
Что такое сварочный аппарат для MIG и MAG сварки?
Полуавтоматическая сварка MIG/MAG
MIG/MAG – сварка материалов при помощи металлических электродов. Эта аббревиатура означает, что сваривание осуществляется в электродах, находящихся в инертном (MIG) и активном (MAG) газе. В отличие от технологий MMA и TIG, сварка MIG/MAG обладает высокой производительностью, удобством эксплуатации и повышенной степенью механизации.

Технология MIG/MAG сварки
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.

Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.
Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.

В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
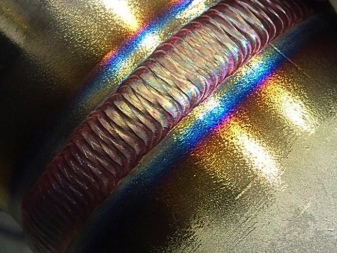
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Достоинства и недостатки
Выделяют следующие преимущества сварки в полуавтоматическом режиме:
- Позволяет применять сварочный ток с высоким напряжением.
- Высокое качество сварных швов.
- Позволяет сваривать изделия с большим диапазоном толщины.
- Предоставляет возможность процесс образования шва.
- Не требует применения шлака или флюса.
- Позволяет создавать плотные соединения оцинкованных изделий без повреждения покрытия свариваемых деталей.
- Предоставляет возможность сваривать тонкие стальные или алюминиевые листы толщиной до 0,5 мм.
- Основные материалы не подвергаются воздействию грязи или коррозии во время сварки.
Главными недостатками технологии MIG/MAG являются:
- Требует покупки дорогих полуавтоматических устройств.
- Высокая сложность технологии.
- Невозможно выполнить сваривание деталей в труднодоступных местах, что обусловлено большой разницей в размерах горелки и электродержателя.
- Обязательность подготовки и очистки кромок свариваемых деталей.
- Загорающаяся дуга испускает большое количество световой энергии, что приводит к увеличению излучения. По этой причине сварщик обязан использовать защитные маски для лица во время работы.
- Сильное разбрызгивание металла в расплавленном состоянии.
В сравнении с технологией TIG сварка MIG/MAG применяется в промышленных отраслях. Это обусловлено полной механизацией сварочного процесса, что снижает затраты на производство в долгосрочной перспективе.
Область применения
Технология МИГ/МАГ применяется для:
- Сваривания пластин толщиной не более 0,5 мм. При работе с этими материалами необходимо увеличить интенсивность подачи теплоты. Это позволит избежать деформации пластин и увеличить производительность.
- Сварки низколегированных материалов с невысоким содержанием углерода.
- Сваривание изделий из сплавов железа или алюминия во всех пространственных положений
- Сварки пластин из цветных металлов средних размеров (до 0,2 см).
Благодаря тому, что метод MIG/MAG позволяет сваривать разнородные металлы всех классов, он активно используется во многих отраслях промышленности. Данная технология нашла применение при производстве автомобилей, морских судов и оффшорных конструкций. Использование полуавтоматической сварки на производстве требует от сварщика множество профессиональных навыков и умений. Рабочий должен уметь управлять сварочными аппаратами, состоящими из большого количества узловых конструкций. При организации промышленного производства с применением MIG/MAG сварки нужно тщательно подготовить рабочие цеха: настроить вентиляцию и приобрести стационарные сварочные устройства. В противном случае газовая система будет работать нестабильно из-за воздействия сквозняка.
Виды оборудования для MIG/MAG сварки
Для сваривания деталей при помощи технологии МИГ/МАГ необходимы источники питания. Их роль выполняют выпрямители и инверторы.Они позволяют увеличивать амплитуду высокочастотного напряжения. Выделяют 3 категории инверторов для сварки:
- Бытовые: чаще всего используются начинающими сварщиками для реализации разовых проектов. Они могут сваривать детали небольшого размера. Сила сварочного тока бытовых выпрямителей составляет не более 200 A.
- Профессиональные: используются сварщиками, работающими на небольших коммерческих предприятиях. Они могут сваривать детали большого размера без потери качества. Сила сварочного тока профессиональных инверторов составляет 300 A.
- Промышленные: используются в крупных индустриальных организациях. Они способны беспрерывно сваривать большие конструкции с соблюдением основных требований к размеру и форме сварного шва. Сила сварочного тока промышленных выпрямителей составляет не более 500 A.

Инверторы обеспечивают стабильность сварочного тока и снижают диапазон разбрызгивания расплавленного электрода. Универсальность этого прибора позволяет его при работе с нержавеющей сталью и алюминием. Выпрямители потребляют малое количество электроэнергии. Они имеют небольшие размеры, что улучшает комфорт во время проведения сварочных работ.
В бытовых условиях чаще всего используется инверторный полуавтомат с евроразъемом, позволяющим быстро подключать горелку. Выпрямители позволяют осуществлять сварку в 2 режимах как в атмосфере инертного газа, так и с использованием флиса. Для частой эксплуатации рекомендуется покупать универсальные сварочные аппараты, способные работать с применением разных технологий сварки. Их главным недостатком является высокая стоимость.

Выбор аппарата
При покупке сварочного аппарата необходимо учитывать следующие показатели:
- Тип питания: рекомендуется приобретать устройства, работающие на постоянном токе. При активации обратной полярности эти аппараты обеспечивают лучшую производительность. Приборы, работающие с переменным электротоком и прямой полярностью не способны поддерживать стабильное напряжения на дуге, что приводит к повышенному разбрызгиванию металла и изменению формы сварного шва.
- Напряжение сети: однофазное или трехфазное. Универсальные сварочные аппараты функционируют при напряжении 220 В. Важно, чтобы приборы были защищены от скачков напряжения. В противном случае они не смогут работать в сетях с различным электроснабжением.
- Ограничения по температуре: большинство сварочных аппаратов функционирует при температуре от -40 °C до +40 °C. При более высоких значениях данного показателя устройства автоматически выключаются.
- Наличие дополнительных опций: современные аппараты способны выполнять MMA и TIG сварку. Объединяя множество функций, они могут применяться для решения большого количества задач. Также современные модели имеют поддержку опций HotStart, AntiStickи ArcForce.

