
Выбираем строгальный станок по металлу — устройство и применение
Строгальные станки по металлу
Строгание – процесс снятия слоёв металла с плоских поверхностей заготовок. Применяется, наряду с фрезерованием, но отличается иной кинематикой движения рабочего инструмента: если фреза совершает вращательное движение, то резец на строгальном станке – возвратно-поступательное. На таком оборудовании иногда выполняют также пазы и канавки.

Разновидности
Строгальный станок по металлу может быть продольно-строгальным или поперечно-строгальным. Принцип обработки заготовок на этих разновидностях принципиально различен. Продольно-строгальные станки предназначены для обработки сравнительно коротких поверхностей, поэтому в них перемещение получает стол, к которому прикрепляется обрабатываемое изделие, в то время, как резец устанавливается в резцовой головке суппорта, и относительно станины станка не движется. В поперечно-строгальном станке всё наоборот: движется резец, а установленный на столе полуфабрикат – неподвижен.
Строгальные станки проигрывают фрезерным в производительности, поскольку имеют стадию холостого хода, когда заготовка или резец перемещаются в новое положение. Зато привод не является таким энергоёмким, т.к. вращательное перемещение рабочего инструмента (как в фрезерных станках) требует от приводного электродвигателя повышенных затрат работы.
Классификация рассматриваемого металлорежущего оборудования может быть произведена и по другим параметрам:
- По типу привода. Выпускаются агрегаты с гидравлическим приводом хода стола (или инструмента), а также с кривошипно-кулисным вариантом привода. У первых скорости подвижных узлов – постоянны, а у вторых могут изменяться сообразно особенностям технологии обработки. Для этого достаточно переустановить в новое положение камень кулисного механизма.
- По количеству рабочих поверхностей, которые могут обрабатываться одновременно. Четырёхсторонние строгальные станки по металлу могут вести обработку одновременно по всем граням полуфабриката, в то время, как двухсторонние – только с противоположных сторон. Соответственно, суппорт станков первой разновидности имеет более сложную конструкцию и предназначается для установки четырёх резцов. Односторонние станки – преимущественно малогабаритные.
- По мощности привода. Малогабаритные станки ограничены в своих функциональных возможностях, но привлекают потребителя небольшой ценой и компактностью, поэтому могут устанавливаться на небольших металлообрабатывающих производствах, или даже в частных мастерских.
- По конфигурации перемещения инструмента или стола. Для сложных траекторий производятся фасонно-строгальные станки по металлу, которые снабжаются системой ЧПУ. Они находят применение в мелкосерийном производстве, при необходимости получения на изделиях сложных плоских поверхностей. Квалификация рабочего при этом особого значения не имеет, поскольку все перемещения выполняются по заблаговременно введенным в память системы координатам.
Устройство
Для качественного выполнения возложенных на него функций, строгальные станки должны иметь в своём составе следующие узлы:
- станину;
- суппорт с одним или несколькими резцедеражателями;
- раму (на крупных станках рама имеет портальную конфигурацию, на более мелких – выполняется в виде консоли);
- механизм перемещения стола и/или суппорта;
- рабочий стол с Т-образными пазами для точного позиционирования изделия;
- электродвигатель;
- насосную станцию для подачи в зону строгания смазочно-охлаждающих сред;
- поперечины, соединяющей между собой элементы рамы и придающей ей необходимую жёсткость;
- блока управления.
Для рабочих перемещений резца в продольно-строгальных станках используется кривошипно-кулисный привод. Многочисленные варианты его настройки позволяют производить операции с металлом по вертикальным, горизонтальным и даже наклонным плоскостям.

Китайская модель станка
Изменение скорости перемещения подвижных частей производится коробкой передач, в которой имеется набор нескольких шестерённых пар. Включая (вручную, либо по программе) в работу определённую пару, получают новую скорость движения заготовки или инструмента. Выбор зависит от механических характеристик обрабатываемого металла. Для менее пластичных материалов используют силовое резание, с увеличенными скоростями подачи, а пластичные заготовки строгают с уменьшёнными скоростями, чтобы исключить налипание стружки на резец, уменьшить потери на трение и снизить температурную деформацию заготовки.
Номенклатура и обозначение
Все типоразмеры строгального оборудования входят в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные.
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс – цифра – определяет отнесение станка к определённому виду. Для рассматриваемого оборудования это всегда цифра 7. Далее следует цифра, которая указывает на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;

Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Строгальные станки
Строгальные станки предназначены для обработки металлов и других материалов строганием. Эта процедура осуществляется посредством цикличных проходов резца со специальным профилем режущей кромки по поверхности заготовки.
Строгальные станки классифицируются по нескольким основным категориям.
1. По принципу работы:
- поперечно-строгальный станок;
- продольно-строгальный станок.
В поперечно-строгальном станке главное рабочее движение осуществляется за счет перемещения строгальной головки. Деталь, как правило, закрепляется на столе. Подача детали производится за счет движения стола или смещения строгальной головки.
В продольно-строгальных станках наоборот, рабочее движение производится за счет движения заготовки на столе. А подача выполняется смещением строгальной головки.
- малые;
- средние;
- большие.
Малые станки в основном представлены группой поперечно-строгальных установок. С увеличением габаритов соотношение станков по принципу работы смещается в сторону продольно-строгальных.
3. По типу привода:
- гидравлический;
- механический (кулисно-кривошипный);
Строгальные станки с гидравлическим приводом приводятся в действие при помощи гидравлических цилиндров, которые запитываются от масляного электронасоса. Подобная система имеет ряд преимуществ. Во-первых, гидравлика хорошо поддается регулировке по усилию и скорости осуществления движений. Во-вторых, гидравлика имеет предохранительные перепускные клапана, которые в случае превышения давления в системе открываются и сбрасывают избыточное давление, чем предохраняют станок от повреждения. Гидравлическая система обеспечения рабочего движения используется на станках всех типов и размеров.
Механический привод, который выполнен по схеме кулисно-кривошипного механизма, используется в основном на поперечно-строгальных станках малых и средних размеров. Состоит такой привод из электродвигателя, редуктора, массивного маховика и кулисно-кривошипного механизма, который преобразовывает вращательное движение маховика в возвратно-поступательное движение ползуна. Иногда механический привод применяется и для продольно-строгальных станков. В этом случае система защиты от перегрузок представлена фрикционной муфтой.
4. Максимальные габариты обрабатываемой детали.
5. Скорость осуществления рабочих движений.
6. Максимально создаваемое усилие при строгании.
Поперечно-строгальный станок
Поперечно-строгальный станок (рис. 1) предназначен для обработки деталей небольших габаритов.

