
Аргонная сварка цветного и черного металла
Использование аргонодуговой сварки неплавящимся электродом при работе с цветными металлами и сплавами
При соединении деталей из цветных металлов, а также нержавеющей стали применяют либо аргонодуговую сварку, либо специальные электроды вместе с аппаратами для ручной дуговой. Реже – ацетиленовые посты, горелки с флюсами и присадками. Первый способ более предпочтителен: при меньших затратах получаются швы высокого качества.
Особенности сварки цветных металлов
Алюминий, медь, бронза, титан – материалы, значительно отличающиеся от стали и чугунов. При расплавлении жидкие сплавы способны поглотить множество вредных примесей, содержащихся в воздухе, что приводит к появлению дефектов – порам. Это значит, что зону сварки требуется надежно защищать. Углекислый газ, применяемый при полуавтоматической сварке черных металлов, не годится, поскольку алюминий при контакте с кислородом, содержащимся в смеси, будет образовывать пленку – оксид. Вредные процессы будут происходить также при работе с другими сплавами. Поэтому применение инертных газов – аргона или его заменителя гелия – обязательно. Такие смеси не вступают в реакцию с иными элементами (в отличие от активного углекислого газа), а только не дают проникнуть к сварочной ванне кислороду и посторонним примесям.
Преимущества аргонодуговой сварки цветных металлов
Кроме АДС, при работе с алюминием, медью и прочими сплавами можно использовать другие виды сварки: ручную дуговую и газовую. В первом случае понадобятся специальные электроды, во втором – ацетиленовый пост, горелка, присадочный материал и набор различных флюсов (паст), которые должны будут заменять инертный газ.
Минус использования алюминиевых и медных электродов – высокая их стоимость и необходимость правильного хранения при определенной температуре и влажности.
АДС – более универсальный вид сварки, позволяющий работать со всеми видами сталей, чугунов, цветных металлов при наличии оборудования с переключателем AC/DC.
При соблюдении технологии можно получить качественные и аккуратные швы.
Технология
Нормативные документы, принятые в России и ряде стран СНГ:
- ГОСТ 14771-76 – общие сведения о сварке в защитных газах;
- ГОСТ 14806-80, ГОСТ 27580-88 – АДС алюминия и его сплавов. Типы соединений, размеры элементов;
- ГОСТ 10157-79 – о составе аргоновых смесей;
- ГОСТ 23949-80 – о вольфрамовых электродах.
Принципы подготовки кромок к сварке аналогичны методам работы с черными металлами. Важным условием считается очистка алюминиевых поверхностей от прозрачной окисной пленки перед началом работ. Рекомендуется обезжиривать поверхности растворителями.
Основа технологии ручной АДС неплавящимся электродом заключается в расплавлении кромок вольфрамовым стержнем, присадочный материал подается вручную.
Маркировка вольфрамовых электродов по DIN EN 26848 (международный стандарт):
- зеленый – WP: практически чистый вольфрам (более 99%);
- серый – WC: присутствует примесь церия. Универсальные прутки для сварки любых металлов;
- красный – WT: добавлен диоксид тория. Также считаются универсальными;
- темно-синий – WY: в прутке есть диоксид иттрия. Для работы на постоянном токе прямой полярности. Используют при сварке титана, меди, сталей;
- белый – WZ: с оксидом циркония. Пруток для работы на переменном токе – с алюминиевыми сплавами;
- золотистый или светло-синий – WL: присутствует оксид лантана. Универсальные электроды. Такие стержни подтачивать требуется реже всего.
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Электроды затачивают под острыми углами при сварке сталей, меди, титана. А при работе с алюминием особая заточка не требуется: при первом поджиге дуги на кончике образуется шарик, который будет затем воздействовать на сварочную ванну.
По ГОСТам вольфрамовые прутки нужно затачивать так, чтобы угол конуса был в диапазоне 27-30 градусов.
Необходимое оборудование и материалы. Подготовка вольфрамового электрода
Для работы понадобятся:
- сварочный аппарат – разные марки предназначены для проведения работ с разными материалами. Если аппарат на выходе выдает постоянный ток, то варить алюминий им не получится. Производители выпускают универсальное оборудование с переключателем AC/DC. С его помощью допускается сварка любых сплавов;
- баллон – для хранения и перевозки инертного газа аргона. Отличается серой окраской. Емкость от 5 до 40 литров;
- редуктор – требуется для понижения давления на выходе из баллона до рабочих значений;
- шланг и два хомута – для подсоединения баллона;
- вольфрамовые электроды – неплавящиеся стержни, необходимые для расплавления кромок. Бывают специализированные (например, для работы с алюминием) и универсальные (подходят для всех сплавов). Отличаются друг от друга диаметрами, которые подбирают в зависимости от силы тока. Маркируются разными цветами.
Присадка выбирается в зависимости от типа свариваемых материалов: алюминиевая проволока, прутки из нержавейки, латунные, медно-никелевые стержни. На кончиках указана марка, состав используемого сплава нужно определить по каталогу.
Важно: при выборе сварочного аппарата нужно учитывать, что для работы с медью и алюминием (особенно с толщинами более 5-7 мм) требуется мощное промышленное оборудование – около 350-500 А на выходе.
Это ограничивает универсальность АДС, поскольку такие устройства нуждаются в питании 380 вольт.
До начала работы необходимо приготовить вольфрамовый пруток. Следует понимать, что при неправильной заточке могут возникнуть проблемы:
- блуждающая дуга (хаотично перескакивает с одной кромки на другую) – проявляется при неравномерной заточке, наличии крупных рисок на поверхности;
- непровар шва – угол слишком тупой;
- электрод во время сварки быстро плавится – острый угол заточки.
Заточку производят на обычном точильном станке (круги с разной зернистостью) или с использованием болгарки.
Процесс сварки
Особенно важно правильно настроить аппарат. Силу тока, напряжение и диаметр вольфрама требуется подбирать в зависимости от типа материалов и их толщин. Установка вылета стержня из сопла зависит от типа соединения, рекомендуется придерживаться значений 1-2 мм. Но при сварке угловых швов приходится выдвигать больше. Если вольфрам быстро сгорает, нужно уменьшить вылет.
У многофункционального аппарата требуется на передней панели выбрать режим «TIG».
Баланс переменного тока (от +5 до -5) – настраивается при работе с алюминиевыми сплавами. Если варится «чистый» AL, то рекомендуется устанавливать отрицательные значения – подбирать путем экспериментов. В остальных случаях – от 50/50 до положительных цифр.
Опция «Заварка кратера» нужна для плавного угасания дуги после завершения шва. Помогает избежать дефектов. Устанавливается в зависимости от толщины детали. Например, если работа ведется с заготовкой 2 мм, достаточно установить значение 2-3 секунды.
Также необходимо настроить предварительную продувку перед сваркой и задержку отключения газа после отпускания кнопки. Это нужно, чтобы в процессе не появлялись дефекты – ни в начале шва, ни в его окончании. В неостывшем металле (без газовой защиты) могут появляться поры.
Режимы 2Т/4Т – 2Т используются чаще всего: после нажатия кнопки ток подается на электрод, после отпускания прекращает. 4Т – для длительной работы: после нажатия первый раз ток подается, при первом отпускании продолжает подаваться. Для выключения требуется нажать и отпустить кнопку второй раз.
Последовательность примерно одинакова при работе со всеми типами сплавов.
- Подготовка материалов: требуется тщательно зачистить кромки, сделать скосы под сварку (если металл толстый), обезжирить поверхность ацетоном. Особенно важно подготавливать алюминий – на его поверхности образуется окисная пленка, которая мешает проведению работ.
- Детали фиксируются зажимами, делается несколько прихваток.
- Теперь можно проварить все швы.
- зажигание дуги – если поджиг контактный, необходимо зажать кнопку на горелке и коснуться электродом одной из кромок детали. После этого быстро отвести вольфрам на 1-2 мм до возникновения дуги. Если поджиг бесконтактный, то прислонение к металлу не потребуется;
- когда дуга уже горит, следует подвести вольфрам к стыку свариваемых кромок, дождаться образования сварочной ванны (ямки), присадочный материал аккуратно подавать в зону сварки. Допускаются небольшие поперечные колебания электродом. Присадка должна расплавиться и «улечься» в сварочную ванну. После этого нужно двигаться дальше вдоль кромок;
- газ должен свободно обдувать место сварки, но не слишком сильно, чтобы не мешать расплавлению металла.
Справка: тонкие листовые материалы допускается варить без присадки. Для этого требуется устанавливать вольфрамовый электрод под таким углом, чтобы одна из кромок сама наплавлялась на вторую.
Аргонодуговая сварка – сложный процесс, требующий от сварщика внимательности и аккуратности. Соблюдение технологии необходимо для получения качественных и красивых швов.
Аргонная сварка в Балашихе