Основные технические характеристики аппарата для сварки указаны в паспорте устройства. Важно, чтобы прибор был изготовлен из прочных материалов и имел большой гарантийный срок.
Выбор расходных материалов
Основных расходным материалом, необходимым для сварки, является сварочная проволока. Ее диаметр должен соответствовать толщине свариваемого материала. Также деталь и проволока должны быть изготовлены из идентичных материалов.

При сварке необходимо правильно выбрать защитный газ. При обработке деталей, изготовленных из цветных металлов, лучше использовать инертные газообразные вещества (гелий, аргон и их смеси). При работе с железными сплавами рекомендуется использовать оксид углерода. Важно, чтобы в этом случае сварочная проволока содержала в себе повышенное количество кремния и марганца. Опытные специалисты рекомендуют использовать смеси из активных и инертных газов, уменьшающие диапазон разбрызгивания металла.
Расшифровка методов сварки – MMA, TIG, MIG, MAG
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье.
Расшифровка аббревиатур
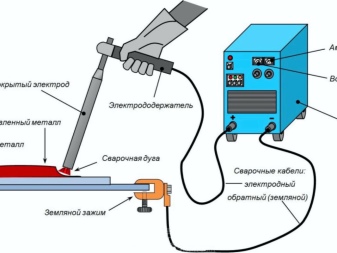
ММА (РДС)
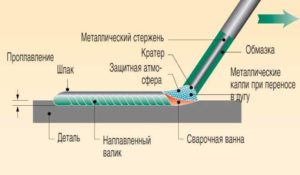
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
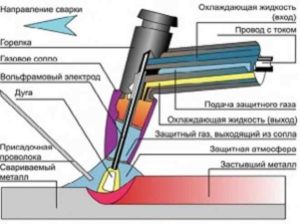
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы – азот, гелий, а также газовые смеси.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
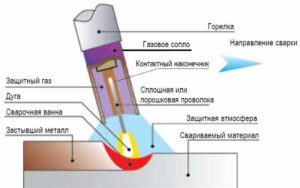
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Что такое сварка MIG/MAG

Сварка методом MIG/MAG является разновидностью дуговой сварки в сфере защитных газов. Название метода расшифровывается как Metal Inert/Active Gas. Соответственно защитные газы могут использоваться инертные – для сварки MIG, или активные – для сварки MAG.
В качестве инертных газов для MIG-сварки используются аргон или гелий. Инертный газ не вступает в реакцию с металлом. Он обволакивает сварочную ванну, создавая защитный слой, предохраняющий металл изделий и создаваемый шов от окисления. Обычно инертные газы используются в смеси с кислородом или углекислым газом для повышения качества сварного соединения.
Активными газами для MAG-сварки выступают кислород и углекислый газ. Активный газ позволяет ускорить процесс плавления металла и обеспечить лучшие качества дуги. Но использование чистого углекислого газа ведет к образованию нестабильных капель. При их попадании в сварочную ванну снижается качество шва. Поэтому активные газы также используются в смеси с инертными. Поэтому современные сварочные аппараты для MIG/MAG-сварки рассчитаны на работу как с инертными, так и с активными газами.
Сварка MIG-MAG – полуавтоматический процесс. В первую очередь это связано с необходимостью своевременной подачи проволоки для сварки. Высокая производительность обеспечивается за счет использования полуавтомата, который подает присадочную проволоку, образуя «непрерывный электрод». Сварщик лишь вручную ведет горелку вдоль планируемого места соединения свариваемых изделий, получая идеальный сварной шов.
Процесс сварки методами MIG или MAG имеет ряд преимуществ:
- простота технологии,
- высокая производительность,
- отличное качество сварочного шва,
- снижение затрат на дополнительные материалы,
- возможность работы в любом положении,
- сокращение послесварочных работ по обработке шва,
- возможность выполнения длинных швов без остановки,
- возможность работы при низком тепловложении,
- отсутствие прилипания проволоки, особенно вначале процесса,
- возможность плавного регулирования процесса и другие.
Благодаря своим преимуществам сварка методом MIG/MAG может применяться как для работы с тонкими листами металла, где важно тщательно контролировать процесс для того, чтобы не пережечь металл, так и для заготовок большой толщины. Метод MIG/MAG можно применять для сварки различных металлов и сплавов, включая нержавеющие стали разных марок, алюминий, титан, никель, магний и многие другие.
Что такое сварочный аппарат для MIG и MAG сварки?
Время чтения: 5 минут
Современное сварочное оборудование абсолютно не похоже на аппараты старого образца. Инверторные полуавтоматы просты в применении, компактны и не требуют особой квалификация для выполнения работ. Но главное достоинство современно сварочного аппарата — это его функциональность. Помимо классической ручной дуговой сварки мастеру доступно еще несколько технологий, например, MIG/MAG сварка.

MIG/MAG сварка — одна из самых востребованных технологий на данный момент. Она экономична, эффективна и позволяет формировать качественные швы. В этой статье мы кратко расскажем, что это за метод сварки и какие особенности стоит учитывать при использовании сварочного аппарата MIG/MAG.
Общая информация
MIG (МИГ)/MAG (МАГ) сварка — это разновидность дуговой сварки, которая выполняется с применением плавящейся присадочной проволоки в среде защитного газа. Газ может быть как активным, так и инертным. Как вы понимаете, такой способ соединения металлов существенно отличается от сварки MMA (ручная дуговая сварка). Поэтому для этих целей нужно использовать специальный сварочный полуавтомат.
Сварочный аппарат MIG/MAG оснащается подающим механизмом, в который заправляется присадочная проволока. Также полуавтомат MIG или MAG нужно использовать в комплекте с горелкой, через которую подается защитный газ.