Рисунок 1. Поперечно-строгальный станок.
Поперечно-строгальный станок состоит из следующих основных элементов.
1. Поддерживающий упор. Служит второй точкой опоры для стола. Имеет регулируемую планку, на которую опирается стол. Планка одновременно является направляющей, по которой осуществляется поперечное перемещение.
2. Стол. Предназначен для закрепления заготовки и подачи ее в рабочую зону. Движение стола может осуществляться в поперечной и вертикальной плоскости. Поперечная подача производится за счет движения стола по направляющим. Изменение высоты осуществляется при помощи винтовой передачи. Механизм поперечной подачи связан со строгальной головкой, благодаря чему есть возможность настройки величины продвижения заготовки на определенную величину за один рабочий цикл станка.
3. Вертикальные направляющие. По ним перемещается стол в вертикальной плоскости.
4. Резцедержатель (рис. 2). Служит для закрепления режущего инструмента. Часто имеет механизм отвода резца при холостом ходе для предотвращения его повреждения.

Рисунок 2. Резцедержатель строгального станка.
5. Суппорт (рис. 3). Суппорт предназначен для настройки глубины резания и установки положения резца относительно заготовки. Способен регулировать положение режущего инструмента по высоте, а также может поворачиваться вокруг оси подачи для обработки поверхностей, находящихся не в горизонтальной плоскости.

Рисунок 3. Суппорт поперечно-строгального станка.
6. Ползун. Осуществляет главное рабочее движение. Передвигается на направляющих. Приводится в движение от электродвигателя через кулисно-кривошипную передачу или при помощи гидравлики.
7. Горизонтальные направляющие. По ним осуществляется движение ползуна.
8. Станина. Основание строгального станка. На станине закрепляются все узлы и механизмы станка.
9. Поперечина. Является конструкцией, обеспечивающей поперечное и вертикальное движение стола. Включает в себя направляющие, винт вертикальной подачи и связующую кинематическую цепь для взаимодействия с ползуном при автоматической настройке подачи.
Продольно-строгальный станок
Продольно-строгальный станок (рис. 4) служит для обработки крупногабаритных или массивных деталей.

Рисунок 4. Продольно-строгальный станок.
Продольно-строгальный станок состоит из следующих основных компонентов.
- Направляющие стола. По направляющим стола осуществляется главное рабочее движение. Выполняются направляющие с повышенной точностью.
- Станина. Служит основой для установки всех элементов станка. Ввиду больших габаритов продольно-строгальных станков станины под них выполняются составными. Это делается для облегчения транспортировки и монтажа.
- Стол. Конструкция стола продольно-строгального станка стандартная для металлообрабатывающего оборудования. Металлическая плита, в которой имеются Т-образные проточки для установки в них крепежных элементов (винтов, струбцин, тисков и др.), надежно соединена с рамой, движущейся по направляющим.
- Левая стойка.
- Правая стойка. На стойки опирается траверса, которая служит для закрепления суппорта.
- Верхняя поперечная перекладина. Служит для соединения стоек.
- Коробка привода вертикальной подачи траверсы. В ней расположен электродвигатель и редуктор. Осуществляет перемещение траверсы в вертикальном направлении.
- Суппорт с резцедержателем. Главный рабочий орган. За счет суппорта осуществляется подача резца. Величина подачи регулируется в зависимости от условий обработки.
- Привод бокового суппорта.
- Привод главного рабочего движения стола. Включает в себя электродвигатель, редуктор, коробку скоростей и электрический щит, содержащий схемы управления величиной и скоростью подачи.
Продольно-строгальные станки массово используются в тяжелом машиностроении, где часто требуется обработка деталей больших габаритов и массы.
Строгальный станок по металлу: особенности и принцип работы
Содержание:
- Разновидность строгальных станков по металлу.
- Конструктивные особенности строгальных станков.
- Принципы работы строгальных станков по металлу.
Строгание металла – это процесс снятия поверхностного слоя обрабатываемой поверхности с целью придания необходимой ему формы и размера.
Строгальный станок по металлу – это металлорежущий станок, предназначенный для обработки плоских деталей или фасонных поверхностей. Движения, совершаемые станком, могут быть поступательно-возвратные и прямолинейные. Они будут зависеть от площади поверхности, которая подвергается обработке, и от технических характеристик станка.
Технология изготовления детали включает в себя несколько этапов. Один из них заключается в обработке изделия на строгальном станке по металлу. Существует несколько разновидностей станков, предназначенных для работы с металлом на разных стадиях производства деталей, придание им необходимой формы и размера.
Разновидность строгальных станков по металлу.
Строгальные станки по металлу представляют собой группу оборудования. В ее состав входят следующие станки:
- долбежные,
- протяжные,
- продольно-строгальные,
- поперечно-строгальные,
- фасонно-строгальные.
Деление станков на поперечно-строгальные и продольно-строгальные зависит от движения самой детали или режущего инструмента. В продольно-строгальных станках основные движения выполняются заготовкой, которая закреплена специальным образом. Они предназначены для работы с небольшими заготовками. Резцы в нем двигаются с определенной скоростью.

Поперечно-строгальное оборудование по металлу предполагают работу со средними размерами заготовок. Также их функцией является проделывание отверстий, выемок и каналов.
 :
:
Конструктивные особенности строгальных станков.
Строгальный станок по металлу обладает отличительной особенностью – наличием резцов. На некоторых моделях предусмотрено сразу несколько резных инструментов. Поэтому станки могут быть:
- односторонними,
- двусторонними,
- четырехсторонними.
Факторами, которые могут повлиять на качество работы, считаются скорость движения режущей поверхности, плавность и частота движений, наличие резцов, их размеры, количество и расположение. Чем больше резцов у станка, тем выше становится его производительность, повышается качество работы.
Резцы имеют различия в форме и размерах. Они бывают прямыми и изогнутыми. Прямые резцы применяются при малых вылетах, к тому же они просты в использовании. Минусом станет неточность при обработке. В некоторых случаях при применении силы изделие может быть испорчено. Изогнутые ножи более универсальны и дают возможность более точного снятия верхнего слоя с металла. При усилении нажима они не портят рабочую поверхность. С помощью изогнутых резцов есть возможность получить качественное, с высокой точностью нанесения углублений и каналов изделие.
Принципы работы строгальных станков по металлу.
Движение происходит с определенной скоростью при условии использования гидравлического привода. В случае использования кулисно-кривошипного привода движения могут осуществляться с минимальной и максимальной скоростью.
Цикличность работы строгального оборудования заключается в чередовании рабочего хода и холостого. Во время выполнения рабочего хода происходит непосредственное соприкосновение с деталью, затем следует холостой ход, и действия повторяются. Большинство станков имеют низкую производительность за счет медленных циклических движений. Это позволяет добиться высокой точности и качества производимой продукции. При массовом производстве применяются станки, обеспечивающие значительно больший объем продукции: фрезерные, протяжные и шлифовальные станки.
Недостатки в работе строгальных станков заключаются в том, что при совершении поступательных и возвратных движений на холостой ход затрачивается внушительное количество времени, а развитие больших скоростей становится невозможным. Это происходит по причине инерционных сил, которые воздействуют при совершении холостого хода и трении ползуна и рабочей поверхности.
При выборе оборудования для обработки металла следует руководствоваться следующими моментами:
- конечная цель,
- предполагаемый объем
- ценовой фактор.
Стартовая цена на упрощенные модели будет начинаться от 50 тысяч рублей.
Виды и специфика применения строгальных станков по металлу
Для придания стальной заготовке нужной формы используют несколько видов строгальных станков. Чаще всего перед обработкой деталь проходит цикл на фуговальном станке. Это оборудование позволяет достичь высокой точности изготовления во время выполнения производственного процесса.
Виды строгальных станков по металлу

