
Вспомогательный инструмент для токарно-винторезных станков
Pereosnastka.ru
Обработка дерева и металла
Для изготовления режущего инструмента применяют следующие инструментальные материалы (рис. 92): углеродистые, легированные, быстрорежущие стали; твердые сплавы; минералокерамику; искусственные алмазы; синтетические материалы (композиты, гек-сомиты) и др.
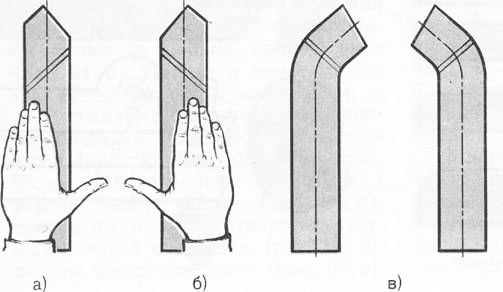
Резцы. Наиболее распространенным видом режущего инструмента, применяемым на токарных станках, являются резцы. По конструкции резцы разделяют на прямые правые и левые и отогнутые (рис. 93). Для определения направления режущей кромки резца кладут ладонь на его поверхность так, чтобы пальцы были направлены к вершине резца. Левым называют резец, главная режущая кромка которого окажется со стороны большого пальца левой руки (рис. 94, а), а правым, режущая кромка которого окажется со стороны большого пальца правой руки (рис. 94, б). Правые и левые отогнутые резцы показаны на рис. 94, в.

По назначению резцы (рис. 97) разделяют на 1 — проходные; 2 — проходные отогнутые; 3 — подрезные; 4 — отрезные; 5 — расточные; 6 — канавочные; 7 — резьбовые; 8— фасонные; 9 — фасонные виброга-сящие.
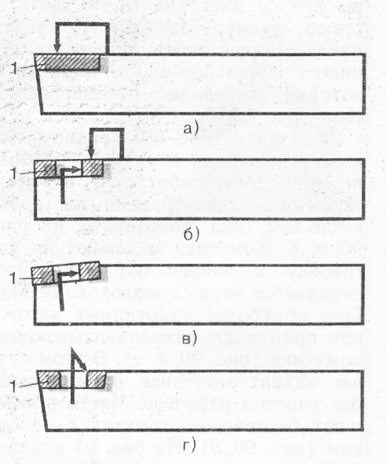
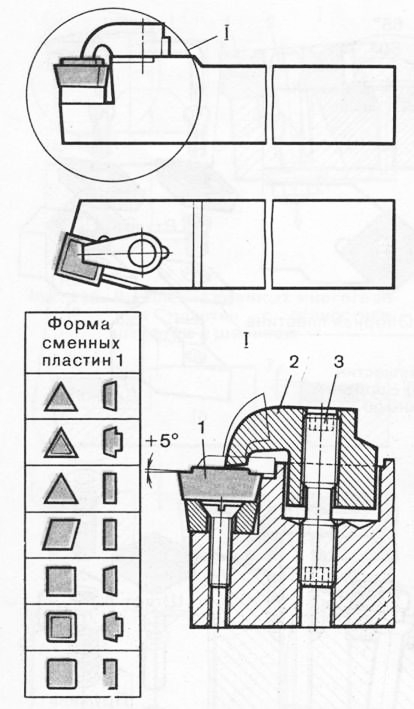
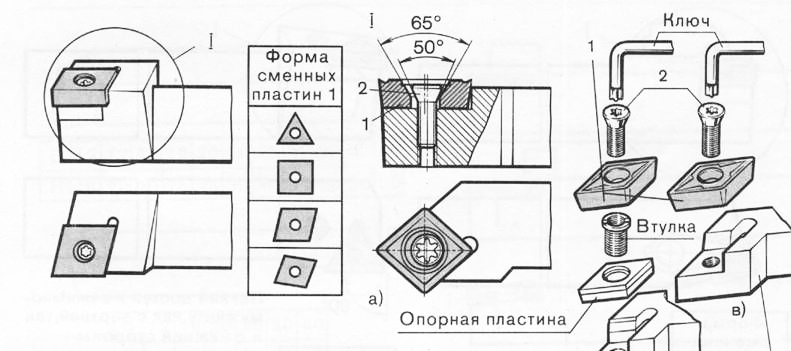
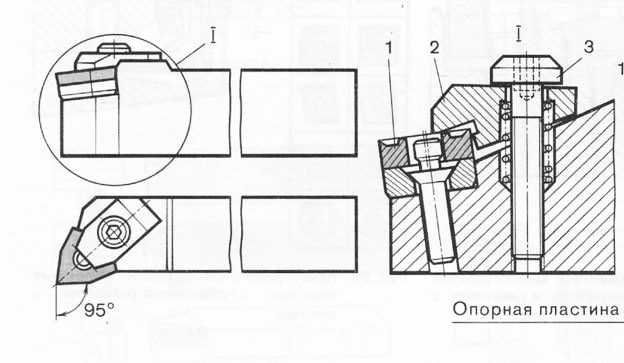
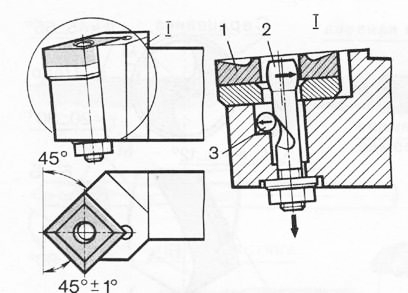
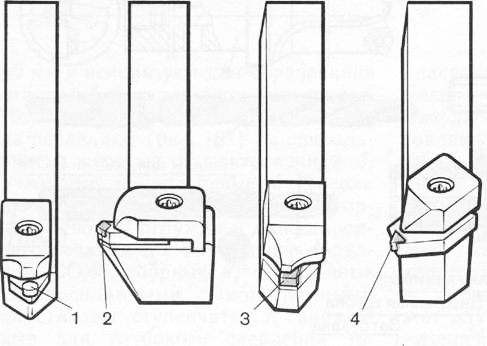
Многогранные сменные пластины крепят прихватом (рис. 98) и винтом 3 с разнонаправленной резьбой, пластины (рис. 99) с отверстием — L-образным рычагом и винтом пластины с фасонным отверстием — винтом (рис. 100), пластины с отверстием — клином-прихватом и винтом (рис. 101), пластины с отверстием — штифтом и шариком (рис. 102), пластины — прихватом и винтом (рис. 103).
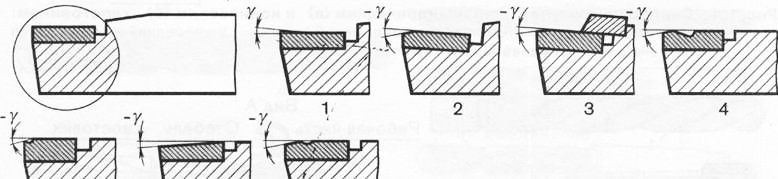
Передняя поверхность (рис. 104) бывает:
1 — плоская с положительным передним углом; 2 — плоская с отрицательной фаской; 3—плоская с отрицательной фаской и припайным стружколомателем; 4 — криволинейная с отрицательной фаской;
Резцы, оснащенные пластинами из сверхтвердых композиционных материалов (рис. 105),— качественно новая группа инструментов, позволяющая обрабатывать с высокой скоростью резания. Пластины изготовляют круглой, ромбической, квадратной и трехгранной формы.
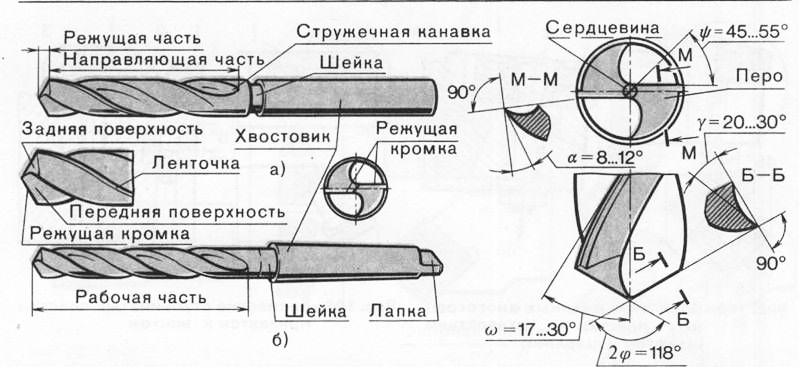
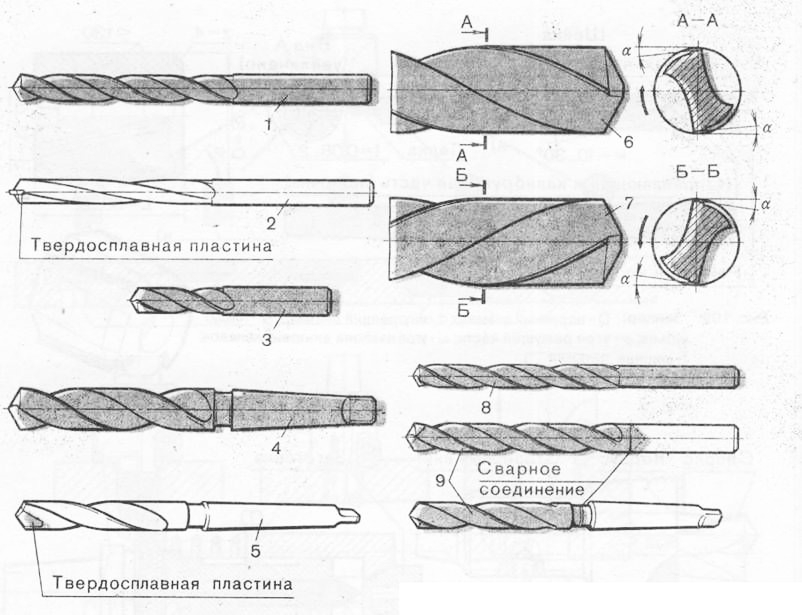
Сверла являются режущим инструментом, состоящим из рабочей части и хвостовика (рис. 106). Их изготовляют диаметром от 0,1 до 80 мм и используют для образования пластинами из твердого сплава (5).