- Оставьте заявку в одном месте и получите 3 предложения от разных мастеров!
- Обслуживаем все районы Балашихи
- У нас квалифицированные мастера с опытом работы от 5 лет!
- Сейчас свободно 10 мастеров!
Виды услуг:
Сварка полок
Контактная сварка
Аргонная сварка
Сварка забора
Сварка труб
Нашли дешевле? Мы снизим цену специально для вас!
В нашем сервисе вы можете заказать услуги аргонной сварки в Балашихе для решения различных задач. Наши сварщики выезжают в любой район города, выполняют работы быстро, но это никак не отражается на качестве. При срочном заказе мастер приедет в течение 30-60 минут на место, которое вы укажете. У нас всегда есть свободные сварщики, благодаря чему клиенты никогда не ждут больше часа.
Когда можно применять?
Услуги аргонной сварки можно заказывать для:

- устранения трещин разных размеров на литых дисках к авто;
- устранения сколов на литых дисках, восстановления их недостающих частей;
- проведения сварочных работ по устранению трещин на предметах из нержавеющей стали и алюминия;
- восстановления целостности деталей автомобиля (кожух КПП, поддона картера и др.) при помощи сварочного аппарата;
- восстановления целостности трубок кондиционера и др.
Наши сварщики в Балашихе могут устранить большинство дефектов на титановых, алюминиевых и стальных предметах. На работу аргонной сваркой цена зависит от материала и предмета, который нужно восстановить.
Преимущества аргона
Если вы думаете, сколько стоит аргонная сварка, и решите, что услуга для вас дорогая, обратите внимание на преимущества, которые она имеет:

- швы получаются равномерными и крепкими. Если мероприятие проводит хороший сварщик, то не будет горбов и пор;
- восстанавливаемые детали практически не нагреваются, риск их деформации исключается;
- мастер выполняет сварочные работы быстро благодаря высокой температуре нагрева дуги;
- при помощи сварочных работ аргоном соединяются металлические предметы, которые невозможно надежно соединить другим способом.
Формирование стоимости на услугу
Цена за сантиметр и всю работу зависит от следующего:
- место выполнения мероприятия – у вас дома или в мастерской исполнителя в Балашихе;
- вид детали;
- толщина металлического изделия;
- то, сколько стоит сантиметр аргонной сварки, зависит и от вида металла. Восстановить деталь из нержавейки будет дешевле, алюминиевую – дороже;
- доступ к повреждению – сварочные работы в сложных условиях стоят дороже;
- размер повреждения, которое нужно устранить;
- нужна ли дополнительная обработка шва.
При использовании услуг аргонной сварки цена за 1 см будет зависеть также от опыта сварщика и его расценок.
Хороший мастер не только правильно обращается с инструментом, но и умеет его быстро настраивать на нужную процедуру. А это существенное преимущество, которое играет важную роль.
Заказывайте услугу в сервисе Тандем
Заказать услугу в Балашихе вы сможете, если цена будет составлять минимум 500 руб. В таком случае мастер согласится предоставить услугу и, при необходимости, выедет к вам домой сразу после оформления заявки.
Если вас интересуют другие условия сотрудничества, сообщите об этом менеджеру нашего сервиса по телефону. Проконсультироваться у него можно бесплатно.
Как проводят сваривание черных металлов при помощи аргона — методика, инструменты, особенности

Черные металлы лучше всего сваривать аргоном, и это знает каждый профессиональный сварщик. Если с заготовками работать сложно, а свариваются они с трудом, используют именно этот метод.
Он подходит, например, для создания крупногабаритных стальных конструкций. Если виды черного металла или железо и так свариваются без проблем, то аргонодуговая сварка тем более создаст надёжное герметичное соединение нечувствительное к деформации.
Проволока с защитным покрытием черному металлу не подойдёт. Выбираете ту, у которой его нет, причем диаметр должен подходить по ширине свариваемых элементов.
Мы расскажем вам о том, как сваривать черные металлы и тонкие железные листы аргоном, в чем принцип такой сварки, и какие отличия у этой технологии от других.
- Сварка аргоном
- Достоинства
- Недостатки
- Выбор инструмента
- Режимы сварки листового черного металла аргоном
- Техника безопасности
- Заключение
Сварка аргоном
Основная проблема сварочного процесса аргоном возникает тогда, когда сварочная ванна начинает кипеть. Это случается из-за того, что металлы нагреваются недостаточно хорошо.
Чтобы сгладить этот негативный эффект, сварщики используют флюсы и присадочные проволоки (или гранулированные материалы). Эти расходники улучшают плавление под сварочной дугой.
С ними вы сделаете свой труд легче, а сварное соединение получится крепким и плотным.
Достоинства

