
Технология производства вибропрессованной тротуарной плитки, формовка.
Состав бетона для тротуарной плитки — основные компоненты и тонкости изготовления
Проблема мощения дорог стояла перед людьми всех эпох. Смена сезонов, дожди и отрицательные температуры быстро приводили в негодность любое покрытие. Наиболее стойким к перемене погоды остается натуральный камень, но его использование требует существенных вложений и не гарантирует идеальной поверхности дороги.
Искусственный камень позволяет получить не только долговечное, но и весьма привлекательное покрытие, именно поэтому весьма востребованы бетонные элементы мощения. Состав бетона для тротуарной плитки определяет не только эксплуатационные особенности изделий, но и эстетику будущего покрытия. Тротуар из бетона востребован как при оформлении городских улиц, так и на частных участках.
Основные свойства и способы производства
Бетонная тротуарная плитка, как и любой другой элемент мощения, должна соответствовать требованиям ГОСТ 17608-91. По нормативу все виды изделий должны:
- изготавливаться из тяжелого или мелкозернистого бетона;
- обладать классом по прочности от В22,5;
- отличаться прочностью на растяжение при изгибе не менее 3,2 МПа;
- обладать морозостойкостью не менее F100 и водопоглощением не более 6%.

Кроме того, при производстве тротуарной плитки применяются технологии, позволяющие выпускать изделия в один или два слоя, с использованием пигмента или без него.
Требования к составу
Цемент не должен содержать минеральные добавки свыше 5%, а также трехкальциевый алюминат свыше 8%. Водоцементное отношение не может превышать 0,4, а количество воздуха в смеси должно находиться в пределах 4 – 5%. Для обеспечения высоких показателей по морозостойкости в бетонную смесь вводятся специальные добавки с воздухововлекающим эффектом.

Подобные требования накладывают существенный отпечаток на состав искусственного камня. Рецепт бетона для тротуарной плитки во многом зависит от технологии производства и применяемых материалов. Так, основными способами изготовления элементов мощения считаются вибропрессование и вибролитье.
Специфика прессования с одновременной вибрацией
Наиболее распространенным методом при промышленном производстве тротуарной плитки можно назвать именно вибропрессование. Такая технология позволяет получать значительный объем продукции за рабочую смену, но требует большого опыта работников и оператора, отвечающего за производство бетонной смеси.
Особенности рецептуры
Рецепт искусственного камня для вибропрессования отличается отсутствием инертных заполнителей крупностью более 5 мм. Технология предполагает уплотнение при прессовании смеси с одновременной вибрацией, что сказывается на требованиях по содержанию воды.

Композит для вибропрессования должен быть однородным, но жестким для предотвращения расслоения при уплотнении.
Для создания такой системы крупный заполнитель противопоказан, так как требует большего количества подвижной растворной части для однородного распределения.
Именно поэтому пропорции цемента, песка или отсева, воды, пигментов и добавок существенно отличаются от классических для тяжелого искусственного камня. Такой материал называется мелкозернистым бетоном.
Основные пропорции
Специфика уплотнения смеси не позволяет выпускать подобную плитку в домашних условиях, ведь обеспечить должную нагрузку своими руками очень сложно. Чаще всего пропорции цемента и мелкого заполнителя принимаются 1:3 или 1:4 соответственно, а количество воды не превышает 30% от массы цемента. Для окрашивания изделий применяются минеральные и органические пигменты с дозировкой в пределах 1 – 3% от веса цемента.
Технология вибролитья
Такой способ производства не отличается производительностью, но позволяет выпускать изделия сложной геометрии и рисунка. Благодаря использованию подвижной смеси и умеренному уплотнению, композит заполняет все изгибы формы, поэтому узор любой сложности проявляется четко и практически без изъянов.
Состав раствора
Состав смеси для тротуарной плитки, изготовленной вибролитьем, отличается большим количеством заполнителя, а также возможностью применения щебня с размером зерен 3 – 10 или 5 – 20 мм. В этой технологии важно добиться подвижности смеси, поэтому рецепт отличается присутствием эффективных пластификаторов и стабилизаторов.

Кроме того, при введении щебня из плотных горных пород, например, гранита, количество цемента можно уменьшить, ведь каменный каркас обеспечит получение плотной и прочной структуры бетона.
Фактически состав композита и основные пропорции сырьевых компонентов при производстве тротуарной плитки по технологии вибролитья очень близки к рецептам классического тяжелого бетона. При наличии специальных форм такие изделия несложно произвести в домашних условиях, а изготовление смеси легко осуществить своими руками при помощи гравитационного смесителя.
Подбор базового соотношения компонентов
При производстве тротуарной плитки собственными силами лучше всего отойти от классической схемы. Так, если увеличить подвижность смеси, то можно уменьшить интенсивность вибрации, что существенно упрощает изготовление изделий в домашних условиях. Состав бетона при таком подходе следует немного видоизменить.
Основные пропорции бетона, применяемого для заливки тротуарной плитки можно представить в виде следующей схемы:
- 1 массовая часть цемента;
- 1,5 – 1,7 массовые части песка;
- 2,5 – 3 массовые части щебня;
- 0,35 – 0,4 массовые части воды;
- пластификатор + пигмент.
При увеличении класса бетона пропорционально возрастает расход цемента, и уменьшаются пропорции заполнителей. В результате состав композита меняется, но искусственный камень сохраняет плотную структуру и весь набор свойств.
Выбор материалов
Для создания тротуарной плитки с высокой прочностью, морозостойкостью и водонепроницаемостью важно подобрать материалы соответствующего качества.
Цемент
Основным элементом любого бетона является цемент. Для изготовления элементов мощения следует выбирать среднеалюминатные цементы с содержанием минеральных добавок не более 5%, а также с классом по прочности 42,5. На упаковке подобного вяжущего указана марка ЦЕМ I 42,5 Н или Б. К среднеалюминатным цементам относятся вяжущие с содержанием С3А от 5 до 8%. Узнать содержание алюминатов можно у продавца, спросив паспорт на цемент.
Мелкий заполнитель
В качестве мелкого заполнителя лучше всего применять мытый карьерный песок с модулем крупности 2 – 2,5.

Такой материал относится к пескам строительным первого класса, при его использовании состав бетона отличается меньшим расходом вяжущего и низкой себестоимостью при более высоких показателях качества.
Крупный заполнитель
При использовании крупного заполнителя лучше всего приобрести гранитный щебень с размером зерен 3 – 10 мм. Такой материал обеспечит повышение прочности и долговечности при высокой подвижности смеси. Но его стоимость высока, поэтому можно приобрести стандартную смесь зерен диаметром 5 – 20 мм и скорректировать рецепт, сократив содержание крупного заполнителя.

Такой подход обеспечит высокую подвижность и однородность при формировании каменного каркаса в теле композита.
Самостоятельное изготовление
Производство элементов тротуара своими руками необходимо начать с подготовки места для формовки и хранения изделий. Даже при высокой подвижности полученной смеси после заливки форм их необходимо уплотнить. Подойдут погружные или самодельные вибраторы.
Уплотнение следует вести не более 5 – 10 с, иначе произойдет расслоение смеси и ухудшение внешнего вида элементов тротуара.
Стандартная рецептура
При изготовлении композита с классом по прочности В25 можно использовать следующий состав на 1 м3:
- цемент = 390 – 420 кг;
- песок = 700 – 750 кг;
- щебень = 1000 – 1050 кг;
- вода = 155 – 165 кг;
- пластификатор + пигмент (при желании окрасить изделия).
Технология смешивания
При смешении компонентов сначала загружается песок, затем вода с добавками и цемент, и в последнюю очередь щебень. Перемешивание осуществляется не менее 2 – 3 минут до получения однородного материала.

Тротуарная плитка из бетона такого состава будет обладать интенсивной кинетикой твердения, поэтому очень важно предотвратить потерю влаги с ее поверхности.
Уход за изделиями
После укладки смеси все формы необходимо накрыть пленкой, предотвращающей испарение влаги с поверхности изделий. Через 2 – 3 суток можно произвести распалубку и поместить плитку на стеллажи с влажными опилками или ветошью в помещении с постоянной температурой не менее 17 0С. Изделия необходимо постоянно увлажнять, и через 28 суток они наберут проектную прочность и будут готовы к использованию.
Технология производства вибропрессованной тротуарной плитки, формовка.
25.11.2014 22:40

