
Выравнивание досок рейсмусом без использования фуганка
Фугование и рейсмусование без ошибок

Строгально-фуговальный и рейсмусовый станки работают схожим образом, снимая слой материала с пласти или кромки доски, поэтому назначение этих станков нередко путают. Оба они служат для выравнивания поверхностей пиломатериалов и придания им прямоугольного сечения, однако каждый из них используется определенным образом и выполняет разные операции. Строгально-фуговальный станок может сделать одну пласть доски плоской, а смежную кромку перпендикулярной к пласти, однако он не способен придать этой доске одну и ту же толщину по всей ее длине — это уже работа рейсмусового станка. Таким образом, строгально-фуговальный и рейсмусовый станки работают в связке. Получение плоских заготовок правильной формы начинается на строгально- фуговальном станке, поэтому сначала рассмотрим именно его.
Фугование: базовый этап в достижении успеха
Как работает фуговальный станок
Как видно из схемы фуговального станка (рис. 1), передний и задний столы разделяет цилиндрический ножевой вал. Передний стол установлен чуть ниже верхней точки окружности, описываемой ножами, задний стол находится с ней на одном уровне.
При подаче заготовки на ножевой вал ножи снимают ту часть материала, которая находится ниже плоскости заднего стола. Обработанная гладкая поверхность далее движется по заднему столу. При каждом следующем проходе удаляется очередная порция древесины, до тех пор пока вся обрабатываемая сторона доски не ста — нет плоской.

Вначале отфугуйте пласть
Перед фугованием взгляните вдоль кромки доски, чтобы проверить, нет ли продольного изгиба или коробления (рис. 2), а также, чтобы определить направление волокон. Для получения наилучших результатов строгайте покоробленную доску так, чтобы ее выпуклая сторона была обращена вверх (иными словами, доска должна опираться на ее края), а волокна были направлены вниз и назад (рис. 1). Если волокна будут направлены вверх, движущиеся ножи станут отрывать волокна, что приведет к скалыванию небольших кусочков заготовки (так называемым вырывам). Чтобы отфуговать пласть доски, настройте передний стол на глубину реза не более 1,6 мм. Положите доску на передний стол перед ножевым валом. Пользуясь толкателями, подавайте доску вперед. Направленное вниз усилие прижима должно обеспечивать только контакт доски с передним столом, но не более того (фото А). Чрезмерное прижимное усилие может распрямить продольную или поперечную покоробленность, и после ослабления прижима доска примет прежнюю форму.

Прижимайте доску толкателями. Основное усилие должно быть направлено на подачу доски вперед, а не на прижатие ее к столу.

Прикладывайте лишь небольшое усилие, чтобы обработанная часть доски сохраняла контакте задним столом. Обеими руками подавайте заготовку вперед.
Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать ее вперед, пока проход не будет закончен (фото С).

По мере необходимости перемещайте руки, чтобы прижимать обработанную часть доски к заднему столу. Проведите над ножевым валом всю доску.

Начертите мелом извилистую линию вдоль и поперек доски. Она поможет отслеживать ход работы. Когда линия исчезнет, доску можно считать плоской.
Не нужно удалять больше материала, чем необходимо. Чтобы контролировать результат, нанесите на доску мелом волнистую линию. Если доска имеет выраженную поперечную или продольную покоробленность, при первом проходе будет снято немного материала (фото D). С каждым последующим проходом доска будет становится все более плоской, а обработанная поверхность все более широкой. Если меловая линия исчезла, это значит, что доска стала плоской.
Выровняв опасть доски, пометьте ее, как показано в «Совете мастера».
Совет мастера

В процессе первичной обработки материалов бывает трудно запомнить, какая пласть доски уже обработана и какая из кромок перпендикулярна этой пласти. Поэтому после последнего прохода пометьте только что обработанную поверхность. Традиционно мебельные мастера ставят на отфугованной пласти закорючку, а перпендикулярную к ней кромку обозначают галочкой, острие которой направлено в сторону отфугованной пласти.
Затем обработайте кромку

Прикладывайте усилие в двух направлениях, прижимая доску к продольному упору и подавая ее вперед на ножевой вал. При работе с досками шириной менее 100 мм используйте толкатели.
После того как одна опасть доски выровнена, отфуговать кромку под прямым углом к опасти не составит труда. Выполняйте те же действия, что и при фуговании пласти, с одним лишь дополнением: подавая доску, как было описано выше, плотно прижимайте ее к продольному (параллельному) упору (фото Е). Если возможно, для предотвращения вырывов и сколов ориентируйте заготовку так, чтобы древесные волокна были направлены вниз и в сторону от направления вращения ножевого вала (рис. 1).
Пометьте обработанную кромку, как показано в «Совете мастера». Теперь, когда одна из пластей доски стала плоской, а одна из кромок — перпендикулярной этой пласти, настало время перейти к рейсмусовому станку.
Рейсмусование: делайте заготовки любой толщины
Как работает рейсмусовый станок
В отличие от строгально-фуговального станка, ножевой вал рейсмусового станка расположен над заготовкой параллельно столу (рис. 3). Опуская ножевой вал после каждого прохода, мы уменьшаем толщину заготовки и делаем ее одинаковой по всей длине.
Работая с рейсмусовым станком, не нужно управлять заготовкой во время прохода. Для этого используются подающие валы, расположенные по обе стороны от ножевого вала, которые прижимают заготовку и одновременно протягивают ее через станок. Вот почему так важно вначале отфуговать одну опасть заготовки. В отсутствие плоскости, благодаря которой доска могла бы базироваться на столе станка, подающие валы будут просто прижимать доску к столам, а ножевой вал остругает ее верхнюю пласть. Как только доска выйдет из станка, любая имевшаяся продольная, поперечная покоробленность или крыловатость появится снова.
Правда о рейсмусовании
При подаче заготовки в рейсмусовый станок также нужно учитывать направление волокон. Однако следует помнить, что та — кой станок обрабатывает доску сверху, поэтому правила здесь меняются на обратные. Чтобы уменьшить число вырывов, ориентируйте доску так, чтобы волокна шли вверх и назад (рис. 3).

Удаление за один проход слоя материала толщиной не более 0,8 мм также уменьшает риск появления вырывов. Если станок имеет две скорости подачи, выполняйте последние проходы на пониженной скорости — это даст более чистую поверхность. По этой же причине перед последним проходом рекомендуется установить глубину резания не более 0,4 мм.

