с максимальной точностью до необходимых размеров.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью фиксации штыревых деталей различного диаметра. Специальные револьверные головки используются для проведения особых операций, значительно расширяя возможности токарного оборудования. Этот узел более всего подвержен изнашиванию, поскольку происходит деформация планетарного редуктора в виде выкрашивания зубцов или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременные профилактические работы. Смазка деталей осуществляется при включении оборудования направлено на различные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазочной смеси на узлы оборудования. Имеется возможность запуска этой операции вручную. При этом запрограммированный цикл не нарушается.
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для проведения следующих операций:
- Сверления отверстий различного диаметра.
- Обработки заготовок с торцевых частей.
- Зенкерования.
- Резьбовой нарезки.
- Расточки и отделки поверхностей конического и фасонного типа.
В качестве защиты винторезных пар выступают специальные ограничители, которые позволяют предотвратить преждевременную поломку механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении комплектами ЧПУ отечественного и зарубежного производства с заменяемыми системами электрооснащения. Переоборудование дает возможность усилить мощность в 2-3 раза, в зависимости от состояния агрегатов. Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Модернизацию желательно производить одновременно с капитальным ремонтом.
Что дает усовершенствование?
Токарно-винторезный станок 16К20Ф3, технические характеристики которого можно улучшить путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшение комплектующих и рабочих приспособлений.
- Реорганизация тягового оборудования.

Модернизация дает возможность увеличить число диапазонов обработки деталей, а также точность проведения манипуляций.
Для максимального повышения рабочего ресурса оборудования используют систему адаптивного управления. Она позволяет выключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Снижению срока отделки деталей.
- Увеличению периода службы комплектующих элементов.
- Понижению случаев выхода из строя оснастки.
- Повышению общей работоспособности оборудования.
Технические характеристики токарного станка 16К20Ф3 с ЧПУ позволяют менять нагрузку на шпиндель. При этом имеется возможность корректировки подачи используемого инструмента, с учетом типа материала обрабатываемой заготовки. Это способствует увеличению срока службы всех деталей агрегата.
При использовании числового программного обеспечения операции по обработке заготовок выполняются при помощи заранее установленных программ. Они дают возможность откорректировать информацию, поданную с операторского пульта, а также использовать кассеты внешней памяти. Итоговые данные выводятся на специальный дисплей, после анализа которых, можно принять решение по настройке последующего процесса.

Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими менять диаметр обработки или ось поворота по горизонтали. Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Повысить эффективность станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать посредством смены кинематической схемы либо установки современной энергосберегающей конструкции. Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
Токарный станок 16к20ф3
Автоматизация технологических процессов способствует не только повышению производительности рабочего места. Станки с ЧПУ, такие, как 16к20ф3 для токарных операций — гарантируют высокую повторяемость, минимизацию брака, устранение так называемого человеческого фактора. Оборудование такого класса способствует росту экономической эффективности при средне и малосерийных типах производства.
Применение
Паспорт оборудования гласит, что токарный станок марки 16к20 предназначен для проведения следующих типов операций:
- сверловки отверстий;
- обработки торцов деталей, в том числе формовки на них сложного контура, благодаря двухкоординатной системе регулировки положения резца или другого рабочего органа;
- зенкерования;
- нарезания резьбы, как по внешней поверхности заготовки, так и внутри отверстий;
- расточки конических поверхностей, при правильном составлении программы управления гарантируется высокое качество отделки.
Сфера деятельности, в которой рекомендуется использовать токарные станки 16к20ф3 — мелко и среднесерийное производство деталей, компонентов более крупных конструкций. Это обусловлено механикой работы на оборудовании.
Технические характеристики
Особенностью, которая отличает станок 16к20ф3, является удобство регулировки оборотов шпинделя. Для того, чтобы гарантировать высокую отдачу мощности от привода при любой угловой скорости — применена коробка переключения передач, состоящая из 5 электромагнитных муфт. Общее количество шагов переключения диапазонов скорости составляет 12, для удобства работы предусмотрена механика автоматического изменения скоростей. Количество доступных переключений в таком режиме — 9. Другие характеристики:
- диаметр шпинделя 53 мм;
- диапазон оборотов от 12,5 до 2000 в минуту;
- общая масса станка 16к20ф3 вместе с штатным блоком ЧПУ — 5000 кг;
- двухкоординатная система управления рабочим органом;
- суппорт может позиционироваться с точностью до 0,001 мм;
- токарный станок использует в качестве главного привода электрический двигатель с мощностью 11 кВт;
- общая пиковая мощность оборудования — 22 кВт;
- максимальные диапазоны смещения суппорта по продольной оси — 900 мм, в поперечном направлении — 250 мм;
- скорость подачи от 1 до 2000 мм в минуту;
- устройство может производить нарезку резьбы с шагом от 0,1 до 39,999 мм;
- устройство фиксации предусматривает 6 позиций резцедержки.