Давайте подробнее остановимся на этой технологии сварки, чтобы лучше понимать ее суть. При сварке MIG/MAG сварочная дуга горит между концом присадочной проволоки и поверхностью свариваемого металла. Присадочная проволока непрерывно подается в сварочную зону. Благодаря теплу, исходящему от сварочной дуги, металл и присадочная проволока начинают плавиться. Образовывается сварочная ванна, где смешивается основной металл и расплавленная проволока.
Не забываем и о газе. Он так же непрерывно подается в зону сварки на протяжении всего процесса сварки. Именно благодаря газу удается избежать проникновения кислорода в зону сварки. Поэтому окисление металла исключено.
В конечном итоге, расплавленный в сварочной ванне металл начинает кристаллизоваться. Образовывается сварной шов.
Особенности
Полуавтоматическая сварка MIG MAG эффективна только при соблюдении всех правил и учете всех особенностей. О некоторых из них мы и расскажем далее.
Выбор аппарата
Для начала немного про оборудование. Сварочные аппараты MIG MAG выполняют специфические задачи, поэтому нужно выбирать сварочник с особым вниманием. Прежде чего, обратите внимание на каком токе работает аппарат: на постоянном или на переменном. Мы рекомендуем приобретать аппарат на постоянном токе и устанавливать обратную полярность при выполнении работ.

Сварочный полуавтомат на переменном токе или на постоянном токе и прямой полярностью не способен генерировать стабильную сварочную дугу. В таких условиях трудно формировать шов, поскольку присадочная проволока плавится слишком быстро и при этом металл разбрызгивается.
Также обратите внимание на дополнительный функционал. Многие аппараты для MIG/MAG сварки могут также выполнять MMA или MMA и TIG сварку. Подобные сварочники универсальны и в разы увеличивают ваши возможности при проведении работ. Вам не нужно иметь несколько разных аппаратов, когда все функции есть в одном.
Выбор расходных материалов
Теперь о расходных материалах. Сначала о проволоке. Ее диаметр подбирается исходя из толщины металла, который вы собирайтесь варить. Состав проволоки должен быть идентичен составу основного металла. Нельзя применять условно медную проволоку для сварки нержавеющей стали. Это грубейшая ошибка.
Что касается защитного газа, то здесь все не так сложно, как может показаться на первый взгляд. Можно использовать инертный, активный газ или газовые смеси. Мы дадим несколько рекомендаций касаемо выбора защитного газа при сварке различных металлов.

Для сварки цветного металла и его сплавов, а также материалов на основе цветмета лучше всего применять инертный газ. Это может быть гелий, аргон или газовые смеси из аргона и гелия в различных пропорциях. Если варите медь и кобальт, используйте азотный газ. При работе с различными типами стали лучше применять углекислоту (углекислый газ). Но учитывайте, что в этом случае проволока должна содержать повышенное количество кремния и марганца.
Также опытные сварщики используют смеси из инертных и активных газов, чтобы улучшить стабильность горения дуги и уменьшить разбрызгивание металла. Это очень специфичная тема, которая приходит с опытом. Так что в этой статье мы не будем затрагивать тему смеси из инертного и активного газа.
Формирование шва
При MIG/MAG сварке важен не только сварочный аппарат и расходные материалы, но и то, как вы формируете шов. Как мы уже писали выше, при данном методе сварки шов формируется благодаря расплавленному металлу и расплавленной проволоке. Поэтому форма готового сварного валика зависит от того, как вы переносите расплавленную проволоку в сварочную ванну.
Вместо заключения
Мы постарались кратко и доступно рассказать вам о MIG/MAG технологии и сварочных аппаратах, применяемых при сварке этим методом. Сварочные полуавтоматы — это незаменимые помощники не только в мастерской или в гараже, но и в хозяйстве. Мы рекомендуем вам обязательно освоить сварочный аппарат MIG и MAG, чтобы увеличить свои возможности при выполнении работ. Обычный инвертор ММА не сможет выполнить работу настолько качественно, насколько ее выполняет аппарат MIG/MAG.
Помимо сварочного аппарата вам нужно приобрести присадочную проволоку, баллон с защитным газом, сварочную горелку и некоторые другие комплектующие. Иногда в комплекте с аппаратом в коробке идут некоторые комплектующие, но мы рекомендуем сразу заменить их на более качественные. Желаем удачи в работе!
Сварка MIG/MAG: отличия и особенности методов
 Сварка MIG-MAG была изобретена в 50-х годах XX века, и главные ее принципы успешно используются и сегодня. Обычно, если говорится о сварке в полуавтоматическом режиме, то практически всегда под ней подразумевают именно MIG и MAG-методы. Данная сварка является универсальной, она легка в применении и гарантирует качественный результат. Полное и правильное название этого типа сварки имеет аббревиатуру GMAW – Gas metal arc welding, что переводится как электродуговая сварка металла в среде защитного газа. Среди профессионалов, любителей и производителей оборудования чаще всего такая сварка обозначается как:
Сварка MIG-MAG была изобретена в 50-х годах XX века, и главные ее принципы успешно используются и сегодня. Обычно, если говорится о сварке в полуавтоматическом режиме, то практически всегда под ней подразумевают именно MIG и MAG-методы. Данная сварка является универсальной, она легка в применении и гарантирует качественный результат. Полное и правильное название этого типа сварки имеет аббревиатуру GMAW – Gas metal arc welding, что переводится как электродуговая сварка металла в среде защитного газа. Среди профессионалов, любителей и производителей оборудования чаще всего такая сварка обозначается как:
- MIG (Metal Inert Gas) – здесь средой-изолятором выступает инертный газ: аргон или гелий.
- MAG (Metal Activ Gas) – процесс происходит с применением активного газа: углекислый газ или азот и т.д.
В нашей статье мы рассмотрим вопросы, касающиеся полуавтоматической сварки различными методами:
MIG-сварка
Сварка металлов посредством плавления может быть осуществлена различными способами, но всех их объединяет одно – использование электродуги (исключением является только газовая сварка). Благодаря относительной простоте технологии, сварочные работы в полуавтоматическом режиме доступны даже новичкам, а профессионалы могут работать с металлами различной толщины, вне зависимости от сложности конфигурации деталей.