Перед тем как пропустить короткую доску через рейсмусовый станок, приклейте к ней временно два бруска. В этом случае ступенька появится на брусках, а не на заготовке.
Небольшая глубина резания уменьшает и размер ступеньки, образующейся у концов заготовки. Чтобы дополнительно уменьшить размер ступеньки или устранить ее полностью, поддерживайте длинные доски руками или с помощью опор в начале и в конце прохода, чтобы они плашмя лежали на столах станка. При обработке коротких досок используйте подклеенные к ним сбоку вспомогательные бруски, которые удаляются после рейсмусования (фото F).
Если для острожки доски до необходимой толщины требуется снять более 3 мм материала, то после обработки верхней пласти переверните доску и обработайте ранее фугованную пласть. Попеременно обрабатывайте доску с обеих сторон до достижения окончательной толщины. Удаление примерно одинакового количества материала с каждой пласти делает заготовку более стабильной, уменьшая риск коробления.
Все еще возникают проблемы? Возможно, требуется настройка
Если вы строго следовали всем указаниям, но по-прежнему не видите хороших результатов, скорее всего, станок не отрегулирован. Даже самая совершенная в мире технология деревообработки не в состоянии это исправить. Если вы подозреваете, что со станками что-то не так, читайте статьи по настройке оборудования, опубликованные в нашем журнале.
Советы по работе с фуговальным станком

- Чтобы снизить количество отходов и повысить выход материала, перед фугованием распилите доски по длине и ширине, оставив припуск на дальнейшую обработку. Короткие и узкие заготовки имеют меньшую величину прогиба, и они могут быть обработаны за меньшее число проходов.
- Для получения более гладкой поверхности с меньшим числом вырывов снимайте за один проход слой материала толщиной не более 0,8 мм. Уменьшение скорости подачи также дает более чистую поверхность.
- При фуговании доски, имеющей крыловатость, прижимайте ее противоположные углы. Старайтесь удерживать эти углы прижатыми к столам и не раскачивайте заготовку, проходящую над ножевым валом. После нескольких проходов выровненные углы обеспечат устойчивую поверхность для базирования заготовки при фуговании оставшейся части.
- При фуговании двух заготовок для склейки по кромке обрабатывайте одну из заготовок, обратив к продольному упору ее нижнюю пласть (левое фото внизу), а другую — обратив к упору ее верхнюю пласть (среднее фото внизу). Если продольный упор станка не перпендикулярен столу, два угла взаимно скомпенсируют друг друга и склеенный щит будет плоским (правое фото внизу).

- Чтобы отфуговать пласть доски, ширина которой превышает возможности вашего станка, распилите доску вдоль пополам, отфугуйте каждую из частей, в том числе и кромки, полученные после распиловки, после чего склейте их по кромке, выровняв в одной плоскости отфугованные пласти. Продольный распил досок, имеющих сильную поперечную или продольную покоробленность или крыловатость, безопаснее делать ленточной пилой.
Мастер в доме
Поиск по сайту

Приспособление для рейсмусного станка

Рейсмусный станок, это фуганок с расположенными вверху режущими ножами. На станке есть подающие валики и нижняя гладкая поверхность, по которой идет деревянная деталь при обработке. Основная задача станка — выстрагивать доски одинаковой толщины.
На обычном электрофуганке достаточно сложно выстрогать доску с параллельными сторонами. Как ни старайся, все равно окажется что в разных местах толщина детали будет отличаться. Для окончательного выстрагивания заготовки и придуман рейсмус.
Нижняя сторона доски идет по ровному металлическому основанию, что и позволяет выстрагивать нужную толщину. При этом доску необходимо подготовить, то есть как минимум строгануть нижнюю пласть. Я говорю как минимимум, потому что для маломощного рейсмуса желательно пристрогать с небольшим запасом и верхнюю сторону.
То есть технология понятна, строгаем доску на фуганке и доводим до нужной толщины на рейсмусе. Но что делать если фуганка нет, а рейсмус наоборот есть?
Прогнать кривую доску сразу не получится, нет ровного основания и возникнут проблемы. Близко к теме знакомство с ручным электрорубанком.

Есть простой выход из положения, для этого понадобится сделать дополнительное основание.
Площадка из куска МДФ или ЛДСП (ламината), собирается в два слоя, это необходимо для большей жесткости каретки. С одного торца прикручиваем поперечный брусок — упор. Высота упора должна быть меньше нужной вам толщины заготовок, чтобы упор не зацепили ножи.
Длина площадки не меньше длины доски, ширина соответственно чтобы входила в станок.
Укладываем кривую доску на каретку, а под большие зазоры подкладываем плотный картон, ДВП, или что будет под рукой. Надо добиться того, чтобы в рейсмусе доска не прогибалась.
Замеряем самую толстую часть доски и по ней выставляем высоту ножей, с захватом в 1-3 мм. по глубине резания. Прогоняем доску на салазках через рейсмус и в итоге
получаем одну ровную строганную сторону.
Дальше в обычном порядке, переворачиваем доску строганной стороной вниз, замеряем максимальную толщину и за несколько проходов выстрагиваем деталь.
Похожий способ работы используется и в другом случае, если необходимо выстрогать планки толщиной 2-4 мм. . Опускать ножи на такую высоту не рекомендуется, есть риск зацепить ножами металлический стол рейсмуса. Да и просто ограничители могут не позволить.
Для сборки приспособления берем кусок ламината длиной 500-600 мм. и шириной меньше ширины захвата рейсмуса. С одной стороны притягиваем поперечный брусок, заподлицо с торцом ДСП.
В этом случае укладываем приспособление поперечным упором вниз, чтобы он зацепился за металлический столик станка. Так у нас получается дополнительная высота +16 мм. .
Рейки строгаем до нужной толщины на поверхности площадки из ЛДСП(ламината).
Обратите внимание на разницу в подходах. Для выстрагивания кривых досок нижняя площадка движется в рейсмусе вместе с деталью.
А для строгания тонких реек площадка остается на месте, а движется только заготовка.
Вместо рейсмуса
Пофуговал вчера 200 заготовок для стенок ульев. Успел за день, и даже не устал. Оказывается, строгать доску в один размер без рейсмуса очень даже можно.
Случайно увидел такую штуковину на «ютубе» в ролике Сергея Иванова, и сделал себе. Сварил рамку из четырех металлических уголков.


Короткие куски – полочкой внутрь периметра, длинные – полочкой наружу. Внутрь рамки вставляется заготовка для строгания. Заготовку от выпадения удерживают с одной стороны — закрученные в уголок саморезы по металлу.

С другой стороны – замок в виде еще одного уголка на петлях, тоже с выступающими концами саморезов.




К строгальному столу прикрутил два бруска высотой 22 мм – это шаблон, который и будет ограничивать толщину доски.

Перед фуганком под бруски подложил шайбы толщиной примерно 0,7 мм – размер, на величину которого ножи делают выборку.
Заготовки предварительно построгал с одной стороны, поторцевал, обрезал по ширине. Остается согнать вторую плоскость до толщины 22 мм. Поехали.
Рамка с заготовкой скользит между брусками. Как только плечики уголков ложатся на бруски, ножи фуганка перестают доставать до заготовки. Нужный размер обеспечен.