Классический строгальный станок по металлу выполняет контролируемое удаление материала определенной толщины с поверхности заготовки. Отличается не только точностью выполнения процесса, но и технологическими схемами.
Основным отличием строгальных станков от фрезерных или токарных является конфигурация заготовки и принцип работы. Она не имеет формы вращения – ее стороны зачастую плоские. Резец обрабатывает одну или несколько сторон детали, которая жестко фиксируется на рабочем столе.
В зависимости от технологии изготовления различают следующие виды оборудования:
- продольно-строгальные. Рабочий стол имеет функцию смещения относительно фрезы, за счет чего происходит обработка поверхностей детали;
- поперечно-строгальные. Движется режущая часть, а заготовка остается неподвижной. Применяется для изготовления деталей больших размеров.
Помимо этого, для увеличения скорости производства одновременно может осуществляться несколько типов операций. Это зависит от количества резцов, установленных в шпиндельные пазы резца – от одного до четырех. В результате обработки происходит формирование выемок, канавок и выборок заданной формы.
Кроме этого, существуют станки специального назначения. Они выполняют схожие операции, но отличаются формой воздействия на обрабатываемую деталь:
- долбежные. С их помощью происходит формирование отверстий, выемок или канавок в результате механического воздействия «долбяка». Он перемещается только в вертикальной плоскости;
- протяжные. Предназначены для снятия стружки с заготовки. Бывают горизонтальные, вертикальные или комбинированные;
- фасонно-строгальные. Нужны для формирования криволинейных поверхностей.
Продольно-строгальные работы относятся к разряду черновой обработки заготовок. Поэтому к станкам и их элементам не предъявляются высокие требования, как и к их аналогам – фрезерным или токарным.
Чем больше режущих компонентов предусмотрено в конструкции продольно-строгального оборудования – тем выше его производительность. Однако при этом повышается время настройки.
Резцы для строгальных станков по металлу
Строгальные станки по обработке металла применяются для комплектации технологических линий с большой производительностью и ремонтных мастерских. Их преимуществом является относительно простая настройка и обслуживание.
Главным фактором правильной обработки заготовки является выбор соответствующего резца. Он должен быть предназначен для выполнения конкретной операции или иметь универсальную область применения. Для этого в процессе производства резцов применяют болванки из быстрорежущей стали или делают твердосплавные напайки.
Основные критерии выбора модели резца:
- тип оборудования – для продольных или поперечных операций;
- материал режущей кромки. Влияет на скорость и точность работы;
- форма резца. В зависимости от этого параметра будет происходить формирование канавок, отверстий или выборок на поверхности детали.
Существует несколько типов операций, которые можно осуществлять на продольно-строгальном станке. Они могут быть проходные, чистовые, фасонные, подрезные или отрезные. Для увеличения срока службы резцов рекомендуется использовать оборудование с откидной фиксирующей головкой. После первичной обработки резец возвращается в исходное положение. Во время обратного хода он не должен контактировать с поверхностью заготовки.
Наиболее распространенными являются продольно-строгальные станки. Они характеризуются относительно небольшими габаритами и простотой в эксплуатации. Особое внимание следует уделять качеству режущих инструментов. Для обеспечения бесперебойного технологического процесса необходимо иметь небольшой запас.
В видеоматериале можно ознакомиться с примером эксплуатации строгального станка по металлу:
Назначение и устройство фуговального станка
- Преимущество фуговального станка
- Нюансы выбора
- Как работает станок для фугования досок
- Настройка фуговального станка
- Виды станков для фугования
- Самые надежные и популярные производители
Автор: Алексей Шелест
эксперт категории: «Станки»
Если «накосячить» в начале работы, то получить идеальный результат в конце почти что невозможно. Поэтому фугование (а это как раз один из первичных этапов обработки доски) — очень важный момент при работе с деревом.
Фуговать — фактически, то же самое, что и строгать. Задача станка при этом — дать ровную и гладкую поверхность доски. Однако, если маленькую заготовку можно просто прострогать, ведь она не прогибается под ножами, то доску побольше нужно пропустить через фуговальный станок.
У этого устройства есть направляющая планка и станина, благодаря которым, доска фиксируется и не прогибается при строгании. Эти элементы дают возможность сделать срез высокоточным, убрать все неровности.
Фуговальный станок раньше был атрибутом только мастерских, столярных или мебельных. Но сегодня им активно пользуются и домашние мастера. О том, как работает данное оборудование, как его настроить и использовать, какие виды фуговальных станков бывают, вы узнаете из этой статьи.
Чем хорош фуговальный станок
Фуговальный станок — это деревообрабатывающее оборудование, которое при работе строгает базовую поверхность заготовки, позволяя получить чистую и гладкую плоскость (одну или две смежных). По сравнению со строгальным станком, фуговальный аппарат работает, как с большими длинными досками, так и с мелкими деталями. Наличие прижимного устройства и длинной станины позволяет запускать в обработку массивный брус, габаритные доски. Но такие мелкие элементы, как, к примеру, ножки стульев — тоже отлично фугуются на данном приборе.
Таким образом, станок для фугования имеет преимущества:
- в универсальности использования — он актуален и для габаритных заготовок, и для массивных брусьев, и для мелких деревянных элементов;
- выполнении разных задач: фуговка кромки заготовки и ее плоскости, криволинейное строгание, снятие фаски, отборка пазов на деталях под углом;
- экономии — стоит он недорого, а задачи по строганию выполняет разные.
Фугование считается черновой процедурой. Если нужна идеальная точность и простругивание доски в заданный размер, то покупают еще и рейсмусовый станок. Очень удобно приобрести 2В1 — фуговально-рейсмусовый аппарат, поскольку стоит он дешевле, чем два станка, а заготовку не нужно таскать по мастерской.
Характеристики, которые влияют на выбор фуганка
Выбирая фуговальный станок, назначение которого — простругать и выровнять поверхность в самом начале обработки, нужно уделить внимание основным его характеристикам.
К ним относятся:
- Ширина фрезерования.
- Количество строгальных ножей.
- Частота вращения строгального вала.
- Ровная поверхность столов.
Первый параметр зависит от ширины стола, относительно к нему, все фуговальные станки делятся на три группы:
- легкая группа — сюда входят станки с шириной стола до 250 мм;
- средняя — допустимая ширина строгания — 400 мм;
- группа тяжелого оборудования — фугование идет в ширину на 630 мм.
Очень удобно, когда в модели станка выполняется регулировка стола фуганка. Эта функция позволяет строгать заготовки различной ширины.
По количеству ножей определяют, бытовой это станок или профессиональный. На строгальном валу обычно есть 3 или 4 ножа, или же стоят ножи helical, это и выделяет хороший, профи станок. Бытовые модели имеют 2 строгальных ножа.
От параметра частоты вращения ножей зависит качество и чистота фугования. Самые популярные рабочие показатели частоты оборотов — от 4700 до 5 тысяч оборотов в минуту. Такой аппарат дает качественный результат. Мощность электромотора при этом составляет около 5 кВт. Если в паспорте станка записано число оборотов меньше, он будет строгать не так чисто и гладко, но для первичной обработки досок в домашней мастерской вполне подойдет.
Конструкция и принцип работы
Устройство фуговального станка включает электрический двигатель и станину. Главный элемент — ножевой строгальный вал с режущими ножами. Он прикреплен к станине. Задний сегмент стола не двигается, он зафиксирован на уровне окружности ножевых лезвий. Переднюю плиту стола можно поднимать и опускать по наклонным направляющим. Она устанавливается на показатель толщины строгания. Например, нужно снять слой 1,5-2 мм, — именно настолько и опускают переднюю часть.
Обороты двигателя передаются на ножевой вал, он вращается, проходит по заготовке и состругивает неровности. Одна плоскость фугуется за один проход ножей. У некоторых моделей можно одновременно состругивать две параллельные плоскости.
Важен также способ подачи заготовки. У недорогих и простых моделей предусмотрено, что оператор подает заготовку рукой. Это неудобно и травмоопасно. Намного лучше и комфортнее — автоподача.
При автоматической подаче болванки получаем:
- безопасность работы;
- большую скорость.
Фуговать плоскость заготовки удобно и на станке с конвейерным механизмом. Часто мастера цепляют самодельный цепной конвейер (цепь на двух барабанах) к столу, или же станок уже продается с конвейерной подачей. Однако, фугование кромки, отборку пазов и гребней на таком станке сделать невозможно.
Настройка станка
Настройка фуговального станка начинается с ножей. Сначала проверяют их заточку, при необходимости затачивают. Затем ножи крепят на строгальный вал.
У ножевых лезвий скос по краю (фаска) должен иметь угол 40 градусов. Достичь подобного точного результата можно только на точильном станке. На нем же устанавливаем и радиус закругления ножевого края: 7-8 мкм, не больше. Отклонение по прямолинейности у лезвия на 100 мм допускается не больше 0,0025 мм.
Обе части рабочего стола нужно опустить и лишь тогда крепить лезвия ножей на вал.
Проверка и контроль установленных ножей:
- выступ за край стружкодробилки — возможно 2 мм;
- выступ за край вала — до 2 мм;
- параллельность — проверяется специальным индикаторным прибором с целью высокой точности. У ножей на 100 мм параллельность не допускается больше, чем 0,1 мм.
После установки ножей на валу и их проверки, можно производить установку и регулировку столов, прижимной направляющей и подающих элементов.
Далее включается холостой ход для обзора работы станка и возможных отклонений. Если все в норме, можно приступать к работе, если нет — станок нужно донастроить. Часто хорошо настроить фуганок помогает видео этого процесса.
Виды фуганков и их особенности
Как мы уже сказали выше, фуговальный станок за один проход строгает одну плоскость. Но есть и другой вид станка, который способен фуговать одновременно и плоскость, и край (кромку).
То есть, фуганков на рынке существует два вида:
- Односторонние — строгают одну поверхность. Используются для обработки досок, бруса. Подача заготовки, как правило, ручная. Длина болванки допускается до 1,5 м. Работать может только один человек, а скорость продвижения до 10 метров в минуту.
- Двухсторонние — фугуют две смежных плоскости. Они намного сложнее по конструкции и стоят дороже. Зато выполняют и отборку пазов, и снятие фаски под угол. Подача автоматическая, может работать два человека.
Какого производителя лучше выбрать
Надежность фуговального станка, его срок службы — все это напрямую зависит от производителя. Изготовитель отвечает за точность сборки, за результат обработки, за качество стали, из которой сделаны ножи. На рынке Украины вы можете найти большое множество фуганков. Они отличаются техническими характеристиками, функциями. Лучшие производители — швейцарская компания JET и немецкий HOLZKRAFT. Стоимость их моделей станков вполне приемлемая, а качество сборки и материалов — отменное.
Немецкий бренд HOLZKRAFT выпускает мощные профессиональные станки, а также универсальные фуговально-рейсмусовые. Они продуктивные, простые в работе и обслуживании. Рабочий стол чугунный, крепкий и устойчивый. Усилен ребрами жесткости, хорош для очень массивных заготовок. Есть цифровой индикатор для точной настройки ножей и толщины снятия слоя.
Фуговальные аппараты от JET представлены в Украине широким модельным рядом. Их фишка — установка многоножевого вала Helical с высокими оборотами. Среди станкового оборудования от Джет легко найти фуганок для домашней мастерской и для профессиональных работ. Есть и односторонние и двухсторонние модели с добавочными функциями и автоподачей заготовок.
Как выбрать строгальный станок?