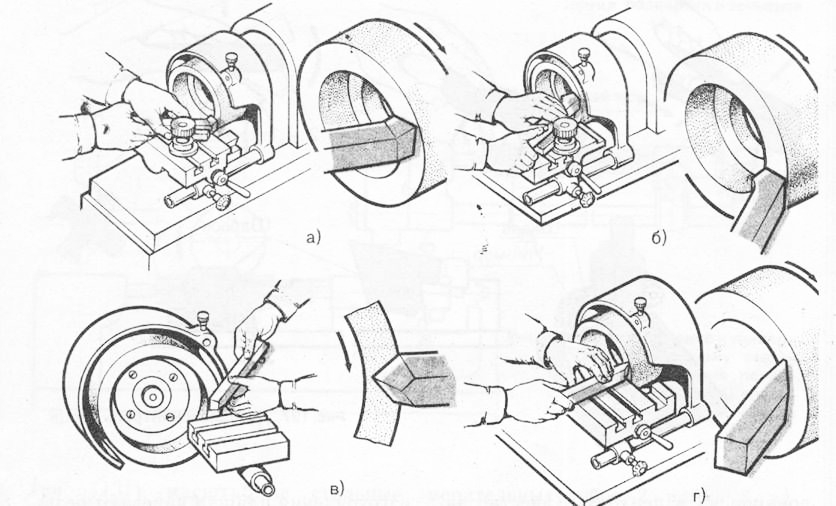
Затачивают инструмент на заводах-изготовителях инструмента. При эксплуатации после достижения критического значения износа инструмент затачивают вновь. Сверла затачивают по задней поверхности (рис. 122).
Разновидность заточки и формы подточки показаны на рис. 123, а…ж.

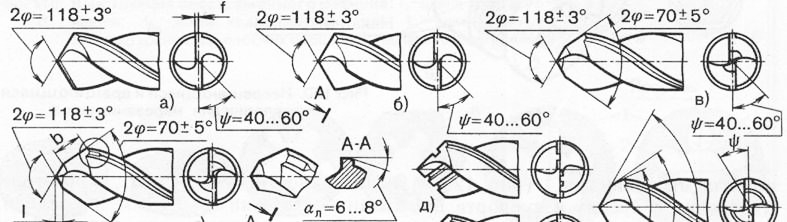
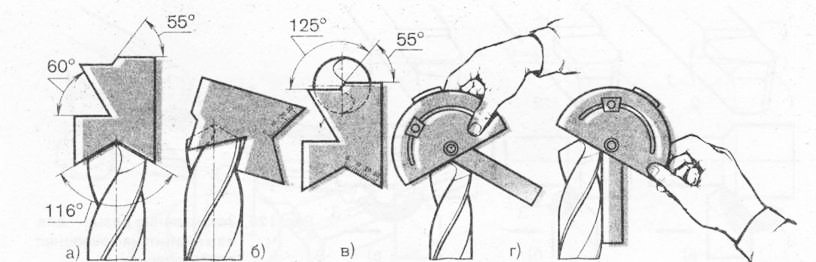
Контроль заточки сверл осуществляют шаблонами и угломерами (рис. 124).
Резцы затачивают как по задним, так и по передним поверхностям (рис. 125). Если главную режущую кромку 2 (рис. 126, а) затачивают наклонно вниз относительно вершины /, при обработке заготовки из мягкого и вязкого металла стружка 3 направлена в сторону обрабатываемой поверхности. Главную режущую кромку 2 (рис. 126, б) затачивают горизонтально относительно вершины 1. При обработке заготовки из материалов средней твердости образуется стружка скалывания. Если главную режущую кромку 2 затачивают наклонно вверх относительно вершины 1 (рис. 126, в), стружка 3 направлена в сторону обработанной поверхности.
Для затачивания резцов в основном применяют точила и специализированные станки ЗД642Е и ЗА641Е. Фаски и вершину головки резца 1 (рис. 127, а) доводят вручную мелкозернистым карборундовым или алмазным бруском 2. После затачивания резцы проверяют шаблоном и угломером (рис. 127,6).
Развертки затачивают и доводят по передней поверхности при базировании их в центрах. Качество заточки зубьев развертки контролируют шаблонами и на приспособлениях с часовыми индикаторами.
Метчики затачивают по передней поверхности при базировании его в центрах. Для затачивания метчиков применяют приспособление, фиксирующее положение метчика упором. Для контроля метчиков ими нарезают резьбу и затем контролируют ее резьбовыми калибрами. Круглые плашки затачивают на специальных станках МФ-4А (рис. 130). Для проверки качества изготовления плашки нарезают резьбу на контрольном винте, затем резьбу проверяют резьбовыми калибрами.
Вспомогательный инструмент для станков с ЧПУ токарной группы
Вспомогательный инструмент токарных станков должен обес- печивать крепление резцов, сверл (с коническим и цилиндрическим хвостовиками), зенкеров, разверток, метчиков и плашек и удовлетво- рять следующим основным требованиям: быть достаточно жестким; иметь высокую точность и стабильность базирования и крепления режущего инструмента; позволять выполнять все технологические операции, предусмотренные технической характеристикой станка; легко и быстро устанавливаться и сниматься; иметь межразмерную унификацию; обеспечивать настройку инструмента вне станка.
Наиболее широкое распространение получили станки с револь- верными головками, позволяющими крепить режущий инструмент с помощью вспомогательного инструмента или с непосредственной ус- тановкой резцов. Способы установки вспомогательного инструмента в револьверной головке различны. Широко применяется центрирова- ние по конусу или цилиндрическому хвостовику с креплением вин- тами за фланец, прижимными винтами в лыску хвостовика, зажим- ными сухарями за цилиндрический хвостовик и рифленым клином за рифления в лыске цилиндрического хвостовика. Эти способы крепле- ния вспомогательного инструмента получили распространение на па- тронно-центровых станках, имеющих шести- и восьмигранные ре- вольверные головки. На одной грани головки может быть закреплено несколько резцедержателей с режущим инструментом для наружной и внутренней обработок [3].
Базирование осуществляется по направляющим в виде призм, сфер или типа «ласточкин хвост», а также креплением эксцентриком или прижимными планками, используют базирование по призмам с креплением прихватами. Реже выполняется базирование вспомога- тельного инструмента по зубчатому венцу с креплением эксцентри- ком или винтами, базирование по шпонке или штифтам с креплением винтами, а также базирование по крутому конусу с креплением экс- центриком. Применяется и непосредственное крепление режущего инструмента в револьверных головках.
Базирование и крепление с помощью цилиндрического хвосто- вика (рис. 3.28, а–в) обеспечивает надежное центрирование инстру- мента. Этот способ используется на станкостроительных заводах, из- готовляющих и эксплуатирующих универсальные револьверные станки, токарные полуавтоматы и автоматы. Конструкция цилиндри- ческого хвостовика у вспомогательного инструмента для станков с ЧПУ, по сравнению с обычными станками, несколько видоизменена и введена плоская лыска, на которой в ряде случаев выполняют рифле- ния (рис. 3.28, г). Базирование резцедержателя проводится по цилин- дру хвостовика и штифту, обеспечивающему точную угловую уста- новку инструмента, который крепится в револьверной головке с по- мощью сухаря или клина имеющего рифления, смещенные относи- тельно рифлений хвостовика. В результате вспомогательный инстру- мент прижимается к револьверной головке станка с усилием в не- сколько килоньютонов. Жесткость такого соединения превышает же-
сткость соединения без рифлений в 3 раза. Типовой резцедержатель с цилиндрическим хвостовиком и с перпендикулярным открытым па- зом для резцов различных типов представлен на рис. 3.28. Крепление резца осуществляется с помощью винтов 2 и прижимной планки 3. Подача смазочно-охлаждающей жидкости в зону резания осуществ- ляется через канал в корпусе 1, образованный пересекающимися от- верстиями и заканчивающийся шариком 4, позволяющим регулиро- вать направление подачи СОЖ.
В станках с ЧПУ используется комбинированная установка вспомогательного инструмента (рис. 3.28, д) на призматические на- правляющие (две призмы или призма и плоскость) в сочетании с ци- линдрическим хвостовиком.
Рис. 3.28. Основные схемы способов крепления инструмента на токарных стан- ках с ЧПУ
Резцедержатели с установкой на призматические поверхности (рис. 3.28,е) используют на станках с четырехпозиционными револь- верными головками, предназначенными для центровых и патронно- центровых работ. Такой способ позволяет с помощью нескольких су- харей устанавливать на одной грани револьверной головки независи- мо друг от друга несколько резцедержателей. В продольном направ-
лении резцедержатели фиксируются сухарем, который входит в спе- циальный паз. Через этот сухарь смазочно-охлаждающую жидкость подводят к инструменту.
Вид резцедержателя с базирующей призмой и с открытым пазом под резцы представлен на рис. 3.29. Принципы закрепления инстру- мента, подвода и подачи СОЖ, регулирования положения резцов приняты такими же, как и для резцедержателей с цилиндрическим хвостовиком. Отличительной особенностью резцедержателей с бази- рующей призмой является то, что в них можно устанавливать как правые, так и левые резцы.
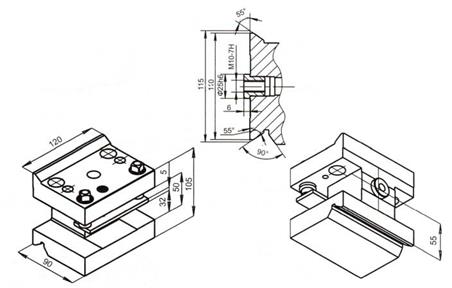 |
Рис. 3.29. Схема резцедержателя с базирующей призмой и открытым пазом
Комплект вспомогательного инструмента к токарному станку представлен на рис. 3.30. Резцедержатель 1 (рис. 3.30) с открытым и закрытым параллельными пазами отличается высокой жесткостью и позволяет полностью использовать мощность станка на черновых режимах. Резцедержатель является двухсторонним и может быть ис- пользован при любом положении револьверной головки и вращении шпинделя. С обеих сторон резцедержателя смазочно-охлаждающая жидкость подводится на режущую кромку установленного в нем рез- ца. Для предварительной настройки инструмента вне станков имеют- ся регулировочные винты.
Рис. 3.30. Схемы конструктивного исполнения вспомогательного инструмента с базирующей призмой для станков с ЧПУ токарной группы
Резцедержатель 2 (рис. 3.30) с открытым перпендикулярным па- зом имеет два исполнения – правое и левое. Он отличается высокой жесткостью, что позволяет увеличить вылет режущего инструмента.
Наибольшей универсальностью обладают трехсторонние резце- держатели 4 (см. рис. 3.30), которые нашли широкое применение в промышленности. Вместе с тем жесткость таких резцедержателей меньше жесткости резцедержателей с открытым пазом и тем более с закрытым. Держатели 5 (см. рис. 3.30) предназначены для крепления инструмента с ци-линдрическим хвостовиком диаметром 30—60 мм. Держатели 6 (см. рис. 3.30) имеют два исполнения для крепления ин- струмента с цилиндрическим хвостовиком следующих диаметров: 30, 40, 50, 60 мм, а также 36 и 48 мм и шпонкой.
Распределитель охлаждающей жидкости 3 (рис. 3.30) предна- значен для подвода СОЖ в зону резания.
На рис. 3.31 приведен пример комплекта вспомогательного ин- струмента к токарному станку Т7 Leadwell [14].
На центровых токарных станках с ЧПУ широко используют ре- вольверные головки (рис. 3.28, ж) с непосредственным креплением режущего инструмента.
Реже используют четырехгранные резцедержатели (рис. 3.28, и), конструкции которых аналогичны применяемым на универсальных станках с ручным управлением.