Тротуарная плитка — технологичный материал, позволяющий производить укладку дорожек и площадок любых размеров и конфигураций. Укладка плитки по песчаному основанию придает покрытию множество преимуществ по сравнению со сплошным асфальтобетонным покрытием:
на поверхности такого покрытия не образуются лужи, так как вода свободно уходит через зазоры между плитками;
плиточное покрытие не нарушает естественную потребность зеленых насаждений в водо- и газообмене, что благоприятно сказывается на экологии окружающего пространства;
при необходимости проведения ремонтных работ (например, прокладка подземных коммуникаций) тратуарную плитку можно легко снять, провести необходимые работы и уложить снова;
в летнее время нагрев покрытия из плитки значительно меньше, чем из темного асфальта; при этом плиточное покрытие не размягчается и не выделяет летучих продуктов.
Кроме собственно плитки из декоративного цементного бетона, могут производиться разнообразные элементы садово-паркового дизайна.
Используются две технологии производства тротуарной плитки:
- вибропрессование жестких смесей с низким водосодержанием (низким В/Ц);
вибролитья с использованием пластифицирующих добавок.
Оба метода позволяют получить бетонную плитку с низкой пористостью благодаря малому содержанию воды в бетонной смеси и обеспечению плотной укладки бетонной смеси с применением механических воздействий (вибрирование или вибропрессование). Какого-либо принципиального преимущества у каждого из этих методов нет, поэтому они существуют в режиме конкурентной борьбы. Однако, обеспечение гарантированного качества тратуарной плитки легче достигается при использовании вибролитьевого метода с применением смесей с пластифицирующими добавками.
Hа сегодняшний день технологию производства тротуарной плитки методом вибролитья в пластиковых формах используют более чем в ста городах России. Количество производителей стремительно растет, так как для того чтобы начать производство нужно совсем немного: помещение площадью 100-300 м2, трехфазное электроснабжение, одна-две бетономешалки, один-два формовочных стола, распалубочный стол и комплект пластиковых форм. Всего этого будет достаточно чтобы производить фигурную брусчатку, квадратные плиты различной толщины, фасадную плитку под натуральный камень, декоративные заборы высотой от 50 до 200 см или водосточные желоба.
К тротуарной плитке, изготавливаемой по ГОСТ 17608-91 «Плиты бетонные тротуарные», предъявляются жесткие требования по морозостойкости (не менее 200 циклов замораживания и оттаивания), прочности (не менее 30 Мпа), водопоглощению (не более 5%) и истираемости (не более 0,7 г/см?). Поэтому создание материала требуемого качества начинается с подбора необходимых качественных материалов для его изготовления.
Для приготовления бетона обычно используют портландцемент М500 Д0 (ГОСТ 10178-85) в клинкере которого содержание С3А не должно превышать 8%. При выборе цемента желательно остановиться на каком-то одном заводе, т.к. при добавлении пигментов в бетон, краситель окрашивает не заполнители (песок и щебень), а именно цементное вяжущее. Замена поставщика и сорта цемента приводят к тому, что изменяется и конечный цвет полученного после окраски бетона. Причиной этого является разница в первоначальном цвете цемента.
В качестве мелкого заполнителя следует применять строительные пески с модулем крупности не ниже 2, отвечающие требованиям ГОСТ 8736-93. В качестве крупного заполнителя следует использовать щебень из магматических горных пород (например, гранитный) фракции 5-10 мм, отвечающий требованиям ГОСТ 8267-82. В качестве поставщиков предпочтительны карьеры, гарантирующие отгрузку щебня гидравлической классификации (промывки) и не содержащего в момент отгрузки фракции мельче 5мм. Марка щебня по прочности при сжатии должна быть не ниже 1000, по морозостойкости не ниже 200, рекомендуемое содержание в щебне зерен пластинчатой (лещадной) и игловатой формы не более 25% по массе. Вода для бетонных смесей должна удовлетворять требованиям ГОСТ 23732-79.
Для повышения морозостойкости, прочности и улучшения технологических свойств бетона в бетонную смесь следует вводить комплексную добавку, содержащую пластифицирующий компонент (С-3 или ЛСТ) совместно с воздухововлекающим или гидрофобизующим (СНВ или ГКЖ-94) компонентом.
Ориентировочно расход компонентов бетонной смеси на 100 кв.м. плитки толщиной 6 см составляет:
цемент — 3,6 т,
щебень гранитный фракции 5-10 мм — 4, 5 т,
песок — 4,5 т,
пластификатор С-3 — до 0, 7 % от массы цементы,
воздухововлекающая добавка СНВ — до 0, 02 % от массы цементы,
пигмент — 2…5 % от массы цемента.
В ряде регионов, где есть трудности с доставкой гранитного щебня, можно применять высокопрочный морозостойкий мелкозернистый бетон без использования гранитного отсева. Для приготовления такого бетона применяют портландцемент М500ДО, песок и комплексную добавку состоящую из микрокремнезема (SiO2 — аморфной модификации) и суперпластификатора С-3. Основным фактором в механизме действия микрокремнезема является реакция взаимодействия диоксида кремния SiO2 с гидроксидом кальция Ca(OH)2, образующегося при твердении цемента, с образованием гидросиликатов (т.е. как бы дополнительного количества цементного камня). Применение микрокремнезема в количестве 10% от массы цемента и суперпластификатора С-3 в количестве 1% от массы цемента позволяет получать мелкозернистые бетоны с прочностью до 70 МПа и морозостойкостью 300 циклов.
Изготовление цветного декоративного бетона невозможно без применения пигментов. Пигменты должны быть устойчивы к щелочной среде твердеющего цементного вяжущего; кроме того, они должны быть свето- и атмосферостойкими. Пигменты не должны растворяться в воде затворения. Этим требованиям лучше других отвечают неорганические оксидные пигменты. С помощью таких пигментов можно получить практически любой тон, и, в первую очередь, приглушенную цветовую гамму, которая свойственна природе. Добиться получения чистого цвета, например желтого или голубого, можно лишь используя белый цемент. Количество пигментов, добавляемых в бетон, составляет 2…5 % — для пигментов с хорошей красящей способностью, выпускаемых, например, фирмой Байер (Германия) или Усов и Прехезе (Чехия). Пигменты с более низкой красящей способностью (в основном отечественных производителей) приходится вводить в количестве до 8 %. К недостаткам отечественных пигментов следует отнести и непостоянство цвета у пигментов одной марки.
Следует отметить, что излишнее увеличение тонкодисперсной фракции в виде пигментов может привести к ухудшению качеств бетона (снижению прочности, морозостойкости и т.д.). Цвет бетона зависит также и от соотношения воды и цемента, и количества цемента в бетоне. При твердении бетона избыток воды испаряется и оставляет в бетоне мелкие поры, которые рассеивают свет и «просветляют» бетон. Чем выше В/Ц, тем светлее кажется бетон. Поэтому при производстве плитки методом вибропрессования (с очень низким В/Ц), невозможно получить бетон насыщенных цветов.
Для повышения долговечности бетона, его износоустойчивости и сопротивления удару в бетон можно добавлять также полипропиленовые, полиамидные или стеклянные щелочестойкие волокна длиной 5…20 мм и диаметром 5…50 мкм в количестве 0,7… 1,0 кг на 1м3 бетона. Волокна, обладающие хорошей дисперсией, образуют в бетоне трехмерную решетку, которая значительно повышает силы сцепления.
Рис.1
Узел приготовления бетонной смеси
Технология изготовления тротуарной плитки включает в себя несколько основных этапов:
- подготовка форм;
- приготовление бетонной смеси;
- формование на вибростоле;
- выдерживание изделий в течение суток в формах;
- распалубка изделий;
- упаковка и хранение.
ПОДГОТОВКА ФОРМ
Формы для изготовления изготовления тротуарной плитки могут использоваться пластиковые, резиновые и резиноподобные (полиуретановые). Количество циклов формования, которое выдерживают формы, составляет: для резиновых — до 500 циклов, для пластиковых — 230-250, для полиуретановых — 80-100 циклов.
Формы перед заливкой в них бетона смазывают специальными составами или заливают бетон без предварительного смазывания формы. При работе без смазки новые формы обрабатывают антистатиком, после распалубки формы осматривают и при необходимости промывают 5-10 % раствором соляной кислоты.
Для смазки форм можно использовать эмульсол, ОПЛ-1 (Россия) и СЯА-3 (Англия). Для сохранности поверхности формы нельзя использовать смазки, содержащие нефтепродукты. Наносимый на поверхность форм слой смазки должно быть тонким, так как из-за избытка смазки на поверхности готового изделия остаются поры. Смазки эмульсол и ОПЛ-1 наносятся кистью перед каждой заливкой, смазку СРА-3 наносят кистью или напылением. Смазки СВА-3 хватает на 2-3 формовки. Температура при нанесении должна быть 18-20°С.
 |  |  |
 |  |  |
ПРИГОТОВЛЕНИЕ БЕТОННОЙ СМЕСИ
Для приготовления декоративного бетона лучше использовать бетоносмеситель принудительного действия. В основном порядок приготовления смеси не отличается от приготовления обычного бетона (рис. 1). Пигмент подается примерно за 30 секунд до подачи цемента.
Оптимальный режим перемешивания:
песок + пигмент — 15-20 с;
песок + пигмент + щебень — 15-20 с;
песок + пигмент + щебень + цемент — около 20 с;
песок + пигмент + щебень + цемент + вода + добавки — 1-1,5 мин;
всего — 2-2,5 мин.
Для повышения долговечности бетона, его износоустойчивости и сопротивления удару в бетон можно добавлять также полипропиленовые, полиамидные или стеклянные щелочестойкие волокна длиной 5-20 мм и диаметром 5-50 мкм в количестве 0,7-1,0 кг на 1м3 бетона. Длина волокон должна соответствовать наибольшему диаметру крупного заполнителя в бетоне. Волокна, обладающие хорошей дисперсией, образуют в бетоне трехмерную решетку, которая значительно повышает прочность на изгиб, ударную стойкость и износостойкость бетона.
Полипропиленовое и щелочестойкое стекловолокна вводят с водой затворения; полиамидное волокно вводят в готовую бетонную смесь, т.е. на последнем этапе, при этом время перемешивания смеси увеличивают на 30 -50с.
При использовании добавки микрокремнезема принимают следующий график приготовления бетонной смеси:
песок + микрокремнезем + пигмент — 30-40 с;
песок + микрокремнезем + пигмент + цемент — около 30 с;
песок + микрокремнезем + пигмент + цемент + вода + добавки — 1-1,5 мин.
ФОРМОВАНИЕ НА ВИБРОСТОЛЕ
Готовая бетонная смесь имеет удобоукладываемость ОК = 3-4 см. Поэтому для ее уплотнения используют кратковременную виброобработку. После приготовления бетонной смеси ее укладывают в формы и уплотняют на вибростоле (рис. 2).
Рис.1
Вибростол
При производстве цветной плитки в пластиковых формах для экономии пигмента можно применять послойное формование: первый лицевой слой бетона приготавливается с использованием пигмента, второй слой бетона без него. Для раздельного формования необходимо иметь два смесителя для приготовления бетона первого и второго слоя.
При формовании сначала укладывается лицевой слой цветного бетона толщиной 2 см и уплотняется в течение 40 с. После этого укладывается 2-й слой бетона без пигмента и уплотняется вибрацией еще в течение 20 с. При другой подвижности бетона необходимо подобрать свое время уплотнения на формовочном столе.
ВЫДЕРЖИВАНИЕ ИЗДЕЛИЙ
После формования изделия в формах устанавливаются в штабели высотой 3-8 рядов в зависимости от толщины и конфигурации плитки. Так, например, квадратные плиты ставятся не более чем в 3 ряда. После этого штабели накрывают полиэтиленовой пленкой для предотвращения испарения влаги. Температура выдерживания должна быть не менее 15 °С. Дополнительный подогрев не требуется. После 24 ч выдержки в формах можно произвести распалубку (освобождение изделий из форм).
РАСПАЛУБКА
Распалубку фигурных изделий производят на специальном выбивочном столике с вибрацией (рис. 3), при этом для облегчения распалубки формы с изделиями рекомендуется подогреть 2-3 мин в ванне с горячей водой (температура 45-50 °С). При этом используется эффект высокого теплового расширения полимеров по сравнению с бетоном. Распалубка квадратных плит и фасадной плитки происходит без каких-либо специальных приспособлений. Следует отметить, что распалубка без предварительного нагрева укорачивает срок службы формы приблизительно на 30 % и может привести к браку готовой продукции, особенно у тонких изделий.
УПАКОВКА И ХРАНЕНИЕ
После распалубки плитку укладывают на европоддоны «лицом» к «спине», увязывая их упаковочной лентой. Для обеспечения дальнейшего твердения бетона и сохранения товарного вида изделий их необходимо накрыть полиэтиленовой термоусадочной или стрейч-пленкой. В летнее время отпуск изделий производится при достижении ими 70 % от проектной прочности, что приблизительно соответствует 7 суткам твердения бетона, считая с момента его изготовления. В зимнее время отпуск производится при достижении 100 % от проектной прочности (28 суток с момента приготовления бетона).
В заключение приведем номенклатуру и расчет стоимости оборудования, необходимого для организации цеха по производству тротуарной плитки
Оборудование и материалы для производства тротуарной плитки ГОСТ 17608-91 по методу вибролитья *
Технология производства вибропрессованной тротуарной плитки, плюсы и минусы
Вибропрессованная тротуарная плитка – один из наиболее популярных и оптимальных вариантов оформления тротуаров, садовых дорожек и других участков придомовой территории. Часто плитку используют для мощения городских площадей и улиц, где ежедневно проходит огромное число людей. Это говорит о том, что материал способен выдерживать серьезные нагрузки и сохранять первоначальный внешний вид на протяжении многих лет.