Как правило, производство изделий из различных пород дерева редко обходится без такого этапа, как строгание. Оно подразумевает снятие слоя материала для подравнивания заготовки в размер, удаления больших неровностей, шероховатостей и т.д. Разумеется, для того чтобы сделать одну полку в дом либо лавку на приусадебный участок можно вполне обойтись и простыми ручными инструментами, таким как рубанки, шлифки, зензубели и прочие. Хотя для крупных объемов работы мастера выбирают особые станки, а именно — рейсмусовые, фуговальные или же комбинированные.
Они позволяют буквально за считанные минуты обрабатывать длинные доски самой различной толщины. При этом возможно добиться точного размера вплоть до миллиметра и гладкой поверхности, которую не нужно потом шлифовать. Сфера использования данного оборудования весьма огромна. С его помощью становится возможным производить самую различную мебель от кухонных полок до шкафов, заборы, лестницы, облицовочный материал для деревянных построек, а также вернуть «товарный» вид потемневшему со временем материалу. Какой станок, в каком случае применяется, как именно строгать древесину на этих станках и рационально ли вообще покупка особой техники? Рассмотрим данный вопрос по порядку.
Предварительная обработка
Основной материал для изготовления мебели — доски, бруски либо рейки различной ширины и длины. Они пилятся, подрезаются в размер, скрепляются в щиты, в них выполняются отверстия для крепежа и так дальше. Но в том случае, если это материал необработанный с большими неровностями и перепадами высот, его предварительно нужно отфуговать — сровнять, убрать все лишние выступы и другое. Для этого применяется строгальный либо, как его ещё называют, фуговальный станок.
Он состоит из достаточно прочной станины с параллельным упором-направляющей и двумя чугунными столами: передний — длинный, устанавливается на толщину снимаемой стружки, задний — короткий, устанавливается выше, на уровне режущих кромок ножиков. Имеет ножевой вал с двумя ножиками из быстрорежущей стали (для мягкого дерева) либо твердых сплавов (для твердых пород древесины).
Для того чтобы исполнить строгание детали на данном оборудовании, нужно «прокатить» заготовку по столу. Подача производится вручную. Доска придерживается сверху и с нажатием подается на ножики. Традиционно это выполняется несколько раз, пока все неровности не будут, как следует, убраны, а толщина доски не будет идентичной.
Заметим, что не каждое производство, особенно частное, нуждается в дальнейшей обработке древесины после фугования. Многие мастера предпочитают отшлифовать деталь вручную, к примеру, при помощи шлифмашины. В этом случае можно приобрести только один строгальный станок.
Строгание высокой точности
Дальнейший этап после фугования — чистовая обработка. Она требуется для приобретения гладкой поверхности, а также для точного (до миллиметра) подрезания доски в размер. Это необходимо при производстве мебели и деталей, которым нужна максимально точная толщина для дальнейшего соединения (столешница, площадка лестницы, пол, облицовка стен). В том случае, если объем работы сравнительно большой, к примеру, несколько кубометров материала, вручную это делать весьма затратно. Гораздо выигрышнее в данном случае приобрести специальный рейсмусовый станок.
Он может быть как односторонним — для рейсмусования одной стороны детали, так и двухсторонним — для одновременного строгания 2-х плоскостей. Состоит рейсмус из станины с отполированным горизонтальным рабочим чугунным столом и ножевого вала, который располагается над столом и может иметь 2-4 ножика (если станок двухсторонний ножевых валов два — один располагается на столе, второй над ним).
Принцип работы
В рейсмусовых станках чаще всего применяется автоматическая подача. По краям рабочего стола расположены вращающиеся валики, которые продвигают деталь. От оператора понадобится только подать её под ножики и перехватить заготовку на выходе. Многие мастера обходятся одним этим станком, что не всегда грамотно. Рейсмус не может убрать неровности больше 5 мм также результативно и быстро как фуговальный станок либо даже обыкновенный рубанок.
Успешный тандем — «2 в 1»
Существуют и комбинированные устройства, то есть рейсмусно — фуговальные станки. Они имеют две части: верхнюю фуговальную и нижнюю рейсмусную. Для переоборудования в рейсмус нужно откинуть верхнюю строгальную часть. Это выполняется легко и быстро и, как правило, не требует применения особого инструмента.
Такой станок имеет несколько больших великолепных особенностей. Во-первых, его приобретение выйдет дешевле, чем покупка двух отдельных устройств. Во-вторых, один комбинированный агрегат занимает немного места, чем два специальных. Традиционно такое оборудование приобретают люди, которым не требуется максимальная точность размера досок и деревообработкой они занимаются периодично. Для высоких нагрузок гораздо лучше купить два разнообразных устройства.
Советы по эксплуатации
— При строгании длинных заготовок даже при автоматической подаче лучше всего работать вдвоем — т.е., один подает, второй принимает. Также можно применять особые роликовые опоры.
— При срезании большого слоя, а также при серийной обработке деталей советуем использовать пылеотсос. Множество моделей всех видов станков имеет патрубок для подключения подобной установки. Особенно это актуально для профессиональных устройств, когда объем работы огромен и стружки много.
— Некоторые мастера через некоторое время применения жалуются, что рейсмусовый станок перестал тянуть заготовку. Это действительно может случиться, но это не поломка и легко поправимо. Нужно после работы протирать подающие валы и ножевой вал растворителем. Это помогает очистить их от смолы, которая и затрудняет вращение. А также необходимо иногда наносить на стол силиконовый спрей в качестве смазки.
— Для легкой настройки глубины пропила у рейсмуса, смазывайте резьбовые шарниры парафином либо воском, тогда вал будет опускаться легко.
Строгальный станок или же, все-таки, ручной инструмент — кто кого?
Как уже не раз упоминалось, в теории практически любой из станков можно заменить рубанком, фуганком, шлифком либо прочим подобным устройством. Но на практике это абсолютно не выгодно. Превосходства станков перед ручным инструментом трудно переоценить.
Производительность — быстрое и опрятное, завершенное подрезание материала в размер.
Минимум усилий — работа на станке не предполагает больших нагрузок, оператору нужно лишь устанавливать настройки и подавать/принимать материал.
Высокое качество — точный размер по всей длине заготовки и гладкая поверхность будут обеспечены автоматикой станка.
Безопасность — применение станка не только проще, но и безопаснее. При грамотном обращении с оборудованием пользователь не может нечаянно получить порезов либо заноз.
Выбираем строгальный станок по металлу — устройство и применение
 Технология обработки металлических болванок предусматривает несколько технологических этапов. На одном из них используются строгальные станки по металлу. Что они собой представляют и какова особенность их работы, станет понятно после прочтения данной статьи.
Технология обработки металлических болванок предусматривает несколько технологических этапов. На одном из них используются строгальные станки по металлу. Что они собой представляют и какова особенность их работы, станет понятно после прочтения данной статьи.
Эти механизмы относятся к категории металлорежущего оборудования и предназначены для снятия поверхностного слоя с необработанных болванок. Одновременно производится придание им определенной формы. В первом приближении (чтобы было понятнее) их можно сравнить с фуганком и рубанком, которые используются для работы с древесиной. Строгальное оборудование снимает стружку с вертикальных, наклонных, горизонтальных поверхностей. Агрегаты могут выполнять и некоторые другие виды работ (об этом чуть ниже). Но по сути – лишь самые простые технологические операции.
По конструкции такие механизмы мало чем отличаются от большинства других из этой категории металлообрабатывающего оборудования. Тумба (или две), рабочий стол, суппорт, эл/механика, резцы – все это является неотъемлемой частью практически любого станка.

