
Возможности горизонтально-фрезерного станка модели «6Р82»
Возможности горизонтально-фрезерного станка модели «6Р82»
Горизонтально-фрезерный широкоуниверсальный станок модели «6Р82» на постсоветском пространстве является наиболее распространенным и популярным станком такого типа. Данное устройство, разработанное еще в далеком 1972 году, остается актуальным и в нынешнее время.

Горизонтально-фрезерный станок 6Р82
1 Общие сведения о станке «6р82»
Горизонтально-фрезерный, консольно- широкоуниверсальный станок модели «6Р82» не единственный в своей серии, и имеет модифицированные и измененные модели «6Р82г», «6Р82ш», «6М82», «6Т82», «6Т82г», имеющие не только различные технические характеристики, но и сферы применения.
Но наибольшую популярность получили станки «6Р82г», «6Р82ш» и оригинальный станок серии «6Р82».
Станки моделей «6Р82г», «6Р82ш» и «6Р82» используются для фрезерования различных деталей и запчастей. Их технические характеристики позволяют фрезеровать детали из следующих металлов:
- сталь;
- чугун;
- цветной металл.
Широкоуниверсальный консольно- горизонтально-фрезерный станок модели «6Р82», а также его модифицированные версии, способен универсально производить фрезеровку дисковыми, угловыми и цилиндрическими фрезами, как в условиях частного индивидуального производства, так и в условиях серийного промышленного производства.

Процесс работы на горизонтально-фрезерном станке
Назначение и сферу применения фрезерного станка данного типа можно изменять, используя встроенную возможность настройки фрезерного станка.
Пользователь может выставлять как полуавтоматический, так и автоматический цикл работы устройства, чтобы подготовить его для более продуктивного и удобного выполнения работ операционного характера, что особенно важно для поточного и автоматического выполнения работы в крупносерийном производстве.
1.1 Технологические особенности
Характеристики горизонтально-фрезерного станочного устройства модели «6Р82» позволяют ему работать с вертикальными и горизонтальными плоскостями, а также обрабатывать:
- пазы;
- углы;
- различные рамки;
- зубчатые колеса и т.п.

Шкаф доступа к электрическому оборудованию станка
- делительную головку (в том числе универсальную);
- поворотный круглый стол;
- дополнительные накладки для делительной головки.
Консольно- горизонтально-фрезерный станок 6Р82ш универсально подходит для огромного количества целей своего спектра применения. В случаях крупносерийного производства, устройство может быть настроено на использование его для выполнения операционных работ. Поэтому агрегат по определению не имеет конкретное назначение, и может универсально использоваться для различных фрезеровочных работ.
Характеристики устройства и его физические данные (высокая жесткость режущих станков) позволяют его применять как универсально быстрорежущий и твердосплавной инструмент.
За счет того, что станки данной серии автоматизированы и имеют возможность настраиваться под определенные цели (путем изменения циклов), их использование положительно влияет на общую производительность и исключает острую необходимость привлечения специалистов высокой квалификации для управления инструментом.

Заводская маркировка станка
Кроме того, благодаря возможности менять циклы работы, для устройств данной серии можно с легкостью организовать единое многостаночное обслуживание.
к меню ↑
2 Возможности и преимущества
Серия станков «6Р82» имеет следующие возможности и механизмы работы:
- быстросменный крепеж устройства;
- широкий диапазон подачи стола;
- механизм замедления или ускорения подачи;
- замедление подачи при автоматическом цикле работы;
- возможность выполнения работы в автоматическом цикле;
- автоматическая и полуавтоматическая смазка узлов;
- потенциальная возможность дополнения станка цифровыми приборами (системой индикации, механизм оперативного управления и так далее).

Фрезерный станок 6Р82 является одним из популярных металлообрабатывающих станков
- универсальное назначение (сфера применения);
- имеется копия управления кнопочно-рукояточного вида (основной пульт управления находит спереди устройства, а его копия на левой стороне станка);
- система пуска и остановки шпинделя;
- возможность запуска быстрого хода станка исключительно кнопочным пультом управления;
- возможность управления движением стола с помощью рукояток;
- возможность менять скорость подачи с помощью специального рукояточного механизма;
- возможность торможения постоянным током;
- стол станков данной серии может с легкостью поворачиваться вокруг вертикальной оси на угол до 45 градусов с возможность выполнения данной манипуляции в обе стороны.
2.1 Характеристики и обозначения
Устройство содержит специальный паспорт, в котором имеются данные расшифровки буквенно-цифрового индекса станка и его технические характеристики. Индексный паспорт станка «6Р82» и всей серии данного устройства расшифровывает буквенно-цифровые обозначения модели «6Р82» так: где цифра — серия фрезерного станка, буква «Р» обозначает модификацию станка.
Цифра «8» обозначает, что данный консольно- горизонтально-фрезерный станок, цифра «2» — типоразмер устройства (размер его стола). Технический паспорт описывает подробно характеристики устройства, базовые из которых следующие:
- размер рабочей поверхности — 1250×320 миллиметров;
- класс точности «Н»;
- максимально продольное перемещение стола устройства— 850 мм, поперечное — 250 мм; вертикальное — 400 мм.

Широкоуниверсальный горизонтально-фрезерный станок
2.2 Обработка деталей на фрезерном станке (видео)
Обзор станка 6Р82: конструкция, специфика, технические характеристики
Модель станка 6Р82 с горизонтально расположенным шпинделем относится к разряду консольно-фрезерного оборудования. На выпуске подобных агрегатов специализируется Горьковский завод фрезерных станков. Они предназначены для фрезерования заготовок и деталей различной формы, изготовленных из черного, цветного металла или чугуна.
Конструкция и ее специфика
Консольно-фрезерный станок 6Р82 обладает стандартной схемой компоновки. Горизонтально расположенный шпиндель оборудования имеет жесткую фиксацию. Изменение положения детали происходит за счет смещения стола в различных плоскостях.
Обработка материалов может выполняться дисковыми, фасонными, цилиндрическими и концевыми фрезами различной конфигурации. В конструкции универсального горизонтально-фрезерного станка 6Р82 предусмотрена возможность работы как в ручном, так и в полуавтоматическом и автоматическом режимах. Благодаря этому оборудование применяется для комплектации серийного и штучного производства.
К техническим особенностям можно отнести следующие характеристики:
- широкий диапазон величин подачи стола практически во всех направлениях;
- автоматическая подача смазывающей жидкости в ответственные движущиеся части агрегата;
- быстродействующие магнитные муфты увеличивают производительность;
- возможность перемещения рабочего стола одновременно по нескольким координатам;
- в комплектацию входит электродвигатель постоянного тока, который осуществляет привод подач;
- возможности модернизации. В стандартную конструкцию станка можно установить электронный блок программного управления.
Также стоит отметить дублирование системы управления. Оно заключается в установке кнопок во фронтальной части станка и в боковой.
Для быстрой смены положения заготовки или режущего инструмента предусмотрен механизм быстрой остановки постоянным током.
Технические характеристики станка
Согласно принятой классификации горизонтально-фрезерному станку 6Р82 присвоен класс точности «Н». Его габариты в рабочем состоянии составляют 230,5*195*167 см. При этом масса конструкции равна 2900 кг. Максимальная нагрузка на рабочий стол не должна превышать 250 кг по центру.
Размер поверхности рабочего стола составляет 125*32 см. Для фиксации заготовки в нем есть 3 Т-образные пазы. Характеристики перемещения рабочего стола, см:
- поперечное – 24/25;
- продольное – 80/80;
- вертикальное – 36/37.
Благодаря универсальности конструкции стол может разворачиваться на 45°.
Горизонтальный шпиндель станка 6Р82 имеет стандартные характеристики для такого типа оборудования:
- вариативность частоты вращения – от 31,5 до 1600 об/мин;
- число скоростей составляет 18;
- при максимальных оборотах крутящий момент равен 107 кг/м;
- конус шпинделя — 50.
К преимуществам эксплуатации можно отнести многофункциональную механику работы, улучшенные характеристики точности. Они заключаются в наличии выключающих упоров подачи для всех направлений, возможности ручной и механической блокировки, режиме прерывистой продольной и поперечной подачи. Кроме этого при работе станка возможна оперативная остановка шпинделя и предохранение муфты от перегрузок.
Для функционирования станка в его конструкции присутствует два электродвигателя – главного привода и подачи. Мощность первого составляет 7,5 кВт, второго – 2,2 кВт. Дополнительно есть насосы для подачи охлаждающей жидкости и СОЖ.
В видеоматериале показан пример работы станка:
Возможности горизонтально-фрезерного станка модели «6Р82»