При этом, разная толщина доски по краям легко выравнивается, и проблема «пропеллера» тоже устраняется (она же крыловатость). Кстати, рейсмусом крыловатость можно и не исправить, а тут – запросто. Провел несколько раз, вставил новую заготовку. И не нужно хвататься за угольник после каждого прохода, и думать, ага, тут надо нажать сильнее, этот край пройти дважды. Руки не устают, работаешь комфортно.
Размер везде одинаковый.

И в плоскости заготовки лежат очень даже симпатично.

Для строгания коротких стенок улья прикрутил еще один уголок.

В общем, я могу обходиться без рейсмуса и дальше, хотя с ростом пасеки, росла и необходимость его купить. Спасибо, кто придумал такую замечательную штуку! Внизу видео.
PS Уже два дня, как после обеда пригревало солнышко, был небольшой плюс, и пчелки осторожно пробовали вылетать опорожниться. Снег в коричневую крапинку. Пока все живы.
Чтобы получать новые статьи блога на свой e-mail, оформите подписку.
Буду благодарен, если поделитесь статьей в социальных сетях:
Рейсмус и фуганок. В чем разница и можно ли обойтись только одним станком?
Вопрос, чем отличаются рейсмусовый и фуговальный станки, очень часто возникает у новичков в столярном деле. Особенно у тех, кто не имел возможности в живую увидеть как работают эти станки в мастерской. И действительно, читая в интернете статьи или даже смотря видео, несведующему человеку зачастую сложно понять какая между ними разница. Ведь результат обработки и тем и другим станком кажется одинаковым — ровная поверхность деревянной заготовки.
В чем все таки разница?
Несмотря на то, что оба станка относятся к строгальному типу деревообрабатывающих станков, между ними существует существенная разница.
Фуговальный станок предназначен для прямолинейного строгания плоскости деревянных заготовок. Обрабатывающий узел станка — круглый ножевой вал с несколькими ножами. Вал смонтирован таким образом, что перемещая заготовку по горизонтальному рабочему столу, происходит строгание нижней стороны заготовки. Таким образом, нижняя сторона заготовки может быть идеально выровняна. Также, используя направляющую линейку (боковой упор), можно задать заготовке требуемый угол между нижней и боковой плоскостью. Помимо этого есть возможность обрабатывать кромку заготовки — снимать фаску, располагая направляющую линейку под углом к рабочему столу.
Рейсмусовый станок также предназначен для плоского простругивания заготовок и режущий инструмент также ножевой вал. Однако в отличие от фуганка, вал расположен сверху от заготовки, соответственно он обрабатывает верхнюю плоскость заготовки а не нижнюю. Нижняя же пласть заготовки упирается в рабочий стол. Таким образом рейсмусовый станок способен калибровать заготовку в размер по толщине.
Таким образом, получается, что фуганок и рейсмус имеют разные возможности: фуганок может выровнять базовую плоскость заготовки, но не может откалибровать заготовку по толщине, рейсмус же наоборот, имеет возможность придать заготовке требуемую толщину, но не сможет выровнять сторону заготовки, если только одна из сторон уже не выровняна до использования рейсмуса.
Говоря простыми словами, фуганок делает ровную базовую плоскость, а рейсмус делает вторую сторону заготовки параллельной первой стороне. Рейсмус не может сделать из кривой заготовки прямую, а фуганок не может откалибровать заготовку по толщине.
Классическая технология деревообработки предписывает наличие обоих станков в столярной мастерской. Их возможности отлично дополняют друг друга: сначала на фуганке задается прямая базовая плоскость, а затем рейсмусом задается необходимая толщина заготовки. На выходе, после такой обработки, получается заготовка ровная с обоих сторон и при этом одинаковой толщины по всей длине.
Можно ли избежать покупки обоих станков и обойтись только одним из них?
Этот вопрос возникает у новичков, сразу же после того, как они разбираются с первым вопросом. Вопрос, безусловно правильный, ведь купить один станок дешевле чем купить два, да и место в мастерской один станок займет меньше. И в общем-то, ответ на этот вопрос — да, в некоторых случаях можно обойтись только одним станком.
Во первых, перед покупкой станков стоит понять, какого рода изделия вы планируете делать в своей мастерской: для изготовления небольших изделий для дома из покупного мебельного щита можно обойтись вообще без этих станков, конечно если вы не планируете уменьшать толщину щитов и их кривизна для вас не критична. Для некоторых типов изделий вполне возможно, что вам понадобится только один из этих станков.
Во вторых, для каких-то типов работ фуговальный станок может быть заменен ручным электро рубанком. Также в интернете можно найти примеры множества самоделок для фугования и рейсмусования, в том числе рейсмус из тех же электро рубанков. Например, как в этом видео:
Стоит помнить, что самодельные станки и комбинированные варианты заводского производства — это в любом случае компромисс. Да, безусловно, оба эти варианты обойдутся дешевле покупки двух отдельных станков, но имеют они и свои недостатки. На изготовление самоделки, вы потратите время, да и нужно обладать достаточными знаниями, чтобы сделать самодельный станок достаточно безопасным. Комбинированные варианты могут быть отличным решением для мастерской с ограниченным пространством либо для нечастого использования. Однако, даже на сайте производителя сказано, что комбинированный станок имеет более сложную и нагруженную конструкцию, чем отдельные станки, что при интенсивном использовании может потребовать более частого техобслуживания. В общем, как всегда — выбор за вами.
Благодарю за внимание! Всем удачи в ремесле!
Читайте новые заметки раньше всех – подписывайтесь на канал в Телеграм!
Общайтесь и задавайте вопросы автору блога ВКонтакте!
Как можно выровнять и откалибровать заготовку, если у вас есть только рейсмус Jet JWP-12?
Подразделы категории
В данной категории нет товаров.
Как можно выровнять и откалибровать заготовку, если у вас есть только рейсмус Jet JWP-12?
Сегодня мы с вами узнаем, как можно выровнять и откалибровать заготовку, если у вас нет фуганка, а есть только рейсмус.

Далеко не каждый мастер может позволить себе полноценный фуганок — помимо весьма немалой стоимости, он еще занимает много места и требует специальной электропроводки и аспирации. В то же время, компактный рейсмус могут позволить себе практически все. Например, Jet JWP-12 настолько компактен, что его можно поставить даже дома. Как же с помощью него из кривой доски сделать ровную заготовку? Давайте посмотрим.
Начнем с того, что в природе не существует изначально ровных заготовок. В процессе сушки древесину крутит и ведет.

Но чтобы воспользоваться рейсмусом, необходима одна базовая ровная плоскость, иначе изделие получится гнутым, со ступенями и неровностями, или же вообще заклинит в станке. Как же быть?

Обычно для этого используется фуганок. Но мы задействуем подручные средства и смекалку.
Нам понадобится ровный кусок толстого листового материала, лучше фанеры. В нашем случае это 15мм березовая фанера.