Если учесть все рекомендации для сварки аргоном и не нарушать технологию сварки, на выходе можно получить качественный и прочный шов.
Перечислим основные «за» для этой методики:
- Сварочный процесс не слишком трудоёмкий и проходит быстро;
- Швы, выполненные этим методом, могут пригодиться в конструкции для любой сферы;
- Зажигание дуги проходит недолго и легче, чем с некоторыми другими вариантами сварки;
- Если использовать удлинённую присадочную проволоку, даже самое длинное соединение можно будет выполнить без перерыва;
- -Детали из металла можно нагреть газовой горелкой для облегчения сварки.
Недостатки

Нет сварочной технологии без минусов, и у аргоно дуговой есть следующие:
- Сварка методом TIG дороже в сравнении с обыкновенной электродуговой. Себестоимость первой будет минимум в десять раз больше;
- Работа с газовыми баллонами опасна, а эта методика без него не обходится;
- Мастер рискует столкнуться с кипением сварочной ванны и разбрызгиванием металла деталей. Это в первую очередь опасно для участков тела, которые не защищены. Также это неэкономно и ухудшает качество швов;
- Материалы, которые нужны для аргоно дуговой сварки, продаются не в каждом магазине, поэтому найти их будет сложно.
Но эти недостатки встречаются только, если мастер нарушил инструкции и ГОСТы. В правильной работе они сведены к минимуму и не имеют значения на фоне того, насколько хорошим получится сам результат.
Поэтому подойдите к сварке серьезно, и вы сможете аннигилировать такие недочёты.
Выбор инструмента
Успешно получить нужное соединение помогает разумный подбор аппаратуры и расходников, которые вы намерены использовать.
Многое зависит от состава присадки, ведь она должна «срастись» с общей конструкцией, которую вы свариваете. В идеальной ситуации вы знаете элементный состав деталей и подбираете проволоку, отталкиваясь от него.
Но такие ситуации бывают редко, поэтому детально изучайте марки присадочного материала, которые считаются универсальными. Не важно, какой металл вы не свариваете, скорее всего, вы можете взять СВ-08Г2С.
Для проволоки важна температура кипения и его лёгкость. Новички, которые до этого не работали с чёрным металлом часто сталкиваются с непредусмотренным кипением этого расходника.
Чтобы этого не случилось, внимательно рассматривайте маркировки на материалах.
Если вы видите буквы КП, такая проволока кипит легко, и для аргонодуговой сварки не годится точно. Также смотрите на толщину и плотность присадки.
Чем толще ваши детали, тем больше должен быть диаметр проволоки, а её плотность должна быть идентична плотности металла, который вы варите.
Режимы сварки листового черного металла аргоном

Вы не можете иметь опыт во всём. Это касается и сварки. Даже если до этого вы не использовали аргонодуговой метод или не работали с черными металлами, вы можете хорошо справиться.
Для этого всего лишь соблюдайте правила — и получите надёжный шов. Чтобы соединение не деформировалось и остыло без трещин, найдите режим, который соответствует сечению заготовок, материалу и другим факторам.
Перед сварочными работами металл всегда подготавливается. Кромки заготовок нужно очистить от пыли, грязи и других лишних образований на них.
Масляные плёнки можно удалить спиртом или другим растворителем, а частички краски — металлической щеткой или шлифовальным кругом.
Толстым слоем нанесите на поверхность деталей флюс и настройте вольтамперные характеристики устройства. После всех подготовительных этапов вы уже можете спокойно начинать процесс.
Элемент питания и присадочная проволока подсоединяются к месту, где будет соединение, поджигается электрическая дуга.
После того, как появится ванна сварки, ведите дугу беспрерывно от начала до конца. Подавайте проволоку медленно, чтобы она равномерно разогревалась и плавилась.
После того, как работа будет закончена, полученный шов нужно осмотреть. проверьте, нет ли на нём пор, холодных/горячих трещин или других дефектов. На производствах соединения осматривают также изнутри, используя рентген или магнитный анализ.
Можно применить и проверку шва ультразвуком, он вскрывает наличие микроскопических трещин. Даже если вы не можете проверить соединение изнутри, проверить наружную часть всё равно стоит.
Техника безопасности

Любому мастеру, не важно, профессиональный это сварщик или новичок, нужно знать правила техники безопасности «от и до». Соблюдая их вы, прежде всего, сохраняете себе здоровье и жизнь.
- Не работайте в месте, где есть материалы, которые легко воспламеняются. Даже при самой аккуратной работе на них может попасть искра, став очагом возгорания. Желательно, чтобы поверхность, на которой вы работаете, была избавлена от всего ненужного;
- Если вы работаете не на воздухе, обеспечьте тщательную вентиляцию комнаты. Если встроенные вентиляционные ходы слабые, подведите систему, которая будет убирать продукты горения;
- Перед сваркой убедитесь, что аппарат полностью исправен: не издает лишних звуков, не искрит и так далее. Смотрите за характеристиками подачи газа из баллона и проверьте, нет ли утечки из самого резервуара или трубки. Если заметили повреждение трубки, её лучше заменить;
- Не стоит подключать сразу несколько горелок через тройник или редуктор. Это может привести к сбою в электрической сети и функционировании оборудования;
- Надевайте защитные костюмы и маски. Желательно, чтобы спец костюм полностью закрывал все части тела и лица, чтобы случайное разбрызгивание металла не создало ожогов. Руки должны быть в плотных перчатках, а глаза защищены очками. Даже если в прошлые разы вы справлялись без этого, не рискуйте.
Заключение
Варить детали из черных металлов и тонких железных листов несложно. Да, опытный сварщик справится с этой задачей быстрее новичка. Но последний, зная правила сварки и выбора оборудования, сможет научиться сварке аргоном за пару дней.
Аргонодуговая сварка дорогая по себестоимости, но она полностью оправдывает себя получающимися швами. Выполненные по инструкциям соединения получаются прочными и ровными. Также эта технология имеет нюансы, про которые лучше не забывать.
Если вы только знакомитесь с ней, не варите конструкции с ходу. Для начала найдите ненужные детали из черного металла и практикуйтесь на них, пока не будете довольны результатом. После тренировки вероятность успеха будет намного выше.
Аргон не просто так применяют для соединения металлических элементов. Метод зарекомендовал себя как надёжный и относительно лёгкий. Если вы когда-нибудь сваривали черный металл аргоном, то вы знаете, о чем мы говорим. Желаем удачи!
Как сварить черный металл аргоном
 В настоящее время одним из простых, но в тоже время качественных и надежных соединений является сварка аргоном черного металла. Такой вид сварочных работ очень часто применяется для создания различных швов в трудносвариваемых изделиях, например для соединений деталей из стали. Используя аргонно-дуговую сварку для железа или черного металла, который хорошо поддается сварке и в обычных условиях, можно получить прочное и надежное соединение, которое не подвергнется деформации. Сварка черного металла требует наличие обычной проволоки нужного диаметра без защитного покрытия. О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
В настоящее время одним из простых, но в тоже время качественных и надежных соединений является сварка аргоном черного металла. Такой вид сварочных работ очень часто применяется для создания различных швов в трудносвариваемых изделиях, например для соединений деталей из стали. Используя аргонно-дуговую сварку для железа или черного металла, который хорошо поддается сварке и в обычных условиях, можно получить прочное и надежное соединение, которое не подвергнется деформации. Сварка черного металла требует наличие обычной проволоки нужного диаметра без защитного покрытия. О том как варить черный металл и тонкое железо и в чем особенности процесса пойдет речь в этой статье.
Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.

Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.

Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.
Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.

Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.

Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
Толщина заготовки, мм
Скорость подачи, см/мин
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном

На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Техника безопасности
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.
- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.
Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
Аргонная сварка цветного и черного металла
Аргонная сварка является неотъемлемым технологическим процессом на многих производственных и ремонтных предприятиях. В среде этого газа производится сварка цветмета, таких как медь, алюминий, дюраль и чугун, также успешно варится сталь и другие черные металлы.
В обычных условиях без подачи газа образуется много пор, металл окисляется, делая соединение непрочным и недолговечным. Аргон защищает зону сваривания от проникновения в нее загрязненного воздуха, исключая образование дефектов.

Особенности аргонной сварки
К особенностям аргонной сварки следует отнести то, что в газовой среде можно варить любые металлы, не только цветные. Обычная сталь не критична к окислению, но в среде инертного газа шов получается более качественный.
В основном процесс идентичен, как и в случае обычной дуговой или полуавтоматической с подачей проволоки. Разница состоит в технологии. Для получения идеального результата накладывать расплав необходимо прерывисто, захватывая по сантиметру за раз. Так расплавленный металл лучше растекается.
Аргонно-дуговая сварка в зависимости от метода и скорости выполнения процесса соединения двух деталей из цветных металлов подразделяется на 2 вида:
- автоматическую;
- ручную.
Обе разновидности выполняются плавящимся электродами или неплавящимися. Во втором случае также используют присадочную проволоку или пруток в зависимости от толщины свариваемых деталей.

На современных предприятиях активно применяется именно автоматическая аргонно-дуговая сварка, потому что она позволяет получать швы высокого качества за достаточно короткое время толщиной не более 1 см и строго по ГОСТ. В качестве электрода используется проволока из похожего сплава, которая автоматически подаётся к месту сваривания. Одновременно с ней подаётся и аргон, который защищает место сваривания от окисления и образования раковин. Такой способ удобен тем, что не придется каждый раз менять электрод.
Также аргонно-дуговая сварка выполняется при помощи специальных плавящихся электродов. Они изготавливаются из вольфрама. При их выборе необходимо обращать внимание на процентное содержание дополнительных компонентов, так как универсальных не существует. В продаже различные их виды в зависимости от типа свариваемых материалов.

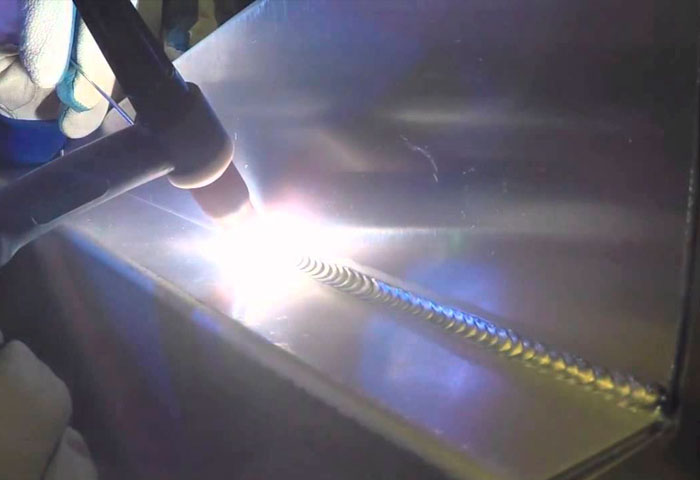
Также применяется аргонно-дуговая сварка неплавящимися электродами, как показано на фото. Они изготавливаются из вольфрама, металла, который имеет высокую температуру плавления, поэтому в зоне искрения не плавится. Он используется для нагрева присадочного материала, подаваемого к месту соединения.
В таблице ниже представлены основные разновидности таких электродов, предназначенные для работы с различными металлами.
| Обозначение | Состав | Свариваемые материалы |
|---|---|---|
| WP (зеленые) | 99,5% вольфрам | Алюминий, магний |
| WY (темно-синий) | Иттрированный, до 2,2% оксидной добавки | Ниобий, тантал, молибден, титан, никель, медь, бронза |
| WL-20, WL-50 (синие, зеленые) | Добавлен оксид лантана | Высоколегированные стали, медь, алюминий, бронза |
| WZ-8 (белые) | Содержат оксид циркония | Алюминий, бронза, магний, никель |
| WT-20 (красные) | Содержат оксид тория | Нержавеющие стали, молибден, тантал, медь, кремниевая бронза, никель, титан |
Техника сварки аргоном
Принцип сваривания цветных металлов аргонно-дуговым способом основан на создании электрического разряда между плавящимся или неплавящимися электродом и свариваемой поверхностью. Электрод помещен в керамическое сопло, куда также подаётся аргон. Все это находится в держаке.
Если используется неплавящийся электрод, то одновременно в зону плавления или ванну подаётся присадочная проволока. Инертный газ, являясь более лёгким, чем кислород, вытесняет его, что исключает азотирование и прочие нежелательные процессы. На присадочный материал ничего не подаётся, поэтому он потенциально безопасен. Попадая в зону сваривания, он плавится вместе со соединяемыми деталями, образуя единый однородный соединительный шов.

Чтобы аргонно-дуговая сварка была качественной, а место соединения деталей прочным и однородным, необходимо соблюдать технологию выполнения работы. Также следует правильно подавать напряжение на электрод. На него подаются высокочастотные и высоковольтные импульсы, благодаря чему промежуток между ним и деталью успешно ионизируется, за счёт чего и образуется дуга.
Многие уверены, что она формируется при контакте, но это неверно. Именно благодаря предварительной ионизации газа в пространстве достигается такая высокая чистота сварного шва и его однородность. Формирует эти импульсы на электрод специальный прибор, называемый осциллятор. Он подключается к цепи питания постоянного напряжения от сварочного трансформатора.