Рис. 3.31. Комплект вспомогательного инструмента к станкам Leadwell
На ряде токарных станков вспомогательный инструмент бази- руют по зубчатому венцу револьверной головки (рис. 3.28, к). Резце- держатели имеют зубчатый венец с зубьями внутреннего зацепления, прижимы которых осуществляются эксцентриком. Такой способ кре- пления обеспечивает необходимую жесткость, позволяет располагать резцедержатели под любым углом относительно друг друга. Недоста- ток способа — относительная сложность нарезания зубьев, особенно на резцедержателях. Несколько реже используют способы установки, представленные на рис. 3.28, л—н.
Последнее изменение этой страницы: 2016-08-16; Нарушение авторского права страницы
Движения в металлорежущих станках
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движений. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
Содержание
1. Основные движения в станках (движения резания, движения подачи)
Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движении. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
К основным отнесены те движения, которые осуществляют процесс непрерывного снятия стружки с обрабатываемой детали. Основные движения делятся на движения резания и движения подачи.
Движение резания
Движение резания непосредственно обеспечивает процесс снятия слоя металла в виде стружки. Это движение в большинстве случаев сообщается инструменту, в некоторых случаях обрабатываемой детали, а иногда детали и инструменту одновременно. Движение резания всегда осуществляется от механического привода.
Движение подачи
Движение подачи обеспечивает непрерывность процесса снятия стружки. Движение подачи также может сообщаться инструменту, детали или тому и другому одновременно. У современных станков в подавляющем большинстве случаев движения подач также осуществляются принудительно от механического или гидравлического привода. Ручные перемещения рабочих органов иногда используются при обработке деталей как движение подачи, однако, поскольку эти движения в основном предназначены для установочных перемещений режущего инструмента или детали, они условно отнесены к группе вспомогательных движений.
1. Вспомогательные движения
Эта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п.
Движения для настройки станка на заданные режимы резания в большинстве случаев осуществляются от руки, однако у ряда современных станков, как, например, у токарно-винторезного станка модели 1К620, для изменения скорости вращения шпинделя имеется механизированный привод.
Движения для наладки станка в соответствии с размерами и конфигурацией обрабатываемой детали включают установочные и быстрые перемещения, а также повороты рабочих органов станков.
Движения управления станком в процессе работы необходимы для включения, выключения и реверсирования приводов движения и подачи, для управления приводами взаимосвязанных движений и для управления вспомогательными приводами станка.
В ряде станков имеются встроенные приводы, обеспечивающие движения соответствующих рабочих органов для подачи и зажима со пруткового материала или штучных заготовок.
3. Взаимосвязанные движения
В некоторых случаях механической обработки получение заданной формы и конфигурации поверхностей детали достигается введением дополнительных движений, имеющих определенную строгую кинематическую связь с основными движениями станка — движением резания и движением подачи. Эти движения требуют особой настройки и поэтому в общем случае их следует называть взаимосвязанными. В зависимости от характера и назначения взаимосвязанные движения могут быть подразделены на пять видов.
Движение обкатки или огибания используется в специализированных станках для нарезания всех видов зубчатых колес, червяков, шлицевых валов и других аналогичных деталей. Движение обкатки иногда имеет кинематическую связь только с движением резания (нарезание прямозубых цилиндрических колес на зубофрезерном станке), иногда только с движением подачи (нарезание прямозубых колес на зубодолбежном станке), а в отдельных случаях (нарезание косозубых колес на зубофрезерном станке) имеет связь и с движением резания и с движением подачи.
Движение образования винтовой поверхности применяется при нарезании резьбы резцом на токарно-вннторезных станках и при фрезеровании резьбы и винтовых канавок на резьбофрезерных или универсально-фрезерных станках. При нарезании резьбы резцом на токарном станке движение образования винтовой поверхности кинематически связано с движением резания, а при фрезеровании резьбы — с круговой подачей обрабатываемой детали.
Движение образования архимедовой спирали необходимо при нарезании торцовых резьб на токарных станках. Оно связано с движением резания.
Движение образования сложных поверхностей используется при обработке конусов на токарных станках моделей 163 и 1К620 и для всех видов копировальных работ.
Движение деления может иметь особую связь с основными движениями, обеспечивая делительные повороты обрабатываемой детали на необходимый угол в определенные периоды работы станка. В некоторых случаях движение деления имеет связь не с основными, а со вспомогательными движениями.
Токарно-винторезный станок: элементы, применение, преимущества
 Обработку металлических, деревянных и пластмассовых заготовок путем резания и точения невозможно сделать без специального оборудования — токарно-винторезного станка.
Обработку металлических, деревянных и пластмассовых заготовок путем резания и точения невозможно сделать без специального оборудования — токарно-винторезного станка.
В его возможности входит выполнение любых видов механической обработки материалов, обтачивание поверхностей, растачивание резьбы и сверление отверстий.
- Виды работ на токарно-винторезном станке
- Механизмы устройства
- Классификация оборудования
- Применение
Виды работ на токарно-винторезном станке
Винторезное токарное устройство, которое относится к категории универсального, позволяет осуществлять такие виды работ из разнообразных материалов, как:

 Нарезание резьбы разного типа.
Нарезание резьбы разного типа.- Обработка и подрезка торцов.
- Выполнения сверления и зенкерования.
- Растачивание и обтачивание поверхностей разнообразной конфигурации: цилиндрических, конических, фасонных.
- Развёртывание отверстий.
Механизмы устройства
Универсальные токарные станки состоят из механизмов и типовых узлов, к которым относятся:
- Ходовой винт — это основной элемент устройства, который отличает его от модели простой токарной.
- Коробка, которая обеспечивает смену и выбор подач.
 Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.
Фартук устройства. В нём происходит преобразование вращения валика или винта в поступательное движение суппорта с инструментом.- Ходовой валик.
- Гитары шестерён. Это модуль, который необходим для передачи вращательного движения с одного на другой узел станка.
- Тумбы оборудования. Играют роль подставок. Основные узлы управления оборудования и обрабатываемый элемент, благодаря им, находятся на удобной высоте для визуального контроля.
- Электрическое оборудование.
- Шпиндель — основной узел токарного станка. Он зажимает заготовку и вместе с ней вращается. Режущий инструмент при этом перемещается в двух независимых координатах — поперёк и параллельно оси вращения. Чем конструкция шпинделя и его двигатель проводной мощнее, тем производительность оборудования выше по скорости снятия с заготовки металло — стружки и тем массивнее элементы он способен обработать.
- Несущая станина. На ней монтированы все механизмы оборудования.
- Коробка, которая обеспечивает регулировку скоростей.
 Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.
Задняя и передняя бабка. Передняя бабка — это узел токарного оборудования, который необходим для вращения и поддержания обрабатываемого элемента. Задняя бабка нужна для поддержки другого конца обрабатываемого элемента. Может применяться для установки метчика, развёртки, сверла и прочих инструментов.- Суппорт станка необходим для закрепления режущего инструмента и передачи ему движений подачи. Он включает в себя каретки — нижние салазки, которые двигаются по направляющим станины. Перпендикулярно оси вращения элемента по направляющим нижних салазок перемещаются салазки поперечные, на которых расположены резцовая каретка и резцедержатель. Каретка резцовая к оси вращения элемента может проворачиваться под различным углом.
Характерным для этого оборудования является то, что конструктивные элементы разных моделей имеют одинаковые название и расположение. Станки этой категории, которые выпущены разными заводами-производителями, по своей конструкции почти идентичны (в том числе и с числовым программным управлением).
Для управления рабочими системами токарные станки оснащены различными рычагами и рукоятками. В частности, к ним относятся:
 Элемент управления направлением движения шпинделя и его остановкой.
Элемент управления направлением движения шпинделя и его остановкой.- Элемент, который отвечает за фиксацию задней бабки.
- Управляющий элемент параметрами перемещения суппорта.
- Орган управления параметрами подачи.
- Штурвал, отвечающий за передвижение пиноли.
- Элемент, который отвечает за автоматический пуск продольной подачи и фиксацию пиноли.
 Отключение и включение основного двигателя.
Отключение и включение основного двигателя.- Элемент управления для выбора направления резьбы, которую нужно нарезать.
- Управляющий элемент для отключения и включения вращения ходового винта.
- Рукоятка, которая предназначена для управления верхними салазками.
- Орган управления, который определяет направление движения салазок (поперечное или продольное).
- Рукоятка, которая отвечает за выбор категории шага резьбы.
- Орган управления, который отвечает за выбор параметров резьбы нарезаемой (подача или шаг).
- Рукоятка, при помощи которой изменяется скорость вращения шпинделя.
Классификация оборудования
 Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
Виды этого оборудования подразделяют исходя из нескольких параметров, к которым относятся:
- Максимальный диаметр этой детали.
- Максимальная длина детали, которая допускается для обработки на этом оборудовании.
- Масса оборудования.
Длина детали, которая обрабатывается на этом оборудовании той или иной модели полностью зависит от того, какое выдержано расстояние между его центрами. При рассмотрении диаметра заготовки, которую определённый вид токарного станка позволяет обрабатывать, этот параметр колеблется в пределах от 100 до 4 тыс. миллиметров. Нужно учитывать и тот фактор, что модели оборудования, на котором могут обрабатываться элементы одного диаметра, могут иметь разную длину обрабатываемой заготовки.
У токарных универсальных станков может быть различный вес. По этому параметру оборудование подразделяется на такие категории:
 Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.- Масса оборудования не превышает 4 тонн. Допустимый диаметр элементов обработки 250−500 миллиметров.
- Вес оборудования до 15 тонн. Диаметр обрабатываемых элементов колеблется в пределах 600−1250 миллиметров.
- Станки тяжёлые. Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
Применение
Универсальный лёгкий винторезный токарный станок — это модель настольная, которая в основном применяется на небольших предприятиях или в домашних мастерских.
 Самыми распространёнными предприятиями с такими моделями оборудования являются:
Самыми распространёнными предприятиями с такими моделями оборудования являются:
- Заводы, которые выпускают контрольно-измерительное оборудование и приборы.
- Предприятия, которые занимаются производством часовых механизмов.
- Опытно-экспериментальные отделы предприятий разных промышленных отраслей.
Предприятия машиностроительной и энергетической отрасли оснащают токарно-винторезным устройством тяжёлой группы. Ещё это оборудование применяется для обработки узлов деталей и элементов специальных механизмов:
 Для комплектации прокатного тяжёлого оборудования.
Для комплектации прокатного тяжёлого оборудования.- Для оснащения транспорта железнодорожного (колёсных пар и прочего).
- Механизмов турбинных.
Но наиболее распространены станки со средним весом. Именно благодаря им можно выполнять чистовые и получистовые металлообрабатывающие операции и нарезать разнообразные резьбы.
 У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
У универсального винторезного токарного станка средней степени тяжести есть много преимуществ. К ним относятся:
- Высокая мощность двигателя и жёсткость конструкции, которые позволяют выполнять разнообразные работы с заготовками из металла и другого вида материала.
- Широкий диапазон частот вращения шпинделя и подач рабочего инструмента.
Кроме того, это оборудование оснащается разнообразными приспособлениями и механизмами, которые:
- Делают более безопасным и комфортным труд обслуживающего персонала.
- Позволяют с большей точностью проводить обработку изделия.
- Значительно расширяют функциональность.
Такие элементы дополнительного оснащения позволяют на токарно-винторезном оборудовании автоматизировать многие процессы обработки элементов.
 Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Стоит сказать отдельно и о токарно-винторезном оборудовании с числовым программным управлением. В советское время оно одновременно выпускалось несколькими предприятиями. Как правило, подобным оборудованием оснащались предприятия, занимающиеся выпуском большой номенклатуры продукции мелкосерийной.
Устройство оборудования такого типа и возможность быстрой переналадки делает его незаменимым в тех случаях, когда необходимо за минимальное количество времени перейти на выпуск элементов другой модификации.
Как правило, токарное оборудование применяется для обработки внешних поверхностей, имеющих цилиндрическую форму. В таких ситуациях в качестве инструмента используется резец проходной. Обычно припуск по длине обрабатываемого элемента составляет 7−12 миллиметров. Такой припуск в размере необходим для того чтобы обрабатываемую заготовку можно было отрезать на нужную длину и провести обработку её торцов.
 Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
Для того чтобы подрезать торец обрабатываемого элемента могут применяться резцы нескольких видов:
- Подрезные.
- Прямые проходные.
- Упорные.
Для подрезки и обтачивания небольшого отступа на детали используется упорный тип резцов.
А ещё при помощи универсального токарного оборудования можно на деталях прорезать канавки разной глубины. Для этого используется специальный канавочный инструмент, а процедура проводится на малых скоростях вращения шпинделя.
По аналогичному принципу выполняется и обрезка готового изделия. Процесс отрезки заканчивают тогда, когда в месте отреза диаметр перемычки доходит до величины 2−2,5 миллиметра. В этот период останавливается процесс отрезания, а готовое изделие просто отламывается от заготовки.
Вспомогательный инструмент для токарно-винторезных станков
Оснастка и приспособления
расширения его технологических возможностей, повышения производительности работ, обеспечения качества и улучшения условий труда. Технологическая оснастка подразделяется на:
- станочные приспособления;
- инструмент для металлообработки;
- вспомогательная оснастка.
Сегодня оснастка для станков включает в себя более 15 миллионов изделий, как универсальных, так и для специализированных, выпускаемых для проведения одной операции. Для производства одной детали необходимо, в среднем, порядка десяти технологических операций с использованием различных станков и приспособлений.
Из наиболее популярных видов оснастки можно отметить широко используемые универсальные приспособления для станков токарной группы – это 2-х, 3-х, 4-х и 6-кулачковые патроны необходимые для фиксации заготовки. Для станков сверлильно-фрезерной группы эту роль играют тиски. Широко используются и втулки для крепления сверл, фрез и другого инструмента.
Грамотно подобранные станочные приспособления позволит Вам улучшить работу всего станочного парка, на 100% использовать все имеющиеся возможности. Широкое применение оснастки позволяет существенно сократить затраты. Так, например, оснастка для нарезания резьб на токарном станке обойдется намного дешевле, чем приобретение резьбонарезного станка.
Для того, что бы грамотно выбрать приспособления для станков необходимо учесть несколько факторов:
- тип производства;
- технические характеристики и конструкцию станка;
- специфику размещения обрабатываемых деталей и проводимых операций металлообработки;
- потребность в проведении тех или иных технологических операций.
По всем вопросам, касающимся выбора и приобретения технологической оснастки, Вы можете обратиться к нашим менеджерам.
Интернет-магазин «Мекка Инструмента» — это качественная техоснастка для:
- токарных;
- фрезерных;
- сверлильных станков, а также для шлифовальных станков и другого металлообрабатывающего оборудования.
У нас – тысячи позиций оснастки, обширный каталог инструмента и доступная стоимость на любой товар. Для Вас – гибкие условия сотрудничества, огромный выбор и оперативная доставка в регионы России.