Разновидности и специфика использования
Все механизмы, относящиеся к категории «станки металлорежущие», обозначаются цифрами. Для строгальных – это «7». А далее следует цифра, которая указывает их тип. При описании разновидностей агрегатов она будет отмечена скобками.
Общего назначения
- Станки продольно-строгальные («1» – одностоечные, «2» – с двумя стойками). На них можно придавать определенную форму образцам крупным. Как вариант – одновременно подвергать обработке несколько среднегабаритных заготовок. Резец (их может быть и несколько) зафиксирован, а болванка, закрепленная на специальной платформе (столе), перемещается вместе с ней. Поперечно-строгальные («3»). Как правило, для обработки малогабаритных заготовок или одной средних размеров. В отличие от продольных моделей, здесь подвижным элементов является резец, а болванка занимает фиксированное положение.
Специализированные станки
- Долбежные («4»). Проделывают отверстия, делают выборку металла под канавки, выступы, выемки, шлицы, пазы, то есть используются для специфических операций. Их рабочий инструмент называется «долбяк», зубья которого выполняют функцию традиционных резцов. Головка может быть поворотной, что позволяет производить обработку в нескольких плоскостях, под углом. Подробно эти станки описаны здесь. Протяжные («5» – горизонтальные; «7» – вертикальные). В основном – для снятия стружки с заготовок большой длины. Фасонно-строгальные («9»). Для обработки поверхностей криволинейных (пуансоны, бухты ж/д вагонов и так далее) или с уступами, когда отдельные сегменты поверхности расположены в разных плоскостях.