Техническая суть сварки плавлением заключается в выполнении операций в среде защитного газа, который исключает нежелательные химические реакции в расплаве. Сварочное оборудование MIG функционирует в среде гелия, аргона или иных инертных газов. Используя этот метод, можно сварить не только сталь различных марок, но и прихотливый в обработке алюминий, а также титан, магний, сплавы никеля.
MAG-сварка
Второй разновидностью полуавтоматического сваривания металлов является MAG-сварка, которая производится в атмосфере активного газа, например, углекислого. Сам принцип сварки идентичен MIG-методу, но в баллон закачивается углекислый газ, стоимость которого ниже инертного. Применение данного вида сварки имеет небольшие ограничения – сваривать MAG-методом можно только легированные и низколегированные стали. В плане простоты эксплуатации и широты функций MAG-сварка нисколько не уступает сварке MIG-методом.
Полуавтоматы MIG/MAG, предназначенные для профессионального использования, зачастую работают в обоих режимах – как с углекислым газом, так и с инертным. Такое сварочное оборудование позволяет сварщику регулировать ток и может работать с проволокой любого диаметра. Наиболее часто используют проволоку, имеющую диаметр 0,5-4,0 мм, но ее выбор в каждом отдельном случае зависит от толщины металла и его химических свойств.
Режим сварки MAG-методом в среде двуокиси углерода
| Толщина свариваемой кромки, мм | 6.0-8.0 | 4.0-5.0 | 3.0 | 2.0-2.5 | 1.5-2.0 | 1.5 |
| Диаметр электрода, мм | 1.2-1.6 | 1.2-1.6 | 1.2-1.4 | 1.0-1.2 | 1.0-1.2 | 0.8-1.0 |
| Сила тока, А | 200-300 | 200-300 | 200-300 | 130-170 | 130-150 | 95-125 |
| Расход активного газа, литров/мин. | 12-18 | 11-16 | 8-12 | 6-7 | 6-7 | 6-7 |
| Скорость автоподачи проволоки, м/час | 500-700 | 500-700 | 350-500 | 150-250 | 150-220 | 150-220 |
| Открытая длина проволоки, мм | 10-20 | 10-20 | 10-13 | 10-13 | 10-13 | 6-10 |
В зависимости от модели полуавтомата сварка происходит при холостом ходе напряжением 19-30 В. У подавляющего большинства полупрофессиональных и бытовых полуавтоматов отсутствует возможность регулировки скорости подачи рабочего тока и напряжения. Такой подход обеспечивает автоматическую стабилизацию электродуги (автокоррекция).
Полуавтоматы для сварки MIG-MAG

Все представленные на современном рынке сварочные аппараты полуавтоматического типа MIG-MAG состоят из нескольких частей:
- Генератор тока – инвертор или трансформатор.
- Газовый баллон, оснащенный редуктором.
- Кабели, шланги.
- Горелка, включающая систему подачи проволоки.
- Механизм, подающий проволоку.
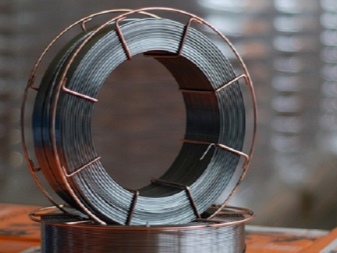
В роли электрода, который плавится, выступает специальная проволока (алюминиевая или стальная, иногда это могут быть и другие материалы), намотанная на баран, и подаваемая в зону сварки автоматически. Скорость автоподачи спецпроволоки пропорциональна ее диаметру и рабочему току. Сварщик заводит горелку в зону сварки и нажимает рукоятку. При образовании дуги электрический двигатель подает проволоку из алюминия или стали к шву. Тем временем газ, находящийся под давлением, обдувает сварочную ванну и препятствует допуску атмосферных газов к раскаленному металлу, что исключает процесс окисления свариваемых деталей. В данном случае инертный газ берет на себя функции покрытия электрода, используемого при обычной MMA-сварке. Основное отличие здесь состоит в том, что защитная атмосфера создается не при сжигании покрытия электрода, а подается в уже готовом виде извне.
Преимущества полуавтоматического оборудования для MIG-MAG сварки
Некоторые специалисты считают полуавтоматы MIG/MAG несколько громоздкими. Действительно комплектация, в которую входит баллон с газом, барабан с проволокой, трансформатор или инвертор не добавляют мобильности подобным моделям. Однако полуавтоматическое оборудование MIG-MAG наделено множеством преимуществ по сравнению с другими аналогами:
- Возможность сварки даже очень тонких металлических листов.
- Минимальный расход проволоки из стали, алюминия или других металлов.
- Легкое зажигание дуги и ее дальнейшее удержание (особенно на инверторных моделях).
- Отсутствие вредных паров при сваривании деталей.
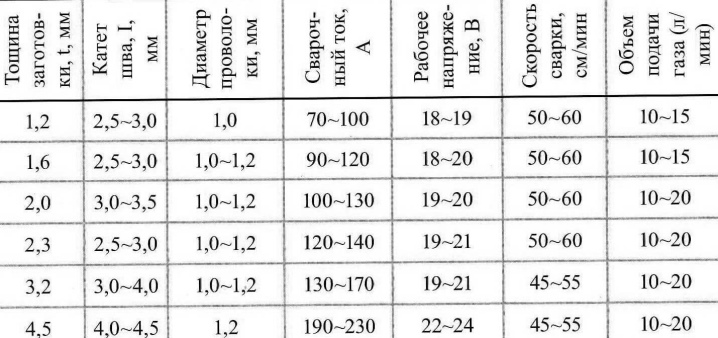
Соотношение тока и диаметра проволоки при сварке различных металлов
В зависимости от химических свойств того или иного металла подбирается необходимый диаметр проволоки и ток. В таблице представлены основные соотношения этих двух параметров для различных материалов.
Устройство автоподачи проволоки в аппаратах MIG/MAG
Удобный функционал автоподачи проволоки в полуавтоматическом оборудовании MIG-MAG имеет сложный механизм, благодаря которому обеспечиваются следующие преимущества:
- Мягкий плавный старт – в начале MIG-MAG сварки проволока выходит с маленькой скоростью, позволяя разжечь и стабилизировать электродугу;
- Исключение риска прилипания проволоки в самом начале операции;
- Плавная регулировка автоподачи сварочной проволоки и обеспечение ее постоянной скорости;
- Возможность смены полярности (в случае использования порошковой проволоки);
- Защита сварочной проволоки от вваривания в горелку после остановки ее подачи, прекращение подачи тока прежде чем, остановилась проволока;
- Возможность настройки импульсного режима сварки.
Обычно MIG/MAG сварка осуществляется на токе обратной полярности. Однако в зависимости от поставленной перед специалистом задачи и характеристик сварочного полуавтомата возможно использование как переменного тока, так и прямой полярности.
Режимы работы полуавтоматов MIG-MAG
Полуавтоматическое оборудование MIG-MAG имеет несколько рабочих режимов:
- Short Arc (короткая дуга) – сваривание тонких металлов производится с использованием пульсирующего тока. При этом сам сварочный процесс представляет собой серию коротких замыканий, когда расплавленный материал проволоки накоротко замыкает сварочное напряжение.
- Spray Arc – сварка MIG-MAG осуществляется пульсирующим током (струйный перенос). Форма импульсов отличается от режима Short Arc – в данном случае перенос расплавленного материала производится в капельном виде, что позволяет варить металлы относительно большой толщины.
- Pulse Arc (импульсно-дуговой) – является разновидностью режима Spray Arc, но отличается от него скважностью импульсов и меньшей величиной тока. Считается оптимальным вариантом для сваривания цветмета, алюминия, нержавеющей стали или сложных сплавов.
- Pulse on Pulse Arc – характеризуется импульсами с двумя регулируемыми уровнями тока (происходит наложение импульсов тока высокой и низкой частот). Данный режим MIG-MAG сварки идеально подходит для декоративных сварочных швов, при этом обеспечивается не только эстетичность, но и высокое качество.
Также в полуавтоматах MIG/MAG встречаются англоязычные обозначения:
- Аrc Force – регулировка энергии электродуги;
- Lift – высокочастотный поджиг электродуги (обычно применяется при TIG-сварке);
- Hot start – переводится буквально как «Горячий старт» – означает увеличение сварочного тока в начале сварочных работ.
Проволока для аппаратов-полуавтоматов MIG/MAG