Несмотря на то, что метод вибропрессования более сложный и требует немалых финансовых затрат, специального оборудования, высокое качество итогового материала полностью оправдывает все расходы и трудности. Прежде, чем сделать выбор в пользу вибропрессованного производства или материала, желательно изучить плюсы и минусы, особенности метода.
Способы производства тротуарной плитки
Стандартная тротуарная плитка производится с использованием двух основных методов – это вибролитье и вибропрессование . Разница в способах заключается в воздействии на материал – в случае вибролитья готовая смесь формуется на вибростоле в формах из пластика и потом высыхает, вибропрессование предполагает еще и воздействие пресса (давления) на плитку, что обеспечивает большую прочность и плотность.
Вибролитье может стать прекрасным выбором для организации частного производства изделий – оборудование сравнительно недорогое, все можно делать самостоятельно, быстро и просто. Для производства понадобятся вибростол, бетономешалка, формы из пластика и бетонная смесь, приготовленная из составляющих в определенной пропорции. Но таким методом изготовить большие объемы материала не получится – максимум 100 метров тротуарной плитки за смену (обычно около 50-60).

Для изготовления вибропрессом понадобится купить дорогое оборудование, использовать полусухие смеси бетона. Формовка изделий осуществляется благодаря матрице и пуансону, воздействию вибропресса. Продукция создается на сменных поддонах, в них и сушится плитка.

Достоинства способа вибропрессования изделий
При условии соблюдения рецептуры смеси и всех важных этапов технология производства тротуарной плитки вибропрессованием более предпочтительна и дает возможность получать стойкие к морозу, высокой температуре, воде, износу плитки, которые соответствуют ГОСТу 17608-91.

Основные преимущества вибропрессования:
- Очень высокий показатель прочности плитки (М200-М400) при условии меньшего расхода цемента
- Получение плитки, стойкой к морозу – показатель находится в пределах Мрз 200-300 циклов
- Существенная экономия на модифицирующих добавках, пластификаторах
- Возможность сэкономить на оплате труда сотрудников (процесс на многих этапах автоматизирован)
- Возможность организовать масштабное производство, снизив общие расходы за счет двусменной работы и сокращения технологического цикла
- Наличие возможности дооснащать вибропресс разными устройствами и приспособлениями с целью получения разной плитки, увеличения производительности
- Получение изделий со строго обозначенными геометрическими формами, цветом, размером
- Шершавая поверхность плитки – благодаря чему ее можно класть на городских территориях, терминалах, складах, полосах торможения и разгона транспорта и т.д.
- Возможность обработки поверхности вибропрессованной плитки – материал допускает бучардирование, полировку, шлифовку
Оборудование и материалы
Вибропрессование тротуарной плитки в промышленных масштабах требует покупки серьезного оборудования. В первую очередь, это вибропресс, который используется для уплотнения смеси. Вибропресс может отличаться по мощности, степени автоматизации, мобильности, быть с разными размерами формовочной площадки. Также понадобятся специальные формы из полиуретана, пластика, резины, силикона, формопласта и т.д. В массовом производстве используют стальные формы.

Для организации процесса производства тротуарной плитки понадобятся бетономешалки для приготовления смеси, вибросита для просеивания сыпучих материалов, штабелеры для подъема и укладки форм с плиткой. Если производство осуществляется в холодное время года, понадобится обеспечить еще и источник тепла для быстрой и качественной сушки изделия.
Материалы для производства плитки:
- Цемент марки М500
- Крупный наполнитель – щебень мелкой фракции, отсев, галька или шлак
- Мелкий наполнитель – песок фракции 0.5-0.6 миллиметров
- Вода
- Пигмент – чтобы придать плитке нужный цвет
- Смазка для форм, что упрощает процесс работы
Технология производства

Вибропрессованная тротуарная плитка производится в соответствии с технологией под воздействием давления и вибрации. Метод автоматизирован, высокопроизводителен, позволяет делать плитку с нужными характеристиками (цвет, размер, вес изделия).
Процесс производства плитки:
- Приготовление бетонной смеси – в бетономешалке принудительного действия. Если слоев у плитки два, смеси для них готовятся в разных емкостях.
- Формовка – бетон заливается в поддон, прижимается матрицей вибропресса к площадке, потом пуансон опускается и запускается процесс вибрирования. В течение 3-5 секунд материал уплотняется под давлением и вибрацией, после чего паунсон и матрица поднимаются, поддон с изделиями снимается и отдается на сушку, вместо него устанавливается следующая форма.
- Сушка – изделия проходят обработку теплом и влагой (обычно водяным паром). Если же есть место для установки плиток, их могут сушить и без обработки теплом. Изделия снимают с поддонов, как только бетон достигает показателя прочности в 1.5-2 МПа, после чего поддоны можно использовать дальше. В среднем бетон твердеет в течение 6-7 часов.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.

От чего зависит качество будущего тротуара
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.

Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Что же касается качества материала, то тут есть некоторые нюансы.

Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
Технология изготовления тротуарной плитки методом вибропрессования
Основные свойства вибропрессованной тротуарной плитки
Вибропрессованная брусчатка – прекрасный материал для мощения тротуаров, улиц, площадей, пешеходных дорожек, автостоянок и др., так как обладает рядом достоинств, а именно:
Технология производства тротуарной плитки методом вибропрессования позволяет получить изделия, устойчивые к высокой влажности и колебаниям температур.
Такая плитка выдерживает значительные механические, а также локальные нагрузки. Поэтому ее используют не только для мощения пешеходных зон, но и для площадей с интенсивным движением транспорта.
Благодаря точности геометрических размеров и форм, вибропрессованная брусчатка легко укладывается, имеет ровные стыки.
Шершавая структура плитки более безопасна для передвижения.
Возможно производить как однослойную, так и двухслойную тротуарную плитку. Изготовление двухслойной брусчатки вибропрессованием позволяет снизить себестоимость изделия за счет введения красящего пигмента только в верхний облицовочный слой бетона.

Устойчивость к истиранию, сохранение насыщенности цвета на протяжении многих лет эксплуатации.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).

Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании — вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
Вибропрессованная тротуарная плитка – самый популярный материал благоустройства пешеходных зон
 Основным назначением тротуарной плитки является благоустройство и декоративное оформление покрытий различного назначения: тротуаров, площадок на входе в жилые и служебные здания, перронов, площадей, дорожек на приусадебных территориях.
Основным назначением тротуарной плитки является благоустройство и декоративное оформление покрытий различного назначения: тротуаров, площадок на входе в жилые и служебные здания, перронов, площадей, дорожек на приусадебных территориях.
В сравнении с асфальтовым покрытием, тротуарная плитка имеет такие преимущества, как высокая декоративность, простота укладки (без привлечения спецтехники), долговечность (при использовании качественного материала), широкая цветовая гамма. Поэтому в настоящее время во многих городах и населенных пунктах старое асфальтовое покрытие меняют именно на плитку.
Способы производства тротуарной плитки
Существует несколько способов производства бетонной плитки:
- литье – жидкую бетонную смесь заливают в формы и после кратковременного уплотнения на вибростоле отправляют сушиться;
- вибролитье – используется более густая бетонная смесь, которая уплотняется на вибростоле в течение 5 минут;
- вибропрессование – для производства плитки используют бетон с малым количеством воды, формирование плитки происходит на вибростоле при одновременном давлении пуансона, что позволяет достичь высокой степени уплотнения бетонной смеси;
- гиперпрессование – полусухая бетонная смесь помещается в матрицу, которая размещена на станине; на нее сверху оказывает высокое давление пуансон (вибрация здесь не используется).
Самой дешевой, но в то же время и самой непрочной, является литая плитка, поэтому ее не используют на площадках, где возможны высокие статические и динамические нагрузки. Вибролитые изделия имеют более высокие характеристики, но и более высокую стоимость.
 В настоящее время широко используется вибропрессованная плитка. Она значительно прочнее первых двух разновидностей, дороже их, но зато более долговечна.
В настоящее время широко используется вибропрессованная плитка. Она значительно прочнее первых двух разновидностей, дороже их, но зато более долговечна.
Гиперпрессование является самым прогрессивным методом изготовления бетонной плитки, но пока используется не столь широко, как предыдущий метод.
Достоинства способа вибропрессования изделий
Для производства изделий данного типа используются такие материалы:
- цемент марки М500-М600;
- щебень;
- песок;
- вода;
- гидрофобные добавки;
- пластификаторы;
- пигменты.
Отличием вибропрессованных бетонных изделий является использование малого количества воды, вводимой в бетонную смесь.
В результате образуется бетон малой подвижности, который невозможно уплотнить до нужной степени только с помощью вибрации. Поэтому здесь дополнительно используется высокое давление.
Производство плитки из смеси с малым содержанием воды позволяет улучшить такие характеристики, как прочность, морозостойкость (поскольку плотный бетон почти не впитывает воду), стойкость к истиранию.
 Для повышения всех этих характеристик используют не только высокое давление, но и различные присадки, вводимые в состав исходной бетонной смеси. Поэтому тротуары их таких элементов успешно эксплуатируются в течение десятков лет. Плитка может несколько потускнеть, но при этом не разрушается.
Для повышения всех этих характеристик используют не только высокое давление, но и различные присадки, вводимые в состав исходной бетонной смеси. Поэтому тротуары их таких элементов успешно эксплуатируются в течение десятков лет. Плитка может несколько потускнеть, но при этом не разрушается.
Производство плитки методом вибропрессования обычно имеет достаточно высокую автоматизацию, что позволяет производить изделия в больших объемах, одновременно снижая их стоимость. Однако в среднем стоимость квадратного метра такой плитки начинается от 300 рублей, в то время как литая плитка стоит около 150 рублей.
Если для частных застройщиков стоимость может оказаться высокой, то для муниципальных образований и владельцев торговых центров она является вполне доступной (учитывая длительный срок службы мощеных поверхностей).
Для наглядности можно сравнить характеристики вибролитых и вибропрессованных элементов:
| Характеристики | Вибролитье | Вибропрессование |
| Прочность | ниже, чем у вибропрессованной | высокая |
| Морозостойкость | высокая | |
| Форма | элементы могут несколько отличаться по размеру, что усложняет их укладку | высокая точность геометрических размеров, но не такое богатство форм как у вибролитых элементов |
| Качество поверхности | гладкая, что повышает вероятность падения на влажном тротуаре | шероховатая |
| Затраты на производство | небольшие | большие, так как оборудование стоит дорого |
| Производительность | низкая | высокая, за счет автоматизации процесса |
| Срок службы | средний – около 10 лет | длительный – 15 и более лет |
Как приобрести качественную вибропрессованную плитку
Если Вы решили потратить средства и купить качественную и долговечную плитку, то нужно проявить максимум внимания и выяснить у продавца интересующие данные.
Это имеет большое значение для качества будущего тротуара:

- Запросите у продавца сертификат соответствия и паспорт на плитку. Если таких документов нет, то Вы рискуете купить товар, произведенный из смеси неизвестного состава по неизвестно какой технологии и, соответственно, с неизвестными характеристиками. Учтите, что все крупные производители всегда снабжают свою продукцию необходимо документацией. Более того, из изделия проходят проверку в сертифицированных лабораториях, имеющихся в списках Росреестра. Если вам выдали сертификат, где не указан номер и дата протокола испытания плитки, то существует большая вероятность того, что изделие является фальсифицированным. Плитка должна соответствовать ГОСТ 17608-91. Это гарантирует ее качество и срок эксплуатации не менее 30 лет (при правильном выборе толщины элементов и монтаже их на правильно подготовленное основание).
- По внешним признакам также можно определить его качество изделий. К примеру, если при ударе плитка издает глухой звук, значит при ее производстве использовано избыточное количество воды, что не характерно для вибропрессованных изделий. Если элементы имеют слишком яркую окраску, то в смесь внесено излишнее количество пигмента, что может снизить прочность плитки.
- Если Вам предлагают слишком дешевую плитку, утверждая, что она произведена посредством вибропрессования, то, скорое всего, это не соответствует истине.
- Важным критерием выбора плитки является ее толщина.
- Довольно тонкую плитку – толщиной 30-40 мм – можно использовать для мощения участков, не подвергаемых большим эксплуатационным нагрузкам: садовых и пешеходных дорожек, отмостки вокруг дома, террасы. Для участков с ограниченным движением легкого транспорта используют плитку толщиной не менее 45-65 мм. Если предусмотрено мощение площадей с интенсивным автомобильным движением, необходимо использовать плитку толщиной не менее 70 мм.
- Морозостойкость будущего тротуарного покрытия. Если использованный для приготовления смеси для производства плитки бетон не соответствует зимним температурам вашего региона, срок службы плитки может значительно сократиться. Уже через несколько сезонов она начнет трескаться и крошиться. Если указано, что плитка обработана гидрофобными пропитками (акриловыми или полиуретановыми), то это значительно снижает впитывание бетоном воды и повышает ее морозостойкость.
Таким образом, прежде чем купить материал для мощения тротуаров и площадок, нужно определить критерии.