Особенность осциллятора заключается в том, что он даёт возможность качественно сваривать детали на переменном токе. Это достигается за счёт его работы в качестве стабилизатора в моменты отрицательной полярности. Такой процесс обеспечивает надежное и стабильное горение дуги.
Техника сваривания аргонодуговой сваркой происходит следующим образом:
- Мастер подготавливает соединяемые детали. Снимает кромки с одной или с двух сторон, или оставляет зазор между ними, очищает поверхность от окиси и грязи металлической щеткой.
- После подготовки деталей работник включает аппарат аргонно-дуговой сварки и подносит горелку к детали, не касаясь ее электродом.
- Далее, нужно включить подачу газа из баллона и импульсов на электрод формируется дуга.
- В процессе горения искры работник подаёт присадочный материал.
Выполнять сварку таким методом следует точечно, чтобы успевала образоваться так называемая ванна. При сваривании вертикальных швов необходимо двигаться снизу-вверх. Подробный процесс сваривания деталей можно просмотреть на видео.
Режимы аргонной сварки
Для получения качественного сварного соединения цветных и черных металлов, необходимо правильно выбирать режимы аргоннодуговой сварки. Это делается на основе опыта, также можно посмотреть в справочных таблицах. Соответственно, оборудование должно обладать возможностью изменять ток под конкретные нужды.
Выбор тока и полярности
Для сваривания цветных металлов в среде аргона используется ток постоянной или переменной полярности. Ни в коем случае нельзя работать обратной его величиной, потому что в процессе возникнут сложности, связанные с плохим горением дуги и чрезмерно высоким напряжением.
Заряженные частицы двигаются в сторону положительного потенциала, поэтому электрод будет сильнее нагреваться и быстрее сгорит.
Выбор силы тока
Выбор величины тока для сварки опирается на три главных фактора: род тока, диаметр электрода и толщина свариваемых деталей. Чтобы не держать все эти цифры в голове, составим таблицу. В ней расписаны все величины в зависимости от тех или других критериев.
| Диаметр электрода (мм) | Переменный ток (А) | Постоянный ток прямой полярности (А) |
|---|---|---|
| 1 – 2 | 20 – 100 | 65 – 160 |
| 3 | 100 – 160 | 140 – 180 |
| 4 | 140 – 220 | 250 – 340 |
| 5 | 200 – 280 | 300 – 400 |
| 6 | 250 – 300 | 350 – 450 |
Напряжение
Для качественного сваривания деталей различной толщины при использовании аргонно-дуговой сварки, рекомендуется выставлять напряжение не более 14 В. При таком значении обеспечивается длина дуги порядка 1,5-3 мм, что является оптимальной величиной. Также обеспечивается хорошая глубина провара, что является главным критерием прочности соединения деталей.

Скорость выполнения сварки
Она сугубо индивидуальна, поэтому выбирается мастером на месте. Главное, не спешить, потому что сварка цветных металлов весьма капризна.
Количество аргона
Также наряду с выбором диаметра электрода рассчитывается и расход подаваемого защитного газа. Это делается исходя из типа металла, из которого изготовлены свариваемые детали, толщины и ширины шва. Это определяется на практике.

Расстояние от электрода до детали
Оно зависит от толщины свариваемого металла и способа его стыковки. Например, для соединения встык достаточно 3-5 мм. Если детали свариваются под углом, то рекомендуемое расстояние должно быть не менее 0.5 см и не более 8 мм.
Преимущества и недостатки
Аргонно-дуговая сварка имеет как особенности, так и недостатки. Разумеется, положительных моментов в ей больше, и они заключаются в следующем:
- Можно сваривать не только медь и алюминий, но и сталь.
- Шов получается аккуратным с эстетической точки зрения, при соблюдении техники подачи прутка и воздействия дугой.
- Аргонно-дуговую сварку цветных и черных металлов можно выполнить дома своими руками при наличии необходимого оборудования и расходников.
- Соединение получается прочным по всей глубине стыка, если предварительно были хорошо подготовлены детали. Снята фаска под углом 45 градусов, предусмотрен зазор и удалена оксидная пленка с поверхности.
- Таким способом можно сваривать тонкие детали без провара и прочих нежелательных дефектов.
- При автоматизации процесса сварки она выполняется не только качественно, но и быстро.
К недостаткам можно отнести:
Сложность процесса. Не имея подходящего оборудования, выполнить качественную сварку не получится. К тому же необходимо обладать определенным опытом, чтобы правильно подавать пруток и управлять дугой. Поэтому новичку в том деле придется неплохо поучиться.
Также цена профессионального оборудования будет достаточно высокой, но можно собрать компоненты по отдельности, что обойдется несколько дешевле.
Виды сварочного оборудования
Аргонодуговая сварка является особым методом соединения деталей из различных металлов, который позволяет получать высокое качество шва, его привлекательный вид и прочность. Поэтому для выполнения подобных сварочных работ необходимо специальное оборудование. В продаже имеются несколько его разновидностей в зависимости от уровня механизации:
- Для ручной. В продаже имеется масса аппаратов для сварки плавящимися и неплавящимися электродами.
- Для механизированной в основном применяется сварка проволокой в аргонно-дуговой среде.
- Для автоматизированной используются аппараты с автоматической подачей присадочного материала, устанавливаются на производствах.
- Для роботизированной используются специальные аппараты, которые не только подают проволоку и управляют процессом горения дуги, но и контролируют сваривание.
Стоимость оборудования будет зависеть от целевого назначения и сферы использования.
В состав оборудования для ручной сварки входит:
- Источник тока постоянного или переменного.
- Осциллятор, устройство для формирования импульсов для поджига дуги путем ионизации промежутка между горелки и деталью.
- Горелка с держателем для электрода и соплом для подачи газа.
- Рукав, по которому будет подаваться газ и ток к горелке с поддувом.
- Устройство для управления подачи газа с включением сварочного тока.
- Баллон с газом.
- Маска и защитный костюм для тела, огнестойкие диэлектрические перчатки.
В основном, процесс сварки при помощи аргона не сложен, если выполнять все правильно, но имеют место свои особенности, которые стоит учитывать. С такой сваркой справится и начинающий мастер, если будет соблюдать основные требования.

Что касается безопасности, то аргон по своим свойствам, безвреден для организма человека, но вдыхать его все же не рекомендуется, потому что он легче кислорода и вытесняет его. При вдыхании будет ощущаться удушье, но при работе оно не выделяет никаких вредных веществ. В процессе работы не оказывает сильного негативного влияния, но выполнять ее следует в хорошо проветриваемом помещении.
Специфика сварки цветных металлов и сплавов
Несмотря на относительно низкие рабочие температуры, сварка цветных металлов и сплавов имеет целый ряд особенностей, обязательно учитывающихся при её организации. Цветные металлы отличаются химической активностью, вследствие чего в процессе сварки они реагируют с кислородом и покрываются тонкой плёнкой окисла.
Негативное влияние такого покрытия проявляется в том, что оно препятствует надёжному сопряжению деталей. Алюминий в условиях сварки с доступом кислорода вообще начинает усиленно сгорать.
Свойства сплавов
В том случае, когда в процессе сварки не принимаются специальные защитные меры – негативные процессы только усиливаются и сопровождаются образованием в месте шва оплавленного нароста из оксидных плёнок.
По этой причине технология сварки цветных металлов предполагает создание определённых условий, при которых доступ кислорода в рабочую зону строго ограничивается или регулируется специальными способами.