Недостаток строгальных станков
Практически все модели производят обработку во время прямого хода рабочего элемента. Именно на этом этапе производится снятие стружки. Обратный же ход, как правило, холостой.
Применение
Оно несколько ограниченное. Строгальные модели устанавливаются в основном в сравнительно маленьких мастерских, когда не нужна особая точность при обработке металла, а иметь большой станочный парк не имеет смысла, в том числе, и в плане затрат на приобретение оборудования и его содержание.
На крупных предприятиях вместо станков строгальных используются механизмы другого типа – шлифовальные, фрезерные и ряд других.
Стоимость
Она определяется возможностями станка и габаритами обрабатываемых заготовок. Цена лежит в большом диапазоне, поэтому можно указать лишь ее минимальное значение – около 55 000 рублей (за модели самые простые).
В качестве общего описания строгальных станков информации достаточно. Но с учетом того, что ассортимент агрегатов довольно большой, каждая модель может отличаться какими-то особенностями. Например, некоторые имеют приспособления для долбежки металла. Кого более детально интересует данный вопрос, со всеми техническими новинками сможет ознакомиться самостоятельно. Достаточно зайти на сайт конкретного производителя.
Характеристика строгального станка для металла
Изделия для промышленных предприятий отличаются как размерами, так и конструкцией. Каждый элемент требует для работы определенный тип станка. Среди множества станков, предназначенных для работы с металлом, можно встретить агрегаты токарного назначения, долбежные станки и строгальные. Строгальный станок по металлу предназначен для изготовления различных деталей в процессе многоступенчатой обработки.
 Строгальный станок
Строгальный станок
Выбирать необходимый станок и инструмент следует лишь после тщательного изучения чертежей будущего изделия, а также материала заготовки. Исходя из этого, выбирается способ обработки: продольный или поперечный. Плоские и крупные поверхности обрабатываются на продольно-строгальных агрегатах, другие изделия на поперечно-строгальных станках.
Плоскости, которые обрабатываются на строгальных агрегатах, имеют несколько видов:
- ласточкин хвост;
- фасонные поверхности;
- канавки;
- фаски;
- вертикальные поверхности.
Продольно-строгальная установка
Продольно-строгальные станки предназначены для резки и обработки крупных заготовок. Они имеют две разновидности: одностоечные и двухстоечные. Этим определяется жесткость конструкции установки. Основной движущейся частью является стол, на котором располагается заготовка. Инструмент для обработки – резец, закрепленный в суппорте, остается во время процесса неподвижным. Стол совершает возвратно-поступательные движения, и заготовка подвергается обработке.
 Так выглядит продольно-строгальный станок
Так выглядит продольно-строгальный станок
После завершения обрабатывающего действия, стол возвращается в исходное положение. При холостом ходе суппорт с резцом уходит в сторону, освобождая путь столу с заготовкой. Такое обтачивание присуще большим деталям, вес которых может достигать десятков и сотен тонн.
Поперечно-строгальная установка
Более сложные элементы обрабатываются на поперечно-строгальных агрегатах. Такая установка способна работать как в ручном режиме, так и по заданной программе. Основной движущейся частью здесь является суппорт с закрепленным резцом.
На столе с помощью болтов или тисков закрепляется заготовка. Стол имеет возможности для движений по горизонтали с помощью направляющих поперечины.
По вертикали же стол подается самой поперечиной, перемещающейся по направляющим станины. В станине располагается электрический двигатель и коробка передач, помогающая регулировать скорость работы агрегата. Так же как и продольный станок, поперечно-строгальный имеет два хода: рабочий и холостой.
Главные элементы строгальных станков
- Станина. Основная часть станка, выполненная из чугуна или стали.
- Стол. Используется для крепления заготовки болтами или с помощью тисков.
- Направляющие. Горизонтальные и вертикальные, по которым перемещаются ползун и стол.
- Ползун суппорта. Совершает поступательные движения для резки и обработки заготовки.
- Резец. Основной инструмент, обрабатывающий металл.
- Суппорт. Предназначен для фиксации резца.
- Коробка скоростей. Обеспечивает 6 ступенчатую передачу вращения шпинделя.
- Тиски. Располагаются на рабочем столе для крепления заготовки.
- Электрооборудование.
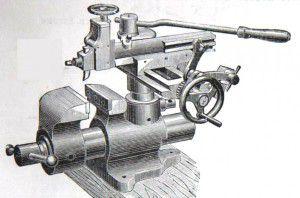
Среди токарного и металлообрабатывающего производства одним из самых распространенных на территории бывшего СССР поперечно-строгальных станков можно назвать станок 7305. Компактность и универсальность в обтачивание металлических деталей обусловили его многолетнее серийное производство.
Успешные модификации агрегата 7Б35 и 7Е35 позволили существенно увеличить производительность. На строгальный станок по металлу 7Е35 вместо 6 скоростной коробки установлен механизм с 8 скоростным переключателем.
Строгальный станок 7Б35
Резцы металлообрабатывающих станков
Резец – основной инструмент, использующийся в обработке металлических поверхностей. Резец незаменим для токарного производства, строгальных и долбежных работ.
Модели станков различаются возможностью множественной установки резцов. Поэтому установки подразделяют на:
- односторонние;
- двухсторонние;
- четырехсторонние.
 Геометрические параметры строгального резца
Геометрические параметры строгального резца
Используемый инструмент напрямую влияет на качество резки и будущее изделие. Резцы кардинально различаются своими свойствами. Особенно важен материал режущей основы резца (головки). Не менее важны размеры стержня резца, а также его форма. Инструмент различают по типу и выбирают именно тот, что понадобится в той или иной работе.
Таких видов несколько:
- подрезной;
- проходной;
- фасонный;
- отрезной;
- чистовой.
 Строгальные резцы
Строгальные резцы
Характеристика видов
Для резки металла используют резцы цельные либо составные. Цельные резцы полностью изготовлены из стали либо специального сплава. Составные детали оснащены насадкой из режущей пластины. Крепится насадка к стержню с помощью пайки, сварки или механическим способом. Виды материала для резцов разнообразны. Каждый из них имеет свои плюсы.
Инструментальная сталь. К ней относят углеродистую сталь, применяемую на небольшой скорости резания. Легированную сталь, теплостойкость которой позволяет обрабатывать металл на более высоких скоростях. Высоколегированная сталь (быстрорежущая) отлично выдерживает большие температуры и для резки металла обладает наилучшей производительностью.