Вспомогательная инструментальная оснастка для токарных станков с ЧПУ
На токарных станках с ЧПУ режущий инструмент крепится в револьверной головке – рисунок 43.
Рисунок 43- Револьверные головки токарных станков с ЧПУ
Базирование вспомогательной инструментальной оснастки может осуществляться как по торцовой поверхности, так и по радиальной. Обрабатывают поверхности параллельные и перпендикулярные оси вращения шпинделя станка. Поэтому производят различные по конструкци блоки для крепления режущего инструмента.
Блоки для крепления не вращающегося инструмента
На рисунке 44 показаны блоки для крепления проходных, резьбовых, канавочных и отрезных резцов (инструмента с призматической державкой).
Рисунок 44 – Блоки для призматических державок
Для крепления расточных резцов и сверл использую блоки с отверстиями или цанговые патроны, типовая конструкция которых показана на рисунке 45.
Рисунок 45 – Блоки для крепления инструмента
с круглым цилиндрическим хвостовиком
Блоки для крепления вращающегося инструмента
Для крепления вращающегося инструмента на токарных станках с ЧПУ применяют так называемые приводные блоки.
Фрезы, сверла, зенкеры крепят в радиальные, осевые и угловые цанговые патроны, показанные на рисунке 46.
Рисунок 46 – Приводные цанговые патроны
Торцовые и дисковые фрезы крепят в блоки для насадного инструмента (рисунок 47).
Рисунок 47 – Блоки для насадного инструмента
Для метчиков используют блоки с резьбонарезными патронами, а для разверток с механизмом радиальной компенсации (плавающая конструкция крепления). Для червячных и дисковых фрез применяют приводные блоки с поддержкой.
Так же распространение получила модульная конструкция приводного блока, показанного на рисунке 48.
Рисунок 48 – Модульная конструкция приводного блока
Вспомогательная инструментальная оснастка для фрезерных станков с ЧПУ и обрабатывающих центров
На фрезерных станках и обрабатывающих центрах режущий инструмент крепится в различные патроны с конусами хвостовой части SK или HSK.
Патроны для торцовых и насадных фрез
Для крепления торцовых и дисковых фрез используются типовые патроны с конусами SK или HSK показанные на рисунке 49.
Рисунок 49 – Патроны для крепления торцовых и дисковых фрез
Цанговые патроны
Для крепления режущего инструмента с гладким цилиндрическим хвостовиком диаметром до 20 мм применяют цанговые патроны (рисунки 51-52).
Основной рабочий элемент цангового патрона – это цанга с несколькими осевыми прорезями, которые разделяют ее на лепестки, число которых, зависимо от диаметра заготовок (рисунок 50).

Рисунок 50 — Зажимная цанга
Рисунок 51 – Цанговые патроны
Рисунок 52 – Цанговые патроны удлиненные
Для крепления осевого инструмента с цилиндрическим хвостовиком диаметром более 20 мм применяют силовые цанговые патроны с повышенным зажимным усилием (рисунок 53).
Рисунок 53 – Силовые цанговые патроны
Патроны Weldon
Применяются для инструмента с Weldon-хвостовиком. Принцип действия прост: хвостовик инструмента имеет лыску, зажатие осуществляет закручиванием винта, винт упирается в площадку лыски, надежно фиксируя инструмент (рисунок 54).
Достоинства: большая, по сравнению с цанговым патроном, жесткость, простота изготовления.
Рисунок 54 – Weldon патроны
Помимо Weldon патрона применяют патроны whistle notch. Он сходен с Weldon, имеет все описанные достоинства последнего. Единственное отличие: лыска на инструменте и зажимной винт выполняются под углом, таким образом, винт не только прижимает инструмент к стенке патрона, но и затягивает его внутрь. Несмотря на некоторые преимущества, в России применяется редко.
Термозажимной патрон
Термопатрон применяется для тех же целей, что и цанговый патрон. Отличие заключается в принципе зажима инструмента. В термопатроне для этого применяется горячая посадка. Патрон разогревается в специальном устройстве, и его отверстие увеличивается за счет термического расширения. Затем в него вставляется инструмент, и патрон охлаждают (на воздухе либо в специальном устройстве) (рисунок 55).
Разжим происходит аналогично.
Достоинство термопатрона — в высоком усилии зажима, которого невозможно достичь в цанговом и тем более сверлильном патроне. Применение такого патрона позволяет снизить вибрацию и существенно повысить стойкость инструмента.
Недостатки: для инструмента разных диаметров нужны разные патроны; постоянные циклы нагрева и охлаждения приводят к сильному износу патрона, устройства нагрева и охлаждения; также термопатроны дороги (и оттого мало распространены в России).
Рисунок 55 – Термопатроны
Гидрозажимной патрон
Гидропатрон — технология, альтернативная термопатрону. В гидропатроне зажим инструмента осуществляется за счет давления жидкости. Для зажима/разжима патрона достаточно повернуть винт в боковой поверхности. Инструмент может зажиматься как непосредственно в патрон, так и через переходную карандашную цангу (что позволяет использовать один патрон для большой номенклатуры инструмента). При этом усилие зажима намного выше, чем в цанговом патроне, а жидкость внутри одновременно способствует гашению вибраций. Внешний вид гидропатрона показан на рисунке 56.
Гидропатрон стоит существенно дороже цангового, но не требует специального устройства, как термопатрон, и более универсален.
Недостатками (по сравнению с термопатроном) являются: невысокое усилие зажима, невозможность использования с инструментом, имеющим weldon- и whistle notch-хвостовики, опасность поломки при зажиме вхолостую по ошибке.
В новых, усиленных моделях гидропатронов эти недостатки устранены. Однако гидропатроны по-прежнему не предусматривают возможности использования с балансировочной машиной. Кроме того, их нельзя использовать при высокоскоростной обработке без охлаждающей жидкости, так как жидкость внутри патрона может закипеть.
Рисунок 56 — Гидропатроны
Резьбонарезной патрон
Патроны резьбонарезные с головками предохранительными предназначены для нарезания различных типов резьб метчиками. Применяются на сверлильных, фрезерных, токарных станках и станках типа обрабатывающий центр. Резьбонарезные патроны имеют механизмы осевой компесации, позволяющие компенсировать разность между подачей станка и шагом метчика, предусмотрен механизм быстрой смены головок предохранительных на другой диаметр метчика (рисунок 57).
Головка имеет встроенную предохранительную шариковую муфту с механизмом регулировки передаваемого крутящего момента для нарезания резьбы в различных материалах, что позволяет предохранить метчики от поломки (при увеличении момента метчик останавливается). Это наиболее целесообразно и незаменимо при нарезании резьб в глухих отверстиях, труднообрабатываемых материалах, при нарезании резьб с мелким шагом. Головка имеет механизм быстрой смены метчика с надежной фиксацией в течении нескольких секунд.
Рисунок 57 – Резьбонарезной патрон
Содержание курсовой работы
Задание на курсовую работу: выбрать для обработки детали режущий инструмент и вспомогательную инструментальную оснастку.
1. Исходные данные: Чертеж детали, полученной на технологической практике (чертеж вкладывается в пояснительную записку после листа задания).
Пояснительная записка
Для каждого режущего инструмента необходимо:
2.1 Обосновать выбор материала режущей части инструментов и режимов резания.
2.2 Описать износостойкое покрытие режущей части.
2.3 Назначение оптимальных геометрических параметров режущей части.
2.4 Описать конструктивное исполнение режущей части (монолитное или с СМП).
2.5 Для фрез и резцов — обозначение инструмента по ISO (и СМП при наличии) с расшифровкой по каждому пункту. Для остальной номенклатуры инструмента привести обозначение производителя так же с расшифровкой.
2.6 Описание конструкции режущего инструмента с фотографией (3D моделью).
2.7 Фотография (3D модель) и описание вспомогательной инструментальной оснастки.
2.8 Фотография (3D модель) вспомогательной инструментальной оснастки с инструментом.
Графическая часть
3.1 Выполнить чертежи всех режущих инструментов с габаритными размерами. Размеры однотипных по конструкции инструментов свести в таблицу (сверла, монолитные концевые фрезы, метчики и т.д.).
3.2 Показать фотографии (3D модель) всего наименования вспомогательной инструментальной оснастки.
Пример выбора режущего инструмента
1. Исходные данные: чертеж детали с технологической практики.
На рисунке 58 представлен фрагмент детали с размерами поверхностей, обрабатываемыми одним инструментом
| Материал детали сплав Д16. |
Рисунок 58 – Обрабатываемые поверхности