 Критерии таковы:
Критерии таковы:
- для какого конкретного места предназначена плитка;
- возможные нагрузки, которым она будет подвергаться;
- рельеф верхней грани элементов;
- желаемый цвет;
- требования к плитке, предъявляемые климатическими условиями ее эксплуатации.
Заранее учитывая все эти тонкости, в итоге Вы получите надежное, красивое и долговечное тротуарное покрытие.
Вибропрессованная тротуарная плитка: производство, характеристики, технология мощения
Бетонную тротуарную плитку можно смело назвать «народной маркой», так как именно ее чаще всего используют при мощении садовых и технических дорожек, отмосток, парковок и въездных зон. Но, как и в ситуации с различными строительными блоками на базе цемента, бетонная плитка, это не один, а несколько видов материалов, отличающихся технологией производства и эксплуатационными характеристиками. Насколько плитка будет прочной, долговечной и презентабельной, зависит преимущественно от того, каким способом она изготовлена. Различают вибролитую и вибропрессованную плитку – при помощи специалиста Группы BRAER рассмотрим, почему вибропрессование позволяет получить более совершенный продукт.
Технология производства

Везде пишут, что вибропрессованная плитка является, по сути, искусственным камнем, дышит и потому выдерживает нашу погоду с перепадами температуры гораздо лучше вибролитой. Я здесь вижу какое-то противоречие: ведь если есть поры и возможность проникновения воды, то плитка должна трескаться, а тут почему-то как раз наоборот получается. Может, вообще все от лукавого и разницы между вибролитой и вибропрессованной плиткой вообще нет?
И вибролитье и вибропресс – это искусственный камень, производимый из смеси цемента, заполнителей и воды с модифицирующими добавками. Но если вибролитье, это на 99 % ручной труд, и результат зависим от человеческого фактора, а продукция выпускается в лучшем случае, по ТУ, то вибропрессование – автоматизированный процесс. И он полностью регламентируется ГОСТом 17608-2017 «Плиты бетонные тротуарные». Обе разновидности плитки характеризуются определенной проницаемостью, но разница есть и она обусловлена особенностями технологического цикла.

Вибролитьевые плиты производятся путем заливания жидкого раствора цемента и песка в формы, с последующей обработкой на вибростоле. В процессе твердения у данной продукции образуется большое количество пор, и плитка будет иметь высокие показатели водопоглощения, как следствие, низкие показатели морозостойкости и прочности. При технологии вибропрессования за счет давления пресса удается достичь высокой степени уплотнения полусухой бетонной смеси, что значительно повышает прочность и морозостойкость изделий. Именно эти показатели определяют долговечность и стойкость плит к негативным воздействиям окружающей среды. Таким образом, несмотря на то, что вибропресованная плитка тоже «дышит», она прослужит дольше вибролитьевой продукции.

Вибролитье – способ изготовления плитки, доступный даже в домашних условиях, участники портала собирают вибростолы без особых сложностей. Отличия между самодельной вибролитой плиткой, которую владелец участка делает для собственных нужд и плиткой, производимой неким ИП, будет только в объемах. При этом качество изделий в первом случае может быть даже выше, ведь делая для себя, стараются соблюдать рецептуру и придерживаться технологии. Тогда как во втором варианте слишком велик соблазн сэкономить на сырье и ускорить темпы работ, чтобы в сезон реализовать как можно больше. А нарушения приводят к далеко не радужным последствиям.

Два года назад положил плитку, вся рассыпалась в труху, надо перекладывать. Куплена была на каком-то частном производстве. Подскажите, какую плитку купить, чтобы подобного не повторилось, есть технический нюанс – нужна тонкая.

Чтобы не допустить повторения данной проблемы, необходимо приобретать тротуарные плиты у крупных и надежных производителей. Советую обратить внимание на бетонные тротуарные плиты, выполненные по технологии двойного вибропрессования. Изделие состоит из двух слоев: верхнего лицевого и нижнего основного. Лицевой слой выполняет декоративную функцию и отличается многообразием цветов. При этом данная технология позволяет применить заполнители крупных фракций в нижнем (несущем) слое и тем самым улучшить показатели прочности и морозостойкости изделий. Большой выбор расцветок и форматов тротуарных плит, выполненных по технологии двойного вибропрессования, позволяет приобрести не только долговечный, но и презентабельный материал для мощения, в том числе и небольшой толщины – 40 мм.
В отличие от вибролитой тротуарной плитки, вибропрессованные плиты выпускаются только большими профильными предприятиями, так как позволить себе столь высокотехнологичную производственную линию не то, что малый, даже средний бизнес просто не в состоянии. А полная автоматизация производства – это строгий контроль каждого этапа, начиная от подготовки компонентов и заканчивая приемкой готовой продукции.

Характеристики вибропрессованной плитки
Так как тротуарная плитка эксплуатируется в условиях внешней среды, к ней предъявляются повышенные требования. Чтобы выдержать и прямой контакт с влагой, и воздействие ультрафиолета, и перепады температур, и механическое истирание, плитка должна быть максимально прочной, плотной и износостойкой. У вибропрессованных изделий следующие технические параметры.
- Прочность на сжатие (класс бетона) – В30.
- Водопоглощение – до 6 %.
- Морозостойкость – F200.
- Истираемость – до 0,5 г/см².
Что касается декоративности, зачастую вибропрессованной плитке вменяют меньшую, чем у вибролитой презентабельность и раньше такие претензии были обоснованы. В самом начале, когда технология обработки сухой бетонной смеси одновременно и вибратором, и прессом только появилась, производители предлагали весьма скромное количество форм и оттенков. Тогда как вибролитье могло похвастаться и сложными фигурами, и глазурованной, привлекающей внимание поверхностью, и яркими, насыщенными цветами. Но на практике, дорожка, мощенная идеально гладкой плиткой, зимой превращается в настоящий квест, пройти который без падений под силу далеко не каждому. А манящие «пасхальные» расцветки, мало того, что буквально спустя сезон блекнут, так еще и прочность таких изделий под вопросом – большое количество пигмента отрицательно сказывается на свойствах смеси.
Современная же вибропрессованная плитка представлена разными коллекциями, отличающимися и формой, и фактурой, и гаммой. С визуальной точки зрения интересна технология смешивания цветов «СolorМix». Такую плитку производят методом двойного вибропрессования, а в раствор для лицевого слоя вводят красители, но не перемешивают его до однородности. В результате получается разнотонная окраска плитки с плавными переходами от одного оттенка к другому. Некоторые коллекции имитируют натуральные материалы, такие, как песчаник, гранит, мрамор, а то и древесную кору или сухую листву.
Технологии производства тротуарной плитки: сравнение вибролитья и вибропрессования
При всем разнообразии материалов для мощения, в частной сфере наиболее востребована бетонная тротуарная плитка. Ее укладывают во въездных зонах, на отмостку, в зонах отдыха и, конечно, именно ею чаще всего мостят садовые дорожки. Однако плитка плитке рознь, ведь ее основные технические и эксплуатационные характеристики зависят от технологии производства. На сегодняшний день основных способов два: вибролитье и вибропрессование. Соответственно, и выбирать приходится между вибролитой и вибропрессованной плиткой. А разобраться, чем они отличаются и какой материал предпочесть в различных ситуациях, нам поможет специалист компании Цемсис. Он даст максимально развернутые ответы на вопросы участников портала.
Содержание
- Сырьевая база и технология производства вибролитой и вибропрессованной плитки
- Потребительские свойства вибролитой и вибропрессованной плитки
- Преимущества вибропрессованной плитки
- Как количество водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

Сырьевая база и технология производства

А между литьевой и вибропрессованной бетонной брусчаткой (45-60 мм толщиной) – что выбрать для отмостки? Я так понял, что вибропрессованная чуть дороже, чем литье. Почему? Она крепче, чем вибролитье?

Прежде всего, необходимо разобраться в технологиях производства тротуарной плитки. Вибролитье – архаичная технология изготовления, является полностью ручным методом, осуществляется, как правило, в кустарных условиях. Пескоцементная смесь (цемент+песок+добавка) загружается я в пластиковые многоразовые формы мастерком и уплотняется на вибростоле. Далее формы с изделиями переносят на стеллажи на хранение. Затвердевший камень называется «тротуарной плиткой».

– Процесс производства тротуарного камня методом вибропрессования является полностью автоматизированным.
На первом этапе бетонная смесь (цемент, песок, щебень, добавка) загружается в специальную матрицу – пресс-форму, смесь уплотняется под воздействием давления и вибрации. Продолжительность вибрации контролируется с помощью специальных датчиков и происходит до максимального уплотнения бетонной смеси и требуемой высоты изделий на всём технологическом поддоне. Далее проводится немедленная распалубка изделий и автоматическая передача поддонов с продукцией в специальные камеры тепло-влажностной обработки с требуемыми параметрами влажности и температуры для достижения необходимой прочности бетона.
Производитель попросту не может использовать любой песок, щебень и цемент для производства плитки. По ГОСТу жестко регламентируются показатели качества инертных материалов и вяжущего на входном контроле, и физико-механические характеристики качества бетона готового изделия на приемочном:
- прочность на сжатие;
- прочность на изгиб;
- водопоглощение;
- истираемость;
- морозостойкость.
Безусловно, плитка, изготовленная методом вибропрессования, будет «крепче», прочнее и плотнее, чем плитка, изготовленная методом вибролитья.

Что же касается отмостки, основное ее назначение – защита цокольной части строения от возможного переувлажнения, обеспечение надежного водоотвода осадков в систему ливневки и уменьшение потери тепла, связанное с резким перепадом температуры. Высокой эксплуатационной нагрузки на отмостку не предполагается, машины заезжать не будут, поэтому достаточным будет выполнить мощение из тротуарной плитки, толщиной 40 мм.

Потребительские свойства вибролитой и вибропрессованной плитки

Подскажите, в чем отличаются по своим потребительским свойствам вибропрессованная и вибролитая тротуарная плитка?