Конструктивные особенности

Внешний вид
Фрезерно-обрабатывающее оборудование марки 6Р82Ш было разработано и выпускалось на Горьковском заводе фрезерных станков. Это предприятие является старейшим и благодаря накопленному опыту станки, изготавливаемые на нем, характеризуются хорошими эксплуатационными и техническими параметрами.
Особенностью широкоуниверсального фрезерного оборудования является возможность одновременной обработки заготовки с двух сторон. Это позволяет увеличить производительность, так как не требуется изменять положение заготовки на рабочем столе для выполнения другой операции.
Дополнительно можно выделить следующие характеристики:
- наличие горизонтального шпинделя. С его помощью можно выполнять обработку цилиндрическими и торцевыми фрезами;
- дополнительные переходники-серьги. После их установки появляется возможность выполнять горизонтально-фрезерные операции;
- поворотная накладная головка. С ее помощью делается обработка крупных деталей, выполняются расточные работы;
- возможность установки накладного стола и делительной головки.
Для автоматизации процесса производства можно выбрать ручной, полуавтоматический или автоматический режим работы. Быстрая замена фрезы выполняется с помощью быстросменного механизма. Также станок 6Р82Ш обладает широким диапазоном смещений рабочего стола.
Быстрая остановка рабочей головки происходит за счет торможения постоянным током. Это увеличивает производительность, так как на смену режущего инструмента требуется меньше времени.
Габаритные размеры рабочего пространства
Параметры рабочей зоны характеризуют размеры и конструктивное оформление рабочего стола, уточняют присоединительные базы шпинделей и относительное взаиморасположение хобота с остальными узлами.
Закрепление обрабатываемых заготовок на столе выполняется при помощи механических или гидравлических (реже) зажимов/прихватов. На рабочем столе предусмотрены Т-образные пазы крепления, размеры и конструктивное оформление которых соответствуют техническим требованиям ГОСТ 1574-91. Всего на столе имеется три сквозных паза. Расстояние от продольной оси рабочего стола до поверхности вертикальной стойки должно составлять 250-260 мм. что определяет максимальные поперечные размеры заготовок, фрезеруемых на неподвижном столе.
Читать также: Сколько саморезов на 1м2 металлочерепицы для кровли
При наибольшей горизонтальной подаче стола этот параметр можно увеличивать, но не более, чем до 900 мм. Иначе возникает опрокидывающий момент, увеличивающий нагрузки на зажимы и приводящий к снижению точности резания металла. Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.

Наибольшая вертикальная регулировка рабочего стола составляет 450 мм, при этом размеры исходной заготовки в поперечном направлении не могут превышать 560 – 570 мм. С целью исключения ударных усилий при черновом фрезеровании поверхностей со сложным рельефом зазор между нижней поверхностью фрезы и верхней частью заготовки в начальный момент обработки не может быть менее 15 мм.
Длина рабочей части стола – 1600 мм, допускается установка и более длинных в плане заготовок, если они не мешают повороту хобота и инструментальных головок. Нижняя опорная поверхность заготовки должна совпадать с опорной поверхностью стола не менее чем на 75%, при этом возможные зазоры проверяются при помощи щупов по ГОСТ 882-75.
На размеры рабочего пространства влияют также размеры посадочных мест под фрезы. В частности, поперечный размер хвостовика фрезы, которая устанавливается в горизонтальный шпиндель, составляет 29 мм, а фрезы, которая устанавливается в головку – 19 мм. Прочие размеры определяются техническими требованиями ГОСТ 836-72.

Основные характеристики

Элементы станка
Станок разрабатывался для выполнения тонких фрезерных операций. Поэтому ему присвоили класс точности «П» согласно ГОСТ 8-82. Общая масса оборудования составляет 3300 кг, габариты – 247*185*195 см.
Для обработки массивных заготовок производитель предусмотрел большую площадь стола 125-32 см. Расстояние от шпинделя до поверхности детали может варьироваться от 3 до 45 см. Этот параметр изменяется при установке круглого поворотного стола и дополнительного оборудования — накладной и делительной головки.
- удаление оси шпинделя от хобота – 15,5 см;
- расстояние от поворотного шпинделя до рабочего стола может составлять от 3,5 до 53,5 см;
- удаление от поворотного шпинделя до станины – от 26 до 82 см.
Для работы станка в конструкции предусмотрено четыре электродвигателя. Функционирование главного привода происходит с помощью силовой установки мощностью 7,5 кВт. Для шпинделя поворотной головки установлен отдельный двигатель 2,2 кВт. Такой же мощностью обладает устройство для работы привода подач. Дополнительно присутствует электронасос для подкачки охлаждающей жидкости.
В период одновременной работы всех электродвигателей суммарный номинальный ток составляет 20 А. Это необходимо учитывать при подключении оборудования и обеспечения его работоспособности.
Цена на универсальный фрезерный станок 6Р82Ш, 6Т82Ш, 6К82Ш, 6М82Ш на I квартал 2014 года в базовой комплектации составляет 1 850 000 рублей (с НДС) и требует уточнения на момент запроса. Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
В нашем каталоге так же представлены качественные современные аналоги универсальных фрезерных станков 6Р82Ш, 6Т82Ш, 6К82Ш, 6М82Ш — станки серии FSS. Они обладают современной конструкцией в сочетании с высоким качеством изготовления. Относительно невысокая для такого уровня станков цена делает вертикально-фрезерные станки FSS одним из лучших предложений по соотношению цена / качество.
- Универсальный фрезерный станок FU350MRApUG
Узнать дополнительную информацию про универсальный фрезерный станок 6Р82Ш, 6Т82Ш, 6К82Ш, 6М82Ш, их аналогах — станках FSS, характеристики фрезерных станков, или открыть заказ Вы можете, позвонив нам по телефону в Москве, или по телефону в городе Ярославле. Также Вы можете отправить нам Вашу заявку по электронной почте на адрес: [email protected] Мы с удовольствием поможем Вам с подбором необходимого оборудования!
Параметры рабочего стола