В основе принципа сварки MIG- или MAG- методом лежит газовая атмосфера, которая создается при помощи инертного или активного газа. Однако качество используемой сварочной проволоки также влияет на конечный результат. В оборудовании полуавтоматического типа MIG-MAG чаще всего применяются четыре основные вида проволоки:
- Алюминиевая – обеспечивает пластичность и высокую прочность соединения, устойчивость шва к образованию трещин и коррозии. При сварке алюминиевых сплавов, где имеется сложный химический состав, специалисты рекомендуют отдавать предпочтение универсальному типа сварочной проволоки.
- Стальная (нержавеющая сталь) – в роли исходного материала выступает высоколегированная сталь. Также расходный материал содержит в себе марганец, азот, фосфор, углерод, хром. Такая проволока предназначена для соединения элементов из нержавеющей стали, при этом обеспечивается высокая антикоррозийная устойчивость и надежный шов.
- Омедненная – имеет специальное покрытие из медного состава и подходит для сварки углеродистых и низкоуглеродистых сталей. Соединение получается не только аккуратное, но и действительно прочное.
- Порошковая – внутри полой металлической проволоки находится порошок, который состоит из антиокислителей: ферросплавы, различные руды, сложные химические соединения. Применение порошкового расходного материала при сварке MIG-MAG позволяет варить различные металлы без газа, поскольку сгорающий флюс берет его функции на себя. По сравнению с покрытием электродов, используемых при ММА-сварке, порошок практически не выделяет в атмосферу ядовитых веществ (в общем составе он составляет всего лишь 15-40%). При сварке-MAG порошковая проволока обеспечивает мягкое, но при этом стабильное горение дуги.
Самыми удобными в использовании являются омедненная и порошковая проволоки – сварка MIG/MAG производится на достаточно хорошей скорости без образования брызг. Эти расходные материалы распространены не только в бытовой, но и в профессиональной среде.
Выбирая проволоку для сварки MIG-MAG, необходимо учитывать не только состав металлов, которые предполагается сварить, но и то, с какими наконечниками можно применять тот и иной расходный материал.
Виды сварки: MIG MAG TIG MMA
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
 Схема mma технологии
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
MIG/MAG
 Схема mig/mag технологии
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
 Схема tig технологии
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Что такое сварка MIG/MAG
Полуавтоматические сварочные автоматы MIG и MAG применяются в масштабном производстве различных металлоконструкций, строительстве, при котором используются значительные сварочные работы, и других отраслях промышленности и быту. Соединение металлов при использовании данного оборудования происходит методом дугового сваривания при использовании газов, защищающих шов от коррозии.
Модели данного типа позволяют получить качественный аккуратный сварной шов. Из-за данной особенности эти полуавтоматы широко используются при сваривании тонких металлов. Отличие MIG от MAG заключается в использовании в качестве защитной среды двух разных видов газов. MIG – используется инертный газ, MAG – активный. В остальном, работа устройств одинакова.
Принцип работы полуавтоматов MIG/MAG
В основе работы полуавтомата типа MAG лежит принцип дуговой сварки. Технология проста – под воздействием электрической дуги происходит плавка металла, обеспечивается однородное соединение на молекулярном уровне. В ходе движения дуги расплавленный металл затвердевает с образованием ровного сварочного шва.

Для защиты от активного воздействия окружающей среды изделия, в процессе сварочных работ на участок расплавленного металла подаётся газ. В зависимости от использования устройства происходит подача разных типов газа. При сваривании MIG используют инертную группу (аргон, гелий и др., а также их смеси).

Модель MAG при работе использует углекислый газ. Следует заметить, что в процессе эксплуатации не исключено применение смеси инертных и активных газов.
Выбираем полуавтомат для с в арки
Если возникла необходимость купить сварочный полуавтомат, при выборе модели необходимо придерживаться следующих параметров:

- габаритные размеры оборудования;
- максимально рассчитанная мощность аппарата при больших нагрузках;
- диаметр сварочной проволоки;
- характеристика электрической сети (напряжение, фазы);
- защита от перегрева устройства.
Все о сварочных аппаратах MIG/MAG

- Особенности
- Виды
- Рейтинг моделей
- Расходные материалы
- Как выбрать?
Современные сварочные аппараты значительно отличаются от своих предшественников. Кроме того что они производятся по новым технологиям, они выполняют различного вида сварку, которая обеспечивает качественный шов, могут работать с различными видами металлов. Такими аппаратами являются те, что работают по технологиям MIG и MAG.