Вибропрессованный камень производится при строгом соблюдении требований по водо-цементному соотношению. Тщательный подбор рецептуры с обязательным применением крупного и мелкого заполнителей (щебня и песка различных фракций) в строго определенной пропорции обеспечивают плотную упаковку заполнителей при послойном уплотнении бетонной смеси. Такая плитка имеет высокие показатели по прочности на сжатие, морозостойкости (не менее 200 циклов в солевом растворе) и низкое водопоглощение (менее 6%) – основные критерии качества и долговечности. Кроме того, лицевой слой вибропрессованной плитки в силу технологических особенностей производства имеет шероховатую поверхность, что в свою очередь, обеспечивает противоскользящий эффект в период зимней эксплуатации.





Вибролитая тротуарная плитка
Вибролитая тротуарная плитка
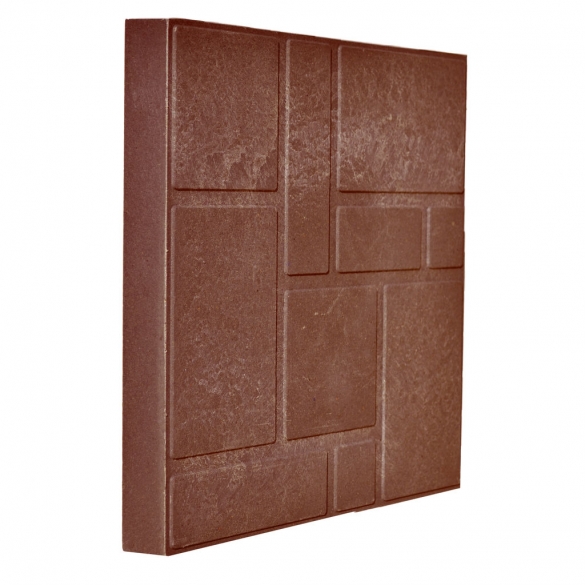
Вибропрессованная тротуарная плитка «Песчаник»
Вибропрессованная тротуарная плитка с фактурной поверхностью StoneMix
Вибропрессованная тротуарная плитка ClorMix «Клинкер»
– Вибролитая тротуарная плитка вследствие высокого содержания воды в бетонной смеси имеет высокую пористость и, следовательно, низкую плотность и долговечность. В зимний период эксплуатации вследствие частых перепадов температур, что особенно актуально для условий климатического типа Северо-Западного региона, в имеющиеся поры и капилляры попадает вода и своим расклинивающим действием разрушает структуру бетона. Поверхность вибролитой плитки гладкая, глянцевая, что отрицательно сказывается на межсезонной эксплуатации – образование наледи на покрытии, в зимнее время поверхность плитки может напоминать каток.
В таблице ниже представлены сравнительные характеристики бетона изделий, изготовленных по различным технологиям.
Наименование физико-механических свойств
Значение физико-механических свойств
Прессование
Вибролитье
Класс бетона по прочности на сжатие
В30
В22,5
Водопоглощение
Менее 6 %
Более 7%
Истираемость
Не более 0,5 г/см 2
0,8 г/см 2
Морозостойкость
F200
F100 максимум
*Примечание. Марку бетона по морозостойкости принимают не ниже F200, при этом морозостойкость бетона определяют с насыщением образцов бетона плит перед испытанием 5 % водным раствором хлорида натрия, в соответствии с ГОСТ 10060.0.
Преимущества вибропрессованной плитки

Хочу положить брусчатку под стоянку. Перечитал кучу сайтов и тем. Так и не понял для себя:
- Вибролитая все-таки менее прочная, чем вибропрессованая?
- Есть ли у вибролитой какие-то эксплуатационные преимущества? Или только более яркие цвета?
- Строители говорят, что с вибролитой проще смывать грязь тем же керхером, плюс, мол, много лет у них уже такая лежит и ничего. Но я же вижу, что в городе она часто расколота (хотя и вибропрессованая тоже). В принципе, не сказал бы, что однозначно хочу «глянцевую» поверхность, поэтому, может остановиться на вибропрессованой и не париться? Но для себя хочу разобраться, может, есть у вибролитой какие-то плюсы (помимо внешнего вида, который кому-то нравится).

1) Вибролитая плитка является менее прочной и плотной, чем вибропрессованная, потому что:
- А) в ней нет щебня (основного компонента, отвечающего за прочность и долговечность бетона изделия).
- Б) при ее производстве требуется высокое содержание воды, которая при затвердевании бетонной смеси испаряется и оставляет за собой крупные поры и сообщающиеся капилляры. В период зимней эксплуатации они насыщаются водой атмосферных осадков и солевыми реагентами, вода при замерзании расширяется в объеме и бетон разрушается. В случае вибропрессования образующиеся поры в бетоне являются разрозненными и закрытыми, вода проникнуть в них извне не может.
- В) при технологии вибролитья бетон изделия уплотняется под действием вибрации, при технологии вибропрессования уплотнение происходит одновременно под действием и вибрации и давления пуансона, плотность бетона свежеотформованного изделия существенно выше.
– 2) Только яркие цвета. В общем считается, что вибролитая тротуарная плитка более привлекательна для покупателя за счет многообразия форм и расцветок в полном прокрасе. При предельно допустимой дозировке красителя цветная вибролитая плитка получается более тусклой вследствие высокого водо-цементного отношения при производстве. Поэтому производители добавляют больше пигмента для достижения более ярких и сочных оттенков.
Кроме того, в технологии вибропрессования стал применяться высококачественный гранулированный пигмент, который обладает высокой светостойкостью, абсолютно не выгорает, может использоваться в низких дозировках, при этом получается яркий, красивый продукт.

– 3) Безусловно, с гладкой поверхности грязь смывается гораздо лучше, но керхером можно прекрасно отмыть грязь и с поверхности вибропрессованной плитки. Расколотую вибропрессованную плитку на городских общественных пространствах действительно можно встретить. Связано это с тем, что существует два способа производства вибропрессованной плитки – однослойное прессование и двухслойное. При однослойном способе основные компоненты бетонной смеси – цемент и песок, при двухслойном – основной слой – цемент, песок и щебень, лицевой слой – цемент и песок. Основной слой бетона отвечает за прочность и долговечность всей конструкции, а лицевой слой – за эстетический внешний вид и износостойкость. Это две разные по смыслу конструкции, которые только в единой целостности обеспечивают все предъявляемые требования к бетону.

Двухслойная плитка является более плотной, прочной и морозостойкой, чем однослойная, и тем более чем вибролитая. Обычно однослойная плитка может крошиться в случае несоблюдения технологии производства, однако, бывают и случаи, что лицевой слой двухслойной вибропрессованной плитки может отлетать в процессе эксплуатации. Причина – нарушение технологии изготовления: неправильно подобранная влажность лицевого и основного слоев бетона. Но это редкость, как правило, технология двухслойного вибропрессования предусматривает полную автоматизацию процесса и влияние человеческого фактора в этом случае сводится к минимуму.
Как водоцементное соотношение влияет на характеристики плитки, способ визуального контроля

По вибропрессованной также как и вибролитой плитке много нюансов: если при производстве вибролитой превысить объем воды, плитка будет разрушаться при соблюдении всех остальных норм. А производство вибропрессованой требует жесткой ЦПС и превышение воды ведет к залипанию в прессе, а более сухая смесь – к разрушению. Плитка из сухой смеси очень сильно впитывает воду и долго сохнет, а при максимально возможном количестве воды, на грани залипания, мало впитывает и быстро сохнет как природный камень. Два эти фактора очень важны и влияют также на сроки эксплуатации и внешний вид, о чем прекрасно известно производителям.

Это действительно так. Необходимо правильно подбирать водоцементное отношение при любом способе производства тротуарной плитки. Однако в случае вибропрессования этот нюанс лимитирован, процесс производства автоматизирован, любой смеситель оборудован датчиками влажности, дозировка расхода воды регулируется гигрометром. В случае вибропрессования необходимо получать максимально возможную влажность бетонной смеси, которая оценивается по критерию образования «рисок», «протяжек» по боковым поверхностям изделия визуально.