Кинематическая схема
Рабочий стол предназначен для фиксации заготовки и ее дальнейшей подаче к поверхности режущего инструмента – фрезы. Основными характеристиками этого компонента универсально-фрезерного станка 6Р82Ш является степень смещения детали.
Изменение положения рабочего стола может осуществляться в двух режимах – механическом и ручном. При этом максимальные и минимальные параметры будут одинаковыми. Максимальная нагрузка на стол составляет 250 кг. Это относится только к центру. При смещении центра тяжести заготовки этот параметр будет меньше.
Основные характеристики рабочего стола станка 6Р82Ш:
- максимальное перемещение. Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;
- количество пазов Т-образной формы — 3;
- смещение стола на один лимб. На один продольный или поперечный оборот составляет 6 мм. Для вертикального перемещения значение равно 2 мм;
- количество рабочих подач — 18;
- пределы подачи (продольных и поперечных) — от 25 до 1250 мм/мин.
При механическом смещении положения рабочего стола с помощью рукояти направление ее поворота совпадает с направлением движения всей конструкции. Это уменьшает трудоемкость работы, минимизирует вероятность появление ошибок.
Для оперативного изменения скорости подачи предусмотрены однорукояточные механизмы. Благодаря их конструкции можно установить любой режим работы без активации промежуточных ступеней.
Все оборудование — Настроить слоган
Предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Станки оснащены хоботом, на котором установлена накладная и поворотная шпиндельные головки с индивидуальной коробкой скоростей и отдельным приводом, обеспечивающими возможность обработки детали инструментом, установленным к рабочей поверхности стола под любым углом в любой плоскости. Наличие отдельного горизонтального шпинделя позволяет использовать эти станки как обычные горизонтально-фрезерные.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
ОСОБЕННОСТИ КОНСТРУКЦИИ 6Р82Ш
Характерные особенности: базовая модель (автоматические циклы по 3 координатам); Тип: широкоуниверсальный
ОСНОВНЫЕ ПРЕИМУЩЕСТВА ШИРОКОУНИВЕРСАЛЬНЫХ СТАНКОВ: КОНСТРУКТИВНЫЕ:
- механизированное крепление инструмента в шпинделе;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение шпинделя при остановке электромагнитной муфтой.
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- повышенный класс точности;
- возможность одновременной работы двумя шпинделями;
- высокая жесткость;
- надежность и долговечность
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СТАНКОВ:
Технологические возможности станков могут быть расширены за счет применения на них делительной и долбёжной головок, круглого поворотного стола. Станки 6Т82ШФ1 оснащены устройством цифровой индикации координат ЛИР.
| Технические характеристики станка 6Р82Ш | Параметры |
| Тип | Широкоуниверсальный |
| Размеры рабочей поверхности стола, мм | 1250х320 |
| Наибольшее перемещение стола, мм: | |
| — продольное | 800 |
| — поперечное | 320 |
| -вертикальное | 420 |
| Расстояние от оси горизонтального (торца вертикального) шпинделя до рабочей поверхности стола, мм | 30-450 |
| Расстояние от оси горизонтального шпинделя до направляющих хобота, мм | 155 |
| Пределы частот вращения шпинделя, мин-1: | |
| -основного | 31,5-1600 |
| -накладной и поворотной головок | 50-1600 |
| Диапазон подач стола, мм/мин: | |
| -продольных и поперечных | 0-3150 |
| -вертикальных | 0-1300 (ускорен. 4000) |
| Наибольшая масса обрабатываемой детали (с приспособлением), кг | 400 |
| Мощность электро-двигателей приводов, КВт: | |
| -основного шпинделя | 7,5 |
| -накладной и поворотной головок | 3 |
| -подач стола | 3 |
| Конус шпинделя по ГОСТ 30064-93 | |
| -основного | N50 |
| -накладной и поворотной головок | N40 |
| Угол поворота стола вокруг вертикальной оси, град. | — |
| Габаритные размеры станка, мм | |
| — длина | 2280 |
| — ширина | 1965 |
| — высота | 1970 |
| Масса станка с электрооборудованием, кг | 3550 |
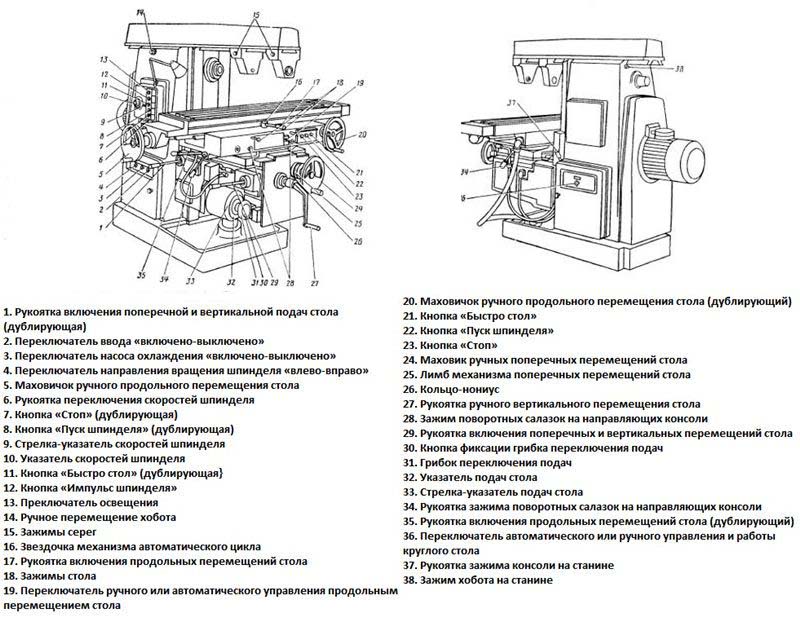
Перечень органов управления
Станок 6Р82Ш может работать в ручном и автоматическом режимах. В последнем случае дополнительно может быть осуществлено перемещение фрез по замкнутому прямоугольнику, замедление подачи инструмента или заготовки, включение привода подачи смазки и смазочно-охлаждающей жидкости.
В состав органов управления входят:
- Рукоятки для переключения режимов действия механизма подач и коробки скоростей;
- Кнопки включения и выключения узлов;
- Маховички ручного перемещения стола;
- Панель управления режимами вращения шпинделей;
- Рукоятки перемещения подвижной панели;
- Панель управления движением подвижных салазок;
- Кнопки аварийного отключения станка.
Принцип управления работой фрезерного станка марки 6Р82Ш основан на комбинированном использовании показаний цифровых индикаторов (положения стола, шпинделей) и ручного управления основными узлами при помощи градуированных маховичков. Рукоятки предусмотрены на обеих боковых поверхностях стойки. Схема станка допускает его модернизацию с установкой системы автоматизированного управления.
Читать также: Как промерить цилиндры нутромером
Консольно-фрезерный станок 6Р82,6Р82Г
Вы здесь

Консольно-фрезерный станок 6Р82 и 6Р82Г предназначен для обработки деталей из различных материалов (сталь, чугун, цветные материалы) дисковыми, концевыми, торцевыми и пальцевыми фрезами в условиях единичного и крупносерийного производства.
На фрезерном станке возможно обрабатывать детали различной конфигурации и сложности, вертикальные и горизонтальные плоскости, шпоночные пазы, зубья шестерен. Также возможно фрезерование различных спиралей при помощи поворота стола вокруг своей оси на 45 градусов.
Технологические возможности фрезерного станка могут быть расширены с использование делительных головок, поворотного стола или накладной фрезерной головки.
Класс точности станка — Н- нормальный.

Устройство фрезерного станка 6Р82
- Станина;
- Электрооборудование;
- Коробка скоростей;
- Коробка переключения;
- Стол и салазки;
- Консоль;
- Коробка подач.

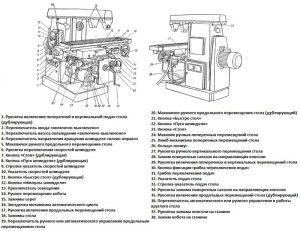
Органы управления фрезерного станка 6Р82
- Ручка включения поперечной и вертикальной подачи;
- Переключатель ввода;
- Переключатель насоса системы охлаждения;
- Переключатель частоты вращения шпинделя;
- Маховик ручного продольного перемещения шпинделя;
- Рукоятка переключения скоростей вращения шпинделя;
- Кнопка Стоп;
- Кнопка Пуск шпинделя;
- Стрелка-указатель скоростей шпинделя;
- Указатель скоростей шпинделя;
- Кнопка Быстро стол;
- Кнопка Импульс шпинделя;
- Переключатель освещения;
- Ручное перемещение хобота;
- Зажим серьги;
- Звездочка механизма автоматического цикла;
- Ручка включения продольных перемещений стола;
- Зажим стола;
- Переключатель ручного автоматического управления продольными перемещениями стола;
- Маховик ручного продольного перемещения стола станка;
- Кнопка Быстро стол;
- Кнопка Пуск шпинделя;
- Кнопка Стол;
- Маховик ручных перемещений стола станка;
- Лимб механизма перемещений стола станка;
- Кольцо-нониус;
- Ручка ручных вертикальных перемещений стола;
- Зажим поворотных салазок;
- Ручка включения вертикальных и поперечных подач шпинделя;
- Кнопка фиксации грибка переключения подач стола;
- Грибок переключения подач стола;
- Указатель подач;
- Стрелка-указатель подач стола;
- Ручка зажима салазок на направляющих консоли;
- Ручка включения продольной подачи стола;
- Переключатель автоматического или ручного управления круглого стола;
- Ручка зажима консоли на станине станка;
- Зажим хобота на станине станка.
Кинематическая схема консольно-фрезерного станка 6Р82