В своём естественном виде известные типы цветных металлов на практике встречаются довольно редко. В производственных нуждах чаще всего используются различные сплавы, представляющие собой сложные сочетания и комбинации. Они дают возможность получить вещество с определёнными химическими свойствами.
Наибольшее применение в производстве и промышленности нашли соединения меди и алюминия с другими видами цветных металлов (кремнием, магнием, цинком, свинцом и им подобным). К этим сплавам можно причислить:
- обычную латунь, являющуюся по своему составу чистым соединением меди с цинком, в котором на первую составляющую приходится до 70% общей массы. При необходимости достижения нужной кондиции свариваемого продукта доля цинка может быть увеличена до 50 %;
- сложные латуни, в которых помимо меди и цинка содержится ряд добавок и наполнителей;
- бронзу, представляющую собой классический сплав меди и олова в пропорции 85 к 15-ти;
- сплавы алюминия (силумин, дюралюминий, авиаль).
В соответствии с тем, с каким конкретным металлом приходится иметь дело, и выбираются условия или режимы сварки.
Особенности сварочных работ
 Специфика работы со сложными цветными металлами (сплавами) состоит в том, что, во-первых, обязательна подготовка их к сварке. Во-вторых, должны быть созданы организуемые техническими средствами условия, в которых протекает сварочная операция. И, наконец, в-третьих – для проведения работ необходим специальный расходный материал (электроды и сварочная проволока). Рассмотрим каждую из этих особенностей более подробно.
Специфика работы со сложными цветными металлами (сплавами) состоит в том, что, во-первых, обязательна подготовка их к сварке. Во-вторых, должны быть созданы организуемые техническими средствами условия, в которых протекает сварочная операция. И, наконец, в-третьих – для проведения работ необходим специальный расходный материал (электроды и сварочная проволока). Рассмотрим каждую из этих особенностей более подробно.
Подготовительные операции сводятся к тому, что поверхности перед сваркой зачищают посредством шабера или металлической щётки. После их тщательно протирают бензином или растворителем, используемым для удаления жиров.
Поскольку цветной металл отличается повышенной текучестью – его сваривание, как правило, проводится в нижнем положении с обязательной фиксацией соединяемых заготовок (это позволяет получать рабочие швы толщиной не более двух миллиметров).
По ходу работ заготовки сначала лишь прихватывают на сварку, а затем окончательно обваривают сплошным швом.
Сварка цветных металлов и их сплавов должна проводиться в искусственно созданных условиях (в среде инертных газов), изолирующих рабочую зону от доступа свободного воздуха. Достаточно часто функцию инертного газа выполняет азот, однако в ряде случаев для этих целей применяются аргон, гелий или их смеси.
Что касается расходного сварочного материала, то для получения электрической дуги можно воспользоваться обычными угольными или графитовыми (или же вольфрамовыми) электродами.
Первые применяются при работе с деталями относительно небольших габаритов. Во всех остальных случаях чаще всего выбираются вольфрамовые (графитовые) электроды. Проволока, используемая для сварки цветных металлов, перед применением обязательно протравливается в азотной кислоте или же в смеси кислот (соляной и серной).
В среде аргона
 Сварка металлов аргоном, с точки зрения организации, совмещает в себе элементы газовой и электродуговой специальных технологий. С первой этот процесс роднит использование газа, а со второй – наличие электрической дуги и особые подходы к формированию шва.
Сварка металлов аргоном, с точки зрения организации, совмещает в себе элементы газовой и электродуговой специальных технологий. С первой этот процесс роднит использование газа, а со второй – наличие электрической дуги и особые подходы к формированию шва.
Наиболее оптимальное решение, обеспечивающее эффективные условия для защиты зоны сварки – применение инертного газа, в качестве которого выступает аргон. Требуемая эффективность действия объясняется исходными характеристиками, благодаря которым он по причине своей природной тяжести без труда вытесняет кислород из зоны сварки и обеспечивает надежную защиту.
С другой стороны из-за своей инертности аргон почти не реагирует с расплавом и другими газами, имеющимися в зоне горения. При сварке аргоном могут применяться не только плавящиеся, но и неплавящиеся электроды, такие, как стержни из вольфрама. Диаметр этих электродов, зависящий от характера сочленяемых заготовок из цветного металла, подбирается по специальным таблицам:

Известные приёмы аргоновой сварки делятся на ручные методы с использованием вольфрамовых электродов и автоматические (с применением как неплавящихся, так и плавящихся рабочих стержней).
Оборудование и технология
Основным рабочим инструментом аргоновой сварки является газовая горелка, в центральную часть которой вставляется стандартный вольфрамовый электрод с вылетом порядка 2-5 миллиметров.
Он фиксируется посредством специального держателя, рассчитанного на стержни произвольного диаметра. Подача газа к месту сварки цветного металла осуществляется с помощью керамического сопла.
 Необходимая температура в рабочей зоне обеспечивается за счёт мощной электрической дуги. В процессе её горения формируется сварной шов, получаемый посредством специальной присадочной проволоки.
Необходимая температура в рабочей зоне обеспечивается за счёт мощной электрической дуги. В процессе её горения формируется сварной шов, получаемый посредством специальной присадочной проволоки.
Тип присадочного материала выбирается с учётом его соответствия составу цветного металла, подлежащего сварке.
Основными достоинствами аргонового метода являются его универсальность и возможность получения достаточно качественного шва. Его относительным недостатком является необходимость подготовки целого комплекса вспомогательного оборудования, включающего в свой состав газовые баллоны с редукторами нескольких типов, шланги необходимой длины и специальные горелки.
Меры безопасности
Все описанные методы предполагают применение специальных защитных средств (спецодежды, сварочного щитка и рукавиц), в отсутствии которых допуск к работам просто не будет оформлен.
Помимо этого, в целях безопасности (независимо от используемого метода) в помещении, где проводятся работы, должна иметься принудительная вентиляция.
Образующиеся при сварке цветных металлов соединения вредны для здоровья человека, поскольку они очень токсичны.
Также стоит напомнить, что при обработке сплавов цветных металлов нередко приходится прибегать к предварительному прогреву деталей, что объясняется их высокой теплопроводностью. Подогрев осуществляется в печах особой конструкции со встроенными датчиками, обеспечивающими контроль рабочей температуры.
Аргонная сварка
Аргонная сварка – способ соединения деталей из металла. Применяется для работы с алюминием, разными видами стали, различными цветными металлами. В зависимости от особенностей материала, производится плавящимся и неплавящимся электродом. Например, титановые, а также алюминиевые сплавы соединяются неплавящимся, а нержавеющая сталь – плавящимся.
Главная особенность аргонной сварки – строгое соблюдение технологии, грамотный подбор средств и инструмента для ее проведения, учет характеристик конкретного материала (плотности, температуры плавления и других).
Аргонодуговая сварка: что это?
Аргонодуговая сварка – специальный вид соединения в среде инертного газа – аргона – с крупнокапельным или струйным переносом.
Аргон практически не взаимодействует с расплавленным металлом в зоне возникновения дуги, то есть позволяет изолировать место соединения от контакта с воздухом и не дает образовываться пленке на поверхности.
В зависимости от особенностей процесса, она может быть выполнена:
- в ручном режиме;
- в автоматическом режиме.
Если толщина металла небольшая, то работа может выполняться без использования присадки.
Преимущества аргонодуговой сварки делают ее популярным и эффективным способом соединения металла:
- высокое качество работы вследствие тепловой мощности дугового разряда;
- возможность сварки двух разнородных металлов;
- отсутствие нарушений кристаллической решетки соединяемой поверхности.
Аргонная сварка алюминия связана со спецификой. Это один из наиболее легких металлов с высокой теплопроводностью, он быстро подвергается окислению и отличается хрупкостью. Поэтому сварка должна проводиться в отсутствии частиц пыли в воздухе, при температуре не более 22 и не менее 18 градусов, а также при влажности не более 70%. Обязательно использование сухих электродов, короткой дуги и большой мощности.