По передней части прикручивается планка, выступающая над поверхностью на несколько миллиметров, в которую упирается заготовка.

Суть в следующем: на фанеру устанавливается заготовка, максимально ровной поверхностью вниз. Находится ось качания, обычно она проходит через углы.
И подклинивается клиньями. Под рукой как раз валялся кусочек амаранта.

Теперь заготовка прочно стоит на листе фанеры, и не будет качаться и скакать в рейсмусе, так, как будто нижняя плоскость уже выровнена фуганком.
Запускаем всю эту конструкцию в рейсмус, используя лист фанеры как ровную базу.


Получаем идеально ровную поверхность.

Теперь у заготовки есть ровная база, и дальнейшую обработку можно проводить без нашего самодельного устройства.


Итак, что мы выяснили: чтобы получить основу почти любого успешного столярного проекта — ровную калиброванную заготовку – не обязательно иметь дорогостоящие профессиональные станки. Достаточно недорогого бытового инструмента, подручных средств и желания получить превосходный результат.
Ссылка на рейсмус: JWP-12
Спасибо за внимание, до новых встреч!
Портативный рейсмус в домашней мастерской и всё, на что он способен
Для чего нужен рейсмусовый станок?

Основная функция этого станка — простругивание досок в размер по толщине. Пропуская доску через рейсмус и поочередно обрабатывая каждую ее пласть, вы получаете начисто обработанную заготовку с параллельными сторонами и одинаковой толщиной по всей длине.
Калибровка по толщине — это главная, но не единственная функция рейсмуса. Забегая вперед, отметим, что возможности рейсмуса можно использовать и для других операций: фугования кромок, калибровки досок по ширине и даже устранения некоторых видов коробления.
Чем рейсмусовый станок отличается от фуговального?
Это еще один вопрос, который нередко озадачивает начинающих мастеров. Несмотря на кажущуюся функциональную схожесть фуговального и рейсмусового станков, речь идет о двух разных инструментах, которые выполняют совершенно разные операции.

Фуговально-строгальный станок предназначен для того, чтобы убрать с доски все неровности — следы грубого раскроя или кривизну, вызванную короблением. Обработав заготовку на фуговальном станке, вы получаете доску пригодную для дальнейшей работы — идеально ровную, со строго параллельными пастями и кромками.
Таким образом, в деревообрабатывающем цикле фуганок используют первым. После него заготовку отправляют на рейсмус, с помощью которого уже выровненную доску доводят до нужной толщины. Обе машины работают в паре и взаимно дополняют друг друга.
Для дома, как правило, достаточно возможностей одного рейсмусового станка. Если мастер работает с более-менее подготовленными досками, функционала портативного рейсмуса хватит чтобы выполнять задачи фуганка — сглаживать умеренные неровности или небольшие покоробленности. Приобретать фуговальный станок целесообразно, когда работают в более серьезных масштабах и имеют дело с большим объемом необработанной древесины.
Закрывая тему, отметим, что отдельно существуют комбинированные варианты станков — рейсмусно-фуговальные, способные выполнять полный цикл обработки доски.
Как работает рейсмус?
Из всех видов рейсмусов именно портативные модели снискали наибольшую популярность как оснащение для домашних мастерских.

Режущим инструментом рейсмуса выступает подвесной ножевой вал со сменными лезвиями. В отличие от фуганка при рейсмусовании не нужно управлять доской. Ее подают в рейсмус, где она прижимается двумя подающими валами; вращаясь, они протягивают деревянную заготовку через станок, в котором она обрабатывается режущими элементами. Рукояткой регулировки высоты строгания опускают ножевой вал, устанавливая толщину съема материала с доски за один проход. Передний (подающий) и задний (принимающий) столы обеспечивают нужное базирование заготовки, и поддерживают ее на входе и выходе из станка.

Подающие вальцы прижимают доску с большой силой. Проходя через рейсмус, заготовка даже с самым сильным короблением становится ровной. Ножевой вал обрабатывает плоскую поверхность, но на выходе материал принимает свою прежнюю форму. Доска становится тоньше, но изначальная покоробленность остается.
Именно поэтому перед рейсмусованием минимум одну пласть заготовки простругивают на фуговальном станке. Нижняя поверхность доски должна быть максимально ровной и не иметь зазоров со столом рейсмуса. В этом случае ножевой вал остругает верхнюю пласть строго параллельно нижней. Забегая вперед, отметим, что существуют приемы, которые позволяют выравнивать рейсмусом покоробленные доски. Об этих профессиональных хитростях мы поговорим ниже.
Сколько материала снимать за один проход и какая скорость предпочтительней?
Вне зависимости от того какая работа выполняется на рейсмусе возьмите за правило не устанавливать глубину съема материала более 1,5 мм. Это поможет избежать вырванных волокон и задиров, которые доставляют немало головной боли и часто делают непригодной заготовку для запланированных целей.
Оптимальная регулировка рейсмуса — когда за один проход с доски снимается не более 0,8 мм. С нормальными ножами риск вырывов при такой глубине минимален. Перед последним «чистовым» прогоном заготовки рекомендовано устанавливать глубину реза не более 0,4 мм.
Перед тем как подавать заготовку, подождите пока рейсмус наберет максимальное число оборотов. Если станок имеет регулировку скорости подачи, первые проходы уместно делать на больших скоростях. Последние «чистовые» прогоны лучше производить на низких оборотах — это обеспечит более качественную обработку поверхности.
И, наконец, даже если одна сторона доски имеет идеально отфугованную пласть, рейсмусование детали производят попеременно с обеих сторон — обрабатывают сначала одну пласть, затем переворачивают доску и прогоняют через станок другой стороной. Неравномерное удаление материала с разных сторон доски может увеличить дисбаланс внутренних напряжений и привести к ее короблению.
Как избежать дефектов поверхности: вырванных волокон, задиров, вмятин?
Одна из главных задач рейсмуса — создание гладкой поверхности. Но так получается далеко не всегда. Вырванные волокна, задиры, вмятины и другие дефекты поверхности, которые невозможно устранить шлифованием, — это проблемы, доставляющие немало головной боли. Чтобы свети к минимуму или же вовсе избежать подобных неприятностей, рекомендуем придерживаться нескольких простых правил.
Контролируйте скорость подачи и толщину съема материала. Это то, о чем мы говорили выше. Шаг съема материала — не более 0,8 мм; на последних проходах — не более 0,4 мм. Чистовые проходы лучше делать на небольших скоростях.