Коробка скоростей консольно-фрезерного станка 6Р82

Коробка скоростей консольно-фрезерного станка смонтирована в чугунном корпусе станины. Соединение коробки скоростей с валом осуществляется при помощи упругой муфты.
Шпиндель коробки скоростей представляется собой трехопорный вал, точность которого определяется подшипниками 2 и 4. Третий подшипник предназначен для поддержания хвостовика шпинделя.
Регулировка осевого зазора осуществляется подшлифовкой колец 9 и 10. Повышенный люфт(зазор) в переднем подшипнике устраняется подшлифовкой полуколец 5 и подтягиванием гайки 1.
Смазка коробки скоростей осуществляется с помощью плунжерного насоса, производительностью 2л/мин. Остальные элементы коробки скоростей станка смазываются с помощью разбрызгивающего масла, поступающего из отверстий трубки, расположенной над коробкой скоростей станка.
Коробка переключения скоростей фрезерного станка 6Р82

Коробка переключения скоростей фрезерного станка 6р82 позволяет выбрать требуемую скорость вращения без последовательных промежуточных ступеней.
Рейка передвигается с помощью рукоятки 5, посредством сектора 2 через вилку 10 перемещает в осевом направлении валик 3 с диском переключения 9. Диск переключения поворачивается при помощи указателя скоростей 11 через коническую передачу 2 и 4. На диске расположены отверстия определенного размера, расположенных напротив штифтов реек 5 и 7, зацепляющихся попарно с шестерней 6.
Регулировка пружины 13 осуществляется пробкой 14 с учетом фиксации лимба и нормального усилия при его повороте.
Ручка 5 во включенном положении удерживается с помощью пружины 4 и шарика 3. Также шип рукоятки входит в сопряжение с пазом фланца.
Зазор к конической передачи не должен превышать 0,2мм, за счет этой величины, диск может провернуться до 1 мм.
Коробка подач фрезерного станка

Коробка подач обеспечивает получение рабочих подач (S) и ускоренных перемещений стола, консоли и салазок.
В результате вращение блоков, получаемые скорости передаются на вал 12 через шариковую предохранительную муфту 4 и втулку 3, соединенной шпоночным соединением с кулачковой муфтой 4 и выходным валом 12.
Диски фрикционной муфты через один связаны с корпусом фрикциона и втулкой 15, которая соединена шпонкой с валом 12.
При нажатии кулачковой муфты 4 на торец втулки 5 и далее на гайку 14, диски 7 и 8 сжимаются и передают крутящий момент валу 12 и шестерни 10.
Коробка переключения подач фрезерного станка.
Коробка переключения подач состоит в узле коробки подач. Принцип работы аналогичный принципу работы коробке переключения скоростей.

Для предотвращения осевого смещения диска 9 (рис.) валик 1 запирается во включенном положении при помощи двух шариков 6 и втулкой 2. Попадая в кольцевую проточку валика 3, шарики освобождают от фиксации валик 1 при нажатии на кнопку 4.
Фиксация поворота диска переключения 9 осуществляется шариком 8 через фиксаторную втулку 5, связанную шпонкой с валом 1.
Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6Р82
Горизонтально-фрезерный станок модели 6Р82: производитель, история создания. Технические особенности, чертеж, схема, конструкция. Преимущества и недостатки.
Горизонтально фрезерный станок модели 6Р82 представляет собой востребованное оборудование на многих российских производствах. Несмотря на то, что данная модель выпускается уже больше 30 лет, актуальность она не потеряла. Дело в том, что станок обладает расширенным функционалом, удобен в использовании и долго служит.
Что известно о производителе станка
Станок 6Р82г произведен на Горьковском заводе фрезерных станков. Предприятие известно не только в России, но и по всему миру. Оно начало свою работу в 1931 году. Занимается выпуском фрезерного оборудования, в том числе и современным управлением ЧПУ и УЦИ. Горьковский завод является крупнейшим предприятием страны, ежедневно с конвейера сходило более сотни разнообразных видов продукции.
Линейка станок с маркировкой Р увидела свет в 1972 году. Консольное устройство вышло одновременно с 6Р83. Интересно, что данные модели стали прототипами вариаций серии М, являющиеся более универсальными.
Сейчас станки фрезерного типа выпускает компания «Станочный Парк». ООО было основано в 2007 году, но уже успело завоевать положительную репутацию.

История горизонтального консольного фрезерного станка 6Р82г
Модели горизонтально фрезерные начали выпускать с 1932 года — через год после открытия предприятия. В 37 появились прототипы — варианты серии 6Б, который были оснащены столами с размерами 320 на 1250 миллиметров. В 51 году началось производство вариаций 6Н. Одни из приборов — 6Н13ПР — был положительно воспринят общественностью и принят к рассмотрению ведущими европейскими специалистами. В 1956 году, то есть через пять лет после создания, конструкторов наградили в Брюсселе за эту разработку.
В 1960 году появляются варианты серии 6М, станков такого типа было выпущено семь моделей. Они были удобны, но все еще присутствовала проблема недостаточной безопасности.
Модель 6Р82 появилась одновременно с еще одной популярной 6Р83 — в 1972 году. Консольные вариации понравились специалистам, которые настояли на том, что ассортимент необходимо расширять. Так появились в 1985 году другие линейки станков с маркировкой Т-1 — 6Т82 и 6Т83. Принципиальных различий у оборудования нет. В 1991 году показали разработки серии Т — станков представлено десять видов.
Многие вариации оборудования выпускаются до си пор. Не стоит думать, что ранний год изготовления говорит о плохом качестве или недостаточном функционале. На самом деле приборы раннего производства могут подойди предприятиям лучше, чем выполненные во времена миллениума — дело в том, насколько они подходят для конкретного выполняемого вида работ.

Назначение и область применения
Станок 6Р82 имеет меньшие габариты и требует меньшего рабочего пространства, чем варианты 6Р83. Следует учесть и то, что последние выдают большую мощность двигателя. Если требуется оборудование на масштабное производство, то предпочтение следует отдать 83. Но в тоже время 82 имеет некоторые конструктивные особенности, делающие его востребованным.
Стол станка поворачивается на угол до 45 градусов в обе стороны. При этом плоскость поворачивается около вертикальной оси. Особенности дает работать по металлу в любых условиях и проводить тщательную обработку даже труднодоступных сторон заготовки.
Сфера применения горизонтального станка масштабная. Его используют для работы с заготовками из цветных металлов, стали и чугуна — разницы нет, но необходимо подобрать верно резцы. Фрезерный станок проводит обработку различными по своему типу резцами, в том числе и цилиндрическими дисковыми, угловыми, концевыми, кольцевыми, торцовыми. Удобно то, что можно купить дополнительно детали и выполнять работу по заготовкам самостоятельно, вне серийного производства.