Самые популярные станки с вспомогательным инструментом
Вспомогательный инструмент может использоваться с любыми моделями станков современного типа, оснащенных ЧПУ. Их популярность зависит от востребованности. Наиболее часто используемыми типами аппаратов являются:
- токарным-револьверным;
- вертикально-сверлильным;
- вертикально-фрезерным.
Сборка устройства производится по ГОСТу 23597-79. Он предполагает оптимальные настройки для оборудования, обеспечивающие точность производства. Показатель точности является частично регулируемым. Уровень искажения может меняться в зависимости от того, насколько профессионально была установлена программа. Программа должна учитывать функции, которые дает дополнительная аппаратура. Вместе они могут:
- предупредить показатель искажения траектории движения прибора;
- уменьшить подачу при использовании аппарата;
- регулировать размер рабочего приспособления.
Конструкция вспомогательного инструмента может изменяться в зависимости от того, для какого типа станков он используется. Но основная задача остается неизменной – закрепление рабочих элементов прибора. Без подобного оборудования производительность и период бесперебойной эксплуатации аппарата будет значительно ниже. Режущее устройств будет хуже закреплено, по причине чего снизится качество изготовляемых изделий, и многообразие возможных форм.
Инструмент для токарных станков: виды и описание
Все виды токарного оборудования объединяет принцип работы станков такого типа. Суть — сочетание двух видов движения: вращения детали с одновременным перемещением вдоль и поперек оси обрабатывающего инструмента. Он снимает лишний материал с заготовки, придавая задуманные размеры и форму. Станок не работает без оснастки, но и последняя без него практически бесполезна. Особенно когда речь идет о современном оборудовании с высокой степенью специализации.

Общие понятия о станках и оснастке
Раньше в качестве токарной оснастки и инструмента выступали руки самого мастера, а также простейшие резцы в виде узких лопаточек — стеки. Стеками убирали излишки материала, наносили рельефный узор, заглаживали поверхность или наоборот, придавали ей декоративную фактуру.
Сегодня существуют два вида токарных станков: лобовой и карусельный. На карусельном деталь вращается вокруг вертикальной оси, резец снимает лишний материал, придавая изделию желаемую форму. Лобовой или горизонтальный, появился значительно позже. Этот вид токарного оборудования отличается от карусельного горизонтальным расположением оси вращения детали. Карусельный станок позволяет работать с тяжелыми массивными деталями, на горизонтальном удобно изготавливать длинные валы, сверлить отверстия по их оси.
Основная оснастка
Ранее инструмент для токарных станков насчитывал едва ли пяток наименований. На сегодня перечень даже общих видов резцов выглядит куда внушительнее:
- проходные (прямые, обратные, отогнутые, упорные);
- подрезные;
- отрезные (оттянутые);
- резьбонарезные (внутренние и наружные);
- расточные (отверстия глухие и проходные);
- фасонные различных конфигураций.
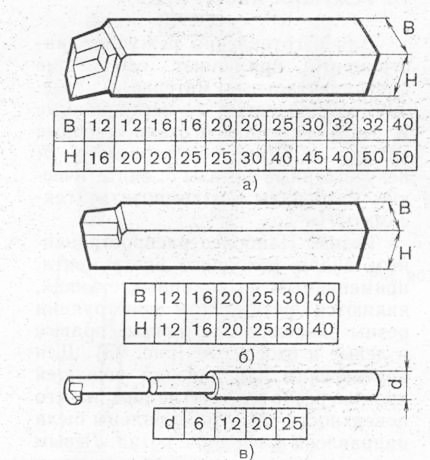
При этом каждый вид, в свою очередь содержит целый перечень отличающихся друг от друга изделий. Кроме классификации по назначению инструменты делятся по устройству, классу точности, материалу из которого изготовлен. Резцы, полностью сделанные из быстрорежущей стали называют сплошными. Приобретение подобной оснастки обходится недешево. Поэтому больше распространены составные резцы, имеющие из твердого сплава лишь напаянную пластину (головку), а тело (его называют «державка») из обычного металла.
Купить подобную оснастку можно куда дешевле, что немаловажно для больших цехов. Существуют и резцы со сменными головками. Чаще их применяют на станках с ЧПУ. При выполнении токарных работ на обычном оборудовании они неудобны. Кроме стали при изготовлении резцов, а также их рабочих граней используют различные сплавы и металокерамику.
По точности обработки поверхности, резцы делят на:
- черновые;
- получистовые;
- чистовые.
Первый вид дает токарную обработку невысокого качества, зато способен снимать толстую стружку на высокой скорости. Грубую заготовку доводят чистовыми резцами.
Вся режущая оснастка станка служит срезанию металла. Но специфика у каждого инструмента своя. Она диктует особенности устройства головки и тела резца — державки. Проходным резцом токарь снимает слой металла на внешней поверхности детали. Даже в этом простом случае существует несколько вариантов токарной обработки и на каждом мастер применяет особый резец. Операция проводится проходом от патрона к задней бабке или наоборот, как при вращении заготовки по часовой стрелке, так и против. Специальная головка требуется при проходке конусных поверхностей. Подрезными резцами обрабатывают боковые плоскости выступов, пазов, торцы самих деталей.
Существуют специальные резцы для устройства наружной и внутренней резьбы. Разница их профиля определяет вид и направление витков. Особняком в ряду токарных резцов по металлу стоят расточные. Они имеют особый тип режущих кромок для обработки сквозных и глухих отверстий. Отрезные резцы имеют специфический вид. Их рабочая часть значительно уже, чем державка. Назначение следует из названия: отрезать деталь под желаемым углом. Наконец, фасонные резцы, служат созданию одного конкретного вида профиля. Как правило, приобрести готовыми их не получиться. Заказывают такую оснастку по мере необходимости. Цена подобного «штучного» заказа высока. Купить инструмент имеет смысл если требуется изготовление множества одинаковых деталей.