Подавайте заготовку с правильной ориентацией волокон. Самый надежный способ избежать вырывов — это внимательно изучать направление волокон на заготовке и правильно подавать ее в рейсмусовый станок. Волокна на торце должны быть ориентированы вниз, как бы спускаться в станок так, как это показано на фото.
Подавайте доски под небольшим углом. Загружая доску, ориентируйте ее под небольшим углом — это уменьшает риск вырванных волокон на ее торце.
Подключайте систему стружкоудаления. Попадание стружки под вальцы приводит к образованию вмятин на поверхности доски. Избежать такого дефекта помогает исправно работающая система пылеудаления. Инвестиция в хороший промышленный пылесос даст не только хорошо обработанную поверхность, но и защитит от перегрева двигатель, предотвратит пробуксовку досок внутри станка, увеличит срок службы ножей.
Следите за остротой ножей. Вырванные волокна и полосы на оструганной поверхности могут объясняться затупившимися ножами. При появлении подобных симптомов следует переставить лезвия (если речь идет о двусторонних ножах), заточить их (если предусмотрена возможность переточки) или установить новый комплект.
Как убрать ступеньку на рейсмусе?

Ступенька — это небольшое углубление длиной в несколько сантиметров, образующееся в начале и в конце доски, пропущенной через рейсмус. Этот дефект возникает из-за того, что на входе и выходе один конец заготовки какое-то время не поддерживается вторым подающим роликом — когда на доске располагается только один валец, ножевой вал снимает немного больше материала, образуя ступеньку. Эта проблема присуща всем портативным рейсмусам. Но глубину ступеньки легко уменьшить или же вовсе свести на нет при помощи несложных приемов.

Подавайте заготовку под острым углом (фото 1). Это не только обезопасит от вырывов на торце доски, но и сведет к минимуму размеры ступеньки. Последующие доски подавайте одну за другой, плотно стыкуя их торцы (фото 2).

Убрать ступеньку на рейсмусе можно при помощи еще одного приема: нужно немного приподнять один конец доски на входе (фото 3), и аналогичным образом поступить, принимая заготовку на выходе (фото 4).
Что важно знать о рейсмусовых ножах?
Самостоятельная заточка ножей рейсмуса — процесс непростой, от которого большинство мастеров предпочитает отказываться после первых неудачных экспериментов. Угол заточки на всех ножах — обычно ножевой вал имеет два или три лезвия — должен быть строго одинаковым, в противном случае это может привести к тому, что на доске будут образовываться полосы и другие дефекты. Более того, заточке могут подвергаться только специальные лезвия, которые изначально рассчитаны на это.

Срок полезного использования ножей зависит от множества факторов: интенсивности эксплуатации станка, ширины обрабатываемых досок, их твердости и, конечно, качества самого ножа. Наиболее долговечны лезвия из чистосортных твердых сплавов с добавлением кобальта или вольфрама.
Чтобы продлить жизнь строгальных ножей задействуйте всю ширину рабочей зоны станка. Приучите себя подавать заготовки не только по центру стола, но и смещая ее к краям. В этом случае лезвия будут изнашиваться равномерно по всей длине вала, а не только посередине, и прослужат намного дольше. Перед подачей пиломатериала в станок внимательно изучайте заготовку на предмет гвоздей, металлических скоб и других инородных предметов, которые испортят ножи.
Доска плохо идет через станок. С чем это связано?
В правильно настроенном и исправно работающем рейсмусе доска равномерно протягивается через станок, имея на выходе чистую и гладкую поверхность. Но на деле так бывает не всегда. В процессе обработки доска может двигаться с неодинаковой скоростью, делать рывки или останавливаться, продолжая движение вперед только после подталкивания; а на выходе на ее поверхности нередко образовываются выхваты волокон или прижоги. Такие симптомы не являются нормальными, и могут объясняться несколькими причинами.
Скорее всего пришло время сменить ножи. Тупые лезвия способны значительно замедлять подачу, а при сильном износе вызывать прижоги.
Проблемы с проходом доски также могут объясняться тем, что под вальцы попадает стружка, из-за которой ослабевает сцепление с доской и возникают пробуксовки. Наиболее эффективно проблему отходов может решить только внешняя система стружкоудаления.
Наличие поверхностных загрязнений — еще одна причина проскальзывания прижимных вальцов по заготовке. Если вы заметили, что ролики сильно запачканы грязью или смолой, протрите их чистой ветошью, смоченной в уайт-спирите или керосине. Аналогичным образом можно поступить и с металлическим столом станка.
Как выровнять покоробленную доску? Фугование рейсмусом

Сразу отметим, рейсмус способен справиться далеко не со всеми видами коробления. Исправление крыловатости и других видов сложной деформации — это компетенция фуганка. Но когда речь идет о простом продольном или поперечном короблении, проблему можно решить и обычным портативным рейсмусом.
Мы уже рассказывали почему рейсмус не может исправить деформации. Когда в станок подается кривая доска, она с большим усилием прижимается вальцами и временно выравнивается, но на выходе принимает исходную форму. Таким образом, пройдя через рейсмус, заготовка становится тоньше, но сохраняет кривизну.
Чтобы не дать вальцам выпрямить доску, нужно заполнить зазор между покоробленной доской и столом рейсмуса. Для этого удобно использовать приклеенную полоску шпона; если нужно исправить сильное коробление — лучше подложить ламель из фанеры нужной толщины. В несколько проходов через рейсмус покоробленная доска приобретает идеально ровную пласть, по отношению к которой уже без подкладки выравнивается обратная сторона.
Почему рейсмусование фанеры — не лучшая идея?
Есть несколько веских причин этого не делать. Клей и смолы, используемые для скрепления фанерных слоев, быстро затупляют ножи станка. При этом, пропустив фанеру через рейсмус, вы вряд ли добьетесь желаемого результата, и вместо ровной поверхности получите длинные вырванные волокна из тонкого слоя шпона, которые ко всему прочему сильно забьют стружкоотвод.
Фанеру нецелесообразно простругивать в размер, поскольку всегда проще выбрать материал нужной толщины. Если же вам нужна заготовка с безупречно гладкой поверхностью, используйте фанеру соответствующих сортов или решайте эту задачу при помощи шпонирования.
Техника безопасности. Чего не напишут в инструкции по эксплуатации
Мы не будем останавливаться на общих правилах техники безопасности, бесспорно, важных и обязательных к соблюдению при работе с любым деревообрабатывающим станком — их вы всегда найдете в инструкции по эксплуатации станка. Здесь мы предупредим о тех потенциальных рисках, которые не всегда проговариваются «сухим» языком техдокументации.
Будьте внимательны при подаче заготовки. Она быстро заходит в станок с довольно большим прижимным усилием. Попадание рук под доску во время ее затягивания в рейсмус может закончиться тяжелыми травмами.