Особенности
В названии технологии MIG/MAG используется аббревиатура, имеющая общеизвестное обозначение определенного цикла сварки.
MIG – это сварочный цикл в сфере неактивного газа. Здесь используют соединение аргона и гелия или их по отдельности. Процесс работы проходит таким образом, что газ идет из баллона под большим давлением на горелку. Под действием этого движения он выталкивает воздух около электрической дуги, поэтому нет негативного влияния кислорода на сварочные швы. Благодаря такому способу шов значительно отличается своей плотностью, не имеет пустот, обладает большой износоустойчивостью. Такой способ применяют при сварочных работах с титаном, медью и всевозможными сплавами, а также в работе с алюминием.

MAG-сварка – это также общепринятое обозначение определённой сварочной цепочки, но в области активного газа. Здесь применяют углекислый газ и азот.
Они также защищают сварочный процесс от кислорода из атмосферы. Во время сварки углекислота разделяется на кислород и оксид углерода. Чтобы избежать этого, а также пористого сварного шва, используют электроды или присадочную проволоку с добавкой марганца и кремния. Они окисляют сварочную среду и связывают свободный кислород.
Такие способы сварки обладают рядом преимуществ. Это не только хорошего качества шов, но и сварочные удобства. С такой сваркой удобно работать в любом положении, видно весь цикл сварки.
Устройства для такой сварки из-за газобаллона не отличаются мобильностью, а в труднодоступных местах сварку проводить довольно сложно.

Сварочные аппараты с режимами MAG и MIG функционируют в полуавтоматическом порядке. Во время подачи газа проволока подается механически. Такие устройства отличаются своим назначением. Это могут быть модели для домашнего и бытового использования, сварочные устройства среднего уровня, которые оснащены импульсным режимом, профессиональные аппараты и промышленные.
По способу питания различают однофазные и трехфазные устройства. Однофазные обычно используют для домашнего использования и в бытовых целях, они работают от напряжения 220 В. Трёхфазные предназначены для более профессиональной деятельности, работают от сети с напряжением 380 В.




Трехфазные варианты в основном используют при длительных нагрузках, они отличаются более экономным расходом электроэнергии, меньше дают нагрузку на сеть.
Бытовые устройства довольно маломощные, предназначены для небольших сварочных работ. Для длительного использования они не подходят, так как имеют свойство автоматически отключаться при перегреве. Полупрофессиональные довольно мощные по сравнению с бытовыми, используются на станциях техобслуживания для сваривания деталей автомобиля. Профессиональные имеют самую большую мощность, они могут работать беспрерывно. Обладают рядом преимуществ, защищены от перегрузки и перегрева.

Рейтинг моделей
Рассмотрим популярные модели сварочных аппаратов MIG/MAG.
Kaiser MIG-305
Модель выполняет полуавтоматическую сварку в бытовых условиях от однофазной сети с напряжением 220 В. Напряжение холостого хода составляет 75 Вт. Китайская модель оснащена всеми современными комплектующими, отличающимися хорошим качеством и долговечностью. Работает в порядке дуговой сварки при помощи электродов и флюсовой проволоки. Инверторная модель выполняет сварочные работы без участия газа с мощностью 7 кВт воздушным способом охлаждения. Толщина рабочей проволоки составляет 1 мм, а электродов – от 1,6 до 5 мм. Выдаётся самый большой сварочный ток 305 А, который регулируется в пределах 10-305 А. Скорость выдачи проволоки составляет 2,9-13 м в минуту. Имеется встроенная горелка и подающее проволоку 2-роликовое устройство.


Данная модель имеет степень защиты IP 21. Вес аппарат 13 кг, имеет такие параметры: длина 581 мм, ширина 246 мм, высота 411 мм.
В комплект со сварочным аппаратом входят набор кабелей для сварки со штучными электродами, рукав с держателем для полуавтоматической сварки, клеммы массы, защитный щиток для сварщика, щётка для очистки места сварки и отбивки окалины. Корпус выполнен из высокопрочного металла, имеет вентиляционное отверстие. Есть принудительное охлаждение при помощи вентилятора, которое продлевает время работы.
Данная модель прекрасно работает даже при пониженном напряжении, делает шов прочным и аккуратным. Потребляет во время работы мало электроэнергии, что значительно снижает себестоимость работы. Есть возможность плавного управления силой тока, а это позволяет сваривать металл различной толщины. Данная модель имеет высокое значение КПД.

Stal MULTI-MIG-305 Profi
Сварочный полуавтомат работает от однофазной сети с напряжением 220 В. Данная модель прекрасно выполняет бытовые задачи, имеет несложный процесс управления и длительный срок эксплуатации.
Модель очень компактная, весит 9,5 кг. Её мощность 8 кВт. Максимальный диаметр проволоки составляет 1 мм, а диаметр электродов от 1,6 до 5 мм. Максимальный сварочный ток 305 А, его можно регулировать с промежутком от 50 до 305 А. В данной модели предусмотрен дисплей, благодаря которому можно задавать рабочие функции и наблюдать за данными параметрами.

Есть функции «антиприлипание», «горячий старт», «форсаж дуги». Во время работы металл не разбрызгивается, а электроды не слипаются. Тип охлаждения воздушный.
В комплект входят кабель с электродержателем 1,7 м и кабель массы 1,3 м, еврорукав длиной 3 м, защитный сварочный щиток и щётка-молоток, различные контактные наконечники. Модель прекрасно справляется со своей задачей с использованием материалов любого типа.

Расходные материалы
Для того чтобы производить сварочные работы MAG- и MIG-способами необходимо специальное оснащение и дополнительные материалы, которые отличаются хорошим качеством. Для этого необходим газовый баллон, который имеет регулятор, шланги и кабели, горелки с режимом подачи проволоки, подающее приспособление для промывки. Качество расходных материалов напрямую влияет на качество шва.