Фрезерный горизонтальны станок наиболее востребован в условиях серийного производства. Дело в том, что на нем можно выставить автоматический или полуавтоматический цикл работы. Это значит, что детали будут автоматически обрабатываться, не требуется вмешательство и контроль человека. Особенности во многом упрощает операционную деятельность, делает ее безопасной и быстрой.
Форма плоскостей, с которыми работают на оборудование, не ограничивается. Используется различные вертикальные и горизонтальные вариации. Без труда можно работать колеса из зубцов, пазы, рамки или углы. Поэтому станок типа 6Р82 и 83 считается одним из лучших вариантов для серийного производства, требующего больших мощностей, но вместе с тем нуждающемся в оборудовании с разноплановыми резцами.
Дополнительный плюс — функционал станка расширяется при помощи круглого стола, докупают делительную или накладную головку, которая расширяет диапазон возможностей.
Технические характеристики
Паспорт изделия прикладывается к каждому станку, в нем детально прописываются технические характеристики. Масса оборудования составляет 2900 килограмм, понятно, что для домашней мастерской он не подойдет. Мощностью двигателя при этом составляет от 7,5 кВт (в модели 6Р83 показатель начинается от 8 кВт, в этом состоит главное отличие моделей). Максимальны размеры заготовки составляют 8х24х37 сантиметров.
Станок отличается высокими показателями числа оборотов — до 1600 в минуту. Это качество обеспечивается особенностями шпинделя, который имеет 19 скоростей вращения. Это не только помогает достичь хорошего значения числа оборотов, но и варьировать скорости для достижения оптимального результата работы.
Шпиндель по ГОСТу 24644, конус Морзе КМ50. Устройство закрывается специальным шомлотом, а его конец в свою очередь затягивают колпаком.
В коробке передач насчитывается 19 скоростей. При этом есть поперечное и продольное направление до 1250 оборотов в минуту в горизонтальном направлении. В вертикальном, максимальные показатели достигают 416 оборотов за минуту. В поперечном направлении коробка дает перемещение стола на 1 метр в минуту, а в продольном — до 3 метров.
В обязательном порядке проверяют работоспособность пружины фиксатора лимбов, зазоры в подшипниках, предохранительную муфту. Осмотр деталей механизма проводят как минумум раз в три цикла.
Поворотный стол раздвигается на 45 градусов. Это позволяет фиксировать заготовку в удобном положении. В результате обрабатывается труднодоступные части детали.
Технические характеристики фрезерного станка высоки. Его пользуют по основному предназначению как твердосплавный инструментарий.

Конструкция и ее специфика
Конструктивные детали механизма обеспечивают функциональность и жесткость. Особенности соединения узлов определяют эффективность работы.
Хобот и серьги
Возможно перемещение хобота в направляющих станины. А серьги могут перемещать в хоботе, так же закрепляться. Не разрешается перестановка серег с другого оборудования, так как они монтируются индивидуально для каждого подшипника. В случае поломки их изготавливают самостоятельно.
Регуляция зазора проводятся винтом и гайкой. Подача масла проходит по проволоке из подшипника. Температура вращающейся части не должна превышать при работе 55 градусов.

Коробка скоростей
Коробка скоростей находится в корпусе станины, видна через окно справа. Шпиндель — вал с тремя опорами, третья из которых соединена с хвостиком. Регуляция происходит путем снятия крышки, ослабления гайки и обкатки шпинделя, уменьшения зазоров.
Смазка происходит насосом с производительностью до 2 литров минуту. Поступает в узлы при помощи трубок, а на отделенные элементы разбрызгивается из отверстий.
Коробка переключения скоростей
Работа коробки переключения дает возможность выбирать оптимальную скорость работы, но при этом, не проходя все промежуточные ступени. В фразерном станке реализуется при помощи устройства из рейки, рукоятки, вилки, диска переключения, конических шестерен, зубчатого колеса.
Соответствие скоростей достигается выставлением определенного соотношения шестерен. Смазка происходит путем подачи масла из станины.

Коробка подач
Необходима для перемещения стола, консоли и салазок. Получив информацию по панели управления сигнал подается на выходной вал, муфты. Подается на кулачковую втулку, которая сжимает пружины, приводящие в движение зубчатое колесо. От того, какие задействованы муфты и торец втулки изменяется подача на гайки и диски. В свою очередь это определяет движение колеса и передачу вращения.
Переключение подач идентично по принципу работы. Допустимо легкое прощелкивание при усиленных режимах.

Габаритные размеры рабочего пространства
Форм-фактор меньшие, чем у модели 83. Учитываются фазы стола и шпиндель. В стандартной схеме указывается, что даются параметры не менее 128,57 сантиметров по длине. Круговым элементом определяется размеры (учесть стоит и поворот на 45 градусов). Диагональ составляет 101 сантиметр, не учитывая угол поворота.
Кинематическая схема
По кинематической схеме видно, что привод соединен с электродвигателем через муфту. Она отвечает за передачу движения конструктивному узлу. Трансформации трех блоков определяют число оборотов шпинделя. Возможно сообщение до 13 скоростей, при этом нет необходимости переходить поэтапно.
Электродвигатель, расположенный в консоли, осуществляет деятельность привода передач. Происходит это путем одной из 18 различных подач через кулачковую муфту к винтам. Те в свою очередь на горизонтальном стане могут быть трех видов: вертикальные, продольные и поперечные.
Важна функция фрикциона перемещения, который осуществляет движения через зубчатые колеса до подач. Эта детали соединяется с муфтой, ограничиваются одновременный функционал. Станина фиксируется штифтами по схеме, закреплена жесткими способом.

Электросхема фрезерного станка 6Р82
Электрическая схема включает в себя распределительные мощности питающей цепи, цепи управления и освещения.
Номинальный ток всех работающих электрических двигателей не превышает показателя в 20 Ампер. Устройство станка выполнено по принципиальной схеме 6Р 13.08.000ЭЗ, также соединительной для изделий Р 13.8.000Э4. Просмотреть схемы можно в техническом паспорте изделия.
Электрооборудование
Электрооборудование фрезерного станка представлено питающей сетью с напряжением 380 В. Частота переменного тока составляет 50 Герц. Присутствует две сети управления, одна из которых подает переменный ток под напряжением в 110 В, а другая — постоянный под напряжением 65 В.
Станок оснащен приборами света до 24 В. При этом сумма одновременно функционирующих электрических двигателей станка не может превышать 20 Ампер. В тоже время до 65 Ампер наблюдается в защитных устройствах, например, датчиках, регуляторах автоматического питания и выключения, предохранителей конструктивных узлов механизма.

Установочный чертеж
Чертеж рассчитывается в индивидуальном порядке в зависимости от помещения. Стандартный чертеж представлен так, чтоб оборудование вписалось при развороте в 45 градусов на любую плоскость.
Пределы использования станка по мощности и силовым нагрузкам
Определяют пределы работы привода только показатели электрического двигателя, установленные в оборудовании (если проводится более 63 оборотом в минуту). Если число меньше 63, то уменьшают мощность главного привода. Усилие резания при продольной подаче составляет максимально 1500 кгс, поперечной — 1200 кгс, вертикальной — 500 кгс. Максимальный размер заготовки для проведения черновой обработки — до 160 миллиметров.
Возникающая вибрация снимается путем увеличения подачи или включения режима с поступательным неравномерным шагом.

Основные преимущества станка
У станка фрезерного масса преимуществ, благодаря которым он пользуется популярностью несмотря на появление более мощных и разноплановых моделей. Дело в том, что оборудование отличается стабильностью, простотой управления и удобством для мастера. Плюсы:
- вариации подач;
- быстрое снятие инструмента и крепление;
- режим автоматики;
- смазка конструкции без участия человека;
- подключение индикации.
Конечно, основным преимуществом станка является наличие вращения. С его помощью достигается доступ ко всем сторонам и тщательная их обработка.

Недостатки конструкции
Недостатков у автоматизированного оборудования токаря практически нет, за исключением массивности металлической конструкции. Не всегда удобно установить станок даже на производственном помещении. Обслуживание проводится редко, но для этих целей необходимо привлекать специалиста высокой квалификации.
Горизонтально-фрезерный станок 6Р82
Горизонтальный консольно-фрезерный станок 6Р82 начал выпускаться Горьковским заводом фрезерных станков с 1970 года. С тех пор, когда начали выпускаться такие станки, прошло больше 40 лет, но горизонтально-фрезерный станок 6Р82 продолжает работать на многих предприятиях. На нем с высокой точностью выполняются работы по обработке металлов различной сложности. Эта модель фрезеровочных станков причисляется к патриархам отечественного станкостроения, и она до сих пор числится одной из самых распространенных и общедоступных моделей.