Станок, поставляемый конкретному производителю, может отличаться системой числового программного управления, допустима установка одного из совместимых комплексов. Поэтому конкретные технические характеристики точности, показателей позиционирования, наличия датчика обратной связи — могут меняться. Следует внимательно изучать спецификации оборудования перед его покупкой.
Станок 16к20ф3 без системы числового управления и транспортера имеет размер 3700х2210х1650 мм по длине, ширине, высоте соответственно. Масса установки составляет 4000 кг. Данные приводятся для варианта поставки без транспортера.
Устройство и принцип работы
С конструкционной схеме токарного станка 16к20ф3 — привычные узлы, функциональные элементы и классическая компоновка. Устройство состоит из:
- основания;
- основной системы жесткости органов рабочей зоны, представленной станиной;
- мобильной каретки суппорта;
- бабки шпиндельного типа;
- гидравлической системы, которая имеет собственный электродвигатель;
- направляющих;
- коробки переключения передач (для автоматических режимов регулировки скорости);
- электромагнитных муфт;
- зубчатых колес шпиндельной бабки для ручного изменения диапазонов скорости вращения;
- бабки задней;
- колеса, которое приводит в движение червячную передачу, смещающую каретку суппорта;
- резцедержателя с поворотной державкой, закрепляемой винтами.
Система смазывания предусматривает автоматический пуск при начале работы главного привода станка. В конструкции устройства разработчики предусмотрели релейную схему безопасности. Работа станка блокируется при определении неполадок различных функциональных узлов, при превышении нагрузки, в случае открытия защитных кожухов.
ЧПУ и техническое оснащение токарного станка 16к20ф3 обеспечивает класс точности обработки при любых операциях, соответствующий ГОСТ 8-82-Паспорт
Классическая конструкция системы налагает некоторые ограничения на размерность обрабатываемых заготовок. Так, максимальный диаметр детали, располагаемый над станиной, составляет 400 мм. При работе с заготовкой над суппортом — габарит ограничен 220 мм. Максимум длины детали составляет 1 м.
Принцип работы оборудования также достаточно понятен и привычен. Заготовка располагается, фиксируется в шпинделе, затем устанавливаются необходимые типы резцов и инициируется выполнение программы. Для достижения оптимальных параметров нагрузки и скорости обработки — оператор может регулировать обороты и другие параметры работы системы.
Обеспечение комплексами с ЧПУ
Станок 16к20ф3 без системы числового управления и транспортера имеет размер 3700х2210х1650 мм по длине, ширине, высоте соответственно. Масса установки составляет 4000 кг. Данные приводятся для варианта поставки без транспортера.
- СС-221-02Р;
- Электроника НЦ-31;
- Контур 2ПТ-71;
- СС221-02Р Алкатель;
- Н22-1М;
- ЭМ-907.
Приведенный список достаточно краткий. Чтобы потребитель понимал, какое именно оборудование представлено его вниманию — предусматривается отдельная маркировка. К названию 16к20ф3 добавляется индекс, к примеру, С2 или С18. По этому параметру специалисты сразу определяют, какой в системе установлен привод (Приз, Кемрон, Размер) и блок ЧПУ, а также оценивают общие возможности оборудования в разрезе списка выполняемых операций.
Программы управления и автоматизации процесса обработки
В комплект поставки станка 16к20фз с ЧПУ входит множество готовых сценариев для проведения тех или иных операций в автоматическом режиме. В задачу программиста, при использовании типовых программ, входят минимальные модификации, призванные регулировать размерность заготовки, те или иные параметры конечного изделия.
Однако в документации к системе управления входят подробнейшие инструкции, которые описывают используемый при программировании синтаксис, доступный список стандартных команд. Также декларируется:
- порядок расположения кодовых слов, который является рекомендуемым порядком адресов в одном кодовом кадре;
- формат синтаксиса в отдельно взятом кадре;
- обязательные конечные команды и формат заголовка кадра.
Кроме описания доступной структуры отдельного кадра, в документации приводятся данные, касающиеся принятой в системе дискретности обработки. В частности, приводится максимально допустимое число символов для кодового слова, а также максимум команд в пределах одного кадра.
Некоторые системы числового программного управления поставляются с собственными системами автоматизированной разработки комплекса команд. Такие средства сильно облегчают работу оператора. В их задачи входят:
- автоматическая проверка соответствия синтаксиса программы используемому коду;
- отслеживание соответствия листинга своду ограничений, принятому в системе;
- поддержку справочной помощи, предоставление информации, приведенной в документации к станку.
Средства разработки позволяют типизировать отдельные действия программиста, использовать существующие схемы обработки определенных поверхностей, снизить избыточность команд. В результате применения таких продуктов производительность труда персонала, станка, рабочего процесса в целом — значительно повышается, а уровень сбоев и число неверно составленных инструкций — падает.