Для сварки вышеперечисленными способами используют разные виды проволоки: омедненная, порошковая, стальная и алюминиевая. Наиболее удобными являются омедненная и порошковая, поэтому они самые распространённые. Благодаря им сварка происходит без разбрызгивания металла, очень быстро. К тому же эти расходные материалы можно купить абсолютно везде. Порошковая проволока применяется как в быту, так и в высокопрофессиональной сварке. В ней находится особый порошок с антиокислителями. Благодаря ему можно производить сварку без газа. Функцию газа производит сгораемый в проволоке порошок. Единственное, что такую проволоку нельзя перегибать и деформировать, так как после этого она непригодна для сварочных работ.

Другие типы применяют только в сфере углекислого или инертного газа.
Толщина проволоки подбирается индивидуально под толщину используемого металла. Её состав также должен соответствовать свариваемому металлу. Нельзя использовать абсолютно разные металлы, например, медную проволоку с нержавеющей сталью. Для сварки различных металлов используют и разный газ. К примеру, для сваривания цветного металла или его сплавов используют пассивный газ. Это аргон, гелий или газовые соединения. Если сваривать медь или кобальт, то лучше применить азотный газ. Опытные сварщики могут практиковать работу на смесях неактивных и действующих газов – это улучшает неизменность горения дуги и не разбрызгивает металл.
Как выбрать?
Для того чтобы выбрать сварочный аппарат с MAG- и MIG-варкой, необходимо прежде всего определиться на каком токе он работает. Это может быть стабильный или нестабильный ток. Лучшими считаются устройства, действующие на постоянном токе. Они не ставят обратную полярность во время сварки.
А также модели MAG- и MIG-варки могут быть оснащены дополнительными функциями. Они могут выполнять дополнительно MMA- и TIG-сварку.


Эти устройства очень универсальны, позволяют производить более разнообразные работы. В отдельных моделях предусмотрена функция, где можно регулировать отдельно напряжение холостого хода. Это очень необходимая настройка, так как от неё зависит удобство розжига сварочной дуги, а также её стабильность.
Если вы хотите, чтобы качество сварочных работ было на высшем уровне, то лучше выбирать и полуавтоматы, где есть дополнительная настройка индуктивности. Этот фактор серьёзно влияет на время отрыва горячей капли металла от проволоки и его передачи в сварочную ванну. От данной регулировки можно добиться минимума разбрызгивания металла, что существенно повысит качество шва.
Очень важными функциями современных сварочных аппаратов является индикация и память. Это очень удобно в том случае, если значение показывается на индикаторе в абсолютных величинах. Тогда можно настроить оптимальные режимы эмпирическим путем и занести их в память.
Обязательным в устройстве должна быть защита от перегрева. Аппарат автоматически отключается в случае перегрузки, а по истечении времени автомат сам возобновит работу. В этом случае ваш сварочный аппарат обеспечен длительной эксплуатацией, так как не будет предпосылок для сгорания.
О сварочных аппаратах смотрите далее.
Аппарат для сварки по технологиям mig/mag, tig, mma
На сегодняшний день разработаны десятки способов сварки. Наиболее распространенные виды – это mig, mag, tig, и mma сварка. Все они относятся к термическому классу по способу получения энергии для сварочного процесса.
Тепловая энергия, выделяемая при образовании электрической дуги, позволяет сваривать любые металлы. Основная теплота выделяется в самой дуге из-за того, что ее сопротивление больше, чем сопротивление электрода и свариваемой детали, поэтому оплавление происходит вблизи дуги. Это, в свою очередь, приводит к образованию сварочной ванны, которая при остывании обеспечивает неразъемное соединение.