Завод и сегодня выпускает горизонтальные универсальные станки, но уже спроектированные по новым технологиям. Массово начали развиваться системы числовых программных управлений (ЧПУ). Современный фрезерный станок с ЧПУ по металлу 6Р82 получил широкое применение в малом бизнесе.
Расшифровка названия станка означает:
- 6 — фрезерные станки;
- Р – модификация станка;
- 8 – этой цифрой принято обозначать горизонтально-фрезерные станки;
- 2 – указывается на типоразмер (габариты) рабочего стола.
Консольные фрезерные станки 6Р82 относятся к самым популярным агрегатам, используемым для фрезерования. Им дали определение как «консольно-фрезерные» благодаря своим конструктивным решениям.
Роль консоли выполняют специальные кронштейны, которые являются опорами стола. Габариты размеры станка составляют 320х1250 мм.
Горизонтально-фрезерный станок 6Р82 входит в группу горизонтальных агрегатов. Это связано с тем, что шпиндель на таком станке во время его работы, всегда остается в неизменном положении. Он всегда расположен в горизонтальном положении. На станках рабочие столы можно устанавливать в перпендикулярном положении по отношению к шпинделю.
Предназначение станка 6Р82
Назначение фрезерного станка 6Р82 прописано в его паспорте. Эти станки разрабатывались с целью выполнения на них различных видов фрезеровальных работ. На них можно фрезеровать, используя различные типы фрез.
Технические характеристики станков предусматривают расширение их потенциальных возможностей. Для этого следует использовать дополнительное оборудование и приспособления, которые могут поставляться в комплекте со станком.
Станки применяются на предприятиях различных отраслей промышленности, начиная от мелких мастерских и заканчивая крупными машиностроительными гигантами. Они очень высокотехнологичны, и способны производить обработку деталей с высоким качеством, а главное с высокой точностью.
Техническая компоновка разработана с условием создания оператору максимальных удобств в обслуживании станка.
Фрезерный станок 6Р82, технические характеристики которого дают возможность пользователю легко настраивать его для работы в автоматическом или полуавтоматическом режиме, а, следовательно, это дает возможность применять такой агрегат для комплектации единой автоматизированной линии.
Устройство станка – основные узлы и механизмы
Паспорт и схема станка 6Р82 предусматривает следующие важные конструктивные детали, узлы и механизмы:
Станина
Станина относится к фундаменту станка, на котором устанавливаются все его рабочие детали, узлы и механизмы. Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Хобот и серьги
Эти детали размещаются на станине. Хобот закрепляется и скользит по направляющим. Серьги монтируются на других направляющих, которые располагаются на хоботе. Внутри хобота расположена коробка скоростей, посредством которой передается вращение шпинделю.

Хобот с серьгами станка 6Р82
Серьги устанавливаются в специально предусмотренных для этих целей отверстиях. Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Для регулировки зазоров в подшипниках серьги, предусмотрена специальная гайка. Регулировка проводится с контролем по результатам температуры нагрева серьги. Измерение температуры нагрева должна производиться после обкатки станка. Время обкатки должно быть не менее одного часа, а число оборотов шпинделя устанавливается максимальным. Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Масло, которым смазываются подшипники, находится в специальных углублениях (нишах), расположенных на серьге. Масло поступает в подшипник через втулочные оконные проемы.
Коробка подач
Коробка подач 6Р82 предназначена для обеспечения перемещения всех движущихся частей и агрегатов станка.

Коробка подач станка 6Р82
Главное движение обеспечивается приводом, в состав которого входит фланцевый электрический двигатель и соединительная муфта. Электродвигатель привода подач устанавливается внутри консоли станка. Консольно-фрезерные станки 6Р82, паспорт которых предусматривает изменение скорости шпиндельного узла, могут работать на 18 фиксированных скоростях. Регулировка осуществляется посредством зубчатых колесных блоков. Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
В коробке подач предусмотрен режим быстрого перемещения. Такой режим перемещения возможен только после приведения в действие фрикциона форсированного хода. Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Консоль
Описание консоли дает паспорт. Конструкция консоли изготовлена в виде металлической коробчатой отливки. Она передвигается по вертикальным направляющим, которые соединены со станиной.
Внутри консоли расположены основные механизмы коробки подач. Эти механизмы предназначены для передачи движения от коробки подач к винтовым валам.
Коробка переключения скоростей
Коробка скоростей на фрезерном станке 6Р82 расположена непосредственно на станине (в хоботе) и предназначена для установки необходимого скоростного режима обработки детали. Конечным узлом коробки скоростей является ее шпиндель, который представляет собой вал, удерживающийся на трех опорах. Роль опор выполняют подшипники.

Разрез по шпинделю станка 6Р82
Шпиндель предназначен для передачи вращательного момента от силовой коробки передач, к закрепленному в нем инструменту. Вращательный момент коробка передач получает от вала электродвигателя главного хода станка, соединенных между собой соединительной муфтой.
Для перехода от одной оптимальной величины вращения шпинделя к другой нет необходимости последовательного перехода по скоростным промежуточным ступеням. Основными деталями коробки скоростей являются: рейка, рукоятка переключателя, зубчатые колеса и шестерни.
Для осмотра внутренних деталей коробки, на ней установлено смотровое окно. Переключение скоростей осуществляется рукояткой. Необходимая скорость выбирается по указателю оборотов шпинделя. С помощью коробки скоростей можно устанавливать 19 различных скоростей вращения шпинделя.
Стол и салазки
Эти конструктивные узлы предназначены для передвижения стола в продольных и поперечных плоскостях. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.

Внешний вид фрезерного станка 6Р82
Стол и ходовой винт соединяются по торцам стола с помощью кронштейнов. Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой.
Механизм разворота стола обеспечивает установку его на угол в 45° от его первоначального положения. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Салазки выполняют функцию буферной части между консолью и столом. Они передвигаются по горизонтальным направляющим, которые расположены на консоли.
Электрооборудование станка
Электроснабжение горизонтально-фрезерного станка 6Р82 определяет его паспорт. В станке предусмотрены два основных привода: привод главного хода и привод механизма подач. Приводы главного хода и механизма подач приводятся в действие электрическими асинхронными двигателями.

Электрическая схема станка 6Р82
Кроме этого электрическая схема предусматривает работу других технологических систем, таких как система охлаждения.
Консольно-фрезерные станки 6Р82, руководство по эксплуатации которых предусматривает электроснабжение на переменном напряжении, поставляются заказчику с различными классами напряжения.
Фрезерный станок 6Р82, электрическая схема которого может работать от источника 3-фазного напряжения следует размещать на участках, где есть классы напряжения от 220 В до 440 В.
Все электрические двигатели, в зависимости от индивидуального исполнения, могут работать на напряжениях от 220 В до 440 В.
Электрическая схема разработана на применение следующих классов напряжения: для рабочего освещения — 24, 36 или 110 В, в зависимости от индивидуального исполнения; для цепей управления — 110-220 В; для цепей электродинамического торможения – 56 В. Местное освещение осуществляется от светильников, которые распложены на станине.
Эксплуатация станка 6Р82
Эксплуатация горизонтально-фрезерных станков определяется руководством по эксплуатации, которое поставляется заказчику в комплекте со станком. В руководстве приводится основная характеристика каждого станка, а также подробная инструкция по его эксплуатации. Кроме этого в руководстве по эксплуатации прописываются основные правила безопасности, которые необходимо выполнять при работе со станком.
Скачать паспорт (инструкцию по эксплуатации) горизонтально-фрезерного станка 6Р82
В руководстве прописаны также правила управления станком и порядок поддержания его в рабочем состоянии.
Управление станком осуществляется от аппаратов управления, которые расположены сбоку и на передней части станка. Для управления используются специальные рукоятки, кнопочные станции и переключатели.
Уход за станком может осуществлять только его оператор, который закреплен за данным станком и хорошо знает его устройство.
Перед каждым пуском станка необходимо убедиться в том, что на направляющих отсутствует пыль, грязь или стружка. Проверить работу системы смазки и охлаждения, обратив особое внимание на наличие масла и охлаждающей жидкости.
Для выколачивания оправки или фрезы из шпинделя следует применять молоток, изготовленный из латуни или меди.
Особое внимание следует уделять столу. Загружать на стол инструмент, приспособления или заготовки можно только тогда, когда его поверхность очищена от посторонних предметов, а также от сгустков промасленной грязи и стружки.
Для того чтобы детали станка проработали как можно дольше, следует вовремя проводить смазку трущихся и вращающихся деталей. Порядок и сроки смазки прописаны в специальном разделе руководства по эксплуатации. Наличие смазки в агрегатных узлах станка контролируется по маслоуказателям.
Следует помнить, что станок будет надежно работать только тогда, когда будут в установленные сроки проводиться текущие регламентные работы, а также капитальные ремонты его отдельных агрегатов.
Горизонтально-фрезерный 6Р82