Аргонная сварка в Москве
Мы располагаем современными приборами и аппаратами для сварки металла. Наши сотрудники – профессиональные мастера с опытом работы, регулярно проходящие квалификационную аттестацию. Поэтому для каждого клиента гарантировано строгое соблюдение технологических особенностей, оперативность манипуляций, аккуратность и прочность выполняемых сварочных швов.
Работаем с разными видами металла, обеспечивая высокое качество работы и строгое соблюдение технологии, учитывая характеристики каждого материала.
Профессиональная сварка аргоном цветных металлов
Перед людьми всегда стоял вопрос создания качественного неразъемного соединения материалов — медный век, бронзовый, железный. Прошли сотни лет, прежде, чем человечество получило технологию — сварка аргоном и научилось варить цветные металлы. Простой ее не назовешь, есть много нюансов, которые должен знать каждый, кто хочет овладеть основными принципами этого навыка. В данной статье Вы почерпнете необходимые знания, благодаря чему, несомненно, добьетесь хороших результатов в сварочном искусстве!
Оглавление
Особенности TIG-технологии
Качественный результат применения сварки аргоном достигается квалификацией специалиста — сварщика-аргонщика. Никакое качественное оборудование и дорогие расходные материалы не заменят опыт профессионала. Ведь он знает мельчайшие нюансы, перед ним открыт весь потенциал TIG технологии.
Современное оборудование для аргонодуговой сварки выглядит следующим образом: сварочный инвертор, блок жидкостного охлаждения, баллон с аргоном, редуктор для регулировки подачи газа, кабель массы с клеммой и горелка с водяным охлаждением. Осцилляторы, трансформаторы,балластные реостаты — как отдельные элементы остались в далеком прошлом. Расходниками являются элементы горелки: керамические сопла, цанги, держатель цанги и вольфрамовые электроды. Длинный колпачок горелки тоже является расходным материалом, так как в результате падения держака ломается именно он.
Производственная компания «Артстэл» занимается изготовлением металлоконструкций и металлообработкой — резка, сварка аргоном, сверловка, рубка алюминия и нержавеющих сталей. Большое значение мы уделяем качеству выпускаемой продукции, ведь все изделия являются индивидуальными, нестандартными.
В любой сфере деятельности, основным фундаментом долгосрочного и взаимовыгодного сотрудничества является открытое, честное ценообразование. Качественное исполнение заказов, изготовление изделий в короткие сроки, серьезное отношение к своей работе — залог продуктивных взаимоотношений на долгое время!

Основные рекомендации проведения сварочных работ:
- Начиная работу с металлическими поверхностями, обязательно очищаем их от загрязнений, окислов и других включений. Делается это потому, что во время сварки они будут мешать плавлению кромок. Скорее всего появятся дефекты сварного соединения — поры, непровары. Шов будет ненадежным и недолговечным, одним словом — брак. Чтобы избежать подобных последствий, необходимо обработать соединяемые заготовки механически. Для этого действия необходимо снять загрязненный слой напильником или углошлифовальной машиной. Для удаления масляных и жировых пятен рекомендуется обезжирить стыки растворителем.
- Под воздействием кислорода, расплавленный металл незамедлительно вступает с ним в реакцию и окисляется. Чтобы такого не происходило, сварку защищает аргоновый купол. Рекомендуется перед началом сварки продувать сварочную зону газом 1-3 секунды. А также после окончания 3-15 секунд, пока металл не остынет. Управление продувкой осуществляется устройством регулировки Вашего аппарата, благо она есть на всех современных аппаратах.
- Расход газа при аргоновой сварке составляет: для алюминиевых сплавов 7-15 литров в минуту, коррозиестойкая сталь 3-8 л/мин., титановым сплавам потребуется 6-7 л/мин.. Принцип действия — чем толще материал, тем больше расход аргона.
- Надежность и визуальная красота шва достигается соблюдением следующей техники сварки: кончик электрода располагается на минимальной дистанции от заготовки, т.е. электрическая дуга должна быть короткой. Соблюдая это условие, мы обеспечиваем нужный температурный режим, а так же необходимую величину провара.
- Направление горелки для сварки аргоном — электрод всегда смотрит только вперед. Во время процесса нельзя делать резких движений держателем. Присадочная проволока подается под углом 15-20 градусов относительно изделия, навстречу движения сварочной горелке.
- Никогда не отводите резко горелку от поверхности сварочного шва. Что будет, если Вы именно так и поступите? В зону неостывшего металла попадут атмосферные газы, аргоновая защита исчезнет — появятся поры, окислы, кратеры. Данное соединение будет потенциально опасным, так как со временем оно разрушится: пойдет трещинами и лопнет. Во время сварки старайтесь не выводить из-под аргонового купола кончик присадки, по крайней мере, пока он не остынет. Если этого не сделать, во время следующего введения такого кончика, в шов попадут окислы и он «поплывет». От чего визуально будет не очень ровным, потеряет свою эстетичность.
- Округлая или овальная форма сварочного шва сигнализирует о недостаточном проваре материала. При аргонодуговой сварке всегда следите за сварочной ванной. Она должна быть удлиненной, с небольшим валиком.
Инертные газы
Аргон — недорогой инертный газ, индивидуальная атомная масса которого составляет 39,9(г/моль). Промышленный способ добычи — низкотемпературная ректификация воздуха. Весит в 1,38 раза больше воздуха. На рынке инертных газов поставляется двумя наименованиями: аргон газообразный высший сорт 99,993% и высокой чистоты 99,998%.
Гелий — доступный инертный газ, атомная масса 4(г/моль). Добывают методом фракционной конденсации. Гелий в 7,5 раз легче воздушной массы. Гелий хорошо ионизируется, его применяют при работе с металлами, создавая инертные среды. Незаменим при вертикальной и потолочной сварке.
Эти благородные газы — аргон и гелий не имеют вкуса, запаха, вредных примесей, бесцветны. Они не токсичны для людей, пожаро-взрывобезопасны. Поставляются в газовых баллонах объемом 5, 10, 40 литров.