Выделяются из общего ряда токарного оборудования, так называемые накатки. Внешне они походят на резцы со сменными рабочими головками. Но в отличие от последних применяют не точение, а вминают металл, образуя мелкие зубчики или риски. Применяют накатки для изготовления различных рукояток, маховиков управления, обрабатывают посадочные места подшипников и муфт.
Обработка отверстий
Качество отверстий, образуемых сверлом, часто не дотягивает до современных требований. Довести его до необходимых параметров точности работнику помогает набор специальных приспособлений:
- Сверла служат для проходки устройства глухих, а также свозных отверстий небольшого диаметра.
- Зенкеры. С их помощью обрабатывают поверхности стенок и дна отверстий после того как они просверлены.
- Зенковки. Разновидность зенкера для устройства конических углублений под утопленные головки болтов.
- Цековки. Специализированные приспособления. Ими производят токарную обработку дна гнезд и пазов в заготовках.
- Развертки. По назначению сходны с зенкерами. Дают большую точность обработки, предназначены только для стенок отверстий.
- Метчики, плашки. Служат нарезанию резьбы, соответственно: внутренней и наружной.
Описанная выше оснастка по умолчанию предполагает работу с металлорежущими станками. Для обработки дерева эти резцы, несмотря на прочность не подходят. Их большой угол заточки сминает мягкие волокна, а если увеличить скорость резания деталь начинает обугливаться.
Используют на токарном станке особые стамески. Их держат в руке, опирая лезвия на планку-подручник.
Основных видов резцов три:
- полукруглый обдирочный — рейер;
- плоская стамеска скребок;
- мейсель для чистовой обработки с угловой заточкой наподобие сапожного ножа;
Кроме перечисленных инструментов комплект резцов по дереву насчитывает десятки конфигураций. Нередко сам мастер точит все необходимые из б/у ножовочных полотен.
Измерительные приспособления и вспомогательный инструмент
Инструмент, без которого станок, даже самый совершенный, окажется практически бесполезным — приспособления измерения и разметки:
- штангенциркуль;
- кронциркуль;
- нутромер;
- линейка;
- микрометр;
- центроискатель;
- угольник слесарный.
Для нанесения линий и точек на заготовках используют чертилки и кернеры. Для изготовления последних, хорошо подходят б/у зенковки и развертки.
На токарных станках порой приходится обрабатывать детали длинные и относительно тонкие. Стоит посильнее нажать резцом, как такой стержень начинает изгибаться. Падает качество обработки, возникает риск поломки детали, порчи станка и травмы работника.
Чтобы этого не произошло, используют особый вид оснастки — люнеты. Они обеспечивают несколько функций:
- Поддержку длинных тяжелых деталей. Часть их веса люнет перераспределяет с патрона и задней бабки на станину.
- Компенсацию бокового усилия резца, повышая точность обработки.
- Выступают в качестве основной опоры, заменяя заднюю бабку.
Люнет надежно фиксирует заготовку, не препятствуя вращению.
Приобретение и уход
Любой режущий инструмент, сколь бы прочной его сталь не была, рано или поздно тупится. Обычные резцы в подобном случае затачивают, у составных моделей меняют насадки на головках. Точение выполняют на специальных станках, обычно сам токарь. Что касается приспособлений для токарных работ в отверстиях, то за исключением сверл, они по большей части не подлежат ремонту. Поскольку чем качественнее сталь, тем дороже инструмент, если оснастку используют редко, слишком дорогую брать не стоит. Если получится, лучше приобрести профессиональную, но б/у.
Особое отношение у токарей к измерительному инструменту. Его хранят отдельно от ключей и резцов. Точные приборы, такие как микрометры, некоторые виды нутромеров содержат в специально предназначенных шкатулках, с мягкими гнездами, доставая лишь для замеров.
Мастер-универсал на своем рабочем месте похож на хирурга. В его распоряжении огромное количество инструментов, каждый из которых предназначен для специфических действий. При точении даже одной заготовки мастеру требуются порой десятки видов оснастки. Необходимо не ошибиться, выбирая подходящий. Иначе, деталь получится низкого качества, уйдет в брак. Вдобавок современная промышленность использует при изготовлении инструмента различные сплавы и даже металлокерамику. Одни режут только с охлаждением, другим оно противопоказано. Современный мастер не только знает, какой вид инструмента взять, но подскажет снабженцам, где его лучше купить и за какую цену. Опыт нарабатывается мастером десятками лет. Недаром на сегодня токарь одна из немногих профессий, спрос на которые опережает предложение.
Вспомогательный инструмент для токарно-винторезных станков
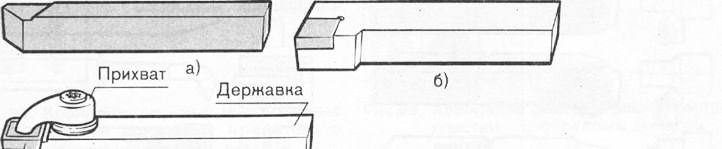
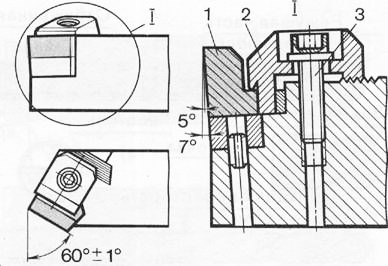
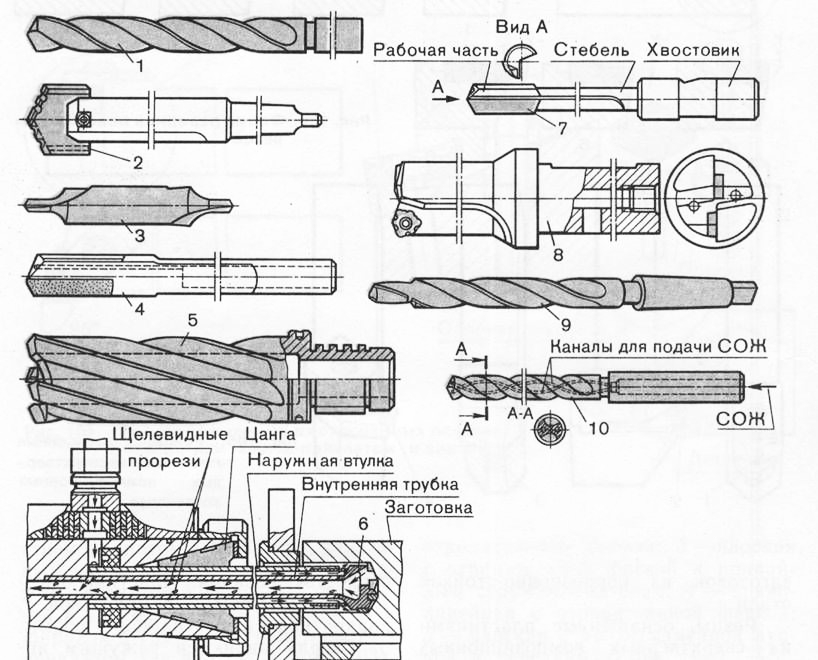
При установке резцов в четырёхпозиционный резцедержатель станка используются, как правило, точные стальные пластинки (подкладки). С помощью них резцы выверяются по высоте (рис. 1.9.7, а).

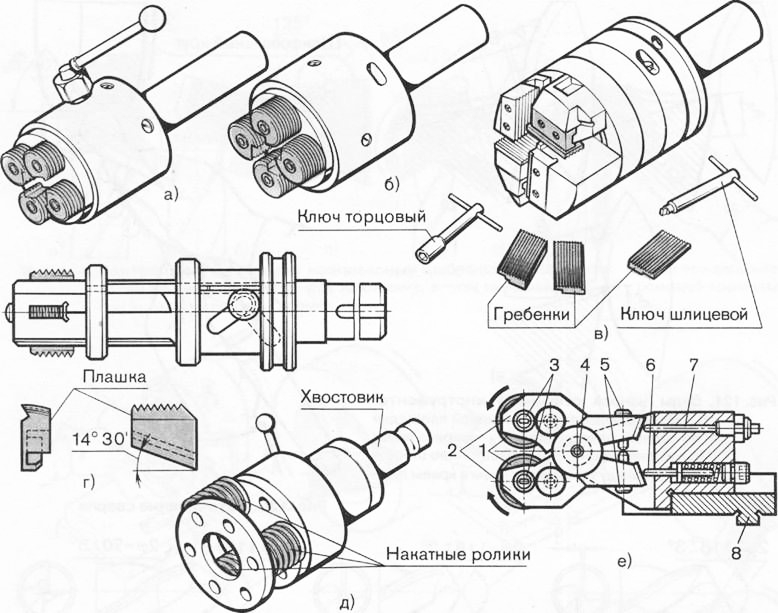
Рис. 1.9.7. Общий вид вспомогательного инструмента для токарно-винторезных станков:
а) установка резца с подкладкой (1);
б), в) державки (1) для призматического и круглого фасонных резцов (2);
г) державка (1) для накатного ролика (2);
д) переходная втулка (1) со вставленным в неё хвостовиком осевого инструмента;
е) сверлильный трёхкулачковый патрон с ключом;
ж), з) приспособления для установки метчика и плашки;
и) плашкодержатель (1) с плашкой (2);
к) ручное и механическое нарезание резьбы плашкой и плашкодержателем
Режущие инструменты
Режущие инструменты и виды работ, выполняемые на токарно-винторезных станках, приведены на рис. 1.9.8, 1.9.9, 1.9.10.



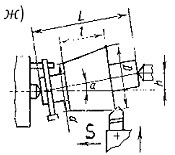



Рис. 1.9.8. Виды работ, выполняемые на ТВС:
точение цилиндрических (а, б, в, г) и конических (д, е, ж, з, и) поверхностей вращения, соответственно, прямым проходным (а), проходным отогнутым (б), проходным упорным (в), подрезным торцовым упорным (г) резцами; поворотом верхних салазок (д, е (растачивание)), смещением задней бабки (ж), широким резцом (з), с помощью копира (и);
подрезка торцов (к, л, м, н, о), соответственно, прямым проходным (к), проходным отогнутым (л), проходным упорным (м), подрезным торцовым упорным (н), подрезным торцовым отогнутым (о) резцами;
точение (растачивание) фасок прямым проходным (п) и проходным отогнутым (р) резцами

Рис. 1.9.9. Виды работ, выполняемые на ТВС (продолжение):
точение прямоугольных торцовых (а), растачивание внутренних (б), точение наружных (в) канавок и отрезка (г), соответственно, канавочным прорезным для торцовых канавок, канавочным расточным, канавочным прорезным для наружных канавок, отрезным резцами;
растачивание сквозных и глухих цилиндрических расточным для сквозных отверстий (д) и расточным упорным (е) резцами;
точение наружных фасонных поверхностей вращения резцами: фасонным стержневым (ж), фасонным призматическим (з), фасонным дисковым (и) и прямым проходным (с применением копировального приспособления (к) или сочетанием двух подач по эталону (л))

Рис. 1.9.10. Виды работ, выполняемые на ТВС (окончание):
центрование крайних торцов центровочными спиральным (а) или комбинированным (б) сверлами, или центровочной зенковкой (в);
сверление, зенкерование и развёртывание сквозных (не показано) и глухих (г) отверстий, соответственно, спиральным сверлом, зенкером, машинной развёрткой;
нарезание наружной (д, е) и внутренней (ж, з) резьбы, соответственно, резьбовым резцом для наружной резьбы, круглой плашкой, резьбовым резцом для внутренней резьбы, метчиком;
накатывание рифлёных поверхностей прямое (и) и сетчатое (к), соответственно, роликом для прямой накатки и роликами для сетчатой накатки.
К преимуществам токарно-винторезных станков можно причислить:
а) универсальность в отношении выполняемых работ и получаемых типоразмеров деталей;
б) надёжность в управлении;
в) технологичность конструкции, как результат давней истории и опыта эксплуатации;
г) возможность быстрой подготовки к изготовлению других типоразмеров деталей;
д) относительно невысокая стоимость станка.
Недостатками таких станков считаются:
а) малая производительность (из-за, как правило, ручного принципа управления);
б) зависимость качества обработки от квалификации станочника;
в) ограничения на число одновременно размещаемых инструментов на станке.
Токарно-револьверные станки (ТРС), по причине особенностей конструкции, имеют более узкую область назначения, чем токарно-винторезные станки. Они являются специализированными станками и наиболее эффективны в среднесерийном производстве. Конструктивно ТРС отличаются отсутствием задней бабки, вместо которой установлен револьверный суппорт с револьверной головкой (РГ). Наличие механически управляемой РГ имеет ряд преимуществ:
— лёгкость, быстрота и точность поворота РГ и введение в работу инструментов;
— увеличение числа одновременно размещаемых на станке инструментов;
— компактность размещения режущих инструментов.
Основным признаком классификации ТРС станков является расположение РГ. Имеются три разновидности: с вертикальной, горизонтальной и наклонной осью поворота РГ. Наибольшее распространение получили первая и вторая.
На ТРС (рис. 1.9.11, а) с вертикальной осью поворота револьверной головки (рис. 1.9.11, б), имеются два механизма, несущих инструмент: револьверный суппорт с РГ и суппорт с четырёхпозиционным резцедержателем, как на токарном станке.

Рис. 1.9.11. Общий вид ТРС с вертикальной осью поворота РГ (а) и конструкции РГ (б)
РГ совершает продольную подачу, резцедержатель – продольную и поперечную подачи. Число гнёзд (посадочных мест) в резцедержателе равно 4, а значит, возможна установка четырёх резцов. В РГ число гнёзд равно 6, в которых устанавливаются как резцы, так и осевые инструменты. Ось каждого гнёзда РГ, обращённого к заготовке, совпадает с осью шпинделя станка.
На ТРС (рис. 1.9.12, а) с горизонтальной осью поворота револьверной головки (рис. 1.9.12, б) отсутствуют четырёхпозиционный резцедержатель и ходовой винт, что делает невозможным нарезание резьбы резцом.