На фото слева – плитка с оптимальной влажностью, справа – из сухой смеси
Вывод
Вибропрессованная тротуарная плитка – универсальный, максимально прочный и долговечный материал. И если в начале развития технологии выбор форм и цветов был ограничен, сегодня вибропресс по декоративности ни в чем не уступает литью. Естественно, если говорить о качественной заводской продукции. Вкупе с соблюдением технологии мощения, привязанной к типу грунта и уровню грунтовых вод, финишный слой из вибропрессованной плитки, это «уложил и забыл» пока не надоест.
Этапы изготовления вибропрессованной тротуарной плитки
Технология производства тротуарной плитки вибропрессованием намного проще, нежели метод: вибролитье. Это происходит из-за того, что данный процесс требует намного меньшего участия человека – вся работа выполняется вибропрессом, который полностью управляется автоматически. Работник только лишь засыпает в машину все необходимые материалы, а на конечном этапе производства забирает готовую плитку. Машины же могут иметь различия внешние, а также отличаться по техническим характеристикам, но сам процесс производства тротуарной плитки от этого не измениться.
Технология вибропрессования
Мелкоштучные изделия из бетона получается изготовлять благодаря технологии обьемного вибропрессования. Тем самым обеспечивая им разнообразную форму, толщину, цветовую палитру. Плитки получаются в соответствии строгой геометрической форме и параллельной поверхности, тем самым обеспечивая продукции высокий уровень прочности и точности в обозначенных размерах. При использовании в процессе работы данной техники, можно уменьшить до минимума влияния человеческого фактора, а также существенно увеличить темпы производства. Вибропрессованием изделия можно производить не только на песчано-бетонной основе, но и также применять разные материалы, которые представляют собой отходы основного производства, такие как шлаки от топлива, осколки кирпича, деревянные опилки. Та тротуарная плитка, что изготавливается сегодня на профессиональной технике, прослужит более 16 лет. Подробнее о процессе можно узнать в видео интернет-сообществах, посвященных строительной тематике.

Есть два основных метода изготовления плитки из бетона:
- Вибропрессование низкосодержащих смесей жесткого типа;
- Вибролитье, где в процессе работы будут использованы пластифицирующие добавки.
Не важно, каким методом была изготовлена плитка, готовые бетонные изделия в обоих случаях будут низкопористые, так как процент воды в них минимален, и тем самым обеспечивая плотную укладку. Стоит сказать, что нельзя выделить какой-то один преимущественный метод изготовления. Для разных областей и условий применения плитки соответствуют и различные технологии.
Технологические особенности производства тротуарной плитки
Данный процесс – это укладка готовой бетонной смеси в специальную пресс-форму, что расположена на станине (деталь постоянно находится в процессе вибрации). Далее на бетон опускается пуансон и через определенное время давящими движениями полностью уплотняет смесь. Также в непрерывной вибрации работает и пуансон. Как только основные детали поднимаются вверх – можно забирать уже готовые плитки. Данный метод очень высокой производительности и отличается тем, что может работать на полной автоматизации. Такая технология в работе помогает легко выпускать большие объемы продукции, ведь здесь не задействован ручной труд в большом количестве. В сети интернет можно посмотреть множество информативных видео о том, как работает и как устроена данная машина.

Готовая тротуарная плитка из бетона
При помощи стационарных вибропрессов происходит плиточная формовка.
Так как в работе используются полусухие бетонные смеси, которые имеют пониженное водоцементное отношения, то готовые плитки обладают высокой прочностью, повышенным уровнем морозостойкости и низкий процент водопоглощения (менее пяти). Такие изделия имеют точные геометрические размеры и стабильные основные эксплуатационные параметры.
Основные детали машини – матрица и пуансон. На поверхность пуансона нанесен определенный рисунок, который в свою очередь будет отпечатан на тротуарной плитке, ее лицевой части. Задача матрицы – следить за тем, чтобы стенки изготавливаемого изделия формировались без дефектов. Плитки изготавливаются на специальных поддонах, которые сменяются и подаются на участки суши.
Тротуарная плитка, различные по форме бордюры и водоотливы – вся эта продукция изготавливается при помощи метода: вибролитье. При покупке вибропресса стандартной комплектации, его стоит оснастить еще некоторыми деталями, ведь без них он будет неавтоматизированный и его уровень производимости будет крайне низким. Подробнее о том, как автоматизировать вибропресс, можно узнать в обучающих видео на страничках строительных сайтов.
Основные мифы, относительно работы вибропресса в производстве
- Первое заблуждение: Ценовая политика данной машины очень высока и у предприятий малого бизнеса нет возможности его приобрести.
- Второе заблуждение: Высокая стоимость сменных деталей машины, и для того, чтобы идти в ногу со временем и выпускать новые плитки – нужно постоянно докупать и обновлять оснастки.
- Третий миф: Управление вибропрессом – дело сложное, к которому нужно привлекать только профессионалов с высокой квалификацией.
- Ошибка номер четыре: для того, чтобы переналадить машину на изготовление новых плиток необходимо нанимать обученных специалистов.

Модель вибропресса 800 мини
Но не стоит поддавать панике наперед, нужно подробно проанализировать процесс изготовления тротуарной плитки, и вскоре выяснится: все вышеперечисленные пункты – все лишь стереотипы, придуманные людьми, которые не понимают нюансов работы современных машин вибропрессования на небольших заводах, что специализируются на выпуске всеразличных строительных материалов. Также, в нижепредставленном видео можно найти подробную инструкцию о том, как своими руками сделать станок для выпуска бетонных изделий:
Поэтапная схема технологии производства тротуарной плитки
Данная схема будет рассмотрена на примере классической сборки вибропресса с рычажным типом управления. Данная машина оснащена вибраторами электромеханического типа с рычажными приводами подъема двигающихся деталей пресса. Специалисты условно разделяют процесс изготовления продукции на три основных этапа:
- Приготовление бетонной смеси
Для данного процесса необходим бетоносмеситель. Если изготовляются однослойные плитки, то одного будет достаточно, соответственно, двухслойные изделия требуют работы двух бетоносмесителей. Когда бетон уже приготовлен – смесь далее отправляется в матрицу пресса.
- Формование плитки
Далее в работу подключается необходимая деталь – пуансон, под действием виброимпульсов которого смесь уплотняется. Процесс выбропрессования не занимает больше 4-6 секунд. Следующий шаг – двигающиеся детали при помощи рычажного управления поднимаются вверх, и на площадке с технологическим поддоном можно наблюдать отформированные плитки. При необходимости процесс изготовления повторяется: поддон отправляется на сухой участок, а на его место сразу же загружается следующий.
- Просушивание плиток
На участке суши бетонные плитки должны обязательно быть обработаны тепловлажным воздействием. Для этой цели как нельзя лучше подойдет водяной пар. Если площадь помещения позволяет, то плитки могут затвердевать на портландцементе, таким образом существенно снижая затраты на обработку изделий тепловым воздействием. Готовыми плитки будут по прошествии 8-9 часов.

Схема изготовления продукции на вибропрессе
Для того чтобы изготовление продукции не просто состоялось, а было качественным и быстрым, необходимо в своем арсенале иметь такой набор оборудования:
- Бетономешатель автоматического управления;
- Пресс-машина рычажного типа;
- Набор специальных поддонов (для того, чтобы на начальных этапах изготовительные работы были менее затратными, можно сделать данные поддоны своими руками, посмотрев обучающие видео в интернете).
Производство брусчатки: оборудование, технология



Тротуарная плитка используется при оформлении садовых дорожек и пространства вокруг дома. Разумеется, владельцы усадьбы всегда хотят, чтобы двор выглядел красиво и оригинально, а за качественную дизайнерскую плитку нужно отдать огромные деньги производителям. А ведь процесс изготовления тротуарной плитки, хоть и трудоёмкий, но несложный и выполнить его своими руками – возможность и сэкономить, и создать уникальные оформительные материалы.
Деревянная форма
Один из самых бюджетных способов производства формы для тротуарной плитки – использование деревянной опалубки. Опалубка – конструкция, формирующая плитку, деревянный каркас, который будет залит бетоном (или другим материалом для изготовления тротуарной плитки).
Важно отметить, что с помощью деревянных брусков, можно создать только геометрически правильную форму (квадрат, ромб, прямоугольник, пятиугольник и т.д.).
Для создания деревянной формы для изготовления тротуарной плитки нам потребуются:
- Деревянные бруски;
- Резак или пила;
- Шуруповёрт;
- Винты;
- Мерный уровень;
- Наждачная бумага.
Из брусков нужно сделать деревянную заготовку выбранной формы и скрепить винтами с помощью шуруповерта. Делается это для того, чтобы после застывания смеси, было легко вытащить получившуюся плитку, ослабив винты. Мерным уровнем необходимо сверить – идеально ли ровной получилась форма, иначе – мы рискуем потом получить образец некачественной тротуарной плитки. Наждачной бумагой нужно обработать форму, чтобы избежать малейших неровностей, которые впоследствии могут испортить будущее изделие.
Совет: для того, чтобы деревянный каркас, сделанный своими руками, приобрел гладкость, и готовую плитку можно было легко вынуть, нужно покрыть опалубку лаком для дерева, таким образом, этой обработки хватит на долгое время. Еще один способ – смазывать форму перед каждым применением машинным маслом или мыльным раствором.



Способы производства
Тротуары из акрилового камня очень часто встречаются на улочках пунктов проживания и во дворах приватных застройщиков. Полноценно автоматизированная методика производства брусчатки вибропрессованием – это:
- возможность получить изделия нужной формы;
- толщина продукции, зависящая лишь от назначения;
- подбор палитры цветов изделий;
- большая продуктивность выработки продукта.