Правильно обрабатывайте короткие заготовки. Строгать небольшие доски небезопасно. Такие детали могут «выстрелить» из станка нанеся травмы или повредить имущество мастерской. Безопасно обработать короткие заготовки можно с помощью несущих брусков, подобранных вровень по толщине.
Становитесь сбоку от станка. Даже при работе с длинными досками, которые протягиваются более послушно, заведите привычку становиться сбоку от станка. Если заготовка слишком длинная и ее неудобно принимать в этом положении, используйте удлиняющий стол или роликовые опоры.
Не пытайтесь снять кожух. Несмотря на очевидную опасность такого поступка, некоторые предпочитают решать проблему стружкоудаления именно таким образом. В отличие от промышленного пылесоса, снятый кожух полностью не решит проблему отходов, зато в разы увеличит риск получения травмы.

Правильно обрабатывайте кромки. Простругивая материал по ширине, следите за тем, чтобы в подаваемом наборе присутствовали доски приблизительно одинакового размера. Заготовка с сильно выступающей кромкой может быть вырвана из пакета вращающимся валом.
Рейсмус из рубанка своими руками видео
В домашних условиях можно самостоятельно сделать из электрорубанка рейсмус либо фуганок. Они облегчат и ускорят работу с деревянными заготовками. С помощью самодельных станков можно будет обстругивать и подгонять по толщине пиломатериалы, а также выполнять чистовую обработку поверхностей и некоторые другие операции. Простейшим вариантом является использование электрического рубанка, который можно закреплять к станочной станине в перевернутом виде. У таких моделей преобразование в рейсмусовый либо фуговальный станки предусмотрено их конструкцией. В других случаях понадобится делать специальные крепления для надежной фиксации инструмента в рабочем положении.
Рейсмус из электрического рубанка
Рейсмусовый станок – это деревообрабатывающее оборудование, с помощью которого обстругивают ровные плоскости пиломатериала до достижения нужной толщины заготовок. При этом обрабатывают только заранее подготовленные (отфугованные) доски либо брусья.
Подготовка материалов и рабочих инструментов
Различных вариантов создания конструкций, позволяющих переделать электрорубанок в рейсмусовое оборудование достаточно много. Чтобы сделать в домашних условиях сравнительно простой самодельный станок потребуются следующие инструменты и материалы:
- шуруповерт с набором бит;
- угольник или уголок столяра;
- рулетка или простая линейка;
- отвертки с разными наконечниками;
- гаечные ключи;
- электрический рубанок;
- электролобзик либо пила ручная по дереву;
- фанера с толщиной листа от 1,5 см;
- длинные винты с крупной резьбой (4 штуки);
- велосипедная цепь и четыре приводные звездочки для нее;
- деревянные бруски (2,5 на 2,5 см) и планки (1,5×1,5 см);
- гайки, имеющие резьбу М14;
- шайбы подходящих размеров;
- шурупы 25 на 100 мм.
Электрорубанок будет служить в качестве основного механизма создаваемого станка. Шурупы можно заменить аналогичными по размерам саморезами по дереву.
Алгоритм изготовления
Упростить процесс создания рейсмусового инструмента из электрорубанка помогут чертежи и схемы, но легче его сделать по фотографиям. Изготавливают оборудование в такой последовательности.
- Вырезают из листа фанеры прямоугольный фрагмент, имеющий длину 50 см, а ширину – 40 см.



Созданную конструкцию устанавливают на ровную поверхность. Для фиксации к верстаку либо столу понадобиться применять подходящие крепления.

Наличие приводного механизма обеспечивает возможность выставления требуемой толщины обрабатываемых заготовок.
При сборке станка своими руками следует зафиксировать питающий электроинструмент кабель так, чтобы он не мешал при работе, и провод случайно не был поврежден. Чтобы надежно зафиксировать сам электрорубанок на рабочей площадке, рекомендуется использовать болты с гайками.
Измерительная линейка является обязательным конструктивным элементом создаваемого самодельного рейсмуса. С ее помощью устанавливают толщину пиломатериала, который планируется обрабатывать. В качестве планки подойдет отрезок пластмассовой, деревянной либо металлической линейки длиной 8 см. Из аналогичных материалов можно сделать также стрелку-указатель.







Полезные советы
При создании рейсмуса из электрорубанка в домашних условиях необходимо иметь представление о некоторых тонкостях для того, чтобы результат затраченных усилий и времени получился стоящим:
- При изготовлении крепежного валика следует соблюдать правильность его расположения: он не должен быть установлен слишком низко, иначе на обрабатываемых заготовках могут образоваться поперечные вмятины.
- Тщательно проследите за тем, чтобы рабочий стол инструмента был установлен идеально ровно. При наличии перекосов готовое изделие не будет иметь гладкую ровную поверхность.
- Проследите за правильностью расположения задней колодки рейсмуса: она не должна излишне давить на заготовку. В этом случае сила подачи уменьшится, а ножи при этом будут работать. В результате на обрабатываемой поверхности могут образоваться желобки.
- Обратить внимание стоит и на накидной козырек изделия. Если он будет установлен неправильно, стружка в процессе работы попадет на нижний валик, и непременно образуются вмятины.
Вот и все нюансы, которые следует знать для того, чтобы создать в домашних условиях качественный и долговечный рейсмус из электрорубанка. Удачи!
Сборка фуговального станка на базе электролобзика
Фуговальный станок предназначен, чтобы снимать с поверхности древесины имеющиеся неровности. Рабочий процесс представляет собой при этом одностороннее строгание пиломатериалов по плоскости. Также можно снимать под различными углами фаски. Благодаря обработке на данном оборудовании брусья или доски становятся гладкими.
Конструкция у фуговального агрегата более простая, чем у рейсмусового аналога. Это позволяет самостоятельно собрать установку, используя доступные материалы.
Порядок изготовления фуганка
Чтобы сделать строгальный станок для обработки заготовок небольших размеров, понадобится электрический рубанок, который можно закреплять в стационарном положении. Основанием создаваемого агрегата может служить фрагмент из фанеры, МДФ либо ДСП. Достаточно куска размером 50 на 35 см. Толщина используемого листового материала должна быть более 2 см.
Собирают инструмент для фугования, выполняя действия в такой последовательности:
- вырезают из имеющегося листового материала основание под станок;
- к нему с помощью саморезов либо винтов прикрепляют упор для заготовки под углом строго в девяносто градусов (для его выставления пользуются угольником);
- устанавливают ребра, которые будут обеспечивать жесткость упора;
- к основе с помощью болтов М8 и гаек крепят электрический рубанок.
Перед закреплением упора вырезают в нем отверстие под патрубок и для охлаждения электродвигателя инструмента.
Если необходимо строгать заготовки больших размеров, то достаточно увеличить размеры создаваемого агрегата. При этом получится конструкция, как на фотографиях далее.