Области применения TIG-сварки
В основном, сварка аргоном применяется в процессе обработки цветных металлов. Она хорошо справляется с титаном, медью, чугуном, дюралюмином, нержавеющей сталью, силумином, латунью, алюминием, другими металлами цветной группы.
Предприятия емкостного оборудования изготавливают баки, хранилища, емкости, резервуары, танки(tanks) для хранения жидких, твердых, сыпучих и газообразных продуктов. Материал изделий — нержавеющая сталь, алюминий. При создании прочных герметичных стыковых соединений применяется сварка аргоном. Особенно эффективно она показывает себя для обвязки трубопроводами цехов пищевой, химической, фармацевтической направленности, где требуется особая стерильность.
Авторемонтные мастерские: с помощью аргонной сварки происходит ремонт жизненно важных деталей автомобиля — варятся элементы механической и автоматической коробки передач, трубки кондиционера, крышки головки блока цилиндров, блока двигателя, поддона, радиатора.
Кузнечные мастерские: так как при изготовлении металлоконструкций не всегда можно подлезть ручным инструментом, для финишной зачистки шва — используется аргонодуговая сварка. Все потому, что она формирует тонкий, эстетичный сварной шов. Поэтому отпадает необходимость его дополнительной обработки. Продукция кузнечных мастерских: эсклюзивная мебель, кованные ворота и перила.
Виды электродов
Эффективная сварка аргоном не представляется без использования качественных вольфрамовых электродов. При выборе этого важного элемента сварочной электрической цепи, следует ориентироваться на обрабатываемый материал. Ведь правильно подобранный электрод+оптимальный выбор режимов сварки, на выходе дадут качественный и надежный шов, который прослужит десятилетия!
Ниже представлена таблица электродов, марки которых обозначены американской и европейской аббревиатурой. С ее помощью можно легко подобрать нужный электрод для Вашей деятельности.

Варим цветные металлы
Сварку нержавейки аргоном производят источником постоянного тока. Для работы на низких токах, электрод затачивают под угол 10-20 градусов, средних — 20-30. На высоких токах значение угла заточки составит 60-120 градусов. Горелку ведут электродом вперед под углом 60-70 градусов, при этом подавая или прикапывая присадочный материал.
Во многих статьях настойчиво рекомендуют вести горелку равномерно и без колебаний. Мотивируя такой подход более ровным швом. На деле все обстоит не так. Для достижения красивого шва, рекомендуются незначительные колебательные движения. Техника ведения называется — бабочка или американка.
Сварка алюминия аргоном происходит на переменном токе, так как оксидная пленка на поверхности этого благородного цветного металла разбивается только им. Перед соединением заготовок необходимо провести тщательную зачистку кромок механическим(напильник, углошлифовальная машина) или химическим(растворители, кислоты) способом. Если не производить данную подготовку, то посторонние включения и окислы будут мешать сварочному процессу — шов будет пористым с непроварами, что приведет к низкой прочности конечного изделия. Начинающему специалисту поначалу будет сложно работать с данным материалом — являясь жидкотекучими, алюминиевые сплавы, при нагреве не меняют своего цвета. Данный факт сильно затрудняет процесс, но с появлением опыта все встает на свои места.
Профессионалы своей сферы интуитивно определяют силу тока под обрабатываемый материал. Ниже мы приводим таблицу, чтобы сварка аргоном не вызывала сложностей у новичков. Ведь знание и есть тот источник опыта, который позволит научиться универсальному способу сварки цветных металлов.
Рекомендации по выбору режимов
Преимущества и недостатки технологии
- Сварка аргоном обладает большим преимуществом — это возможность высококачественного соединения разнообразных цветных металлов. Оно достигается с помощью эффективной защиты в зоне огневых работ.
- При сварке на постоянном токе тепловложения в металлоконструкцию минимальны, это исключает возможность — что ее «поведет».
- Универсальность РАД(ручной аргонодуговой) сварки — можно подлезть в труднодоступные места.
- Основным недостатком технологии аргонной сварки — оператор должен обладать знаниями в области сварки и материаловедении, а так же обладать необходимым опытом.
В сфере сварочного производства технология аргонодуговой сварки занимает не последнее место и мы очень надеемся, что Вы с успехом сможете освоить это непростое ремесло!
Сварка (аргонная, полуавтоматическая, контактная) нержавейки, алюминия и черных металлов в Балашихе
Rimax — качественное оборудование, профессиональный подход.
Качественная сварка металла в Балашихе
ООО «Римакс Групп» выполняет сварочные работы любой сложности, если это черная и нержавеющая сталь, алюминий и его сплавы. На нашем производственном предприятии имеется 3 сварочных поста, работающих круглосуточно без выходных (по принципу «24/7»). Нашими специалистами применяется современное оборудование, которое дает возможность выполнять следующие виды сварки:
— Аргонная сварка (TIG) черных и нержавеющих сталей;
— Аргонная сварка (TIG) алюминия и его сплавов;
— Полуавтоматическая сварка (MIG) черных металлов;
— Контактная сварка;
— Конденсаторная приварка метизов;



Цены на сварку металла в Балашихе:
Стоимость услуг по сварке рассчитывается в индивидуальном порядке на основании представленной технической документации. Ориентировочная цена за погонный метр сварного шва приведена в общем прайсе.
Рядовая и конструкционная углеродистая сталь (08КП/ПС, 1-2-3КП/ПС/СП, 20, 09Г2С)
Цена руб./пог.м
Сварка проволокой (полуавтомат) — катет шва 2
Сварка проволокой (полуавтомат) — катет шва 3
Сварка проволокой (полуавтомат) — катет шва 4
Сварка проволокой (полуавтомат) — катет шва 5
Сварка проволокой (полуавтомат) — катет шва 6
Сварка проволокой (полуавтомат) — катет шва 7
Сварка проволокой (полуавтомат) — катет шва 8
Сварка проволокой (полуавтомат) — катет шва 9
Сварка проволокой (полуавтомат) — катет шва 10
Нержавеющая сталь (12Х18Н10Т, AISI 430, 304, 321, 316 и др.)
Цена руб./пог.м
Сварка (неплав. электрод) — катет шва 2
Сварка (неплав. электрод) — катет шва 4
Сварка (неплав. электрод) — катет шва 6
Сварка (неплав. электрод) — катет шва 8
Сварка (неплав. электрод) — катет шва 10
Сварка (неплав. электрод) — катет шва 15
Сварка (неплав. электрод) — катет шва 20
Алюминий и его сплавы
Цена руб./пог.м