Горизонтально-фрезерный станок 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82
Горизонтально-фрезерный станок 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82 — очень распространённая на территории бывшего СССР модель фрезерного станка. Станок предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
Горизонтально-фрезерный станок 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82 позволяет обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т. д. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений. В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера. Техническая характеристика и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента. Станки автоматизированы и могут быть настроены на различные, автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
- Широкие диапазоны величин подач стола
- Быстросменное крепление инструмента
- Наличие механизма замедления подачи
- Замедление рабочей подачи в автоматическом цикле
- Возможность работы в автоматических циклах, включая обработку по рамке
- Автоматическая смазка узлов
- Применение бесконтактных быстродействующих электромагнитных муфт в приводе подач
- Повышенная точность станка за счет расположения винта поперечной подачи по оси фрезы
- Возможность перемещения стола одновременно по двум и трем координатам
- Возможность применения электродвигателя постоянного тока в приводе подач
- Возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления.
Буквенно-цифирный индекс горизонтально-фрезерного станка 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82 обозначает следующее: цифра 6 — это фрезерный станок; буква Р, М, Т, Н – модификация станка, цифра 8 – обозначает горизонтально-фрезерный станок, цифра 2 – типоразмер станка (размер стола).
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1250 х 320 |
| Наибольшее продольное перемещение стола, мм | 850 |
| Наибольшее поперечное перемещение стола, мм | 250 |
| Наибольшее вертикальное перемещение стола, мм | 400 |
| Класс точности | Н |
| Расстояние от торца поворотного шпинделя стола, мм | 50 — 410 |
| Наибольшее выдвижение гильзы поворотного шпинделя, мм | 60 |
| Пределы частот вращения шпинделя, мин -1 | 40 — 2000 |
| Ускоренное продольное перемещение стола, мм/мин | 2900 |
| Ускоренное поперечное перемещение стола, мм/мин | 2300 |
| Ускоренное вертикальное перемещение стола, мм/мин | 1150 |
| Мощность электродвигателя привода шпинделя, кВт | 5,5 |
| Мощность электродвигателя привода стола, кВт | 1,5 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Габаритные размеры станка (Д х Ш х В), мм | 2135 x 1865 x 1695 |
| Масса станка с электрооборудованием, кг | 2360 |
- Дублированное управление кнопочно-рукояточного типа (спереди и с левой стороны станка)
- Пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок
- Управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола
- Изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поворотом лимба без прохождения промежуточных ступеней
- Торможение постоянным током.
- Стол горизонтально-фрезерного станка модели 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82 может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны.
Горизонтально-фрезерный станок 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82 сегодня
Горизонтально-фрезерный станок 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82 производился на «Горьковском станкостроительном предприятии». В настоящий момент станки с такими индексами не выпускается. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
По запросу мы можем предоставить цену на современные недорогие аналоги горизонтально-фрезерных станков моделей 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82. Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
В нашем каталоге так же представлены качественные современные аналоги станков 6Р82, 6М82, 6Р82Г, 6Т82, 6Т82Г, 6Н82 — станки серии FU и FW. Они обладают современной конструкцией в сочетании с высоким качеством изготовления. Относительно невысокая для такого уровня станков цена делает вертикально-фрезерные станки FU и FW одним из лучших предложений по соотношению цена / качество.
Станок горизонтальный консольно-фрезерный с поворотным столом — универсальный 6Р82

Технические характеристики
- Класс точности по ГОСТ 8-82 Н
- Максимальная нагрузка на стол (по центру), кг 250
- Размеры рабочей поверхности стола (длина х ширина), мм 1250 х 320
- Число Т-образных пазов Размеры Т-образных пазов 3
- Наибольшее перемещение стола продольное механическое/ ручное, мм 800/ 800
- Наибольшее перемещение стола поперечное механическое/ ручное, мм 240/ 250
- Наибольшее перемещение стола вертикальное механическое/ ручное, мм 360/ 370
- Наименьшее и наибольшее расстояние от оси шпинделя до стола при ручном перемещении, мм * При ручном перемещении и снятом нижнем ограничительном кулачке 30. 400*
- Расстояние от оси шпинделя до хобота, мм 155
- Наибольший угол поворота стола, град ±45
- Цена одного деления шкалы поворота стола, град 1
- Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм 0,05
- Перемещение стола на один оборот лимба продольное и поперечное, мм 6
- Перемещение стола на один оборот лимба вертикальное, мм 2
- Частота вращения шпинделя, об/мин 31,5 — 1600
- Количество скоростей шпинделя 18
- Наибольший крутящий момент, кгс.м 107
- Эскиз конца шпинделя ГОСТ 836-72
- Конус шпинделя 50
- Быстрый ход стола продольный и поперечный, мм/мин 3/ 3/ 1
- Число ступеней рабочих подач стола 18
- Пределы рабочих подач. Продольных и поперечных, мм/мин 25. 1250
- Пределы рабочих подач. Вертикальных, мм/мин 8,3. 416,6
- Выключающие упоры подачи (продольной, поперечной, вертикальной) есть
- Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) есть
- Блокировка раздельного включения подачи есть
- Автоматическая прерывистая подача Продольная есть
- Автоматическая прерывистая подача Поперечная и вертикальная нет
- Торможение шпинделя есть
- Предохранение от перегрузки (муфта) есть
- Электродвигатель привода главного движения Тип 4А132М4УЗ
- Электродвигатель привода главного движения Число оборотов в минуту, об/мин 1460
- Электродвигатель привода главного движения Мощность, кВт 7,5
- Электродвигатель привода подач Тип 4А90L4УЗ
- Электродвигатель привода подач Число оборотов в минуту, об/мин 1430
- Электродвигатель привода подач Мощность, кВт 2.2
- Электронасос охлаждающей жидкости Тип ПА-22У2
- Электронасос охлаждающей жидкости Число оборотов в минуту, об/мин 2800
- Электронасос охлаждающей жидкости Мощность, кВт 0,12
- Производительность насоса СОЖ, л/мин 22
- Габариты станка (длина х ширина х высота), мм 2305 х 1950 х 1670
- Масса станка, кг 2900
Горизонтальный консольно-фрезерный универсальный станок 6Р82 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На станке можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т. д
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Класс точности станка Н по ГОСТ 8—77.
Особенностями конструкции станка являются:
- широкие диапазоны величин подач стола;
- быстросменное крепление инструмента;
- наличие механизма замедления подачи;
- замедление рабочей подачи в автоматическом цикле;
- возможность работы в автоматических циклах, включая обработку по рамке;
- автоматическая смазка узлов;
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач;
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы;
- возможность перемещения стола одновременно по двум и трем координатам;
- возможность применения электродвигателя постоянного тока в приводе подач;
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления;
- Поворотный стол.
Станки предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера.
Техническая характеристика и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента.
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточного типа (спереди и с левой стороны станка);
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок;
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола;
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней;
- торможение постоянным током.
Станки автоматизированы и могут быть настроены на различные, автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
Горизонтально-фрезерный станок 6Р82: характеристики и описание
Модель 6Р82 принадлежит классу горизонтально-фрезерных станков с горизонтальным размещением шпиндельной части. Производителем является Горьковский завод фрезерных агрегатов. Он способен обрабатывать стальные, чугунные изделия, а также из цветных металлов. Его многофункциональность характеризуется возможностью работы с пальцевыми, дисковыми, концевыми и торцевыми разновидностями фрез. Станок может применяться для индивидуальных целей в домашних условиях или серийного производства.