Твердые сплавы. Большую производительность, чем стальные резцы, позволяет получить инструмент из твердых сплавов. Они бывают металлокерамическими, среди которых наиболее производительны вольфрамовые сплавы, титановольфрамовые и титанотанталовольфрамовые. Минералокерамические сплавы обладают хорошей теплостойкостью, но их использование ограничено ввиду хрупкости материала.

Эльбор. Износостойкий материал, позволяющий обрабатывать поверхности легированной стали. Для резки металла идеально подходит по нескольким параметрам, среди которых термическая стойкость наиболее ценное свойство материала. Применяется в промышленных производствах в обтачивание и шлифовании различных сплавов.
 Материал Эльбор в собственном виде
Материал Эльбор в собственном виде
Алмаз. По твердости этому материалу нет равных. В промышленности его уже давно используют для резки и обработки металлов. Многие ножи, сверла и другой инструмент из твердых сплавов изготавливается с помощью резцов с алмазным напылением на режущей плоскости.
Видео: Строжка на 7Б35
Поперечно-строгальный станок по металлу: описание моделей, видео
Строгальное оборудование с возвратно-поступательным движением резца и неподвижной заготовкой, установленной на столе подач, имеет ограниченную сферу применения и задействуется прежде всего в условиях мелкосерийной и разовой выработки. Тем не менее оно имеет свои преимущества и считается окупаемым при необходимости выполнения черновых и чистовых операций по строганию и подготовке пазов в сравнительно небольших заготовках из металла с плоской и фасонной формой. Модельный ряд этих станков ограничен, но все предлагаемые устройства ценятся за простоту компоновки, высокую точность обработки, надежность и неприхотливость.