Кроме рассмотренного варианта из электрорубанка, фуговальное оборудование можно собрать и в другом исполнении. Практическая реализация подобных конструкций зависит от имеющихся у домашнего мастера под рукой материалов и творческих способностей. Как сделать самодельные фуговальные агрегаты других конструкций, показано в следующих видеороликах:
Описание инструмента
Сборка рейсмуса из электрорубанка.
Для получения однородной и четкой линии шпилька должна быть хорошо отточенной. Остроту оттачивания шпильки следует проверять перед каждым использованием прибора и, в случае необходимости, осуществлять затачивание.
В процессе проведения операций с инструментом следует соблюдать осторожность — во избежание получения травмы.
Правила работы и безопасной эксплуатации устройства — следующие:
- при использовании инструмента следует применять защитные очки для глаз;
- в процессе работы с грубыми материалами следует пользоваться защитными перчатками;
- перед включением прибора следует проверить правильность настройки инструмента;
- перед работой шпильку следует проверить на наличие трещин.
Помимо этого, перед применением приспособления следует подготовить заготовки, для этого требуется очистить их поверхность от загрязнений, гвоздей и мусора, способных повредить рабочий элемент.
Рейсмусы — это станки для обработки древесины, которые позволяют осуществлять строгание выравнивание поверхности пиломатериалов с выполнением досок заданной толщины. Такая обработка древесины выполняется при использовании пиломатериалов в строительстве и изготовлении из них различных конструкций. Строгальное оборудование востребовано на рынке и пользуется популярностью у обычных домовладельцев, которые самостоятельно занимаются строительством на даче и в собственном доме.
Самостоятельно изготовленные рейсмусы отличаются простотой конструкции, что позволяет выполнить их, используя в качестве основы электрорубанок, болгарки и другой аналогичный электроинструмент. Необходимо лишь позаботиться о наличии соответствующей схемы, придерживаться которой следует при выполнении самодельного оборудования.
Изготовление подставки для электрорубанка
Работая с электрическим рубанком постоянно, рекомендуется иметь специальную подставку, которая подойдет для его хранения и установки инструмента на нее сразу после выключения.
Использование такого приспособления особенно актуально при работе с мощными, тяжелыми электрическими рубанками.
Необходимость специальной подставки обусловлена тем, что металлический барабан с лезвиями после отключения питающего напряжения от электродвигателя инструмента останавливается не сразу, а через некоторое время (примерно 6 секунд). Весь этот период он еще движется по инерции. От массивности барабана и мощности используемого оборудования зависит сама инерционная продолжительность вращения. При этом ставить подошвой на стол или верстак электроинструмент нельзя, потому что можно не только повредить их поверхности, но и получить травму.

Чтобы все время, пока барабан останавливается, не держать в руках инструмент, нужно использовать подставку специальной конструкции. Главным элементом является паз шириной примерно 8 см, а глубиной 0,6 см. Он необходим, чтобы барабан свободно вращался до полной своей остановки. Точность расположения поставленного на подставку электрического рубанка (когда лезвия находятся над вырезанным пазом) обеспечивается наличием переднего упора из планки.
Ширина паза и расстояние от его переднего края до упора определяются размерами используемой в работе модели электроинструмента.
Необходимые инструменты и материалы
Чтобы сделать подставку самостоятельно, потребуются следующие инструменты:
- электрический лобзик, оснащенный пилкой для вырезания фигур;
- шуруповерт с набором бит;
- дрель со сверлами по металлу 3 и 4 мм диаметром;
- шило;
- пила ручная по дереву с мелкими зубьями;
- линейка или рулетка;
- угольник;
- карандаш либо маркер;
- фреза по дереву сферической формы;
- бумага наждачная;
- стамеска (достаточно с 3-4 сантиметровой шириной наконечника).
Для создания конструкции потребуются такие материалы:
- кусок доски длиной до 1 м, толщиной 20 мм, а шириной 140 мм;
- шурупы по дереву – 2 штуки 4 на 45 мм;
- планка из дерева шириной 30 мм, толщиной 20 мм, а длиной 140 мм;
- 4 самореза с большими шляпками 4 на 15 мм.
Все инструменты и материалы рекомендуется приготовить заранее перед изготовлением подставки, чтобы не отвлекаться по мелочам в процессе работы.
Операции рейсмусования и фугования. В чем разница?

Начинающие мастера столярного дела часто задаются вопросом «В чем отличие рейсмусования от фугования?». На самом деле, человек, который не видел вживую эти операции, зачастую путается и не видит разницы — ведь кажущийся на выходе эффект от этих операций один: ровная поверхность заготовки.
Однако, на самом деле, между этими операциями есть значимое отличие, несмотря на то, что они обе их можно назвать строганием.
На фуговальном станке строгание плоскости происходит прямолинейно. Обрабатывающим узлом станка является ножевой вал круглой формы с несколькими ножами, который закреплен таким образом, что при перемещении древесины по горизонтальной поверхности рабочего стола строгание осуществляется по низу заготовки. При использовании бокового упора можно задавать нужный угол между нижней и боковой поверхностью. Также эта операция позволяет снимать фаску.
На рейсмусовом станке тоже имеется ножевой вал и он предназначен для плоского простругивания древесины. Но в отличие от фуговального станка, вал расположен сверху и строгание происходит по верхней стороне заготовки, при этом нижняя её часть опирается о поверхность рабочего стола. Следовательно, на рейсмусовом станке можно производить калибровку заготовки в размер по толщине.
Советы при выполнении операции фугования:
— для снижения количества отходов необходимо до выполнения фугования распилить доски по нужным размерам, оставляя припуск для обработки — так заготовки будут обработаны за меньшее число проходов, т. к. более короткие и узкие доски будут иметь меньший прогиб;
— чтобы получить более гладкую и ровную поверхность, за 1 проход не рекомендуется снимать с заготовки слой более 0,8 мм. Также следует учитывать скорость подачи — чем она меньше, тем более ровная поверхность;
— если доска имеет крыловатость, то при фуговании нужно прижимать к столу её противоположные углы. После выполнения нескольких проходов на станке углы будут выровнены и смогут обеспечить устойчивость всей поверхности при дальнейшей обработке оставшейся части;
— при фуговании, для более качественного строгания рекомендуют пользоваться прижимным устройством.
Советы при выполнении операции рейсмусования:
— при рейсмусовании стружка и иной мусор, который попадает между заготовкой и подающими барабанами или столом, может оставлять на поверхности заготовки отпечатки. Поэтому рекомендуется использовать стружкосос — он удалит производимые станком отходы;
— подача заготовки должна производиться под небольшим углом — это способствует более равномерному износу ножей и уменьшает вырывы;
— если толщина материала небольшая, например, 6 мм, то его можно прикрепить двухсторонним скотчем к импровизированным салазкам. Но не обрабатывайте слишком тонкие заготовки (имеющие толщину менее 3 мм) — ножи станка могут их расщепить и выбросить обломки на вас;
— если нужно получить сразу несколько заготовок одной ширины без следов от пильного диска, то их нужно сложить пласть к пласти, направив уже отбаботанные фугованием кромки вниз, а затем всё пропустить через рейсмусовальный станок.
Завод «Белмаш» выпускает универсальные деревообрабатывающие станки, выполняющие функции и фугования, и рейсмусования. К таковым относятся станки SDMR-2500 и SDR-2200. Кроме того, рейсмусовые приставки TD-2000 / TD-2200 / TD-2500 позволят выполнять рейсмусование при установке их на станки BELMASH серии SDM (соответственно моделям): SDM-2000M, SDM-2200M и SDM-2500M.
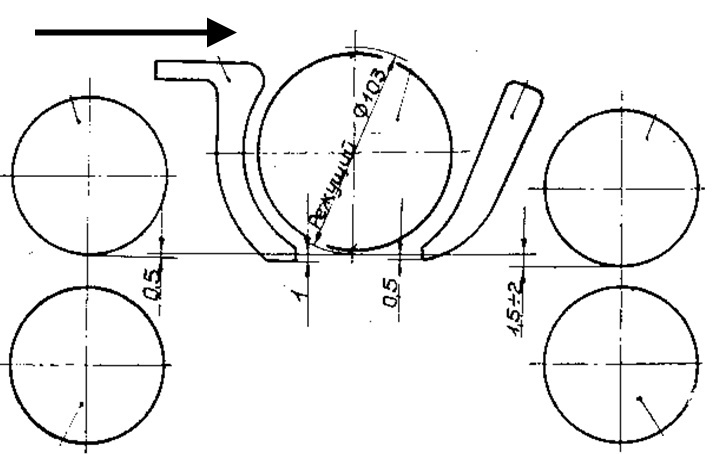
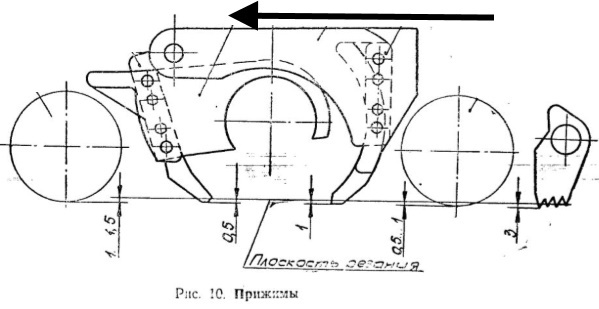
Методика настройки рейсмуса (рейсмусного станка)