Рис. 1.9.12. Общий вид ТРС с горизонтальной осью поворота РГ (а), конструкции РГ (б) и схемы расположения РГ относительно шпинделя станка (в)
Как правило, РГ является единственным механизмом, несущим инструмент, поэтому такие станки иногда называются револьверными, а не токарно-револьверными. Общее число инструментов, одновременно размещаемых в РГ, может составлять 12 или 16 единиц, в зависимости от числа гнёзд. Примечательно, что продольная подача инструменту обеспечивается продольным перемещением РГ, а его поперечное перемещение достигается поворотом РГ вокруг своей оси. Ось каждого гнёзда, обращённого к заготовке, совпадает с осью шпинделя станка (рис. 1.9.12, в). В ряде моделей ТРС, помимо РГ, предусмотрен так называемый приклон – специальный копировальный механизм для нарезания резьбы гребёнкой или резьбовым резцом. Сведения о нём, и других дополнительных приспособлениях, будут приведены отдельно.
Важной особенностью работы ТРС является применение системы упоров для ограничения перемещений режущих инструментов в направлении подачи (рис. 1.9.13).

Рис. 1.9.13. Общий вид револьверных головок (РГ) и системы упоров на ТРС:
а) общий вид РГ с горизонтальной осью поворота;
б) общий вид расположения упоров на ТРС с горизонтальной осью поворота РГ: 1, 2 – система поперечных упоров; 3, 4 – передний и задний барабаны продольных упоров;
в) общий вид поперечного упора;
г) общий вид переднего барабана продольных упоров;
д) общий вид заднего барабана продольных упоров;
е) общий вид расположения упоров на ТРС с вертикальной осью поворота РГ: 1, 2 – система поперечных упоров для поперечного суппорта 3; 4 – продольный упор для суппорта 3; 5 – барабан продольных упоров для РГ
Упоры обеспечивают удобство, точность и производительность обработки. Выверка упоров выполняется заранее и требует кропотливого труда наладчика станка, который занимается, кроме того, установкой режущего и вспомогательного инструментов.
Таким образом, удобство работы станочника обеспечивается трудоёмкостью предварительной подготовки станка наладчиком. Отсюда становится понятным, почему ТРС неэффективен при небольшом числе обрабатываемых заготовок.
Устройство токарно-винторезных станков
Токарно-винторезные станки — многофункциональное металлообрабатывающее оборудование, способное выполнять целый спектр технологических операций, среди которых обточка, расточка, обработка торцов, зенкерование, развертывание и подрезка.

В данной статье рассмотрено устройство, функциональное назначение, принцип работы и возможности станков токарной группы. Мы изучим рынок на предмет наиболее распространенных моделей и ознакомимся с их техническими характеристиками.
1 Назначение, особенности конструкции
Универсальный токарно-винторезный станок предназначен для обработки деталей из черных и цветных металлов. Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций. Комплектация станков вспомогательными устройствами позволяет значительно расширить их функциональность, добавив возможность выполнения шлифовки, радиального сверления, фрезерования.
Данное оборудование имеет сравнительно большие размеры и вес, поэтому в частных мастерских оно встречается достаточно редко (за исключением станций СТО, где станки используются для обточки автомобильных деталей). Основными сферами эксплуатации таких механизмов является мелкосерийное и единичное производство, однако токарно-винторезный станок с ЧПУ нередко используется в условиях массового производства.

Основные узлы станка
Универсальный токарно-винторезный станок состоит из следующих основных узлов:
- станина;
- передняя и задняя бабка;
- шпиндель;
- суппорт;
- коробка подач.
Рассмотрим устройство токарно-винторезного станка более детально.
1.1 Станина
Станина является одним из базовых узлов, по которому перемещаются суппорт и задняя бабка, также станина выступает в качестве несущей опоры под обе бабки (заднюю и переднюю). Сама станина состоит из двух стальных балок, соединенных поперечными ребрами жесткости. На каждой из балок имеется по две направляющие, на правой обе направляющие призматические, на левой — внутренняя направляющая плоская.

Передняя бабка фиксируется на левом конце станины, на правом — задняя, положение которой можно регулировать перемещая ее вдоль станины. По наружным направляющим конструкции перемещается каретка. Параллельность направляющих непосредственно влияет на точность обработки деталей.
к меню ↑
1.2 Передняя и задняя бабка
Назначение передней бабки — фиксация обрабатываемой заготовки и передача на нее вращения от электродвигателя. Вращение заготовке сообщает шпиндель, расположенный внутри корпуса бабки. Снаружи ее корпуса смонтированы рукоятки для управления коробкой скоростей, позволяющие регулировать частоту оборотов шпинделя.
Задняя бабка поддерживает правую сторону детали. При использовании вспомогательного инструмента, в нее устанавливаются сверла, метчики, развертки и т.д. В зависимости от конструктивных особенностей бабки классифицируются на два вида — с обычным и вращающимся центром. Последним вариантом комплектуются современные станки для скоростного нарезания, тогда как агрегаты для тяжелых работ оснащаются стандартными бабками.

Схема задней бабки
Корпус бабок обеих типов располагается на опорной плите, смонтированной на станине. В переднем конце бабки находится пиноль с посадочным гнездом для установки центра либо рабочего инструмента. Корпус бабки можно регулировать в поперечной плоскости, что позволяет обрабатывать пологие конуса.
к меню ↑
1.3 Шпиндель
Наиболее важным рабочим узлом любого токарно-винторезного оборудование является шпиндель. Это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.

Шпиндель в стандартных станках смонтирован на подшипники скольжения, однако в высокоскоростном оборудовании применяются более жесткие подшипники качения. Крайне важным условием правильной работы станка является отсутствие люфта при вращении шпинделя, поскольку при его наличии колебания будут передаваться на деталь, что снизить точность ее обработки. Именно от качества и надежности используемых подшипников зависит эксплуатационная выносливость данного узла.
к меню ↑
1.4 Коробка подач
Коробка подач, сообщающая вращение от шпинделя к суппорту, имеет следующие основные узлы:
- гитара;
- ходовой винт;
- ходовой вал;
- трензель;
- гитара.

Устройство коробки подач
Назначение трензеля — регулировка направления подачи, гитары — получение требуемой частоты хода. В фартуке располагаются механизмы, которые преобразуют вращение ходового вала в поступательное перемещение рабочего инструмента. Некоторые токарно-винторезные станки вместо полноценной коробки подач могут иметь упрощенный реверсный механизм, позволяющий изменять только направление движения ходового вала.
к меню ↑
1.5 Суппорт
Назначение суппорта — изменение положения резцедержателя, фиксирующего рабочий инструмент, в поперечной, продольной и наклонной плоскостях. Суппорт является одним из наиболее габаритных узлов станка, он состоит из нижней плиты, на которой установлены продольные салазки (каретка). Сверху салазок смонтированы поперечные направляющие, на них располагается поворотная часть суппорта.
Универсальный токарно-винторезный станок в процессе эксплуатации теряет точность регулировки суппорта, причиной этого является появления зазора на боковых поверхностях направляющих суппорта. Уменьшить данный зазор позволяет нехитрый ремонт — необходимо лишь подтянуть специальную клиновую планку.

Тип устанавливаемого на суппорт резцедержателя непосредственно зависит от класса токарного станка. В легком оборудовании используются одноместные конструкции в виде цилиндрического корпуса с внутренней полостью, стягивающейся с помощью винта. На крупногабаритном оборудовании промышленного класса используются резцедержатели четырехгранного типа с поворотными головками, обеспечивающие максимальную прочность фиксации резца.
к меню ↑
1.6 Обзор конструкции токарно-винторезных станков (видео)
к меню ↑
2 Распространенные модели Станков
Любой универсальный токарно-винторезный станок по металлу имеет два ключевых параметра, определяющих его функциональные возможности. Это высота центров (расстояние от оси вращения шпинделя до верхнего контура станины), от которого зависит максимальный диаметр обрабатываемых деталей, и расстояние между центрами, влияющее на наибольшую длину обработки.
Наиболее распространенным оборудованием отечественного производства является токарно-винторезный станок 16К40, имеющий класс точности обработки «Н», в соответствии с положениями ГОСТ №8-82Е. Данный агрегат выполняет такие операции как растачивание, точение, сверление и нарезание резьбы.

16К40 относится к оборудованию среднетяжелого типа, его вес составляет 7.1 тонну, а размеры — 578*185*162 см. Рассмотрим технические характеристики данной модели:
- наибольший диаметр обработки — 800 мм;
- длина деталей — 3000 мм;
- вес деталей — до 4 тонн;
- частота вращения шпинделя — 6-1250 об/мин;
- мощность основного электродвигателя — 18500 Вт.
На сегодняшний день на производстве эксплуатируется преимущественно оборудование советского производства 80-х годов. Рассмотрим вкратце параметры наиболее часто встречающихся моделей:

Широко востребованным является настольный токарно-винторезный станок для индивидуальной эксплуатации, такие модели представлены в ассортименте как отечественных, так и зарубежных производителей. Оптимальным по соотношению цена/функциональные возможности является агрегат BD-9G производства американской компании JET, купить который можно, пройдя по ссылке.
Данное оборудование способно обрабатывать детали диаметром до 200 мм и длиной до 400 мм. Устройство выполняет такие операции как растачивание, обточка, нарезка резьбы (метрическая и дюймовая), обработка торцов, развертывание. BD-9G оснащен движком асинхронного типа мощностью 750 Вт, частота вращения шпинделя составляет 100-2500 об/мин.
Токарная обработка металла: оборудование и виды работ
- Принцип токарной обработки
- Оборудование и инструментарий
- Работы, выполняемые на токарных станках
Токарные работы – это широкий спектр процедур по механической обработке металлических деталей. Она проводится посредством срезания слоя металла с заготовки специальными инструментами с целью получения детали нужной формы и размеров. Готовое изделие должно соответствовать определенным допускам и стандартам качества. Для контроля производимых деталей используются различные измерительные инструменты, калибры, эталоны.
Принцип токарной обработки
Основы токарной работы заключаются в срезании с металлической заготовки тонкого слоя металла до получения требуемой формы детали и шероховатости ее поверхности. Выполняются эти работы на специальном токарном оборудовании с применением различных режущих инструментов.
Токарная обработка металла подобна процессу расклинивания его приповерхностного слоя посредством острой кромки рабочего инструмента. Под воздействием механического усилия кромка врезается в заготовку, снимая тонкий слой металла и превращая его в стружку. Слой металла заготовки, срезаемый в процессе токарной обработки, называется припуском.
Чтобы обеспечить требуемое качество токарных работ следует обеспечить непрерывность и высокую скорость резки металла заготовки. Для каждого металла есть своя скорость резки, ее величина указана в таблице.
Скорость резки, м/мин
Мягкие виды стали
Твердые виды стали
Форма будущей детали формируется за счет относительного движения инструмента и заготовки, а также геометрии кромки используемого инструмента. Режущий инструмент может совершать поступательное движение поперек/вдоль изделия, а также под постоянным/меняющимся углом.
Оборудование и инструментарий
Технология токарных работ предусматривает использование специального оборудования – токарные станки. С их помощью производятся детали, форма которых является телом качения. В современном производстве используют семь основных видов токарных станков:
- токарно-револьверные – предназначены для изготовления мелких деталей в больших количествах; комплектуются револьверной головкой, позволяющей быстро менять режущий инструмент, перенастраивать оборудование на другой вид работы;
- токарно-винторезные – отличаются возможностью совмещения высокой скорости вращения патрона с продольным перемещением инструмента; используются для крупносерийного и массового производства;
- токарно-карусельные – универсальные станки с планшайбой и станиной больших размеров;
- токарно-фрезерные – универсальное оборудование для индивидуального, массового и серийного производства деталей со сложной формой;
- токарные автоматы – станки с большим числом шпинделей, предназначенные для изготовления деталей со сложной геометрией многопрофильных поверхностей;
- лоботокарные станки – специализированная техника для работы с лобовыми поверхностями; используются для поштучного производства деталей, а также для мелких серий.
Работая на токарном станке, используют различный инструментарий:
- разного рода резцы;
- сверла;
- метчики;
- зенкеры;
- плашки;
- развертки;
- резьбонарезные головки.
Работы, выполняемые на токарных станках
На токарном оборудовании производятся детали типа тел вращения:
- втулки;
- шкивы;
- валы;
- кольца;
- зубчатые колеса;
- гайки;
- муфты, прочее.
Для этого проводится механическая обработка разных поверхностей, вытачиваются канавки, выполняется сверление, зенкерование, растачивание, нарезание резьбы, прочее. Рассмотрим особенности основных видов работ на токарном станке.
Обтачивание цилиндрических поверхностей
Чтобы обрабатывать гладкие цилиндрические поверхности используют проходные резцы (черновые и чистовые) в два приема. Изначально работают черновым (Рис.1), выполняя грубое обтачивание.
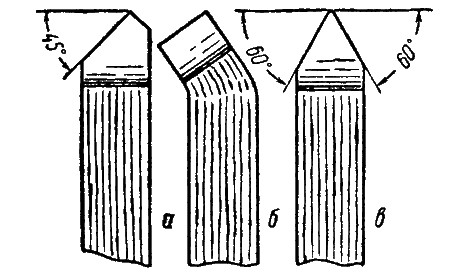
Рис.1. Виды резцов, а – прямые, б – отогнутые, в – исполнение Чекалина
После черновой обработки, поверхность имеет высокую шероховатость и крупные риски. Чтобы их удалить пользуются чистовыми резцами (Рис.2).
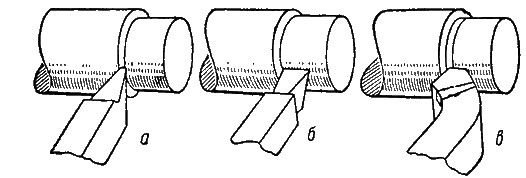
Рис.2. Виды резцов, а – нормальный, б – с широкой кромкой, в – отогнутый, конструкция Колесова
Нормальные чистовые резцы используются при точении с малой подачей и небольшой глубиной срезания слоя металла. Инструмент с широкой кромкой используется для больших подач и позволяет получить гладкую поверхность.
Подрезание торцов, уступов
Для подрезания используется специальный инструмент – подрезной резец (Рис.3).
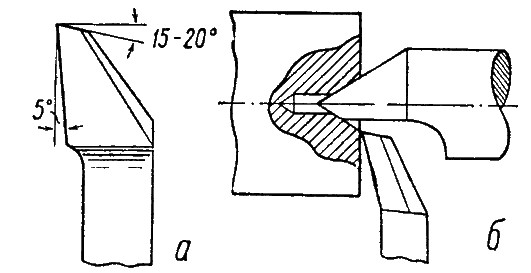
Рис.3. Подрезание в центрах, а – подрезной резец, б – подрезание торца с полуцентром
Подрезной инструмент используется для точения детали в центрах, если нужно выполнить обработку торца полностью, в заднюю бабку станка нужно вставить полуцентр и таким способом выполнить точение.
Когда заготовку фиксируют в патроне только одним концом, то для обработки торца можно пользоваться проходным отогнутым резцом. Для выполнения этой процедуры, а также для протачивания уступов применяются подрезные резцы упорного типа. Этот инструмент может работать с продольной и поперечной подачей (Рис.4).
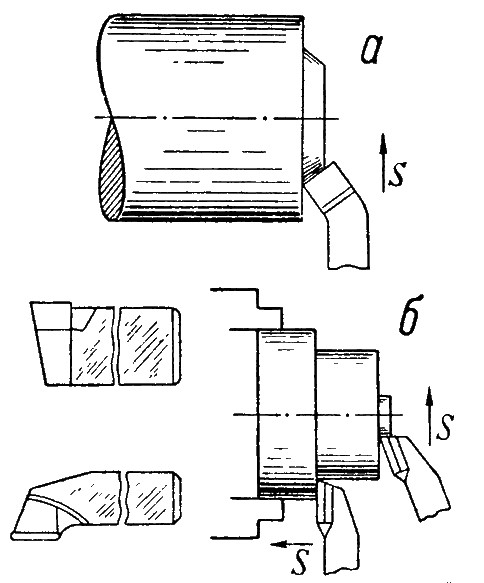
Рис.4. Подрезание торцов разным резцом, а – проходным отогнутым, б – подрезным упорным
Подрезая торцы, нужно следить, чтобы вершина режущей кромки располагалась на уровне центров. Инструмент, размещенный выше или ниже центров, оставит на торце сплошной неподрезанный выступ.
Проточка канавок
Работы, выполняемые на токарных станках по вытачиванию канавок, проводятся с помощью прорезных резцов, кромка которых и воспроизводит форму нужной канавки. Поскольку обычно ширина канавки небольшая, нужны резцы с узкой кромкой, из-за чего она получается достаточно хрупкой. Чтобы увеличить точность работы такими резцами высоту их головок делают больше их ширины в несколько раз.
Вытачивают канавки также и отрезными резцами, которые имеют головку большей длины. Длину головки выбирают, исходя из размеров будущей детали, она должна быть на 50% больше величины ее диаметра.
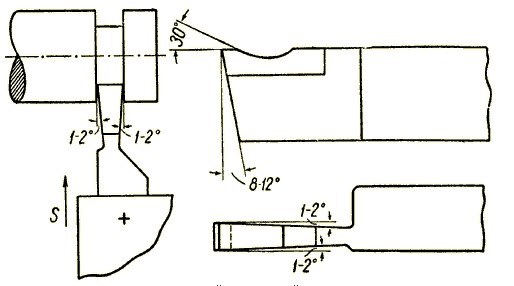
Рис.5. Резцы подрезного и отрезного типа
Устанавливая резчик (отрезной, прорезной) на станок, нужно соблюдать точность монтажа. Перекос при монтаже приведет к тому, что резец будет тереться о стенки вытачиваемой канавки – это приведет к изготовлению бракованных деталей и поломке режущей кромки.
Вытачивая узкие канавки, делается один проход, а для широких канавок выполняется несколько проходов.
Вытачивание конусов
Если на детали нужно сделать наружный или внутренний конус пользуются следующим приемом. Заготовка крепится в патроне станка, верхняя часть суппорта поворачивается на угол, величина которого равна половине значения угла при вершине конуса. Выполняют протачивание заготовки, смещая инструмент посредством верхних салазок суппорта. Этот способ больше подходит для вытачивания конических элементов небольшой длины.
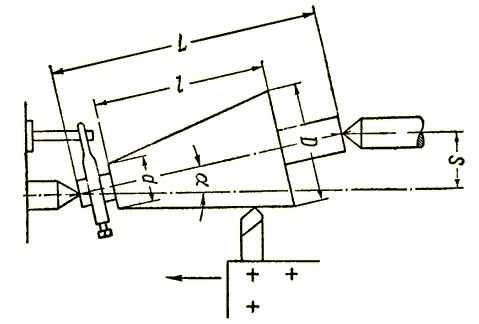
Рис.6. Вытачивание конусов при поперечном смещении заднего центра
Если нужно выточить длинный или пологий конус, то смещают задний центр. Для этого задняя бабка станка передвигается от себя /к себе на необходимое расстояние. Когда заготовка зафиксирована в центрах таким образом, что широкая область конуса находится у передней бабки станка, то заднюю бабку нужно смещать от себя и наоборот.
Сверление отверстий
На токарном станке отверстия сверлятся перовыми или спиральными сверлами. В перовом сверле есть две плоские лопатки, имеющие две режущие кромки, плавно переходящие в стержень. Величина угла при вершине перового сверла находится в пределах 116-118°. В некоторых случаях значение может меняться в диапазоне 90-140°, зависит от твердости обрабатываемого металла. Для металлов с высокой твердостью используются сверла с большим углом. Перовое сверло обеспечивает низкую точность высверливаемых отверстий.
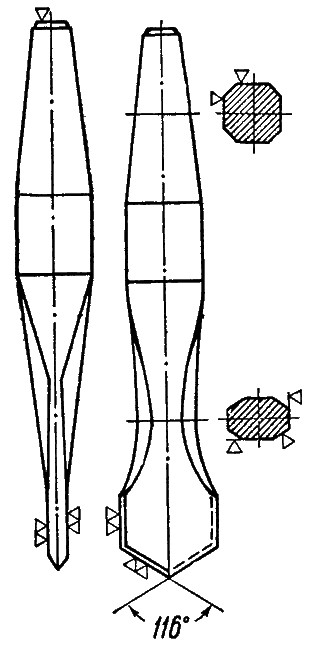
Рис.7. Перовое сверло
Спиралевидные сверла обеспечивают более высокие показатели точности сверления и являются основными для работ на токарных станках. Сверло состоит из рабочей части и хвостовика, реализованного в виде цилиндра или конуса. С помощью хвостовика сверло закрепляют в патроне или пиноли станочной бабки.
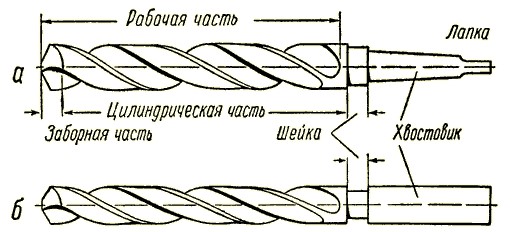
Рис.8. Спиральные сверла, а – конический хвостовик, б – цилиндрический хвостовик
Рабочая часть спирального сверла реализована в виде цилиндра с двумя винтообразными канавками, формирующими режущие кромки. Посредством этих канавок происходит выведение стружки наружу. В головке сверла есть две поверхности (передняя, задняя) и две кромки, которые соединены перемычкой. Значение угла в вершине винтового сверла находится в тех же пределах, что и для перового сверла.