Данное оборудование не является высокопроизводительным, из-за холостого обратного хода и недопустимости высоких скоростей реза вследствие инерционности размеры обрабатываемых заготовок у него ограничены, для массового выпуска изделий из металла продольно-строгальные станки практически не используются. Но они являются оптимальными при необходимости формирования сложных канавок и профилей с помощью резцов или недопустимости задействования вращающихся фрез. В узле суппорта таких станков закрепляется самый разный рабочий инструмент, включая проходные, подрезные и прорезающие и фасонные резцы, позволяющие выполнять черновые и чистовые операции строгания с присущей им точностью (средние отклонения не превышают 0,03 мм на 300 мм длины заготовки из металла).
В частности, станок поперечно-строгальный успешно используется:
- При строгании горизонтальных плоскостей с помощью универсальных проходных резцов, вертикальных – подрезных в комплекте с упорами.
- Обработке параллельных плоскостей с разделением процесса на два этапа и последовательным выполнением работ
- При строгании наклонных плоскостей путем установки суппорта под углом и обеспечением его подачи в параллельном направлении. Максимальный эффект достигается при необходимости обработки узкой полосы (10-30 мм), при таких параметрах проявляются все преимущества закрепления широкого и не вращающегося резца.
- При выполнении пазов и канавок, включая шпоночные.
- При строгании фасок с помощью вогнутых, выпуклых и аналогичных резцов.
- При изготовлении зубчатых колес, муфт и кулачков (при условии использования дополнительных специализированных и делительных приспособлений).
Уступая фрезерным и токарным моделям в производительности и цене, данное оборудование выигрывает в дешевизне закрепляемого рабочего инструмента и в простоте его заточки. По этой причине такие станки рекомендуют купить при необходимости снятия окалины или формировании точных пазов и канавок в плоских и фасонных заготовках за минимальное число заходов.
Устройство и принцип работы оборудования
Компоновка узлов отличается простотой и включает несколько крупных элементов:
1. Фундаментную плиту с устойчивой станиной, фиксируемой болтами. Строгальный станок по металлу представляет собой довольно массивную конструкцию и весит не менее 1800 кг.
2. Ползун с вмонтированным суппортом, удерживающим и регулирующим положение строгального резца, и механизм его подачи.
3. Шкаф или кожух с двигателем (преимущественно ассинхронным) и электрооборудованием и привод. Строгальные виды станков оснащаются кулисным, кривошипным, шестерным, переносным или гидравлическим механизмами передачи, первая группа является самой распространенной, но имеет сравнительно ограниченную длину хода ползуна (до 700 мм), разновидности с движением в пределах 700-1000 мм как правило гидрофицированы и имеют отдельный привод для осуществления ускоренного возврата суппорта.
4. Рабочий стол со стойками для дополнительного крепления и усиления жесткости и направляющими для горизонтального перемещения. У усовершенствованных модификаций он является наклонным.
Поперечное строгание в этих станках осуществляется с помощью совершающего возвратно-поступательные перемещение ползуна с закрепленным резцом с разными сечением и формой, в ходе контакта с инструментом сама заготовка остается неподвижной. Снятие метала или формирование паза при этом осуществляется во время рабочего хода узла суппорта, после чего следует его холостой ход (как правило ускоренный в несколько раз) с возвратом в исходное положение. По завершении каждой возвратной операции станок осуществляет движение подачи стола в поперечном направлении относительно главного хода.
Основной размерной характеристикой является длина хода ползуна, варьирующаяся от 200 до 2400 мм, при среднем диапазоне 500-700. Суппорт с резцом способны перемещаться в продольном и вертикальном направлении и поворачиваться вокруг горизонтальной оси. Скорость его движения наряду с габаритами и параметрами подач стола оказывают прямое влияние на функциональность и размеры обрабатываемой заготовки. Устройства запитываются от трехфазной сети и имеют простое управление.
Обзор модельного ряда станков
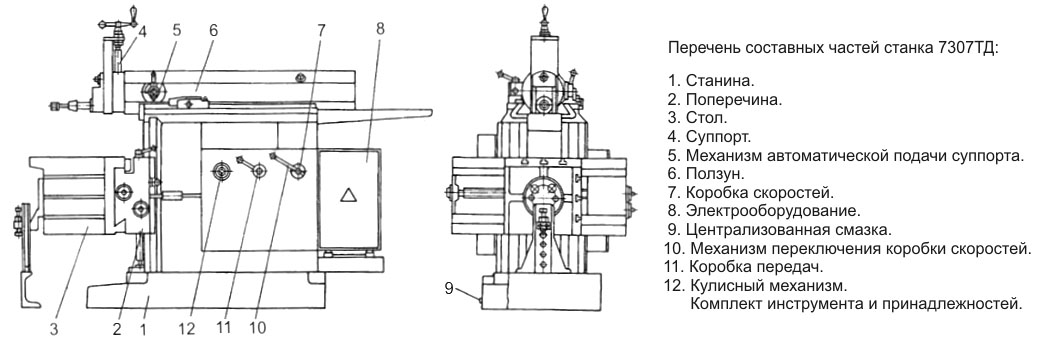
Основным разработчиком и производителем строгального оборудования данной группы является Оренбургский СЗ, приобрести готовые, отремонтированные или модернизированные устройства предлагают многие отечественные компании («Станкокомпания СД», «Прессмаш», «Станочный мир»), среди б/у станков хорошие отзывы продукция Гомельского СЗ. Модели имеют в целом сходную конструкцию, различия проявляется в габаритах, мощности и параметрах обрабатываемой заготовки. Основные показатели наиболее распространенных из них представлены ниже:
Базовая модель поперечно-строгального станка, поставляемая без долбежной головки по цене от 680000 рублей и используемая при обработке плоских и фасонных изделий из металла во всех плоскостях, включая наклонную.
Данное оборудование выделяется повышенной жесткостью станины и направляющей и обладает хорошим ресурсом по мощности (до 5500 Вт), способствующими точному выполнению чистового, чернового и тонкого строгания.
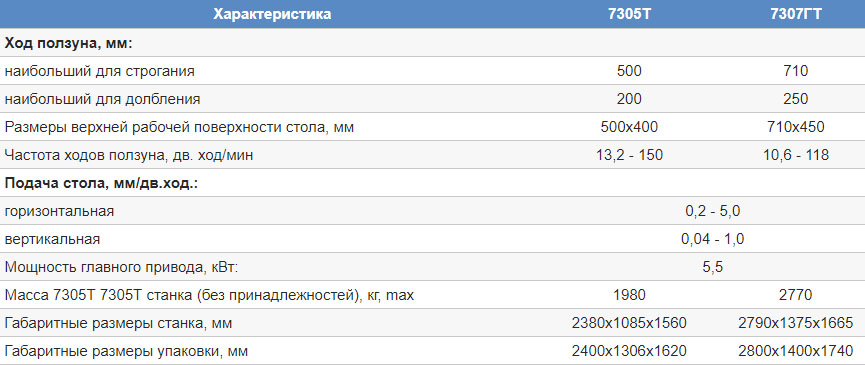
Станок оснащен поворотным столом 500×400 с 25 подачами и тремя Т-образными пазами для захвата заготовок при ходе ползуна до 510 мм и вылете до 560 максимальное расстояние между горизонтальной плоскостью и направляющими у него составляет 40 см.
Расширенная модификация 7305Т с долбежной головкой и увеличенным до 710 ходом ползуна. Этот поперечно-строгальный станок по аналогии с предыдущим рекомендуют купить при обработке плоских и фасонных заготовок из твердых материалов (допускаемое усилие резания достигает 19,6 кН), при равной мощности и скорости перемещения стола он выигрывает в функциональности и увеличении рабочего пространства.
Это сказывается на цене, в новом состоянии эту модель можно приобрести от 800000 рублей и выше. При этом его оптимальной сферой применения являются предприятия с единичными и мелкосерийными условиями производства.
Строгальное оборудование для обработки резцом заготовок с длиной до 500 мм включительно и формирования в них пазов и канавой с разной формой и глубиной в пределах сечения рабочего инструмента 20×32 мм. Модель была разработана с целью установки в ремонтных, механических и инструментальных цехах предприятий машино- и приборостроения при сравнительно малых объемах производства (единичный и мелкосерийный выпуск деталей из металлов).
В базовом исполнении 7Б35 имеет неповоротный стол с 20 подачами и ручным, механическим и укоренным перемещением, модели с универсальными поворотными конструкциями изготавливаются под заказ. Станок оснащен узлом централизованной смазки и стружносборником, ориентировочные затраты при его покупке в базовой комплектации и хорошем состоянии составляют 600000 рублей.
Поперечно-строгальный станок Гомельского СЗ являющийся базовым для моделей с универсальным поворотным столом и копировальными устройствами, используемый для обработки поверхностей их металла с длиной ползуна до 700 мм включительно. В настоящий момент модель снята с основного производства и заменена усовершенствованными долбежными аналогами, но благодаря надежности узлов и гидравлическому приводу она все еще используется в механических цехах машиностроительных предприятий и реализуется в б/у состоянии по цене от 140000 рублей и выше.
Станок имеет 2 электродвигателя (главный обеспечивает запуск всех узлов, вспомогательный – быстрое перемещения рабочего стола с размерами 450×700 и 560×1000 мм соответственно), смазка его станины и направляющих ползуна осуществляется автоматически, это же относится к подаче суппорта и резца.
Комбинированное строгальное оборудование с долбежной головкой, используемое при обработке плоских, фасонных и наклонных поверхностей и прорезания канавок и пазов в заготовках с длиной не более 500 мм. ОД61-5 соответствует всем требованиям, выдвигаемым к станкам 7305ТД и 7307 ТД, уступая в размерах выпускаемой детали он выигрывает в функциональности за счет оснащения трехпозиционным поворотным и круглым столами.

Помимо обычных операций по строганию с его помощью выполняется обработка поверхностей с заданным уклоном, формирование шлицевых отверстий, шпоночных пазок и другие долбежные работы.