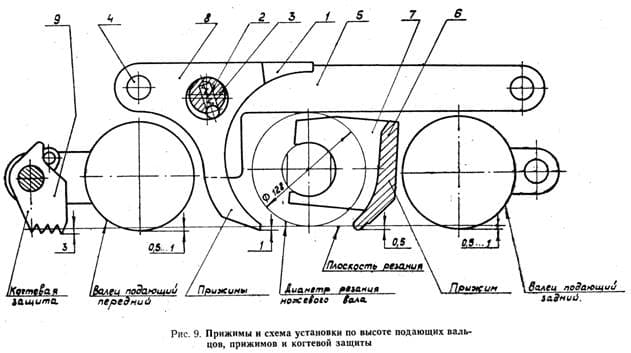
Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию — опустить опорные ролики (8) ниже уровня стола (10). Стол рейсмуса опускается так, что бы прямоугольный строганный деревянный брусок, уложенный на него свободно проходил под строгальным ножевым валом. Стол рейсмуса с уложенным на него деревянным бруском поднимается до момента касания ножевого вала (при этом строгальный вал медленно двигается вперед-назад).
При касании верхней гранью бруска ножевого вала фиксируется цифровое значение положения стола.
Стол опускается на 0,3 мм. Мерный брусок перемещается за строгальный вал под задний прижим (3). Высота прижима устанавливается регулировочными винтами (2) до касания бруска.
Стол опускается на 0,7 мм ( что будет составлять1 мм от первоначального положения стола) и мерный брусок перемещается под передний прижим (5). Регулировочными винтами (6) настраивается высота переднего прижима до касания бруска. Затем стол опускается еще на 0,5 мм ( это будет составлять 1,5 мм от первоначального положения стола) и производиться настройка заднего прижимного вальца (1) до касания бруска.
Стол опускается на 0,5 мм и мерным бруском настраивается высота рифленого входного подающего вальца.
Стол опускается еще на 1 мм и мерный брусок перемещается под когтевую защиту. Настраивается ее высота до касания мерного бруска.
Затем устанавливается выход опорных роликов над поверхностью стола.
При работе с хвойными породами высота устанавливается около 0,3 мм с лиственными породами около 0,1 мм.
В зависимости от модели рейсмуса настроечные размеры могут несколько отличаться от выше приведенных.
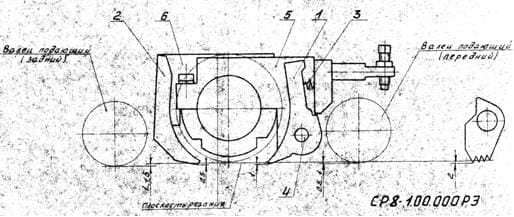
На схеме ниже показаны размеры для настройки рейсмуса СР 6-9, СР 8-1
А размеры для настройки рейсмуса СР6-10, СР8-2 показаны на рисунке 9.
Для рейсмусового станка СР3-5 производителем даны следующие настроечные размеры
а у рейсмусовых станков завода «Красный Метталист» модели СР4-1, СР4-2 размеры, указанные ниже.
В заключении можно предложить альтернативный метод настройки рейсмусовых станков! Его особенность заключается в исключении ряда промежуточных операций по изменению положения стола. А именно:
подготовительные операции по настройке проводяться по методике описанной выше (Стол рейсмуса опускается так, что бы прямоугольный строганный деревянный брусок, уложенный на него свободно проходил под строгальным ножевым валом.
Стол рейсмуса с уложенным на него деревянным бруском поднимается до момента касания ножевого вала (при этом строгальный вал медленно двигается вперед-назад).
Важно.
При настройке станков с шириной строгания 600 и более мм необходимо использовать 2 бруска размещенных на правом и левом краях стола.
Особенность заключается в том, что вместо короткого бруска используется строганная рейка, проходящая от входных вальцов до выходных. При этом в момент касания рейкой ножевого вала все настраиваемые узлы(подающие и приемные вальцы, передний и задний прижим , когтевая защита) уже будут находиться на рейке и более того будут этим бруском приподняты относительно настраиваемых упоров. С помощью мерных щупов производиться настройка положения всех узлов без дополнительных перемещений стола.
Так для рейсмуса СР-3-6 эти размеры будут составлять
0,3 мм между регулировочным винтом и опорой заднего прижима (3).
1 мм между регулировочным винтом и опорой переднего прижима (5).
1,5 мм между регулировочным винтом и опорой заднего прижимного вальца (1).
В случае возникновения трудностей в настройке обращайтесь к нашим специалистам по телефонам, мы всегда рады оказать помощь:
- 8 495 646 13 16
- 8 812 448 13 14