Назначение и преимущества оборудования
Важным замечанием является то, что на протяжении всей эксплуатации положение шпинделя неизменно и зафиксировано в горизонтальном состоянии. А вот рабочий стол может располагаться вертикально, а относительно шпиндельного вала перпендикулярно оси вращения. Это позволяет существенно расширить сферу деятельности агрегата.
Он является горизонтальным консольно-фрезерным станком 6Р82, так как базовая комплектация включает в себя наличие консоли в качестве опорного элемента для перемещения стола по горизонтали. Многие крупные предприятия по изготовлению металлических изделий используют его в серийном производстве. Однако он не менее практичен для осуществления индивидуальных работ в заводских или бытовых условиях. Для работы могут использоваться любые фрезы для обработки чугунных, стальных изделий и болванок из цветных металлов и сплавов. Он активно применяется в автоматизированных линиях производства, а также в совокупности с другими видами оборудований для проведения рабочих операций. Конструкция модели продумана так, что при эксплуатации обеспечивается максимальная безопасность оператора и удобство в управлении.
Основными достоинствами фрезерного станка 6Р82 являются:
- Полная остановка привода выполняется током постоянной величины.
- Работа проводится с использованием соответствующих кнопок и рукояток, расположенных на лицевой стороне и слева от шпинделя.
- Скорость вращения шпинделя, а также подача определяется посредством одного рычага с поворотом на нужное деление лимба.
- Пуск быстрого хода обеспечивается одной кнопкой. Стоит отметить, что согласно паспорту запуск/остановка шпиндельного вала осуществляется также одной кнопкой.
Перемещение рабочего стола обеспечивается рычагами, поворачивающимися по направлению движения поверхности. Такая функция упрощает понимание механизма и работу с ним на фрезерном оборудовании.
Конструкция и механизмы станка
Агрегат СР82 с горизонтальным расположением шпинделя состоит из таких конструктивных элементов:
- станина;
- хобот с серьгами;
- коробка подач;
- консоль;
- коробка скоростей;
- рабочий стол с салазками;
- электродвигатель.
Представляет собой основание для горизонтального агрегата, на котором установлены все рабочие узлы. Она закрепляется на опорной плите при помощи штифтов, обеспечивающих максимальную жесткость. Изготавливается из чугуна методом литья, поэтому в процессе эксплуатации вибрационные воздействия практически исключены.
Хобот с серьгами
Хобот устанавливается на станину и перемещается по ее направляющим. Серьги располагаются на хоботе и осуществляют движение уже по другим направляющим. Их установка возможна только в местах, где подготовлены специальные отверстия. При этом их диаметр для каждого вида горизонтально-фрезерных станков строго индивидуален. Также предусмотрена гайка, способная регулировать зазоры в подшипниках на основе показателя температуры накала серьги. Наиболее точный результат можно получить при обкатке станка на максимальных оборотах в течение 1-2 часов. Также важно учесть состояние втулки опорного колеса и количество смазки в этом узле. При достижении температуры 55-60°C осуществляется регулировка зазоров. Серьги оснащаются пазухами, где скапливается масло для смазки подшипников, которое проводится посредством оконных проемов.
Этот узел используется для изменения положения различных движущихся механизмов. Скорость шпинделя может регулироваться в 18 положениях благодаря зубчатым колесным блокам. В паспорте оборудования есть подробная последовательность переключения каждой скорости. Коробка включает в себя функцию быстрого передвижения, которая срабатывает в случае включения фрикциона форсированного хода. Тогда передача крутящего момента происходит между электродвигателем и консолью, после чего направляется к ходовым винтам.
Представляет собой коробчатую отливку из металла и способна перемещаться по направляющим в вертикальном положении. В ее конструкцию входят все узлы коробки подач, которые производят движение к валам шпиндельной части.
Коробка переключения скоростей
Этот механизм располагается в хоботе горизонтально-фрезерного станка 6Р82. Он позволяет устанавливать определенную скорость для обработки металлической болванки. Коробка соединяется со шпиндельным валом посредством шариковых подшипников. Она создает крутящий момент, который передается от шпинделя к обрабатывающему приспособлению. В свою очередь коробка передач получает его от вала электрического мотора, который закреплен при помощи соединительной муфты. Главными компонентами коробки являются: рейка, шестерни зубчатого типа и переключатель. Переключение скоростей может происходить в хаотичном порядке, поэтому не требуется поочередная установка режима для достижения нужных оборотов. При неисправности механизма осмотр деталей можно проводить через специальное смотровое окошко.
Рабочий стол и салазки
Салазки применяются для перемещения стола в продольном и поперечном направлении. Рабочая поверхность применяется для закрепления обрабатывающей детали в нужном положении, а надежная фиксация происходит за счет продольных пазовых элементов в форме тавра. Кроме заготовок могут устанавливаться различные зажимные приспособления или технологически инструменты. Движение стола в горизонтальной плоскости возможно посредством передачи вращательных усилий от трапецеидального винты. После этого в рабочем цикле обеспечивается поступательное движение по направляющим салазок.
Ходовой винт соединяется со столом кронштейнами в торцевых участках, после чего требуется обязательная фиксация штифтами. Стоит отметить, что соединение обеспечивается по фактическому расположению винта, а его продольный изгиб исключается благодаря размещению на специальных радиальных подшипниках в качестве опорных элементов. Его натяжку можно регулировать как при установке, так и при эксплуатации соответствующей гайкой.
Стол горизонтально-фрезерного станка способен разворачиваться на 45° от базового расположения посредством разворотного механизма, который располагается между ним и направляющими салазок. Процесс разворота обеспечивается при соблюдении следующих операций:
- салазки устанавливаются в конечное положение с передней части;
- снимается хвостовой кулачок, который блокирует ход в поперечном направлении;
- разворачивается стол на определенный угол.
Между столом и консольным элементом располагаются салазки, выполняющие роль буферной зоны. Они способны перемещаться по горизонтали на направляющих консоли.
Горизонтально-фрезерный станок 6Р82 согласно паспорту оснащен двумя приводными узлами: главный и привод подач. Эти механизмы работают благодаря асинхронным электродвигателям, обладающим определенной мощностью и частотой вращения. Также электроснабжение предусматривает наличие посторонних технологических систем. Одной из таких является система охлаждения, которая предотвращает перегрев оборудования.
Технические характеристики
В качестве основных технических параметров станка 6Р82 можно выделить:
- Оборудование данной модели относится к классу точности Н согласно ГОСТу 8-82.
- Габариты рабочей поверхности составляют 1250х320 мм.
- Шпиндель конусом КМ50 работает в 18 различных скоростях, а скорость вращения достигает 1600 об/мин.
- Потребляемое напряжение для работы – 380 В.
- Станок обеспечивает беспрерывную работу при силе тока электродвигателя 63 А.
- Насос в составе оборудования обладает мощностью 130 Вт и производит около 22 л/мин жидкости для охлаждения.
- Агрегат оснащен двумя асинхронными двигателями: 4А90L4УЗ мощностью 2100 Вт и 4А132М4УЗ мощностью 7400 Вт.
- Размеры станка — 2470х1950х1950 мм, вес – 3300 кг.
Кроме механизмов базовой комплектации следует обратить внимание на дополнительные приспособления. К ним относится: автоподача прерывистого действия для продольного перемещения, блокировка запуска подач разделенного типа, функция блокирования механизированной и ручной подачи. Также присутствуют упоры, которые устанавливаются с целью прекращения работы на определенном участке заготовки.
Рабочий стол станка способен передвигаться: в продольном направлении на 800 мм, в поперечном – 240 мм (при механической подаче) и 250 мм (при ручной подаче), в вертикальном – 410-420 мм. К техническим характеристикам следует отнести возможности поворота головки: к станине — 45°, от основания — 90°, в продольной плоскости — 360°. Стол способен выдерживать заготовку массой не более 250 кг.