Применение инертных газов
Сварка MIG (МИГ) – это международное обозначение сварочного процесса металлов в среде инертного газа. В качестве инертных газов используются аргон, гелий или их смеси.
Газ поддают из баллонов по шлангам высокого давления в горелку. Он вытесняет атмосферный воздух вокруг электрической дуги, благодаря чему исключается вредное воздействие кислорода на сварочное соединение.
Шов получается качественным и плотным, без пор. Недостатком МИГ сварки является высокая стоимость инертного газа. Аргон стоит в 45 раз, а гелий в 156 раз дороже углекислого газа.
 MAG cварка – это международное обозначение сварочного процесса в среде активного газа. В качестве активных газов наибольшее применение получили углекислый газ и азот. Их функция такая же, как и у инертных газов, – защита от кислорода атмосферы.
MAG cварка – это международное обозначение сварочного процесса в среде активного газа. В качестве активных газов наибольшее применение получили углекислый газ и азот. Их функция такая же, как и у инертных газов, – защита от кислорода атмосферы.
Углекислота в области сварки разлагается на кислород и оксид углерода, что приводит к вредным последствиям, типа пористости сварного шва. Чтобы это избежать, необходимо использовать электроды или присадочную проволоку с примесью марганца и кремния.
Они связывают освобождающийся кислород и раскисляют сварочную среду. Газы хранятся в баллонах высокого давления, для использования применяются понижающие редукторы. При использовании углекислого газа рекомендуется переворачивать баллон и выпускать пары воды, только затем начинать МАГ сварку.
С вольфрамовым электродом
Сварка TIG – это международное обозначение сварочного процесса металлов в среде инертного газа с помощью вольфрамового неплавящегося электрода.
В России и СНГ ТИГ сварка получила название аргонодуговой из-за применяемого инертного газа. Благодаря постоянной длине электрода процесс сварки значительно упрощается, отсутствие других примесей позволяют получать швы высочайшего качества.
 Импульсная TIG сварка является разновидностью обычной ТИГ, но вместо постоянного тока используется импульсный. В некоторых аппаратах MAG TIG сварки этот режим присутствует наравне с основным.
Импульсная TIG сварка является разновидностью обычной ТИГ, но вместо постоянного тока используется импульсный. В некоторых аппаратах MAG TIG сварки этот режим присутствует наравне с основным.
Он полезен при работе с тонкими листами, не перегревает их, при сварке отсутствует коробление. Обычно устанавливается несколько режимов на частоте 1 Гц, 10 Гц, 500 Гц. В результате получается красивый чешуйчатый шов.
Сварка MMA – это международное обозначение ручной электродуговой сварки. Она производится электродами покрытыми специальной защитной обмазкой. Процесс ММА сварки происходит за счет образования дуги между электродом и свариваемой деталью.
Электрод, расплавляясь, поступает в сварочную ванну, которая образовалась вследствие расплавления кромок заготовок. Обмазка также расплавляется и образует защитный слой на поверхности ванны, после остывания превращается в шлак. Легко удаляется молотком.
Полуавтоматическая сварка
 Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Выбор оборудования для сварщика огромен. Очень популярен сварочный аппарат категории MIG MAG. Он используется почти во всех ремонтных автомастерских благодаря получению высококачественного шва.
Большинство сварочных аппаратов сейчас используют инверторы. Частота сварочного тока в них практически не зависит от изменения сетевого напряжения. При этом они имеют компактные размеры и вес, что позволяет делать их мобильными.
Так как источник питания у большинства видов электродуговой сварки имеет одинаковые параметры, то производители стали создавать универсальные модели, способные работать в различных режимах и разными видами горелок. Особенно получила развитие полуавтоматическая сварка MIG MAG и TIG.
Сварочная проволока
Полуавтоматическая сварка MIG MAG TIG подразумевает применение сварочной проволоки, которую заправляют в аппарат. От ее характеристик также зависит качество шва. В некоторых случаях можно даже обойтись без защитного газа, при использовании порошковой проволоки.
Существует четыре вида присадки: алюминиевая, стальная, омедненная и порошковая. Самые востребованные две последние. Их использование гарантирует отсутствие брызг и высокую производительность работ.
Кроме порошковой, присадочная проволока должна применяться в защитной газовой среде. При приобретении обязательно нужно уточнять совместимость со свариваемыми материалами и наконечниками.
Универсальный полуавтомат
Яркий пример универсализации – сварочный аппарат полуавтоматического типа марки Triton MIG MT 250. Данный полуавтомат относится к профессиональному оборудованию и представляет собой малогабаритный инвертор на колесиках, вырабатывающий 250 А в пиковом режиме.
 Он обеспечивает высококачественную сварку в режиме MIG, MAG, TIG DС, MMA и может варить стежками по технологии Spot Stitch. Для этого в комплект поставки сварочного аппарата входят горелки для трех видов сварки.
Он обеспечивает высококачественную сварку в режиме MIG, MAG, TIG DС, MMA и может варить стежками по технологии Spot Stitch. Для этого в комплект поставки сварочного аппарата входят горелки для трех видов сварки.
В пиковом режиме продолжительность включения составляет 60 %, при токах до 200 А – 100%. Для легкого и надежного возбуждения электрической дуги предусмотрена функция Arc Force и Lift TIG.
Для подачи присадочной проволоки используется привод на 4 роликах, имеется возможность использования 300 мм катушки.
Специальный разъем позволяет работать аппарату с горелками типа Push-pull и spool gun. Это горелки, которые имеют собственное устройство подачи присадочной проволоки, на нем расположена катушка. Присадочная проволока используется любых марок, в том числе порошковая диаметром до 1,2 мм.
Режимы работы
Сварочный аппарат с четырьмя режимами (MIG, MAG, TIG, MMA) открывает широкие возможности. Он позволяет создавать шов в разном положении, варить черные, цветные металлы, оцинковку, тонкие и толстые листы.

Spot/Stitch
«Точка/стежок» – так можно перевести название режима. В нем аппарат MIG MT 250 варит стежками. Сварочная капля переносится в момент отсутствия короткого замыкания, что уменьшает поступления тепла в свариваемое изделие. Это исключает перегрев и коробление металла.
Режим используется при сварке оцинкованных изделий и нержавейки. Пониженный нагрев электрода и детали позволяет увеличить работоспособность аппарата и срок эксплуатации.
MIG/MAG
В режиме MIG и MAG сварочный аппарат работает полуавтоматически. Присадочная проволока подается равномерно с одновременной подачей защитного газа.
Сварщику остается вести горелку вдоль будущего шва на определенной высоте от свариваемой детали. Это обеспечивает высокую скорость сваривания и получение качественного сварного шва, благодаря защите инертным газом от кислорода воздуха. Сварочный ток может регулироваться в широком диапазоне от 30 до 250 А.
В отличие от большинства полуавтоматических устройств MIG MAG, модель MIG MT 250 может варить металлы в режиме ТИГ на постоянном токе. В приборе предусмотрено быстрое зажигание электросварочной дуги при касании концом электрода свариваемой детали.
В момент возникновения дуги высокочастотные помехи отсутствуют, что позволяет использовать его в радиопромышленности и других сферах производства (или любительской сварки), связанных с электроникой.
Традиционная ручная электродуговая сварка обеспечивает сваривание черных металлов и их сплавов. Постоянный ток позволяет получать стабильную дугу.
Специальная функция сварочного аппарата ARC-FORCE обеспечивает регулировку мощности дуги, что позволяет получать требуемые ее параметры и качественный сварной шов.
Подача присадки
Устройство подачи присадки находится внутри корпуса инвертора. Привод подает проволоку равномерно без зажевывания, она не проскальзывает и не растягивается. В аппарат можно заправлять катушку весом 15 кг вместе с присадочной проволокой, диаметр которой варьируется от 0,8 до 1,2 мм.
В комплект поставки универсального сварочного аппарата входят:
- источник питания инверторного типа;
- MIG/MAG горелка с 3 м кабелем;
- TIG горелка с 4 м кабелем;
- сетевой кабель;
- шланг, чтобы подавать защитный газ;
- держак с кабелем для ручной работы MMA;
- кабель для подключения «массы» (на нем предусмотрен зажим).
Масса аппарата с функциями MIG, MAG, TIG и MMA составляет 32 кг, имеются колеса для транспортировки. На передней панели отражается вся информация о состоянии прибора в текущий момент.
Расположены разъемы для быстрого разъединения кабелей. Пин разъем обеспечивает подключение SPOOL GUN горелок, что дает возможность использования почти любых видов сварочной проволоки. Это позволяет в свою очередь позволяет сильно расширить перечень свариваемых металлов и их сплавов.
Предусмотрена защита от перегрева и перегрузок.
Такой подбор функций аппарата позволяет ему быть универсальным устройством, что обеспечивает выполнение практически всех видов сварочных работ без приобретения дополнительного оборудования.