Процесс изготовления брусчатки
способом вибропрессования: в стоящую на вибрирующей станине форму прибор закладывает некоторое количество смеси бетона, которую утрамбовывает вибропрессующее приспособление. После окончания формовки механизм подымается, оставляя готовое изделие.
- Для производства продукции свойственно применение смесей с невысоким водоцементным соотношением. В результате полученная плитка имеет большую устойчивость к морозу и холоду и устойчивость к износу.
- Выпуск высококачественной брусчатки требует непрерывного вымешивания и безостановочной подачи смеси в формы.
- Процесс занимает 5 минут.
Гиперпрессованная тротуарная плитка высушивается принудительной сушкой с применением оборудования для обогрева или естественной в помещениях для производственных нужд.
Выбор цветов и форм
Пластиковая форма
Пластиковые формы для изготовления тротуарной плитки обладают рядом преимуществ: они износостойки, их можно использовать около 1500 раз, а технология создания достаточно проста.
По сравнению с силиконом, пластик более твердый материал, поэтому идеален для изготовления основ правильных геометрических форм.
Итак, нам потребуется:
- Деревянная форма, описанная выше;
- Расплавленный пластик;
- Наждачная бумага.
Каркас устанавливается на ровную стеклянную или железную поверхность. Затем, в деревянную заготовку для производства формы заливается пластик, который должен застыть примерно за час. После высыхания пластиковая форма аккуратно извлекается и зачищается наждачной бумагой, что поможет избежать неровностей, которые могут возникнуть при изготовлении нашей формы своими руками.
Технология производства вибропресcованной продукции
Производство ДорСтройЭлемент находится в Кургане, в его основе высокопроизводительная машина отечественного производства «КВАДР». Производство «ДорСтройЭлемент» почти полностью автоматизировано. 3 оператора контролируют весь цикл работ от приготовления формовочной смеси до укладки и складирования готовой продукции на транспортный поддон.
Применение такого метода, как вибропрессование дает возможность изготавливать не только тротуарную плитку, но также водостоки, бордюры, стеновые камни. При изготовлении изделий методом вибропрессования бетонная смесь требует гораздо меньше воды, чем при обычной заливке бетона в формы. Известно, что слишком большое количество воды в бетоне уменьшает его прочность. Полусухое прессование исключает лишнюю влагу, а значит, потом в плитке не будет опасных воздушных полостей и проблем с морозостойкостью.
Силиконовая форма
Силикон – очень гибкий материал, служащий для производства брусчатки самых необычных и оригинальных конфигураций.
Одно из самых важные преимуществ силикона: он детально, точно и максимально подробно может передать любой узор и рисунок, который вы зададите с помощью мастер-модели.
Мастер-модель – заготовка, укладываемая на дно опалубки и создающая необходимый узор. Например, кто-то использует мелкие камни или деревянные дощечки, чтобы придать бетонным изделиям необычный и оригинальный вид.
Изготовление силиконовых форм для производства брусчатки — несложный процесс, что значит, что мы можем создать основу из силикона самостоятельно. Технология производства практически не отличается от изготовления пластиковой формы.
Итак, нам потребуется:
- Заготовка из дерева;
- Пищевая пленка;
- Силикон.
Каркас устанавливается на гладкую поверхность и обтягивается пищевой пленкой. Если вы собираетесь создавать изделие с необычными узорами или фактурой – прикрепите ко дну опалубки мастер-модель с помощью жидкого силикона. Когда он застынет, можно аккуратно разобрать опалубку и вытащить нашу готовую форму для производства тротуарной плитки, сделанную своими руками.
Если вы задумались о том, какое количество форм нужно будет создать для производства плитки и не лучше ли воспользоваться техническими средствами, то рассмотрим специальные агрегаты: вибростол, вибропресс и станок.
Видео укладки тротуарной плитки своими руками: пошаговая инструкция
Если принято решение об укладке тротуарной плитки своими руками, пошаговая инструкция по осуществлению этого процесса будет совсем нелишней. Если говорить о способах укладки плитки, то их существует много. Все зависит от фантазии хозяина участка. Рисунок может быть: в виде елочки, в шахматном порядке, плетением или кругами. Красиво смотрится и просто хаотичный узор. Технология укладки не зависит от фантазии и бывает:
- на подложку из влажного песка;
- с использованием песчано-цементной смеси;
- укладка на жидкий раствор из цемента и песка.

Укладка тротуарной плитки своими руками
Первый способ предполагает предварительное устройство песчаной подушки. Во втором варианте к песку добавляется цемент и немного поливается водой. При использовании третьего способа готовится раствор в пропорции 1 часть цемента к 5 частям песка.

Тротуарная плитка имеет широкий ассортимент размеров, фактур и расцветок
Определившись с узором и технологией, можно приступать к укладке тротуарной плитки своими руками. Пошаговая инструкция включает в себя следующие этапы:

Схема укладки тротуарной плитки на песчано-цементную смесь
Если дорожка будет с бордюрами, то они должны быть прочно установлены на бетонный раствор перед устройством покрытия. Плитка укладывается сначала около бордюра. Затем необходимо двигаться к середине. Чтобы не мять уже приготовленную поверхность движение должно быть от себя. Трамбовка производится с помощью резиновой или деревянной киянки.
Если какая-либо плитка ложится неровно, то песок можно подсыпать или наоборот убирать, производя впоследствии дополнительную трамбовку. Ширину дорожки желательно сразу выбирать так, чтобы в нее входило целое количество плиток. Если это сделать невозможно, то вдоль одного из бордюров плитку можно обрезать болгаркой со специальной насадкой по камню.

Пример укладки тротуарной плитки с использованием геотекстиля
Последним этапом будет затирка швов. Она производится песчано-цементной смесью. Швы засыпаются ею до требуемого уровня.
Созданная собственными руками дорожка из брусчатки будет долго радовать своего хозяина безупречной службой в любую погоду только при правильном выборе типа плитки и строгом соблюдении технологии укладки.
Вибростол
Вибростол – железный стол, снабженный вибрационной установкой. Вибростол обеспечивает бетонный плиткам высокое качество, так как повышает плотность бетона, равномерно распределяя материал. При ручном способе обработки, когда вся работа выполняется своими руками, мастер вынужден постукивать по форме и поворачивать её. Вибростол помогает избежать этих утомительных действий. Сумма, которую нужно отдать за вибростол, достаточно внушительна – от 40 тысяч рублей, поэтому, лучше взять его напрокат. Для того, чтобы вибростол мог функционировать, нужно три человека, зато всю плитку, необходимую для оформительных работ, можно произвести за один день.
Отличие технологии
Чтобы замостить двор, совсем не нужно расходовать наличные средства на приобретение готового материала. Можно применять самодельную тротуарную плитку, а станок вибропрессовки даст возможность сделать такое изделие. Основное — выбрать правильно производственные способы брусчатки
| Брусчатка вибропрессованная | Вибролитье | |
| Геометрическая точность у формы | 100% выдержит чистоту линии | Не гарантирует такой же формы |
| Устойчивость к морозам | Выдержит перепады и крепкое понижение температур | Слабая устойчивость к морозам |
| Продуктивность | Высокая, большой выход плиток за один день | Невысокая, не представляется возможной автоматизация |
| Устойчивость к износу | Высокая, период годности 16 лет и больше | Средняя, период годности до десяти лет |
| Изъяны поверхности | нет | Через чур гладкая внешняя поверхность плитки опасна для передвижения в зимний период |

Изготовитель пытается делать брусчатку вибропрессованием.
- Для обслуживания оборудования не потребуется большой уровень особой подготовки.
- Так как изготовление вибропрессованнойбрусчатки
легче, чем вибролитой, то проведением работ занимается один человек, реже — двое. - База тех. процесса — уплотнение мелкозернистого состава в особых формах путем вибрации.
- Во время замеса в бетонный состав прибавляются усадки, добавки и низкомолекулярные органические вещества.
Данный процесс изготовления не просит инвестиций и применяется застройщиками во время приватного строительства. Тротуарная плитка
собственными руками выходит доступнее.
Вибропресс
Вибропресс значительно убыстряет процесс формовки изделий. Нужно только поместить в резервуар смесь из песка, бетона и воды, и вибропресс сформирует плитку. Заготовка для придания формы, называемая матрицаей, вставляется прямо в вибропресс. С помощью настроек можно регулировать параметры плитки. Вибропресс может создавать плитку от двух до десяти сантиметров толщиной. Для того, чтобы вибропресс мог выполнять свои функции, нужно от двух до четырех человек. Производительность агрегата – 20-30 кв.м. плитки в час.
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.
Станок для производства тротуарной плитки
За один раз станок выдает всего 1-3 плитки, в зависимости от установленной матрицы. Но это может быть и плюсом, так как станок требует всего одного работника, и вы сможете сделать всё самостоятельно, не нанимая специалистов. Станок снабжен резервуаром для бетона, наполняющего формы и управляемого рычагом. Материал станок прессует достаточно быстро – в одно касание. Одно из неоспоримых преимуществ, которым обладает станок – более низкая стоимость, по сравнению с ценой, которую нужно заплатить за вибростол или вибропресс. При бесперебойной работе станок может производить до 100 плиток в час.
Теперь, когда у нас есть готовый материал, рассмотрим, что включает в себя укладка.

